ANALISIS KESEIMBANGAN LINTASAN PRODUKSI
DENGAN MENGGUNAKAN METODE MOODIE YOUNG
DAN
HELGESON BIRNIE
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
CHANDRA ROBET 080403106
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa yang senantiasa memberikan berkat dan kasih karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana yang berjudul “Analisis Keseimbangan Lintasan Produksi dengan Menggunakan Metode Moodie Young dan Helgeson Birnie”. Tugas sarjana ini merupakan salah satu syarat bagi penulis untuk menyelesaikan pendidikan program sarjana di Departemen Teknik Industri USU. Ini merupakan langkah awal bagi penulis untuk mengenal lingkungan kerja serta menerapkan ilmu yang telah dipelajari selama perkuliahan di lingkungan kerja.
Penulis menyadari bahwa tugas sarjana ini masih jauh dari kesempurnaan. Oleh karena itu, saran dan kritik yang membangun sangat diharapkan penulis sebagai masukan yang berarti. Semoga tugas sarjana ini dapat bermanfaat bagi pembaca dan semua pihak.
Medan, Desember 2014
UCAPAN TERIMAKASIH
Yang pertama puji syukur dan terimakasih saya ucapkan yang sebesar-besarnya kepadaTuhan Yang Maha Esa yang telah memberikan anugerah kepada saya untuk dapat mengikuti dan menyelesaikan pendidikan di Departemen Teknik Industri USU. Kepada kedua orang tua (R Siburian dan I br Hombing) dan saudara-saudara yang senantiasa memahai dan mendukung saya selama ini.
Dalam penulisantugas sarjana ini saya telah mendapatkan bimbingandan bantuan dari berbagai pihak. Oleh karena itu pada kesempatan inisaya mengucapkan terima kasih yang sebesar-besarnya kepada:
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri Universitas Sumatera Utarayang telah memberi izin pelaksanaan tugas sarjana ini.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri Universitas Sumatera Utarayang telah memberi izin pelaksanaan tugas sarjana ini.
3. Ibu Ir. Dini Wahyuni, MT selaku Dosen Pembimbing I yang telah menyediakan waktu untuk membimbing, mengarahkan serta memberikan masukan dalam proses penyelesaian tugas sarjana ini.
5. Bapak Prof. Dr. Ir. A Rahim Matondang, M.SIE selaku Ketua Bidang Manajemen Rekayasa dan Produksi atas waktu, bimbingan, danmasukan yang diberikan dalam penyelesaian tugas sarjana ini.
6. Ibu Ir. Rosnani Ginting, MT dan Bapak Ir. Mangara M. Tambunan, M.Sc selaku Koordinator Tugas Akhir atas waktu, bimbingan, dan masukan yang diberikan dalam penyelesaian tugas sarjana ini.
7. Seluruh Dosen Departemen Teknik Industri USU, yang telah memberikan ilmu selama proses perkuliahan.
8. Bapak Efendi Manik yang telah bersedia menjadi pembimbing selama proses penelitian di PT. Suryamas Lestari Prima.
9. Seluruh Staf AdministrasiDepartemen Teknik Industri USU, Bang Ridho, Bang Mijo, Bang Nurmansyah, Kak Dina, Kak Ani, Kak Rahma, dan Bang Kumis, untuk waktu dan bantuannya selama perkuliahan.
10.Reka Tampubolon,yang selalu memberikan dukungan, perhatian dan cintanya kepada saya dalam penyelesaian tugas sarjana ini.
11.Armanda Sitompul yang telah berjuang bersama dalam menyelesaikan penelitian pada PT. Suryamas Lestari Prima.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN ... xix
ABSTRAK ... xx
II GAMBARAN UMUM PERUSAHAAN ... II-1 2.1. Sejarah Perusahaan ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.2. Bahan Baku, Bahan Tambahan dan Bahan Penolong ... II-2 2.2.1. Bahan Baku ... II-3 2.2.2. Bahan Tambahan ... II-4 2.2.3. Bahan Penolong ... II-5 2.3. Uraian Proses Produksi... II-5 2.4. Mesin dan Peralatan ... II-16 2.5. Organisasi dan Manajemen ... II-18 2.5.1. Struktur Organisasi ... II-18 2.5.2. Pembagian Tugas, Wewenang dan Tanggungjawab .... II-22 2.5.3. Tenaga Kerja dan Jam Kerja... II-23 2.5.4. Sistem Pengupahan, Fasilitas dan Jaminan Karyawan . II-24
3.2.2. Permasalahan Keseimbangan Lintasan... III-5 3.2.2.1. Precedence Constraint... III-6 3.2.2.2. Zoning Constraint ... III-8
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.2.3. Beberapa Teknik Line Balancing ... III-8 3.2.3.1. Metode Helgeson Birnie ... III-9 3.2.3.2. Metode Moodie Young ... III-10 3.3. Pengukuran Waktu (Time Study) ... III-11
3.3.1. Langkah-langkah Sebelum Melakukan Pengukuran
Waktu ... III-14 3.3.2. Tingkat Ketelitian dan Tingkat Keyakinan ... III-17 3.3.3. Pengujian Keseragaman Data ... III-17 3.3.4. Pengujian Kecukupan Data ... III-18 3.4. Perhitungan Waktu Standar ... III-19
4.7. Metode Pengumpulan Data ... IV-4 4.8. Blok Diagram Prosedur Penelitian ... IV-6 4.9. Metode Pengolahan Data ... IV-8
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.10. Pembahasan ... IV-11
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.1.1. Lintasan Awal Proses Produksi Daun Pintu ... V-1 5.1.2. Data Penukuran Waktu ... V-2 5.1.3. Job Qualification ... V-5 5.1.4. Rating Factor ... V-7 5.1.5. Allowance ... V-7 5.2. Pengolahan Data ... V-9 5.2.1. Penetapan Waktu Baku... V-9 5.2.1.1. Uji Keseragaman Data ... V-9 5.2.1.2. Uji Kecukupan Data ... V-12 5.2.1.3. Penetapan Waktu Terpilih ... V-15 5.2.1.4. Perhitungan Waktu Normal Dan Waktu
5.2.3.1. Precedence Diagram ... V-19 5.2.3.2. Zoning Constraint ... V-20
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.4. Keseimbangan Lintasan Aktual dan Penyeimbangan
dengan Metode Helgeson Birnie dan Moodie Young ... V-21 5.2.4.1. Keseimbangan Lintasan Aktual ... V-21 5.2.4.2. Penyeimbangan Lintasan dengan Metode
Helgeson Birnie ... V-24 5.2.4.3. Penyeimbangan Lintasan dengan Metode
Moodie Young ... V-32
VI PEMBAHASAN ... VI-1 6.1. Waktu Elemen Kerja dan Waktu Siklus ... VI-1 6.2. Zoning Constraint ... VI-1 6.3. Perbandingan Hasil Penyeimbangan Lintasan ... VI-2 6.4. Kemungkinan Penerapan Metode Usulan ... VI-3 6.4.1. Perubahan Letak Mesin ... VI-3 6.4.2. Perubahan Job Qualification pada Work Center ... VI-6 6.5. Perbandingan Keseimbangan Lintasan Awal dan Usulan ... VI-8
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR ISI (Lanjutan)
BAB HALAMAN
DAFTAR TABEL
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Pembagian Tugas, Wewenang dan Tanggung Jawab pada
ABSTRAK
PT. Suryamas Lestari Prima adalah suatu perusahaan yang bergerak dibidang pekerjaan kayu (wood working), produk yang dihasilkan berupa moulding, kosen (frame) dan daun pintu (soliddoor). Proses produksi yang ada di lantai produksi belum terstruktur secara optimal, hal ini mengakibatkan terjadinya pemborosan (waste).Hasil penyeimbangan lintasan dengan metode Helgeson Birnie balance delay 27,3%, line efficiency 72,7% dan smoothness index 656,31.Hasil penyeimbangan lintasan dengan metode Moodie Young nilai balance delay
21,7%, line efficiency 78,3% dan smoothness index 480,3.Pembentukan penyeimbangan lintasan usulan yang terpilih ialah metode Moodie Young karena memiliki nilai balance delay dan smothness index yang lebih kecil dan line efficiencyyang lebih besar.
ABSTRAK
PT. Suryamas Lestari Prima adalah suatu perusahaan yang bergerak dibidang pekerjaan kayu (wood working), produk yang dihasilkan berupa moulding, kosen (frame) dan daun pintu (soliddoor). Proses produksi yang ada di lantai produksi belum terstruktur secara optimal, hal ini mengakibatkan terjadinya pemborosan (waste).Hasil penyeimbangan lintasan dengan metode Helgeson Birnie balance delay 27,3%, line efficiency 72,7% dan smoothness index 656,31.Hasil penyeimbangan lintasan dengan metode Moodie Young nilai balance delay
21,7%, line efficiency 78,3% dan smoothness index 480,3.Pembentukan penyeimbangan lintasan usulan yang terpilih ialah metode Moodie Young karena memiliki nilai balance delay dan smothness index yang lebih kecil dan line efficiencyyang lebih besar.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Pada dasarnya, sistem produksi terdiri dari elemen input, proses dan elemen output. Input produksi ini dapat berupa bahan baku, mesin, tenaga kerja, modal dan informasi. Proses produksi merupakan kegiatan untuk menciptakan atau menambah kegunaan suatu barang atau jasa dengan menggunakan faktor-faktor input produksi tersebut. Output produksi berupa produk yang dihasilkan dan juga hasil sampingannya, seperti limbah, informasi, dan sebagainya.
Lini perakitan merupakan bagian dari lini produksi yang berupa perakitan material dimana materialnya bergerak melewati stasiun kerja dan bertujuan merakit material menjadi sub assembly untuk kemudian menjadi sebuah produk jadi. Waktu yang diijinkan untuk menyelesaikan elemen pekerjaan itu ditentukan oleh kecepatan lintas perakitan. Semua stasiun kerja sedapat mungkin harus memiliki waktu siklus yang sama. Bila suatu stasiun kerja memiliki waktu di bawah waktu siklus idealnya, maka stasiun tersebut akan memiliki waktu menganggur.
Alokasi penugasan elemen kerja kepada operator atau grup operator yang menempati stasiun kerja yang berbeda akan menyebabkan perbedaan waktu pengerjaan dan perbedaan kapasitas yang dapat diproduksi dalam satu satuan waktu. Apabila terjadi hambatan atau ketidakefisienan dalam suatu departemen akan mengakibatkan terjadinya waktu menunggu dan penumpukan material.
Masalah yang diselesaikan pada keseimbangan lintasan adalah meminimalisasi waktu menganggur (idle) pada lintasan, karena output yang dihasilkan ditentukan oleh operasi yang paling lama dan operasi yang lain harus menunggu. Karena itu, ketidakefisienan terdapat pada pemanfaatan peralatan dan operator dimana output berkurang dan kapasitas produksi terbuang. Diperkirakan kerugian output 5 - 20% pada lini produksi disebabkan oleh ketidakseimbangan lintasan.1
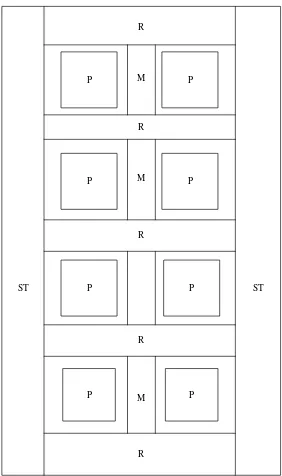
Proses pembuatan daun pintu colonial 8p pada PT Suryamas Lestari Prima memiliki 33 elemen kerja yang disusun pada 16 work center yang diisi oleh 19 operator. Proses pembuatan dimulai dari satu proses pengetaman awal, kemudian PT. Suryamas Lestari Prima adalah suatu perusahaan yang bergerak dibidang pekerjaan kayu (wood working), produk yang dihasilkan berupa
moulding, kosen (frame) dan daun pintu (soliddoor). Proses produksi yang ada di lantai produksi belum terstruktur secara optimal, pengalokasian elemen kerja pada operator masih belum seimbang, sehingga menyebabkan kapasitas setiap work center berbeda, sering terdapat operator yang menganggur, hal ini mengakibatkan terjadinya pemborosan (waste).
bercabang untuk membuat panel dan komponen berupa rail, mullion dan style kemudian menyatu di perakitan dan berakhir pada satu proses packing.
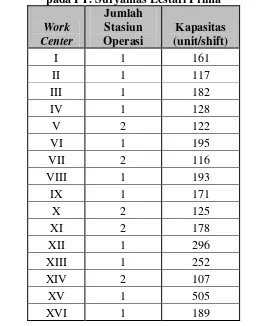
Adapun data stasiun kerja dan kapasitas yang ada pada pembuatan daun pintu pada PT. Suryamas Lestari Prima adalah sebagai berikut:
Tabel 1.1. Kapasitas Work Center Pembuatan Daun Pintu Colonial 8p pada PT. Suryamas Lestari Prima
Work
dengan waktu yang relatif lebih cepat sehingga operator pada work center ini sering mengalami idle time. Perbedaan kapasitas dan waktu pengerjaan setiap
work center ini disebabkan pengalokasian elemen kerja ke setiap work center
tidak merata.
Pada penelitian perbandingan metode yang dilakukan Teguh Baroto pada tahun 2004, didapat bahwa metode Moodie Young cocok digunakan untuk
precedence diagram yang berawal dari satu atau banyak operasi terpisah namun menyatu dalam satu elemen operasi dan diakhiri pada satu elemen operasi2
1.2. Rumusan Masalah
. Penelitian lainnya pada produk Pintu Sterilizer yang dilakukan Kurnia Putra Manurung metode Helgeson Birnie dipilih sebagai usulan.
Permasalahan pada penelitian ini ialah perbedaan kapasitas produksi dan waktu pengerjaan pada setiap work center yang menyebabkan terjadinya penumpukan dan pembagian elemen kerja yang masih belum seimbang sehingga menyebabkan kecepatan setiap work center berbeda-beda. Oleh karena itu perlu dilakukan penyeimbangan lintasan produksi, sehingga dapat diperoleh lintasan produksi yang efisien dan efektif dan dapat mengatasi masalah yang ada.
2
1.3. Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk menyusun keseimbangan lintasan produksi proses pembuatan daun pintu dengan meminimalkan balancedelay dan meningkatkan line efficiency.
Adapun tujuan khusus dari penelitian ini adalah sebagai berikut:
1. Mengaplikasikan metode Helgeson Birnie dan Moodie Young dalam penyusunan keseimbangan lintasan pada setiap work center.
2. Membandingkan metode keseimbangan lintasan dengan kriteria perbandingan
balance delay dan smoothness index terkecil dan efisiensi terbesar.
1.4. Manfaat Penelitian
Adapun manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah sebagai berikut:
1. Mahasiswa dapat menerapkan dan mengembangkan ilmu yang telah diperoleh selama perkuliahan dengan membandingkan teori-teori ilmiah yang ada dengan permasalahan yang ada di perusahaan khususnya mengenai keseimbangan lintasan, efisiensi.
2. Meningkatkan hubungan kerjasama Departemen Teknik Industri dengan perusahaan.
1.5. Batasan dan Asumsi Penelitian
Batasan terhadap masalah yang akan dianalisis antara lain, yaitu:
1. Kriteria penyeimbangan yang digunakan adalah meminimalimasi balance delay dan memaksimalkan line efficiency.
2. Penelitian dilakukan pada proses produksi daun pintu di PT. Suryamas Lestari Prima.
3. Produk yang diteliti adalah daun pintu colonial 8p
4. Hasil penelitian yang dilakukan berupa konsep keseimbangan lintasan. Adapun asumsi-asumsi yang digunakan dalam penelitian ini, antara lain: 1. Tidak ada perubahan urutan proses produksi pada perusahaan.
2. Semua fasilitas maupun mesin yang digunakan dalam proses produksi berada dalam kondisi tidak rusak dan bekerja dengan baik.
3. Operator yang diamati bekerja dalam kondisi normal. 4. Tingkat kepercayaan 95 % dan tingkat ketelitian 5 %
1.6. Sistematika Penulisan Tugas Akhir
Penulisan tugas sarjana ini dibagi ke dalam tujuh bab. Bab-bab yang dimaksud adalah sebagai berikut.
Bab II merupakan gambaran umum perusahaan yang memuat isi sejarah perusahaan, ruang lingkup bidang usaha, organisasi dan manajemen serta proses produksi pada PT. Suryamas Lestari Prima.
Bab III adalah bab yang berisi tentang landasan teori. Pada bab ini diuraikan definisi keseimbangan lintasan, permasalahan keseimbangan lintasan, istilah-istilah dalam keseimbangan lintasan, teori pengukuran waktu jam henti, tingkat ketelitian dan tingkat keyakinan, teori kelonggaran, teori mengenai uji keseragaman data dan kecukupan data, penentuan waktu baku serta teori mengenai metode Helgeson Birnie dan Moodie Young .
Bab IV merupakan metodologi penelitian yang berisi lokasi dan waktu penelitian, objek penelitian, instrumen penelitian, studi pendahuluan, metode pengumpulan data, metode pengujian, pengolahan dan analisis pemecahan masalah serta kesimpulan dan saran.
Bab V adalah pengumpulan dan pengolahan data. Pada bab ini diuraikan pengumpulan data yaitu work center awal di PT. Suryamas Lestari Prima, data waktu pengerjaan setiap elemen kerja, dan job qualification. Sedangkan pengolahan data berisi tentang uji keseragaman dan kecukupan data, perhitungan waktu proses terpilih, perhitungan rating factor dan allowance, perhitungan waktu siklus work center, menyusun precedence diagram, zoning constraint dan membagi elemen kerja ke dalam work center dengan metode Helgeson Birnie dan Moodie Young.
delay, efisiensi lini dan smoothness index. Bab ini juga berisi kemungkinan penerapan metode usulan yang terpilih.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahan
Sesuai dengan program pemerintah untuk meningkatkan devisa yang besar dari produk nonmigas, didirikanlah PT. Suryamas Lestari Prima yang menggunakan bahan baku kayu yang memang cukup tersedia di Indonesia. Selain ketersediaan bahan baku, pendirian perusahaan ini juga dilandasi oleh peluang bisnis yang cerah pada masa yang akan datang yang dapat memberikan kesempatan kerja yang luas bagi masyarakat sehingga dapat membantu pemerintah dalam penyediaan lapangan kerja. PT. Suryamas Lestari Prima ini didirikan secara bersama oleh Yayasan Kemusuk Yogyakarta dengan perusahaan yang dikelola keluarga besar di Jalan Malaka, Medan. Sebelum mendirikan perusahaan, pihak pengelola (investor) mengadakan studi perbandingan untuk pulau Jawa dan Sumatera, dimana pada kedua pulau ini telah berdiri beberapa perusahaan pengolahan kayu. Studi perbandingan yang dilakukan ini bertujuan untuk mengetahui luasnya pemasaran hasil produksi dan mendapatkan informasi mengenai penyediaan bahan baku.
2.2. Bahan Baku, Bahan Tambahan, dan Bahan Penolong
Dalam sistem produksi, kualitas produk sangat tergantung pada bahan baku, bahan tambahan dan bahan penolong selain dari faktor-faktor lainnya.
Seperti dikatakan di atas PT. Suryamas Lestari Prima merupakan pabrik pengolahan kayu untuk dijadikan daun pintu dan moulding. Daun pintu yang diproduksi ada 2 tipe yakni tipe solid dan engineer (veneer) sedangkan model dan ukurannya sesuai dengan permintaan atau yang telah tersedia di perusahaan.
Moulding adalah komponen-komponen mebel yang tidak dirakit yang dapat berupa lat, bingkai, dan lain-lain. Kegunaan moulding ini antara lain adalah untuk lantai kapal, dinding atau bangku kapal, tiang untuk kebun anggur dan lain-lain.
Bahan baku yang digunakan untuk produk daun pintu maupun moulding
adalah kayu gelondongan dan kayu ½ jadi atau kayu belahan berupa broti atau papan. Kayu belahan ini berukuran panjang 16 feet (4,8 meter) untuk setiap kayu, dimana lebar serta tebalnya bervariasi, seperti: 9”x 1”, 9”x 1,5”, 9”x 2”, 12”x 2”, 3”x 2”, atau 5”x 2”. Jenis kayu untuk daun pintu biasanya digunakan kayu meranti sedangkan untuk moulding umumnya adalah damar laut. Jenis kayu lain juga dipakai apabila meranti dan damar laut tidak mencukupi permintaan, seperti kayu merbau atau kayu sebarang lainnya.
Kayu-kayu tersebut di atas berasal dari Aceh, Riau, Sumut bahkan ada yang dari Kalimantan. Pemasok kayu-kayu ini adalah perusahaan penyuplai kayu yang menawarkan secara langsung ke PT. Suryamas Lestari Prima atau menerima pesanan terlebih dahulu dari PT. Suryamas Lestari Prima.
Bahan Tambahan yang dipergunakan antara lain: a. Silikon
Silikon digunakan pada penyambungan panel dengan komponen-komponen yang lainnya. Fungsi silikon ini adalah sebagai bantalan sehingga walaupun panel tersebut mengalami pemuaian, produk tidak akan mengalami perenggangan.
b. Lem Syntheco
Lem ini digunakan sebagai bahan pelekat antara komponen-komponen produk, terutama untuk penyambungan rail, mullion dan style dengan menggunakan dowel. Lem syntheco ini terdiri dari beberapa jenis yang disesuaikan dengan kondisi pemakaiannya.
c. Tepung Dempul
Tepung dempul ini bewarna kuning yang digunakan untuk menutupi sambungan dari kayu supaya produk yang terbentuk kelihatannya tidak bersambung. Tepung dempul ini dapat dibeli di took-toko besi. Untuk pemakaiannya tepung dempul biasanya dicampur dengan air sebelum digunakan.
d. Kertas Ampelas
Kertas ini dipergunakan untuk menghaluskan permukaan kayu dari produk yang dihasilkan dengan tujuan supaya mutu produk lebih baik.
Bahan penolong pada proses pembuatan solid pada umumnya dibutuhkan pada proses finishing dan proses pengepakan, yang antara lain:
a. Label
Label digunakan untuk menunjukkan spesifikasi dari produk yang akan dikirim.
b. Karton Pengaman Siku
Karton ini digunakan untuk melindungi produk dari goresan pada sisi daun pintu saat pengiriman.
c. Plastik.
Digunakan untuk membungkus solid door yang telah selesai dirakit atau dicat.
d. Kawat Baja
Bahan ini digunakan untuk mengikat bundelan solid door yang telah dibungkus plastik.
2.3. Uraian Proses Produksi
Untuk menggambarkan uraian proses produksi daun pintu ini, disini diambil contoh model colonial 8P yang dianggap dapat memberikan gambaran proses produksi model lainnya.
Keterangan untuk setiap komponen-komponen daun pintu tersebut adalah sebagai berikut :
1. Panel adalah lembaran kayu berbentuk segi empat yang telah diberi profil bentuk sudut. Pada sebuah pintu ini terdapat 4 pasang panel
yang sama ukurannya.
2. Rail (pen) adalah balok beralur yang dipasang pada bagian atas, tengah, dan bawah dari sebuah daun pintu. Komponen ini berfungsi untuk menghubungkan panel-panel pintu. Pada sebuah pintu model
colonial terdapat 3 jenis rail.
3. Mullion adalah balok beralur pada kedua sisinya yang berfungsi sebagai penyangga rail dengan menghubungkan panel kiri dengan kanan. Pada sebuah daun pintu model colonial terdapat 3 buah mullion dengan panjang yang berbeda sesuai dengan panjang panelnya.
4. Style adalah bingkai yang paling luar dari sebuah pintu sebelah kiri dan kanan. Pada sebuah pintu terdapat dua buah style yang masing-masing beralur dan sudah dibor pada kedua ujungnya sebagai tempat memasang pasak pasak (disebut dowel).
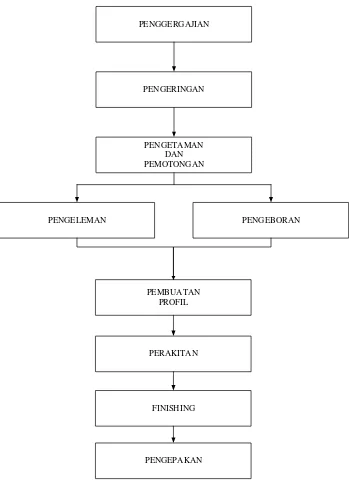
yang solid. Uraian produksi untuk daun pintu model colonial dengan bahan baku kayu gelondongan dapat dilihat dari block diagram pada Gambar 2.2.
PENGGERGAJIAN
PENGEPAKAN FINISHING PERAKITAN PEMBUATAN
PROFIL
PENGELEMAN PENGEBORAN
PENGETAMAN DAN PEMOTONGAN PENGERINGAN
1. Penggergajian
Penggegajian adalah proses pengubahan atau konversi kayu gelondongan menjadi papan, lat atau menjadi bagian-bagian yang lebih kecil dari sebelumnya. Di PT. Suryamas Lestari Prima kayu gelondongan yang diperoleh dari pemasok biasanya terlalu panjang untuk langsung digergaji (sekitar 20-25 feet). Kayu ini dipotong atau dikurangi panjangnya menjadi 8,10,11 feet.
Mesin yang digunakan adalah saw mill dan cross cut. Hasil penggergajian dari mesin ini disebut dengan sawn timber. Sawn timber ini kemudian diangkut ke bagian pengeringan dengan menggunakan forklift.
2. Pengeringan
Dalam pengolahan kayu proses pengeringan sangat penting dilakukan untuk :
1. Memperkecil kadar air pada kayu menjadi 11-20%
2. Mencegah serangan jamur dan serangga-serangga penggerek kayu. 3. Menaikkan kekuatan kayu dan agar kayu lebih mudah dikerjakan
untuk proses berikutnya.
dilakukan selama ± 3 hari. Kayu-kayu gergajian dari saw mill atau yang langsung dari pemasok disusun sesuai dengan gradenya dan antara kayu dipasang stik agar sirkulasi udara baik. Jadi pekerjaan di lapangan ini selain melakukan bongkar muat kayu dari truk-truk juga memilih grade dan kemudian menyusunnya. Apabila mutu kayu sudah ada yang tidak sesuai atau rusak yang disebut dengan mutu afkir (lokal) maka kayu tersebut disusun tersendiri untuk menunggu pelelangan atau penjualan langsung dengan menegosiasikan harganya. Setelah 3 hari kayu kemudian diangkut ke KD dengan forklift untuk pengeringan lebih lanjut.
3. Proses Pembuatan Komponen Solid Door
Untuk produk solid door, meskipun terdapat berbagai tipe namun proses produksinya adalah sama.Hanya saja mungkin pada beberapa tipe produk ada bagian yang bentuknya tidak lurus (lengkung), yang harus dibentuk dengan suatu mesin potong khusus, yaitu mesin Band Saw. Ukuran panjang, lebar dan tinggi daun pintu rata-rata 2134 mm, 114 mm, dan 41 mm.
Proses pembuatan komponen solid door ini meliputi : 1. Pembuatan panel.
2. Pembuatan stile, rail, dan mulion
3. Pembuatan rail lengkung. a. Pembuatan Panel
Pengetaman yang dimaksud disini adalah pengetaman kasar, dengan menggunakan mesin blanking planner, untuk menghilangkan permukaan yang kotor dan kasar, karena sisi pengetaman hanya satu, maka satu batang kayu harus dimasukkan dua kali ke dalam blanking planner.
- Pemotongan kasar (Mesin Under Cutter)
Kayu dipotong dengan toleransi tertentu (tidak dalam ukuran sebenarnya), untuk mendapatkan panjang yang diinginkan.
- Pengetaman sisi samping kayu dengan menggunakan alat ketam khusus yang disebut Surface Planner.
- Pengeleman (Mesin Clamping Press)
Potongan kayu yang telah dipotong lalu diberi perekat (lem) disisinya, kemudian direkatkan serta di press satu dengan yang lain dalam mesin
Clamping Press. Biasanya untuk pembuatan panel ini disatukan tiga buah kayu.
- Pembelahan (Mesin Rip Saw)
Setelah proses di Clamping Press, kayu telah berbentuk lembaran yang kemudian diangkut ke mesin Rip Saw untuk dibelah. Pembelahan yang dimaksud di sini adalah untuk mengurangi ketebalan kayu, sekaligus meratakan permukaan kayu yang akan dibentuk menjadi panel.
Pemotongan yang dimaksud di sini adalah pemotongan dalam ukuran yang sebenarnya, sesuai dengan standard yang telah ditentukan.
- Penghalusan permukaan (Mesin Thicknesser)
Setelah dipotong dengan mesin table saw, kayu lalu diketam kembali sesuai dengan tebal yang diinginkan di mesin thicknesser. Proses pengetaman ini bertujuan untuk lebih menghaluskan permukaan panel. - Pembentukan Profil (Mesin Single Shapper)
Setelah melalui proses pengetaman, pemotongan maka bahan tersebut sudah berbentuk komponen dengan ukuran-ukuran yang sesuai dengan ketentuan. Pada bagian pembuatan profil ini panel yang sudah terbentuk dibentuk profil sisi panjang dan sisi pendeknya dengan menggunakan meisn single sharper.
- Penghalusan sisi (Mesin Panel Sander)
Keempat sisi panel yang dibentuk lalu dihaluskan kembali, sebagai sentuhan penghalusan akhir sebelum assembly untuk dirakit menjadi solid door.
b. Pembuatan Stile, Rail, dan Mullion
Pembuatan ketiga jenis komponen ini hampir sama. Prosesnya adalah : - Pengetaman keempat (Mesin Moulder)
sisi dalamnya. Sedangkan pada mullion, rail yang berada di tengah, yang ditoreh adalah kedua sisi panjangnya.
c. Rail Lengkung
Khusus untuk pembentukan rail dengan model melengkung (tidak lurus), maka prosesnya harus melalui pengeleman terlebih dahulu, baru dipotong dengan mesin band saw, untuk membentuk lengkung yang diinginkan. Setelah itu dihaluskan kembali dan diberi profil di mesin single sharper.
4. Perakitan
Pada proses assembling (perakitan) ini dimulai dengan perakitan dowel
pada style dan rail bagian bawah dan dilanjutkan dengan komponen lain, berurut sampai ke bagian atas. Setelah dirakit kemudian daun pintu di press dengan mesin
door press table. Selain perakitan dengan dowel ada juga perakitan dengan
mortise namun di PT. Suryamas Lestari Prima lebih banyak menggunakan perakitan dengan dowel.
5. Proses Finishing
Pada prose finishing dilakukan penyisipan atau revisi, pembersihan/ penghalusan dengan menggunakan kertas pasir dan hand sanders. Selanjutnya adalah pembersihan debu dengan air gun dan pemberian label sekaligus karton pengaman siku dan terakhir pemberian plastik dan pemanasan plastik sebagai pembungkus daun pintu. Dan hasil dari bagian finishing ini kemudian dibawa ke bagian pengepakan.
Proses pengepakan dimulai dengan proses pengetatan plastic dengan menggunakan mesin hot wrapping dan kemudian sebanyak 58 pintu dibundel untuk pesanan dan grade yang sama dengan menggunakan kawat baja. Setelah itu bundelan tersebut dibawa ke dalam container yang telah disediakan untuk dibawa ke Pelabuhan Belawan dan kemudian diangkut ke negara-negara yang memesannya.
2.4. Mesin dan Peralatan
PT. Suryamas Lestari Prima menggunakan susunan mesin dan peralatan tipe product layout. Pada tipe ini, mesin dan peralatan yang digunakan disusun berdasarkan urutan proses atau pekerjaan yang dibutuhkan untuk menyelesaikan suatu produk. Jadi, bahan yang dikerjakan mengalir dari mesin yang pertama sampai mesin yang terakhir. Perawatan pada mesin dilakukan dengan cara sebagai berikut :
1. Perbaikan Langsung
Hal ini dilakukan bila terdapat kerusakan pada saat produksi. Pada kondisi ini, pihak maintenance dari bengkel pabrik langsung memperbaiki mesin tersebut supaya proses produksi dapat berjalan kembali.
2. Pemeliharaan terencana
Pemeliharaan ini meliputi :
2.5. Organisasi dan Manajemen
Dalam suatu perusahaan, organisasi dan manajemen mempunyai peranan yang sangat penting dalam mencapai target yang sudah disepakati bersama.
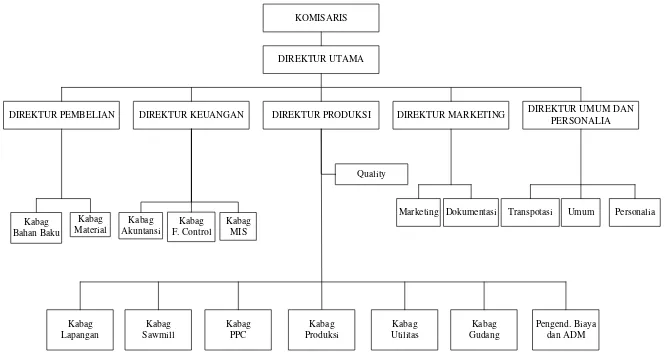
2.5.1. Struktur Organisasi
KOMISARIS
DIREKTUR UTAMA
DIREKTUR UMUM DAN PERSONALIA DIREKTUR KEUANGAN
DIREKTUR PEMBELIAN DIREKTUR PRODUKSI DIREKTUR MARKETING
Personalia
2.5.2. Pembagian Tugas, Wewenang, dan Tanggungjawab
Tugas, wewenang, dan tanggung jawab dari berbagai jabatan yang terdapat dalam struktur organisasi dapat dilihat pada Lampiran 1.
2.5.3. Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja PT. Suryamas Lestari Prima pada akhir tahun 2000 sebanyak 865 orang yang berupa tenaga kerja tetap dan karyawan lepas. Tenaga kerja tetap terdiri dari staf dan operator. Sedangkan karyawan lepas ini digunakan pada waktu penyelesaian suatu proyek sesuai dengan kontrak. Jika proyek sudah selesai maka ia tidak lagi bekerja dengan perusahaan itu kecuali ada kontrak baru.
Jam kerja di PT. Suryamas Lestari Prima mulai hari senin sampai hari Jumat adalah 8 jam kerja sedangkan sabtu 6 jam kerja, dan untuk satuan keamanan atau satpam 12 jam sehari.
2.5.4. Sistem Pengupahan, Fasilitas dan Jaminan Karyawan
Sistem pengupahan di PT. Suryamas Lestari Prima diatur berdasarkan status karyawan, yakni karyawan harian, bulanan, dan borongan. Karyawan harian adalah sebagian dari tenaga kerja langsung sedangkan karyawan bulanan adalah tenaga kerja tidak langsung dan tenaga kerja langsung yang berprestasi baik (memepunyai keahlian khusus) serta supervisor. Tenaga kerja borongan adalah tenaga kerja langsung pada bagian sawmill, sebagian pada bagian packing dan sebagian pada bagian laminating.
1. Upah pokok 2. Tunjangan jabatan
3. Tunjangan transport, makanm premi dan lain-lain.
Penetapan upah dilakukan berdasarkan pertimbangan jabatan, keahlian, kecakapan, prestasi, kerja dari karyawan yang bersangkutan. Pajak atas upah menjadi tanggungjawab karyawan masing-masing. Bagi karyawan yang melakukan kerja lembur akan mendapatkan upah tambahan yang dihitung berdasarkan tarif lembur (TUL).
Disamping upah pokok yang diterima karyawan, perusahaan memberikan jaminan social dan tunjangan kepada karyawan. Adapun tunjangan yang diberikan antara lain : a. Tunjangan Hari Raya dan Tahun Baru
Diberikan kepada karyawan yang sudah bekerja di perusahaan selama 12 bulan atau lebih, besarnya sesuai dengan kebijaksanaan perusahaan. Pembayaran THR yang dilakukan selambat-lambatnya 2 minggu sebelum hari raya masing-masing tiba. b. Biaya pengobatan yang bersifat insidential.
BAB III
TINJAUAN PUSTAKA 3.1. Sistem Produksi
3.1.1. Defenisi Sistem Produksi
Lintasan produksi adalah penempatan area-area kerja dimana operasi-operasidiatur secara berurutan dan material bergerak secara kontinu melalui operasi yangterangkai seimbang. Menurut karakteristik proses produksinya, lini produksi dibagi menjadi dua3
.
1. Lini pabrikasi, yaitu lintasan produksi yang terdiri dari sejumlah operasi yangbersifat membentuk atau mengubah bentuk benda kerja.
2. Lini perakitan, yaitu lintasan produksi yang terdiri dari sejumlah operasiperakitan yang dikerjakan pada beberapa stasiun kerja dan digabungkan menjadibenda assembly
atau subassembly.
Persyaratan yang harus diperhatikan untuk menunjang kelangsungan lintasanproduksi antara lain sebagai berikut.
1. Pemerataan distribusi kerja yang seimbang di setiap stasiun kerja yang terdapat di dalam suatu lintasan produksi pabrikasi atau suatu lintasan perakitan yang bersifat manual.
2. Pergerakan aliran benda kerja yang kontinu pada kecepatan yang seragam.Alirannya tergantung pada waktu operasi.
4. Produksi yang kontinu guna menghindari adanya penumpukan benda kerja dilain tempat sehingga diperlukan aliran benda kerja pada lintasan produksi secarakontinu.
3.2. Keseimbangan Lintasan
3.2.1. Pengertian Keseimbangan Lintasan
Keseimbangan lintasan adalah suatu rangkaian beberapa operasi yang saling bergantungan dengan waktu pelaksanaan yang sama atau hampir sama, sehingga proses produksi dari suatu operasi berikutnya berjalan lancar dengan kecepatan yang tetap. Dalam keseimbangan lintasan, terdapat sejumlah area kerja yang dinamakan stasiun kerja yang ditangani oleh seorang atau lebih operator dan ada kemungkinan ditangani dengan menggunakan bermacam-macam alat.4
Pembuatan suatu produk pada umumnya dilakukan melalui beberapa tahapanproses produksi pada beberapa departemen berupa aliran proses produksi. Aliranproses produksi di sini adalah yang diperlukan untuk memindahkan
elemen-Kriteria umum keseimbangan lintasan produksi adalah memaksimumkanefisiensi atau meminimumkan balance delay. Tujuan pokok dari penggunaan metodeini adalah untuk meminimumkan waktu menganggur (idle time) pada lintasan yangditentukan oleh operasi yang paling lambat.
Tujuan perencanaan keseimbangan lintasan adalah mendistribusikan unit-unitkerja atau elemen-elemen kerja pada setiap stasiun kerja agar waktu menganggur daristasiun kerja pada suatu lintasan produksi dapat ditekan seminimal mungkin sehinggapemanfaatan peralatan maupun operator semaksimal mungkin.
elemenproduksi, seperti bahan atau material, part, dan orang mulai dari awal proses sampaiproduk yang dikehendaki melalui lintasan produksi.
3.2.2. Permasalahan Keseimbangan Lintasan
Permasalahan pada lintasan produksi banyak terjadi pada proses perakitan
dibandingkan dengan proses pabrikasi. Dalam pabrikasi, part-part
biasanyamembutuhkan mesin-mesin berat dengan waktu siklus yang panjang. Bila beberapaoperasi dengan peralatan yang berbeda dibutuhkan secara proses seri, maka akan sulituntuk menyeimbangkan panjangnya waktu siklus mesin yang pada akhirnya akanmenghasilkan rendahnya penggunaan kapasitas. Gerakan kontinu lebih dapat dicapaidengan operasi yang dilakukan secara manual jika operasi tersebut dapat dibagi-bagimenjadi pekerjaan-pekerjaan kecil dengan waktu yang sangat pendek. Semakin besarfleksibilitas dalam mengkombinasikan tugas-tugas tersebut, semakin tinggi puladerajat keseimbangan yang dapat dicapai5
1. Elemen simbol adalah lingkaran dengan nomor elemen dikandung di dalamnya. Elemen akan diberi nomor berurutan untuk menyatakan identifikasi.
.
Precedence diagram dapat disusun dengan menggunakan dua simbol dasar:
Gambar 3.1. Bentuk Elemen Simbol 2. Hubungan antar simbol
Biasa menggunakan anak panah untuk menyatakan hubungan dari elemen simbol yang satu terhadap elemen simbol yang lain. Precedence dinyatakan dengan perjanjian bahwa elemen pada ekor anak panah harus mendahului elemen pada kepala panah.
Gambar 3.2. Hubungan Antar Simbol
Gambar 3.2. menunjukkan bahwa elemen A harus mendahului (precedence ) elemen B. Dan elemen B harus mendahului elemen C.
3.2.2.2.ZoningConstrain
Selain Precedence Constraint, pengalokasian elemen-elemen kerja pada stasiun-stasiun kerja juga dibatasi oleh Zoningconstraint yang menghalangi atau mengharuskan pengelompokan elemen kerja tertentu pada stasiun tertentu. Zoningconstraint yang negatif menghalangi pengelompokan elemen kerja pada stasiun yang sama, sebagai contoh pengelompokan pada satu stasiun kerja yang sulit. Sebaliknya Zoningconstraint
yang positif menghendaki pengelompokan elemen-elemen pada satu stasiun sebagai alasan untuk penggunaan peralatan yang mahal.
3.2.3. Beberapa Teknik Line Balancing
Untuk penyeimbangan lintasan perakitan ada beberapa teori yangdikemukakan para ahli yang meneliti bidang ini. Metode ini secara garis besar dibagidalam dua bagian, yaitu :
1. Pendekatan analitis 2. Pendekatan heuristik
Pada awalnya teori-teori line balancing dikembangkan dengan pendekatan
matematis/analitis yang akan memberikan solusi optimal, tapi lambat laun akhirnyapara peneliti menyadari bahwa pendekatan secara matematis tidak ekonomis.Memang semua problem dapat dipecahkan secara matematis, tetapi usaha yangdilakukan untuk perhitungan terlalu besar. Sudah banyak alternatif baru, tetapi tidakada yang dapat mengurangi jumlah perhitungan pada tingkat yang dapat diterima.Hal tersebut membuat para ahli mengembangkan metode heuristik. Metode inididasarkan atas pendekatan matematis dan akal sehat. Batasan heuristik menyatakanpendekatan trial dan eror dan teknik ini memberikan hasil yang secara matematisbelum optimal tetapi cukup mudah memakainya. Usaha yang dikeluarkan untukperhitungan agar mendapatkan solusi yang optimal seringkali sangat besar dan sangatriskan apabila data yang dimasukkan tidak akurat6
hasil dari fase 1. Langkah-langkah yang harus dilakukan pada fase 2 ini adalah .
3.2.3.2. Metode Moodie Young
Metode ini terdiri dari 2 fase. Fase pertama adalah membuat pengelompokanstasiun kerja. Elemen kerja ditempatkan pada stasiun kerja dengan aturan, bilaterdapat dua elemen kerja yang bisa dipilih maka elemen kerja yang mempunyaiwaktu yang lebih besar ditempatkan yang pertama. Pada fase ini pula, precedencediagram dibuat matriks P dan F, yang menggambarkan elemen kerja pendahulu (P)dan elemen kerja yang mengikuti (F) untuk semua elemen kerja yang ada.
sebagai berikut :
1. Identifikasi waktu stasiun kerja terbesar dan waktu stasiun kerja terkecil. 2. Tentukan GOAL, dengan rumus :
����= �������max−���������� 2
3. Identifikasi sebuah elemen kerja yang terdapat dalam stasiun kerja denganwaktu paling besar, yang mempunyai waktu yang lebih kecil daripada GOAL,yang elemen kerja tersebut bila dipindah ke stasiun kerja yang minimum tidakmelanggar
precedence diagram.
4. Pindahkan elemen kerja tersebut.
5. Ulangi evaluasi sampai tidak ada lagi elemen kerja yang dapat dipindah.
3.3. Pengukuran Waktu (Time Study)
Pengukuran kerja merupakan kegiatanyang dilakukan untuk mengamati pekerjaan dan mencatat waktu kerja dengan menggunakan alat yang sesuai. Waktu yang diukur adalah waktu siklus dari pekerjaan itu yaitu waktu penyelesaian dalam satuan waktu mulai dari bahan baku, diperoses hingga menjadi produk jadi. Pengukuran waktu kerja ini akan berhubungan dengan usaha-usaha untuk menekan waktu baku yang dibutuhkan guna menyelesaikan suatu pekerjaan. Waktu baku tersebut merupakan waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja yang terbaik7
Hasil pengukuran waktu kerja digunakan untuk berbagai perencanaan dan pengambilan keputusan dalam perusahaan, antara lain:
.
1. Penentuan perencanaan dan penjadwalan kerja.
2. Penentuan biaya standar dan sebagai bantuan dalam penentuan anggaran. 3. Perkiraan biaya produk sebelum memproduksi.
4. Penentuan keefektifan mesin, jumlah mesin yang dapat dioperasikan oleh seorang operator dan sebagai bantuan dalam menyeimbangkan jalur perakitan.
5. Penentuan waktu standar digunakan sebagai dasar dalam pembayaran insentif gaji pekerja langsung dan pekerja tidak langsung.
6. Waktu standar digunakan sebagai dasar pengendalian biaya tenaga kerja.
3.3.1. Langkah-langkah Sebelum Melakukan Pengukuran Waktu
Ada beberapa aturan pengukuran yang perlu dijalankan untuk mendapatkan hasil yang baik. Aturan-aturan tersebut akan dijelaskan dalam langkah-langkah berikut8
1. Penetapan tujuan pengukuran
:
Dalam melakukan pengukuran waktu, hal-hal penting yang harus diketahui dan ditetapkan adalah untuk apa hasil pengukuran digunakan, berapa tingkat ketelitian dan tingkat keyakinan yang diinginkan dari hasil pengukuran tersebut.
2. Melakukan penelitian pendahuluan
kondisi kerja pada saat waktu baku tersebut ditetapkan jadi waktu baku pada dasarnya adalah waktu penyelesaian pekerjaan untuk suatu sistem kerja yang dijalankan pada saat pengukuran berlangsung sehingga waktu penyelesaian tersebut juga hanya berlaku untuk sistem kerja tersebut.
3. Memilih operator
Operator yang melakukan pekerjaan harus memenuhi persyaratan tertentu agar pengukuran dapat berjalan baik. Syarat-syarat tersebut adalah berkemampuan normal dan dapat diajak bekerja sama. Operator yang dipilih adalah pekerja yang pada saat pengukuran dilakukan dapat bekerja secara wajar dan operator mampu bekerja sama dengan pengamat (tidak terpengaruh dengan kehadiran si pengamat).
4. Melatih operator
Walaupun operator yang baik telah didapat, kadang-kadang masih diperlukan latihan bagi operator tersebut, terutama jika kondisi dan cara kerja yang digunakan tidak sama dengan yang biasa dijalankan operator.Hal ini terjadi jika pada saat penelitian kondisi kerja atau cara kerja sudah mengalami perubahan. Dalam keadaan ini operator harus dilatih terlebih dahulu karena sebelum diukur harus terbiasa dengan kondisi dan cara kerja yang telah ditetapkan.
5. Menguraikan pekerjaan atas elemen pekerjaan
Disini pekerjaan dipecah menjadi elemen pekerjaan, yang merupakan gerakan bagian dari pekerjaan yang bersangkutan. Elemen-elemen inilah yang akan diukur waktu siklusnyanya. Waktu siklus adalah waktu penyelesaian satu satuan produksi sejak bahan baku mulai diproses di tempat kerja yang bersangkutan.
Setelah lima langkah diatas dijalankan dengan baik, tibalah sekarang pada langkah terakhir sebelum melakukan pengukuran yaitu menyiapkan alat-alat yang diperlukan. Alat-alat tersebut adalah :
a. Jam henti
b. Lembaran-lembaran pengamatan c. Pena atau pensil dan Papan pengamatan
3.3.4. Uji Kecukupan Data
Uji kecukupan data dilakukan untuk mengetahui apakah data yang diambil dari lapangan penelitian telah mencukupi untuk digunakan dalam menyelesaikan permasalahan yang ada. Misalkan serangkaian pengukuran pendahuluan telah dilakukan dan hasil pengukuran ini dapat dikelompokkan ke dalam N sampel, dimana9:
N =jumlah pengamatan pendahuluan N' = Jumlah pengamatan yang diperlukan σ = Standar deviasi data pengamatan
Dengan menetapkan tingkat keyakinan 95% dan tingkat ketelitian 5% maka formulasi yang digunakan adalah:
� � =
�(95%)
0.05 =
2
0.05= 40
�′=
⎣ ⎢ ⎢
⎡40���∑ �2� −(∑ �)2
∑ �
⎦ ⎥ ⎥ ⎤
2
Untuk mengetahui berapa kali pengukuran harus dilakukan, hal pertama yang dilakukan adalah pengukuran pendahuluan. Tujuan melakukan pengukuran pendahuluan ialah untuk mengetahui berapa kali pengukuran harus dilakukan untuk tingkat-tingkat ketelitian dan kepercayaan yang digunakan.
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Penelitian dilakukan pada PT. Suryamas Lestari Primaberalamat di Jalan Batang Kuis Km 5,5 No 18, Tanjung Morawa. PT. Suryamas Lestari Prima bergerak dibidang produksi daun pintu. Penelitian dilakukan pada bulan Mei 2014 hingga Oktober 2014.
4.2. Jenis Penelitian10
Penelitian ini bertujuanuntuk mencari keseimbangan lintasan produksi proses pembuatan daun pintu colonial 8p. Dalam penelitian ini diukur waktu elemen kerja pada proses produksi daun pintu, yang digunakan untuk mencari waktu baku pekerjaan. Setelah itu, ditentukan waktu siklus yang digunakan sebagai acuan dalam penyusunan
work center. Tahap berikutnya ialah pembentukan precedence diagram untuk melihat keterkaitan dan urutan antar elemen kerja. Kemudian ditetapkan zoning constraint untuk melihat kondisi yang harus dipenuhi dalam pengalokasian elemen kerja . Dengan melihat faktor-faaktor tersebut, dibuat keseimbangan lintasan dengan menggunakan metode
.
Jenis penelitian ini adalah penelitian deskriptif yaitu suatu jenis penelitian yang bertujuan untuk mendeskripsikan secara sistematik, faktual dan akurat tentang fakta-fakta dan sifat-sifat suatu objek atau populasi tertentu.
helgeson birnie dan moodie young. dan dilihat kebaikannya dibanding yang diterapkan perusahaan selama ini.
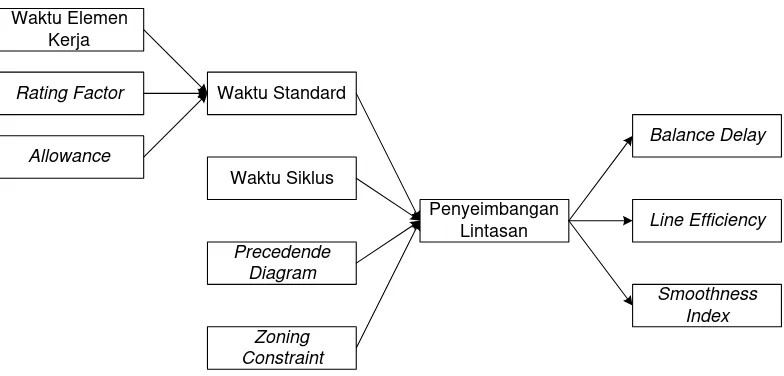
Kerangka konseptual dalam penelitian ini adalah sebagai berikut.
Waktu Elemen
Gambar 4.1. Kerangka Konseptual Penelitian
4.4. Variabel Penelitian
Sesuai dengan objek penelitian dan metode yang digunakan, variabel-variabel yang akan diamati terdiri dari 2 unsur utama yaitu:
1. Variabel bebas
Variabel bebas merupakan variabel penelitian yang mempengaruhi dan menjadi sebab perubahan atau timbulnya variabel terikat. Variabel bebas yang digunakan dalam penelitian ini, yaitu:
Variabel ini menunjukkan hubungan dan keterkaitan antara elemen kerja yang akan dialokasikan dalam penyeimbangan.
b. Waktu Standar
Variabel ini menunjukkan waktu yang dibutuhkan oleh seorang operator untuk menyelesaikan satu siklus kegiatan, pada kecepatan normal dengan mempertimbangkan faktor-faktor keletihan, kelonggaran untuk kepentingan pribadi. dimana ukurannya dilihat dari satuan waktu.
c. Waktu Stasiun Kerja
Variabel ini menunjukkan waktu yang dibutuhkan oleh sebuah stasiun kerja untuk mengerjakan semua elemen kerja yang didistribusikan pada stasiun kerja tersebut. d. Waktu Siklus
Variabel ini menunjukkan waktu yang diperlukan untuk membuat satu unit produk pada satu stasiun kerja.
2. Variabel terikat
Variabel terikat merupakan variabel yang dipengaruhi atau yang menjadi akibat dari variabel bebas. Dalam penelitian ini, variabel terikat adalah susunan elemen kerja dalam work center.
4.5. Sumber Data
Berdasarkan cara memperolehnya maka sumber data yang diperoleh dari penelitian ini terdiri dari :
Data ini diperoleh dari hasil observasi langsung terhadap objek penelitian di lapangan, yaitu :
a. waktu elemen kerja b. rating factor
c. allowance
d. work center awal 2. Data Sekunder
Data sekunder diperoleh melalui wawancara yang dilakukan kepada pihak perusahaan yang memberikan informasi dan data yang berhubungan dengan penelitian. Data sekunder yang dikumpulkan adalah:
a. Data standard urutan proses produksi yang ditetapkan perusahaan b. Jumlah operator dan pembagian kerja
c. Struktur organisasi pada PT Suryamas Lestari Prima d. Job Qualification di lantai produksi
4.6. Instrumen Penelitian
Adapun instrumen penelitian yang digunakan dalam penelitian ini adalah:
1. Lembar checklist yang digunakan untuk mengarahkan observasi (pengamatan) agar terfokus pada objek penelitian.
2. Stopwatch untuk mengukur waktu elemen kerja
3. Pedoman wawancara yang digunakan untuk mengarahkan wawancara agar dapat diperoleh data yang relevan dengan objek penelitian.
Pada penelitian ini, teknik pengumpulan data waktu kerja yang dilakukan adalah: 1. Observasi
Melakukan pengamatan langsung proses produksi daun pintu colonial 8pdan mengetahui urutan proses serta mengukur waktu elemen kerja. Instrumen yang digunakansaat obsevasi adalah stopwatch. Pengukuran data dilakukan sebanyak 10 kali, dikarenakan waktu proses dibawah 2 menit. Adapun prosedur pengumpulan data dengan metode stop-watch time study adalah sebagai berikut: a. Mendefenisikan setiap elemen pekerjaan di lantai produksi
b. Mencatat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan c. Mengamati, mengukur dan mencatat waktu yang dibutuhkan untuk
menyelesaikan elemen-elemen kerja tersebut.
d. Menetapkan jumlah siklus kerja yang harus diukur dan dicatat.
e. Menetapkan performansi operator saat melaksanakan aktivitas kerja yang diukur dan dicatat waktunya tersebut. Ditujukan untuk melihat kemampuan operator.
f. Menetapkan allowance time guna memberikan fleksibilitas pekerja.
2. Dokumentasi
Melakukan tanya jawab dengan pihak produksi dan operator yang bekerja mengenai hal-hal yang berhubungan dengan objek penelitian dan untuk melengkapi data yang diperoleh dari observasi.
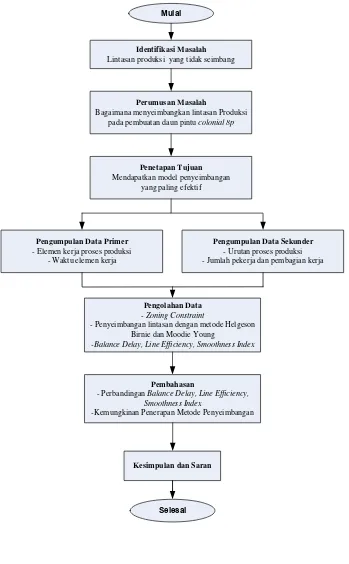
4.8. Blok Diagram Prosedur Penelitian
Mulai
Identifikasi Masalah Lintasan produksi yang tidak seimbang
Perumusan Masalah
Bagaimana menyeimbangkan lintasan Produksi pada pembuatan daun pintu colonial 8p
Penetapan Tujuan Mendapatkan model penyeimbangan
yang paling efektif
Pengumpulan Data Primer - Elemen kerja proses produksi
- Waktu elemen kerja
Pengumpulan Data Sekunder - Urutan proses produksi - Jumlah pekerja dan pembagian kerja
Pengolahan Data
- Zoning Constraint
- Penyeimbangan lintasan dengan metode Helgeson Birnie dan Moodie Young
-Balance Delay, Line Efficiency, Smoothness Index
Pembahasan
- Perbandingan Balance Delay, Line Efficiency, Smoothness Index
-Kemungkinan Penerapan Metode Penyeimbangan
Kesimpulan dan Saran
Selesai
4.9. Metode Pengolahan Data
Adapun tahapan pengolahan data pada penelitaian ini yaitu: 1. Uji keseragaman
BKA (Batas Kendali Atas) =�̅+ 2� BKB (Batas Kendali Bawah) =�̅ −2�
Data yang digunakan mewakili waktu kerja adalah data yang seragam. 2. Uji Kecukupan
Besarnya pengamatan yang dibutuhkan (N') adalah:
�′=
3. Menghitung waktu normal
Waktu normal didapat dengan rumus
��= ��������ℎ�������������
4. Menghitung waktu baku (waktu standar)
��=��� ( 100
100− ���������)
5. Menentukan waktu siklus yang baku untuk setiap work center dan membuat waktu siklus tersebut menjadi patokan dalam pengalokasian elemen-elemen kerja ke dalam setiap work center.
waktu elemen terbesar ≤ waktu siklus ≤ waktu total
6. Membuat Precedence Diagram untuk melihat hubungan dan keterkaitan terhadap urutan antar elemen kerja
7. Menetapkan Zoning Constraint yaitu kondisi yang menghalangi atau mengharuskan pengelompokan elemen kerja tertentu pada stasiun tertentu. Hal ini dilakukan agar hasil penyeimbangan yang diperoleh dapat diterapkan dengan mudah dan tanpa perombakan yang memerlukan biaya yang besar.
8. Melakukan pembagian elemen kerja ke dalam setiap work center dengan metode Helgeson Birnie dan Moodie Young.
9. Dalam Penelitian ini ada beberapa parameter keseimbanganlintasanyang digunakan untuk menganalisis lintasan yang terbentuk, yaitu :
1. Balance Delaymerupakanrasiowaktu idle dengan waktu yang tersedia.
2. Line efficiency, merupakan perbandingan waktu yang digunakan dengan waktu yang tersedia.
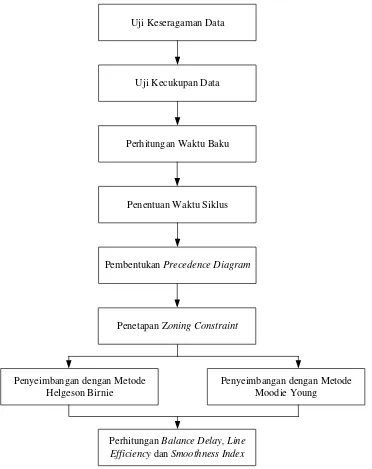
Prosedur pengolahan data dapat dilihat pada Gambar 4.2 dan diuraikan sebagai berikut:
Uji Keseragaman Data
Penentuan Waktu Siklus Perhitungan Waktu Baku
Uji Kecukupan Data
Pembentukan Precedence Diagram
Penyeimbangan dengan Metode Moodie Young
Penyeimbangan dengan Metode Helgeson Birnie
Perhitungan Balance Delay, Line Efficiency dan Smoothness Index
Penetapan Zoning Constraint
4.10. Pembahasan
Hasil penyeimbangan lintasan dalam penelitian ini, diharapkan dapat diaplikasikan dengan mudah pada lantai produksi. Dalam penelitian ini, hasil penyeimbangan dilihat kemungkinan penerapannya pada lantai produksi dari 2 aspek, yaitu:
1. Perubahan letak mesin
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data5.1.1. Lintasan Awal Proses Produksi Daun Pintu
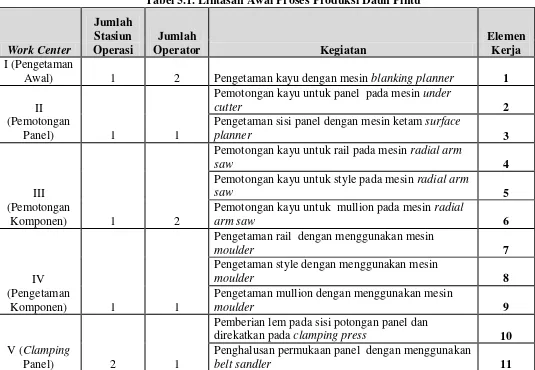
Elemen kerja penyusun setiap work center pada lintasan awal proses produksi daun pintu pada PT. Suryamas Lestari Prima dapat dilihat pada Tabel 5.1.
Tabel 5.1. Lintasan Awal Proses Produksi Daun Pintu
Work Center
Awal) 1 2 Pengetaman kayu dengan mesin blanking planner 1
II (Pemotongan
Panel) 1 1
Pemotongan kayu untuk panel pada mesin under
cutter 2
Pengetaman sisi panel dengan mesin ketam surface
planner 3
III (Pemotongan
Komponen) 1 2
Pemotongan kayu untuk rail pada mesin radial arm
saw 4
Pemotongan kayu untuk style pada mesin radial arm
saw 5
Pemotongan kayu untuk mullion pada mesin radial
arm saw 6
IV (Pengetaman
Komponen) 1 1
Pengetaman rail dengan menggunakan mesin
moulder 7
Pengetaman style dengan menggunakan mesin
moulder 8
Pengetaman mullion dengan menggunakan mesin
moulder 9
V (Clamping
Panel) 2 1
Pemberian lem pada sisi potongan panel dan
direkatkan pada clamping press 10
Penghalusan permukaan panel dengan menggunakan
Tabel 5.1. Lintasan Awal Proses Produksi Daun Pintu (lanjutan)
Pemotongan panel sesuai ukuran pada mesin table
saw 12
Pengurangan ketebalan pada mesin thickness planner 13 VII (Profil
Panel) 2 1
Pembentukan profil sisi panel dengan menggunakan
mesin single shaper 14
VIII (Penghalusan
Panel) 1 1
Penghalusan panel dengan menggunakan panel
sander 15
Panel dibawa ke bagian perakitan 16
IX (Profil Ujung Rail Dan
Mulion) 1 1
Pembentukan profil ujung rail pada mesin double end 17 Pembentukan profil ujung mullion pada mesin
double end 18
X (Pemberian
Lubang Dalam) 2 1
Pemberian lubang dalam pada style dengan
menggunakan singel head borer 19
Pemberian lubang dalam rail dengan menggunakan
singel head borer 20
XI (Profil
Komponen) 2 2
Profil panjang style dengan menggunakan
singleshaper 21
Profil panjang rail dengan menggunakan
singleshaper 22
Profil panjang mullion dengan menggunakan
singleshaper 23
Mullion dibawa kebagian perakitan 24 XII (Pemberian
Lubang Luar
Style) 1 1
Pemberian lubang luar pada style dengan
menggunakan six head borer 25
Style dibawa ke bagian perakitan 26
XIII (Pemberian Lubang Luar
Rail) 1 1
Pemberian lubang luar pada rail dengan
menggunakan double head borer 27
Rail dibawa ke bagian perakitan 28
XIV (Perakitan) 2 1 Perakitan komponen menggunakan dowel dan lem 29 XV
(Pengepresan) 1 1 Pengepresan daun pintu dengan doorpress 30
XVI (Finishing) 1 1
Penghalusan daun pintu dengan kertas pasir 31 Pendempulan daun pintu dengan alat dempul 32
5.1.2. Data Pengukuran Waktu
Pengukuran waktu dilakukan terhadap waktu setiap elemen kerja. Waktu proses setiap elemen kerjadidapat dari pengukuran waktu dengan menggunakan metode jam henti (stopwatch). Data hasil pengukuran waktu setiap elemen kerja dapat dilihat pada Tabel 5.2.
Tabel 5.2. Pengukuran Waktu setiap Elemen Kerja
Tabel 5.2. Pengukuran Waktu setiap Elemen Kerja (lanjutan)
Dalam penelitian ini, rating factor untuk setiap operator adalah 1 karena diasumsikan pekerja yang diamati adalah pekerja normal. Operator yang diukur cukup berpengalaman pada saat bekerja melaksanakannya tanpa usaha-usaha yang berlebihan, menguasai cara kerja yang ditetapkan dan menunjukkan kesungguhan dalam menjalankan pekerjaannya.
5.1.5. Allowance
Dalam menentukan waktu baku, diperlukan besarnya faktor kelonggaran (allowance). Kelonggaran diberikan untuk tiga hal, yaitu untuk kebutuhan pribadi, menghilangkan rasa letih (fatique) dan hambatan-hambatan lain yang tidak terhindarkan. Ketiga hal tersebut merupakan hal yang nyata dibutuhkan oleh pekerja dan yang selama pengukuran tidak diamati, tidak diukur, tidak dicatat ataupun tidak dihitung.
Elemen
Syarat waktu siklus adalah
waktu elemen kerja terbesar ≤ waktu siklus ≤ waktu total
Dalam penelitian ini, digunakan waktu siklus sebesar 535 detik, yang merupakan waktu elemen kerja terbesar yaitu pada elemen kerja 29 (perakitan komponen dengan menggunakan dowel dan lem). Elemen kerja 29 akan diletakkan pada satu work center
agar tidak menambah pekerjaan operator pada elemen kerja tersebut.
5.2.3. Precedence Diagramdan Zoning Constraint
Dalam pengalokasian elemen kerja ke dalam work center, perlu diperhatikan faktor precedence diagram dan zoning constraint.
5.2.3.1.Precedence Diagram
1
Gambar 5.2. Precedence DiagramProses Produksi Daun Pintu 5.2.3.2.Zoning Constraint
Zoning Constraint merupakan kondisi yang menghalangi atau mengharuskan pengelompokan elemen kerja tertentu pada stasiun kerja tertentu. Dengan menggunakan
zoning constraint, masing-masing elemen kerja yang telah ada dapat dikelompokkan ataupun dipisahkan. Hal ini terjadi akibat adanya pengaruh positif dan negatif dari penggabungan ataupun pemisahan elemen-elemen kerja tersebut. Hal ini dilakukan untuk menyesuaikan keseimbangan yang diperoleh dengan kondisi aktual dilapangan seperti, penggunaan mesin dan juga gabungan elemen kerja.
Dalam penelitian ini, beberapa elemen kerja akan dialokasikan bersamaan pada satu work center karena menggunakan mesin yang sama ataupun karena urutan elemen kerja. Elemen kerja terebut adalah
Tabel 5.10. Zoning Constraint pada Proses Produksi Daun Pintu
4,5,6
Menggunakan mesin yang sama,radial
arm saw 315
7,8,9
Menggunakan mesin yang sama,
mesinmoulder 449
15,16
Urutan elemen kerja, setelah dihaluskan,
panel dibawa ke bagian perakitan 298
17,18
Menggunakan mesin yang sama, mesin
double end 336
19,20
Menggunakan mesin yang samasingle
head borer 459
21,22,23,24
Menggunakan mesin yang samasingle
sharper 322
25,26
Gabungan elemen kerja, setelah diberi
lubang luar, style dibawa ke perakitan 194
27,28
Gabungan elemen kerja, setelah diberi
lubang luar, rail dibawa ke perakitan 227
5.2.4. Keseimbangan Lintasan Aktual dan Penyeimbangan dengan Metode Helgeson Birnie dan Moodie Young
5.2.4.1.Keseimbangan Lintasan Aktual
Pada lintasan aktual pada PT. Suryamas Lestari Prima, semua elemen kerja dialokasikan dalam 16 work center.
1. Lintasan Aktual
Elemen kerja pada work center awal serta waktu setiap work center dapat dilihat pada Tabel 5.11.
2. Perhitungan Balance Delay, Line Efficiency dan Smoothness Index
a. Perhitungan Balance Delay
Perhitungan balance delay suatu lintasan, menggunakan rumus:
� =�.� − ∑ ���
�.� × 100%
Pada lintasan aktual, diketahui
n = 16 b. Line Efficiency
Perhitungan Line Efficiency menggunakan rumus
� = ∑ ���
�.��× 100%
Pada lintasan aktual, diketahui:
c. Smoothness Index
Perhitungan Smoothness Index menggunakan rumus:
�� = �∑(������ − ���)2
SI = Smoothness Index
Sti max = Waktu stasiun terbesar Sti = Waktu stasiun kerja ke i
Pada lintasan aktual diketahui,
Sti max = 535
Maka, smoothness index:
�� = �(535−355)2+ (535−491)2+⋯(535−302)2
= 898,1
5.2.4.2.Penyeimbangan Lintasan dengan Metode Helgeson Birnie 1. Pembentukan Lintasan dengan Metode Helgeson Birnie
Pembentukan lintasan dengan metode Helgeson Birnie dilakukan sesuai dengan langkah-langkah berikut ini.
a. Penentuan ranking untuk setiap elemen kerja.
Berdasarkan precedence diagram, bobot dari setiap elemen kerja dapat diperoleh dari jumlah waktu operasi tersebut dan operasi-operasi yang mengikutinya
Pada elemen kerja 1 (355 detik), elemen kerja yang mengikuti adalah elemen kerja 2,3,10,11,12,13,14,15,16,29,30,31,32,33. Bobot elemen kerja 1 adalah penjumlahan waktu elemen kerja 1 dengan elemen kerja yang mengikutinya.
Maka, bobot elemen kerja 1
= 355+102+389+349+123+159+133+284+238+60+535+113+76+71+155 = 3142
Tabel 5.12. Bobot Setiap Elemen Kerja (lanjutan)
b. Pengurutan elemen-elemen kerja mulai dari bobot posisi terbesar sampai bobot posisi terkecil.
Tabel 5.13. Pengurutan Elemen Kerja berdasarkan Bobot
Rangking Bobot Elemen Waktu (detik)
Tabel 5.13. Pengurutan Elemen Kerja berdasarkan Bobot (lanjutan)
Rangking Bobot Elemen Waktu (detik)
16 1403 9 150
c. Melakukan pembebanan elemen kerja pada work centerdengan aturan bahwa elemen kerja yang memiliki bobot posisi terbesar adalah yang pertama didistribusikan. Langkah ini dilakukan sampai semua elemen kerja terdistribusi. Sebagai acuan dalam melakukan pengalokasian, digunakan
• Waktu siklus sebesar 535 detik.
• Precedence diagram
Elemen kerja 1 memiliki bobot terbesar diletakkan pada WC I. Kemudian dihitung sisa waktu yang tersedia pada WC I, 535-355=180 detik, berarti elemen kerja selanjutnya masih dapat dialokasikan. Masukkan elemen kerja dengan bobot terbesar kedua pada WC I, hitung sisa waktu yang ada pada WC I tersebut 180-102=78 detik. Masukkan elemen kerja selanjutnya (elemen kerja 3) dan dihitung sisa waktunya 78-389=-311 detik, artinya elemen kerja 3 tidak dapat lagi mengisi WC I, maka elemen kerja 3 dialokasikan ke WC II.
Tabel 5.14. Pembentukan Stasiun Kerja dengan Metode Helgeson Birnie
Dari hasil proses pembentukan lintasan stasiun kerja, diperoleh hasil keseimbangan dengan metode Helgeson Birnie. Elemen kerja pada tiap work center,
dapat dilihat pada Tabel 5.15.
Tabel 5.15. Hasil Penyeimbangan dengan Metode Helgeson Birnie
Work
Waktu Work Center
Tabel 5.15. Hasil Penyeimbangan dengan Metode Helgeson Birnie
Waktu Work Center
(detik)
Hasil penyeimbangan lintasan dengan metode Helgeson Birnie, terdapat 14 work center
yang diisi oleh 17 operator.
2. Perhitungan Balance Delay, Line Efficiency dan Smoothness Index
a. Perhitungan Balance Delay
Perhitungan balance delay suatu lintasan, menggunakan rumus:
� =�.� − ∑ ���
�.� × 100%
D = Balance Delay
n = Jumlah stasiun kerja
C = Waktu maksimum stasiun kerja
∑ ��� = Jumlah waktu stasiun kerja ke i
Hasil penyeimbangan dengan metode Helgeson Birnie, diketahui
n = 14
C = 535 detik ∑Sti = 5444 detik
� =14.535−(5444)
14.535 × 100%
=27,3% b. Line Efficiency
Perhitungan Line Efficiency menggunakan rumus
� = ∑ ���
�.��× 100%
E = Line Efficiency
n = Jumlah stasiun kerja
∑Sti = Jumlah waktu stasiun kerja ke i
CT = Waktu Siklus
Hasil penyeimbangan dengan metode Helgeson Birnie, diketahui
n = 14
∑Sti = 5444
CT = 535detik Maka, Line Efficiency
�= (5444)
14.535× 100%
= 72,7%
Perhitungan Smoothness Index menggunakan rumus:
�� = �∑(������ − ���)2
SI = Smoothness Index
Sti max = Waktu stasiun terbesar Sti = Waktu stasiun kerja ke i
Hasil penyeimbangan dengan metode Helgeson Birnie, diketahui
Sti max = 535
Maka, smoothness index:
�� = �(535−457)2+ (535−389)2+⋯(535−415)2
= 656,31
5.2.4.3.Penyeimbangan Lintasan dengan Metode Moodie Young 1. Pembentukan Lintasan dengan Metode Moodie Young
Metode Moodie Young memiliki dua fase. Pembentukan lintasan dilakukan sesuai dengan langkah-langkah berikut ini.
a. Membuat matriks P dan F, yang menggambarkan elemen kerja pendahulu (P) dan elemen kerja yang mengikuti (F)
Pada matriks P ditunjukkan elemen-elemen kerja yang mendahului suatu elemen kerja tertentu, sedangkan pada matriks F ditunjukkan elemen-elemen kerja yang mengikuti suatu elemen kerja tertentu.
Kerja (detik)
Tabel 5.17. Matriks F
Kerja (detik)