i
RANCANG BANGUN ALAT PEMOTONG TERPAL
P.E BERBASIS MIKROKONTROLLER
KERJA PRAKTEK
Nama : MUHAMMAD TAUFIQUL HAFIZH
Nim : 11.41020.0048
Program : S1 (Strata Satu)
Jurusan : SistemKomputer
SEKOLAH TINGGI
MANAJEMEN INFORMATIKA & TEKNIK KOMPUTER
SURABAYA
vii
1.1. Latar Belakang ... 1
1.2. Perumusan Malasah... 2
2.1. Uraian Tentang Perusahaan ... 5
2.2. Produk Yang Diproduksi ... 5
2.3. Mesin Yang Digunakan Untuk Proses Produksi... 6
BAB III.LANDASAN TEORI ... 8
3.1. Definisi Robot……… 8
3.1.6. Keterangan Antar muka ... 12
3.1.7. Push Button... 13
3.1.8. Adjustable InfraredSensor ... 14
BAB IV. PEMBAHASAN... 16
4.1. Identifikasi Masalah ... 16
viii
4.1.2. Desain Mekanik... 18
4.1.3. Rancangan Alat Pemotong Terpal... 18
4.2 Cara Kerja Alat.………... 19
4.3. Komponen Pengukur Panjang Terpal P.E ... 20
4.3.1. Minimum System... . 20
4.3.2. Program Downloader... 21
4.3.3. Rangkaian Reset.. ... . 23
4.3.4. Rangkaian Power... ... . 23
4.4. Pembahasan Program ... . 25
4.4.1. Proses Pembuatan Progam ... 25
4.4.2. Proses Pemindahan Program kedalam Atmega... 27
4.4.3. Pengujian Alat ... 30
BAB V. KESIMPULAN DAN SARAN……… 32
5.1. Kesimpulan ... 32
5.2. Saran ... 32
DAFTAR PUSTAKA ... 33
1 1.1. Latar Belakang
Perkembangan teknologi semakin hari semakin meningkat, kebutuhan manusia atas teknologi juga semakin meningkat. Dulu teknologi menjadi kebutuhan tersier untuk kehidupan manusia, tapi sekarang berubah teknologi sudah menjadi kebutuhan primer bagi manusia. Bayangkan saja hampir semua aktivitas manusia membutuhkan teknologi.
Dalam dunia industri misalnya, aktivitas manusia hampir semuanya dilakukan dengan teknologi. Di perindustrian pekerjaan manusia hanyalah menjadi user yang mana, hanya menginputkan atau memasukkan data yang di inginkan. Mengenai pekerjaannya semua sudah di kerjakan oleh mesin industri yang dirancang khusus untuk melakukan aktivitas tersebut.
Di kota besar seperti Jakarta, Surabaya, Medan dan lain-lain, perusahaan yang bergerak di bidang industri telah menggunakan mesin yang otomatis yang mana dapat membantu pekerjaan manusia, misalnya dalam produksi barang manusia hanya menjadi user yang mana semua pekerjaanya dilakukan oleh mesin industri. PT. Gita Pacific contohnya perusahaan ini bergerak dalam bidang manufaktur. Perusahaan ini memproduksi terpal yang mesin industrinya hampir semuanya di kerjakan secara otomatis.
2
Selain itu, apabila motor berputar dan sesudah menghitung terpal tersebut dan seorang karyawan memotong terpal secara manual hal ini yang menyebabkan terhambatnya proses produksi, maka dari itu kami membuat alat pemotong yang otomatis.
1.2.Perumusan Masalah
Berdasarkan latar belakang diatas, dapat dirumuskan masalah sebagai berikut : Bagaimana cara mengintegrasikan dengan baik komponen sensor, mikrokontroler dan komponen aktuator untuk membuat rancang bangun alat pemotong Terpal P.E berbasis mikrokontroller.
1.3.Batasan Masalah
Agar permasalahan yang dikaji lebih terarah dan mendalam, maka masalah yang akan dibahas adalah:
1. Menggunakan Adjustable Infrared Sensor sebagai sensor pembatas minimal dan maksimal pada pemotongan ini.
2. Menggunakan Push Button sebagai tombol on dan off serta sebagai jalannya alat pemotong Terpal PE ini.
3. Menggunakan Motor DC 12 v
4. Menggunakan Motor Driver EMS 5A H-Bridge agar Motor DC tetap maksimal saat di gunakan
Selain bahan elektronika di atas, tidak melakukan kajian dalam pembuatan alat pemotong Terpal PE ini.
1.4.Tujuan
1. Menghemat waktu pengerjaan, karena pemotong Terpal PE ini di lakukan secara otomatis.
1.5. Kontribusi
Beberapa hal yang dapat diperoleh dari kegiatan kerja praktek di PT. Gita Pacific yang diantaranya :
1. Meningkatkan experiencediri dalam dalam bidang industri.
2. Memberikan Pengalaman baru tentang dunia industri khususnya di bidang Pemrograman Logic Control(PLC).
1.6. Sistematika Penulisan
Sistematika penulisan laporan kerja praktek digunakan untuk menjelaskan penulisan laporan per bab. Sistematika penulisan kerja praktek dapat dijelaskan pada alinea di bawah ini.
BAB I : PENDAHULUAN
Menjelaskan tentang latar belakang masalah, inti dari permasalahan yang disebutkan pada perumusan masalah, pembatasan masalah yang menjelaskan tentang batasan-batasan dari sistem yang dibuat agar tidak menyimpang dari ketentuan yang ditetapkan. Tujuan dari kerja praktek adalah pembuatan alat pengukur panjang yang kemudian dilanjutkan dengan penulisan laporan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Menjelaskan tentang gambaran umum PT. Gita Pacific. Gambaran umum ini digunakan untuk menjelaskan kepada pembaca tentang sejarah, produk yang diproduksi serta mesn industri yang digunakan.
BAB III : LANDASAN TEORI
4
BAB IV : PEMBAHASAN
Bagian ini memuat uraian tentang pembahasan laporan selama kerja praktek mengenai analisa sistem yang akan dibuat dan bagaimana merancangnya sehingga menjadi sebuah sistem.
BAB V : KESIMPULAN DAN SARAN
5 2.1 UraianTentang Perusahaan
PT. Gita Pacific adalah sebuah perusahaan yang bergerak di bidang manufaktur, perusahaan ini adalah produsen plastik terpal. PT. Gita Pasific ini merupakan perusahaan yang paling terkemuka di Sidoarjo, Indonesia dan telah menjadi salah satu pemimpin pasar dalam bidang ini. Produk yang di produksi oleh PT. Gita Pasicific kini telah memenuhi pasar domestik dan ekspor.
PT. Gita Pacific ini tidak pernah berhenti mengupdate mesin dan teknologi baru untuk memperoleh kualitas produk dan efisien produk yang tinggi. PT. Gita Pacific dapat memproduksi terpal plastik hingga mencapai 600 ton/ bulannya.
Dengan pengalaman, PT. Gita Pacific berkomitmen penuh untuk pelanggan dengan menawarkan produk – produk yang berkualitas, layanan yang baik dan harga yang kompetitif.
PT. Gita pacific ini memiliki kantor di Jl. Raya Lingkar Timur Kebonsari – Candi Sidoarjo 61271, East Java Indonesia, telp : 62 – 31 – 8926150, Fax : 62 – 31 – 8926754.
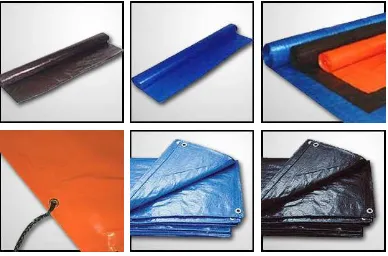
2.2 Produk Yang Di Produksi
PT. Gita Pacific memproduksi beberapa macam terpal properti pada gambar 2.1 sebagai berikut :
6
Produk yang diproduksi oleh PT. Gita Pacific ini memiliki spesifikasi sebagai berikut yaitu:
1. Waterproof 2. UV Resistant
3. Rip - Stop / Tear - Proof 4. Rot - Proof
5. Rope Reinforced Hems
Terpal yang di produksi oleh PT. Gita Pacific cocok untuk digunakan sebagai Coverperahu, Truck penutup, Tikar piknik, dll.
2.3 Mesin Yang Digunakan Untuk Proses Produksi
Mesin adalah fasilitas penunjang dalam proses pemroduksian barang. Baik buruknya barang yang diproduksi tergantung dengan mesin yang digunakan. Apabila mesin yang digunakan menggunakan mesin yang tidak canggih tidak menutup kemungkinan barang yang dihasilkan oleh mesin tersebut juga tidak akan bagus kualitasnya.
PT. Gita pacific perusahan yang memproduksi terpal plastik, semua proses produksi dikerjakan secara otomatis. Di sini mesin yang digunakan adalah mesin yang canggih semua serba terorganisir dan saling berhubungan dengan mesin produksi yang lain. Selain canggih mesin juga tahan lama hampir 24 jam mesin tidak pernah dimatikan, terus digunakan untuk proses produksi terpal.
Mesin ini juga selalu di update karena mesin yang di gunakan tidak pernah berhenti melalukan proses pemroduksian. Hal ini menunjukkan bahwa PT. Gita Pacific ingin memproduksi barang dengan sebaik-baiknya, dengan dukungan mesin yang sangat canggih.
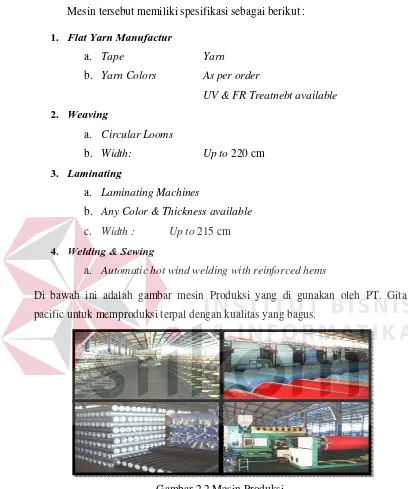
Mesin tersebut memiliki spesifikasi sebagai berikut : 1. Flat Yarn Manufactur
a. Tape Yarn
b. Yarn Colors As per order
UV & FR Treatnebt available
2. Weaving
a. Circular Looms
b. Width: Up to220 cm
3. Laminating
a. Laminating Machines
b. Any Color & Thickness available c. Width : Up to215 cm 4. Welding & Sewing
a. Automatic hot wind welding with reinforced hems
Di bawah ini adalah gambar mesin Produksi yang di gunakan oleh PT. Gita pacific untuk memproduksi terpal dengan kualitas yang bagus.
8
BAB III
LANDASAN TEORI
3.1 Definisi Robot
3.1.1 Pengertian Definisi Robot
Menurut Fu, et al. (1987) Istilah robot pertama kali diperkenalkan dalam bahasa Inggris pada tahun 1921 oleh seorang dramawan Cekoslowakia yang bernama Karel Capek dalam dramanya yang berjudul R.U.R (Rossum’s Universal Robots). Robot dalam arti mula-mula adalah “forced labour” yang berarti pekerja paksa, namun dalam pengertian modern kata robot sudah mengalami perluasan makna. Menurut The Robotics International Division of The Society of Manufacturing Engineers (RI/SME), robot dapat didefinisikan sebagai “a reprogrammable and multifunctional manipulator designed to move material, part , tools, and specialized devices through variable programmed
motions for the performance of a variety of tasks” (Korem, 1985).
Dari pengertian diatas, terdapat tiga kata kunci yang menunjukkan ciri sebuah robot yaitu: reprogrammable (dapat diprogram kembali), multifunctional (multifungsi), dan move material, part, tools (mendefinisikan tugas manipulator). Jadi definisi robot, khususnya robot industri adalah perangkat multi fungsi yang dirancang untuk memanipulator dan mentransformasikan alat atau perangkat tertentu melintasi suatu lintasan yang telah diprogramkan guna menyelesaikan tugas-tugas tertentu. Dalam dunia industri di atas tentu saja akan semakin bertambah luas, apalagi dalam perkembangan-perkembangan teknologi terbaru, robot sudah dilengkapi dengan artificial intelligence yang memungkinkan sebuah robot dapat beradaptasi dengan lingkungannya. (Nugraha, 2011)
3.1.2 Motor DC
industri sebab diperkirakan bahwa motor-motor menggunakan sekitar70% beban listrik total di industri.
Motor DC memerlukan suplai tegangan yang searah pada kumparan medan untuk diubah menjadi energi mekanik. Kumparan medan pada motor dc disebut stator (bagian yang tidak berputar) dan kumparan jangkar disebut rotor (bagian yang berputar). Jika terjadi putaran pada kumparan jangkar dalam pada medan magnet, maka akan timbul tegangan (GGL) yang berubah-ubah arah pada setiap setengah putaran, sehingga merupakan tegangan bolak-balik. Prinsip kerja dari arus searah adalah membalik fasa tegangan dari gelombang yang mempunyai nilai positif dengan menggunakan komutator, dengan demikian arus yang berbalik arah dengan kumparan jangkar yang berputar dalam medan magnet. Bentuk motor paling sederhana memiliki kumparan satu lilitan yang bisa berputar bebas di antara kutub-kutub magnet permanen (Renreng. 2012).
Gambar 3.1 Motor D.C Sederhana.
3.1.3 ATMega 128
10
yang cukup kompleks. IC ATMEGA 128 biasanya digunakan pada rangkaian pengontrol sistem otomatis.
Gambar 3.2ATMega 128.
Karakteristik IC ATMEGA 128sebagai berikut:
a. 131 instruksi dalam 1 clock b. 16 MIPS pada clock16 MHz
c. Tegangan catu daya (Vcc) maksimum = 4 - 5,5 volt DC
d. Kapasitas memori flash = 128 kB
e. Total penulisan dan penghapusan memori flash=10.000 kali
f. Kapasitas memori EEPROM=1024 byte
g. Total penulisan dan penghapusan memori EEPROM=100.000 kali
h. Kapasitas memori SRAM=4 kbyte
i. 52 pin input/output yang dapat diprogram
j. 3 tingkat penguncian memori flash dan EEPROM
k. Frekuensi clock=0-16MHz
l. Memiliki 2 timer/counter 8 bit dengan prescaler terpisah
m. Memiliki 1 timer/counter 16 bit dengan prescaler terpisah
n. Memiliki 2 kanal PWM
o. Memiliki 8 kanal ADC 10 bit
p. Memiliki antarmuka JTAG
q. Memiliki fitur internal boot loader
s. Memiliki jalur komunikasi serial USARTyang dapat diprogram
t. Memiliki enam mode sleep: idle, power down, standby, ADC noise reduction, extended standby.
u. Memiliki internal RC Osilator
v. Antarmuka:USART, SPI, dan I2P
w. Memiliki internal analog comparator x. Memilkiwatchdog timer
y. Memiliki brown-out detector z. Kemasan=PDIP-64
Spesifikasi ATMega128 :
a. Berbasis ATMEGA128L(128kB Flash Memory & 4kB EEPROM).
b. 2 buah 8-bit timer/counters, 2 buah 16-bit timer/counters, 2 kanal 8-bit PWM, 6 kanal 16-bit PWM.
c. 8 kanal 10-bit ADC, 2 USART,watchdog timer, dan analog comparator.
d. Tersedia 53 jalur Input/Output.
e. Crystal8 MHz yang dapat digunakan sebagai sumber osilator.
f. Kompatibel denganDT-COMBO BASIC BASE BOARD.
g. Tersedia port ISP (In-system Programming)menggunakan konektor 10 pin standar ATMEL untuk downloadprogram ke mikrokontroler.
h. Menggunakan aluminium capacitor dan resistor jenis SMD.
i. Membutuhkan catu daya 4,5V – 5,5V DC (regulated).
j. LED untuk indikator powerdan prosesdownloadprogram.
k. Dapat digunakan dengan modul lain dengan memperhatikan konfigurasi pin pada modul.
3.1.4 Motor Driver EMS 5A H-Bridge
Embedded Module Series (EMS) 5 A H-Bridge merupakan driver H-Bridge yang di desain untuk menghasilkan drive 2 arah dengan arus kontinyu sampai dengan 5 A pada tegangan 5 Volt sampai 40 Volt.
12
beban-beban induktif seperti misalnya relay, solenoida, motor DC, motor stepper, dan berbagai macam beban lainnya(Innovative Electronics).
Gambar 3.3Motor Driver EMS 5A H-Bridge.
3.1.5 Spesifikasi
1. Terdiri dari 1 driver full H-Bridge beserta rangkaian current sense. 2. Mampu melewatkan arus kontinyu 5 A.
3.Range tegangan output untuk beban: 5 V sampai 40 V. 4. Input kompatibel dengan level tegangan TTL dan CMOS.
5. Jalur catu daya input (VCC) terpisah dari jalur catu daya untuk beban (V Mot).
6.Output tri-state.
7. Dilengkapi dengan dioda eksternal untuk pengaman beban induktif. 8. Frekuensi PWM sampai dengan 10 KHz.
9.Active Current Limiting.
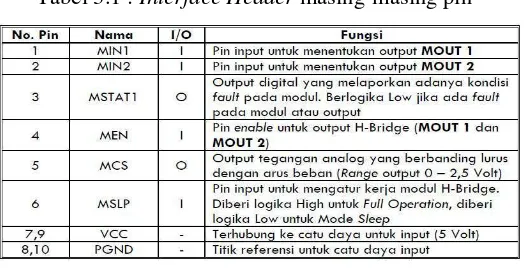
3.1.6 Keterangan Antar muka
Tabel 3.1 : Interface Headermasing-masing pin
Arus (dalam Ampere) yang dilewatkan oleh H-Bridge dapat dihitung dengan rumus:
I= _ _ _ _
180 375
Power & Motor Con (J1) berfungsi sebagai konektor untuk catu daya dan beban. Berikutdeskripsi dari masing-masing terminal pada Power & Motor Con:
Tabel 3.2 : Deskripsi Power & Motor Conpada masing-masing terminal
3.1.7 Push Button
Swich Push Buttonadalah saklar tekan yang berfungsi untuk menghubungkan atau memisahkan bagian – bagian dari suatu instalasi listrik satu sama lain (suatu sistem saklar tekan push button terdiri dari saklar tekan start. Stop resetdan saklar tekan untuk emergency. Push buttonmemiliki kontak NC (normally close)dan NO (normally open).
14
digunakan pada sistem pengontrolan motor – motor induksi untuk menjalankan mematikan motor pada industry.
Gambar 3.4Push Button.
3.1.8 Adjustable Infrared Sensor
Adjustable infra red sensor merupakan seperangkat pemancar dan penerima di salah satu sensor saklar photo electric. Jarak deteksi sensor ini dapat di sesuaikan sesuai dengan permintaan. Sensor ini memiliki jangkauan deteksi 3-80cm. Bentuk sensor ini kecil, mudah digunakan, murah, dan mudah untuk dirakit dengan robot untuk menghindari rintangan, media interaktif, perakitan pada mesin industri, dan banyak lagi yang lainnya. Sensor ini bekerja secara otomatis, serta sensor IR atau infrared ini banyak di gunakan sebagai aplikasi switch otomatis untuk aneka aplikasi.
Spesifikasi Adjustable Infrared Sensor:
a. Power supply: 5V
16
BAB IV
PEMBAHASAN
4.1 Identifikasi Masalah
Dalam proses produksi hal yang paling menonjol untuk menghasilkan
suatu barang produksi yang memiliki kualitas yang bagus adalah bahan dan mesin
yang digunakan. Bahan yang baik akan menghasilkan barang yang bagus, tetapi
semua itu harus ditunjang dengan mesin produksi yang canggih atau memiliki
kualitas yang bagus, agar barang yang dihasilkan dalam proses produksi tersebut
menjadi barang yang memiliki kualitas unggulan. Supaya menjadi barang yang
memiliki kualitas unggulan diperlukan kontrol dalam produksi. Hal yang perlu
dikontrol otomatis dalam pembuatan terpal diantaranya penentuan panjang terpal.
Untuk itu kerja praktek ini merancang sebuah prototype rancang bangun alat
pengukur panjang terpal. Dalam merancang sebuah prototype diperlukan desain
mekanik dan elektronik.
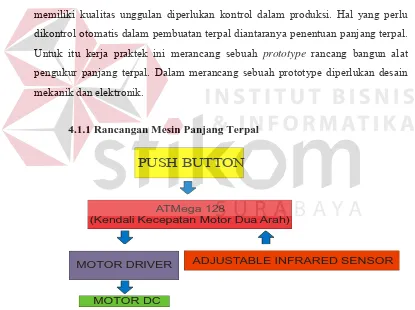
4.1.1 Rancangan Mesin Panjang Terpal
PUSH BUTTON
ATMega 128
(Kendali Kecepatan Motor Dua Arah)
ADJUSTABLE INFRARED SENSOR MOTOR DRIVER
MOTOR DC
Gambar 4.1 Diagram Pemotongan Terpal PE
Berikut ini akan disajikan tabel alocation list pada rancangan yang akan di
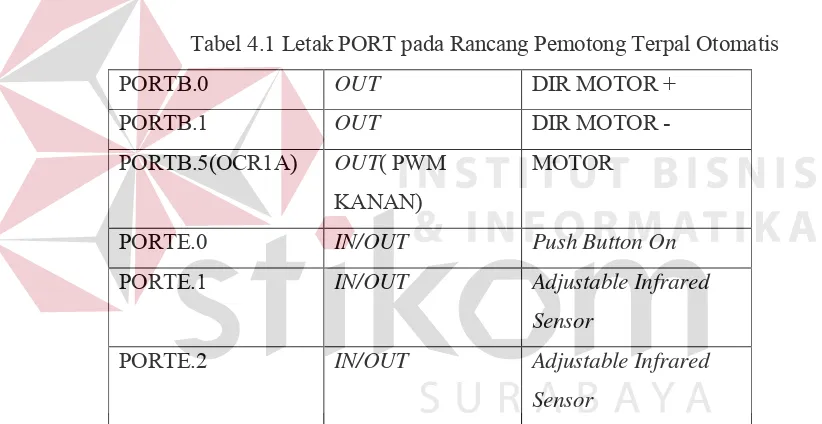
Untuk keterangan pada Tabel 4.1 yaitu;
PORTB.0 : di gunakan untuk motor bergerak maju.
PORTB.1 : di gunakan untuk motor bergerak mundur.
PORTB.5 (OCR1A) : di gunakan untuk mengatur PWMpada suatu Motor DC.
PORTE.0 : di gunakan untuk memulai tombol START.
PORTE.1 : di gunakan untuk sensor Adjustable Infrared Sensor sebagai batas
Minimal pada gerak pemotongan.
PORTE.2 : di gunakan untuk sensor Adjustable Infrared Sensor sebagai batas
Maksimal pada gerak pemotongan.
Tabel 4.1 Letak PORT pada Rancang Pemotong Terpal Otomatis
PORTB.0 OUT DIR MOTOR +
PORTB.1 OUT DIR MOTOR
-PORTB.5(OCR1A) OUT( PWM
KANAN)
MOTOR
PORTE.0 IN/OUT Push Button On
PORTE.1 IN/OUT Adjustable Infrared
Sensor
PORTE.2 IN/OUT Adjustable Infrared
Sensor
Pada saat alat di jalankan, langsung menekan tombol RESET, setelah di
tekan tombol RESET langsung tekan tombol START secara otomatis alat
pemotong maju maksimal hingga menyentuh sensor 1, setelah itu secara otomatis
alat pemotong tersebut akan mundur hingga menyentuh sensor 2 dan alat
18
4.1.2 Desain Mekanik
Dalam rancangan prototype alat pemotong Terpal P.E selain diperlukan
rancangan sistem juga diperlukan rancangan untuk desain alat pemotong Terpal
PE tersebut, dimana desain ini memiliki tujuan untuk mengetahui model dari
prototypeyang akan dirancang.
Pada gambar 4.2 adalah rancangan desain mekanik untuk pembuatan
prototyperancang bangun alat pengukur panjang terpal P.E.
Gambar 4.2 Mekanik dari Alat Pemotongan Terpal P.E
Keterangan dari Gambar 4.2 :
A. Gear
B. Almini 5cm
C. Motor DC 12 v
D. Rantai
E. Silet
4.1.3 Rancangan alat Pemotong Terpal
Pada Gambar 4.3 Rangkaian Schematic pemotongan Terpal, terdiri dari
beberapa rangkaian Elektronika agar alat tersebut bisa di gunakan sebagai alat
pemotong Terpal PE.
1. Atmega 128
2. Motor DC
4. Adjustable Infrared Sensor
5. EMH H-Bridge 5A
6. Resistor
Gambar 4.3 Rancangan Elektronika Pengukur Panjang Terpal P.E
4.2 Cara Kerja Alat
Cara menggunakan atau menjalankan alat pemotong terpal sebagai
berikut:
Hubungkan dengan listrk bertegangan 5V.
1. Tekan Push Button RESETsebelum memulai pemotongan.
2. Tekan Push Button START.
3. Alat pemotong akan berjalan sampai mengenai sensor 1 alat
pemotong akan berhenti sejenak lalu secara otomatis alat pemotong
akan mundur hingga mengenai sensor 2 maka alat pemotong akan
20
4.3 Komponen Pemotong terpal P.E
Komponen adalah hal yang dibutuhkan dalam pembuatan rancangan
bangun alat pengukur panjang terpal ini karena komponen-komponen akan
dijadikan sebuah rangkaian. Rangkaian ini yang akan menggerakkan atau
mengontrol tengangan dan lain-lain. Dibawah ini adalah penjelasan tentang
komponen yang dibutuhkan dalam pembuatan pengukur panjang terpal P.E.
4.3.1 Minimum System
A. Arsitektur CPU ATMEGA128
Mikrokontroller ATmega 128 merupakan mikrokontroller keluarga AVR
yang mempunyai kapasitas flash memori 128KB. AVR (Alf and Vegard’s Risc
Processor) merupakan seri mikrokontroler CMOS 8-bit buatan Atmel, berbasis
arsitektur RISC (Reduced Instruction SetComputer).Secara umum, AVR dapat
terbagi menjadi 4 kelas, yaitu keluarga ATtiny, keluarga AT90Sxx, keluarga
ATMega, dan AT86RFxx. Pada dasarnya yang membedakan masing-masing kelas
adalah memori, peripheral, dan fungsinya. Dari segi arsitektur dan instruksi yang
digunakan, bisa dikatakan hampir sama. Semua jenis AVR dilengkapi dengan
flash memori sebagai memori program. Kapasitas dari flash memori ini
berbeda antara chip yang satu dengan chipyang lain. Tergantung dari jenis
IC yang digunakan. Untuk flash memori yang paling kecil adalah 1 kbytes
(ATtiny11, ATtiny12, dan ATtiny15) dan paling besar adalah 128 kbytes
(AT-Mega128).
B. EEPROM Data Memori
ATMEGA 128 (AVR) adalah mikrokontroler yang telah dilengkapi
EEPROM sebesar 4Kbyte didalam chipnya. EEPROM ini terpisah dari flash
memory AVR, dan dapat ditulis, baca per byte. Untuk dapat mengakses EEPROM
ini perlu mengatur register-register dan fuse bit. Untuk mencegah kesalahan dalam
penulisan dan pembacaan EEPROM diusahakan power supply yang digunakan
Saat pembacaan EEPROM mikrokontroler berhenti selama 4 cycle clock
sebelum mengerjakan perintah berikutnya dan untuk menulis EEPROM
mikrokontroler berhenti selama 2 cycle clock sebelum mengerjakan perintah
berikutnya.
4.3.2 Program Downloader
DT-HiQ AVR-51 USB ISP mkII adalah In-System Programmer (ISP)
untuk mikrokontroler AVR® 8-bit RISC dan MCS-51. Programmer ini dapat
dihubungkan ke PC melalui antarmuka USB dan mengambil sumber catu daya
dari target board. Untuk memprogram IC AVR, DT-HiQ AVR-51 USB ISP mkII
dapat digunakan dengan perangkat lunak AVR Studio, CodeVisionAVR©,
AVRDUDE (WinAVR™), BASCOM-AVR, dan perangkat lunak lain yang
mendukung protokol ATMEL AVRISP MKII (USB). Untuk memprogram IC
MCS 51, DT-HiQ AVR-51 USB ISP mkII dilengkapi dengan perangkat lunak
berbasis Windows yang menyediakan antarmuka yang sederhana dan mudah
digunakan pengguna.
22
Berikut fungsi-fungsi pin pada downloaderpada Tabel 4.2 :
Tabel 4.2: Tabel Fungsi PIN
NAMA NO.PIN I/O KETERANGAN
VTG 2 - Catu daya dari project board(2.7 – 5.5
V)
GND 4, 6, 8,10 - Titik referensi
LED 3 Output Sinyal controluntuk LED atau
multiplexer (opsional)
MOSI 1 Output Commanddan data dari AVR USB ISP
mkII ke target AVR
MISO 9 Input Data dari target AVR ke AVR USB ISP
mkII
SCK 7 Output Serial clock, dikendalikan oleh AVR USB
ISP mkII
RESET 5 Output Reset, dikendalikan oleh AVR USB ISP
mkII
Berikut ini adalah gambar PINOUT Connection
4.3.3 Rangkaian Reset
Pin reset pada microcontrolleradalah pin (kaki) 1. Reset dapat dilakukan
secara manual atau otomatis saat power dihidupkan (Power reset ON).
Gambar 4.6 Rangkaian Reset
Reset terjadi dengan adanya logika 1 selama minimal 2 machine cycle
yang diterima pin reset dan akan bernilai low. Pada saat reset bernilai low,
microcontrollerakan melakukan reset program yang ada di dalam microcontroller
dan mengakhiri semua aktivitas pada microcontroller (Pribadi,2014).
4.3.4 Rangkaian Power
Gambar 4.7 Rangkaian Power
Sumber tegangan input dari baterai 12 volt akan masuk ke transistor,
tegangan langsung diturunkan dengan transistor 7806 sehingga tegangan menjadi
5,5 volt dengan arus 1 A. Output dari transistor 7806 akan masuk ke resistor 100 Ω untuk mengurangi 0,3 A, selanjutanya arus masuk ke input kaki base Tip 41. Pada kaki collectorTip 41 yang dipasang secara pararel, sehingga outputnya arus
menjadi 8 A, karena pada tiap-tiap Tip 41 mempunyai arus 4 A pada outputanya.
24
Rangakian diatas ini merupakan simulasi untuk perancangan alat, karena
sebelum membuat alat seharusnya memiliki rancangan terlebih dahulu sebelum
memprosesnya. Dalam gambar tersebut ada beberapa komponen yang digunakan,
akan tetapi fungsi dari setiap komponen yang terpasang dalam rangkaian
schematic diatas memiliki fungsi dan keunggulan masing – masing. Walaupun
memiliki fungsin dan keunggulan masing - masing komponen itu saling
berhubungan dengan komponen yang lain, agar menghasilkan suatu yang
4.4 Pembahasan Program
4.4.1 Proses Pembuatan Program
1. Instal terlebih dahulu CodeVisionAVR2.05.3
2. Setelah selesai di installbuka code vision Avr
Gambar 4.8 Avr Pertama dibuka
3. Setelah proses tersebut selesai, kemudian akan masuk keinti program Avr
yang tampilannya sebagai berikut :
26
Gambar 4.10 Klik File
4. Klik file, pilih new, pilih projectkemudian Ok.
Gambar 4.11 Pembuatan Program
5. Setelah itu tulis program yang ada inginkan untuk dimasukkan ke dalam
Atmega 128.
Jika program selesai di buat dan kerja suatu alat sesuai dengan yang
diharapkam, sekarang bagaimana cara supaya program yang di tulis di dalam code
vision AVRbisa dimasukkan kedalam Atmega 128 sehingga alat yang dibuat dapat
4.4.2 Proses Pemindahan Program kedalam Atmega 1. Pilih menu bar Tool, pilih Configure.
Gambar 4.12 Pemilihan menu Configure
2. Pilih bagian After Build, centang Program the Chip,kemudian tekan
OK. Beikut tampilan dari program Chip signature pada pada CodeVision AVR
yang akan digunakan untuk menuliskan program dan melakukan percobaan
terhadapat Minimum system.
28
3. Kemudian centang Check Erasure, lalu tekan OK.
Gambar 4.14 Proses centang Check Erasure
4. Kemudian “Run” program AVR, tekan Ctrl-F9, setelah muncul
tampilan dibawah tekan Program the chip.
5. Terakhir downloadprogram, setelah proses downloadberhasil dapat
dikatakan Minimum systemdapat bekerja dengan baik.
30
4.4.3 Pengujian Alat
Tujan pegujian alat ini adalah untuk menentukan apakah alat yang telah
dibuat berfungsi dengan baik dan sesuai dengan perencanaan . Pengujian ini
meliput pengujian secara keseluruhan:
Pengujian Motor DC Terdapat beberapa pengujian Motor DC dengan
tacometer terhadap pergerakan Motor DC. Pengujian ini mengInputkan PWM
yang kita gunakan acuan, serta mengetahui Rata-rata setiap RPM tersebut.
Tabel 4.3 Data hasil pengujian motor dc dengan tacometer terhadap
pergerakan motor
Tabel 4.3 Pengujian RPM menggunakan Tacometer.
In
PWM RPM Rata-Rata PWM
3 28.62 27.9 25.42 24.42 23.994
7 76.32 77.34 76.32 75.12 75.126
15 97.68 94.8 98.16 90.9 94.776
31 109.2 106.1 109.74 109.14 107.562
63 113.58 119.1 116.28 114.96 114.924
127 119.82 117.6 147.96 119.1 131.8
255 120.54 122.1 118.38 122.04 121.888
Untuk meyempurnakan pengujian diatas maka dilakukan pengujian
kembali dengan menentukan setpoint dan PWM , kemudian dihitung berapa detik
waktu yg dibutuhkan robot menuju ke setpoint dengan PWM tertentu.
Pada Tabel 4.4, data hasil pengujian Motor DC terhadap setpoint yang di
tentukan oleh besarnya PWM, setiap besarnya PWM dapat di ketahui lamanya
waktu yang di butuhkan, semakin besar PWM yang di imputkan maka semakin
Tabel 4.4 Pengujian Motor DC.
No Setpoint PWM Waktu 1 2 meter 15 7,44 second
2 2 meter 31 5,79 second
3 2 meter 63 4,85 second
4 2 meter 127 4,77 second
5 2 meter 255 4,64 second
Untuk setpoint 2 meter menggunakan PWM 15 maka waktu proses
penyelesaian pemotogan membutuhkan waktu 7,44 second. Untuk PWM 31 maka
waktu proses penyelesaian pemotongan membutuhkan waktu 5,79 second. Untuk
PWM 63 maka waktu proses penyelesaian pemotongan membutuhkan waktu 4,85
second. Untuk PWM 127 maka waktu proses penyelesaian pemotongan
membutuhkan waktu 4,77 second. Dan untuk PWM 255 maka waktu proses
penyelesaian pemotongan membutuhkan waktu 4,64 secondJadi kesimpulan dari
pengujian motor dc besar kecilnya PWM sangat berpengaruh pada waktu
32
BAB V
PENUTUP
5.1 Kesimpulan
Dari penjelasan diatas dapat ditarik kesimpulan sebagai berikut :
Dalam pembuatan
prototype
mesin alat pemotong Terpal PE ini
membutuhkan komponen elektronika. Di antaranya Dioda 5A, Resistor, ATMega
128, 7806, Push Button, Terminal, Kabel,
Header Sisir Single/Double, TIP 41, TIP
31. Hasil setelah di uji coba prototype
ini memberikan hasil terbaik pada PWM 255
dengan kecepatan yang tinggi sehingga menghasilkan 4,64 detik untuk proses
pengerjaan pemotongan Terpal PE ini.
5.2 Saran
Beberapa saran untuk meningkatkan kualitas prototype
di antaranya:
1.
Motor DC mudah panas terus menerus saat di gunakan, sebaiknya
Motor DC ini diberi pendingin, agar kualitas kerja alat menjadi lebih
baik .
2.
Untuk sensor pembatas pemotongan maksimal dan minimal pada
33
Pribadi, B. D. (2014). Obstacle Avoidance Robot using Hybrid Control System. Surabaya: Stikom Surabaya.
Sumardi. (2013). Mikrokontroler Belajar Avr Mulai Dari Nol.Yogyakarta: Graha Ilmu.