DAFTAR PUSTAKA
[1] A. Hamsi, Pengaruh campuran 3% dan 4%PP pada aspal penetrasi 60/70
terhadap kekuatan tekan dan rendam air, Departemen Teknik Mesin, Fakultas
Teknik, USU (2014).
[2] A. Hamsi, The application of palm oil as a binder for injection molding
process, Proceeding, Malaysian Engineer (2005) pp.80-83.
[3] Allcock, R.Harry. and Lampe, W.Frederick,1981, Contemporary Polymer Chemistry, Prentice-Hall. New Jersey.
[4] Clark,J.G,1991, Kimia Polimer,diterjemahkan oleh : drs. Harry Firman, M.Pd, ITB. Bandung.
[5] Charis. 2014. Pengetahuan Bahan Teknik dan Bahan Plastik. (online), (http://
charis7512.blogspot.co.id, diakses tanggal 2 November 2015)
[6] F. Gapsari dan P.H. Setyarini, Pengaruh fraksi volume terhadap kekuatan tarik
dan lentur komposit resin berpenguat serbuk resin, Jurnal rekayasa mesin,
Vol.1, No.2 (2010) pp 59-64.
[7] Hibbeler, R.C,2005, Mechanics of Materials, Sixth Edition, Pearson Education. Singapore.
[8] Bhatnagar, M.S,2004, A Textbook of Polymers,Volume-II, Indian Institute of Technology. New Delhi.
[9] Purba, Febrian. 2012. Mesin Pencampur Mixing Equipment. (online),
[10] I.Bauman, D. Curic dan M. Boban, Mixing of solid in different mixing devices,
S¯ adhan¯ a Vol. 33, Part 6 (2008) 721–731.
[11] I.Bauman, Solid-solid mixing with static mixer, Chem. Biochem. Eng. Q.15
(4) (2001) 159–165.
[13] Stevens, Malcolm.P,2007, Kimia Polimer,diterjemahkan oleh : Dr.Ir.Iis Sopyan, M.Eng, PT.Pradnya Paramita. Jakarta.
[14] Wikipedia, 2010. Elemen Pemanas. (online),
pada tanggal 17 Oktober 2015)
[15] Wikipedia, 2013. Sifat dan Karakteristik Material Plastik Polyethylene.
(online)
BAB III METODOLOGI
3.1. Tahapan Penelitian
Gambar 3.1 Diagram alir penelitian Studi Lapangan dan literatur
Peerakitan mesin Mixer
Pencampuran bahan dengan Mixer
3.2. Waktu dan Tempat Peneletian
Pengujian ini dilakukan dibeberapa tempat yaitu sebagai berikut :
1. Pengujian pencampuran menggunakan mesin mixer dilakukan di
laboratorium teknologi Mekanik Universitas Sumatera Utara dari tanggal 01
juni 2015 – tanggal 1 agustus 2015
2. Pengujian tensil dilakukan di Laboratorium Politeknik Negeri Medan pada
tanggal 12 agustus 2015 – tanggal 21 agustus 2015
3.3 Desain Mesin Mixer.
Pembuatan mesin mixer telah selesai dilaksanakan dengan terlebih dahulu
membuat desain mixer menggunakan sistem Auto Cad .desain menggunakan
sistem komputer sangat membantu untuk memperoleh desain yang terbaik,
adapun hasil desain (gambar teknik ) mesin mixer seperti dilihatkan pada
gambar 3.2 berikut.
Gambar 3.2 Desain mesin mixer
Gambar 3.2 diatas merupakan desain mesin yang telah selesai dibuat, mesin ini
terdiri dari Bagian utama diantaranya (1) elektro motor, (2) roda gigi payung, (3)
Pembuatan mesin mixer ini menggunakan berbgai jenis proses pemesinan
seperti mesin bubut, las, gergaji potong dan lain sebagainya. Selain
komponen-komponen diatas juga terdapat komponen-komponen pendukung lainya seperti : gear box,
rumah bearing dan bearing, rockwoll, plat aluminium, striper heater, aluminium
poil, thermometer, thermostat. Kesemua bagian ini dibuat dan dibentuk sesuai
dengan kondisi operasional mixer, salah satu yang perlu diperhatikan adalah pisau
pencampur dimana diharapkan desain dapat memberikan pengadukan yang
optimal (homogen).desain pencampur seperti diperlihatkan pada gambar 3.3
berikut.
Gambar 3.3 Poros pencampur
Gambar 3.3 Diatas merupakan poros pencampur dengan bagian bawah dipasang
pisau pencampur dengan bentuk yang aerodinamis. Bentuk seperti ini diharapkan
dapat menghasilkan pencampuran yang lebih homogen karena bentuk pisau yang
3.3.1Desain dan Mekanisme Sistem Transmisi Untuk Mesin Mixer Buatan Sendiri
Data data yang diketahui :
- Daya putaran motor = 1 Hp
- Putaran input (N input) = 2850 rpm
Roda gigi yang ada diluar gearbox
- za = 21 - zb = 66 - zc = 17 -zd = 66
* z= jumlah gigi
Roda gigi yang ada Di Dalam Gearbox
Diketahui :
a. z1 = 11 b. z2 = 36 c. z3 = 18 d. z4 = 31
e. z5 = 21 f. z6 = 25
data roda gigi untuk diteruskan ke poros pengaduk
a. Z7 = 11 b. Z8 = 15
Diasumsikan :
- Sudut tekan ( θ ) = 20º
Dilihat dari poros, karena porosnya sejajar maka roda gigi yang paling
sesuai adalah menggunakan roda gigi lurus.
Karena daya dan putaran relatif rendah maka lebih cocok
menggunakan roda gigi lurus.
3.3.2 Gambar Sket Gear Box
gambar sket gear box ini dibuat menggunakan system gambar autocad lihat
pada gambar 3.4 berikut.
Gambar 3.4 Sket gear box roda gigi bebas
Keterangan Gambar lihat tabel 3.1 berikut ini.
Tabel 3.1 penjelasan gambar sket gear box
Simbol Arti Keterangan
1 ,2 ,3 ,4 ,5 ,6 ,9 Roda gigi lurus Roda gigi yang lebih besar dari roda
gigi pinion ( roda gigi pembanding )
berfungsi meneruskan daya putaran
7,8 Roda gigi kerucut Roda gigi yang berfungsi
menghubungkan dan merubah arah
putaran.
Dinamo motor Pembangkit daya Dinamo sebagai sumber daya dan
untuk memberikan putaran ke
gearbox.
9 Mengurangi rasio
putaran
Bagian dari mesin yang meneruskan
daya putar dan memperkecil rasio
putaran.
Mixer Wadah sebagai tempat
pencampuran
Sebagai tempat untuk mencampur
bahan plastik.
Posisi Netral (N)
Saat posisi netral tenaga dari mesin tidak diteruskan ke poros out put, karena
sincromesh dalam keadaan bebas atau tidak terhubung dengan roda gigi tingkat.
Perhitungan putaran roda gigi dapat dihitung sebgai berikut.
Putaran Output ()
NOUT = Nnetral = 233,57
Setelah didapat putaran netralnya selanjutnya dapat dihitung putaran yang ada
didalam gear box dan diteruskan ke poros pencampur
• Perhitungan putaran di roda gigi I
11/36 x 233,57 x 11/15
. = 52 Rpm
• Perhitungan putaran di roda gigi II
Z3/Z4 x NOUT x Z7/Z8 ………(3.4)
.18/31 x 233,57 x 11/15
. = 100 Rpm
• Perhitungan putaran di roda gigi III
nout x ………(3.5)
.
. = 144 Rpm
Maka didapatlah untuk mesin mixer buatan sendiri dapat beroperasi dengan
memiliki 3 variasi temperature yaitu : 52 rpm, 100 rpm dan 144 rpm.
3.3.3 Elemen Pemanas Mixer
Elemen pemanas yang dirancang adalah jenis stripe heater.
Jenis = stripe heater
Daya = 2500 wat
Tegangan = 220 volt
Material = plat baja
Lihat pada gambar 3.5 Berikut.
Gambar 3.5 Elemen pemanas type striper heater
Jenis elemen pemanas ini terbuat dari kumparan (gulungan) kawat bertahan listrik
tinggi, dan pada bagian luar dilapisi lagi oleh plat logam yang kemudian dibentuk
menjadi lempengan heater berbentuk stripe.
Kita juga dapat menghitug kuat arus yang ada pada elemen pemanas dengan
menggunkan rumus :
I = p/v ………(3.6)
I = 2500 watt/220 volt = 11,3 ampere
Dan kita juga dapat menghitung hambatan yang terjadi pada elemen pemanas
mixer dengan menggunakan rumus berikut ini :
R = v/I………(3.7)
Kita juga dapat menghitung panjang dari elemen pemanas dengan menghitung
keliling sebuah lingkaran karena bentuk bejana (wadah pencampur ) tempat
melekatnya elemen pemanas berbentuk lingkaran . diketahui jari-jari wadah adalah
100 mm. lihat rumus berikut.
L = 2.π.r……….(3.8)
L = 2 x 3,14 x 100 mm
L = 628 mm
Untuk menentukan luas elemen pemanas untuk tempat melekatnya wadah dapat
kita hitung dengan rumus sebagai berikut.
Diketahui tinggi elemen pemanas 100 mm.
A = 2.π.r (r + t )……….(3.9)
A = 2 x 3,14 x 100 (100 + 100 )
A = 125600 mm = 0,1256 m2
3.3.4 Bejana Pencampur
Bejana pencampur berfungsi sebagai media atau tempat untuk mencampur
bahan-bahan yang akan dicampur dalam bejana tersebut.jadi kita harus
memilih jenis bejana yang cocok digunakan dalam mesin mixer ini. dalam
dicampur dan tebal.karena bisa menghambat kinerja dari elemen. Adapun
spesifikasi bejana :
Type = stainless steel
Tebal = 1 mm
Diameter = 200 mm
Tinggi = 100 mm
Pemilihan bahan jenis stainless steal dikarenakan tahan terhadap korosi, tidak
bereaksi terhadap bahan yang akan dicampur, serta daya hantar panas yang cukup
baik.lihat pada gambar 3.6 Berikut.
Gambar 3.6 Bejana pencampur
Menghitung kapasitas dari pencampur :
V = π.2. T……….. ( 3.10 )
=3.14 x (100)2 x (100)
= 3,14 liter
3.4. Alat dan Bahan 3.4.1. Alat
Alat yang dipakai dalam penelitian ini adalah :
1. Mesin mixer buatan sendiri
Mesin mixer yang digunakan dalam penelitian ini merupakan mixer buatan sendiri
yang dilengkapi dengan sistem roda gigi untuk mendapatkan variasi putaran dan
pemanas untuk mendapatkan variasi temperatur.dapat dilihat pada gambar 3.7
berikut.
Gambar 3.7 Mesin mixer buatan sendiri
1. Hidrolic hot presss
Mesin hydraulic hot press adalah suatu alat atau mesin yang digunakan untuk
membentuk suatu perlengkapan dari bahan plastik dengan menyampaikan
konsep/sistem tekanan dengan aplikasi panas untuk melelehkan bahan, (seperti
termoplastik) yang juga disebut termo pembentuk, prosedur ini menciptakan
produk dengan tekstur, atau bentuk dapat dipakai sebagai hasil langsung.
energi, (dalam bentuk tekanan), untuk materi.berikut ini adalah gambar mesin
hidrolic hot press yang digunakan,lihat pada gambar 3.8 berikut.
Gambar 3.8 Mesin hidrolic hot press Spesifikasi mesin :
Type : RN 350
Elektrik anschluss : 220 V 50 Hz 600 W
Luftdruck max : 10 bar
Mesin hodrolic hot press ini juga dilengkapi dengan mold atau cetakan untuk
pembuatan specimen tensil, lihat pada gambar 3.9 berikut.
Gambar 3.9 Cetakan (mold) untuk uji tarik
Cetakan uji tensil ini menggukan standar ASTM E8M-09,dimensi dari standar ASTM
Gambar 3.10 : Spesifikasi Cetakan Uji Tarik Plastic (Sumber : Engineering Materials,2010)
Tabel 3.2 : Dimensi ASTM D 638, T = 4mm
(Sumber : Engineering Materials,2010) 2. Mesin uji tarik
Mesin uji tarik yang digunakan dalam penelitian ini menggunakan beban
maximum 20 Newton,dapat dilihat pada gambar 3.11 berikut.
Gambar 3.11 Mesin uji tarik
Merek : tarnogrocki Gmbh
Type : UPH 100 KN
3. Timbangan digital
Alat ukur yang digunakan untuk penelitian ini adalah timbangan digital yang
digunakan untuk menimbang material polypropylene,polyetylen dan fiber
glass.lihat gambar 3.12 berikut.
Gambar 3.12 Timbangan digital
4. Thermometer
untuk mengukur suhu yang diperlukan pada penelitian ini,lihat pada gambar
3.13 berikut.
Gambar 3.13 Thermometer
Material : stainlesss steel 316 ss
3.1.2. Bahan
Bahan yang digunakan dalam penelitian ini adalah :
1. Polypropylene
Polypropylene merupakan plastik polymer yang mudah dibentuk ketika panas,
rumus molekulnya adalah (-CHCH3-CH2-)n.” PP sendiri memiliki sifat yang
tahan terhadap bahan kimia atau Chemical Resistance namun ketahuan pukul
atau Impact Strengh rendah, transparan dan memiliki titik leleh 165°C. PP
banyak digunakan pada kantong plastik, film, mainan, ember dan
komponen-komponen otomotif.lihat gambar 3.14 berikut.
Gambar 3.14 Polypropylene
Ukuran untuk dimesin bahan polypropylene yang akan dicampur
menggunakan mixer buatan sendiri dapat dilihat pada gambar 3.15 berikut
2. Polyetylen
PE memiliki monomer etena (CH2 = CH2), PE bila ditinjau dari jenis rantai
karbonnya ada dua macam yaitu Polyetylene linier dan Polyetylene
bercabang. PE memiliki sifat-sifat diantaranya adalah permukaannya licin,
tidak tahan panas, fleksibel, transparan/tidak dan memiliki titik leleh sebesar
115°C. Maka dari itulah PE banyak digunakan sebagai kantong plastik, botol
plastik, cetakan, film dan pada dunia modern digunakan untuk pembungkus
kabel.lihat gambar 3.16 berikut.
Gambar 3.16 Polyetylen
Ukuran untuk dimesin bahan polyetylen yang akan dicampur menggunakan
mixer buatan sendiri dapat dilihat pada gambar 3.17 berikut
3. Fiber glass
Dalam peneliotian ini fiber glass digunakan sebagai penguat untuk campuran
polypropylene dan polyetylen,lihat pada gambar 3.18 berikut.
Gambar 3.18 Serat fiber glass
Ukuran untuk dimesin bahan fiber glass yang akan dicampur menggunakan
mixer buatan sendiri dapat dilihat pada gambar 3.19 berikut
Gambar 3.19 Dimensi serat fiber glass
1.5. Prosedur Pencampuran Polypropylene,Polyetylen dan Fiber Glass Untuk Variasi Temperature 1500C,1700C,2000C,2250C dan 2500C
Alat yang digunakan dalam pencampuran ini adalah :
1. Mesin mixer sebagai alat untuk mencampur polypropylene,polyetylen dan fiber
glass
2. Thermometer sebagai alat untuk mengetahui suhu yang digunakan.
4. Tang sebagai penjepit
5. Timbangan digital sebagai alat untuk menentukan jumlah material yang akan
dicampur
6. Stop watch untuk menentukan waktu yang akan di pakai.
Adapun tahapan yang dilakukan adalah sebagai berikut :
1. Siapkan mesin mixer untuk pencampuran
2. Timbang bahan dengan timbangan digital yaitu dengan komposisi :
Polypropylene = 70 %
Polyetylen = 20 %
Fiber glass = 10 %
Lihat pada tabe 3.3 berikut ini.
Tabel 3.3 formula untuk pencampuran komposisi variasi temperatur
no Komposisi
3. Setelah ditimbang masukan semua komposisi campuran kedalam wadah
mixer
Untuk formula 1 menggunakan temperatur 1500C dengan putaran N1 = 52 rpm
5. Kemudian setelah temperature sudah di atur hidupkan mesin mixer dan
kemudian campur semua komposisi dengan putaran N1=52 rpm
6. Waktu pencampuran dilakukan selama 10 menit.
7. Setelah 10 menit matikan mesin dan buka tutup wadah mixer kemudian ambil
campuran polypropylene,polyetylen dan fiber glass didalam wadah.
8. Setelah di ambil maka untuk formula 1 telah selesai dicampur.
9. Maka setelah selesai formula 1,maka dilanjut ke formula 2 dengan komposisi
yang sama dan temperature 1750C, formula 3 dengan komposisi sama dan
temperaturnya 2000C, formula 4 dengan komposisi yang sama dan
temperaturnya 2250C dan formula 5 dengan komposisi yang sama juga dan
temperaturnya 2500C dengan putaran pengaduk sama yaitu N1=52 Rpm dan
waktu yang sama yaitu 10 menit.
10.Lakukan sampai 5 variasi temperatur selesai di campur.lihat pada gambar
3.20 berikut.
3.5 Prosedur Pencetakan Spesimen Uji Tarik dan Pengujian Tarik Variasi Temperatur 1500C,1700C,2000C,2250C dan 2500C.
Adapun pencetakan specimen uji tarik yaitu sebagai berikut :
1. Hasil pencampuran dari setiap 5 variasi temperatur tersebut kemudian di
potong kecil-kecil agar bisa di injeksi dengan mesin hidrolic hot press.dan
dari setiap formula diatas akan dibentuk specimen uji tarik sebanyak 3
sampel,jadi untuk 5 formula diatas akan menghasilkan 15 sampel.lihat pada
gambar 3.21 berikut.
Gambar 3.21 Hasil pencampuran setelah di potong kecil-kecil
Untuk dilakukan proses hot press
2. Setelah sampel sudah selesai selanjutnya dilakukan pengujian tarik pada
setiap sampel gunanya untuk mengetahui kekuatan tegangan tarik dan
pertambahan panjang dari hasil pencampuran polypropylrn,polyetylen dan
fiber glass tersebut.
Untuk lebih ringkasnya prosedur pencampuran dan pengujian yang dilakukan
Gambar 3.22 Diagram alir proses pencampuran untuk variasi temperatur dan pengujian tarik
Pencampuran dengan mesin mixer
Pencetakan sampel (hidrolic hot press)
Pengujian tarik
Analisa data
Hasil Foto mikro
Penimbangan bahan
Polypropylen,polyetylen dan fiber
Mulai
kesimpulan Variasi temperatur
1500C,1750C,2000C,2250C dan 2500C
Hasil pencampuran
3.6 Prosedur Pencampuran Polypropylene,Polyetylen dan Fiber Glass Untuk Variasi Putaran N1=52 rpm, N2=100 rpm dan N3=144 rpm
Alat yang digunakan dalam pencampuran ini adalah :
7. Mesin mixer sebagai alat untuk mencampur polypropylene,polyetylen dan
fiber glass
8. Thermometer sebagai alat untuk mengetahui suhu yang digunakan.
9. Cok sambung sebagai alat penghubung arus listrik
10.Tang sebagai penjepit
11.Timbangan digital sebagai alat untuk menentukan jumlah material yang akan
dicampur
12.Stop watch untuk menentukan waktu yang akan di pakai.
Adapun tahapan yang dilakukan adalah sebagai berikut :
11.Siapkan mesin mixer untuk pencampuran
12.Timbang bahan dengan timbangan digital yaitu dengan komposisi :
Polypropylene = 70 %
Polyetylen = 20 %
Fiber glass = 10 %
Tabel 3.4 formula untuk pencampuran komposisi variasi putaran
13.Setelah ditimbang masukan semua komposisi campuran kedalam wadah
mixer
14.Setelah dimasukan dalam wadah , atur suhu pada pemanas mixer yaitu :
Untuk formula 1 menggunakan temperatur 1500C dengan putaran N1 = 52 rpm
15.Kemudian setelah temperature sudah di atur hidupkan mesin mixer dan
kemudian campur semua komposisi dengan putaran N1=52 rpm
16.Waktu pencampuran dilakukan selama 10 menit.
17.Setelah 10 menit matikan mesin dan buka tutup wadah mixer kemudian ambil
campuran polypropylene,polyetylen dan fiber glass didalam wadah.
18.Setelah di ambil maka untuk formula 1 telah selesai dicampur.
19.Maka setelah selesai formula 1,maka dilanjut ke formula 2 dengan komposisi
yang sama dan temperature yang sama juga tetapi putarannya N2= 100 rpm,
formula 3 dengan komposisi sama dan temperaturnya sama juga tetapi
putarannya N3=144 rpm, dan waktu yang sama yaitu 10 menit.
3.8 Prosedur Pencetakan Spesimen Uji Tarik dan Pengujian Tarik Untuk Variasi Putaran N1=52 Rpm, N2=100 Rpm , N3=144 Rpm
Adapun pencetakan specimen uji tarik yaitu sebagai berikut :
3. Hasil pencampuran dari setiap 3 variasi putaran tersebut kemudian di potong
kecil-kecil agar bisa di injeksi dengan mesin hidrolic hot press.dan dari setiap
formula diatas akan dibentuk specimen uji tarik sebanyak 3 sampel,jadi untuk
3 formula diatas akan menghasilkan 9 sampel.
4. Setelah sampel sudah selesai selanjutnya dilakukan pengujian tarik pada
setiap sampel gunanya untuk mengetahui kekuatan tegangan tarik dan
pertambahan panjang dari hasil pencampuran polypropylrn,polyetylen dan
fiber glass tersebut.
Untuk lebih ringkasnya prosedur pencampuran dan pengujian yang dilakukan
Gambar 3.23 Diagram alir proses pencampuran untuk variasi putaran dan pengujian tarik
Pencampuran dengan mesin mixer
Pencetakan sampel (hidrolic hot press)
Pengujian tarik
Analisa data
Hasil Foto mikro
Mulai
Penimbangan bahan
Polypropylen,polyetylen dan fiber
Variasi putaran
N1= 52 Rpm, N2= 100
Rpm dan N3= 144 Rpm
kesimpulan Hasil pencampuran
BAB IV
HASIL DAN PEMBAHASAN
4.1. Hasil Perhitungan Untuk Pengujian Variasi Temperatur
1. untuk variasi temperatur 1500C,1750C,2000C,2250C, dan 2500C dengan
komposisi :
Polypropylene (PP) = 70 %
Polyetylen (PE) = 20 %
Fiber glass (FG) =10 %
Bentuk sampel setelah di injeksi (hidrolic hot press) yang akan di uji tarik
dapat dilihat pada gambar 4.1 berikut dan bentuk spesimen setelah dilakukan
pengujian tarik,lihat gambar 4.2 berikut.
Gambar 4.1 spesimen sebelum di uji tarik
Untuk melihat hasil pengujian tarik untuk variasi temperatur dapat dilihat pada
tabel 4.1 berikut.
Tabel 4.1 hasil pengujian tarik variasi temperatur
dari tabel 4.1 diatas cara menentukan tegangan tarik dan reganganya maka kita
dapat menggukan rumus persamaan.
σ
max= �����0
………
ε =
∆�� 0�
100 %
………
(4.2)Untuk mencari pertambahan panjang dan luas maka gunakan persamaan
ΔL = LI – L0 ………(4.3)
A0 = lebar x tebal ………..(4.4)
Dari persaman diatas maka dapat dihitung tegangan tarik dan regangan untuk
temperature 1500C sampel (a).
Maka :
A0= 8,30 X 5,98 = 49,63 mm
ΔL = 51,96 – 50 = 1,96 mm
Maka kekuatan tarik δmaks (stress) spesimen adalah :
σ
max=�����0 =49,63 1050 ��� = 21,15 �/��2\
ε =
∆� �0 =1,96 ��
50 �� � 100 % = 3,92 %
maka didapat nilai tegangan untuk temperatur 1500C pada sampel (a) adalah
untuk mendapatkan nilai tegangan tarik dan regangan dari setiap variasi
temperatur 1500C,1750C,2000C,2250C, dan 2500C dapat menggunakan metode
perhitungan yang sama.
Dari hasil perhitungan tabel diatas untuk variasi temperatur
1500C,1750C,2000C,2250C, dan 2500C maka di dapatlah nilai tegangan tarik dan
regangan tarik rata - rata yang paling optimum terdapat pada temperatur 1500C
yaitu sebesar = 17,58 N/mm2 dan regangannya sebesar = 4,59 %.
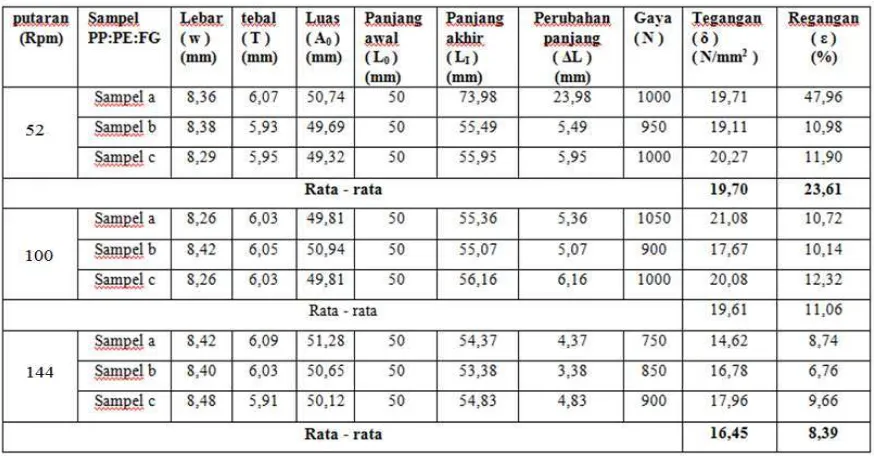
4.2. Hasil Perhitungan Untuk Variasi Putaran
Untuk variasi putaran yaitu N1 = 52 Rpm, N2 =100 Rpm dan N3 = 144 Rpm
dengan dengan komposisi bahan polypropylene = 70 %, pelyetylen = 20% dan
fiber glass = 10 %.untuk variasi putaran ini temperature yang digunakan adalah
konstan yaitu 1500C karena pada temperature itu memiliki nilai yang paling
optimum,lihat pada tabel 4.2 berikut
Untuk menghitung nilai tegangan tarik dan regangannya dari tabel 4.2 diatas
dapat menggunakan rumus persamaan 4.1 dan persamaan 4.2.dilihat dari tabel
pengujian tarik untuk variasi putaran diatas maka didapatkan nilai putaran yang
paling optimum adalah terdapat pada putaran N1 = 52 Rpm yaitu mempunyai
tegangan tarik rata - rata = 19,70 N/mm2 dan nilai regangan rata – ratanya sebesar
= 23,61 %.
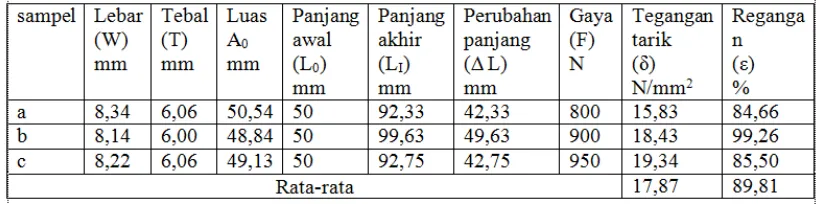
Dan berikut ini adalah tabel 4.3 nilai tegangan tarik untuk hasil pengujian
polypropylen murni.
Tabel 4.3 data hasil pengujian tarik untuk polypropylen murni.
Dari tabel 4.3 diatas dapat kita lihat nilai tegangan tarik rata-rata untuk
polypropylen murni yaitu sebesar 17,87 N/mm2, dan untuk nilai regangan tariknya
yaitu sebesar 89,81 %.
4.3. Grafik Hasil Pengujian Tarik untuk Sampel Variasi Temperatur
Pengujian tarik dilakukan untuk mendapatkan kekuatan material yang telah
mengalami proses percampuran menggunakan mixer buatan sendiri, hasil pengujian
Gambar 4.3 grafik tegangan tarik variasi temperatur
Gambar 4.3 memperlihatkan rata-rata kekuatan tarik campuran PP, PE dan FG
cenderung mengalami penurunan seiring dengan kenaikan temperatur percampuran.
Kekuatan tarik maksimum dicapai pada temperature 1500C sebesar, temperatur ini
PP umumnya. telah mengalami rekristalisasi dan mulai mengalami pelelehan
sedangkan pada temperatur 2500C material sebagian besar mengalami pelelehan,
hal ini tentunya akan mempengaruhi distribusi dari tiap elemen pada campuran,
disamping juga temperature yang tinggi akan menyebabkan sebagian elemen mulai
terbakar sehingga menurunkan kekuatan campuran. Pengujian tarik yang telah
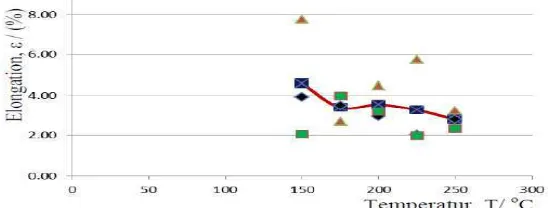
dilakukan juga diperoleh elongation campuran, hasilnya seperti diperlihatkan pada
gambar 4.4 berikut ini:
Gambar 4.4 memperlihatkan kenaikan temperatur percampuran akan menurunkan
elongation campuran. Elongation paling tinggi diperoleh pada temperatur proses
150oC. Temperatur, keseragaman, bahan penambah dan adanya cacat pada material
merupakan beberapa faktor yang mempengaruhi elongation.
4.4. Hasil photo makro untuk sampel variasi temperatur
Photo makro dilakukan untuk melihat distribusi PP, PE dan FG pada
campuran setelah mengalami proses percampuran menggunakan mixer, photo hasil
percampuran seperti diperlihatkan pada gambar 4.5 berikut ini:
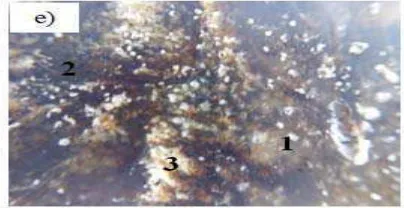
Gambar 4.5 Photo makro paduan PP, PE dan fiber glas setelah pengadukan pada temperatur a) 150oC, b) 175oC, c) 200oC, d) 225oC dan e) 250oC
Gambar 4.5 memperlihatkan peningkatan temperatur percampuran akan
mengakibatkan perubahan pada material. Gambar 4.5a terlihat PP (nomor 1)
berwarna kecoklatan pemanasan hingga temperatur 150oC mengakibatkan
perubahan warna PE dari berwarna bening menjadi agak kecoklatan.Bahan PE
(nomor 2) setelah mengalami pemanasan hingga temperatur 150oC menghasilkan
warna kehitaman dikarenakan temperatatur cair bahan ini lebih rendah dibanding
material PP. Bahan FG yang ditambahkan pada campuran terlihat berwarna putih
(nomor 3).Kenaikan temperatur percampuran menjadi 225oC menyebabkan
perubahan pada warna PE (gambar 4.5d) menjadi lebih hitam (nomor 2)
diakibatkan material PE sebagian telah terbakar.Temperatur 250oC (gambar 4.5e)
memperlihatkan daerah yang berwarna gelap lebih banyak dijumpai dibanding yang
berwarna terang, pada temperatur ini sebagian PP sudah mulai berwarna gelap dari
sebelumnya berwarna kecoklatan.
Sampel campuran ketiga material yang dicampur menggunakan mesin mixer juga
dilakukan pengujian mikro, hasil pengujian seperti diperlihatkan pada gambar 4.6
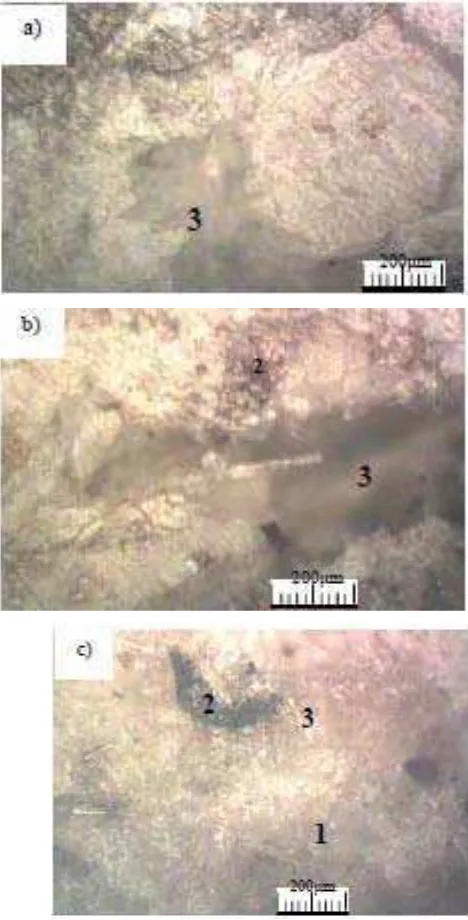
Gambar 4.6 Photo mikro paduan PP, PE dan FB setelah percampuran pada temperatur a) 150oC, b) 200oC dan c) 225oC
Gambar 4.6a,b dan c memperlihatkan permukaan campuran dengan variasi
temperatur percampuran. Fiber glas/FG (3) yang ditambahkan Memiliki bentuk
memanjang yang dipotong dengan ukuran tertentu.Penambahan FG ini bertujuan
mikro memperlihatkan juga kenaikan temperatur menyebabkan permukaan
campuran lebih gelap yang diakibatkan oleh elemen PE (2) yang memiliki titik
leleh paling rendah telah terbakar (gosong).
4.5. Grafik Hasil Pengujian Tarik Untuk Sampel Variasi Putaran
Sampel campuran PP, PE dan FG variasi putaran juga dilakukan pengujian tarik
hasilnya seperti diperlihatkan pada gambar 4.7 berikut ini.
Gambar 4.7 grafik pengaruh kecepatan pencampuran Terhadap kekuatan tarik
Gambar 4.7 memperlihatkan hasil pengujian tarik dua jenis material
polypropylene murni dan campuran (70%PP, 20%PE dan 10%FG). Bahan PP
murni memperlihatkan kekuatan yang lebih rendah sebesar 17,87 N.mm2 bila
dibandingkan dengan material yang telah ditambah dengna 10%FG sebesar 19,7
N.mm2pada putaran 52 Rpm. Kenaikan putaran pengaduk pada percampuran ketiga
jenis material PP, PE dan FG memperlihatkan kekuatan tarik material pada putaran
lebih tinggi pada range yang diambil cenderung mengalami penurunan menjadi
16,46 N.mm2pada putaran 144 Rpm. Hasil pengujian tarik dengan variasi putaran
juga menghasilkan nilai pertambahan panjang untuk dua jenis material, seperti
Gambar 4.8 grafik pengaruh putaran terhadap Elongation
Gambar 4.8 menunjukan Polypropylene murni tanpa ditambahkan bahan lain
memiliki elongation yang paling baik namun kekuatan lebih rendah bila
dibandingkan bahan campuran PP, PE dan FG. Variasi putaran dari 52, 100 dan 144
Rmp memperlihatkan tren penurunan dari elongation. Perbedaan elongation yang
diperoleh untuk masing-masing material dapat dilihat secara langsung pada patahan
sampel hasil uji tarik. Photo makro sampel seperti diperlihatkan pada gambar 4.9
berikut ini:
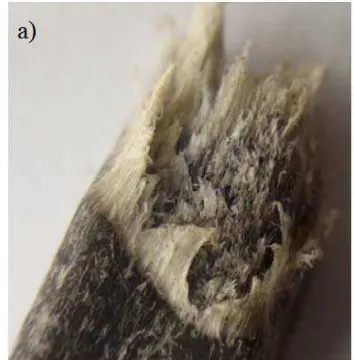
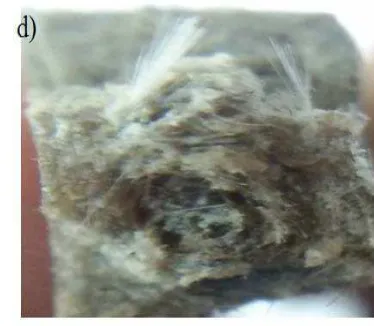
Gambar 4.9 Bentuk patahan sampel hasil uji tarik variasi putaran a)Polypropylen murni putaran 52 Rpm, b) bahan campuran putaran 52 Rpm, c) bahan campuran 100 Rpm, d) bahan campuran 144 Rpm.
Bentuk patahan sampel uji tarik variasi putaran (gambar 4.9) memperlihatkan
bentuk patahan yang berbeda satu dengan yang lainnya. Bahan polypropylene
murni putaran 52 Rmp (gambar 4.9a) memperlihatkan pengecilan luas penampang yang sangat besar sebelum sampel mengalami putus seluruhnya, hal ini sejalan
dengan elongation bahan yang tinggi. Penambahan PE dan FG pada bahan PP
menurunkan elongation campuran, hal ini dapat dilihat dari karakteristik bentuk
patahan sampel b, c, d (52, 100 dan 144 Rpm) yang memperlihatkan sampel tidak
mengalami pertambahan panjang yang signifikan sebelum mengalami putus.
Bentuk patahan sampel a,b dan c terlihat tidak rata dan berserabut hal ini
menandakan sampel masih memiliki keuletan yang baik. Nilai elongation yang
paling rendah diperoleh pada putaran 144 Rpm (sampel d), permukaan patahan
sampel ini memperlihatkan banyaknya serabut fiber glass (FG) yang berkumpul
dipermukaan tidak menyatu dengan PP hal ini menyebabkan kekuatan antar
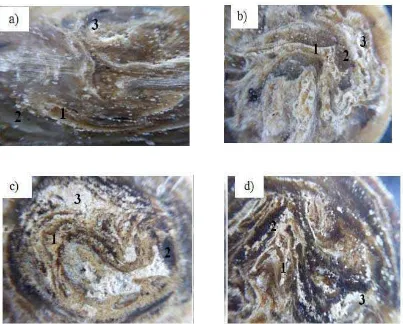
4.6. Hasil Photo Makro Variasi Putaran
Campuran material PP, PE dan FG yang telah dicampur menggunakn mesin
mixer menggunakan variasi putaran temperature konstan 150oC waktu 10 menit
selanjutnya dilakukan photo makro, hasilnya seperti diperlihatkan pada gambar
4.10 berikut ini:
Gambar 4.10: Photo makro material campuran PP, PE dan FG a) 52 Rpm, b) 100 Rpm dan c) 144 Rpm
Gambar 4.10 diatas memperlihatkan distribusi ketiga material dalam campuran
yang terdiri dari PP (nomor 1), PE (nomor 2) dan FG (nomor 3). Hasil photo makro
terlihat kenaikan putaran percampuran 52 ke 100 Rpm menghasilkan distribusi
ketiga material lebih merata/homogeny, akan tetapi kenaikan putaran hingga lebih
dari 144 Rpm menyebabkan FG terdistribusi ke bagian tengah campuran dan
cenderung membentuk cluster diantara matrik PP dan PE. Penomen distribusi FG
4.7. Hasil Foto Mikro Sampel Variasi Putaran
Photo mikro dilakukan menggunakan mikroskop optik untuk melihat
permukaan sampel variasi temperatur percampuran, hasil pengujian seperti
diperlihatkan pada gambar 4.11 berikut ini:
Gambar 4.11 Photo mikro paduan PP, PE dan FB setelah percampuran pada
temperatur 150oC putaran 52 Rpm
Gambar 4.11 diatas memperlihatkan adanya kekosongan (void) diantara FG dan
matrik PP, keberadaan void ini tentunya akan menyebabkan penurunan kekuatan
dari campuran. Banyak faktor yang dapat menyebabkan terbentuknya void pada
komposit, menurut Femiana Gabsari void bisa diakibatkan oleh adanya udara yang
terperangkap pada saat proses percampuran dilakukan juga proses percampuran
BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
1. Mesin mixer buatan sendiri telah selesai dirancang dan dibuat selanjutnya
dioperasikan untuk mencampur polypropylen, polyetylen dan fiber glass.
Mesin mixer ini dilengkapi dengan variasi putaran yaitu N1 = 52 Rpm, N2 =
100 Rpm dan N3 = 144 Rpm dan mempunyai temperatur maximal 300 0C
2. Pengaruh variasi temperatur pada pencampuran polypropylene ,polyetylen dan
fiber glass adalah semakin tinggi temperatur yang dicapai maka semakin
rendah nilai tegangan tarik dari pencampuran tersebut.
3. Pengaruh variasi putaran pada pencampuran polypropylene, polyetylen dan
fiber glass adalah semakin tinggi putaran mesin mixer maka juga akan
menurutkan nilai tegangan tarik dan menurunkan nilai regangannya.
4. Temperature pencampuran yang paling optimum adalah 1500C yang memiliki
nilai tegangan tarik sebesar = 17,58 N/mm2. Dan untuk nilai putaran yang
optimum adalah pada putaran N1= 52 Rpm yang memiliki tegangan tarik sebesar =
19,70 N/mm2.
5.2. Saran
1. Menambahkan variasi putaran pada mesin mixer agar memiliki 5 variasi
2. Mengganti jenis material pengikat dengan yang lain sebagai pengganti untuk
polypropylen dan polyetylen agar bisa di bandingkan hasil uji tariknya.
3. Mencampur bahan lain sebagai pengganti fiber glass.
4. Perancangan dan fabrikasi sistem gear box agar lebih akurat dan menghasilkan
putaran yang lebih halus.
5. Menyempurnakan sistem isolasi pada elemen pemanas.
6. Menyempurnakan tempat untuk mengambil hasil pencampuran dari wadah
BAB II
TINJAUAN PUSTAKA
2.1. Mesin Mixer
Mesin mixer merupakan salah satu dari berbagai jenis mesin yang digunakan
untuk mencampur berbagai jenis material, penggunaannya di bidang industri maupun
penelitian. Seperti penggunaan mesin mixer internal atau dua buah rol pada proses
pembuatan komposit yang masih bisa menimbulkan resiko degradasi terhadap
komposit itu sendiri, namun hal ini dapat diperbaiki dengan dengan melakukan
metode melt-mixing pada material.
Proses pencampuran dua atau lebih material sangat dipengaruhi oleh
beberapa parameter proses seperti kecepatan pengadukan,komposisi maupun
temperatur. Kualitas pencampuran jika menggunakan metode yang lama diukur
karakteristik fisis campuran seperti densitas, berat rata-rata partikel dan ukuran
masing-masing komponen namun beberapa persamaan Poole, Taylor dan Wall dapat
digunakan untuk mengukur seberapa random campuran yang melakukan simulasi
perubahan kualitas campuran selama proses mixing menyatakan bahwa pada sistem butiran terlihat jumlah butiran yang paling banyak memperlihatkan kualitas campuran
yang kurang baik bila dibandingkan dengan jumlah komponen yang lebih sedikit.
Kecepatan sebagai salah satu parameter pengadukan akan mempengaruhi sifat
mekanik material seperti pada Agar gel yang berasal dari polysacarida kecepatan
pengadukan akan mempengaruhi porositas dan terbentuknya gelembung udara, pada
material ini kecepatan pengadukan tinggi lebih disukai karena akan menghasilkan
modulus yang lebih tinggi. Selain kecepatan pengadukan pada beberapa material
sepert concrete memperlihatkan bahwa waktu pengadukan akan yang lebih lama mengakibatkan penurunan terhadap kekuatan kompresi material.[9]
Pada skala tertentu dari pengamatan distribusi material-material ini memperlihatkan
bisa cairan juga padatan yang berbentuk serbuk, Menurut Bauman.I,dkk
(2008) bahwa jenis mixer statis, blender type-V juga jenis Turbula dapat digunakan
untuk percampuran serbuk (powder) dengan karakteristik yang berbeda. Penggunaan
mixer statis juga memiliki keuntungan dibanding mixer jenis lain dikarenakan lebih
murah pada saat operasional dan sangat mudah dipasang dan dibersihkan.[10]
Mixer merupakan salah satu alat pencampur dalam sistem emulsi sehingga menghasilkan suatu dispersi yang seragam atau homogen. Terdapat dua jenis mixer
yang berdasarkan jumlah propeler-nya (turbin), yaitu mixer dengan satu propeller
dan mixer dengan dua proeiller. Mixer dengan satu propeller adalah mixer yang biasanya digunakan untuk cairan dengan viskositas rendah. Sedangkan mixer dengan dua propiller umumnya diigunakan pada cairan dengan viskositas tinggi. Hal ini
karena satu propeller tidak mampu mensirkulasikan keseluruhan massa dari bahan
pencampur (emulsi), selain itu ketinggi emulsi bervariasi dari waktu ke waktu.[11]
2.2. Pengertian Pencampuran
Dalam proses rekayasa industri, pencampuran adalah operasi unit yang
melibatkan memanipulasi sistem fisik heterogen, dengan maksud untuk membuatnya
lebih homogen. Pencampuran dapat didefinisikan sebagai unit proses yang bertujuan
memberi perlakuan sedemikian rupa pada dua atau lebih dari dua komponen yang
terpisah atau belum tercampur sehingga tiap partikel dari suatu bahan terletak sedekat
mungkin dan kontak dengan bahan atau komponen lain (Aulton, 2002). Sedangkan
menurut Lachman, pencampuran didefinisikan sebagai proses yang cenderung
mengakibatkan pengocokan partikel yang tidak sama dalam suatu sistem.
Pencampuran diperlukan untuk menghasilkan distribusi dari dua atau lebih bahan
sehomogen mungkin. Peristiwa elementer pencampuran adalah penyisipan antar
partikel jenis yang satu diantara partikel jenis lain (atau beberapa jenis bahan yang
lain) (Voigt,1989)Dalam kimia, suatu pencampuran adalah sebuah zat yang dibuat
dengan menggabungkan dua zat atau lebih yang berbeda tanpa reaksi kimia yang
terjadi (obyek tidak menempel satu sama lain). Sementara tak ada perubahan fisik
dapat menyimpang dari komponennya. Pencampuran dapat dipisahkan menjadi
komponen aslinya secara mekanis. Pencampuran dapat bersifat homogen atau
heterogen. [7]
Tujuan pencampuran adalah untuk melapisi partikel dengan pengikat, untuk
memutus aglomerat, dan untuk mencapai distribusi seragam pengikat dan ukuran
partikel seluruh bahan baku. Selanjutnya beberapa komponen dari binder harus tipis
dan tersebar diantara partikel, untuk mendapatkan ini beberapa detail harus menjadi
pertimbangan yang penting. Untuk binder thermoplastic pencampuran dilakukan pada temperatur yang lebih tinggi/menengah.[10]
2.2.1. Jenis-Jenis Mesin Pencampur
1. Planetary Mixer
Planetary Mixer merupakan alat pencampuran bahan viskous, dibandingkan dengan pencampuran pada bahan cair, proses pencampuran bahan yan
viscous memerlukan tenaga yang lebih banyak. Planetary mixer terdiri dari wadah atau bejan yang bersifat stasioner sedangkan pengaduk yang
digunakan mempunyai gerakan melingkar sehingga ketika berputar,
pengaduk secara berulang mendatangi seluruh bagian pada bejana. Pada saat
proses pencampuran berlangsung ruang pencampuran berada dalam keadaan
tertutup. Hal itu dimaksudkan agar bahan yang sedang bercampur tidak
sampai tumpah keluar karena perputaran dari pengaduk[9]. Bentuk dari
mixer tersebut diperlihatkan pada gambar 2.1. dibawah ini :
2. Ribbon Blender
Ribbon Blender merupakan salah satu alat pencampur dalam sistem emulsi sehingga menghasilkan suatu dispersi/adonan yang seragam atau homogen.
Sumber tenaga pada Ribbon Blenderberfungsi sebagai penggerak dalam proses pengadukan. Tenaga dari motor penggerak untuk pengaduk
ditransmisikan secara langsung dengan menggunakan besi.Pengaduk itu
sendiri memiliki fungsi untuk mengalirkan bahan dalam alat pengaduk yang
bergerak dan wadah yang diam. Pengaduk juga berfungsi untuk mengaduk
selama proses penampungan dan untuk menghindari pengendapan.Proses
pencampuran adonan dengan Ribbon Blender bertujuan untuk memperoleh adonan yang elastis dan menghasilkan pengembangan gluten yang
diinginkan.[9] Bentuk dari mesin tersebut diperlihatkan pada gambar 2.2.
dibawah ini :
Gambar 2.2 : Mesin Ribbon Blender [9]
3. Double Cone Blender
Double cone mixer merupakan alat pencampur yang cocok untuk bahan halus dan rapuh. Penggunaan energi dalam pencampurannya kecil. Untuk
spesifikasi alat ini adalah kapasitas alat ini dari 2 sampai 100.000 liter dan
adalah mudah digunakan untuk pencampuran berbahan halus, higienis dan
mudah dibersihkan.[9] Bentuk dari mesin tersebut diperlihatkan pada
gambar 2.3. dibawah ini :
Gambar 2.3 : Mesin Double Cone Blender [9]
4. Vertical Double Rotary Mixer
Vertical double rotary mixer digunakan untuk mencampurkan bahan yang padatpadat. Mixer ini digunakan untuk kontinyu adalah padat-padat dan
padat-cair pencampuran untuk medium untuk produksi besar secara terus
menerus. Mixer ganda memiliki poros pencampuran disesuaikan dengan
dayung dalam mixer vertikal tujuan pencampuran dapat diselesaikan di
bawah gaya gravitasi dengan dampak diasingkan. [9] Bentuk dari mixer
tersebut diperlihatkan pada gambar 2.4. dibawah ini :
2.2.2. Kecepatan Pencampur
Salah satu variasi dasar dalam proses pengadukan dan pencampuran adalah
kecepatan putaran pengaduk yang digunakan. Variasi kecepatan putaran pengaduk
bisa memberikan gambaran mengenai pola aliran yang dihasilkan dan daya listrik
yang dibutuhkan dalam proses pengadukan dan pencampuran. Secara umum
klasifikasi kecepatan putaran pengaduk dibagi tiga, yaitu : kecepatan putaran
rendah, sedang dan tinggi. Variasi putaran ini akan mempengaruhi kualitas
pencampuran material yang diperoleh. Kecepatan putaran rendah berkisar 400 rpm,
menengah 1150 rpm dan kecepatan tinggi berkisar 1750 rpm. [9]
Pengaduk berfungsi untuk menggerakkan bahan didalam bejana pengaduk
yang digunakan. Alat pengaduk ini biasanya terdiri atas sumbu pengaduk dan sirip
pengaduk yang dirangkai menjadi satu kesatuan. Alat pengaduk dibuat dan didesain
sesuai dengan keperluan pengadukan. Jenis pengaduk harus disesuaikan dengan
faktor berikut ini yakni : Jenis dan ukuran pengaduk, Jenis bejana pengaduk, Jenis
dan jumlah bahan yang dicampur. Pemilihan alat pengaduk dari sejumlah besar alat
pengaduk yang ada hanya dapat dilakukan melalui percobaan dan
pengalaman.Jenis-jenis pengaduk yang biasa digunakan yakni pengaduk baling-baling (propeller), pengaduk turbin (turbine), pengaduk dayung (paddle) dan pengaduk helical ribbon.
1. Pengaduk Baling-baling
Pengaduk jenis ini digunakan pada kecepatan berkisar antara 400 hingga 1750
rpm (revolution per minute) dan digunakan untuk bahan berupa cairan dengan viskositas rendah. Terdapat 3 jenis pengaduk baling-baling yang sering
2. Pengaduk Dayung (Paddle)
Pengaduk jenis ini digunakan pada kecepatan rendah diantaranya 20 hingga
200 rpm. Pengaduk jenis ini sebaiknya tidak digunakan untuk bahan dengan
viskositas tinggi seperti padatan. Terdapat beberapa jenis pengaduk dayung
yaitu Paddle anchor, paddle flat beam-basic, paddle double-motion, paddle gate, paddle horseshoe, paddle glassed steel, paddle finger, paddle helix, dan
multi helix. Bentuk salah satu dari pengaduk tersebut dapat dilihat pada gambar 2.6 dibawah ini :
Gambar 2.6 : Pengaduk Dayung [9]
3. Pengaduk Turbin
Pengaduk turbin memiliki bentuk dasar yang sama dengan pengaduk dayung
hanya saja pengaduk turbin memiliki daun yang lebih banyak dan pendek.
Pengaduk jenis ini dapat digunakan untuk bahan kering maupun basah.
Pengaduk turbin dengan daun berbentuk datar memberikan aliran yang radial.
Pengaduk turbin jenis ini baik digunakan untuk mendispersi gas sebab gas
akan dialirkan dari bagian bawah pengadukan dan akan menuju bagian daun
pengaduk lalu terpotong-potong menjadi gelembung gas. Ada pun beberapa
jenis pengaduk turbin adalah sebagai berikut: turbine disc flat blade, turbine
hub mounted curved blade, turbine pitched blade, turbine bar, danturbine shrouded. Pengaduk turbin dengan daun berbentuk miring 450 banyak
digunakan untuk bahan dengan viskositas tinggi / padatan, hal ini karena
pengaduk jenis ini menghasilkan pergerakan fluida yang lebih besar. Bentuk
4. Pengaduk Helical- Ribbon
Pengaduk jenis Helical- Ribbon memiliki bentuks eperti pita (ribbon) yang dibentuk dalam sebuah bagian yang bentuknya seperti baling- baling
helicopter dan ditempelkan kepusat sumbu pengaduk (helical). Pengaduk jenis ini memiliki rpm yang rendah dan digunakan untuk bahan-bahan dengan
viskositas tinggi. Ada pun beberapa jenis pengaduk helical-ribbon adalah sebagai berikut: ribbon impeller, double ribbon impeller, helical screw impleller, sigma impleller, dan z-blades.[13] Bentuk dari jenis pengaduk tersebut dapat dilihat pada gambar 2.8 berikut ini :
Gambar 2.8 : Pengaduk Helical Ribbon [13]
2.3. Elemen Pemanas
Elemen pemanas listrik merupakan mesin yang mengubah energi listrik
menjadi energi panas melalui proses Joule Heating. Prinsip kerja elemen panas adalah arus listrik yang mengalir pada elemen menjumpai resistansinya, sehingga
menghasilkan panas pada elemen.[14] Pembuatan elemen pemanas harus memenuhi
beberapa persyaratan antara lain :
- Harus tahan lama pada suhu yang dikehendaki, Sifat mekanisnya harus kuat
pada suhu yang dikehendaki, Koefisien muai harus kecil, sehingga perubahan
bentuknya pada suhu yang dikehendaki tidak terlalu besar, Tahanan jenisnya
harus tinggi, Koefisien suhunya
- Harus kecil, sehingga arus kerjanya sedapat mungkin konstan.
Trip heater adalah elemen pemanas yang terbuat dari kumparan kawat/pita
bertahanan listrik tinggi yang kemudian dilapisi oleh isolator tahan panas dan pada
bagian luar dilapisi oleh plat logam berbahan kuningan, aluminium ataupun stainless
steal yang kemudian dibentuk menjadi lempengan heater berbentuk strepe.[14]
Adapun salah satu bentuk dari elemen pemanas tersebut diperlihatkan pada gambar
2.9 dibawah ini :
Gambar 2.9 : Elemen Pemanas Pada Mesin Mixer
2.4. Plastik
Plastik adalah polimer rantai-panjang dari atom yang mengikat satu sama lain.
Rantai ini membentuk banyak unit molekul berulang, atau "monomer"” hal tersebut
merupakan pendapat dari Septera (2013). Sejarahnya, tahun pada 1920 Wallace
Hume Carothers, ahli kimia lulusan Universitas Harvard, mengembangkan nylon
yang pada waktu itu disebut Fiber 66. Pada tahun 1940-an nylon, acrylic,
polyethylene, dan polimer lainnya digunakan untuk menggantikan bahan-bahan alami
polyvinyl chloride (PVC). Ketika mencoba untuk melekatkan karet dan metal, Waldo
Semon, seorang ahli kimia di perusahaan ban B.F. Goodrich menemukan PVC.
Sedangkan pada tahun 1933 Ralph Wiley, seorang pekerja lab di perusahaan kimia
Dow secara tidak sengaja menemukan plastik jenis lain yaitu polyvinylidene chloride
atau populer dengan sebutan saran dan pada tahun yang sama, dua orang ahli kimia
organik bernama E.W. Fawcett dan R.O. Gibson yang bekerja di Imperial Chemical
Industries Research Laboratory menemukan polyethylene. pada tahun 1938 seorang
ahli kimia bernama Roy Plunkett menemukan teflon. [15]
Polimer atau kadang-kadang disebut sebagai makromolekul, adalah molekul besar
yang dibangun oleh pengulangan kesatuan kimia yang kecil dan sederhana.
Kesatuan-kesatuan berulang itu setara dengan monomer, yaitu bahan dasar pembuat polimer.
Akibatnya molekul-molekul polimer umumnya mempunyai massa molekul yang
sangat besar. Sebagai contoh, polimer poli (feniletena) mempunyai harga rata-rata
massa molekul mendekati 300.000. Hal ini yang menyebabkan polimer tinggi
memperlihatkan sifat sangat berbeda dari polimer bermassa molekul rendah,
sekalipun susunan kedua jenis polimer itu sama. [3] Adapun klasifikasi polimer
berdasarkan ketahanan terhadap panas dibedakan menjadi dua, yaitu sebagai berikut :
1. Polimer Termoplastik
Polimer termoplastik adalah polimer yang mempunyai sifat tidak tahan
terhadap panas. Jika polimer jenis ini dipanaskan, maka akan menjadi lunak dan
didinginkan akan mengeras. Proses tersebut dapat terjadi berulang kali,
sehingga dapat dibentuk ulang dalam berbagai bentuk melalui cetakan yang
berbeda untuk mendapatkan produk polimer yang baru. Polimer yang termasuk
polimer termoplastik adalah jenis polimer plastik. Jenis plastik ini tidak
memiliki ikatan silang antar rantai polimernya, melainkan dengan struktur
molekul linear atau bercabang. [13] Bentuk struktur termoplastik diperlihatkan
Polimer termoplastik memiliki sifat – sifat khusus sebagai berikut.
o Berat molekul kecil
o Tidak tahan terhadap panas.
o Jika dipanaskan akan melunak.
o Jika didinginkan akan mengeras.
o Mudah untuk diregangkan.
o Fleksibel.
o Titik leleh rendah.
o Dapat dibentuk ulang (daur ulang).
o Mudah larut dalam pelarut yang sesuai.
o Memiliki struktur molekul linear/bercabang.
Contoh plastik termoplastik sebagai berikut:
o Polietilena (PE) = Botol plastik, mainan, bahan cetakan, ember, drum, pipa saluran, isolasi kawat dan kabel, kantong plastik dan jas hujan.
o Polivinilklorida (PVC) = pipa air, pipa plastik, pipa kabel listrik, kulit sintetis, ubin plastik, piringan hitam, bungkus makanan, sol sepatu,
sarung tangan dan botol detergen.
o Polipropena (PP) = karung, tali, botol minuman, serat, bak air, insulator, kursi plastik, alat-alat rumah sakit, komponen mesin cuci,
pembungkus tekstil, dan permadani.
o Polistirena = Insulator, sol sepatu, penggaris, gantungan baju. 2. Polimer Termosetting
Polimer termoseting adalah polimer yang mempunyai sifat tahan terhadap panas. Jika
polimer ini dipanaskan, maka tidak dapat meleleh. Sehingga tidak dapat
dibentuk ulang kembali. Susunan polimer ini bersifat permanen pada bentuk
cetak pertama kali (pada saat pembuatan). Bila polimer ini rusak/pecah, maka
tidak dapat disambung atau diperbaiki lagi. Plomer termoseting memiliki ikatan
– ikatan silang yang mudah dibentuk pada waktu dipanaskan. Hal ini membuat
ini, maka semakin kaku dan mudah patah. Bila polimer ini dipanaskan untuk
kedua kalinya, maka akan menyebabkan rusak atau lepasnya ikatan silang antar
rantai polimer.[13] Bentuk struktur termoplastik diperlihatkan pada gambar
2.11 berikut.
Gambar 2.11 : Struktur ikatan silang thermosetting [13]
Sifat polimer termoseting sebagai berikut:
o Keras dan kaku (tidak fleksibel)
o Jika dipanaskan akan mengeras.
o Tidak dapat dibentuk ulang (sukar didaur ulang).
o Tidak dapat larut dalam pelarut apapun.
o Jika dipanaskan akan meleleh.
o Tahan terhadap asam basa.
o Mempunyai ikatan silang antarrantai molekul.
Contoh plastik termoseting :
o Bakelit = asbak, fitting lampu listrik, steker listrik, peralatan fotografi,
radio, perekat plywood.
Dalam teknik otomotif banyak sekali bahan-bahan yang digunakan dalam
kendaraan otomotif baik bahan logam ferro ataupun logam non-ferro, bahan non
logam seperti plastik, karbon, kaca, bahan pelumas dan lain-lain. Penggunaan bahan
logam baik ferro atau non-ferro banyak di aplikasikan pada komponen-komponen
dan kerangka (chasis) kendaraan dan lain-lain. Sedangkan penggunaan bahan non
logam berguna pada komponen-komponen yang kekuatannya tidak terlalu kuat
namun lebih mementingkan faktor keindahan, dan bobot komponen. Penerapan bahan
non logam ini banyak ditemukan pada komponen interior ataupun pada komponen
kendaraan otomotif modern seperti dashboard, tempat duduk, bumper atau bahkan
pada bodi kendaraan yang tergolong modern semua bagian dari bodi kendaraan
terbuat dari bahan non logam seperti carbon atau serat karbon yang memiliki bobot
ringan namun dengan kekuatan yang cukup kuat apabila dibandingkan dengan bahan
plastik. Plastik merupakan sebuah bahan yang paling populer dan paling banyak
digunakan sebagai bahan pembuat komponen otomotif selain bahan logam berupa
besi. Plastik merupakan sebuah zat kimia buatan yang memiliki kekuatan bervariasi
dan ketahanan terdapat suhu yang bervariasi pula. Plastik merupakan bahan recycle
atau bahan yang bisa didaur ulang, maka dari itulah banyak cara
pengolahan-pengolahan plastik. Selain itu plastik juga merupakan bahan kimia yang sulit
terdegradasi atau terurai oleh alam, membutuhkan waktu beratus-ratus atau bahkan
ribuan tahun untuk menguraikan plastik oleh alam.[5]
2.4.1. Macam – Macam Polymer
Terdapat dua macam polymer yang terdapat di kehidupan yaitu polymer
alami dan polymer buatan atau polymer sintesis.[4]
1. Polimer Alami
Alam juga menyediakan berbagai macam polymer yang bisa langsung
digunakan oleh manusia sebagai bahan. Polymer tersebut ialah : Kayu, kulit
binatang, kapas, karet alam, rambut dan lain sebagainya.
2. Polimer Sintetis
Semakin meningkatnya dan beragamnya kebutuhan manusia menyebabkan
manusia harus mencari jalan untuk mencukupinya dengan cara membuat
kebutuhannya tersebut. Termasuk juga polymer, manusia membuat polymer
sekali macam-macam polymer sintesis hasil rekayasa manusia diantaranya
adalah :
- Tidak terdapat secara alami : Nylon, polyester, polypropilen, polystiren
- Terdapat di alam tetapi dibuat oleh proses buatan: karet sintetis
- Polimer alami yang dimodifikasi : seluloid, cellophane (bahan dasarnya dari
selulosa tetapi telah mengalami modifikasi secara radikal sehingga
kehilangan sifat-sifat kimia dan fisika asalnya).
Berdasarkan jumlah rantai karbonnya :
• 1 ~ 4 Gas (LPG, LNG)
2.4.2. Proses Pengerjaan Produk Berbahan Baku Plastik
Ada banyak cara yang bisa digunakan dalam memperoleh plastik, dengan
menggunakan metode berbeda-beda dan alat yang berbeda-beda pula. Adapun cara
memperolehnya adalah sebagai berikut : [16]
1. Proses Injection Molding
Termoplastik dalam bentuk butiran atau bubuk ditampung dalam sebuah
hopper kemudian turun ke dalam barrel secara otomatis (karena gaya gravitasi)
dimana ia dilelehkan oleh pemanas yang terdapat di dinding barrel dan oleh
gesekan akibat perputaran sekrup injeksi. Plastik yang sudah meleleh diinjeksikan
oleh sekrup injeksi (yang juga berfungsi sebagai plunger) melalui nozzle ke dalam
cetakan yang didinginkan oleh air. Produk yang sudah dingin dan mengeras
dikeluarkan dari cetakan oleh pendorong hidraulik yang tertanam dalam rumah
cetkan selanjutnya diambil oleh manusia atau menggunakan robot. Pada saat
proses pendinginan produk secara bersamaan di dalam barrel terjadi proses
menutup, plastik leleh bisa langsung diinjeksikan,[16] proses injection moulding
diperlihatkan pada gambar 2.12 berikut :
Gambar 2.12 : Proses Injection Molding [16]
2. Proses Ekstrusi
Ekstrusi adalah proses untuk membuat benda dengan penampang tetap.
Keuntungan dari proses ekstrusi adalah bisa membuat benda dengan penampang
yang rumit, bisa memproses bahan yang rapuh karena pada proses ekstrusi hanya
bekerja tegangan tekan, sedangkan tegangan tarik tidak ada sama sekali.
Aluminium, tembaga, kuningan, baja dan plastik adalah contoh bahan yang paling
banyak diproses dengan ekstrusi. Contoh barang dari baja yang dibuat dengan
proses ekstrusi adalah rel kereta api. Khusus untuk ekstrusi plastik proses
pemanasan dan pelunakan bahan baku terjadi di dalam barrel akibat adaya
pemanas dan gesekan antar material akibat putaran screw.[16] Proses ekstruksi
diperlihatkan pada gambar 2.13 berikut :
Variasi dari ekstrusi plastik
1. blown film
2. flat film and sheet
3. ekstrusi pipa
4. ekstrusi profil
5. pemintalan benang
6. pelapisan kabel
3. Proses Blow Molding
Blow molding adalah proses manufaktur plastik untuk membuat
produk-produk berongga (botol) dimana parison yang dihasilkan dari proses ekstrusi
dikembangkan dalam cetakan oleh tekanan gas. Pada dasarnya blow molding
adalah pengembangan dari proses ekstrusi pipa dengan penambahan mekanisme
cetakan dan peniupan. [16]Proses blow molding diperlihatkan pada gambar 2.14
berikut :
Gambar 2.14 : Proses Blow Molding [16]
4. Proses Thermoforming
Thermoforming adalah proses pembentukan lembaran plastik termoset dengan
cara pemanasan kemudian diikuti pembentukan dengan cara pengisapan atau
thermoforming karena pemanasan tidak bisa melunakkan termoset akibat rantai
tulang belakang molekulnya saling bersilangan. Contoh produk yang diproses
secara thermoforming adalah bakelit.[16] Proses thermoforming diperlihatkan
pada gambar 2.15 berikut :
Gambar 2.15 : Proses Thermoforming [16]
5. Proses Calendering
Calendaring adalah sebuah proses dimana lembaran – lembaran dari material
thermoplastik dibuat dengan cara melewatkan polimer halus yang dipanaskan
diantara dua buah rol atau lebih. Dalam proses calendering, plastik dibuat menjadi
gulungan antara dua rol yang membuatnya ke sebuah yang kemudian lewat sekitar
satu atau lebih tambahan gulungan sebelum melepas sebagai film berkelanjutan.
Kain atau kertas dapat diberi umpan melalui gulungan yang terakhir, sehingga
mereka menjadi diresapi dengan plastik. [16] Proses calendering diperlihatkan
pada gambar 2.16 berikut :
6. Proses Casting
Casting pada plastik adalah proses pembentukan produk plastik dengan cara
memasukan plastik panas kedalam cetakan kemudian cetakan diberikan tekanan.
Tetapi berbeda dengan proses injeksi. Material plastik yang biasa digunakan adalah PE,PVC,ataupun PP.[16] Proses casting diperlihatkan pada gambar 2.17
berikut :
Gambar 2.17 : Proses Casting [16]
7. Proses Pemintalan
Pembentukan fiber dilakukan dengan temperatur di atas titik leleh polyester,
dengan bantuan gear pump yang menentukan ukuran fiber yang keluar melalui
spinneret. Spinneret disini akan menentukan cross section atau bentuk dari fiber
yang diinginkan, seperti bulat, segitiga, dan lain-lain.Fiber tipe ranting atau single
straind di lewatkan melalui sebuah wadah yang berisi resin, kemudian fiber
tersebut di putar mengelilingi mandrel yang bergerak arah radial dan
tangensial.[16] Proses pemintalan diperlihatkan pada gambar 2.18 berikut :
2.4.3. Sifat, Jenis dan Kegunaan Plastik
Dewasa ini banyak ditemukan varian baru dalam dunia teknik mengenai
macam-macam plastik, masing-masing plastik memiliki sifat dan kegunaan yang
berbeda-beda.[4] Adapun macam-macam dari plastik itu sendiri adalah sebagai
berikut :
1. PET (PolyEtylene Terephthalate)
Menurut Septera (2013) “PET bersifat jernih, kuat, tahan bahan kimia dan
panas, serta mempunyai sifat elektrikal baik yang Jika. Pemakaiannya
dilakukan secara berulang, terutama menampung air panas, lapisan polimer
botol meleleh mengeluarkan zat karsinogenik dan dapat menyebabkan
Kanker.” PET digunakan sebagi pembungkus minuman berkarbonasi (soda),
botol juice buah, peralatan tidur dan fiber tekstil. PET memiliki sifat tidak
tahan panas, keras, tembus cahaya (transparan), memiliki titik leleh 85ºC. [5]
bentuk struktur dapat dilihat pada gambar 2.19 berikut :
Gambar 2.19 : Struktur ikatan Polymer PET [5]
2. PP (Polypropylene)
Krisnadwi (2013) mengungkapkan “Polypropylene merupakan plastik
polymer yang mudah dibentuk ketika panas, rumus molekulnya adalah
(-CHCH3-CH2-)n.” PP sendiri memiliki sifat yang tahan terhadap bahan kimia
atau Chemical Resistance namun ketahuan pukul atau Impact Strengh rendah, transparan dan memiliki titik leleh 165°C. PP banyak digunakan pada kantong
plastik, film, mainan, ember dan komponen-komponen otomotif [5], bentuk
3. PE (Polyethylene)
PE memiliki monomer etena (CH2 = CH2), PE bila ditinjau dari jenis rantai
karbonnya ada dua macam yaitu Polyetylene linier dan Polyetylene
bercabang. PE memiliki sifat-sifat diantaranya adalah permukaannya licin,
tidak tahan panas, fleksibel, transparan/tidak dan memiliki titik leleh sebesar
115°C. Maka dari itulah PE banyak digunakan sebagai kantong plastik, botol
plastik, cetakan, film dan pada dunia modern digunakan untuk pembungkus
kabel.[5] Bentuk struktur dapat dilihat pada gambar 2.21 berikut :
Gambar 2.21 : Struktur ikatan Polymer PE [5]
4. PVC (PolyVinyl Cloride)
Menurut Krisnadwi (2013) “PVC adalah Polyvinyl Chloride – Rumus
molekulnya adalah (-CH2 – CHCl -)n. Ini merupakan resin yang liat dan keras
yang tidak terpengaruh oleh zat kimia lain.” Sifat dari PVC ini sendiri adalah
keras, kaku, dapat bersatu dengan pelarut, memiliki titik leleh 70°-140° C.
Kegunaan dalam kehidupan adalah sebagai pipa plastik (paralon), peralatan
kelistrikan, dashboard mobil, atap bangunan dan lain-lain,[5] bentuk struktur
dapat dilihat pada gambar 2.22 berikut :
5. PS (Poly Styrene)
Menurut Septera (2013) “Mengandung bahan bahan Styrine yang berbahaya
untuk kesehatan otak, mengganggu hormon estrogen pada wanita yang
berakibat pada masalah reproduksi dan sistem saraf.” Sifat-sifat yang dimiliki
oleh PS adalah kaku, mudah patah, tidak buram dan memiliki titik leleh 95°C.
PS banyak digunakan sebagai penggaris plastik, cardridge printer,
rambu-rambu lalu lintas dan gantungan baju.[5] Bentuk struktur dapat dilihat pada
gambar 2.23 berikut :
Gambar 2.23 : Struktur ikatan Polymer PS [5]
2.5. Fiber Glass
Produk fiberglass banyak digunakan di dunia industri saat ini. Fiberglass
merupakan bahan yang ringan, mudah dibentuk dan dapat diaplikasikan pada
berbagai sisi bodi kendaraan, hp atau benda-benda lain. Fiberglass banyak
digunakan pada interior maupun eksterior kendaraan. Sebagai contoh pada mobil,
Fiberglass dapat diaplikasikan pada eksteriormobil seperti bumper, side skirt,
spoiler, penutup atas kaca dan lain sebagainya. Sedangkan pada interior mobil,
pada berbagai tujuan khusus, fiberglass digunakan pada pembuatan dudukan
atau rumah audio visual hal ini lebih banyak dilakukan pada modifikasi mobil.
tipis dengan garis tengah sekitar 0,005 mm – 0,01 mm. Serat ini dapat dipintal
menjadi benang atau ditenun menjadi kain, yang kemudian diresapi dengan resin
sehingga menjadi bahan yang kuat dan tahan korosi. Fiberglass sendiri dinilai
lebih menguntungkan dibandingkan logam diantaranya produk fiberglass lebih
mudah dibuat, lebih murah dan lebih ringan.
Fiberglass merupakan bahan paduan atau campuran beberapa bahan kimia
(bahan komposit) yang bereaksi dan mengeras dalam waktu tertentu. Bahan ini
mempunyai beberapa keuntungan dibandingkan bahan logam, diantaranya : lebih
ringan, lebih mudah dibentuk, dan lebih murah. Fiberglass atau serat kaca telah
dikenal orang sejak lama, dan bahkan peralatan-peralatan yang terbuat dari kaca
mulai dibuat sejak awal abad ke 18. Mulai akhir tahun 1930-an, fiberglass
dikembangkan melalui proses filament berkelanjutan (continuous filament proces)
sehingga mempunyai sifat-sifat yang memenuhi syarat untuk bahan industri,
seperti kekuatannya tinggi, elastis, dan tahan terhadap temperatur tinggi [5]. .lihat
pada gambar 2.24 berikut.
fiber merupakan material penguat yang berubah serat berdasarkan pembentukan
serat dibedakan menjadi 2 yaitu :
a. serat alam natural fiber yaitu serat yang terbuat dari tanaman,hewan maupun
sumber-sumber mineral lainnya.
b. Serat buatan yaitu serat yang terbuat dari campuran bahan kimia.
2.5.1. Sifat Material Komposit
Sifat material komposit di pengaruhi oleh jenis serat dan arah sera yang
digunakan antara lain :
a. serat glass
b. serat aramid
c. serat carbon
d. serat boron
adapun arah serat yang digunakan :
1. serat satu arah
2. serat dua arah
serat satu arah mempunyai kekuatan dan kekakuan dalam arah – x yang lebih
tinggi dari serat dua arah, tetapi kekuatan dan kekakuannya pada –y lebih
rendah. Serat dua arah mempunyai kemampuan bentuk yang lebih baik
2.6. Karakteristik
Karakterisasi dilakukan untuk mengetahui dan menganalisa campuran polimer.
Karakterisasi yang dilakukan berupa uji tarik (Kekuatan tarik,dan Regangan).
2.6.1. Tegangan (Stress)
Apabila sebuah batang atau plat dibebani sebuah gaya maka akan terjadi
gaya reaksi yang sama dengan yang arah berlawanan. Gaya tersebut akan diterima
sama rata oleh setiap molekul pada bidang penampang batang tersebut. Jadi tegangan
adalah suatu ukuran intensitas pembebanan yang dinyatakan oleh gaya dan dibagi
oleh luas di tempat gaya tersebut bekerja. Tegangan ada bermacam-macam sesuai
dengan pembebanan yang diberikan.
Komponen tegangan pada sudut yang tegak lurus pada bidang ditempat
bekerjanya gaya disebut tegangan langsung. Pada pembebanan tarik akan terjadi
tegangan tarik maka pada beban tekan akan terjadi tegangan tekan. Biasanya
dinyatakan dalam bentuk persentasi atau tidak dengan persentasi. Besarnya tegangan
menunjukkan apakah bahan tersebut mampu menahan perubahan bentuk sebelum
patah. Makin besar tegangan suatu bahan maka bahan itu mudah dibentuk.[7]
Tegangan (stress) juga didefinisikan sebagai perbandingan antara gaya yang bekerja pada benda dengan luas penampang benda. Secara matematis dituliskan:
Regangan adalah suatau bentuk tanpa dimensi untuk menyatakan perubahan
bentuk persentasi atau tidak dengan persentasi. Besarnya regangan menunjukkan
apakah bahan tersebut mampu menahan perubahan bentuk sebelum patah. Makin
besar regangan suatu bahan maka bahan itu mudah dibentuk.[7] Regangan juga
didefinisikan sebagai perbandingan antara penambahan panjang benda terhadap
panjang mula-mula. Pertambahan panjang yang terjadi akibat perlakuan yang
diberikan pada sampel sehingga pertambahan panjang sampel setiap satuan.
Regangan dirumuskan sebagai berikut :
ε =
∆��0
...(2.2)
Ket :
ε = regangan (elongation)
ΔL = pertambahan panjang (mm) L0 = panjang awal (mm)
Bila suatu bahan dikenakan beban tarik yang disebut tegangan (gaya
persatuan luas), maka bahan akan mengalami perpanjangan (regangan). Kurva
tegangan terhadap regangan merupakan gambaran karakteristik dari sifat mekanik
suatu bahan. Berikut adalah grafik hubungan tegangan-regangan yang diperlihatkan
pada gambar 2.28 :
Grafik tegangan regangan merupakan gambaran karakteristik suatu bahan
yang mengalami tarikan. Jika suatu spesimen yang akan digunakan untuk beban yang
tidak boleh melebihi batas luluhnya maka tegangan yang diizinkan tidak boleh
melebihi dari batas proposionalnya yakni: pada saat terjadinya mulur/luluh. Batas
proporsional ini disebut juga dengan batas elastisitas yang artinya apabila spesimen di
tarik maka akan mengalami pertambahan panjang, jika beban dilepaskan pada batas