Informasi Dokumen
- Penulis:
- Noviyanti Srilestari Sinaga
- Pengajar:
- M. Chandra Dewi K., ST. MT.
- B. Laksito Purnomo, S.T., M.Sc.
- Sekolah: Universitas Atma Jaya Yogyakarta
- Mata Pelajaran: Teknik Industri
- Topik: IMPLEMENTASI 5S PADA SANDAL BATIK DI UKM MARLAN COLLECTION
- Tipe: Tugas Akhir
- Tahun: 2016
- Kota: Yogyakarta
Ringkasan Dokumen
I. PENDAHULUAN
Bagian pendahuluan tesis ini membahas latar belakang pemilihan topik, yaitu implementasi 5S di UKM Marlan Collection yang memproduksi sandal batik. Latar belakang menjelaskan pentingnya UKM bagi perekonomian Indonesia, khususnya di Yogyakarta, serta mengidentifikasi permasalahan di Marlan Collection seperti penataan area kerja yang kurang optimal, penyimpanan bahan baku yang tidak efisien, dan aktivitas yang menimbulkan pemborosan waktu. Ini kemudian dirumuskan ke dalam pertanyaan penelitian yang ingin dijawab oleh penulis, yaitu bagaimana implementasi 5S dan perbaikan metode kerja di UKM tersebut.
1.1. Latar Belakang
Sub-bab ini memberikan konteks yang relevan secara akademis dengan menghubungkan pentingnya UKM dalam perekonomian Indonesia dan DIY. Data statistik jumlah UKM di Yogyakarta mendukung relevansi penelitian ini. Penggunaan teori Heizer and Render (2009) mengenai implementasi 5S sebagai perbaikan metode kerja dan peningkatan produktivitas memberi landasan teoritis yang kuat. Deskripsi permasalahan di Marlan Collection, termasuk pemborosan waktu dan penataan yang buruk, menunjukkan kesenjangan yang ingin diatasi melalui penelitian ini. Hal ini penting secara pedagogis karena menunjukkan bagaimana teori dapat diterapkan untuk menyelesaikan masalah nyata di dunia industri.
1.2. Perumusan Masalah
Sub-bab ini merumuskan pertanyaan penelitian secara spesifik. Pertanyaan tersebut berfokus pada implementasi 5S di Marlan Collection dan bagaimana perbaikan metode kerja dapat dilakukan. Ini menunjukkan kemampuan penulis untuk mengidentifikasi inti permasalahan dan menjabarkannya menjadi pertanyaan penelitian yang terarah. Secara pedagogis, bagian ini mengajarkan pentingnya merumuskan masalah penelitian dengan jelas dan terukur untuk memastikan tujuan penelitian tercapai.
1.3. Tujuan Penelitian
Sub-bab ini menjelaskan tujuan penelitian yaitu untuk mengimplementasikan 5S dan memperbaiki metode kerja di Marlan Collection dengan tujuan utama mengurangi waktu proses pembuatan sandal batik model selop bunga. Tujuan penelitian ini sangat terukur dan spesifik, hal yang penting secara pedagogis untuk memastikan penelitian terarah dan hasil yang didapatkan dapat diinterpretasikan dengan jelas. Ini juga menunjukkan pemahaman penulis tentang hubungan antara implementasi 5S, perbaikan metode kerja, dan peningkatan efisiensi.
1.4. Batasan Masalah
Sub-bab ini mendefinisikan batasan-batasan penelitian, seperti periode penelitian, lokasi, model sandal yang diteliti, metode penilaian, dan asumsi-asumsi yang digunakan. Pembatasan ini penting untuk menjaga fokus penelitian dan kelayakannya. Secara pedagogis, bagian ini mengajarkan pentingnya batasan masalah dalam sebuah penelitian agar penelitian dapat dijalankan secara efektif dan efisien. Contohnya, pembatasan pada ukuran sandal dan proses pembuatan yang hanya sampai sandal basah menunjukkan fokus penelitian yang terarah.
II. TINJAUAN PUSTAKA DAN LANDASAN TEORI
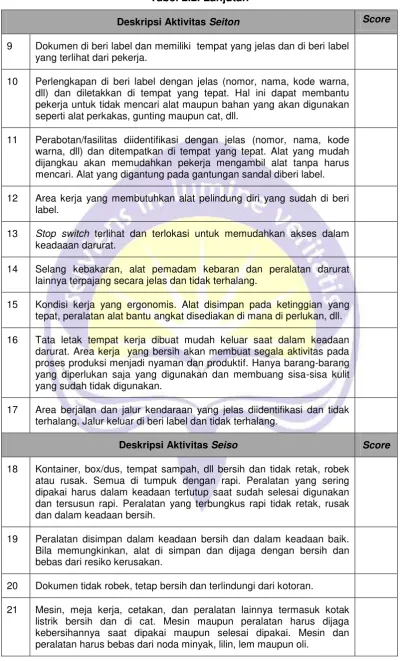
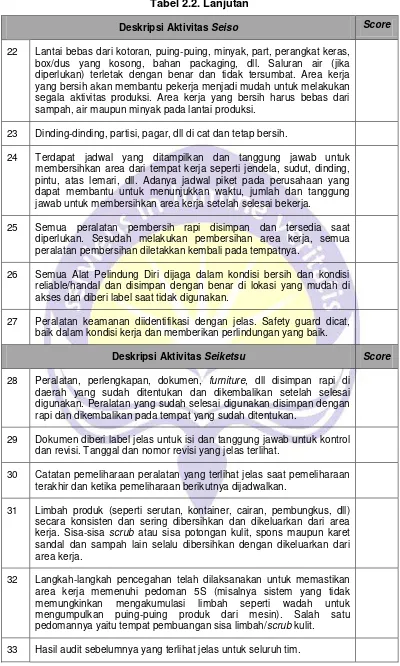
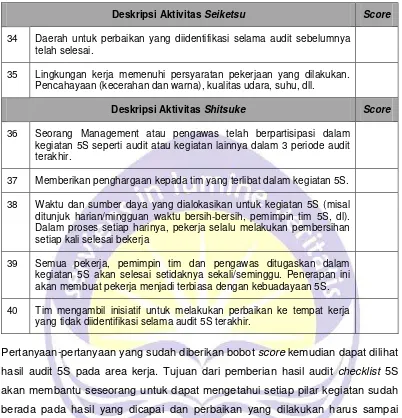
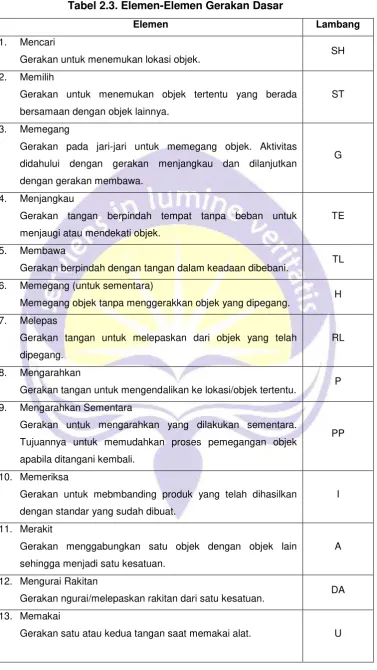
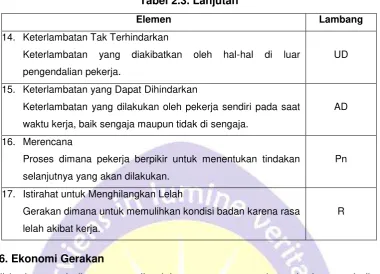
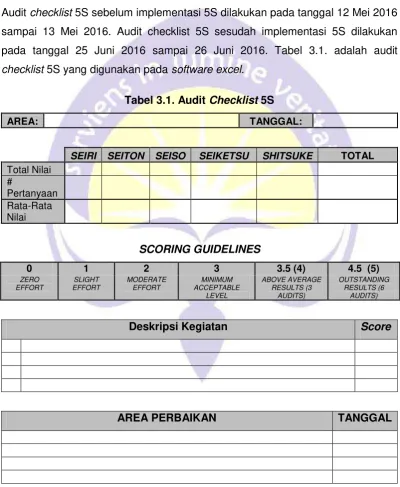
Bagian ini menyajikan tinjauan pustaka dan landasan teori yang relevan dengan topik penelitian. Tinjauan pustaka membahas studi-studi sebelumnya yang membahas implementasi 5S, perbaikan metode kerja, dan studi kasus di UKM. Landasan teori menjelaskan konsep 5S, Kaizen, dan metode analisis yang digunakan dalam penelitian. Penjelasan tentang peta kerja setempat, dan audit checklist 5S dari Todd MacAdam, memberikan kerangka teoritis yang kokoh untuk menganalisis data dan menginterpretasikan hasil.
2.1. Tinjauan Pustaka
Sub-bab ini mereview literatur terkait dengan implementasi 5S, perbaikan metode kerja, dan studi kasus di UKM. Penelitian-penelitian sebelumnya yang dikutip menunjukkan kemampuan penulis untuk mengkaji dan mensintesis literatur yang relevan. Secara pedagogis, bagian ini mengajarkan pentingnya review literatur dalam mendukung argumen dan metodologi penelitian. Pembahasan berbagai metode perbaikan metode kerja, seperti studi waktu dan gerakan, dan MOST, memperkaya wawasan akademis pembaca.
2.2. Dasar Teori
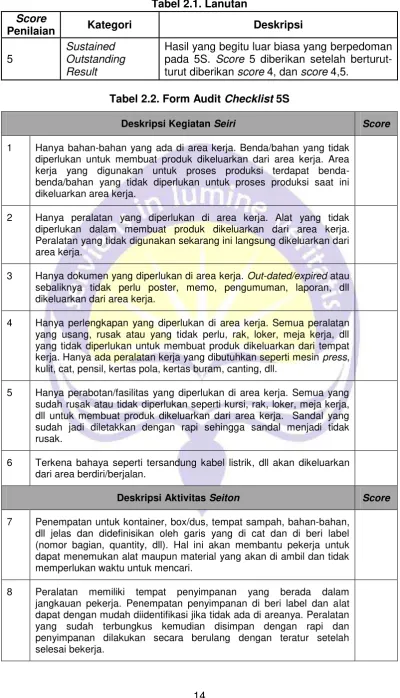
Sub-bab ini menjelaskan konsep-konsep teoritis yang mendasari penelitian, termasuk definisi dan penerapan 5S secara detail (Seiri, Seiton, Seiso, Seiketsu, Shitsuke), konsep Kaizen, dan penjelasan tentang audit checklist 5S menurut Todd MacAdam. Penjelasan yang komprehensif mengenai setiap elemen 5S, termasuk sasaran, aktivitas, dan prinsipnya, memberikan landasan teoritis yang kuat bagi analisis data. Penggunaan tabel untuk menjelaskan kategori skor penilaian 5S menunjukkan kemampuan penulis untuk menyajikan informasi secara sistematis dan mudah dipahami. Secara pedagogis, ini menunjukkan pentingnya memahami dan mengaplikasikan teori-teori manajemen dalam konteks praktis.
III. METODOLOGI PENELITIAN
Bagian metodologi menjelaskan langkah-langkah penelitian yang dilakukan, mulai dari rancangan penelitian hingga pengumpulan dan analisis data. Penjelasan mengenai metode pengumpulan data, seperti Audit Checklist 5S dan peta kerja setempat, serta metode analisis data, memberikan gambaran yang jelas tentang bagaimana penelitian ini dilakukan. Bagian ini penting secara akademis karena menunjukkan validitas dan reliabilitas penelitian.
3.1. Rancangan Penelitian
Bagian ini menjelaskan desain penelitian yang digunakan, yang mungkin berupa studi kasus kualitatif atau kuantitatif. Penjelasan yang rinci tentang metode penelitian yang digunakan penting secara akademis untuk menunjukkan bagaimana penelitian ini dirancang untuk menjawab pertanyaan penelitian yang telah dirumuskan sebelumnya. Secara pedagogis, bagian ini mengajarkan bagaimana memilih metode penelitian yang tepat dan bagaimana menjelaskan metodologi dengan rinci dan sistematis.
3.2. Tahap Pendahuluan
Bagian ini menjelaskan tahapan awal penelitian, seperti pengumpulan data awal, observasi, dan persiapan alat dan bahan yang dibutuhkan. Deskripsi rinci tentang tahapan ini penting secara akademis untuk menunjukkan bagaimana penelitian ini dijalankan secara sistematis dan terencana. Secara pedagogis, ini mengajarkan pentingnya persiapan yang matang sebelum melakukan penelitian dan bagaimana mendokumentasikan setiap tahapan penelitian.
IV. PROFIL PERUSAHAAN DAN DATA
Bagian ini memberikan gambaran umum tentang UKM Marlan Collection, termasuk sejarah, produk yang dihasilkan, dan kondisi awal tempat kerja sebelum implementasi 5S. Data yang disajikan meliputi data produksi, waktu proses, dan hasil audit checklist 5S awal. Data ini penting sebagai dasar untuk analisis dan perbandingan dengan kondisi setelah implementasi 5S.
4.1. Profil Perusahaan
Sub-bab ini menjelaskan profil Marlan Collection secara detail. Ini mencakup sejarah perusahaan, produk yang dihasilkan, lokasi, dan struktur organisasi. Informasi ini penting untuk memberikan gambaran menyeluruh tentang konteks penelitian dan memberikan konteks bagi pembaca untuk memahami permasalahan yang dihadapi oleh perusahaan. Secara pedagogis, bagian ini mengajarkan pentingnya memahami konteks perusahaan sebelum menganalisis permasalahan yang dihadapinya.
4.2. Data
Sub-bab ini menyajikan data-data yang relevan dengan penelitian, meliputi data produksi, waktu siklus setiap aktivitas, dan hasil pengamatan awal sebelum implementasi 5S. Tabel-tabel yang disajikan berisi data kuantitatif dan kualitatif yang dibutuhkan untuk menganalisis efektivitas implementasi 5S. Secara pedagogis, bagian ini mengajarkan bagaimana mengelola dan menyajikan data secara sistematis agar mudah diinterpretasikan.
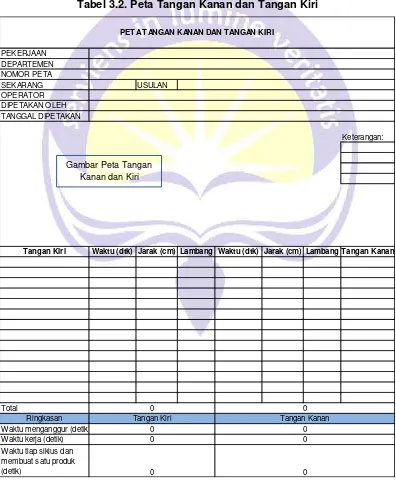
4.3. Peta Tangan Kanan dan Tangan Kiri sebelum Perbaikan Metode Kerja
Sub-bab ini memperlihatkan peta tangan kanan dan kiri sebelum perbaikan metode kerja. Hal ini penting untuk membandingkan efisiensi gerakan sebelum dan sesudah implementasi 5S. Secara pedagogis, bagian ini mengajarkan pentingnya analisis gerakan dalam perbaikan metode kerja untuk meningkatkan efisiensi dan produktivitas.
4.4. Penentuan Kategori 5S sebelum Implementasi 5S
Sub-bab ini menjelaskan bagaimana kategori 5S ditentukan sebelum implementasi. Data ini penting sebagai baseline untuk mengukur efektivitas implementasi 5S. Penjelasan rinci tentang metode penentuan kategori ini penting secara akademis untuk menunjukkan transparansi dan validitas penelitian. Secara pedagogis, bagian ini mengajarkan bagaimana mengukur dan menganalisis kondisi awal sebelum melakukan intervensi.
V. ANALISIS DATA DAN PEMBAHASAN
Bagian ini menganalisis data yang telah dikumpulkan dan membahas temuan-temuan penelitian. Analisis meliputi hasil audit checklist 5S sebelum dan setelah implementasi, perbaikan metode kerja, dan perubahan waktu proses. Pembahasan menjelaskan implikasi dari temuan-temuan penelitian dan menjawab pertanyaan penelitian yang telah diajukan.
5.1. Analisis Hasil Audit Checklist 5S sebelum Implementasi 5S
Analisis ini menunjukkan kondisi awal penerapan 5S di UKM Marlan Collection sebelum dilakukan intervensi. Ini penting untuk memberikan gambaran baseline mengenai kondisi perusahaan dan untuk membandingkan dengan hasil setelah implementasi 5S. Secara pedagogis, bagian ini mengajarkan bagaimana melakukan pengukuran dan analisis data awal sebagai dasar untuk menilai keberhasilan implementasi program perbaikan.
5.2. Analisis Implementasi 5S
Bagian ini menganalisis proses implementasi 5S di Marlan Collection, termasuk langkah-langkah yang diambil, kendala yang dihadapi, dan solusi yang diterapkan untuk setiap pilar 5S. Secara pedagogis, bagian ini mengajarkan proses implementasi program perbaikan secara bertahap dan sistematis serta bagaimana mengatasi kendala yang mungkin muncul selama proses implementasi.
5.3. Audit Checklist setelah Implementasi 5S
Analisis ini menunjukkan kondisi penerapan 5S di Marlan Collection setelah intervensi dilakukan. Ini penting untuk membandingkan dengan kondisi awal dan untuk menilai keberhasilan implementasi 5S. Secara pedagogis, bagian ini mengajarkan bagaimana melakukan pengukuran dan analisis data setelah implementasi program perbaikan untuk menilai tingkat keberhasilan program.
5.4. Perbaikan Metode Kerja
Bagian ini menganalisis perubahan metode kerja yang dilakukan setelah implementasi 5S. Analisis ini meliputi perubahan dalam urutan kerja, penggunaan alat, dan gerakan-gerakan yang dilakukan. Secara pedagogis, bagian ini mengajarkan bagaimana melakukan analisis dan perbaikan metode kerja untuk meningkatkan efisiensi dan produktivitas.
5.5. Waktu Proses Pembuatan Sandal Batik Model Selop Bunga
Bagian ini menganalisis perubahan waktu proses pembuatan sandal batik setelah implementasi 5S. Perbandingan waktu proses sebelum dan setelah implementasi menunjukkan tingkat keberhasilan program perbaikan. Secara pedagogis, bagian ini mengajarkan bagaimana melakukan pengukuran dan analisis data untuk menilai dampak program perbaikan terhadap efisiensi dan produktivitas.
VI. KESIMPULAN DAN SARAN
Bagian ini menyimpulkan temuan-temuan penelitian dan memberikan saran-saran untuk penelitian selanjutnya. Kesimpulan menjawab pertanyaan penelitian yang diajukan di bagian pendahuluan. Saran memberikan rekomendasi untuk perbaikan dan pengembangan implementasi 5S di UKM Marlan Collection dan untuk penelitian selanjutnya.
6.1. Kesimpulan
Bagian ini merangkum temuan-temuan utama penelitian dan menjawab pertanyaan penelitian yang telah dirumuskan sebelumnya. Kesimpulan harus jelas, ringkas, dan didukung oleh data dan analisis yang telah disajikan. Secara pedagogis, bagian ini mengajarkan bagaimana menulis kesimpulan yang efektif dan ringkas.
6.2. Saran
Bagian ini memberikan saran-saran berdasarkan temuan-temuan penelitian, baik untuk UKM Marlan Collection maupun untuk penelitian selanjutnya. Saran harus relevan, spesifik, dan dapat diimplementasikan. Secara pedagogis, bagian ini mengajarkan bagaimana memberikan saran yang konstruktif dan bernilai.
Referensi Dokumen
- Gambar 5.51. Membuat Bunga ( Noviyanti Srilestari )
- Gambar 5.53. Memotong Spons ( Noviyanti Srilestari )
- Gambar 5.54. Membolongi Spons ( Noviyanti Srilestari )