Lampiran 1. Flowchart penelitian
Tidak
Ya Pengujian alat
Layak ?
Pengecatan
Memilih bahan yang akan digunakan
Mengukur bahan yang akan digunakan
Memotong dan menghaluskan bahan yang akan digunakan sesuai dengan dimensi pada gambar
Merangkai alat
Pengelasan Mulai
- Menentukan dimensi alat - Menghitung daya yang
diperlukan
- Menghitung kecepatan putaran alat
Merancang bentuk alat
Menggambar alat
Pengukuran parameter
Data
Analisis data
Lampiran 2. Spesifikasi alat penggiling tulang sapi kering
Terdiri dari : 14 sisir penggiling
Ayakan (mesh)
Lebar : 15,1 cm
Ukuran : 200 mesh
Hopper
Diameter : 10 cm
Transmisi daya pada belt conveyor
Lampiran 3. Perhitungan daya motor
a. Gaya pada Piringan Berputar
Diketahui massa piringan berputar = 5,2 kg
gaya gravitasi = 9,8 m/s2
Maka, gaya yang dibutuhkan untuk menggerakkan piringan berputar adalah
F = m × g
= 5,2 kg × 9,8 m/s2
= 50,96 N
b. Gaya pada Bahan Baku
Diketahui massa bahan baku = 1 kg
gaya gravitasi = 9,8 m/s2
Maka, gaya yang dibutuhkan untuk mengolah bahan baku adalah
F = m × g
= 1 kg × 9,8 m/s2
= 9,8 N
Jadi, total gaya keseluruhan Ftotal = 50,96 N + 9,8 N = 60,76 N
c. Kecepatan Sudut pada Piringan Berputar
Diketahui kecepatan putaran motor (n) = 3800 RPM
Maka, kecepatan sudut pada piringan berputar adalah
ω = 2πn
60
= 2×3,14×3800 RPM
60 s
d. Daya Motor
Diketahui gaya total (F) = 60,76 N
diameter puli penggerak = 4 inci = 10,16 cm
jari-jari puli penggerak (R) = 5,8 cm = 0,058 m
kecepatan sudut piringan berputar (ω) = 397,73 rad/s
Maka, daya motor yang diperlukan untuk alat adalah
P = F × V
= F (ω × R)
= 60,76 N (397,73 rad/s × 0,058 m)
= 1401,63 Nm/s
= 1401,63 Watt
= 1,40163 kWatt
P = 1,40163 kWatt
0,7457 = 1,87 HP ≈ 2 HP
* 1 HP = 745,7 Watt
Berdasarkan perhitungan daya pada alat penggiling tulang sapi kering,
motor bakar yang digunakan memiliki daya sebesar 5,5 HP. Hal ini dikarenakan
biaya pembelian mesin 5,5 HP lebih murah dibanding motor listrik 2 HP. Selain
itu, dipilih motor bakar dengan daya yang lebih besar dari perhitungan untuk
Lampiran 4.Perhitungan kecepatan putaran alat dan panjang sabuk V
Perhitungan Kecepatan Putaran Alat
Kecepatan putaran motor bakar = 3800 RPM
Diameter puli motor bakar = 3,5 inci
Diameter puli poros = 4 inci
Maka, kecepatan putaran alat
SD(penggerak) = SD(yang digerakkan)
Perhitungan Panjang Sabuk V
L = 2C + 1,57(D + d) + (D-d)
D = diameter luar efektif roda transmisi yang besar (mm)
d = diameter luar efektif roda transmisi yang kecil (mm)
Panjang sabuk V dari motor bakar
Lampiran 5. Kadar air tulang sapi
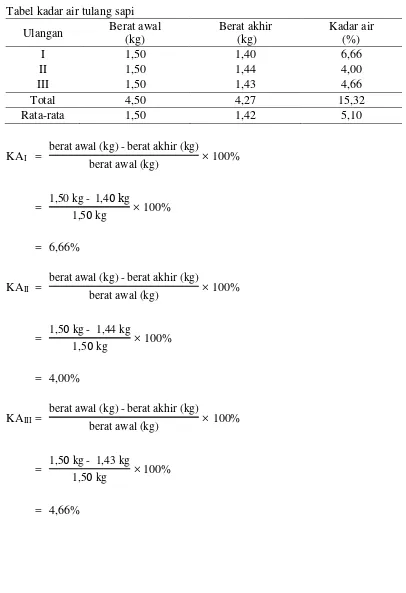
Tabel kadar air tulang sapi
Ulangan Berat awal
berat awal (kg)-berat akhir (kg)
berat awal (kg) × 100%
= 1,50 kg- 1,40 kg
1,50 kg × 100%
= 6,66%
KAII =
berat awal (kg)-berat akhir (kg)
berat awal (kg) × 100%
= 1,50 kg- 1,44 kg
1,50 kg × 100%
= 4,00%
KAIII =
berat awal (kg)-berat akhir (kg)
berat awal (kg) × 100%
= 1,50 kg- 1,43 kg
1,50 kg × 100%
Lampiran 6. Kapasitas efektif alat penggiling tulang sapi kering
Tabel kapasitas efektif alat penggiling tulang sapi kering
Lampiran 7. Persentase kerusakan hasil alat penggiling tulang sapi kering
Tabel persentase kerusakan hasil pada alat penggiling tulang sapi kering
Lampiran 8. Kadar air tepung tulang
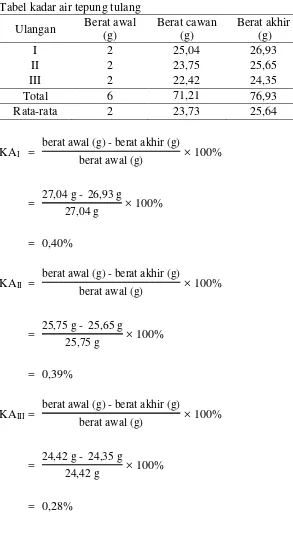
Tabel kadar air tepung tulang
Ulangan Berat awal
berat awal (g)-berat akhir (g)
berat awal (g) × 100%
= 27,04 g- 26,93g
27,04 g × 100%
= 0,40%
KAII =
berat awal (g)-berat akhir (g)
berat awal (g) × 100%
= 25,75 g- 25,65 g
25,75 g × 100%
= 0,39%
KAIII =
berat awal (g)-berat akhir (g)
berat awal (g) ×100%
= 24,42 g- 24,35 g
24,42 g × 100%
Lampiran 9. Kehalusan saringan tepung tulang
Tabel kehalusan saringan tepung tulang
Lampiran 10. Analisis ekonomi
II. Perhitungan biaya produksi
a. Biaya tetap (BT)
1. Biaya penyusutan (Dn)
Dn = (P – S) (A/F, i%, n) (F/A, i%, n - 1)
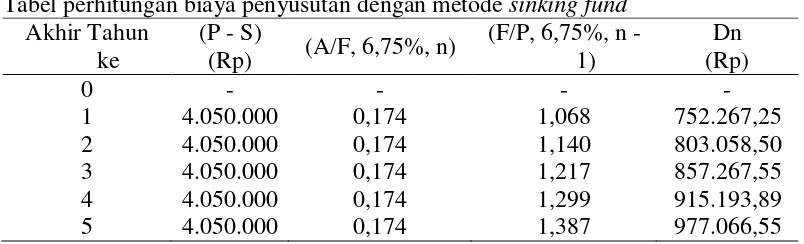
Tabel perhitungan biaya penyusutan dengan metode sinking fund
Akhir Tahun
1 4.050.000 0,174 1,068 752.267,25
2 4.050.000 0,174 1,140 803.058,50
3 4.050.000 0,174 1,217 857.267,55
4 4.050.000 0,174 1,299 915.193,89
2. Bunga modal dan asuransi (I)
Bunga modal pada bulan Maret 6,75% dan asuransi 2%
I = i(P)(n+1)
2n
=
(8,75%)Rp 4.500.000(5+1) 2(5)= Rp 236.250/tahun
3. Biaya sewa gedung
Sewa gedung = 1% × P
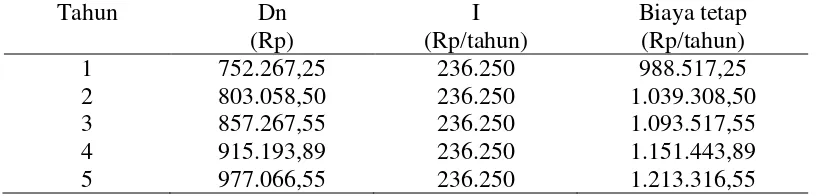
Tabel perhitungan biaya tetap alat tiap tahun
Tahun Dn
1 752.267,25 236.250 988.517,25
2 803.058,50 236.250 1.039.308,50
3 857.267,55 236.250 1.093.517,55
4 915.193,89 236.250 1.151.443,89
5 977.066,55 236.250 1.213.316,55
b. Biaya tidak tetap (BTT)
1. Biaya perbaikan
Biaya perbaikan = 1,2%(P-S)
x
= 1,2%(Rp4.500.000 – Rp 450.000)
= Rp 20,31/jam
= Rp 6.074,78/tahun
2. Biaya operator
Biaya operator = Rp 5.000/jam
= Rp 11.960.000/tahun
3. Biaya bahan bakar
Biaya bahan bakar = 0,651 liter/jam × Rp 6.450/liter
= Rp 4.198,95/jam
= Rp 10.043.888,40/tahun
Total biaya tidak tetap = Rp 9.219,26/jam
= Rp 22.009.963,18/tahun
c. Biaya total (Bt)
Bt = BT + BTT
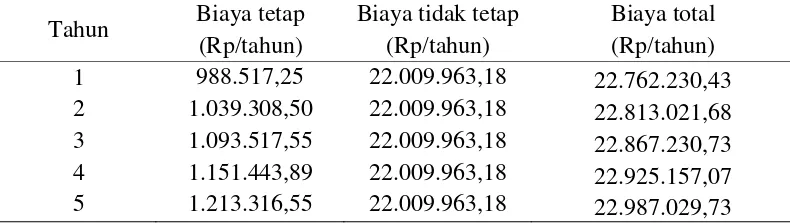
Tabel perhitungan biaya total
Tahun Biaya tetap (Rp/tahun)
Biaya tidak tetap (Rp/tahun)
Biaya penggilingan tulang
Biaya pokok = [BT
x + BTT]C
Tahun BT
(Rp/tahun)
BTT (Rp/jam)
x (jam/tahun
)
C
(jam/kg) BP (Rp/kg)
1 988.517,25 9.219,26 2392 0,08 770,60
2 1.039.308,50 9.219,26 2392 0,08 772,30
3 1.093.517,55 9.219,26 2392 0,08 774,11
4 1.151.443,89 9.219,26 2392 0,08 776,05
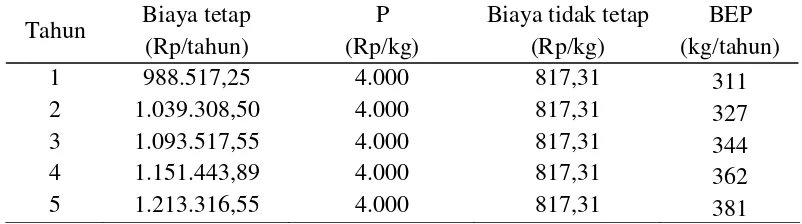
Lampiran 11. Break even point
BEP = F
(P-V)
Biaya tidak tetap (V) = Rp 9.219,26/jam (1 jam = 11,28 kg)
= Rp 817,31/kg
Penerimaan setiap produksi (R) = Rp 4.000/kg
Tabel perhitungan break even point
Tahun Biaya tetap (Rp/tahun)
Lampiran 12. Net present value
NPV = PWB - PWC
dimana
PWB = present worth of benefit
PWC = present worth of cost
NPV > 0 artinya alat menguntungkan untuk digunakan/layak
NPV < 0 artinya alat tidak menguntungkan untuk digunakan
Maka,
Investasi = Rp 4.500.000
Nilai akhir = Rp 450.000
Suku bunga bank = 6,75%
Suku bunga coba-coba = 8%
Umur alat = 5 tahun
Harga jual produk = Rp 4.000/kg
Kapasitas alat = 11,28 kg/jam
Penjualan = 11,28 kg/jam × Rp 4.000/kg
= Rp 45.144/jam
Pendapatan = penjualan × jam kerja per tahun
= Rp 45.144/jam × 2392 jam/tahun
= Rp 107.984.448/tahun
Pembiayaan = BTT × jam kerja per tahun
= Rp 9.219,26/jam × 2392 jam/tahun
PWB (present worth of benefit) 6,75%
Pendapatan = Rp 107.984.448/tahun (P/A, 6,75%, 5)
= Rp 107.984.448/tahun (4,128)
= Rp 445.759.801,30/tahun
Nilai akhir = Rp 450.000 (P/F, 6,75%,5)
= Rp 450.000 (0,721)
= Rp 324.450/tahun
PWB = Rp 445.759.801,30/tahun + Rp 324.450/tahun
= Rp 446.084.251,30/tahun
PWC (present worth of cost) 6,75% Investasi = Rp 4.500.000
Pembiayaan = Rp 22.052.469,92/tahun (P/A, 6,75%, 5)
= Rp 22.052.469,92/tahun (4,128)
= Rp 91.032.595,83/tahun
PWC = Rp 4.500.000 + Rp 91.032.595,83/tahun
= Rp 95.532.595,83/tahun
PWB (present worth of benefit) 8%
Pendapatan = Rp 107.984.448/tahun (P/A, 8%, 5)
= Rp 107.984.448/tahun (3,992)
= Rp 431.073.916,40/tahun
Nilai akhir = Rp 450.000 (P/F, 8%,5)
= Rp 450.000 (0,680)
PWB = Rp 431.073.916,40/tahun + Rp 306.000/tahun
= Rp 431.379.916,40/tahun
PWC (present worth of cost) 8% Investasi = Rp 4.500.000
Pembiayaan = Rp 22.052.469,92/tahun (P/A, 8%, 5)
= Rp 22.052.469,92/tahun (3,992)
= Rp 88.033.459,92/tahun
PWC = Rp 4.500.000 + Rp 88.033.459,92/tahun
= Rp 92.533.459,92/tahun
Sehingga,
NPV 6,75% = Rp 446.084.251,30/tahun – Rp 95.532.595,83/tahun
= Rp 350.551.655,50/tahun
NPV 8% = Rp 431.379.916,40/tahun – Rp 95.532.595,83/tahun
= Rp 335.847.320,60/tahun
Jadi besarnya NPV 6,75% adalah Rp 350.551.655,50/tahun
NPV 8% adalah Rp 335.847.320,60/tahun.
Jadi, nilai NPV dari alat ini > 0 maka alat ini layak/menguntungkan untuk
Lampiran 13. Internal rate of return
IRR dihitung dengan menggunakan persamaan sebagai berikut
IRR = i1 –
NPV1
(NPV2 –NPV1) (i1 – i2)
Suku bunga bank (i1) = 6,75%
Suku bunga coba-coba (i2) = 8%
Karena keduanya positif, maka digunakan persamaan
IRR = i2 –
NPV1
(NPV2 –NPV1) (i2 – i1)
= 8% – Rp 350.551.655,50/tahun
Rp 335.847.320,60/tahun – Rp 350.551.655,50/tahun (8% – 6,75%)
= 8% – (–23,84)(1,25%)
= 8% + 29,80%
Lampiran 14. Gambar alat
Gambar 4. Tampak depan
Gambar 5. Tampak belakang
Gambar 7. Tampak samping kanan
Gambar 8. Tampak atas
Gambar 10. Piringan statis
Gambar 11. Saluran pengeluaran
Lampiran 15. Gambar bahan yang diolah
Gambar 13. Tulang sebelum dipotong dan dikeringkan
Gambar 14. Tulang setelah dipotong dan dikeringkan
DAFTAR PUSTAKA
Achmad, Z., 2006. Elemen Mesin I. PT Refika Aditama, Bandung.
Ailani, C. 2014. Reduksi dan Pengayakan Tepung Ubi Jalar Menggunakan Pengayak Goyang (Shaker Screen) dengan Variabel Ukuran Partikel Sebagai Bahan Baku Pembuatan Kue Tradisional.
http://eprints.undip.ac.id [17 Februari 2016]
AOAC, 2005. Official Methods of Analysis of The Association of Official Analytical Chemist. AOAC International. Maryland, USA.
Arends, B. P. M. dan H. Berenschot, 1980. Motor Bensin. Erlangga, Jakarta.
Badan Pusat Statistik, 2011. Statistik Peternakan. Jakarta.
Capah, R. L., 2006. Kandungan Nitrogen dan Fosfor Pupuk Organik Cair dari
Sludge Instalasi Gas Bio dengan Penambahan Tepung Tulang Ayam dan Tepung Darah Sapi. Program Studi Teknologi Produksi Ternak.
http://repository.ipb.ac.id [18 Februari 2016]
Daywin, F. J., R. G. Sitompul, dan I. Hidayat, 2008. Mesin-mesin Budidaya Pertanian di Lahan Kering. Graha Ilmu, Yogyakarta.
Effendi, S., 2012. Teknologi Pengolahan dan Pengawetan Pangan. Alfabeta, Bandung.
Estiasih, T. dan K. Ahmadi, 2009. Teknologi Pengolahan Pangan. Bumi Aksara, Jakarta.
Giatman, M., 2006. Ekonomi Teknik. PT Raja Grafindo Persada, Jakarta.
Heimann, M., 1999. Roller Mill Maintenance. Roskamp Champion, USA. Kastaman, R., 2006. Analisis Kelayakan Ekonomi Suatu Investasi. Tasikmalaya.
Khodijah, S. W., H. G. Ariswati, dan T. Indrato, 2014. Mini Sieve Shaker.
Mayasaroh, I., D. Rusmana, dan R. Wiradimadja, 2006. Dekolagenasi Kandungan Kalsium dan Fosfor Limbah Tulang Ayam oleh Larutan KOH.
http://jurnal.unpad.ac.id [18 Februari 2016]
Murtidjo, B. A., 2001. Pedoman Meramu Pakan Ikan. Kanisius, Yogyakarta.
Rasidi, 1999. 302 Formulasi Pakan Lokal Alternatif untuk Unggas. Penebar Swadaya, Jakarta.
Retnani, Y., 2011. Proses Produksi Pakan Ternak. Ghalia Indonesia, Bogor.
Said, M. I., 2014. Pemanfaatan Limbah Tulang
[30 Desember 2015]
Singh, I., 1991. Histologi Manusia. Binarupa Aksara, Jakarta.
Smith, H. P. dan L. H. Wilkes, 1990. Mesin dan Peralatan Usaha Tani. Gadjah Mada University Press, Yogyakarta.
Soeharno, 2007. Teori Mikroekonomi. Andi Offset, Yogyakarta.
Soekartawi, 1995. Analisis Usaha Tani. Universitas Indonesia Press, Jakarta.
Standar Nasional Indonesia, 1992. Tepung Tulang. Dewan Standardisasi Nasional Indonesia, Jakarta.
Stolk, J. dan C. Kross, 1981. Elemen Mesin: Elemen Konstruksi dari Bangunan Mesin. Erlangga, Jakarta.
Sularso dan K. Suga, 2004. Dasar Perencanaan dan Pemilihan Elemen Mesin. PT Pradnya Paramita, Jakarta.
Sule, O. S. and D. B. Odugbose, 2014. Assessment of Dry and Wet Milling Using Fabricated Burr Mill. University of Ibadan, Nigeria.
Syahni, I., 2015. Rancang Bangun Alat Pencacah Jagung [Skripsi]. Universitas Sumatera Utara, Medan.
Taib, G., E. G. Said, dan S. Wiraatmaja, 1988. Operasi Pengeringan Pada Pengolahan Hasil Pertanian. Mediyatama Sarana Perkasa, Jakarta.
Waldiyono, 2008. Ekonomi Teknik. Pustaka Pelajar, Yogyakarta.
Xuan, C., L. Cao, P. Wu, Y. Ma, and D. Han, 2012. Development on a Hammer Mill with Separate Sieving Device. Universitas Ahmad Dahlan, Jakarta. Yildirim, O., 2004. Preparation and Characterization of Chitosan/Calcium
Phosphate Based Composite Biomaterials [Dissertation]. Izmir Institute of Technology, Turkey.
Zainuri, A. M., 2006. Mesin Pemindah Bahan. Andi Offset, Yogyakarta.
BAHAN DAN METODE
Waktu dan Tempat Penelitian
Penelitian ini dilaksanakan pada bulan Maret hingga April 2016 di
Laboratorium Keteknikan Pertanian Fakultas Pertanian Universitas Sumatera
Utara, Medan.
Bahan dan Alat Penelitian
Adapun bahan-bahan yang digunakan dalam penelitian ini adalah tulang
sapi kering, besi siku, puli (pulley), motor bakar, sabuk V (V belt), baut dan mur, bearing (bantalan), stainless steel bulat padu (poros), dan plastik wadah penampung. Sedangkan alat-alat yang digunakan pada penelitian ini adalah mesin las, mesin bor, mesin gerinda, gergaji besi, palu, tang, kunci pas, kunci L, ring, dan oven.
Metode Penelitian
Metode yang dilakukan dalam penelitian ini berdasarkan eksperimen dan
studi literatur yang diperoleh dari referensi buku, jurnal, dan penelitian yang
berkaitan dengan alat penggiling tulang.
Komponen Alat
Alat penggiling tulang sapi kering ini mempunyai beberapa komponen
1. Rangka alat
Rangka alat terbuat dari besi siku, berfungsi sebagai penyokong komponen
alat lainnya. Alat ini memiliki dimensi 80 cm × 48,5 cm × 43 cm.
2. Motor bakar
Motor bakar berfungsi sebagai sumber tenaga mekanis (penggerak). Alat ini
menggunakan motor bakar berdaya 5,5 HP dengan kecepatan putaran alat
3800 RPM.
3. Tabung penggiling
Tabung penggiling terdiri dari penggiling berputar dan penggiling statis.
Penggiling berputar dilengkapi dengan empat buah mata pisau berbentuk L,
dua buah penyeimbang, dan tiga buah kipas. Sedangkan penggiling statis
dilengkapi dengan 14 sisir penggiling. Pada bagian dasar tabung penggiling
terdapat ayakan berukuran 200 mesh. 4. Saluran masukan (hopper)
Saluran masukan berfungsi untuk memasukkan tulang sapi kering yang akan
digiling.
5. Saluran keluaran
Saluran keluaran berfungsi untuk menyalurkan tulang sapi yang sudah
digiling ke tempat penampungan yang telah disediakan.
6. Sistem transmisi
Sistem tranmisi ini menggunakan puli dan sabuk V yang dihubungkan dengan
tenaga penggerak berupa motor bakar. Tenaga penggerak ini digunakan untuk
menggerakkan poros yang terhubung ke piringan pisau untuk menghancurkan
Persiapan Penelitian
Sebelum penelitian dilaksanakan, terlebih dahulu dilakukan persiapan
untuk penelitian yaitu merancang bentuk dan ukuran alat serta mempersiapkan
bahan dan peralatan yang akan digunakan dalam penelitian.
1. Pembuatan Alat
1. Dirancang bentuk alat penggiling tulang.
2. Digambar serta ditentukan ukuran alat penggiling tulang.
3. Dipilih bahan yang akan digunakan untuk membuat alat penggiling
tulang.
4. Dilakukan pengukuran terhadap bahan-bahan yang akan digunakan
sesuai dengan ukuran yang telah ditentukan pada gambar teknik alat.
5. Dipotong bahan sesuai dengan ukuran yang telah ditentukan.
6. Dilakukan pengelasan dan pengeboran untuk pemasangan kerangka alat.
7. Digerinda permukaan yang terlihat kasar karena bekas pengelasan.
8. Dibentuk dan dilas plat stainless steel pada poros. 9. Dirangkai komponen-komponen alat penggiling tulang.
10. Dilakukan pengecatan guna memperpanjang umur pemakaian alat dan
menambah daya tarik alat.
11. Dipasang sabuk V dan puli pada motor bakar sebagai penghubung tenaga
putar dari motor bakar ke silinder untuk menggiling dan mengeluarkan
bahan.
2. Persiapan Bahan
1. Disiapkan tulang yang telah dikeringkan. Pengeringan bahan dilakukan
a. Dipotong-potong tulang sepanjang 2-5 cm.
b. Dibersihkan tulang dari daging yang masih menempel.
c. Dikeringanginkan tulang selama 1 jam.
d. Ditimbang tulang sebelum dimasukkan ke dalam oven.
e. Dimasukkan tulang ke dalam ovendengan suhu 100oC selama 6 jam.
f. Ditimbang tulang yang telah kering.
2. Bahan siap untuk digiling.
Prosedur Penelitian
1. Ditimbang bahan yang akan digiling.
2. Dinyalakan alat penggiling tulang.
3. Dimasukkan bahan melalui saluran pemasukan.
4. Dicatat waktu yang dibutuhkan untuk menggiling tulang.
5. Dilakukan pengamatan sesuai dengan parameter yang ditentukan.
6. Dicatat hasil pengamatan.
Parameter yang Diamati
Kapasitas Efektif Alat
Pengamatan parameter kapasitas efektif alat dilakukan dengan menghitung
banyaknya tulang yang digiling (kg) tiap satuan waktu yang dibutuhkan selama
Kerusakan Hasil
Pengukuran persentase kerusakan hasil dapat ditentukan dengan membagi
berat tepung yang rusak (tergiling tidak sempurna, tertinggal di alat) (kg) dengan
berat bahan awal (sebelum digiling) (kg) dikali dengan 100%, dihitung
menggunakan persamaan (11).
Kadar Air Tepung Tulang
Pengamatan parameter kadar air dilakukan dengan membagi selisih berat
tepung tulang sebelum dikeringkan (kg) dan berat tepung tulang setelah
dikeringkan (kg) dengan berat tepung tulang sebelum dikeringkan (kg) dikali
dengan 100%, dihitung menggunakan persamaan (12).
Kehalusan Saringan Tepung Tulang
Pengamatan parameter kehalusan saringan dilakukan dengan
menggunakan sieve shaker yang berfungsi dalam memilah sedimen berdasarkan ukuran partikelnya. Ukuran saringan yang digunakan adalah 200 mesh. Cara menggunakan sieve shaker yaitu sebagai berikut.
1. Disusun ayakan bertingkat dari atas ke bawah dengan diawali ayakan yang
memiliki diameter lubang paling besar hingga terkecil.
2. Dimasukkan tepung ke dalam ayakan paling atas (diameternya paling besar).
4. Ditekan set/display untuk mengatur waktu yang diperlukan selama pengadukan (15 menit).
5. Dinyalakan mesin dengan menekan tombol start/resume.
6. Setelah mesin berhenti, diambil ayakan dari mesin dan dilihat hasil tepung
dari setiap ayakan. Untuk hasil ayakan yang paling kecil dimasukkan ke
dalam cawan.
7. Ditimbang berat hasil ayakan dan dihitung persentase kehalusan dengan
menggunakan persamaan (13).
Analisis Ekonomi
1. Biaya Penggilingan Tulang
Perhitungan biaya penggilingan tulang dilakukan dengan cara menjumlahkan
biaya yang dikeluarkan, yaitu biaya tetap dan biaya tidak tetap, atau lebih
dikenal dengan biaya pokok. Hal ini dapat dihitung berdasarkan persamaan
(2).
a. Biaya Tetap
Biaya tetap terdiri dari:
1. biaya penyusutan (metode garis lurus), dapat dihitung berdasarkan
persamaan (3)
2. biaya bunga modal dan asuransi, dapat dihitung berdasarkan
persamaan (4)
3. biaya pajak, diperkirakan bahwa biaya pajak adalah 2% per tahun dari
4. biaya gudang/gedung, diperkirakan berkisar antara 0,5-1%, rata-rata
diperhitungkan 1% dari nilai awal (P) per tahun.
b. Biaya Tidak Tetap
Biaya tidak tetap terdiri dari:
1. biaya bahan bakar (Rp/liter)
2. biaya perbaikan alat, dapat dihitung dengan persamaan (5)
3. biaya operator tergantung pada kondisi lokal, dapat diperkirakan dari
gaji bulanan atau gaji per tahun dibagi dengan total jam kerjanya.
2. Break Even Point
Manfaat perhitungan titik impas (break even point) adalah untuk mengetahui batas produksi minimal yang harus dicapai dan dipasarkan agar
usaha yang dikelola masih layak untuk dijalankan. Pada kondisi ini income
yang diperoleh hanya cukup untuk menutupi biaya operasional tanpa adanya
keuntungan. Untuk menentukan produksi titik impas (BEP) maka dapat
dihitung berdasarkan persamaan (6).
3. Net Present Value
Identifikasi masalah kelayakan finansial dianalisis dengan metode
analisis finansial dengan kriteria investasi. Net present value adalah kriteria yang digunakan untuk mengukur suatu alat layak atau tidak untuk
diusahakan. Hal ini dapat dihitung berdasarkan persamaan (7), dengan kriteria
- NPV > 0, berarti usaha yang telah dilaksanakan menguntungkan
- NPV < 0, berarti sampai dengan t tahun investasi usaha tidak
- NPV = 0, berarti tambahan manfaat sama dengan tambahan biaya yang
dikeluarkan.
4. Internal Rate of Return
Untuk mengetahui kemampuan memperoleh kembali investasi yang sudah
dikeluarkan dapat dihitung dengan menggunakan IRR. Hal ini dapat dihitung
HASIL DAN PEMBAHASAN
Perancangan dan Prinsip Kerja Alat
Alat penggiling tulang sapi kering dirancang untuk menggiling tulang
menjadi tepung. Perancangan dan pembuatan alat ini bertujuan untuk
mempermudah pengolahan limbah tulang menjadi tepung sebagai campuran
pakan hewan ternak sehingga limbah tulang yang sudah tidak memiliki nilai
ekonomis dapat menjadi produk yang berguna dan bernilai.
Pada tahap awal, dilakukan perancangan bentuk alat penggiling tulang sapi
kering. Prinsip kerja alat ini ialah melontarkan bahan dengan pisau penggiling ke
bagian piringan statis, kemudian diharapkan bahan dapat hancur sehingga
berbentuk butiran yang melewati mesh dan keluar melalui saluran pengeluaran. Oleh karena itu, perlu dilakukan perhitungan untuk menentukan dimensi alat yang
sesuai agar alat ini dapat bekerja.
Alat ini terdiri dari tiga bagian utama yaitu kerangka alat, motor bakar, dan
tabung penggiling. Pada bagian kerangka alat digunakan besi siku. Pemilihan
bahan ini dikarenakan beban yang diterima adalah tabung penggiling yang terbuat
dari plat besi tebal sehingga alat dapat menahan beban dengan kokoh. Kerangka
alat berdimensi 80 cm × 48,5 cm × 43 cm. Motor bakar yang digunakan memiliki
tenaga sebesar 5,5 HP dengan kecepatan tanpa beban sebesar 3800 RPM dan puli
berdiameter 3,5 inci. Daya pada motor ditransmisikan ke poros yang terhubung
Tabung penggiling terdiri dari penggiling berputar dan penggiling statis.
Penggiling berputar memiliki diameter 21 cm dan tebal 0,5 cm, dilengkapi dengan
empat buah mata pisau berbentuk L, dua buah penyeimbang, dan tiga buah kipas.
Mata pisau berfungsi untuk melontarkan tulang ke bagian piringan statis dan
tabung penggiling. Penyeimbang berfungsi untuk menjaga kestabilan putaran
piringan berputar. Kipas berfungsi untuk memberikan tekanan udara terhadap
tepung agar bisa keluar melewati mesh menuju saluran pengeluaran. Sedangkan penggiling statis memiliki diameter 35 cm dan tebal 0,5 cm, dilengkapi dengan 14
sisir penggiling. Sisir penggiling ini berfungsi untuk memecah tulang yang
dilontarkan oleh mata pisau.
Pada bagian dasar tabung penggiling terdapat ayakan berukuran 200 mesh
dengan lebar 15,1 cm. Ayakan ini digunakan karena sesuai dengan SNI tepung
tulang (1992). Pada bagian luar tabung terdapat hopper dengan diameter 10 cm. Ukuran hopper dibuat tidak terlalu besar agar tidak banyak tepung yang tercecer akibat tekanan udara yang dihasilkan oleh kipas penggiling. Spesifikasi lengkap
alat penggiling tulang sapi kering dapat dilihat pada lampiran 2.
Pemilihan dan Pengukuran Bahan
Pemilihan bahan dilakukan untuk memenuhi tujuan rancangan yang ingin
dicapai. Bahan teknik yang umum digunakan pada pembuatan alat adalah besi,
baja, aluminium, dan stainless steel. Untuk bagian rangka alat dipilih bahan besi siku sehingga mampu menahan bobot alat. Untuk bagian tabung penggiling
dipilih bahan besi plat yang mudah dibentuk dan kuat. Sementara untuk bagian
penyeimbang, dan sisir karena bahan yang akan diolah bersifat keras sehingga
mata pisau, kipas, dan penyeimbang tidak mudah rusak. Untuk piringan berputar
dipilih bahan stainless steel agar tidak mudah berkarat karena bagian ini paling sering terkena hantaman bahan. Untuk poros dipilih bahan besi bulat padu.
Kemudian dilakukan pengukuran bahan sesuai dengan perencanaan.
Pemotongan dan Perakitan Bahan
Bahan yang telah diukur kemudian dipotong menggunakan gerinda potong
dan gergaji besi. Pemotongan harus dilakukan denga benar agar hasilnya sesuai
dengan ukuran. Bahan yang telah dipotong kemudian disatukan dengan cara
pengelasan, pematrian, ataupun penyatuan menggunakan baut dan mur. Setelah
itu dilakukan perakitan bahan yang telah disatukan sehingga menjadi bentuk alat
yang utuh.
Finishing
Setelah alat dirakit, tahap akhir yang dapat dilakukan yaitu melakukan
finishing. Pada tahap ini, dilakukan pengecatan untuk menghindari terjadinya korosi pada alat sehingga alat bisa bertahan lebih lama. Selain itu, dengan
melakukan pengecatan pada alat maka nilai estetika alat akan bertambah sehingga
daya jual dari alat akan meningkat.
Pengeringan Tulang Sapi
Sebelum tulang sapi digiling menjadi tepung, tulang sapi melewati
beberapa tahapan. Tahap pertama yaitu membersihkan tulang sapi dari daging dan
dengan ukuran 2-5 cm. Kemudian tulang sapi yang telah dipotong dijemur selama
1 jam. Setelah itu tulang sapi dikeringkan dalam oven dengan suhu 100°C selama
6 jam. Tulang sapi yang telah kering dapat digiling menjadi tepung. Hal ini sesuai
dengan literatur Capah (2006) yang menyatakan bahwa setelah pengeringan,
tulang digiling dengan menggunakan mesin penggiling untuk memperoleh hasil
tepung tulang. Pada penelitian ini, diperoleh kadar air tulang pada ulangan I
sebesar 6,66%, pada ulangan II sebesar 4%, dan pada ulangan III sebesar 4,66%.
Rataan kadar air tulang sapi adalah sebesar 5,10%. Kadar tulang sapi kering dapat
dilihat pada tabel berikut.
Tabel 2. Kadar air tulang sapi
Alat penggiling tulang sapi kering ini bertujuan untuk menghasilkan
produk tepung tulang. Proses pengeringan dibutuhkan agar kadar air pada tulang
berkurang hingga mencapai SNI tepung tulang (1992) yaitu maksimal sebesar 8%.
Kadar air yang terkandung pada tulang sapi sendiri mencapai 9%
(Yildirim, 2004). Jika proses pengeringan ini tidak dilakukan, maka hasil dari
penggilingan akan berupa pasta. Selain itu, jika tulang tetap digiling tanpa
dikeringkan terlebih dahulu, maka hasil penggilingan akan tersangkut di ayakan.
Proses pengeringan ini bertujuan agar tulang yang digiling dapat melewati ayakan
Kapasitas Efektif Alat
Menurut Daywin, dkk (2008), kapasitas kerja suatu alat atau mesin
didefenisikan sebagai kemampuan alat dan mesin dalam menghasilkan suatu
produk per satuan waktu (jam). Pada alat penggiling tulang sapi kering ini,
kapasitas efektif alat dihitung dari perbandingan antara banyaknya tepung tulang
yang dihasilkan (kg) dengan waktu yang dibutuhkan untuk penggilingan (jam).
Kapasitas efektif alat penggiling tulang sapi kering dapat dilihat pada tabel
berikut.
Tabel 3. Kapasitas efektif alat
Ulangan Berat awal
Berdasarkan data hasil penelitian di atas, pada ulangan I diperoleh
kapasitas efektif alat sebesar 10,86 kg/jam dengan berat awal bahan 1 kg dan berat
akhir bahan 0,91 kg serta waktu penggilingan 0,09 jam. Pada ulangan II diperoleh
kapasitas efektif alat sebesar 11,36 kg/jam dengan berat awal bahan 1 kg dan berat
akhir bahan 0,93 kg serta waktu penggilingan 0,08 jam. Pada ulangan III
diperoleh kapasitas efektif alat sebesar 11,62 kg/jam dengan berat awal bahan 1
kg dan berat akhir bahan 0,92 kg serta waktu penggilingan 0,08 jam. Dari data ini
diperoleh rataan kapasitas efektif alat sebesar 11,28 kg/jam. Artinya, alat ini dapat
Kerusakan Hasil
Pada alat penggiling tulang sapi kering ini, kerusakan hasil mencakup
bahan yang tertinggal di alat dan bahan yang tercecer selama proses penggilingan.
Adapun kriteria kerusakan hasil dapat dilihat pada tabel berikut.
Tabel 4. Kriteria kerusakan hasil
No. Tertinggal di Alat Tercecer
1. Tepung yang melekat pada bagian dalam hopper, mata pisau, sisir, dan saluran pengeluaran.
Tepung yang keluar dari sela wadah penampung, hopper, dan bagian sambungan poros dengan piringan mata pisau.
2. Tulang yang tidak berhasil melewati ayakan.
Persentase kerusakan hasil diperoleh dengan membandingkan antara berat
tulang tidak terolah (kg) dengan berat awal bahan yang diolah (kg). Hal ini sesuai
dengan literatur AOAC (2005) yang menyatakan bahwa berat bahan tidak terolah
dapat dihitung dengan mengurangi berat awal bahan dengan dengan berat bahan
terolah. Persentase kerusakan hasil pada alat penggiling tulang sapi kering dapat
dilihat pada tabel berikut.
Tabel 5. Persentase kerusakan hasil pada alat
Berdasarkan data hasil penelitian di atas, pada ulangan I diperoleh
persentase kerusakan hasil sebesar 9%, pada ulangan II diperoleh persentase
kerusakan hasil sebesar 7%, dan pada ulangan III diperoleh persentase kerusakan
hasil sebesar 8%. Rataan persentase kerusakan hasil pada alat ini sebesar 8%.
Kerusakan hasil ini diduga disebabkan oleh adanya tepung yang tidak masuk ke
dalam wadah penampung dan tepung yang keluar melalui hopper.
Kadar Air Tepung Tulang
Kadar air tepung tulang yang dihasilkan perlu diketahui agar dapat
disesuaikan dengan standar. Jika kadar air tepung tulang telah memenuhi standar,
maka tepung tulang layak untuk diusahakan. Jika tidak, maka perlu dilakukan
kajian lebih lanjut agar kadar air tepung tulang dapat disesuikan dengan standar.
Menurut SNI tepung tulang (1992), kadar air maksimal tepung tulang yang
diizinkan yaitu sebesar 8% untuk mutu I dan mutu II. Kadar air tepung tulang
dapat dilihat pada tabel berikut.
Tabel 6. Kadar air tepung tulang
Ulangan Berat awal
Berdasarkan data hasil penelitian di atas, pada ulangan I diperoleh kadar
air tepung tulang sebesar 0,40%, pada ulangan II diperoleh kadar air tepung tulang
sebesar 0,39%, dan pada ulangan III diperoleh kadar air tepung tulang sebesar
menunjukkan bahwa tepung tulang yang dihasilkan telah memenuhi SNI tepung
tulang (1992) yaitu kadar air tepung maksimal sebesar 8%.
Kehalusan Saringan Tepung Tulang
Kehalusan saringan tepung tulang dapat diketahui dengan menggunakan
metode sieve shaker. Tepung yang lolos pada saringan paling bawah kemudian ditimbang dan dihitung persentase kehalusannya. Menurut Khodijah, dkk (2014),
Saringan bertingkat dengan nilai mesh sama akan memperbaiki kualitas dan keseragaman hasil, sedangkan saringan bertingkat dengan nilai mesh berbeda akan menghasilkan beberapa produk dengan keseragaman berbeda.Kehalusan saringan
tepung tulang dapat dilihat pada tabel berikut.
Tabel 7. Kehalusan saringan tepung tulang
Ulangan Berat awal
Berdasarkan data hasil penelitian di atas, pada ulangan I diperoleh
kehalusan saringan tepung tulang sebesar 52,78%, pada ulangan II diperoleh
kehalusan saringan tepung tulang sebesar 53,41%, dan pada ulangan III diperoleh
kehalusan saringan tepung tulang sebesar 51,50%. Rataan kehalusan saringan
tepung tulang adalah sebesar 52,56%. Hal ini menunjukkan bahwa tepung tulang
yang dihasilkan sebagian besar telah lolos saringan. Penyebab hasil uji kehalusan
penggilingan tekanan yang ditimbulkan oleh kipas memaksa tulang yang belum
cukup halus keluar dari sela-sela ayakan.
Analisis Ekonomi
Umumnya setiap investasi bertujuan untuk mendapatkan keuntungan.
Namun ada juga investasi yang bukan bertujuan untuk keuntungan, misalnya
investasi dalam bidang sosial kemasyarakatan atau investasi untuk kebutuhan
lingkungan, tetapi jumlahnya sangat sedikit. Menurut Soeharno (2007), analisis
ekonomi digunakan untuk menentukan besarnya biaya yang harus dikeluarkan
saat produksi menggunakan alat ini. Dengan analisis ekonomi dapat diketahui
seberapa besar biaya produksi sehingga keuntungan alat dapat diperhitungkan.
Dari analisis biaya yang dilakukan (lampiran 10), diperoleh biaya untuk
menggiling tulang berbeda tiap tahun. Biaya untuk menggiling tulang pada tahun
pertama sebesar Rp 770,60/kg, pada tahun kedua sebesar Rp 772,30/kg, pada
tahun ketiga sebesar Rp 774,11/kg, pada tahun keempat sebesar Rp 776,05/kg,
dan pada tahun kelima sebesar Rp 778,11/kg. Hal ini disebabkan perbedaan nilai
biaya penyusutan tiap tahun sehingga mengakibatkan biaya tetap alat tiap tahun
berbeda juga.
Break Even Point
Manfaat perhitungan titik impas (break even point) adalah untuk mengetahui batas produksi minimal yang harus dicapai dan dipasarkan agar usaha
tingkat produksi untuk menjamin agar kegiatan usaha yang dilakukan dapat
membiayai sendiri (self financing) dan selanjutnya dapat berkembang sendiri (self growing). Dalam analisis ini, keuntungan awal dianggap sama dengan nol.
Berdasarkan analisis biaya yang dilakukan (lampiran 11), titik impas
terjadi setelah menggiling tulang sebanyak 311 kg pada tahun pertama, 327 kg
pada tahun kedua, 344 kg pada tahun ketiga, 362 kg pada tahun keempat, dan 381
kg pada tahun kelima. Peningkatan break even point setiap tahunnya dipengaruhi oleh biaya penyusutan yang meningkat setiap tahun.
Net Present Value
Net present value (NPV) adalah kriteria yang digunakan untuk mengukur suatu alat layak atau tidak untuk diusahakan. Berdasarkan analisis biaya yang
dilakukan (lampiran 12), diketahui besarnya NPV dengan suku bunga 6,75%
adalah Rp 350.551.655,50/tahun dan dengan suku bunga bank coba-coba sebesar
8% adalah Rp 335.847.320,60/tahun. Hal ini menunjukkan bahwa usaha ini layak
untuk dijalankan karena NVP lebih besar dari nol. Hal ini sesuai dengan
pernyataan Giatman (2006) yang menyatakan bahwa jika NPV > 0, berarti usaha
yang telah dilaksanakan menguntungkan.
Internal Rate of Return
Menurut Soekartawi (1995), internal rate of return atau tingkat pengembalianinternal merupakan parameter yang dipakai apakah suatu usaha tani
mempunyai kelayakan usaha atau tidak. Kriteria layak atau tidak layak bagi usaha
diusahakan dengan meminjam uang (biaya) dari bank pada saat nilai netto
sekarang (NPV = 0).
Dari analisis biaya yang dilakukan (lampiran 13), diperoleh nilai IRR
sebesar 37,80%. Usaha ini layak dijalankan apabila bunga pinjaman bank tidak
melebihi 37,80%. Jika bunga pinjaman di bank melebihi angka tersebut, maka
usaha ini tidak layak lagi diusahakan. Semakin tinggi bunga pinjaman di bank
KESIMPULAN DAN SARAN
Kesimpulan
1. Alat penggiling tulang sapi kering dibuat melalui tahapan perancangan,
pemilihan bahan, pengukuran bahan, pemotongan bahan, perakitan, dan
finishing. Melalui pengujian alat, diperoleh kapasitas efektif alat sebesar 11,28 kg/jam, kerusakan hasil sebesar 8%, kadar air tepung tulang sebesar
0,35%, dan kehalusan saringan sebesar 52,56%.
2. Analisis ekonomi menunjukkan bahwa break even point terjadi setelah menggiling tulang sebanyak 381 kg pada tahun kelima, NPV yang dihasilkan
> 0 yaitu sebesar Rp 350.551.655,50/tahundengan suku bunga 6,75% dan Rp
335.847.320,60/tahun dengan suku bunga coba-coba 8%, serta internal rate of return pada alat ini sebesar 37,80%.
Saran
Perlu dilakukan pengujian terhadap kecepatan putaran alat dan ukuran
TINJAUAN PUSTAKA
Tulang
Tulang merupakan jaringan penyokong utama tubuh yang struktur
pembentuknya terdiri dari unsur organik dan anorganik. Unsur organik terdiri dari
protein, mukopolisakarida (rantai protein dengan polisakarida berulang), dan
kondroitin sulfat, sedangkan unsur anorganik dalam tulang didominasi oleh ion
kalsium dan fosfor. Selain kalsium dan fosfor, di dalam tulang juga terkandung
ion magnesium, karbonat, hidroksil, klorida, fluorida, dan sitrat dalam jumlah
yang lebih sedikit. Sebanyak 65% berat tulang kering terbentuk dari garam-garam
anorganik, sedangkan 35% lainnya terbentuk dari substansi dasar organik dan
serat kolagen (Singh, 1991).
Tulang terdiri dari 69% kalsium fosfat, 21% kolagen, 9% air, dan 1%
penyusun lainnya. Tulang memiliki sifat komposit yang terdiri dari keramik dan
polimer (kolagen), dengan hirarki kompleks yang tidak mungkin untuk ditiru dan
memberikan sifat mekanik yang unggul. Ada banyak penelitian yang dilakukan
terhadap bahan komposit pengganti tulang, terutama hidroksapatit dan polimer.
Hidroksapatit memiliki sifat yang sangat baik seperti bioaktivitas,
biokompabilitas, tidak beracun, dan osteokonduktivitas, namun memiliki
kekerasan yang rendah (Yildirim, 2004).
Secara umum tulang yang dimiliki ternak memiliki kemiripan dengan
tulang yang dimiliki manusia. Tulang atau yang lazim disebut kerangka pada
tidak mampu berdiri secara tegak. Tulang pada ternak mulai terbentuk sejak
ternak masih berada dalam kandungan induknya dan berlangsung terus sampai
dekade kedua dalam susunan yang teratur (Said, 2014).
Limbah Tulang
Produksi limbah yang besar, apabila tidak dimanfaatkan secara maksimal,
dikhawatirkan berdampak bagi masyarakat dan lingkungan sekitar RPH.
Berdasarkan hal tersebut, maka dapat dikatakan bahwa limbah tulang sapi
memiliki potensi yang sangat besar untuk dapat dimanfaatkan dan ditingkatkan
nilai ekonominya sebagai penyedia senyawa protein kolagen yang bersifat halal
dalam bentuk produk suplemen makanan. Tulang merupakan salah satu by product ternak yang memungkinkan untuk dimanfaatkan sebagai bahan baku pupuk organik. Pupuk dalam fungsinya sebagai bahan penyedia zat hara bagi
tanaman secara garis besar dibedakan dalam dua golongan besar, yakni pupuk
alam atau pupuk organik maupun pupuk buatan atau anorganik atau yang lebih
lazim dikenal dengan istilah pupuk kimia (Said, 2014).
Upaya untuk meningkatkan nilai manfaat limbah tulang dan mendapatkan
tepung tulang yang berkualitas adalah melalui proses pengolahan secara kimiawi
melalui tahap dekolagenasi dengan menggunakan alkali (larutan yang bersifat
basa kuat), yang bertujuan untuk melepaskan komponen mineral yang terikat pada
kolagen tulang ayam sehingga menghasilkan kandungan mineral yang tinggi.
Salah satu jenis alkali yang dapat digunakan untuk dekolagenasi adalah kalium
hidroksida (KOH). KOH merupakan basa kuat yang sangat larut dalam air karena
Tepung Tulang
Kekurangan kalsium dan fosfor sangat berpengaruh bagi kegiatan
metabolisme dan mampu menimbulkan dampak buruk karena kedua unsur
tersebut bersifat esensial. Pakan ternak biasa tidak dapat memenuhi kebutuhan
tubuh akan kalsium dan fosfor, sehingga ternak perlu diberikan tambahan
suplemen atau pakan tambahan yang merupakan sumber kalsium dan fosfor.
Pakan tambahan yang dapat dijadikan sumber kalsium dan fosfor salah satunya
adalah tepung tulang (Rasidi, 1999).
Proses pembuatan tepung tulang yaitu pengumpulan tulang-tulang,
kemudian membersihkan dan mencucinya dari sisa-sisa daging yang melekat.
Pemotongan tulang-tulang menjadi ukuran 3 cm tujuannya memperluas
permukaan tulang dan mempermudah dalam proses berikutnya. Tulang-tulang
direbus pada temperatur 100°C selama 15 menit dengan maksud untuk
mengeluarkan kaldu dan lemak yang masih ada di dalam tulang. Proses
selanjutnya yaitu perendaman dengan menggunakan HCl 0,8% selama enam jam
yang bertujuan untuk memperlunak tulang. Selanjutnya tulang dikeringkan
melalui pengeringan oven dengan suhu 105°C selama 5 jam. Setelah pengeringan,
tulang digiling dengan menggunakan mesin penggiling dan dilanjutkan dengan
diblender untuk memperoleh hasil tepung tulang dengan ukuran yang lebih halus
(Capah, 2006).
Tepung tulang merupakan salah satu bahan baku pembuatan pakan ternak
yang terbuat dari tulang hewan. Tulang yang akan dijadikan tepung haruslah
hewan berkaki empat seperti tulang sapi, kerbau, babi, domba, kambing, dan
kuda. Tepung tulang dijadikan sebagai salah satu bahan dasar pembuatan pakan
karena mengandung mineral makro yakni kalsium dan fosfor serta mineral mikro
lainnya. Kalsium dan fosfor sangat diperlukan oleh hewan karena memiliki
peranan dalam pembentukan tulang dan kegiatan metabolisme tubuh. Fungsi
mineral bagi hewan ternak antara lain menjaga keseimbangan asam basa dalam
cairan tubuh, sebagai khelat, sebagai zat pembentuk kerangka tubuh, sebagai
bagian aktif dalam struktur protein, sebagai bagian dari asam amino, sebagai
bagian penting dalam tekanan osmotik sel pendukung aktivitas enzim, dan
membantu mekanisme transportasi dalam tubuh (Murtidjo, 2001).
Karakteristik Tepung Tulang
Tepung tulang yang baik memiliki ciri-ciri tidak berbau, kadar air
maksimal 5%, berwarna keputih-putihan, tingkat kehalusan 80 saringan, bebas
bakteri serta penyakit, dan kadar tepungnya mencapai 94%. Kandungan kalsium
yang terdapat pada tepung tulang di pasaran umumnya adalah 19-26% dan fosfor
8-12%. Kalsium dan fosfor merupakan unsur yang diperlukan tubuh dalam jumlah
yang sedikit. Walau tubuh hanya memerlukan sedikit kalsium dan fosfor, namun
pada kenyataanya mahluk hidup tidak mampu memenuhi kedua unsur tersebut
Tabel 1. SNI tepung tulang
Sumber: Standar Nasional Indonesia (1992)
Pengeringan
Proses perpindahan panas terjadi karena suhu bahan lebih rendah dari pada
suhu udara yang dialirkan di sekelilingnya. Panas yang diberikan ini akan
menaikkan suhu bahan yang menyebabkan tekanan uap air di dalam bahan lebih
tinggi dari pada tekanan uap air di udara sehingga terjadi perpindahan uap air dari
bahan ke udara yang merupakan perpindahan massa. Sebelum proses pengeringan
berlangsung, tekanan uap air di dalam bahan berada dalam keseimbangan dengan
tekanan uap air di udara sekitarnya (Taib, dkk, 1988).
Pengeringan merupakan metode pengawetan dengan cara pengurangan
kadar air dari bahan pangan sehingga daya simpan menjadi lebih panjang.
Perpanjangan daya simpan terjadi karena aktivitas mikroorganisme dan enzim
menurun sebagai akibat dari air yang dibutuhkan untuk aktivitasnya tidak cukup.
Pemilihan jenis alat pengering ditentukan oleh bentuk bahan, sifat bahan, sifat
produk, dan harga produk. Pemilihan jenis pengeringan yang sesuai untuk suatu
produk pangan ditentukan oleh kualitas produk akhir yang diinginkan, sifat bahan
pangan yang dikeringkan, dan biaya produksi atau pertimbangan ekonomi
Pengeringan sinar matahari dilakukan dengan menggunakan bahan-bahan
yang disediakan alam seperti angin dan sinar matahari. Pengeringan dengan sinar
matahari memang bisa efektif, karena suhu yang dicapai sekitar 35oC sampai
45oC. Penggunaan sinar matahari kadang-kadang kurang menguntungkan karena
kondisi cuaca yang bisa berubah-ubah. Selain itu, suhu pengeringan dan
kelembaban tidak dapat dikontrol, hanya berlangsung bila ada sinar matahari dan
pengeringan tidak konstan. Pengeringan yang tidak terkontrol menyebabkan case hardening, disebabkan lebih cepatnya penguapan air dari permukaan daripada difusi dalam makanan, sehingga terjadi suatu lapisan permukaan yang keras dan
menghalangi penguapan selanjutnya. Pengeringan buatan atau mekanis dapat
menggunakan udara dipanaskan. Alat pengering ini berupa suatu ruang atau
kabinet dengan udara panas yang ditiupkan di dalamnya. Udara yang dipanaskan
tersebut dialirkan ke bahan yang akan dikeringkan dengan menggunakan alat
penghembus fan (Effendi, 2012).
Pada saat pengeringan dimulai, uap panas yang dialirkan meliputi
permukaan bahan akan menaikkan tekanan uap air, terutama pada daerah
permukaan, sejalan dengan kenaikan suhunya. Pada saat proses ini terjadi,
perpindahan massa dari bahan ke udara dalam bentuk uap air berlangsung atau
terjadi pengeringan pada permukaan bahan. Setelah itu tekanan uap air pada
permukaan bahan akan menurun. Setelah kenaikan suhu terjadi pada seluruh
bagian bahan, maka terjadi pergerakan air secara difusi dari bahan ke
permukaannya dan seterusnya proses penguapan pada permukaan bahan diulang
lagi. Akhirnya setelah air bahan berkurang, tekanan uap air bahan akan menurun
Penggilingan
Penggilingan bertujuan untuk menggerus atau menghancurkan bahan hasil
pertanian supaya ukurannya menjadi lebih kecil dibanding ukuran semula,
sehingga memudahkan penggunaan dan pengolahan sesuai dengan yang
diinginkan. Selain itu, penggilingan juga bertujuan menghaluskan dan
mengecilkan bentuk hasil yang berguna untuk memperbaiki daya cerna, kelezatan,
daya campur, daya simpan, dan dapat menghilangkan benda asing yang terdapat
dalam bahan, serta kemungkinan bahan yang terbuang menjadi lebih kecil.
Pengecilan ukuran secara tradisional dilakukan dengan cara menumbuk bahan
yang diletakkan dalam lumpang menggunakan lesung yang terbuat dari batu
maupun kayu. Penggilingan secara mekanis dilakukan dengan menggunakan alat
maupun mesin yang digerakkan oleh motor bakar, motor listrik, maupun tenaga
manusia (Pratomo dan Irwanto, 1983).
Grinder adalah mesin giling yang digunakan untuk menggiling atau menghaluskan bahan dari partikel yang besar menjadi partikel yang lebih kecil
yang biasanya digunakan dalam kegiatan processing selanjutnya. Manfaat penggilingan adalah untuk menghaluskan bahan baku biji-bijian dan bahan baku
lainnya, mempermudah penanganan bahan-bahan baku pangan, mengefisienkan
proses pelleting, dan meningkatkan daya cerna pakan sehingga diharapkan performa ternak akan lebih baik. Jenis-jenis mesin giling yang ada sampai saat ini
a. Hammer Mill
Hammer mill merupakan salah satu alat penghancur biji-bijian dan hijauan pakan. Pemakaian hammer mill biasa pada peternakan komersial maupun peternakan tradisional. Dinamakan hammer mill karena mempunyai alat utama untuk menggiling berupa palu (hammer). Prinsip kerja mesin tersebut adalah bahan dipukul memakai palu, kemudian disaring sesuai ukuran yang
dikehendaki.
Gambar 1. Hammer mill (Xuan, et.al, 2012)
Hammer mill terdiri dari bagian-bagian sebagai berikut.
1. Hopper, yaitu tempat pemasukan bahan ke dalam ruang penggilingan. 2. Dust collector (pengumpul debu), berfungsi untuk mengeluarkan
debu/butiran-butiran yang sangat halus.
3. Palu, berfungsi untuk memecahkan bahan makanan menjadi ukuran yang
lebih kecil.
4. Magnet, berfungsi untuk memisahkan bahan makanan dari logam
5. Die (lubang saringan), berfungsi untuk mengeluarkan partikal bahan pakan.
6. Exhaust fan (kipas pembuangan), berfungsi untuk menurunkan suhu produk.
7. Lubang pengeluaran, berfungsi untuk mengeluarkan bahan pakan.
8. Slope, berfungsi untuk mengatur kecepatan masuknya bahan pakan. b. Burr Mill
Sebutan lain untuk burr mill adalah attration mill (mesin dengan alat penggerus), plate mill (mesin dengan kerja lempengan), atau disc mill (mesin dengan kerja piringan). Komponen utama mesin giling tersebut terdiri atas
hopper (tempat pemasukan bahan), plate atau disc (pelat atau lempengan untuk mengecilkan ukuran partikel bahan), dan tempat pengeluaran produk.
Cara kerja burr mill yaitu bahan masuk melalui loading (hopper). Kedua pelat berputar dan saling bergesekan sehingga memecah bahan. Bahan
kemudian keluar melalui tempat pengeluaran. Proses kerja yang terjadi
selama burr mill bekerja terdiri atas cutting, crushing, dan shearing.
c. Roller Mill
Roller mill digunakan dalam pengolahan pakan untuk crimping atau menghancurkan biji-bijian. Roller mill ganda terdiri atas dua gulungan berputar dalam arah yang berlawanan dengan kecepatan yang sama. Roll
biasanya bergelombang atau bergerigi. Sebelum bahan dimasukkan ke dalam
hopper, mesin harus dihidupkan terlebih dahulu. Bahan akan digiling hingga halus dengan gerak gesek dua rol. Setelah menjadi halus, bahan keluar
melalui tempat pengeluaran. Selama bekerja, roller mill melangsungkan proses grinding, reducing, rolling, crushing, cracking, crimping, crumbling,
flacking, steaming, shearing, dan cutting.
Gambar 3. Roller mill (Heimann, 1999) d. Combination Mill
Combination mill mengkombinasikan kerja beberapa mesin giling. Contohnya kombinasi crusher mill – hammer mill, crusher mill – burr mill,
crusher mill – roller mill, dan hammer mill – roller mill
Elemen Mesin
Motor Bakar
Motor bensin bekerja dengan gerakan torak bolak balik (bergerak naik
turun pada motor tegak). Motor bensin bekerja menurut prinsip empat langkah
dan dua langkah. Daya motor dapat dipertinggi dengan memperbesar volume
langkahnya. Kemungkinan untuk mempertinggi daya spesifik adalah
mempertinggi tekanan efektif rata-rata dan mempertinggi frekuensi putar.
Beberapa metode untuk memperbaiki kedua faktor tadi adalah dengan
memperbaiki pengisian silinder, mempertinggi perbandingan pemampatan,
pengubahan pelayanan katup dan waktu, dan mengoptimumkan bagian-bagian
yang bergerak dan berputar (Arends dan Berenschot, 1980).
Puli
Puli (pulley) sabuk dibuat dari besi cor atau dari baja. Puli kayu tidak banyak lagi dijumpai. Untuk konstruksi ringan diterapkan puli dari paduan
aluminium. Pada sabuk terbuka, puli sabuk yang digerakkan harus cembung.
Sabuk selalu mencari titik tertinggi pada puli, sehingga ketidaktelitian kecil yang
mungkin ada ketika memasang, dapat diatasi secara dini dengan membuat puli
yang digerakkan sedikit cembung. Roda transmisi beralur untuk sabuk V dibuat
dari besi tuang, baja tuang, atau baja cetak (Stolk dan Kros, 1981).
beban. Puli bergerak terdiri dari cakra dan poros yang bebas. Tali dilingkarkan
dalam alur di bagian bawah. Salah satu ujung tali diikatkan tetap dan ujung
lainnya ditahan atau ditarik pada waktu pengangkatan, beban digantungkan pada
kait (hook) yang tergantung pada poros (Zainuri, 2006).
Untuk menghitung kecepatan atau ukuran roda transmisi, putaran
transmisi penggerak dikalikan diameternya adalah sama dengan putaran roda
transmisi yang digerakkan dikalikan dengan diameternya.
SD (penggerak) = SD (yang digerakkan) ……….. ... (1)
dimana S = kecepatan putar puli (RPM)
D = diameter puli (mm)
(Smith dan Wilkes, 1990).
Sabuk V
Sabuk bentuk trapesium atau V dinamakan demikian karena sisi sabuk
dibuat serong, supaya cocok dengan alur roda transmisi yang berbentuk V. Kontak
gesekan yang terjadi antara sisi sabuk V dengan dinding alur menyebabkan
berkurangnya kemungkinan selipnya sabuk penggerak dengan tegangan yang
lebih kecil dari pada sabuk yang pipih. Dalam kerjanya, sabuk V mengalami
pembengkokan ketika melingkar melalui roda transmisi. Bagian sebelah luar akan
mengalami tegangan, sedangkan bagian dalam akan mengalami tekanan. Susunan
1. bagian elastis yang tahan tegangan dan bagian yang tahan kompresi
2. bagian yang membawa beban yang dibuat dari bahan tenunan dengan daya
rentangan yang rendah dan tahan minyak sebagai pembalut
(Smith dan Wilkes, 1990).
Transmisi sabuk V hanya dapat menghubungkan poros-poros yang sejajar
dengan arah putaran yang sama. Dibandingkan dengan transmisi roda gigi atau
rantai, sabuk V bekerja lebih halus dan tak bersuara. Untuk mempertinggi daya
yang ditransmisikan, dapat dipakai beberapa sabuk V yang dipasang
sebelah-menyebelah (Sularso dan Suga, 2004).
Ayakan (Mesh)
Mesh adalah jumlah lubang yang terdapat dalam satu inci persegi (square inch), sementara jika dinyatakan dalam mm maka angka yang ditunjukkan merupakan besar material yang diayak. Proses pengayakan pada pembuatan
tepung sangat penting, karena menentukan ukuran partikel tepung yang
dihasilkan. Pengayakan merupakan suatu metode pemisahan berbagai campuran
partikel padat sehingga didapat ukuran partikel yang seragam serta terbebas dari
kontaminan yang memiliki ukuran yang berbeda dengan menggunakan alat
pengayakan (Ailani, 2014).
Poros
Poros merupakan salah satu bagian yang terpenting dari setiap mesin.
Hampir semua mesin meneruskan tenaga bersama-sama dengan putaran utama
di dalam merencanakan sebuah poros adalah kekuatan poros, kekakuan poros,
putaran kritis, dan korosi. Secara umum, untuk poros dengan diameter 3-3,5 inci,
digunakan bahan yang dibuat dengan pengerjaan dingin, yaitu baja karbon. Dan
bila yang dibutuhkan untuk mampu menahan beban kejut, kekerasan, dan
tegangan yang besar, maka dipakai bahan baja paduan yang biasa dikenal sebagai
bahan komersial (Achmad, 2006).
Bantalan
Bantalan dalam usaha diperlukan untuk menahan berbagai suku pemindah
daya tetap di tempatnya. Bantalan yang tepat digunakan ditentukan oleh besarnya
keausan kecepatan putar poros, beban yang harus didukung, dan besarnya daya
dorong akhir. Bantalan dibedakan dalam dua golongan yaitu bantalan luncur dan
bantalan gulung (Smith dan Wilkes, 1990).
Tempat sebuah poros ditumpu, dinamakan tap poros atau leher poros,
elemen yang menumpu dinamakan bantalan. Bantalan ini dapat dipasang di dalam
mesin di mana poros termasuk atau dalam suatu elemen terpisah yang
difondasikan yang dinamakan blok bantalan, blok atau dengan singkat bantalan.
Dalam bantalan umumnya bekerja gaya-reaksi. Apabila gaya-reaksi ini jauh lebih
banyak mengarah tegak lurus pada garis sumbu poros, bantalan dinamakan
bantalan radial. Kalau gaya reaksi itu jauh lebih banyak mengarah sepanjang garis
Analisis Ekonomi
Analisis ekonomi digunakan untuk menentukan besarnya biaya yang harus
dikeluarkan saat produksi menggunakan alat ini. Dengan analisis ekonomi dapat
diketahui seberapa besar biaya produksi sehingga keuntungan alat dapat
diperhitungkan. Untuk menilai kelayakan finansial, diperlukan semua data yang
menyangkut aspek biaya dan penerimaan usaha tani (Soeharno, 2007).
Biaya Pemakaian Alat
Pengukuran biaya pemakaian alat dilakukan dengan cara menjumlahkan
biaya yang dikeluarkan yaitu biaya tetap dan biaya tidak tetap (biaya pokok).
BP = [BT
x + BTT]C ...(2)
dimana
BP = biaya pokok (Rp/satuan produksi)
BT = total biaya tetap (Rp/tahun)
BTT = total biaya tidak tetap (Rp/jam)
x = total jam kerja per tahun (jam/tahun)
C = kapasitas alat (jam/satuan produksi)
1. Biaya Tetap
Biaya tetap terdiri dari:
1. Biaya penyusutan (metode garis lurus)
Dt = (P – S) (A/F, i%, N) (F/P, i%, t–1) ...(3)
dimana
P = nilai awal alsin (harga beli/pembuatan) (Rp)
S = nilai akhir alsin (10% dari P) (Rp)
N = perkiraan umur ekonomis (tahun)
t = tahun ke-t
i = tingkat bunga modal (% tahun)
2. Biaya bunga modal dan asuransi, perhitungannya digabungkan besarnya
I = i(P)(n+1)
2n ... (4)
dimana
i = total persentase bunga modal dan asuransi (%).
3. Di negara kita belum ada ketentuan besar pajak secara khusus untuk
mesin-mesin dan peralatan pertanian, bahwa beberapa literatur
menganjurkan bahwa biaya pajak alsin pertanian diperkirakan sebesar
2% per tahun dari nilai awalnya.
4. Biaya gudang atau gedung diperkirakan berkisar antara 0,5-1%, rata-rata
diperhitungkan 1% nilai awal (P) per tahun.
2. Biaya Tidak Tetap
Biaya tidak tetap terdiri dari:
1. Biaya perbaikan untuk motor listrik sebagai sumber tenaga penggerak.
Biaya perbaikan ini dapat dihitung dengan persamaan
Biaya reparasi = 1,2%(P-S)
2. Biaya karyawan/operator yaitu biaya untuk gaji operator. Biaya ini
tergantung kepada kondisi lokal, dapat diperkirakan dari gaji bulanan
atau gaji per tahun dibagi dengan total jam kerjanya
(Giatman, 2006).
Break Even Point
Break even point (analisis titik impas) umumnya berhubungan dengan proses penentuan tingkat produksi untuk menjamin agar kegiatan usaha yang
dilakukan dapat membiayai sendiri (self financing) dan selanjutnya dapat berkembang sendiri (self growing). Dalam analisis ini, keuntungan awal dianggap sama dengan nol (Waldiyono, 2008).
Break even point merupakan suatu gambaran kondisi penjualan produk yang harus dicapai untuk melampaui titik impas. Proyek dikatakan impas bila
jumlah hasil penjualan produknya pada periode tertentu sama dengan jumlah
biaya yang ditanggung sehingga proyek tersebut tidak mengalami kerugian dan
mengalami keuntungan.
BEP = F
(P-V) ... (6)
dimana
F = biaya tetap per tahun (Rp)
P = harga jual (Rp)
V = biaya tidak tetap per unit produksi (Rp/unit)
Net Present Value
Net present value (NPV) adalah selisih antara present value dari investasi nilai sekarang dari penerimaan kas bersih di masa yang akan datang. Identifikasi
masalah kelayakan finansial dianalisis dengan menggunakan metode analisis
finansial dengan kriteria investasi. NPV adalah kriteria yang digunakan untuk
mengukur suatu alat layak atau tidak untuk diusahakan. Secara singkat dapat
dirumuskan
CIF – COF ≥ 0 ...(7)
dimana
CIF = cash in flow (Rp) COF = cash out flow (Rp). Kriteria NPV yaitu
- NPV > 0, berarti usaha yang telah dilaksanakan menguntungkan
- NPV < 0, berarti sampai dengan t tahun investasi usaha tidak menguntungkan
- NPV = 0, berarti tambahan manfaat sama dengan tambahan biaya yang
dikeluarkan
(Giatman, 2006).
Internal Rate of Return
Internal rate of return atau tingkat pengembalian internal merupakan parameter yang dipakai apakah suatu usaha tani mempunyai kelayakan usaha atau
tidak. Kriteria layak atau tidak layak bagi usaha tani bila IRR lebih besar dari
tingkat bunga yang berlaku saat usaha tani itu diusahakan dengan meminjam uang
Internal rate of return adalah suatu tingkatan discount rate, pada discount rate dimana diperolah B/C ratio = 1 atau NPV = 0. Harga IRR dapat dihitung dengan menggunakan rumus
IRR = i1 –
NPV1
(NPV2-NPV1) (i1 – i2) ... (8)
dimana
i1 = suku bunga bank paling atraktif
i2 = suku bunga coba-coba
NPV1 = NPV awal pada i1
NPV2 = NPV pada i2
(Kastaman, 2006).
Kapasitas Kerja Alat dan Mesin Pertanian
Kapasitas kerja suatu alat atau mesin didefenisikan sebagai kemampuan
alat dan mesin dalam menghasilkan suatu produk per satuan waktu (jam). Dari
satuan kapasitas kerja dapat dikonversikan menjadi satuan produk per kW per
jam, bila alat/mesin itu menggunakan daya penggerak motor. Jadi satuan kapasitas
kerja menjadi ha.jam/kW, kg.jam/kW, lt.jam/kW. Persamaan matematisnya dapat
ditulis sebagai berikut
Kapasitas alat = produk yang dihasilkan
waktu ... (9)
(Daywin, dkk, 2008).
Rendemen merupakan presentase perbandingan antara berat bagian bahan
yang dimanfaatkan dengan berat total bahan. Nilai rendemen ini berguna untuk
suatu produk atau bahan semakin tinggi, maka akan lebih banyak yang bisa
digunakan. Rumus yang digunakan untuk menghitung rendemen tepung tulang
ikan yaitu
Rendemen = berat bahan terolah
berat awal bahan × 100% ...(10)
Dengan demikian, berat bahan tidak terolah dapat dihitung dengan mengurangi
berat awal bahan dengan dengan berat bahan terolah. Persentase bahan tidak
terolah dihitung dengan rumus
Bahan tidak terolah = berat bahan tidak terolah
berat awal bahan × 100% ...(11)
(AOAC, 2005).
Kadar Air Bahan
Kadar air bahan menunjukkan banyaknya kandungan air yang terdapat per
satuan bobot bahan. Adapun prosedur perhitungan kadar air adalah sebagai
berikut. Bahan ditimbang sebanyak 5 gram di dalam aluminium foil yang telah diketahui berat kosongnya. Dikeringkan dalam oven dengan suhu 105oC selama 4
jam. Kemudian dinginkan dalam desikator selama 15 menit, lalu ditimbang.
Kemudian dimasukkan kembali ke dalam oven selama 30 menit dan dimasukkan
ke dalam desikator selama 15 menit, lalu ditimbang. Perlakuan ini diulang sampai
diperoleh berat konstan. Kadar air kemudian dihitung menggunakan rumus
Kadar air = berat awal-berat akhir
berat awal × 100% ...(12)
Sieve Shaker
Sieve shaker adalah sebuah ayakan terbuat dari kawat, plastik, benang, logam, atau pelat logam berlubang. Logam yang biasa digunakan adalah baja dan
baja tahan karat. Ukuran ayakan dinyatakan dengan mesh, yaitu banyaknya lubang dalam setiap inci persegi. Kisaran ukuran mesh standar adalah mulai dari 4 mesh
sampai dengan 400 mesh. Pemisahan ukuran dalam kisaran 4 mesh dan 48 mesh
disebut ayakan halus (fine screening), sedangkan yang lebih kecil lagi disebut
ultrafine. Perhitungan persentase produk yang lolos saringan dilakukan dengan rumus
Produk lolos saringan = jumlah produk lolos saringan
jumlah produk yang diayak × 100% ...(13)
Saringan yang digunakan pada alat sieve shaker umumnya memiliki nilai mesh 100 sampai 200. Saringan bertingkat dengan nilai mesh sama akan
memperbaiki kualitas dan keseragaman hasil, sedangkan saringan bertingkat
dengan nilai mesh berbeda akan menghasilkan beberapa produk dengan
keseragaman berbeda. Sieve shaker biasanya digunakan pada bidang farmasi
PENDAHULUAN
Latar Belakang
Limbah merupakan hasil sampingan dari proses produksi yang dianggap
tidak memiliki nilai ekonomis lagi. Keberadaan limbah di Indonesia sendiri cukup
tinggi, terutama limbah yang berasal dari ternak. Konsumsi daging hewan ternak
di Indonesia mencapai 3572 kg/kapita/tahun dan 4092 kg/kapita/tahun untuk
tahun 2009 dan 2010 (BPS, 2011). Tingginya konsumsi daging hewan ternak
diimbangi dengan meningkatnya jumlah limbah ternak. Limbah ternak sendiri
dapat berupa kotoran, tulang, darah, dan bulu. Penanganan limbah ini harus
dilakukan dengan tepat agar tidak mencemari lingkungan. Di sisi lain, penanganan
limbah ini diharapkan akan memberikan nilai ekonomis.
Di antara limbah ternak tersebut, limbah tulang menjadi permasalahan
tersendiri karena sifatnya yang sangat sulit terurai dan membusuk. Salah satu
hewan ternak yang menjadi penyumbang limbah tulang terbesar adalah sapi.
Pemotongan satu ekor sapi dengan berat 300 kg dapat menghasilkan limbah
tulang seberat 50 kg. Menurut Singh (2011), tulang sapi secara struktural kaya
dengan senyawa protein kolagen yang terikat secara kuat dengan mineral
kalsiumnya. Berdasarkan hal tersebut, maka dapat dikatakan bahwa limbah tulang
sapi berpotensi besar untuk dapat dimanfaatkan.
Salah satu produk yang dapat dihasilkan dari pengolahan limbah tulang
yaitu tepung tulang. Tepung tulang ini dapat dimanfaatkan sebagai campuran
buruk bagi perkembangan tulang hewan ternak. Menurut Rasidi (1999),
kandungan kalsium yang terdapat pada tepung tulang di pasaran umumnya adalah
19-26%. Sementara itu, kandungan kalsium (Ca) dari pakan ternak biasa belum
cukup untuk memenuhi kebutuhan hewan ternak. Melalui pencampuran pakan
ternak biasa dengan tepung tulang ini diharapkan dapat memenuhi kebutuhan
kalsium hewan ternak. Pembuatan tepung tulang dilakukan melalui beberapa
tahap. Salah satu tahap yang sulit untuk dilakukan adalah tahap penggilingan
tulang menjadi tepung karena sifat tulang yang keras. Oleh karena itu, diperlukan
alat dengan spesifikasi khusus agar tahap penggilingan tulang ini menjadi lebih
mudah, cepat, dan efisien.
Zulkarnain, dkk (2014) menyatakan bahwa salah satu alat yang dapat
digunakan adalah alat penepung tipe hammer mill yang digunakan untuk menghancurkan bongkahan bahan yang keras menjadi kristal-kristal atau tepung
sesuai dengan yang diinginkan. Bahan yang dihancurkan bersifat padat, keras, dan
kering. Hammer mill bekerja dengan menggunakan sistem martil. Martil yang terhubung pada poros akan menghancurkan bahan yang masuk berulang-ulang.
Berdasarkan hasil penelitian Syahni (2015) tentang alat pencacah jagung yang
bekerja dengan sistem hammer mill, hasil dari hantaman mata pisau meyebabkan biji jagung tercacah mejadi bagian yag lebih kecil lalu jatuh ke bawah. Biji jagung
yang telah berukuran lebih kecil dari lubang saringan akan tersaring lalu keluar
melalui lubang pengeluaran. Alat pencacah jagung ini memiliki kecepatan putaran