ii
LIFE CYCLE ASSESSMENT OF SUGAR AT PT PG RAJAWALI II UNIT PG SUBANGIkawati Purwaningsih
Department of Agroindustrial Technology, Faculty of Agricultural Technology, Bogor Agricultural University, IPB Dramaga Campus, PO Box 220, West Java, Indonesia.
Email: [email protected]
ABSTRACT
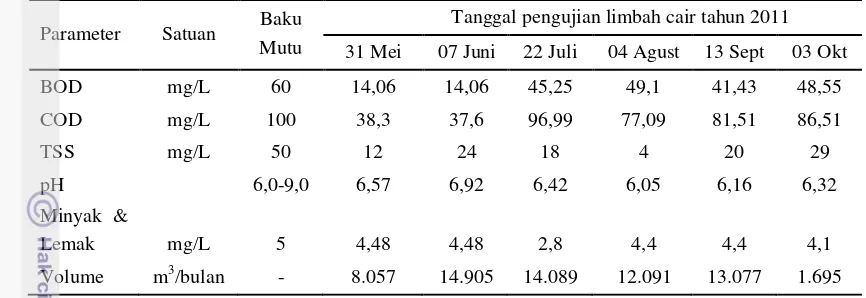
National sugar industry holds an important role to meet the growing demand for sugar. Along with economic growth and technological progress, the activities of sugar production can cause an impact on the environment. Identification life cycle of sugar production process involves the use of raw materials and energy are needed to determine the efficiency of production and then analyzed for the environmental impact. Based on inventory data from sugar plant, the productivity of sugar cane as raw material was 787 tons of cane / hectare, but its realization was only 690 tons of cane / hectare or 87.67% of the target. The use of energy in the steam plant from bagasse combustion, the energy generated by bagasse of 2.83 x 1011 kcal, but the realization of 1.94 x 1011 kcal or 68, 55% of the target. It indicates that the efficiency of steam decreased. Effluent of liquid waste at sugar plant exceeds the quality standard that has been established, it is associated with efficiency in production processes that less optimal. Based on the inventory analysis showed that efficiency in the use of raw materials and energy are influenced by the life cycle starting from the gardens until sugar processing in the factory which will have implications on the environmental impact.
iii
Ikawati Purwaningsih. F34080053. Penilaian daur Hidup (Life Cycle Assessment) Gula Pada PT PG Rajawali II Unit PG Subang. Dibawah bimbingan Mohamad Yani. 2012RINGKASAN
Industri gula nasional memegang peranan penting untuk dapat memenuhi tingkat permintaan gula yang terus meningkat dengan kualitas yang baik untuk dapat bersaing dengan gula impor yang saat ini membanjiri pasaran di Indonesia. Permasalahan yang sedang dihadapi pabrik gula di Indonesia adalah tidak terpenuhinya produksi gula sesuai dengan kapasitas produksinya yang disebabkan karena terjadinya inefisiensi, baik di luar maupun di dalam pabrik. Oleh karena itu, pemerintah menuntut industri gula untuk mengembangkan dan meningkatkan kinerja dari industri gula tersebut. Seiring dengan pertumbuhan ekonomi dan kemajuan teknologi, kegiatan produksi gula dapat menyebabkan dampak terhadap lingkungan. Untuk mengurangi dampak lingkungan yang timbul pada proses produksi gula, perlu dilakukan analisa daur hidup gula agar lebih efisien. Alat pengelolaan lingkungan yang dapat menghitung beban lingkungan dan dampak potensialnya di dalam seluruh daur hidup produk, proses atau kegiatannya adalah metode Life Cycle Assessment (LCA).
Tujuan dari penelitian ini adalah untuk mengidentifikasi siklus hidup gula di PG Subang, menginvetarisasi konsumsi bahan tambahan dan energi pada tiap tahapan proses, dan mengidentifikasi limbah dan dampak terhadap lingkungan yang ditimbulkan. Metode LCA dalam penelitian ini terdiri atas 4 fase utama, yaitu definisi tujuan dan ruang lingkup (goal and scope definition), menginventarisasi input dan output (life cycle inventory), perkiraan dampak lingkungan dari semua input dan output (life cycle assessment), dan interpretasi hasil yang disebut improvement analysis. Data yang digunakan dalam penelitian ini berasal dari data primer yang diperoleh dari hasil wawancara dan observasi lapang di PG Subang, serta data sekunder yang berupa data penggunaan bahan tambahan, dan energi di PG Subang.
Siklus hidup gula di PG Subang dimulai dari proses ekstraksi tebu hingga menghasilkan produk gula SHS. Dalam tiap tahapan proses produksinya dihasilkan limbah dan produk samping. Limbah yang dihasilkan berdasarkan siklus hidup gula di PG Subang berupa limbah padat, limbah cair, dan limbah udara, namun limbah tersebut dapat dimanfaatkan kembali. Untuk limbah padat, ampas tebu digunakan untuk bahan bakar boiler yang akan menghasilkan gas CO2 yang kemudian
akan diserap kembali oleh tanaman tebu, sedangkan blotong dimanfaatkan sebagai pupuk organik untuk tanaman tebu. Limbah cair yang dihasilkan dari proses produksi gula dapat berupa uap air hasil proses penguapan, dimana uap air tersebut akan digunakan kembali sebagai air umpan untuk boiler, serta limbah cair lainnya yang berasal dari limbah proses produksi akan diolah di IPAL sehingga dapat dimanfaatkan untuk pengairan tebu.
Analisis inventori yang dilakukan meliputi input dan output bahan baku, bahan tambahan, energi, limbah, dan produk samping yang dihasilkan selama siklus daur hidup gula. Dengan dilakukan analisis inventori dapat diketahui terjadinya inefisiensi yang ditunjukkan berdasarkan loss
iv
Untuk penggunaan belerang dan kapur tohor sudah tepat, hanya saja untuk penggunaan flokulan terlalu banyak yaitu 5 ppm sehingga biaya produksi semakin meningkat. Di stasiun penguapan tidak terjadi loss, namun brix nira kental yang dihasilkan masih rendah yaitu 52,88 %, hal ini mengakibatkan nira yang dihasilkan tidak maksimal. Loss yang dihasilkan di stasiun kristalisasi dan sentrifugasi sebesar 5.728,16 ton, hal ini disebabkan karena banyaknya nira yang belum terkristalkan dan rendahnya pol dalam pan masakan, hal ini dipengaruhi oleh keakuratan dalam proses kristalisasi terhadap suhu dan waktu yang kurang optimal.Penggunaan energi pada proses produksi gula berasal dari bahan bakar, listrik, dan uap. Kendala yang dihadapi diantaranya terjadinya berhenti giling yang mengakibatkan pasokan ampas untuk bahan bakar boiler menjadi berkurang sehingga diperlukan suplesi bahan bakar tambahan yaitu IDO (Industrial Diesel Oil) yang biayanya lebih besar sehingga biaya produksi meningkat. Hal ini dipengaruhi oleh pol dan kadar air ampas yang masih tinggi yaitu 2,66 % dan 52,08 % sehingga nilai kalor ampas menjadi rendah dan tidak mencukupi untuk kebutuhan pembakaran di boiler. Untuk penggunaan listrik dan uap juga dipengaruhi oleh pasokan ampas dari stasiun gilingan, efisiensi listrik di PG Subang sebesar 18,94 %, dan efisiensi uap sebesar 58,94 %. Hal ini dipengaruhi oleh kinerja di stasiun gilingan serta terjadinya pemborosan energi yang ditunjukkan dengan masih banyaknya uap yang terbuang dan kebocoran pada saluran uap.
Dampak yang terjadi akibat adanya loss yang dihasilkan diantaranya: produk gula SHS yang dihasilkan menjadi lebih sedikit, banyaknya zat gula (pol) yang terbawa pada limbah maupun produk samping seperti pada ampas tebu dan blotong, sanitasi yang kurang baik sehingga memungkinkan timbulnya mikroorganisme yang dapat mempengaruhi kualitas gula yang dihasilkan, terjadinya jam berhenti giling yang mengakibatkan rendemen menurun dan limbah yang dihasilkan semakin meningkat, serta emisi gas rumah kaca yang dihasilkan dari pemakaian IDO semakin tinggi. Selain itu, banyaknya ampas yang dihasilkan tidak seluruhnya digunakan untuk pembakaran di boiler yang mengakibatkan banyaknya ampas yang diletakkan di luar gudang ampas yang dapat menyebabkan gangguan saluran pernafasan karena banyaknya partikel ampas yang beterbangan, hal ini juga dapat mempengaruhi kualitas ampas untuk pembakaran di boiler karena kadar air dalam ampas dapat menurun akibat terkena hujan jika ampas diletakkan di luar gudang ampas.
1
I.
PENDAHULUAN
A.
LATAR BELAKANG
Sebagai negara agraris, Indonesia mengupayakan untuk memajukan sektor pertanian. Salah satu komoditi yang dikembangkan adalah tebu. Komoditi tebu merupakan salah satu tanaman penghasil gula yang di dalamnya terkandung sukrosa yang kemudian dikristalkan menjadi gula kristal. Pemanfaatan gula tidak hanya terbatas untuk bahan konsumsi langsung tetapi juga digunakan sebagai bahan pembantu di berbagai industri makanan, minuman, kosmetik dan farmasi. Saat ini tingkat konsumsi gula dalam negeri belum bisa sepenuhnya dipenuhi oleh industri gula dalam negeri, oleh karena itu impor gula masih diberlakukan. Industri gula nasional memegang peranan penting untuk dapat memenuhi tingkat permintaan gula yang terus meningkat dengan kualitas yang baik untuk dapat bersaing dengan gula impor dari luar negeri yang saat ini membanjiri pasaran di Indonesia.
Permasalahan yang sedang dihadapi pabrik gula di Indonesia adalah tidak terpenuhinya produksi gula sesuai dengan kapasitas produksinya, hal ini disebabkan karena terjadinya inefisiensi baik di luar maupun di dalam pabrik. Terjadinya inefisiensi di pabrik gula dipengaruhi oleh produktivitas pabrik gula, salah satu faktor penyebabnya adalah teknologi yang digunakan sudah tua dan masih ada yang berasal dari peninggalan Belanda. Oleh karena itu, pemerintah menuntut industri gula untuk mengembangkan dan meningkatkan kinerja dari industri gula tersebut dengan peningkatan penggunaan bahan baku, energi, mesin dan peralatan, serta sumber daya lain, hal ini dapat dilakukan dengan menerapkan manajemen perusahaan yang baik.
Seiring dengan pertumbuhan ekonomi dan kemajuan teknologi, kegiatan produksi gula dapat menyebabkan dampak terhadap lingkungan. Untuk mengurangi dampak lingkungan yang mungkin timbul pada proses produksi gula, perlu dilakukan analisis daur hidup gula agar lebih efisien. Analisis yang dilakukan yaitu dengan menghitung kebutuhan dan penggunaan bahan baku, bahan tambahan, dan energi dengan mempertimbangkan dampak lingkungan yang ditimbulkan. Hal ini dapat dilakukan pengkajian menggunakan metode Life Cycle Assessment (LCA). Metode LCA dapat digunakan untuk mengevaluasi dampak lingkungan yang terjadi pada seluruh siklus hidup pada gula, hal ini akan berdampak positif karena dapat mengetahui sumber-sumber pencemaran pada industri gula sehingga kinerja pabrik dapat optimal dan efisien.
2
B.
TUJUAN PENELITIAN
Tujuan penelitian ini adalah :
1. Mengidentifikasi siklus hidup gula pada industri gula tebu.
2. Menginventarisasi konsumsi bahan tambahan dan energi pada setiap tahapan proses.
3. Mengidentifikasi limbah yang dihasilkan dan dampak terhadap lingkungan yang ditimbulkan.
C.
MANFAAT PENELITIAN
Hasil penelitian ini diharapkan dapat memberikan solusi yang tepat dalam menganalisis penggunaan bahan tambahan dan energi sesuai dengan metode LCA (Life Cycle Assessment) agar dalam proses produksi gula tebu berjalan secara efisien dan dapat mengurangi dampak negatif terhadap lingkungan.
D.
RUANG LINGKUP PENELITIAN
3
II.
TINJAUAN PUSTAKA
A.
TANAMAN TEBU
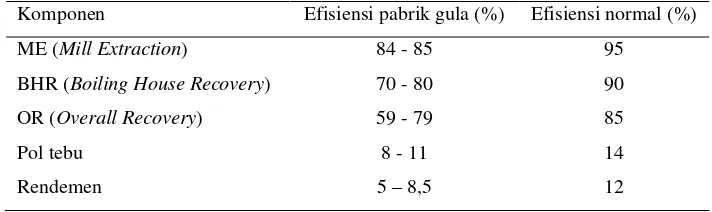
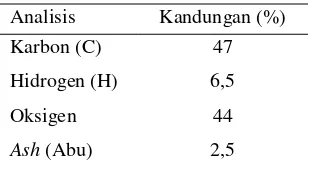
Bahan baku dalam proses produksi gula adalah tanaman tebu. Komoditas tebu (Saccharum officinarum L.) adalah tanaman industri yang tergolong musiman dan termasuk keluarga rumputan (Graminae). Tanaman tebu merupakan tanaman perkebunan semusim dimana di dalam batangnya terdapat suatu cairan yang memiliki rasa manis yang disebut nira. Nira inilah yang kemudian akan diolah menjadi gula. Saccharum officinarum adalah spesies tebu yang banyak digunakan untuk produksi gula, kelebihannya adalah mengandung banyak sukrosa, kandungan sabut rendah, daunnya lebih lebar, dan berbatang besar. Selain itu, Saccharum officinarum berdaya tunas tinggi pada keadaan tanah dan iklim yang cocok, dan umumnya beradaptasi dengan baik di daerah tropis. Komponen yang terdapat di dalam batang tebu dapat dilihat pada Tabel 1.
Tabel 1. Komponen-komponen dalam batang tebu
Sumber: Misran (2005)
Tebu-tebu dari perkebunan diolah menjadi gula di pabrik-pabrik gula (PG). Dalam proses produksi di pabrik gula, ampas tebu (bagasse) yang dihasilkan sebesar 35 - 40 % dari setiap tebu yang diproses, namun yang termanfaatkan hanya 5%, sisanya berupa tetes tebu (molasses), blotong, dan air. Selama ini, produk utama yang dihasilkan dari tebu adalah gula, sementara hasil samping yang lain tidak begitu diperhatikan, kecuali tetes tebu yang sudah lama dimanfaatkan untuk pembuatan etanol dan bahan pembuatan monosodium glutamate (MSG), serta ampas tebu yang dimanfaatkan untuk makanan ternak, bahan baku pembuatan pupuk, pulp, particle board, dan untuk bahan bakar boiler di pabrik gula. Pemanfaatan limbah dan produk samping masih terbatas dan nilai ekonomi yang diperoleh juga belum tinggi, sedangkan limbah dalam proses produksi gula seperti blotong dan abu ketel banyak yang terbuang percuma, bahkan untuk pembuangan limbahnya masih menimbulkan pencemaran lingkungan sehingga dapat menambah pengeluaran di pabrik gula (Misran 2005).
Tanaman tebu dapat menghasilkan berbagai produk yang bermanfaat bagi manusia. Secara keseluruhan, pemanfaatan hasil samping industri gula tebu dapat dilihat pada Lampiran 1. Selama ini pemanfaatan tebu selalu diidentikan dengan industri gula, sudah saatnya paradigma tersebut bergeser menjadi industri tebu. Dengan paradigma baru ini, diharapkan dapat memacu petani untuk kembali mengusahakan perkebunan tebu, disamping dapat menambah pendapatan di pabrik gula, juga dapat menambah kesempatan kerja sehingga pengangguran dapat dikurangi (Misran 2005).
Komponen Jumlah (%)
Monosakarida Sukrosa Zat-zat organik Zat-zat anorganik Sabut
Air Bahan lain
0,5 – 1,5 11 - 19 0,5 – 1,5
0,15 11 - 19 65 - 75
4
B.
GULA
Gula merupakan salah satu bahan pemanis yang dapat dihasilkan dari berbagai jenis bahan seperti tebu, bit, jagung, kelapa, dan bahan lainnya. Gula pasir merupakan jenis yang paling banyak diproduksi di Indonesia yang diperoleh dari hasil ekstraksi dan pemurnian dari tanaman tebu (Moerdokusumo 1993). Gula termasuk golongan karbohidrat yang merupakan sumber energi bagi aktivitas manusia, ada dua jenis gula yaitu monosakarida dan disakarida. Monosakarida adalah bentuk paling sederhana dari karbohidrat, contohnya glukosa dan fruktosa, sedangkan disakarida tersusun dari dua atau lebih monosakarida, contohnya sukrosa.
Sukrosa merupakan disakarida yang tersusun dari monomer-monomer berupa unit glukosa dan fruktosa dengan rumus molekul C12H22O11. Sukrosa adalah senyawa yang mudah larut dalam air,
faktor yang mempengaruhi daya larutnya antara lain: suhu, zat lain yang terlarut, serta sifat zat tersebut. Semakin tinggi suhu dalam air, maka semakin tinggi pula sukrosa tersebut. Kelarutan sukrosa dalam nira tebu tidak hanya dipengaruhi oleh suhu, namun dipengaruhi pula oleh kemurnian dan sifat bahan bukan sukrosa (Paryanto et al. 1999). Struktur molekul sukrosa dapat dilihat pada Gambar 1.
Gambar 1. Struktur molekul sukrosa (Anonim 1992)
Sukrosa merupakan disakarida yang dibentuk dari sebuah molekul α-D-glukosa dan molekul β -D-fruktosa yang dihubungkan oleh ikatan α-1,4-glikosidik. Ketika ikatan α-1,4-glikosidik terputus oleh reaksi hidrolisis, maka akan terbentuk campuran glukosa dan fruktosa. Sukrosa dapat dihidrolisis dengan bantuan enzim invertase. Reaksi hidrolisis sukrosa menjadi glukosa dan fruktosa dengan bantuan enzim invertase dapat dilihat pada Gambar 2.
enzim invertase
+ H2O +
sukrosa air glukosa fruktosa
Gambar 2. Reaksi hidrolisis sukrosa dengan bantuan enzim invertase (Anonim 1992)
C.
PROSES PRODUKSI GULA
5
1.
Ekstraksi Nira
Nira tebu yang mengandung sukrosa diperoleh dari tebu yang diperah dalam mesin penggiling setelah melalui proses pra-pengolahan dalam crusher atau unit pencacah tebu yang berfungsi untuk mempermudah proses ekstraksi berikutnya. Semua zat yang larut dalam air tebu akan terperah keluar dan yang tersisa adalah ampas (Moerdokusumo 1993).
2.
Pemurnian Nira
Pelaksanaan pemurnian dalam pembuatan gula dibedakan menjadi 3 macam yaitu:
a. Proses Defekasi
Pemurnian cara defekasi adalah cara pemurnian yang paling sederhana, bahan pembantu yang digunakan hanya berupa kapur tohor. Kapur tohor digunakan untuk menetralkan asam-asam yang terdapat dalam nira. Nira yang telah diperoleh dari mesin penggiling diberi kapur hingga diperoleh nilai pH sedikit alkalis (pH 7,2). Nira yang telah diberi kapur kemudian dipanaskan sampai mendidih, kemudian endapan yang terjadi dipisahkan.
b. Proses Sulfitasi
Proses pemurnian dengan cara sulfitasi dilakukan dengan pemberian kapur secara berlebihan. Kelebihan kapur ini dinetralkan kembali dengan gas sulfit (SO2). Penambahan gas SO2 menyebabkan
SO2 bergabung dengan CaO membentuk CaSO3 yang mengendap. Gas SO2 dapat memperlambat
reaksi antara asam amino dan gula reduksi yang dapat mengakibatkan terbentuknya zat warna gelap pada nira. Gas SO2 dalam larutan asam dapat mereduksi ion ferri sehingga menurunkan efek oksidasi.
Pelaksanaan proses sulfitasi adalah sebagai berikut: - Sulfitasi dingin
Nira mentah disulfitasi sampai pH 3,8 kemudian diberi kapur sampai pH 7. Setelah itu dipanaskan sampai mendidih dan kotorannya diendapkan.
- Sulfitasi panas
Pada proses sulfitasi terbentuk garam CaSO3 yang lebih mudah larut dalam keadaan dingin
sehingga ketika dipanaskan akan terjadi endapan pada pipa pemanas. Untuk mencegah hal ini, pelaksanaan proses sulfitasi dimodifikasi dengan cara nira mentah dipanaskan sampai 70 – 80 oC, disulfitasi, ditambahkan kapur, dipanaskan hingga mendidih kemudian diendapkan.
- Pengapuran sebagian dan sulfitasi
Apabila pada proses sulfitasi panas tidak dapat memberikan hasil yang baik maka dilakukan modifikasi, yaitu dengan cara pengapuran pertama sampai pH 8,0 dan pemanasan sampai 50 - 70 oC, sulfitasi sampai pH 5,1 - 5,3 dan pengapuran kedua sampai pH 7,0 - 7,2 kemudian dilanjutkan dengan pemanasan sampai mendidih sampai terjadi pengendapan (Hugot 1960).
Pelaksanaan sulfitasi dipandang dari sudut kimia dibagi menjadi 3 yaitu : - Sulfitasi Asam
Nira mentah disulfitasi dengan SO2 sehingga dicapai pH nira 3,2 kemudian ditambahkan
larutan kapur hingga pH 7,0 – 7,3. - Sulfitasi Alkalis
Pemberian larutan kapur hingga pH nira 10,5 kemudian ditambahkan SO2 hingga pH nira
6
- Sulfitasi Netral
Pemberian larutan kapur hingga pH nira 8,5 kemudian ditambahkan gas SO2 sehingga pH nira
menjadi 7,0 – 7,3 (Halim 1973). c. Proses Karbonatasi
Proses karbonatasi merupakan metode yang paling baik dibandingkan dengan proses defekasi dan sulfitasi. Bahan pembantu yang digunakan pada proses pemurnian nira dengan karbonatasi adalah susu kapur dan gas CO2. Setelah ditambahkan susu kapur secara berlebihan, kemudian ditambahkan
gas CO2 yang berfungsi untuk menetralkan kelebihan susu kapur sehingga kotoran-kotoran yang
terdapat dalam nira akan diikat, reaksinya adalah sebagai berikut :
Ca(OH)2 + CO2 CaCO3_+ H2O
Terbentuknya endapan CaCO3 yang banyak, mengakibatkan endapan dapat dengan mudah
dipisahkan (Hugot 1960).
3.
Penguapan
Nira yang telah mengalami proses pemurnian masih mengandung air, air ini harus dipisahkan dengan menggunakan alat penguap. Penguapan adalah suatu proses menghilangkan zat pelarut dari dalam larutan dengan menggunakan panas. Zat pelarut dalam proses penguapan nira adalah air, apabila nira dipanaskan maka akan terjadi penguapan molekul air. Akibat penguapan ini, nira akan menjadi kental. Sumber panas yang digunakan adalah uap panas (Soejardi 1977).
4.
Kristalisasi
Proses kristalisasi adalah suatu proses dimana dilakukan pengkristalan gula dari larutan yang mengandung gula. Dalam larutan encer, jarak antara molekul satu dengan yang lain masih cukup besar, kemudian pada proses penguapan jarak antara masing-masing molekul dalam larutan tersebut saling mendekat, apabila jaraknya sudah cukup dekat maka masing-masing molekul dapat saling tarik menarik. Apabila di sekitarnya terdapat sukrosa yang menempel, keadaan ini disebut sebagai larutan jenuh. Pada tahap selanjutnya, bila kepekatan naik maka molekul-molekul dalam larutan akan dapat saling bergabung dan membentuk rantai-rantai molekul sukrosa, sedangkan pada pemekatan lebih tinggi maka rantai-rantai sukrosa tersebut akan dapat saling bergabung pula dan membentuk suatu kerangka atau pola kristal sukrosa.
5.
Pengeringan
Gula yang keluar dari proses kristalisasi akan masuk ke stasiun putaran dengan menggunakan
7
D.
SUMBER DAN DAMPAK PENCEMARAN DI PABRIK GULA
Pabrik gula merupakan salah satu industri yang mengolah bahan pertanian menjadi produk jadi berupa gula SHS (Super High Sugar) atau GKP (Gula Kristal Putih). Proses produksi gula tidak terlepas dari limbah (waste) dan produk samping (by-product) yang dihasilkan selama proses berjalan. Limbah yang dihasilkan pabrik gula merupakan limbah yang didominasi oleh bahan-bahan organik, walaupun tidak menutup kemungkinan menghasilkan limbah anorganik (persentasenya kecil). Limbah yang dihasilkan di pabrik gula terbagi menjadi beberapa jenis dan dilakukan penanganan yang berbeda antara satu jenis limbah dengan limbah yang lainnya. Jenis limbah yang dihasilkan pada produksi gula ini berupa limbah cair, limbah padat, limbah udara, dan limbah B3 (Bahan Berbahaya dan Beracun).
Limbah udara yang dihasilkan berasal dari pembakaran boiler serta dari alat transportasi. Emisi partikulat dihasilkan dari gas buang boiler karena bahan bakar yang digunakan berupa padatan (ampas). Selain itu, beberapa pabrik gula juga mengalami masalah dengan debu ampas yang cukup halus, sedangkan limbah gas, yakni SO2, NOx, dan CO2 umumnya tidak melebihi ambang batas.
Limbah selanjutnya adalah limbah B3 yang terdiri dari oli bekas, aki bekas, lap majun, dan lampu TL yang disimpan di tempat penyimpanan sementara limbah B3. Oli bekas dan aki bekas berasal dari stasiun gilingan, mesin-mesin produksi, genset dan workshop (operasional kendaraan dan alat berat). Lap majun diperoleh dari lap bekas pembersihan mesin, pompa, oli, dan lain-lain. Lampu TL diperoleh dari lampu yang sudah rusak atau mengalami gangguan sehingga tidak bisa digunakan kembali.
Limbah padat yang dihasilkan diantaranya, abu, blotong, dan ampas. Abu merupakan limbah yang dihasilkan dari pembakaran boiler, blotong merupakan limbah padat dari proses penyaringan (Rotary Vacuum Filter), dan ampas yang merupakan limbah hasil pemerahan nira pada stasiun gilingan. Limbah cair yang dihasilkan terbagi menjadi dua bagian, yaitu limbah cair berat dan limbah cair ringan. Limbah cair berat merupakan limbah cair dengan kadar organik tinggi sedangkan limbah cair ringan merupakan limbah cair yang mengandung kadar organik rendah (LPP 2006). Walaupun menghasilkan limbah padat, cair, gas, dan B3, masalah lingkungan utama yang dihadapi pabrik gula adalah yang berkaitan dengan limbah cair, baik karena volume maupun konsentrasi polutannya. Pengolahan tebu menjadi gula dapat menghasilkan limbah cair sebanyak 1-2 m3/ton tebu. Daftar limbah cair pabrik gula dan sifatnya dapat dilihat pada Tabel 2. Limbah padat pabrik gula berupa ampas, blotong, dan sisa ampas yang tidak habis dipakai sebagai bahan bakar. Penanganan limbah padat relatif lebih mudah dibandingkan limbah yang lain (LPP 2006). Sumber limbah di pabrik gula dapat dilihat pada Lampiran 2.
Limbah pabrik gula dapat menimbulkan dampak terhadap lingkungan jika tidak ditangani secara tepat karena mengandung sejumah besar karbohidrat, protein, lemak, dan sisa-sisa bahan kimia yang digunakan baik dalam pengolahan dan pembersihan. Masalah-masalah yang mungkin timbul dalam operasi pabrik gula (LPP 2006) adalah :
1. Polusi pada badan air akibat kontaminasi dan deoksigenisasi oleh efluen limbah cair 2. Pabrik gula yang langsung dibuang atau tidak ditangani secara memadai
3. Bau menyengat akibat biodegradasi limbah dalam bentuk gas hidrogen sulfida (H2S)
4. Suburnya tumbuhan ganggang sepanjang aliran sebagai akibat banyaknya sisa-sisa nutrien seperti phospor dan nitrogen
5. Terganggunya fotosintesis pada ekosistem air karena tumpahan minyak ke badan utama air 6. Efek hujan asam akibat emisi gas SO2
8
Tabel 2. Limbah cair di pabrik gula dan sifat-sifatnya
Sumber Pencemar Potensi Pencemaran Sifat
Stasiun gilingan - Minyak - Nira
- Air pendingin
tinggi tinggi rendah
mengapung larut, pH < 5,5 suhu normal Stasiun Pemurnian
- Nira
- Pendingin vacuum filter
- Pendingin sublimator
tinggi rendah
tinggi
larut, pH < 6,5 suhu normal suhu 60 – 70 oC Stasiun Penguapan
- Nira - Soda
- Pendingin kondensor
tinggi tinggi rendah
pH netral basa
suhu > 40 oC Stasiun Kristalisasi
- Larutan gula
- Pendingin kondensor
tinggi rendah
pH < 6 suhu > 40 oC Palung Pendingin
- Air
- Larutan gula
rendah tinggi
suhu normal pH < 6 Laboratorium
- Nira - Larutan gula - Bahan kimia lain
tinggi tinggi rendah
pH < 6 pH < 7 bervariasi, Pb Boiler
- Air kurasan - Abu dalam air
rendah rendah
suhu > 90 oC pH > 8, mengendap Stasiun Pembangkit Listrik
- Minyak tinggi mengapung
Sumber : LPP (2006)
E.
LIFE CYCLE ASSESSMENT
(LCA)
Penilaian daur hidup (Life Cycle Assessment/LCA) adalah suatu metode pengukuran dampak suatu produk tertentu terhadap ekosistem yang dilakukan dengan mengidentifikasikan, mengukur, menganalisis, dan menakar besarnya konsumsi energi, bahan baku, emisi serta faktor-faktor lainnya yang berkaitan dengan produk tersebut sepanjang siklus hidupnya (Curran 1996). Siklus hidup suatu produk dimulai dari bahan baku yang diambil dari alam, diproses di pabrik, digunakan oleh konsumen sampai menjadi limbah yang dibuang kembali ke alam. Pada setiap tahapan siklus hidup akan mengkonsumsi sumber daya dan menghasilkan emisi atau limbah, dan dampak lingkungan tiap tahapan dalam siklus hidup produk tersebut perlu diketahui. Dalam suatu sistem industri terdapat input dan output, input dalam sistem berupa material-material yang diambil dari lingkungan dan outputnya akan dibuang ke lingkungan kembali. Input dan output sistem industri ini akan menghasilkan dampak terhadap lingkungan. Pengambilan input material yang berlebihan akan mengakibatkan semakin berkurangnya persediaan di alam, sedangkan hasil keluaran dari sistem industri yang berupa limbah (padat, cair, dan udara) akan memberi dampak negatif terhadap lingkungan. Dengan menerapkan metode LCA diharapkan dapat dilakukan evaluasi untuk meminimalkan pengambilan material dari lingkungan dan limbah industri yang dihasilkan (Megasari
9
LCA dapat digunakan untuk menangani dampak lingkungan dari produk, proses atau aktifitas dalam seluruh siklus hidup mulai dari ekstraksi material mentah, proses produksi, transportasi, penggunaaan, dan pembuangan akhir. Manfaat penerapan konsep LCA (Megasari et al. 2008) adalah: 1. Perbaikan produk: LCA dapat mengidentifikasi pilihan biaya paling efisien dan efektif bagi pengurangan dampak lingkungan dari produk atau jasa. Perbaikan ini dapat membuat produk lebih diinginkan oleh konsumen.
2. Perbaikan proses: LCA dapat diterapkan untuk mengevaluasi operasi atau proses produksi perusahaan. Hal ini merupakan metode yang berguna untuk menghitung sumber daya dan penggunaan energi. Manfaat LCA dapat menawarkan pilihan bagi perbaikan efisiensi seperti meminimalkan limbah, penggunaan sumber daya lebih sedikit, dan memperbaiki kualitas proses. 3. Perencanaan strategis: LCA dapat digunakan sebagai perencanaan strategis. Jika peraturan
lingkungan dan harapan lingkungan meningkat, akan mengakibatkan peningkatan tekanan terhadap perusahaan untuk memperbaiki kinerja operasinya.
Komponen utama LCA dapat dibagi menjadi empat bagian, yaitu: 1. Tujuan dan cakupan (Goal and Scoping)
Tujuan dan cakupan perlu dilakukan untuk dilakukan inventarisasi kegiatan yang diperkirakan dapat menimbulkan dampak penting yang ditimbulkan oleh proses atau produk tertentu terhadap lingkungan.
2. Analisis inventori (Inventory Analysis)
Analisis inventori merupakan bagian LCA yang berisi inventori input yang berupa energi maupun bahan baku, dan output emisi maupun limbah. Pada proses ini dilakukan pengumpulan data kuantitatif untuk menentukan level atau tipe input energi maupun material pada suatu sistem industri dan hasil yang dilepaskan ke lingkungan.
3. Penakaran dampak (Impact Assessment)
Penakaran dampak digunakan untuk menganalisis dampak suatu proses terhadap lingkungan dan kesehatan manusia yang telah didata secara kuantitatif pada penakaran inventori. Dalam proses klasifikasi, data inventori yang dihubungkan dengan efek potensi terhadap ekologi dan kesehatan manusia ditempatkan dalam kategori khusus.
4. Interpretasi atau analisis perbaikan (Improvement Analysis)
Pada tahapan ini dilakukan interpretasi hasil, evaluasi, dan analisis terhadap usaha-usaha yang dapat dilakukan untuk perbaikan (Curran 1996).
Setiap produk mempunyai daur hidup (life cycle), mulai dari perancangan atau pengembangan produk, diikuti oleh ekstraksi sumber daya, proses produksi, konsumsi, dan aktivitas akhir (pengumpulan, penyortiran, pemanfaatan kembali, daur ulang, dan pembuangan limbah). Semua aktivitas ini akan menghasilkan dampak lingkungan karena pengaruh konsumsi sumber daya, emisi dari bahan-bahan yang digunakan ke lingkungan alam, dan perubahan lingkungan lainnya. Pembangunan yang berkelanjutan yang baik memerlukan metode dan alat yang membantu menghitung dan membandingkan dampak lingkungan dari barang dan jasa itu ke masyarakat (Rebeitzer et al. 2004). Alat pengelolaan lingkungan yang dapat menghitung beban lingkungan dan dampak potensialnya di dalam seluruh daur hidup produk, proses atau kegiatannya adalah Life Cycle Assessment (Azapagic 1999).
10
Variabel LCA yang dikaji diantaranya teknologi proses, kapasitas pabrik, jenis bahan baku, energi, dan lokasi pabrik. Variabel tersebut merupakan variabel penting yang mempengaruhi hasil dari analisis LCA.
Siklus hidup (life cycle) suatu produk menitikberatkan pada faktor mengumpulkan informasi dan menganalisis dampak lingkungan yang disebabkan oleh suatu produk. Pada LCA dibutuhkan data mengenai input dan output secara lengkap meliputi bahan baku, proses pembuatan, distribusi, transportasi, konsumsi, hasil samping, dan dampak lingkungan. LCA terdiri dari beberapa elemen antara lain: (1) identifikasi dan mengukur faktor-faktor yang terlibat, (2) evaluasi faktor-faktor yang berpotensi berdampak terhadap lingkungan, (3) analisis untuk mengurangi dampak lingkungan (Mattson dan Sonesson 2003).
Sektor industri saat ini dituntut untuk lebih serius dalam memperhatikan dampak lingkungan akibat aktivitasnya. Hal ini seiring bertambah buruknya kualitas lingkungan baik itu udara, air, tanah, dan sebagainya. LCA merupakan sebuah metode yang tepat untuk mengetahui seberapa besar dampak lingkungan yang disebabkan pada tahap daur hidup mulai dari pengambilan material sampai dengan produk itu selesai digunakan oleh konsumen. Upaya untuk mencegah dan mengurangi timbulnya limbah, dimulai sejak pemilihan bahan, teknologi proses, penggunaan material dan energi, serta pemanfaatan produk samping pada suatu sistem produksi. Minimalisasi limbah dapat dilakukan dengan cara reduce, reuse, recycle, dan recovery.
Reduce merupakan upaya untuk mengurangi pemakaian atau penggunaan bahan baku seefisien mungkin di dalam suatu proses produksi, serta memperhatikan agar limbah yang terbuang menjadi sedikit. Reuse merupakan upaya penggunaan limbah untuk digunakan kembali tanpa mengalami proses pengolahan atau perubahan bentuk. Reuse dapat dilakukan di dalam atau di luar daerah proses produksi yang bersangkutan. Recycle merupakan upaya pemanfaatan limbah dengan cara proses daur ulang melalui pengolahan fisik atau kimia, baik untuk menghasilkan produk yang sama maupun produk yang berlainan. Daur ulang dapat dilakukan di dalam atau di luar daerah proses produksi yang bersangkutan. Recovery adalah upaya pemanfaatan limbah dengan jalan memproses untuk memperoleh kembali materi atau energi yang terkandung di dalamnya.
Dalam melakukan pengolahan data pada metode LCA dapat dilakukan dengan cara sebagai berikut :
1. Menghitung input dan output dari setiap unit proses
2. Analisa dampak lingkungan yang meliputi: klasifikasi, karakterisasi, normalisasi, pengelompokan atau pembobotan
3. Identifikasi input dan output yang mengakibatkan dampak-dampak lingkungan pada kategori yang sudah ditetapkan dalam LCA
4. Analisis semua kategori dampak sesuai metoda LCA
5. Mencari kategori dampak yang paling signifikan terhadap lingkungan dari hasil perbandingan diantara kategori dampak
6. Analisa perbandingan dampak yang dihasilkan pada setiap siklus hidup untuk mengidentifikasi siklus hidup pada bagian mana yang paling signifikan terhadap lingkungan
11
III.
METODE PENELITIAN
A.
TAHAPAN PENELITIAN
Tahap penelitian yang dilakukan terdiri dari studi pustaka, observasi lapang, wawancara, serta pengolahan data. Jenis data yang digunakan pada penelitian ini adalah data primer dan data sekunder yang dapat berupa data kuantitatif maupun kualitatif. Tahap-tahap dalam melakukan analisis dampak lingkungan dengan menggunakan metode Life Cycle Assessment (LCA) terdiri atas 4 fase utama, yaitu definisi tujuan dan ruang lingkup (goal and scope definition), menginventarisasi input dan output (life cycle inventory), perkiraan dampak lingkungan dari semua input dan output (life cycle assessment), dan interpretasi hasil yang disebut improvement analysis (Mattson dan Sonesson 2003).
Goal and scope definition merupakan proses pertama dalam LCA yang berfungsi untuk menentukan ruang lingkup dan batasan sistem yang akan dikaji. Life cycle inventory merupakan satu set data dan perhitungan aliran bahan dan energi yang mengkuantifikasikan input dan output dari daur hidup suatu produk. Dalam penelitian ini, data yang digunakan berasal dari data sekunder berupa data kebutuhan energi, bahan baku, dan jumlah limbah yang dihasilkan. Diagram alir penelitian mengenai LCAproduksi gula tebu dapat dilihat pada Gambar 3.
Gambar 3. Diagram alir metode penelitian penilaian daur hidup (Life Cycle Assessment) gula
Data primer merupakan data yang didapat dari hasil wawancara langsung dengan orang yang ahli di bidang proses pengolahan tebu menjadi gula dan LCA, serta observasi lapang di PT PG Rajawali II Unit PG Subang, sedangkan data sekunder berupa data penggunaan bahan tambahan, energi, dan peralatan di PG Subang pada tiap tahapan proses produksi, serta deskripsi mengenai proses pengolahan tebu menjadi gula dan dampak terhadap lingkungan.
OBSERVASI Industri Gula PT PG
Rajawali II Unit PG Subang
STUDI PUSTAKA Tebu, Proses Produksi Gula,
Energi, Limbah, LCA
WAWANCARA Ahli Proses Produksi
Gula dan LCA
PENILAIAN DAUR HIDUP (LIFE CYCLE ASSESSMENT) KAJIAN
12
B.
METODE PENGUMPULAN DATA
1. Studi Pustaka
Studi pustaka dilakukan untuk mengumpulkan dan menganalisis data sekunder yang telah didapatkan dari pihak-pihak terkait, buku-buku acuan, jurnal, dan literatur lainnya. Selain itu, studi pustaka juga dilakukan untuk menunjang atau memenuhi data yang kurang dari observasi lapangan. Studi pustaka pada penelitian ini dilakukan untuk mengetahui permodelan LCA yang biasa dilakukan serta mengetahui dampak lingkungan yang dapat diakibatkan pada proses produksi gula.
2.
Observasi Lapangan
Observasi lapangan dilakukan untuk mengidentifikasi serta mempelajari siklus hidup dari pabrik gula di PT PG Rajawali II Unit PG Subang untuk mendapatkan data primer.
3.
Kuesioner
Tujuan pembuatan kuesioner adalah mendapatkan data atau informasi berupa data sekunder yang dibutuhkan dalam menganalisis kebutuhan bahan baku dan energi. Kuesioner yang dibuat pada penelitian ini berisi tentang informasi mengenai kebutuhan bahan baku, tambahan, energi, serta penanganan limbah pada industri gula. Kuesioner data penelitian dapat dilihat pada Lampiran 3.
4.
Wawancara
Wawancara dilakukan dengan orang-orang yang ahli di bidang proses produksi gula tebu. Wawancara dilakukan dengan tujuan untuk mendapatkan data atau informasi berupa data sekunder yang dibutuhkan dalam melakukan LCA pada industri gula di PT PG Rajawali II Unit PG Subang.
C.
PENILAIAN DAUR HIDUP (
LIFE CYLE ASSESSMENT
)
Metode LCA yang digunakan adalah prosedur LCA menurut ISO 14040 yang terdiri atas empat fase, yaitu penentuan tujuan dan ruang lingkup, analisis persediaan, analisis dampak, dan interpretasi. Tujuan dan ruang lingkup yang telah ditetapkan dalam penelitian ini menjadi dasar dalam penggunaan LCA. Bagian-bagian yang dikaji dalam penelitian ini adalah penggunaan bahan dan energi selama tahapan proses serta dampak lingkungan yang terjadi akibat proses produksi gula.
1.
Penggunaan Bahan
13
2. Penggunaan Energi
Energi yang digunakan selama proses produksi berasal dari tenaga uap, listrik, dan bahan bakar. Metode LCA yang digunakan untuk mengetahui besar energi yang dibutuhkan selama proses produksi gula adalah dengan menggunakan analisis inventori. Dampak yang ditimbulkan dianalisis menggunakan analisis dampak.
3. Dampak Lingkungan
Dampak lingkungan yang dianalisis adalah dampak dari limbah padat, cair, B3, dan udara yang dilepaskan selama proses produksi gula berlangsung. Dampak lingkungan yang ditimbulkan dianalisis secara kualitatif menggunakan analisis dampak pada metode LCA. Penelitian dengan metode LCA di pabrik gula sebelumnya sudah pernah dilakukan, hanya saja ruang lingkup yang dikaji berbeda. Pada penelitian yang dilakukan oleh Rosmeika et al. (2009), dilakukan pengkajian daur hidup ampas tebu di Pabrik Gula Maduksimo Yogyakarta menggunakan metode LCA. Metode penelitian yang digunakan terdiri dari empat komponen, yaitu: mendefinisikan tujuan dan ruang lingkup kegiatan, analisis inventarisasi, analisis dampak, dan mengkaji perbaikan (interpretasi). Pada penelitian tersebut ditentukan batasan permasalahan, antara lain: 1) proses kegiatan yang dilakukan hanya terbatas pada satu pabrik gula tebu, 2) Life Cycle Assessment pada industri pengolahan tebu hanya dibatasi sampai pada ampas tebu sebagai hasil samping dari stasiun gilingan dan pemanfaatannya untuk bahan bakar boiler, 3) analisis emisi dibatasi hanya pada emisi udara (gas) yang dihasilkan dari cerobong asap boiler (tanpa menganalisis emisi padat dan cair) dan parameter yang dianalisis dibatasi hanya pada emisi CO2, NO2, dan SO2, 4) analisis dampak dibatasi hanya
sampai pada tahapan karakterisasi untuk potensi terjadinya efek rumah kaca, acidification, dan
eutrophication.
14
IV. KEADAAN UMUM PERUSAHAAN
A.
SEJARAH PERUSAHAAN
Areal PT PG Rajawali II Unit PG Subang pada tahun 1812-1833 pada awalnya merupakan areal tanaman karet milik swasta asing (Inggris) yang kemudian pada tahun 1834-1957 dikuasai
perusahaan swasta asing (Belanda) bernama “Pamanoekan and Tjiasem Land”. Pada tahun 1958 -1967 dikuasai Perusahaaan Perkebunan Negara (PPN) dengan UU No. 86 Tahun 1958 tentang Nasionalisasi perusahaan-perusahaan milik Belanda dan pada tahun 1968 menjadi PTP XXX dengan PP No. 14 Tahun 1968. Berdasarkan instruksi Menteri Pertanian No.13/INS/UM/1979 dilakukan konversi lahan dari tanaman karet ke tanaman tebu dengan mengadakan uji coba penanaman tebu bersama PPIG. Penanaman tebu pertama seluas 800 ha dan digiling di PTP XIV, PG Tersana Baru. Berdasarkan SK Menteri Pertanian No.681/MENTERI.X/1978 tanggal 14 Oktober 1978, pengelolaan PG Subang sepenuhnya diserahkan ke PTP XIV yang meliputi kebun Pasir Bungur, Pasir Muncang dan Manyingsal.
Pabrik Gula Subang (Gambar 4) dibangun mulai tahun 1981 berdasarkan SK Menteri Pertanian No.667/KTPS/8/1981 dan surat Dirjen Moneter Departemen Keuangan No. 2892/MD/1982 dengan kontraktor Heavy Mechanical Complex (HMC) Pakistan. Pada tahun 1984 pembangunan fisik pabrik dengan fasilitasnya telah selesai dilaksanakan. Penggilingan pertama dimulai tanggal 3 Juli 1984 dan berakhir tanggal 18 Oktober 1984.
Gambar 4. Pabrik Gula Subang
15
B.
VISI DAN MISI PERUSAHAAN
Visi : Menjadi unit usaha agroindustri berbasis tebu yang handal (reliable) di lingkungan PT RNI
Misi : Menjadi perusahaan yang mampu tumbuh dan berkembang dengan kinerja yang sehat, siap menghadapi kompetensi pasar bebas dan mampu memenuhi harapan stake
holders
C.
LOKASI DAN TATA LETAK PERUSAHAAN
Pabrik gula Subang terletak di desa Pasir Bungur, Kecamatan Purwadadi, Kabupaten Subang, Jawa Barat dengan jarak sekitar 22 km ke arah utara kota Subang, 25 km dari kota Subang ke arah barat dan 12 km ke arah selatan Kecamatan Sukamandi. Secara geografis kedudukan PG Subang dan areal perkebunannya terletak antara 107o41’ 61’’ BT sampai 107o41’ 18’’ BT dan 6o24’ 46’’ LS sampai 6o24’48’’LS.
PT PG Rajawali II unit PG Subang memiliki luas areal Hak Guna Usaha sebesar 5.669,4 ha. Untuk tanaman tebu 5.275 ha sedangkan untuk pabrik gula, jalan dan perumahan sekitar 405 ha. Areal perkebunan tebu PG Subang terbagi dalam tiga rayon. Rayon 1 meliputi wilayah Pasir Bungur, Cihambulu dan Kalijati dengan luas 1.413,34 ha. Rayon 2 meliputi wilayah Pasir Muncang dengan luas 2.879,19 ha, sedangkan Rayon 3 meliputi wilayah Manyingsal dengan luas 1.249,31 ha. Tiap kebun dibagi menjadi petak-petak berukuran 4 ha kecuali petak pinggir. Masing-masing petak dipisahkan oleh jalan kebun.
PG Subang mempunyai lahan dengan jenis tanah latosol merah, alluvial kelabu, alluvial coklat kelabu, podsolik plintik, lateritik air tanah, glei humus rendah, hidromorf kelabu, dan lateritik. Dari jenis yang ada sebagian besar jenis tanah di PG Subang adalah jenis tanah latosol dan podzolik merah dengan struktur porus. Suhu udara di PG Subang berkisar antara 22–31,4 oC, kelembaban nisbi adalah 81,2 % dengan curah hujan 1.200 – 2.000 Nm/tahun. Jenis tanah per rayon dan kriterianya dapat dilihat pada Tabel 3 .
Tabel 3. Jenis tanah di PG Subang
No. Jenis Tanah Kriteria Rayon
1. Latosol a. pH tanah 4,5 – 6,5
b. Drainase baik
c. Kesuburan rendah
d. Permeabilitas tinggi
Pasir Bungur dan Pasir Muncang
2. Podzolik a. pH tanah 4,5 – 6,5 b. Kesuburan tanah rendah c. Permeabilitas rendah
Manyingsal
Sumber : Data PG Subang (2011)
16
D.
STRUKTUR ORGANISASI
PT PG Rajawali II unit PG Subang dipimpin oleh seorang General Manager yang di dalam pelaksanaan tugasnya dibantu oleh Engineering Manager, Processing Manager, Administration and Financial Manager, Plantation Manager, dan Manager Sumber Daya Manusia dan Umum. Struktur organisasi PT PG Rajawali II unit PG Subang dapat dilihat pada Lampiran 4.
E. KETENAGAKERJAAN
Status karyawan di PT PG Rajawali II Unit PG Subang dibedakan berdasarkan sifat hubungan kerja dengan perusahaan menjadi karyawan tetap dan karyawan tidak tetap. Karyawan tetap dapat dibedakan menjadi dua kelompok yaitu karyawan bulanan dan karyawan harian, sedangkan karyawan tidak tetap terdiri dari karyawan kampanye dan musiman. Karyawan kampanye adalah karyawan yang berhubungan langsung dengan jalannya proses produksi, sedangkan karyawan musiman dapat dibagi lagi menjadi beberapa kelompok yaitu karyawan musiman tebang yang bertugas dari mulainya tebu ditebang sampai diangkut dan ditimbang. Karyawan musiman tanaman yang bertugas dari pembukaan lahan, penanaman, dan pemeliharaan tebu sampai siap ditebang, dan karyawan musiman lain-lain yaitu karyawan yang bekerja di sekitar emplasemen namun tidak berhubungan langsung dengan proses penggilingan tebu, seperti tenaga administrasi gudang.
Selain memperoleh upah (harian/bulanan) karyawan juga menerima tunjangan-tunjangan baik untuk karyawan tetap maupun untuk karyawan tidak tetap. Karyawan tetap bulanan mendapat tunjangan dari perusahaan berupa rumah dinas, jaminan kesehatan, asuransi tenaga kerja, sarana olahraga dan kesenian, kendaraan bermotor, pendidikan, cuti kerja, jaminan hari tua, serta hak-hak lain yang diatur dalam peraturan perusahaan. Karyawan tetap harian tidak mendapatkan tunjangan perumahan. Karyawan kampanye mendapatkan pasokan giling, jaminan kesehatan, jaminan hari tua, jaminan kecelakaan kerja, dan untuk karyawan musiman tebangan dan karyawan musiman lain-lain hanya mendapat jaminan kesehatan dan keselamatan kerja.
Jam kerja yang diberlakukan di PG Subang bagi karyawan terdiri dari jam kerja harian dan shift. Jam kerja harian dilakukan pada luar masa giling atau pada masa perbaikan dan pemeliharaan. Jam kerja shift diberlakukan selama masa giling dengan pertukaran shift dilakukan setiap tiga kali sehari. Dalam satu hari terdapat tiga shift dengan jam kerja selama 8 jam untuk masing-masing shift. Untuk meningkatkan keterampilan setiap staf dan karyawan, PG Subang mengadakan kerjasama dengan Depnaker (Departemen Tenaga Kerja), Lembaga Pendidikan Perkebunan (LPP), dan Dewan Gula Indonesia (DGI). Kerja sama yang dilakukan adalah dengan mengadakan pelatihan mengenai keselamatan dan keterampilan kerja, selain itu juga dilakukan pelatihan kerja di lokasi pabrik. Data tenaga kerja tahun 2011 di PG Subang dapat dilihat pada Tabel 4.
Tabel 4. Data tenaga kerja PG Subang tahun 2011
Status tenaga kerja Jumlah tenaga kerja (orang)
Karyawan staff ( Gol. IX – XVI) Karyawan KNS (Gol. I- VIII) PKWT luar pabrik
PKWT dalam pabrik Harian borong Honorair MPP Total
17
F.
PROSES PRODUKSI GULA
Pabrik gula adalah pabrik yang mengelola gula (sukrosa) dan gula reduksi (glukosa dan fruktosa) yang terkandung dalam tebu. Sifat sukrosa adalah tidak tahan asam, bila sukrosa pada kondisi asam maka akan rusak karena adanya inversi. Hasil kerusakan gula (sukrosa) adalah gula reduksi yaitu glukosa dan fruktosa. Sifat gula reduksi tidak tahan terhadap basa akan tereduksi menjadi asam-asam, dan asam-asam ini akan memicu kerusakan pada sukrosa. Kerusakan inversi sukrosa dan destruksi dari monosakarida akan lebih besar pada kondisi suhu yang tinggi dan waktu yang lama. Reaksi pada kerusakan gula bersifat irreversible (searah), sehingga sukrosa yang sudah menjadi gula reduksi tidak bisa kembali lagi menjadi bahan semula (sukrosa). Untuk itu perlu dikendalikan melalui 3 variabel, yaitu pH stabil, suhu optimal, dan waktu yang singkat.
Proses produksi gula dari tebu pada hakekatnya hanyalah memisahkan gula melalui pemerahan, penyaringan, penguapan, pemutaran, dimana yang dipisahkan adalah air, kotoran, dan zat bukan gula. Kelemahan pengelolaan gula secara kimia adalah berubah-ubahnya kandungan sukrosa selama proses akibat suhu, pH, waktu dan aktivitas mikroba. Reaksi perubahan tidak dapat dibolak-balik sehingga sekali tereduksi tidak dapat kembali, dan yang dapat terkristalkan hanyalah sukrosa (Soebekti 2001). Proses produki gula di PG Subang dilakukan melalui beberapa proses, yaitu : proses persiapan, proses ekstraksi nira, proses pemurnian, proses penguapan, proses kristalisasi, proses pendinginan, proses pemisahan gula, dan proses penyelesaian.
1.
Proses Persiapan
Tebu yang terdapat di lahan sebelum diolah menjadi gula, terlebih dahulu ditebang dan dibawa ke stasiun persiapan. Stasiun persiapan terdiri dari daerah ketika tebu masuk hingga tebu sebelum masuk ke stasiun gilingan. Komponen yang terdapat di stasiun persiapan meliputi : meja tebu, tipper
(derek feeding), hillo (hidrolik feeding), cane cutter (pisau pemotong tebu), dan unigrator, serta dilengkapi dengan penggerak-penggeraknya yaitu cane carrier dan cane elevator. Tebu yang masuk ke areal pabrik terlebih dahulu ditimbang pada jembatan timbang. Timbangan yang digunakan ada dua jenis yaitu timbangan bruto dan timbangan tarra. Fungsi timbangan bruto adalah untuk mengetahui berat bruto yang terdiri dari berat truk atau trailler dan berat tebu. Setelah melewati timbangan bruto, angkutan tebu kemudian masuk ke cane yard. Setelah tebu dibongkar di cane yard
kemudian truk atau trailler ditimbang kembali ke timbangan tarra. Fungsi timbangan tarra adalah untuk mengetahui berat tarra yaitu berat truk atau trailer yang kosong tanpa tebu. Hasil selisih dari timbangan bruto dan timbangan tarra adalah bobot tebu yang sebenarnya (netto).
Cane yard di Pabrik Gula Subang merupakan tempat pembongkaran tebu dari kebun, tempat penyediaan tebu yang akan digiling dan tempat pemasukan (feeding) tebu ke dalam pabrik. Luas cane yard PG Subang 2.230 ha yang terbagi menjadi 8 petak. Petak I – IV terletak di sebelah Timur cane carrier dan petak V – VIII terletak di sebelah barat cane carrier. Kapasitas tampung cane yard 5.600 TCD, padahal untuk kapasitas pabrik 2.800 TCD yang ditampung di cane yard hanya 1.113,2 ton sehingga dengan luas yang tersedia sangat cukup bahkan berlebih untuk menampung tebu. Atas dasar pertimbangan itu, dan juga karena cane table berada di sebelah timur (petak I – IV ) maka cane yard
yang digunakan adalah petak I – IV.
Tebu yang diangkut oleh truk setelah memasuki cane yard akan dibongkar menggunakan sling
18
menggunakan cane stacker yang kemudian akan dimasukkan ke cane table, sedangkan tebu yang dibongkar menggunakan truck tipper langsung masuk ke side carrier yang fungsinya sama dengan
cane table yang dilengkapi dengan rantai.
Tebu yang diangkut oleh trailler tidak dibongkar di cane yard melainkan langsung dimasukkan ke cane table dengan menggunakan hillo. Jumlah hillo yang digunakan ada dua buah yaitu hillo A
dan hillo B. Hillo A digunakan pada saat pabrik sedang melakukan proses giling, sedangkan hillo B digunakan saat proses giling tidak berjalan. Tebu yang dibongkar menggunakan
hillo A langsung diletakkan di cane table, sedangkan tebu yang dibongkar menggunakan hillo B tidak langsung dimasukkan ke cane table tetapi ditampung dulu di cane yard dan kemudian akan diatur peletakkannya di cane yard menggunakan cane stacker.
Tebu yang telah disusun di cane yard kemudian diproses di stasiun gilingan. Dari cane table, tebu dimasukkan ke dalam cane carrier. Sebelum tebu digiling, tebu dicacah menggunakan cane cutter yang akan memotong tebu menjadi potongan tebu, kemudian tebu masuk ke unigrator yang akan membuat potongan tebu menjadi serabut. Cara kerja cane cutter dan unigrator berbeda, pada
cane cutter, tebu yang masuk dipotong-potong menjadi serabut kasar, sedangkan pada unigrator, tebu hasil cacahan dihantam-hantamkan dengan menggunakan hammer ke dinding unigrator sehingga serabut tebu yang dihasilkan menjadi lebih halus.
Tebu yang masuk ke cane yard akan langsung digiling pada hari itu juga dengan sistem FIFO (First In First Out), tebu yang ditebang di awal akan digiling di awal pula. Sistem ini tidak digunakan pada tebu bakaran, tebu bakaran yang masuk ke cane yard akan langsung digiling tanpa menunggu antrian untuk mengurangi resiko kehilangan rendemen dalam jumlah besar. Proses memasukkan tebu bakaran ke cane table juga harus dicampur dengan tebu non bakaran agar tidak menurunkan rendemen. Pada setiap akhir shift dilakukan taksasi tebu di cane yard dengan metode penghitungan volume tebu yang tersisa. Berat tebu taksasi diperoleh dengan mengalikan volume dengan bulk density tebu sebesar 2,5 m3/ton.
Manfaat dari adanya taksasi sisa tebu diantaranya :
1. untuk menentukan perencanaan sasaran berapa tebu yang harus digiling 2. untuk mengetahui apakah tebu cukup
3. sebagai bahan pertimbangan untuk pengambilan keputusan bagi Chemiker jaga
4. sebagai bahan pertimbangan untuk rapat tebangan menentukan berapa tebu yang akan ditebang. Tebu sisa pagi pukul 06.00 disarankan sekitar 250 ton, sehingga proses giling bisa berlanjut karena pukul 08.00 truck dan trailer dari kebun sudah berdatangan. Untuk membedakan tebu sisa pagi dengan yang baru datang ditancapkan bendera dengan ketentuan sebagai berikut :
Bendera Hijau : tebu hari ke-1 Bendera Kuning : tebu hari ke-2 Bendera Merah : tebu hari ke-3 Bendera Hitam : tebu lebih dari 3 hari
19
2.
Proses Ekstraksi
Proses ekstraksi bertujuan untuk mengambil nira sebanyak-banyaknya yang berasal dari tebu maupun ampas. PG Subang memiliki empat unit mesin gilingan yang tersusun secara seri, satu unit mesin giling terdiri atas tiga buah roll yaitu roll depan, roll atas, dan roll belakang dengan arah putar yang berbeda-beda ditambah feed roll untuk membantu mengarahkan tebu atau ampas yang akan digiling oleh roll gilingan. Roll gilingan digerakkan dengan turbin uap dengan kecepatan dan tekanan uap tiap unit gilingan diatur berbeda.
Pertama-tama tebu akan dibawa ke unit gilingan I. Hasil perahan gilingan I yaitu nira perahan pertama (NPP) dan ampas gilingan I. Ampas dari gilingan I akan digiling kembali di gilingan II dengan penambahan air imbibisi dari hasil perahan gilingan III. Ampas hasil gilingan II kemudian akan ditambahkan air imbibisi yang berasal dari nira hasil perahan gilingan IV dan dibawa oleh
intermediate carrier (alat yang berfungsi untuk membawa ampas tebu antar gilingan) ke gilingan III untuk diperah kembali. Nira hasil gilingan III kemudian disaring di cush-cush screen dan DSM screen
yang kemudian digunakan sebagai air imbibisi untuk campuran dengan ampas hasil gilingan I. Nira hasil gilingan III akan dipompakan ke ampas gilingan I sebagai nira imbibisi. Ampas hasil gilingan III sebelum masuk ke gilingan IV ditambahkan air imbibisi sebanyak 25 - 30 % dari berat tebu yang digiling dengan suhu air imbibisi 60 – 70 oC. Nira yang dihasilkan dari gilingan IV akan ditambahkan ke gilingan III sebagai air imbibisi sedangkan ampasnya dibawa oleh bagasse elevator untuk dijadikan bahan bakar pada boiler. Hasil perahan unit gilingan II disebut nira perahan lanjut (NPL), NPP dan NPL kemudian dicampur menjadi nira mentah (NM).
Nira mentah kemudian disaring dengan cush-cush screen untuk memisahkan nira dengan ampas atau kotoran lain yang terbawa. Nira mentah yang telah disaring oleh cush-cush screen
kemudian dipompa untuk kembali disaring di DSM screen. Ukuran lubang-lubang saringan DSM screen lebih kecil daripada cush-cush screen. Nira mentah yang telah disaring kemudian ditampung di tangki penampung sebelum dipompa di stasiun pemurnian.
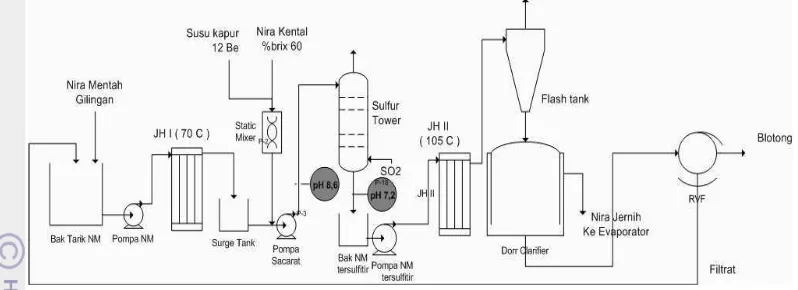
3. Proses Pemurnian
Proses pemurnian yang dilakukan oleh PG Subang adalah sulfitasi alkalis yang menggunakan gas belerang. Tahapan proses pemurnian diawali dengan penimbangan nira mentah yang dihasilkan dari proses gilingan. Nira ditimbang dengan menggunakan timbangan boulogne, yang mempunyai kapasitas 3 ton nira mentah. Setiap nira mentah terukur 3 ton maka timbangan ini akan menjatuhkan nira mentah tertimbang tersebut ke dalam bak penampungan yang tepat berada di bawah timbangan, yang kemudian akan dipompa dan dialirkan untuk proses selanjutnya. Jika kadar fosfat (P2O5) dalam
nira mentah kurang dari 250 ppm, maka ditambahkan fosfat ke dalamnya untuk membantu proses pengendapan. Nira mentah yang telah ditambahkan fosfat tersebut kemudian dipompa ke juice heater
I untuk dipanaskan dengan suhu 70 - 75 oC. Pemanasan ini bertujuan untuk memudahkan dan mempercepat jalannya reaksi yang akan terjadi. Sebagai sumber panas digunakan uap sisa dari roll gilingan, nira mentah akan mengalir dan bersirkulasi di dalam pipa-pipa tersebut sedangkan uap dialirkan di antara pipa-pipa pemanas.
20
kondisi asam. Selain itu, lingkungan basa juga dapat mempermudah koloid-koloid yang terkandung dalam nira untuk membentuk endapan-endapan.
Proses selanjutnya setelah defekasi adalah sulfitasi di sulfur tower. Pada proses sulfitasi ini menggunakan gas sulfit (SO2) atau gas belerang dengan menghembuskan gas tersebut ke cairan nira
dengan menggunakan pompa sirkulasi sehingga dalam tangki akan mengalami overflow. Gas belerang yang ditambahkan dibuat dengan cara membakar belerang dalam suatu tabung dengan suhu mencapai 200 oC. Proses pembuatan gas belerang terbagi menjadi dua cara, yaitu cara pertama dengan membakar belerang langsung, sedangkan cara kedua yaitu dengan melelehkan belerang tersebut. Gas belerang yang terbentuk akan bereaksi dengan kelebihan susu kapur membentuk CaSO4
yang juga merupakan inti endapan. Gas belerang juga menurunkan pH dari suasana basa kembali ke suasana netral, karena jika nira tetap dalam suasana basa, nira akan berwarna coklat yang berdampak pada hasil akhir gula yang kemerahan. Warna coklat ini terbentuk karena pada nira terdapat glukosa yang akan rusak pada pH di atas 7,8.
Nira mentah tersulfitir dengan pH 6,8 – 7,2 kemudian dipompa untuk dipanaskan lagi pada
juice heater II sehingga mencapai suhu 100 oC. Tujuan pemanasan ini untuk mempercepat reaksi pengendapan yang akan terjadi pada proses selanjutnya di door clarifier dan juga untuk membunuh mikroorganisme. Nira dari juice heater II kemudian dipompa ke door clarifier melewati flash tank
yang sebelumya ditambahkan flokulan terlebih dahulu untuk membantu proses pengendapan nira.
Flash tank berguna untuk membuang gas-gas yang terbawa pada nira yang dapat menghambat proses pengendapan, sedangkan door clarifier merupakan alat pengendap tipe kontinu. Pada proses pengendapan ini ditambahkan flokulan sebanyak 3 ppm pada snow balling chamber untuk mengikat koloid-koloid pada nira dan membentuk endapan. Tangki door clarifier yang digunakan bertipe
multiple tray berupa bejana silindris yang terbagi empat tingkatan dengan dasar miring.
Nira jernih hasil pengendapan akan dikeluarkan dari tiap-tiap tingkatan kemudian dialirkan ke
clear juice DSM screen untuk menyaring ampas halus yang masih tersisa dan kotoran yang terbawa dari door clarifier. Nira jernih kemudian ditampung di clear juice tank. Clear juice (nira jernih) yang ditampung di clear juice tank selanjutnya dipompa ke stasiun penguapan. Nira kotor hasil pengendapan ditampung di tangki nira kotor, kemudian dipompa ke mud feed mixer dan dicampur dengan ampas halus (bagacillo) yang berasal dari stasiun penggilingan.
Nira kotor yang telah dicampur ampas halus dialirkan ke penyaring untuk memisahkan nira tersebut dengan kotorannya. Peralatan penyaringan yang digunakan adalah rotary vacuum filter
21
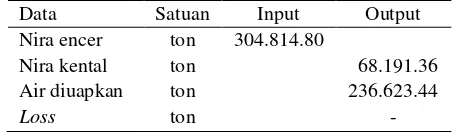
4. Proses Penguapan
Stasiun penguapan bertujuan untuk menguapkan air yang masih terkandung dalam nira jernih atau nira encer agar dapat menghasilkan nira dengan kepekatan mencapai 60 - 65 brix. Dalam proses penguapan digunakan evaporator. Evaporator yang digunakan berbentuk silinder vertikal dengan konstruksi antara evaporator satu dengan yang lainnya hampir sama. Pada proses penguapan hanya evaporator I yang diberi pemanasan oleh uap panas. Uap panas yang digunakan untuk memanaskan evaporator I berasal dari uap bekas (exhaust steam) dari stasiun gilingan. Stasiun penguapan di PG Subang menggunakan empat unit evaporator dengan sistem penguapan empat tahap atau disebut
quadruple effect evaporation, maksudnya setiap 1 kg uap bisa menguapkan 4 kg air. PG Subang memiliki lima buah evaporator yang disusun secara seri, tetapi yang dioperasikan hanya empat buah dengan pemakaian secara bergantian apabila salah satunya harus dibersihkan. Pembersihan tangki evaporator dilakukan sekitar lima hari sekali. Hal ini dilakukan untuk membersihkan kerak yang menempel pada dinding evaporator ataupun pipa-pipa pemanas. Jika kerak atau kotoran ini tidak dibersihkan maka akan dapat menghambat pindah panas dari pipa pemanas ke nira.
Nira jernih dari stasiun pemurnian dialirkan ke evaporator I. Nira yang masuk ke evaporator mengalir turun melalui pipa-pipa pemanas membentuk climbing film sehingga uap nira dapat dengan mudah dipisahkan dari cairan nira. Uap panas yang masuk ke dalam evaporator I akan keluar dalam bentuk kondensat. Kondensat ini kemudian ditampung dan dialirkan untuk digunakan sebagai umpan pada boiler. Dari evaporator I akan dihasilkan nira I, dan uap panas. Uap I akan digunakan sebagai uap panas pada evaporator II. Nira dari evaporator I diuapkan kembali pada evaporator II. Hasil dari evaporator II adalah nira II dan uap panas II. Nira dari evaporator II dipekatkan kembali di evaporator III sedangkan uap II digunakan sebagai uap panas pada proses penguapan di evaporator III. Nira III akan dipekatkan kembali pada evaporator IV. Uap panas yang dihasilkan di evaporator IV akan dialirkan ke kondensor untuk dicairkan kembali dan menjadi air jatuhan. Selanjutnya air dari kondensor dialirkan ke cooling tower untuk didinginkan dan digunakan kembali.
Di bagian tengah evaporator terdapat pipa yang berfungsi untuk terjadinya sirkulasi nira dan tempat mengalirnya nira ke badan berikutnya. Nira akan bergerak turun melalui pipa. Ketinggian permukaan nira di dalam evaporator diharapkan sekitar sepertiga dari tinggi pipa pemanas. Sirkulasi nira dari satu badan penguapan ke badan penguapan lainnya terjadi karena adanya perbedaan tekanan (driving force). Tekanan pada evaporator I sampai evaporator IV semakin kecil dan akhirnya vakum pada bahan terakhir. Begitu juga dengan suhu, dari evaporator I ke evaporator IV juga semakin menurun berdasarkan tekanan yang digunakan. Nira dari evaporator I hingga evaporator IV makin kental karena ada vacuum sekitar 60 cmHg untuk menurunkan titik didih nira atau cairan. Nilai brix nira sebelum masuk evaporator berkisar antara 12 – 14brix. Nira hasil proses dari stasiun penguapan berkisar antara 60 - 65 brix disebut nira kental. Nira kental masih berwarna gelap, maka perlu dilakukan pemucatan pada proses pemurnian yang kedua atau sulfitasi 2. Tahap ini bertujuan untuk mendapatkan warna gula yang putih bersih, proses pemucatan ini menggunakan gas belerang. Nira kental tersulfitasi kemudian dipompa ke stasiun masakan (kristalisasi).
5. Proses Kristalisasi
22
masakan C, sedangkan pan masakan 6 dan 7 digunakan untuk masakan D. Proses kristalisasi dimulai dengan membuat semua pan masakan menjadi vakum (hampa) sekitar 60 cmHg, dengan begitu proses kristalisasi dapat dilakukan dengan suhu yang tidak terlalu tinggi hanya sekitar 60 oC sehingga tidak akan merusak gula yang dihasilkan. Pan masakan dijalankan dengan tenaga uap bekas pakai (exhaust steam) dari stasiun gilingan dengan suhu uap sekitar 100 - 120 oC. Uap panas dan uap larutan sukrosa yang terbentuk dicairkan dalam kondensor dan menjadi air jatuhan.
Setelah pan masakan dalam keadaan vakum, cairan nira yang menjadi bahan pembuatan gula ditarik ke pan masakan. Cairan nira dikentalkan sampai kejenuhan tertentu (70 - 74 brix). Gula dari cairan nira tidak bisa berubah menjadi kristal tanpa penambahan bibit. Pada proses pengkristalan ini akan menghasilkan magma, klare, dan stroop. Magma adalah gula kristal yang telah terbentuk yang telah dicampur dengan air untuk menjalani proses selanjutnya pada pan berikutnya. Klare adalah cairan nira yang belum terkristalkan, dan stroop sama dengan klare namun klare hanya terdapat pada masakan D. Bibit gula FCS (Fine Crystal Seed) ditambahkan pada masakan D. Pada pan masakan D, FCS dicampurkan dengan klare D dan stroop C akan menghasilkan tetes dan magma D1. Selanjutnya gula D1 akan dikristalkan kembali pada putaran D2 yang akan dihasilkan gula D2 dan klare D. Tetes merupakan hasil samping dari produksi gula. Klare D adalah cairan nira pada masakan D yang belum terkristalkan tetapi masih dapat dikristalkan, oleh karena itu klare D kemudian dialirkan kembali ke pan masakan D sedangkan magma D dialirkan ke pan C untuk dibentuk kristal yang lebih besar.
Pada pan masakan C, magma masakan D dicampurkan dengan stroop A dan menghasilkan
stroop C dan magma C. Stroop C dimasukkan ke pan masakan D untuk dicampurkan dengan FCS dan klare D, sedangkan magma C dimasukkan ke pan masakan A. Di pan masakan A, magma C dicampurkan dengan nira kental sehingga dihasilkan stroop A dan gula SHS. Stroop A dimasukkan kembali ke pan masakan C untuk diubah menjadi magma C dengan bantuan magma D, sedangkan gula SHS akan diproses menjadi gula produk.
Ukuran kristal yang dihasilkan masing-masing pan masakan berbeda. Ukuran kristal dari pan masakan D sampai masakan A semakin besar ukurannya. Ukuran kristal D adalah 0,1 mm. Pada masakan C adalah 0,3 mm, sedangkan pada masakan A adalah 0,9 – 1,1 mm. Lamanya waktu pemasakan masing-masing pan berbeda. Pada masakan A membutuhkan waktu selama 2 - 3 jam, pada masakan C membutuhkan selama 4 - 5 jam, dan pada masakan D membutuhkan waktu selama 6 -8 jam.
6. Proses Pendinginan
23
Hasil masakan D sebelum masuk ke stasiun puteran untuk proses kristalisasi atau pemisahan gula, terlebih dahulu dipanaskan kembali ke reheater sampai suhu 55 oC. Reheater yang digunakan berbentuk peti yang di dalamnya terdapat pipa-pipa horizontal tempat saluran air panas untuk memanaskan hasil masakan. Hal ini dilakukan untuk menurunkan viskositas hasil masakan D agar proses pemisahan gula dari larutannya menjadi lebih mudah. Palung pendingin selain berfungsi untuk mendinginkan gula juga dapat digunakan untuk menampung masakan sebelum diproses lebih lanjut. Pada proses pendinginan masakan akhir, kristal yang terbentuk terus-menerus diaduk agar proses kristalisasi menjadi lebih sempurna dan mencegah kristal menggumpal kembali.
7. Proses Pemisahan Gula
Proses pemisahan gula berfungsi untuk memisahkan antara larutan dengan kristal gula yang dilakukan dengan cara menyaring. Penyaringan dilakukan dengan menggunakan kekuatan putar. Mudah tidaknya pemisahan kristal dipengaruhi oleh kondisi kristal yang dihasilkan pada tahap kristalisasi, viskositas hasil masakan, kekuatan putaran, tebal tipisnya lapisan gula dalam alat, dan penyiraman. Proses pemisahan ini dilakukan dengan cara pemutaran (sentrifugasi) dengan menggunakan alat yaitu sentrifuge. Pada sentrifuge selain dimasukkan larutan gula juga dimasukkan air siraman sekitar 0,5 % dari larutan gula dengan suhu sekitar 80 oC kecuali untuk putaran D1, air siraman yang ditambahkan adalah air dingin.
PG Subang menggunakan sistem putaran LGC (Low Grade Centrifugal) dan HGC (High Grade Centrifugal). Alat puteran yang dimiliki PG Subang sebanyak 17 unit, 10 unit alat puteran LGC, dan 7 unit alat puteran HGC. LGC yang digunakan untuk puteran D1 sebanyak 5 unit, puteran D2 sebanyak 2 unit, dan puteran C sebanyak 3 unit. HGC yang digunakan untuk puteran A sebanyak 7 unit, 4 unit untuk putaran 1 dan 3 unit untuk putaran 2.
Cara kerja LGC menggunakan sistem kontinyu yaitu pengisian dan pemutaran dilakukan secara bersamaan dan kecepatan putar yang digunakan sekitar 2000 rpm. Gula dan cairannya akan terpisah dengan adanya gaya sentrifugal. Gula akan tertahan pada saringan dan cairannya akan menembus lubang saringan. Stroop atau klare yang menembus saringan selanjutnya akan ditampung di peti penampung, sedangkan kristal gula yang tertahan disaringan akan naik mengikuti kemiringan saringan serta akan terlempar dari dinding saringan masuk ke ruang penampung kristal gula dan menuju mixer melewati talang ulir. Cara kerja HGC menggunakan sistem diskontinu dan bekerja secara otomatis. Kecepatan putaran HGC lebih lambat daripada LGC yaitu sekitar 1000 rpm. Waktu siklus di HGC yaitu sekitar 3 menit untuk satu kali proses pemutaran.
24
8. Proses Penyelesaian
Proses penyelesaian meliputi pengeringan, penyaringan, pengemasan dan penyimpanan. Tujuan dari proses penyelesaian adalah untuk menyelesaikan hasil dari stasiun puteran sehingga menghasilkan gula produksi yang siap untuk dipasarkan. Selain itu stasiun penyelesaian juga berfungsi untuk mengeringkan dan menurunkan suhu gula sampai 50 oC. Tujuan dari pengeringan adalah untuk menghilangkan air yang masih menempel di sekitar kristal gula. Kecepatan pengeringan akan tergantung pada lapisan atau ketebalan gula di dalam sugar dryer, ukuran kristal gula, kecepatan udara, dan luas permukaan pengering.
Alat pengering gula yang digunakan oleh PG Subang adalah sugar dryer. Gula kristal yang dihasikan dari stasiun puteran SHS dijatuhkan ke talang goyang yang kemudian akan dibawa oleh alat
sugar belt conveyor ke sugar dryer untuk dikeringkan sebelum dikemas. Di dalam sugar dryer, gula dikeringkan dengan cara menghembuskan udara panas dengan suhu sekitar 80 oC ke kristal gula. Udara panas tersebut dihembuskan menggunakan blower. Debu-debu gula tersebut kemudian disalurkan ke dalam sugar dust dan ditambahkan air sehingga membentuk larutan gula. Larutan gula ini kemudian dimasukkan ke dalam tangki leburan untuk dilebur kembali bersama-sama dengan gula basah dan gula kerikil. Hasil dari peleburan dipompa ke dalam masakan A untuk dikristalkan kembali menjadi gula produk.
Gula yang sudah kering kemudian dis