KARYA TULIS
KAYU LAMINASI DAN PAPAN SAMBUNG
Disusun Oleh: Tito Sucipto, S.Hut., M.Si. NIP. 19790221 200312 1 001
DEPARTEMEN KEHUTANAN
FAKULTAS PERTANIAN
KATA PENGANTAR
Puji syukur penulis haturkan kepada Allah SWT atas segala nikmat dan
keajaiban-Nya sehingga dapat menyelesaikan karya tulis mengenai “Kayu
Laminasi dan Papan Sambung“.
Karya tulis ini berisi tentang gambaran umum mengenai kayu laminasi dan
papan sambung sebagai contoh jenis produk kayu komposit. Penulis berharap
semoga karya tulis ini dapat memperkaya khasanah wawasan dan pengetahuan di
bidang ilmu dan teknologi kayu.
Tulisan ini masih jauh dari kesempurnaan. Penulis mengharapkan saran
dan masukan yang konstruktif demi menyempurnakan karya tulis.
Medan, Desember 2009
DAFTAR ISI
Halaman
KATA PENGANTAR ... i
DAFTAR ISI... ii
DAFTAR GAMBAR ... iii
Kayu Laminasi ... 1
Papan Sambung... 3
Kualitas Kayu Bentukan dan Papan Sambung... 5
DAFTAR GAMBAR
Halaman
1. Sambungan tegak (butt joint)... 3
2. Sambungan jari (finger joint) ... 3
3. Sambungan miring (scarf joint) ... 3
4. Sambungan lidah dan alur (tongue and groove joint)... 3
KAYU LAMINASI DAN PAPAN SAMBUNG
Kayu Laminasi
Menurut Wardhani (1999) dan Marutzky (2002), kayu lamina atau
gluelam adalah papan yang direkat dengan lem tertentu secara bersama-sama
dengan arah serat paralel menjadi satu unit papan. Fakhri (2002) menambahkan
bahwa kayu laminasi terbuat dari potongan-potongan kayu yang relatif kecil yang
dibuat menjadi produk baru yang lebih homogen dengan penampang kayu dapat
dibuat menjadi lebih lebar dan lebih tinggi serta dapat digunakan sebagai bahan
konstruksi. Manik (1997) menjelaskan bahwa tujuan dasar pembuatan kayu
lamina adalah untuk menciptakan suatu rancang bangun konstruksi dari kayu utuh
yang kering sempurna dan mudah mendapatkan bahan dasarnya. Kayu lamina
banyak digunakan untuk konstruksi bangunan seperti hanggar, aula, gedung
olahraga, perabot rumah tangga dan alat-alat olahraga.
Pada awalnya gluelam dibuat dari kayu pinus atau kayu konifer lain.
Namun sekarang hampir semua jenis kayu dapat dibuat menjadi gluelam. Proses
pembuatannya sangat sederhana. Pertama-tama adalah penentuan dimensi yang
tergantung dari tujuan penggunaan. Tebal lapisan (layer) biasanya 20–45 mm.
Setelah dikeringkan sampai pada kadar air 10%, lapisan tadi dilaburi lem pada
kedua sisinya lalu diberi tekanan (Marutzky 2002).
Menurut Manik (1997) ada banyak faktor yang mempengaruhi kualitas
kayu lamina antara lain adalah bahan baku, persyaratan bahan baku adalah
memiliki kerapatan serat dan berat jenis yang berdekatan. Selain itu juga lem yang
digunakan harus sesuai dengan tujuan penggunaan kayu lamina. Hal lain yang
harus diperhatikan adalah bentuk sambungan, proses leman dan pengempaan. Hal
ini akan mempengaruhi kualitas kayu lamina. Untuk itu perlu dilakukan pengujian
terlebih dahulu yang memenuhi standar sebelum kayu lamina digunakan, terutama
apabila tujuan penggunaan adalah untuk struktural.
Menurut Manik (1997), keunggulan teknologi laminasi sebagai berikut:
1. Pengadaan material di pasaran mudah karena ketebalan papan pelapis yang
2. Penggunaan material kayu lebih efisien, penyediaan kayu akan lebih cepat dan
murah karena potongan kayu yang tipis (sampai 5 mm), pendek, serta ada
cacatnya masih bisa digunakan untuk membuat konstruksi.
3. Sedikit menggunakan bahan pengikat mekanis dengan dimensi lebih kecil dan
bersifat hanya menyatukan permukaan bidang leman.
4. Mudah dilakukan pemeriksaan cacat karena dimensi bahan baku penyusun
laminasi lebih kecil dan tipis. Mudah dalam pemilihan bahan penyusun
laminasi yang baik tanpa cacat.
5. Kekedapan dapat terjamin, konstruksi rigit atau kaku, perubahan dimensi kayu
dapat teratasi dengan pengaturan arah serat kayu yang efektif.
6. Perlindungan berganda dapat dilaksanakan, kayu yang kering dan dijenuhkan
(kayu oven) akan lebih tahan terhadap kerusakan, dan sifat lapisan lem yang
diciptakan khusus juga merupakan perlindungan terhadap kerusakan pula.
Struktur kayu lamina memiliki beberapa kelebihan dibanding kayu
gergajian yang solid, yakni ukuran dapat dibuat lebih tinggi, lebih lebar,
bentangan yang lebih panjang, bentuk penampang lengkung (curved) dan
konfigurasi bentuk lonjong dapat difabrikasikan dengan mudah. Mutu kayu lebih
rendah dapat digunakan pada daerah tegangan rendah. Pengeringan awal tiap
lapisan kayu dapat mengurangi perubahan bentuk, serta reduksi kekuatan akibat
adanya cacat kayu (misalnya mata kayu) menjadi lebih acak di sepanjang volume
balok (Falk & Colling 1995; Blass et al.1995 dalam Fakhri 2003).
Namun Wirjomartono (1958) dalam Nurleni (1993) menyatakan bahwa
balok laminasi mempunyai beberapa kekurangan :
1. Persiapan pembuatan kayu berlapis majemuk ummnya memerlukan biaya yang
lebih besar dari konstruksi biasa.
2. Karena baik buruknya bergantung kepada kekuatan sambungannya, maka
pembuatannya memerlukan alat-alat khusus dan orang-orang ahli.
3. Kesukaran-keaukaran pengangkutan untuk yang besar seperti perlengkungan
Papan Sambung
SNI 01.5008.4-1999 mendefinisikan papan sambung (jointed board) adalah
hasil perekatan kayu gergajian ke arah lebar dengan arah sejajar, terdiri dari:
1. Papan sambung utuh (solid jointed board) adalah papan sambung yang terdiri
dari kayu gergajian yang masih utuh.
2. Papan sambung tidak utuh (non solid jointed board) adalah papan sambung
yang terdiri dari bilah sambung atau kayu gergajian pendek yang disambung.
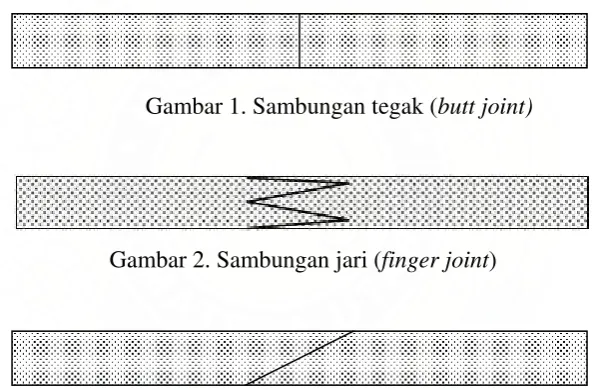
SNI 01.5008.4-1999 menyatakan ada lima cara penyambungan papan
sambung dan bilah sambung, yaitu sambungan tegak (butt joint), sambungan jari
(finger joint), sambungan miring (scarf joint), sambungan lidah dan alur (tongue
and groove joint) dan sambungan bangku (desk joint).
Gambar 1. Sambungan tegak (butt joint)
Gambar 2. Sambungan jari (finger joint)
Gambar 3. Sambungan miring (scarf joint)
Gambar 4. Sambungan lidah dan alur (tongue and groove joint)
Wirjomartono (1958) dalam Nurleni (1993) menyatakan bahwa
penyambungan papan terdiri dari dua macam, yaitu penyambungan ke arah
panjang (end joint) dan penyambungan ke arah lebar (edge joint). Penyambungan
papan ke arah lebar merupakan cara penyambungan yang sudah lama dikenal,
bertujuan untuk mendapatkan papan yang lebih lebar, sedangkan penyambungan
ke arah panjang (sambungan ujung) merupakan cara penyambungan yang
bertujuan untuk mendapatkan papan yang lebih panjang. Cara penyambungan
yang sering ditemui pada industri papan sambung adalah sambungan sisi
sederhana serta sambungan ujung model jari (finger joint) dan model sederhana
(tanpa modifikasi). Penggunaan sambungan tersebut disesuaikan dengan
pemakaian agar didapatkan daya rekat yang lebih tinggi dari kayu utuhnya.
Menurut Sucipto (2002) tahapan pembuatan papan sambung utuh (solid
jointed board) adalah:
1. Pembahanan
2. Penyerutan kedua permukaan bilah papan dengan double planer
3. Pemotongan lebar bilah papan dengan rip saw
4. Pemotongan panjang bilah papan dengan cross cut saw
5. Sortir laminasi
6. Perakitan dan pengempaan papan dengan composser.
Sedangkan tahapan pembuatan papan sambung profil jari (finger jointed
board) adalah:
1. Pembahanan
2. Penyerutan kedua permukaan bilah papan dengan double planer
3. Pemotongan lebar bilah papan dengan rip saw
4. Pemotongan panjang bilah papan dengan cross cut saw
5. Sortir kualitas bilah papan
6. Pembentukan profil finger bilah dengan finger shaper
7. Pembuatan finger stick dengan finger press
8. Penyerutan keempat permukaan finger stick dengan four-side moulder
9. Sortir laminasi
Kualitas Kayu Bentukan dan Papan Sambung
SNI 01-5008.4-1999 menyatakan ada beberapa syarat untuk mutu kayu
bentukan dan papan sambung, yaitu:
1. Syarat umum
a. Tidak diperkenankan adanya cacat bentuk seperti melengkung, mencawan
dan memuntir.
b. Pada permukaan depan tidak diperkenankan adanya lubang gerek besar,
pecah terbuka, belah, retak/pecah pada lidah dan alur, lapuk, rapuk dan
bekas/tapak pisau.
c. Pada permukaan belakang tidak diperkenankan adanya pecah terbuka,
belah, retak/pecah pada lidah dan alur, lapuk, rapuk dan bekas/tapak pisau
tetapi diperkenankan adanya cacat-cacat lain, asalakan tidak mempengaruhi
penampilan permukaan depan serta masih kuat.
2. Syarat Khusus
Syarat khusus mutu permukaan depan kayu bentukan untuk: a. Mutu A
Tidak diperkenankan adanya mata kayu sehat (mks), mata kayu tidak sehat
(mkts), mata kayu busuk (mkb), lubang gerek kecil (lgk), lubang gerek sedang
(lgs), kulit tersisip, saluran getah, jamur biru, perubahan warna, serat tertekan,
retak, pecah tertutup, tergerus, serat tersepih, serat tersobek, noda hangus,
bekas serpihan sedikit, kantung damar/kantung getah diperkenan memiliki
jumlah ≤ 1 per batang dengan ukuran ≤ 3 mm x 30 mm, warna kayu seragam,
dan memiliki sambungan rapat.
b. Mutu B
Memiliki mks dengan jumlah 1 buah dengan diameter ≤ 10 mm dan jarak ≥
1,00 m, tidak diperkenankan adanya mkts, mkb dan pecah tertutup, memiliki
lgk sedikit dan dempul,lgs sedikit dan dempul kayu,kulit tersisip 1 buah
dengan diameter ≤ 10 mm, jamur biru sedikit, kantung damar/getah dengan
jumlah ≤ 1 buah per tiap meter panjang (tmp) dan ukuran ≤ 3 mm x 30 mm,
retak; dempul, tergerus; dempul, serat tersepih; ≤ 10% luas permukaan, serat
perubahan warna, serta tertekan, warna kayu, bekas serpihan dan noda hangus
tidak dipersyaratkan.
c. Mutu C
Memiliki mks dengan diameter ≤ 1/3 ml/mt dan jarak ≥ 0,50 m, mkb; diameter
≤ 13 mm dempul, lgk; dempul, lgs; dempul tambal kayu,kulit tersisip; 2 buah
dengan diameter ≤ 10 mm dempul, kantung damar/kantung getah; jumlah ≤ 2
buah per tmp dengan ukuran ≤ 3mm x 30 mm, pecah tertutup; dempul,
tergerus; dempul, serat tersobek; dempul, sambungan; dempul, masih kuat.
Sedangkan untuk saluran getah, jamur biru, perubahan warna, serat tertekan,
Referensi
[BSN] Badan Standardisasi Nasional. 1999. Standar Nasional Indonesia (SNI)
01-5008.4-1999. Kayu Bentukan (Moulding) Rimba Spesifikasi: Kayu
Bentukan Utuh, Papan Sambung dan Bilah Sambung. Badan Standardisasi
Nasional. Jakarta.
Fakhri. 2002. Kemampuan Perekatan Resin Urea Formaldehyde pada Laminasi
Kayu Sengon dan Keruing. Pekanbaru: Jurnal Sains dan Teknologi
Univerisitas Riau.
Manik, P. 1997. Teknologi Pembuatan Kapal Kayu Laminasi. http://www.kapal.
ft.undip.aci.id.
Marutzky, R. 2002. Glued-Laminated Timber. Wilhem-Klauditz-Institut
Holzforschung. http://www.purbound.com/doc/literature/en/fraunhofer.pdf.
Nurleni, L. 1994. Produktivitas pembuatan papan sambung di PT Albasi
Parahyangan Banjar – Ciamis [skripsi]. Bogor: Fakultas Kehutanan, Institut
Pertanian Bogor.
Sucipto, T. 2002. Upaya peningkatan akurasi dimensi produk papan sambung
(Studi kasus di PT Albasi Parahyangan Banjar – Jawa Barat) [skripsi].
Bogor: Fakultas Kehutanan, Institut Pertanian Bogor.
Wardhani, IY. 1999. Kualita Perekatan Kayu Lamina dari Empat Jenis Kayu