PENGURANGAN WASTE UNTUK MENINGKATKAN KECEPATAN PRODUKSI
DAN KUALITAS PRODUK DENGAN MENGGUNAKAN PENDEKATAN LEAN SIX
SIGMA PADA BAGIAN PRODUKSI DI PT.XYZ
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
DINDA KHAIRUNISYA
NIM. 080403183
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Allah SWT atas berkat dan karuniaNya sehingga penulis dapat menyelesaikan laporan penelitian dengan judul “PENGURANGAN WASTE UNTUK MENINGKATKAN KECEPATAN PRODUKSI DAN KUALITAS PRODUK DENGAN MENGGUNAKAN PENDEKATAN LEAN SIX SIGMA” sebagai salah satu syarat untuk mendapatkan gelar Sarjana Teknik, Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Adapun isi dari laporan ini adalah memberikan konsep perbaikan dalam menentukan kualitas produk dan perbaikan-perbaikan yang dilakukan untuk mengatasi kecacatan produk dan menganalisa waktu siklus berdasarkan value added time dan non-value added time serta memberikan uslan perbaikan kualitas produk.
Penulis menyadari bahwa dalam penelitian ini masih banyak terdapat kekurangan, maka dengan kerendahan hati penulis mohon maaf dan menerima kritik saran yang membangun dalam penelitian ini.
Medan, Oktober 2013
Penulis,
UCAPAN TERIMA KASIH
Penulis mengucapkan terima kasih banyak kepada seluruh pihak yang terlibat yang telah membantu baik secara langsung maupun tidak langsung dalam penyelesaian laporan ini. Terima kasih untuk ilmu, inspirasi, motivasi dan dukungan luar biasa yang penulis dapatkan sehingga penulis dapat menyelesaikan laporan penelitian tugas akhir ini. Pada kesempatan kali ini penulis mencoba untuk menyebutkan pihak atau nama dalam lembaran ucapan terima kasih ini.
1. Kepada Allah S.W.T. yang memberikan izin kepada penulis untuk menyelesaikan laporan Tugas Akhir ini.
2. Ibu Ir. Khawarita Siregar, M.T. selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara dan selaku Pembanding Utama yang telah banyak memberikan masukan terhadap penelitian ini.
3. Bapak Ir. Ukurta Tarigan, M.T. selaku Sekretaris Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
4. Dosen Pembimbing I, Bapak Dr. Ir. H. A. Jabbar M. Rambe, M.Eng. yang telah banyak membimbing dan mengajarkan ilmu serta banyak mendukung penulis baik dari segi wawasan, relasi, dan motivasi dalam melakukan penelitian dan pengerjaan laporan tugas akhir ini.
5. Dosen Pembimbing II, Ibu Tuti Sarma, ST. MT.. yang telah banyak membimbing dan mengajarkan ilmu serta motivasi kepada penulis dalam menyelesaikan laporan Tugas Akhir ini.
6. Bapak Ir. Mangara M. Tambunan, M. Sc. Dan Ibu Ir. Rosnani Ginting, M.T. selaku koordinator Tugas Sarjana dan Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng. selaku Kepala Bidang Rekayasa Sistem Manufaktur.
baik moril maupun materil serta motivasi yang paling besar sehingga penulis mampu menyelesaikan laporan Tugas Sarjana.
8. Segenap karyawan PT. XYZ yang telah banyak membantu penulis dalam pelaksanaan penelitian di lapangan
9. Ucapan terima kasih untuk Bapak Widodo selaku Manager PT. XYZ yang telah memberikan izin kepada Penulis untuk melakukan penelitian di perusahaan.
10. Ucapan terima kasih kepada saudara Surya Aditya, S.T. yang telah memberikan bantuan fisik maupun moral kepada penulis dalam penyelesaian Tugas Sarjana.
11. Sahabat seperjuangan transferan D IV, Zulfida Hariani ST, Indri Lestari ST, Revianti, Rizki Amelia, Joshua R Simanjuntak, Roy U Manurung, Randi Nugraha, yang selalu memberikan dukungan dan semangatnya untuk penulis.
12. Pegawai administrasi Departemen Teknik Industri USU, Bang Tumijo, Kak Dina, Bang Ridho, Bang Nurmansyah, dan Kak Ani yang membantu penulis dalam menyelesaikan administrasi.
13. Semua pihak yang telah banyak membantu penulis dalam menyelesaikan laporan ini yang tidak dapat disebutkan satu per satu.
Medan, Agustus 2014
Penulis,
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xix
DAFTAR LAMPIRAN ... xxii
ABSTRAK ... xxiii
I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
1.3. Tujuan Penelitian ... I-3
1.4. Batasan dan Asumsi Penelitian ... I-4
1.5. Manfaat Penelitian ... I-5
1.6. Sistematika Penulisan ... I-5
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-3
2.3. Struktur Organsasi... II-3
2.4. Proses Produksi ... II-10
2.4.1. Bahan Baku ... II-10
2.4.2. Bahan Penolong ... II-12
2.4.3. Bahan Tambahan... II-12
2.5. Uraian Proses ... II-13
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III LANDASAN TEORI ... III-1
3.1. Kualitas ... III-1
3.2. Pengendalian Kualitas ... III-3
3.3. Variabilitas Proses Produksi ... III-5
3.4. Penentuan Jumlah Sampel dan Teknik Sampling ... III-6
3.4.1. Penetuan Jumlah Sampel ... III-6
3.4.2. Teknik Sampling ... III-8
3.4.2.1. Probability Sampling ... III-9
3.4.2.2. Non- Probability Sampling ... III-14
3.5. Lean dan Six Sigma ... III-18
3.5.1. Pendekatan Lean ... III-18
3.5.2. Pendekatan Six Sigma ... III-21
3.6. Lean Six Sigma ... III-22
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.7.1. Define ... III-25
3.7.1.1. Project Statement ... III-25
3.7.1.2. Diagram SIPOC ... III-25 3.7.1.3. Value Stream Mapping... III-27
3.7.1.4. Voice of Customer ... III-32
3.7.2. Measure ... III-32
3.7.2.1. Pengukuran Waktu Kerja dengan Metode
Langsung ... III-32
3.7.2.2. Perhitungan Metrik Lean ... III-47
3.7.2.3. Peta Kontrol ... III-48
3.7.2.1. Peta Atribut (Pets p dab Peta u) ... III-48
3.7.2.4. Perhitungan Tingkat Sigma ... III-49
3.7.3. Analyze ... III-51
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.7.3.2. Cause and Effect Diagram ... III-52
3.7.4. Improve ... III-54
3.7.5. Control ... III-55
3.7.5.1. Standard Operating Procedures ... III-55
IV METODOLOGI PENELITIAN ... IV-1
4.1. Jenis Penelitian ... IV-1
4.2. Objek Penelitian ... IV-1
4.3. Variabel Penelitian ... IV-2
4.3.1. Variabel Independen ... IV-2
4.3.2. Variabel Dependen ... IV-2
4.4. Kerangka Berpikir ... IV-3 4.5. Flow Chart Prosedur Penelitian ... IV-4
4.6. Metode Pengumpulan Data ... IV-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.8. Analisis Pemecahan Masalah ... IV-7
4.9. Analisis Data ... IV-8
4.10. Kesimpulan dan Saran ... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA ... IV-1
5.1. Pengumpulan Data ... V-1
5.1.1. Data Permintaan Produk ... V-1
5.1.2. Data Jumlah Mesin ... V-1
5.1.3. Data Aliran Proses ... V-2
5.1.4. Rating Factor ... V-4
5.1.5. Data Waktu Proses ... V-7
5.1.6. Penetapan Allowance ... V-12
5.1.7. Data Pengukuran Kecacatan Kualitas ... V-15
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2. Pengolahan Data ... V-18
5.2.1. Tahap Define ... V-19
5.2.2. Tahap Measure ... V-26
5.2.3. Tahap Analyze ... V-50
5.2.4. Tahap Improve ... V-58
5.2.5. Tahap Control ... V-58
5.3. Estimasi Hasil Pengukuran Kualitas ... V-59
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis ... VI-1
6.1.1. Analisis Value-Added ... VI-1
6.1.2. Analisis Process Cycle Efficiency ... VI-3
6.1.3. Analisis Process Lead Time dan Process Velocity ... VI-3
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.1.5. Analisis Diagram Pareto ... VI-4
6.1.6. Analisis Diagram Five Why dan Diagram Sebab
Akibat ... VI-5
6.1.7. Analisis Perhitungan Tingkat Sigma... VI-8
6.2. Pemecahan Masalah ... VI-8
6.2.1. Tahap Improve ... VI-9
6.2.1.1. People ... VI-9
6.2.1.2. Work Place Management ... VI-9
6.2.1.3. Metode 5 S (Kaizen) ... VI-9
6.2.1.4. Information ... VI-12
6.2.2. Tahap Control ... VI-13
6.3. Usulan Perbaikan ... VI-13
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.3.2. Usulan Perbaikan Hasil Peningkatan Kecepatan Proses . VI-14
VII KESIMPULAN DAN SARAN... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
3.1. Jenis-Jenis Pemborosan/Waste ... III-19 3.2. Perbedaan Lean dan Six Sigma ... III-24
3.3. Simbol Proses Dalam Value Stream Mapping ... III-30
3.4. Contoh Pengukuran Kerja Direct Stop Watch Study ... III-36 3.5. Penyesuaian Menurut Cara Shumard ... III-41
3.6. Penyesuaian Menurut Westinghouse ... III-42 5.1. Data Permintaan Produk April 2013 ... V-1
5.2. Jumlah Mesin yang terdapat di Lantai Produksi ... V-2 5.3. Penilaian Rating Factor terhadap Operator Berdasarkan
Metode Westinghouse... V-5 5.4. Waktu Siklus Pembuatan Produk Minuman Teh Botol ... V-10 5.5. Waktu Muat pada Proses Produksi Minuman Teh Botol ... V-11 5.6. Waktu Setup Mesin ... V-12 5.7. Penetapan Allowance untuk Tiap Proses Produksi... V-12 5.8. Check Sheet Data Atribut Kualitas Produk Teh botol ... V-16
5.9. Stratifikasi Data Atribut Kualitas Produk teh botol Berdasarkan Jenis Kecacatan ... V-17 5.10. Rekapitulasi Hasil Uji Keseragaman Waktu Siklus Proses
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.11. Rekapitulasi Hasil Uji Keseragaman Waktu Muat Proses
Produksi teh botol ... V-31 5.12. Uji Kecukupan Data Proses Ketiga ... V-33 5.13. Rekapitulasi Uji Kecukupan data Waktu Siklus dari Setiap
Proses Produksi teh botol ... V-34 5.14. Uji Kecukupan Data Waktu Muat pada Mesin creater ... V-34 5.15. Rekapitulasi Uji Kecukupan data Waktu Muat Setiap Mesin
Produksi teh botol ... V-35 5.16. Rekapitulasi Hasil Perhitungan Waktu Normal dan Waktu
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.23. Persentase Kecacatan dan Persentase Kumulatif ... V-53 5.24. Perhitungan Korelasi Kecacatan Jenis Sompel dengan
Number of Nonconformities ... V-55
5.25. Tabel Five Why untuk Kecacatan Jenis Warna ... V-56 5.26. Tabel Five Why untuk Kecacatan Jenis Kotoran ... V-56 5.27 Tabel Five Why untuk Kecacatan Jenis volume Air ... V-56 5.28 Defenisi Faktor Utama Penyebab Kecacatan ... V-57 5.29. Hasil Estimasi Peningkatan Kualitas Tahap Inspeksi ... V-59 6.1. Hasil Estimasi Peningkatan Kualitas Tahap Inspeksi ... VI-14 6.2. Proporsi Persentase Perbaikan... VI-14 6.3. Urutan Proses Kerja Awal Produksi Teh botol ... VI-15 6.4. Urutan Proses Kerja Baru pada Produksi Teh botol... VI-16 6.5. Value-AddedTime dan Non-Value-AddedTime Setelah
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. XYZ ... II-4 3.1. Pengambilan Sampel dengan Sample Random Sampling ... III-10 3.2. Pengambilan Sampel dengan Systematic Sampling ... III-11 3.3. Pengambilan Sampel dengan Stratified Random Sampling ... III-12 3.4. Pengambilan Sampel dengan Cluster Sampling ... III-13 3.5. Pengambilan Sampel dengan Area Samplng ... III-14 3.6. Pengambilan Sampel dengan Convinience Sampling ... III-15 3.7. Pengambilan Sampel dengan Purpossive Sampling ... III-16 3.8. Pengambilan Sampel dengan Judgment Sampling ... III-16 3.9. Pengambilan Sampel dengan Snowball Sampling ... III-17 3.10. Pengambilan Sampel dengan Quota Sampling ... III-17 3.11. Pengambilan Sampel dengan Peta Kontrol p ... III-48 3.12. Pengambilan Sampel dengan Peta Kontrol u ... III-49 3.13. Diagram Paretto ... II-52 3.14. Cause and Effect Diagram ... II-53 4.1. Kerangka Berpikir ... IV-4 4.2 Flow Chart Penelitian ... IV-5
5.1. Aliran Proses Pembuatan Produk Minuman Teh botol ... V-3 5.2. Histogram Jumlah Permintaan Minuman teh botol bulan April
2013 ... V-21
DAFTAR GAMBAR
GAMBAR HALAMAN
5.4. Value Strea Mapping untuk satu siklus Produksi Minuman Teh Botol
sosro ... V-25
5.5. Peta Kontrol Waktu Siklus Perpindahan Baha Baku ... V-27 5.6 Peta Kontrol Waktu Muat Mesin Creater ... V-29 5.7. Value Stream Mapping untuk Produksi teh botol ... V-42
5.8. Peta C Kecacatan Atribut Produk Teh botol ... V-45 5.9 Peta np untuk Pemeriksaan Karakteristik Kualitas Produk ... V-48 5.10. Perhitungan Tingkat Sigma dengan Calculate Sigma ... V-50 5.11. Diagram Pareto Mnuman Teh botol ... V-53 5.12 Scatter Diagram kecaatan warna dan Number of Nonconformities
... V-54
5.13. Fishbone diagram pada atibut Kecacatan Warna Minuman ... V-57
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Surat Permohonan Tugas Sarjana ... L-1
2. Form Bimbingan Laporan ... L-2
3. Surat Penjajakan Pabrik ... L-3
4. Surat Keputusan Tugas Akhir ... L-4
5. Surat Pabrik ... L-5
6. Tabel Rating Factor ... L-6
7. Tabel Allowance ... L-7
ABSTRAK
PT XYZ merupakan perusahaan manufaktur yang cenderung untuk mengutamakan kualitas produk dan ketepatan waktu penyerahan produk ke konsumen. Produk yang paling banyak diproduksi adalah produk Minuman Teh Botol. Jumlah produksi pada bulan April 2013 Adalah sebanyak 149.000 unit produk minuman teh botol. Perusahaan di tepatkan untuk memperbaiki kinerjanya agar tetap unggul dalam menghadapi persaingan. Perbaikan yang dapat dilakukan oleh perusahaan adalah mengurangi pemborosan yang terjadi selama proses produksi. Pemborosan yang terdapat pada perusahaan pada saat ini yaitu beberapa kegiatan yang non value added activities dan kecacatan produk yang terjadi selama proses produksi berlangsung yang tidak sesuai dengan spesifikasi produk. Melalui metode Define, Measure,
Analyze, Improve, dan Control (DMAIC) dalam pendekatan Lean Six Sigma, maka
perusahaan dapat mengidentifikasi waste yang terjadi di sepanjang value stream yaitu kegiatan-kegiatan tidak bernilai tambah seperti kegiatan pemindahan dan menunggu, serta jumlah kecacatan produksi yang terjadi, sehingga perlu di perbaiki agar dapat meningkatkan kecepatan proses dan kualitas produksi pada perusahaan. Tingkat sigma perusahaan diperoleh setelah melalui penelitian dan pengolahan terhadap data yang telah dikumpulkan 2,90 sigma, angka ini menunjukkan bahwa perusahaan masih berada di bawah rata-rata tingkat sigma perusahaan internasional yaitu 4,00 sigma.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Pada era globalisasi banyak sekali industri manufaktur yang berdiri dengan menghasilkan produk yang sejenis. Kondisi seperti ini mengakibatkan terjadinya persaingan yang semakin ketat antar perusahaan, dalam menghasilkan produk yang berkualitas, sehingga membuat setiap perusahaan harus dapat bersaing secara global baik di pasaran nasional maupun pasar internasional untuk dapat meningkatkan pemasaran produk yang dihasilkan. Harapan pelanggan akan produk yang dihasilkan juga semakin meningkat baik dari segi kuantitas maupun kualitas, maka setiap perusahaan hendaknya secara terus-menerus meningkatkan kualitas perusahaannya dengan selalu berusaha untuk meminimalisasi ketidaksesuaian, pemborosan, dan meningkatkan efisiensi dari keseluruhan proses produksi perusahaan.
PT. XYZ merupakan perusahaan yang bergerak di bidang pembuatan minuman ringan. PT. XYZ cenderung untuk mengutamakan kualitas produk dan ketepatan waktu penyerahan produk ke konsumen di mana hal ini menjadi keunggulan yang paling utama dan menjadi faktor daya saing dengan perusahaan sejenis. Dengan meningkatkan kualitas produk, pelanggan/costumer menjadi puas dan nyaman.
rework tersebut menyebabkan terjadinya pemborosan pada waktu siklus produksi, sehingga
membuat waktu siklus semakin panjang.
Permasalahan kecacatan produk dan kegiatan rework yang terlalu lama inilah yang menjadi permasalahan utama pada PT. XYZ dalam memproduksi produk minuman teh botol. Perusahaan harus memperbaiki kinerjanya agar tetap unggul dalam menghadapi persaingan tersebut. Perbaikan yang dapat dilakukan oleh perusahaan adalah mengurangi pemborosan(waste) selama proses produksi untuk meningkatkan kecepatan proses produksi dengan mengindentifikasi kegiatan-kegiatan yang tidak bernilai tambah dan melalui perbaikan pengaturan stasiun kerja.
Perusahaan dikatakan berkualitas apabila memiliki sistem produksi yang baik dengan proses yang terkendali. Salah satu pendekatan yang dapat memenuhi tujuan tersebut adalah pendekatan Lean Six Sigma. Melalui metode Define, Measure, Analyze, Improve, dan
Control (DMAIC) dalam pendekatan Lean Six Sigma, maka perusahaan dapat
mengidentifikasi waste yang terjadi di sepanjang value stream yaitu kegiatan-kegiatan tidak bernilai tambah (non value added activities) seperti kegiatan pemindahan dan menunggu, serta jumlah kecacatan produksi yang terjadi, sehingga akan meningkatkan kecepatan proses dan kualitas produksi pada perusahaan (Prastyawati, 2009).
Salah satu metode pendekatan yang dapat digunakan untuk memperbaiki kualitas dan
meminimisasi masalah waste adalah pendekatan menggunakan lean six sigma . Lean six sigma
merupakan tools yang sangat tepat digunakan oleh perusahaan ataupun organisasi yang mempunyai masalalah waste sekaligus defect. Metode ini sangat ampuh untuk menangani permasalahan tersebut. (Ramaswamy, R., Integrating Lean and Six Sigma Methodologies For
Business Excelence. ORIEL, (2007)) menyebutkan dalam jurnalnya bahwa lean six sigma
merupakan aplikasi dengan mengkombinasikan metodologi lean ke dalam metodologi six
DMAIC ataupun DFSS. Pendekatan penggunaan metode lean six sigma ini harus tetap disesuaikan dengan kondisi setiap industri dan organisasi. ( Miftachul Arifin, 2012)
1.2. Rumusan Masalah
Berdasarkan uraian latar belakang permasalahan di atas, Permasalahan utama yang akan di teliti adalah masalah kecacatan produk dan kegiatan rework yang terlalu lama dalam bentuk waktu menunggu (waiting) di sepanjang proses produksi yang menyebabkan waste yang cukup tinggi. Oleh karena itu perlu dilakukan upaya perbaikan untuk mengurangi pemborosan tersebut.
1.3. Tujuan Penelitian
Adapun tujuan penelitian ini adalah :
1. Mengestimasi nilai peningkatan sigma yang dapat dcapai oleh perusahaan melalui usulan perbaikan
2. Memberikan usulan perbaikan terhadap keadaan sekarang dengan menggunakan pendekatan Lean Six Sigma metode DMAIC (Define, Measure, Analyze, Improve,
Control) untuk menyelesaikan masalah-masalah yang terjadi di perusahaan
3. Meningkatkan kualitas produk dengan mengurangi jumlah kecacatan produksi melalui analisis penyebab terjadinya kecacatan agar kualitas produk yang dihasilkan sesuai dengan keinginan pelanggan dan tingkat sigma semakin meningkat.
1.4. Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini, yaitu: 1. Penelitian dilakukan pada bagian produksi produk PT. XYZ
3. Data kecacatan yang diamati dan digunakan penelitian adalah data pada periode April 2013 selama 26 hari kerja
Adapun asumsi-asumsi yang digunakan dalam penelitian ini adalah sebagai berikut : 1. Metode kerja pada saat penelitian tidak berubah dan sudah standar.
2. Karyawan di lantai produksi dari PT. XYZ telah paham terhadap prosedur kerja.
3. Keterampilan dan kebutuhan setiap operator pada stasiun kerja yang sama dinilai sebanding.
4. Pekerja menguasai pekerjaannya dengan baik dan benar dianggap sebagai operator normal dari pekerja yang terdapat pada setiap stasiun kerja yang sama.
5. Kondisi mesin-mesin serta peralatan yang digunakan cukup baik.
1.5. Manfaat Penelitian
Adapun manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah sebagai berikut :
1. Menjadi bahan masukan bagi perusahaan dalam mengenal dan memahami konsep Lean Six
Sigma untuk peningkatan kinerja perusahaan sehingga citra perusahaan dapat meningkat
di mata konsumen.
2. Meningkatkan keterampilan bagi penulis dalam menyelesaikan permasalahan yang berkaitan dengan pengurangan waste untuk meningkatkan kecepatan proses dan kualitas produk melalui pendekatan Lean Six Sigma dengan metode DMAIC.
3 Manfaat bagi mahasiswa
4. Bagi Perusahaan
Hasil penelitian ini dapat dijadikan pertimbangan bagi perusahaan untuk mengetahui penerapan peran Pendekatan Lean Six Sigma dalam upaya meningkatkan kualitas produk. 5. Manfaat bagi Lembaga atau Institusi Pendidikan
Referensi penelitian selanjutnya dalam mencari solusi perbaikan kualitas.
1.6. Sistematika Penulisan
Sistematika yang digunakan dalam penulisan laporan tugas sarjana ini sebagai berikut :
Bab I Pendahuluan, menguraikan latar belakang masalah, rumusan masalah, tujuan penelitian, manfaat penelitian, batasan masalah, asumsi-asumsi serta sistematika penulisan yang digunakan.
Bab II Gambaran Umum Perusahaan, menguraikan secara ringkas berbagai atribut dari perusahaan yang menjadi obyek penelitian, antara lain : sejarah perusahaan, struktur organisasi, bidang usaha, dan sebagainya.
Bab III Tinjauan Pustaka, menguraikan teori-teori yang diperlukan dan mendukung untuk menyelesaikan masalah dengan menggunakan literatur yang berkaitan dengan permasalahan yang dibahas dalam penelitian.
Bab IV Metodologi Penelitian, mengemukakan tahapan-tahapan pengurangan Waste untuk meningkatkan kecepatan proses dan kualitas produk dengan menggunakan pendekatan
Lean Six Sigma Metode DMAIC, yang dimulai dari persiapan penelitian, pengambilan data
waktu proses dan kualitas produksi, pengolahan data, analisis pemecahan masalah hingga kesimpulan dan saran yang diberikan kepada pihak perusahaan
jumlah permintaan produk dan jumlah kecacatan produksi. Selain itu, juga terdapat tahap pengolahan data dengan menggunakan pendekatan Lean Six Sigma. Metode DMAIC untuk mendpatkan pemecahan masalah. Tahap dari metode DMAIC untuk mendapatkan pemechana masalah. Tahap dari metode DMAIC yang digunakan dalam pengolahan data adalah tahap
Define, dan tahap Measure
Bab VI Analisis Pemecahan Masalah, meliputi analisis dari hasil pengolahan data dan alternatif dari pemecahan masalah. Tahap dari metode DMAIC yang digunakan dalam analisis pemecahan masalah adalah Tahap Analyze, Tahap Improve dan Tahap Control. Pada bab ini juga diuraikan mengenai beberapa usulan perbaikan yang dapat diberikan kepada perusahaan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Perusahaan minuman Sosro pada awalnya merupakan perusahaan keluarga yang didirikan oleh Bapak Sosrodjojo (alm) pada tahun 1940. Merek Sosro yang dipakai merupakan singkatan dari nama Bapak Sosrodjojo yang mulai merintis usaha teh wangi melati pada tahun 1940 di Slawi. Teh wangi melati diperkenalkan pertama kali bermerek Cap Botol. Tahun 1965 teh wangi melati Cap Botol yang sudah terkenal di daerah Jawa dan mulai diperkenalkan di Jakarta
Generasi kedua Sosro dimulai dengan inovasi teh siap minum dengan pendistribusian secara nasional dan mempunyai kantor di daerah Cakung, suatu daerah perbatasan antara Jakarta Timur dan Bekasi. Pada saat Sosro memasuki generasi ketiga (1990), dimulai pengembangan usaha minuman ke berbagai variasi cita rasa, target, segmen, benefit dan kemasan. Cakupan distribusi produk telah menambah kawasan internasional dan tetap menempati kantor usaha di wilayah Cakung.
Pada tanggal 2 Januari 1995, perusahaan ini berganti nama dari PT. Toba Sosro Kencono menjadi PT. Reksobudi Adijaya. Hal ini terjadi karena adanya pergantian mesin produksi, dimana mesin milik PT. XYZ Kencono dibawa ke Unggaran (Jawa Tengah) sedangkan mesin penggantinya dibawa dari Jakarta, sehingga PT. XYZ Kencono berpindah alamat ke Unggaran. Perpindahan mesin ini didasarkan pada kapasitas produksi dan permintaan konsumen.
PT. Reksobudi Adijaya hanya 5 tahun beroperasi, karena pada tanggal 1 Januari 2000 terjadi penggabungan (merger) dari seluruh pabrik/perusahaan yang berada di bawah Sosro Group. Penggabungan ini bertujuan untuk memperkuat asset dan bisnis dibidang minuman ringan dalam rangka menghadapi era globalisasi perdagangan pasar bebas, sehingga PT. Reksobudi Adijaya berganti nama menjadi PT. XYZ dengan status cabang di setiap unit pabrikan, sedangkan kantor pusat tetap berada di Cakung Jakarta Timur.
Pabrik Teh botol yang berada di bawah Sosro Group adalah sebagai berikut : 1. PT. XYZ Cakung (Kantor Pusat), Cakung-Jakarta Timur
2. PT. XYZ Cabang Tambun, Bekasi-Jawa Barat 3. PT. XYZ Cabang Gresik, Surabaya-Jawa Timur 4. PT. XYZ Cabang Pandeglang, Banten
5. PT. XYZ Cabang Unggaran, Semarang-Jawa Tengah 6. PT. XYZ Cabang Gianyar-Bali
7. PT. XYZ Cabang Deli Serdang, Tanjung Morawa-Sumatera Utara 8. PT. XYZ Cabang Cibitung, Jawa Barat
botol/jam. Mesin ini menggantikan mesin lama yang mempunyai kapasitas produksi yang mempunyai kapasitas produksi 18.000 botol/jam. Mesin ini merupakan mesin pertama yang digunakan untuk memproduksi Teh botol.
2.2. Ruang Lingkup Bidang Usaha
PT. XYZ cabang Deli Serdang terletak di km 14,5 Tanjung Morawa-Sumatera Utara ini menempati tanah seluas 24.900 m2 dengan menghasilkan produk minuman Teh botol berukuran 220 ml, Fuit Tea Botol, Fruit Tea Genggam, dan AMDK (Air Minum Dalam Kemasan) dengan merek Prima dalam ukuran galon 19 liter. Sedangkan jenis-jenis produk lainnya diproduksi oleh PT. XYZ cabang lainnya. Pendistribusian produk PT. XYZ cabang Deli Serdang ini sepenuhnya menjadi tanggung jawab dari PT. XYZ Ostentasi. Perusahaan ini merupakan distributor tunggal produk Sosro untuk kawasan Sumatera dan masih berada di bawah naungan Sosro Group.
2.3. Struktur Organisasi
Gambar 2.1. Struktur Organisasi PT. XYZ
Adapun tugas dan tanggung jawab serta wewenang dari PT. XYZ adalah sebagai berikut :
1. General Manager,merupakan pimpinan tertinggi perusahaan yang mempunyai tugas sebagai berikut :
a. Menentukan garis kebijakan umum dari program kerja perusahaan b. Bertanggung jawab ke dalam dan kantor pusat
c. Mengarahkan dan meneliti kegiatan perusahaan
d. Menyebarkan dan menerapkan kebijakan serta mengawasi pelaksanaannya e. Melaksanakan kontrak kerja dengan pihak luar
f. Mengkoordinir dan mengawasi tugas-tugas yang dideligasikan kepada tiap manager dan menjalin hubungan kerja yang baik
2. Sekretaris, mempunyai tugas dan wewenang antara lain :
a. Menyelenggarakan surat menyurat berhubungan dengan perusahaan b. Mengatur hubungan dengan pihak luar dan tamu
c. Menyusun dokumentasi
d. Bertanggung jawab kepada general manager
3. Manager Quality Control, mempunyai tugas dan wewenang antara lain : a. Mengkoordinir dan mengawasi pengendalian mutu produk untuk
memastikan bahwa produk-produk yang dihasilkan secara konsisten memenuhi standard mutu yang berlaku
BAB III
LANDASAN TEORI
3.1. Kualitas1
1 Besterfield, Dale H. 1987. Quality Control. United States of America: Prentice Hall International Editions.
Ketika menunjukkan kualitas dapat diandalkan, biasanya terlihat dalam memuaskannya
suatu produk dan jasa yang mana diberikan dari ekspektasi pelanggan. Ekspektasi pelanggan ini
dapat ditentukan dari kegunaan barang dan harga jual dari barang tersebut. Apabila suatu produk
mampu memenuhi keinginan pelanggan, dapat disadari bahwa hal tersebut merupakan kualitas dari
produk. Kualitas dapat dikuantifikasikan dengan menggunakan perhitungan di bawah ini:
Q= P E
Dimana: Q = Kualitas
P = Performans dari suatu produk
E = Ekspektasi pelanggan
Apabila nilai Q lebih besar dari 1, maka pelanggan memiliki rasa yang baik tentang
produk ataupun pelayanan yang diberikan. Ekspektasi dari pelanggan secara berkelanjutan
mengikuti permintaan yang meningkat. Setelah dipahami defenisi kualitas, maka harus diketahui
apa saja yang2) termasuk dalam dimensi kualitas.
a. Performa (performance) berkaitan dengan aspek fungsional dari produk dan merupakan karakteristik utama yang dipertimbangkan pelanggan ketika ingin membeli suatu produk.
b. Fitur (Features) merupakan aspek kedua dari performa yang menambah fungsi dasar, berkaitan dengan pilihan-pilihan dan pengembangannya.
c. Keandalan (reliability) berkaitan dengan kemungkinan suatu produk berfungsi secara berhasil dalam periode waktu tertentu di bawah kondisi tertentu.
d. Konformitas (conformance) berkaitan dengan tingkat kesesuaian produk terhadap spesifikasi yang telah ditetapkan sebelumnya berdasarkan keinginan pelanggan.
e. Daya tahan (durability) merupakan ukuran masa pakai suatu produk.
f. Kemampuan pelayanan (service ability) merupakan karakteristik yang berkaitan dengan kecepatan/kesopanan, kompetensi, kemudahan serta akurasi dalam perbaikan. g. Estetika (aesthetics) merupakan karakteristik mengenai keinginan yang bersifat
subyektif sehingga berkaitan dengan pertimbangan pribadi dan refleksi dari preferensi atau pilihan individual.
h. Daya tarik (Response) merupakan hubungan antara manusia dengan manusia yang lain dengan perasaan dalam mengkonsumsi produk, seperti pembicaraan mengenai produsen.
i. Reputasi terhadap kualitas (Reputation) bersifat subyektif, berkaitan dengan perasaan pelanggan dalam mengkonsumsi produk, seperti meningkatkan harga diri.
3.2. Pengendalian Kualitas2
Pengendalian kualitas adalah kombinasi semua alat dan teknik yang digunakan untuk mengontrol kualitas suatu produk dengan biaya seekonomis mungkin dan memenuhi syarat pemesan. Pengendalian kualitas adalah aktivitas keteknikan dan manajemen, yang dengan aktivitas tersebut diukur ciri-ciri kualitas produk. Faktor-faktor yang mempengaruhi dalam pengendalian kualitas antara lain:
1. Dari segi operator: keterampilan dan keahlian dari manusia yang menangani produk. 2. Dari segi bahan baku: bahan baku yang dipasok oleh penjual.
3. Dari segi mesin: jenis mesin dan elemen-elemen mesin yang digunakan dalam proses produksi.
Tujuan dari pengendalian kualitas adalah menyelidiki dengan cepat sebab-sebab terduga atau pergeseran proses sedemikian hingga penyelidikan terhadap proses itu dan tindakan pembetulan dapat dilakukan sebelum terlalu banyak unit yang tidak sesuai diproduksi. Tujuan akhir dari pengendalian kualitas adalah pengurangan variabilitas produk.
Pengendalian kualitas dilakukan mulai dari proses input informasi/bahan baku dari pihak
marketing dan purchasing hingga bahan baku tersebut masuk ke pabrik dan bahan baku itu
diolah (fase transformasi) yang akhirnya dikirim ke pelanggan. Untuk memenuhi semua kebutuhan
pelanggan perlu adanya berbagai macam tool yang mampu mempresentasikan data yang
dibutuhkan dan menganalisa data tersebut hingga diperoleh suatu kesimpulan.
Pengendalian kualitas dapat dilakukan melalui dua pendekatan, yaitu :
1. On-line Quality Control adalah kegiatan pengendalian kualitas yang dilakukan selama
proses pabrikasi berlangsung dengan menggunakan Statistical Process Control (SPC).
Statistical Process Control melakukan pengamatan, pengendalian, dan pengujian pada
Sifat On-line Quality Control adalah tindakan pengendalian yang reaktif,atau tindakan setelah kegiatan produksi berjalan. Artinya jika produk yang dihasilkan tidak memenuhi spesifikasi yang diharapkan, tindakan perbaikan terhadap proses dilakukan dengan tujuan meminimasi jumlah cacat yang terjadi.
2. Off-Line Quality Control adalah pengendalian kualitas yang dilakukan sebelum proses produksi atau pengendalian kualitas yang bersifat preventif. Dengan tindakan preventif maka
kemungkinan adanya cacat produk dan masalah kualitas dapat diatasi sebelum produksi
berjalan. Pengurangan pada produk cacat akan mengurangi scrap dan produk gagal, yang
akhirnya akan mengurangi pemulangan produk dari konsumen serta dapat mengurangi
kerugian. Tujuan dari Off-Line Quality Control adalah untuk mengoptimasi desain produk dan
proses dalam rangka mendukung kegiatan On-Line Quality Control.
3.3. Variabilitas Proses Produksi3
1. Common Causes/Chance Causes
Variabilitas atau gangguan dasar dibedakan menjadi dua yaitu variabilitas normal (chance causes) yang tidak memerlukan perbaikan dan variabilitas yang menyebabkan proses menjadi out of control (assignable causes) sehingga perlu dilakukan perbaikan. Penyebab terjadinya variabilitas tersebut antara lain :
Terjadi karena faktor-faktor yang sulit dikendalikan, dikarenakan variabilitas ini terjadi secara normal, maka bila variasi suatu proses termasuk dalam tipe ini akan dikategorikan dalam batas kendali statistic. Contohnya adalah sebuah variabel kualitas seperti diameter yang disebabkan karena kemampuan proses yang melekat dari alat khusus yang digunakan.
BAB IV
METODOLOGI PENELITIAN
4.1. Jenis Penelitian
Penelitian dilakukan di PT. XYZ, Jalan Raya Medan-Tanjung Morawa KM. 14.5 di Medan, Sumatera Utara.
4.2. Objek Penelitian
Objek yang dijadikan penelitian adalah produk minuman teh botol, yang diproduksi di PT. XYZ. Bagian yang diteliti dari objek tersebut adalah kecacatan produk berdasarkan atribut. Jenis-jenis kecacatan atribut pada produk tersebut adalah warna teh botol, banyaknya volume air dalam teh botol, dan kotoran dalam teh botol.
Jenis penelitian yang dipakai dalam penelitian ini adalah jenis applied research karena jenis penelitian ini mendasarkan diri pada pemecahan masalah nyata.
Penelitian ini dilaksanakan dengan mengikuti langkah-langkah berikut:
1. Pada awal penelitian dilakukan studi pendahuluan untuk mengetahui kondisi perusahaan, proses produksi, dan informasi pendukung yang diperlukan serta studi literatur tentang metode pemecahan masalah yang digunakan dan teori pendukung permasalahan pengendalian kualitas.
2. Tahapan selanjutnya adalah melakukan pengumpulan data. 3. Dilakukan analisis terhadap hasil pengolahan data.
4.3. Variabel Penelitian
4.3.1. Variabel Independen
Variabel independen adalah variabel yang mempengaruhi atau yang menjadi sebab perubahannya atau timbulnya variabel dependen (terikat) baik secara positif maupun secara negative. Variabel independen ataupun variabel bebas dalam penelitian ini adalah: 1. Lead Time
Waktu yang dibutuhkan oleh proses kerja untuk memenuhi sebuah order hingga lengkap sesuai permintaan dengan kata lain sebagai pemenuhan terhadap Ontime
Fulfillment Delivery to Customer.
2. Defect
Adalah ketidaksempurnaan atau kekurangan dalam komponen produksi di mana komponen tersebut tidak memenuhi persyaratan atau spesifikasi, dan memerlukan penggantian atau perbaikan.
3. Aliran Produksi
Adalah kegiatan penciptaan, pengubahan atau penambahan nilai guna suatu barang. 4. Waktu Siklus
Waktu Siklus adalah waktu total yang digunakan untuk mengubah input menjadi
output .
4.3.2. Variabel Dependen
a. Aktivitas Produksi adalah kegiatan yang dilakukan selama proses pembuatan produk minuman teh botol mulai dari bahan baku hingga menjadi bahan baku. Aktivitas produksi dapat dilihat dalam dua hal yaitu time value added dan time non
value added. Time value added adalah waktu yang memberikan nilai tambah
selama proses produksi berlangsung. Time non value added adalah waktu yang tidak memberikan nilai tambah/mengurangi nilai tambah selama proses produksi berlangsung.
b. Kecacatan adalah hal-hal yang membuat perubahan karakteristik produk minuman teh botol, sehingga dapat mengurangi kualitas dari produk. Kecacatan dalam peneltian ini diukur secara atribut, perubahan-perubahan yang terjadi secara atribut selama proses produksi sampai produk jadi disebut kecacatan produk. Penanggulangan kecacatan dalam hal ini terbagi dua yaitu rework adalah produk cacat yang dilakukan pengerjaan ulang agar dapat diproses pada tahap berikutnya dan waste adalah produk cacat yang tidak dapat diperbaiki lagi jenis kecacatannya. 2. Variabel dependen adalah variabel-variabel yang dipengaruhi atau yang menjadi
akibat karena adanya variabel bebas. Disebut variabel terikat karena variabel ini dipengaruhi oleh variabel bebas. Variabel dependen yang dipengaruhi oleh perancangan penelitian adalah Lead Time. Lead Time adalah waktu yang diperlukan oleh bagian processing/produksi untuk memproduksi item produk per
capacity yang sudah ditentukan.
4.4. Kerangka Berpikir
diawali dengan menganalisis dan mengidentifikasi faktor-faktor yang menyebabkan waktu produksi(lead time) yang lama dan kecacatan produk sebagai parameter tujuan penelitian. Setelah faktor-faktor penyebab masalah tersebut diidentifikasi, maka selanjutnya peneliti dapat mengumpulkan beberapa data yang mungkin menjadi penyebab masalah yang ada. Berdasarkan masalah yang telah diidentifikasi maka akan dirumuskan tujuan dari penelitian yaitu penerapan Lean Six Sigma dan pemberian usulan perbaikan terhadap kecepatan proses dan kualitas produksi, serta meminimasi pemborosan yang sering terjadi pada proses produksi. Adapun kerangka berpikir penelitian ini ditunjukkan pada Gambar 4.1.
Gambar 4.1. Kerangka Berpikir
waste Lean six sigma aktivitas
Value added
Non value added
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Data yang digunakan dalam pengolahan data yaitu data primer dan data sekunder. Data
primer meliputi data permintaan produk, data jumlah mesin, aliran proses sedangkan untuk data
sekunder data waktu siklus setiap proses, data penilaian rating factor setiap operator, data
kelonggaran (allowance), serta data jumlah produk cacat untuk jenis kecacatan atribut dengan
kualitas baik pada tahap inspeksi.
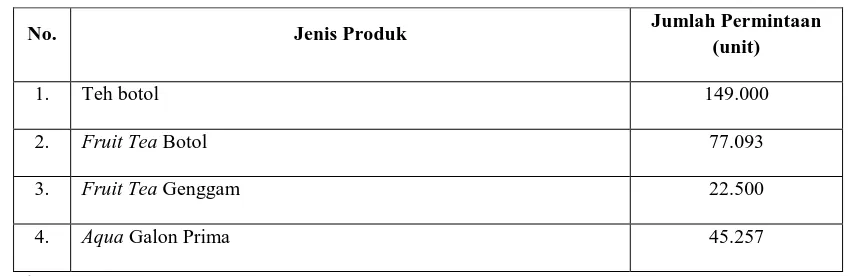
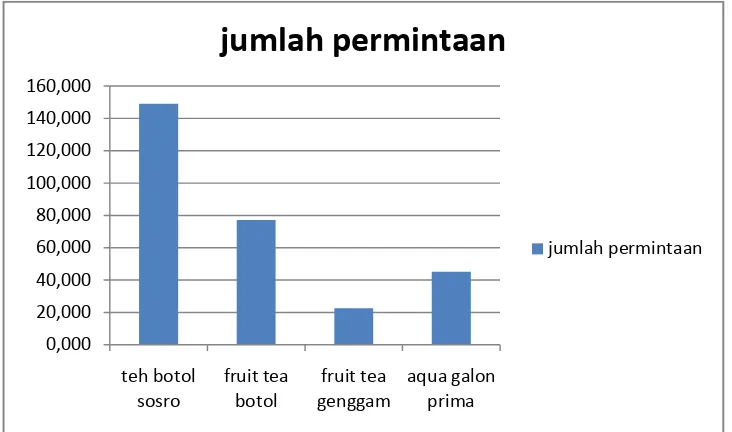
5.1.1. Data Permintaan Produk
Jenis produk minuman teh botol sosro yang akan dijadikan objek penelitian yaitu
didasarkan pada jumlah permintaan produk selama satu bulan. Data jumlah permintaan produk
untuk setiap jenisnya pada bulan April 2013 dapat dilihat pada Tabel 5.1.
Tabel 5.1. Data Permintaan Produk April 2013
No. Jenis Produk Jumlah Permintaan
(unit)
1. Teh botol 149.000
2. Fruit Tea Botol 77.093
3. Fruit Tea Genggam 22.500
4. Aqua Galon Prima 45.257
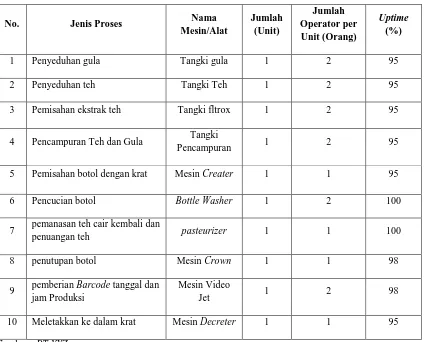
5.1.2. Data Jumlah Mesin
Data jumlah mesin yang diperoleh adalah berdasarkan dari jumlah mesin yang ada di
lantai produksi yang digunakan dalam pembuatan minuman teh botol, mulai dari proses awal
di lantai produksi dan uptime minuman teh botol dapat dilihat pada Tabel 5.2. Uptime adalah
persentase waktu yang tersedia pada mesin untuk proses.
Tabel 5.2. Jumlah Mesin yang terdapat di Lantai Produksi
No. Jenis Proses Nama
4 Pencampuran Teh dan Gula Tangki
Pencampuran 1 2 95
5 Pemisahan botol dengan krat Mesin Creater 1 1 95
6 Pencucian botol Bottle Washer 1 2 100
7 pemanasan teh cair kembali dan
penuangan teh pasteurizer 1 1 100
8 penutupan botol Mesin Crown 1 1 98
9 pemberian Barcode tanggal dan jam Produksi
Mesin Video
Jet 1 2 98
10 Meletakkan ke dalam krat Mesin Decreter 1 1 95
Sumber : PT XYZ
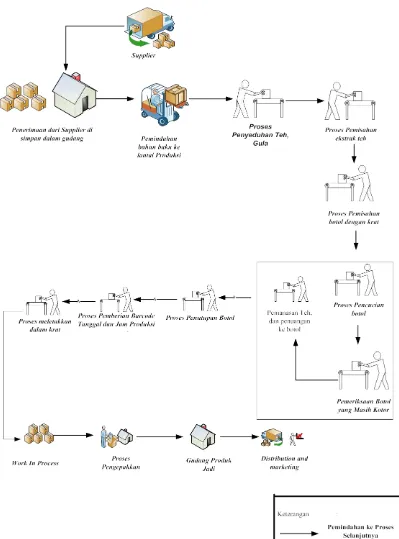
5.1.3. Data Aliran Proses
Data aliran proses pembuatan minuman teh botol pada PT.XYZ berdasarkan hasil
pengamatan dapat dilihat pada Gambar 5.1. Aliran proses pembuatan produk minuman teh botol
ini menggambarkan satu siklus yang meliputi urutan kegiatan proses dari kegiatan awal hingga
Sumber : PT Sinar Sosro
Proses inspeksi pada Gambar 5.1. terdiri dari 1 jenis yaitu inspeksi pada proses
pencucian botol. Pada tahap inspeksi pertama yang dilakukan sesudah proses pencucian botol,
jika ditemukan hasil pencucian yang tidak bersih atau tidak memenuhi spesifikasi botol yang
telah bersih maka akan dimasukkan ke tempat penampungan rework terhadap produk botol
yang tidak sesuai. Dengan demikian, dapat diketahui bahwa kegiatan inspeksi berlangsung pada
stasiun kerja pencucian botol. Tingkat persentase kecacatan pada proses pencucian botol sebesar
5%-7%. Perpindahan bahan baku dari gudang ke lantai produksi dan perpindahan produk jadi
ke gudang dengan menggunakan kereta sorong (troli), sedangkan perpindahan yang terjadi
selama proses di lantai produksi dilakukan secara manual.
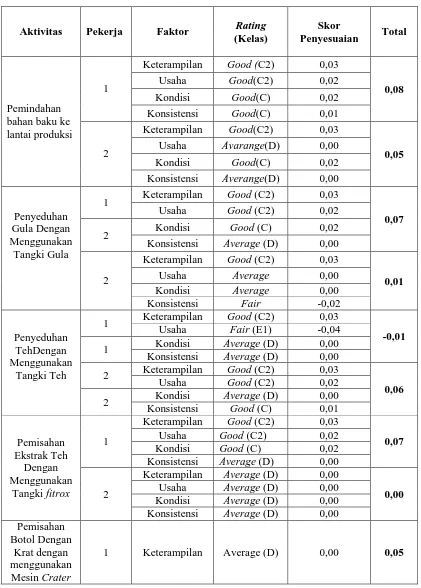
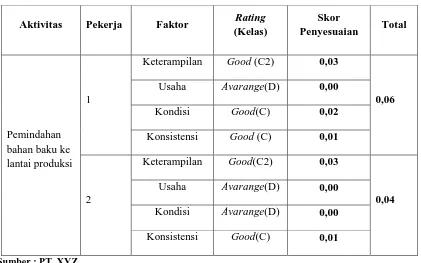
5.1.4. Rating Factor
Penilaian rating factor (Rf) dilakukan di lantai produksi terhadap operator berjenis
kelamin pria yang bekerja secara manual dan operator yang bekerja dengan mesin pada saat
memasukkan bahan (load time) dan mengeluarkan hasil kerja mesin (unload time). Penilaian
rating factor dilakukan untuk menentukan operator yang bekerja normal, sehingga waktu kerja
operator normal dapat diambil sebagai waktu proses. Penilaian rating factor terhadap operator
Tabel 5.3. Penilaian Rating Factor terhadap Operator Berdasarkan Metode Westinghouse
Aktivitas Pekerja Faktor Rating
(Kelas)
Keterampilan Good (C2) 0,03
0,08
Usaha Good(C2) 0,02
Kondisi Good(C) 0,02
Konsistensi Good(C) 0,01
2
Keterampilan Good(C2) 0,03
0,05
Usaha Avarange(D) 0,00
Kondisi Good(C) 0,02
Konsistensi Averange(D) 0,00
Penyeduhan
Konsistensi Average (D) 0,00
2
Keterampilan Good (C2) 0,03
0,01
Usaha Average 0,00
Kondisi Average 0,00
Konsistensi Fair -0,02
Penyeduhan
Konsistensi Average (D) 0,00
2 Keterampilan Good (C2) 0,03
Keterampilan Good (C2) 0,03
0,07
Usaha Good (C2) 0,02
Kondisi Good (C) 0,02
Konsistensi Average (D) 0,00
2
Keterampilan Average (D) 0,00
0,00
Usaha Average (D) 0,00
Kondisi Average (D) 0,00
Tabel 5.3. Penilaian Rating Factor terhadap Operator Berdasarkan Metode Westinghouse (Lanjutan)
Aktivitas Pekerja Faktor Rating
(Kelas)
Keterampilan Average (D) 0,00
0,05
Konsistensi Average (D) 0,00
2
Keterampilan Average (D) 0,00
0,00
Usaha Average (D) 0,00
Kondisi Average (D) 0,00
Konsistensi Average (D) 0,00
Pemnasan Teh
Keterampilan Good (C2) 0,03
0,07
Usaha Good (C2) 0,02
Kondisi Good (C) 0,02
Konsistensi Average (D) 0,00
Penutupan
Botol 1
Keterampilan Average (D) 0,00
0,00
Usaha Average (D) 0,00
Kondisi Average (D) 0,00
Konsistensi Average (D) 0,00
Pemberian Barcode Tanggal dan Jam Produksi
1
Keterampilan Good (C2) 0,03
-0,01
Usaha Fair (E1) -0,04
Kondisi Average (D) 0,00
Konsistensi Average (D) 0,00
2
Keterampilan Good (C2) 0,03
0,06
Keterampilan Average (D) 0,00
0,05
Usaha Good (C2) 0,02
Kondisi Good (C) 0,02
Tabel 5.3. Penilaian Rating Factor terhadap Operator Berdasarkan Metode Westinghouse
(lanjutan)
Aktivitas Pekerja Faktor Rating
(Kelas)
Keterampilan Good (C2) 0,03
0,06
Usaha Avarange(D) 0,00
Kondisi Good(C) 0,02
Konsistensi Good (C) 0,01
2
Keterampilan Good(C2) 0,03
0,04
Usaha Avarange(D) 0,00
Kondisi Avarange(D) 0,00
Konsistensi Good(C) 0,01
Sumber : PT. XYZ
5.2. Pengolahan Data
Pengolahan data dilakukan dengan menggunakan metode DMAIC dalam pendekatan
Lean Six Sigma. Tahapan dari metode DMAIC yang digunakan pada pengolahan data adalah
Define, Measure, dan Analyze, sedangkan tahapan Improve dan Control akan dibahas pada
bagian selanjutnya.
5.2.1. Tahap Define
Tahap define dilakukan untuk mengidentifikasi masalah utama yang akan
diselesaikan. Tahap define yang akan dijelaskan adalah berupa project statement (pernyataan
1. Project Statement
Dalam melaksanakan suatu proyek terdapat beberapa komponen yang harus
dijalankan, yaitu :
a. Business Case (Masalah Perusahaan)
Persaingan bisnis yang semakin berkembang dan semakin kompetitif, membuat perusahaan
harus mampu bertahan dalam persaingan bisnis. perusahaan harus mampu menghasilkan
produk dengan cepat dan berkualitas kepada para pelanggan. Akan tetapi pada saat ini
perusahaan memiliki permasalahan dalam waktu penyelesaian proses produksinya, yang
disebabkan oleh banyaknya pemborosan dan kualitas produk yang tidak sesuai dengan
spesifikasi perusahaan yang dihasilkan selama proses produksi berlangsung. Produk yang
akan menjadi objek penelitian adalah produk yang memiliki jumlah permintaan paling
banyak, yaitu produk Minuman Teh botol.
b. Problem Statement (Pernyataan Masalah)
Masalah yang ditemukan dalam perusahaan adalah banyaknya pemborosan dan kualitas
produk yang tidak sesuai yang terjadi selama proses produksi produk minuman teh botol
berlangsung.
c. Project Scope (Ruang Lingkup Proyek)
Ruang lingkup dalam proyek penyelesaian masalah perusahaan adalah proses produksi
minuman teh botol selama bulan Maret 2013.
d. Goal Statement (Pernyataan Tujuan)
Tujuan dari penelitian ini adalah untuk mengurangi kegiatan-kegiatan yang tidak bernilai
tambah (non value added) dan meminimisasi jumlah kecacatan produk selama proses
produksi berlangsung dengan menggunakan pendekatan Lean Six Sigma.
Batas waktu pengerjaan penelitian ini dimulai dari bulan April 2013 sampai bulan
Desember 2013.
2. Pemilihan Produk
Produk minuman teh botol yang dihasilkan perusahaan terdiri atas empat jenis.
Sekalipun produk yang dihasilkan memiliki spesifikasi yang berbeda-beda, keempat produk ini
memiliki waktu siklus yang sama serta menggunakan mesin dengan kapasitas yang sama.
Perbedaannya hanya terletak pada bahan baku yang digunakan. Produk yang akan menjadi
objek penelitian adalah minuman teh botol, dengan alasan bahwa produk ini memiliki jumlah
permintaan paling tinggi. Pemilihan ini didasarkan pada data jumlah permintaan pelanggan
kepada perusahaan pada bulan April 2013. Adapun grafik jumlah permintaan produk pada bulan
April 2013 berdasarkan Tabel 5.1. dapat dilihat pada Gambar 5.2.
Gambar 5.2.Histogram Jumlah Permintaan Minuman Teh botol Bulan April 2013
Dalam memenuhi tingkat kebutuhan pelanggan yang tinggi terhadap produk Minuman
Teh botol, maka perusahaan diharapkan dapat menyelesaikan permasalahan yang sering terjadi
pada proses produksi sehingga kebutuhan pelanggan dapat terpenuhi oleh perusahaan dengan
menghasilkan produk dengan cepat dan berkualitas kepada pelanggan.
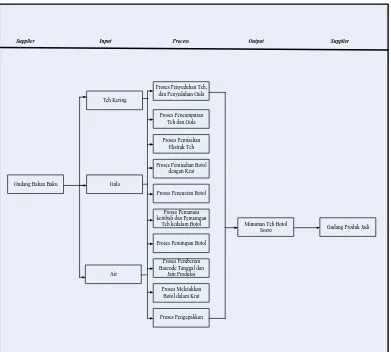
3. Diagram SIPOC (Supplier-Input-Process-Output-Customer)
Diagram SIPOC menggambarkan informasi mengenai Supplier, Input, Process,
Output, dan Customer yang terlibat dalam proses produksi Minuman Teh botol Elemen-elemen
yang digunakan dalam diagram ini adalah sebagai berikut:
1. Supplier : Gudang bahan baku dan gudang peralatan
2. Input : Teh kering, Gula, air
3. Process : Proses penyeduhan teh, penyeduhan gula, proses pemisahan ekstrak teh,
proses pemisahan botol dengan krat, proses pencucian botol, proses pemanasan kembali dan
penuangan teh kedalam botol, proses penutupan botol, proses pemberian barcode tanggal
dan jam produksi, proses meletakkan botol ke dalam krat, proses pengepakkan produk.
4. Output : Minuman Teh botol.
5. Customer : Gudang produk jadi
Diagram SIPOC untuk proses produksi Minuman Teh botol dapat dilihat pada Gambar
Gudang Bahan Baku
Supplier Input Process Output Supplier
Minuman Teh Botol
Sosro Gudang Produk Jadi
BAB VI
ANALISIS PEMECAHAN MASALAH
6.1. Analisis
Metode DMAIC pada pendekatan Lean Six Sigma yang digunakan pada analisis
adalah tahap Analyze. Berikut penjelasan mengenai tahap Analyze.
6.1.1. Analisis Value-Added
Dalam konsep Lean, pemborosan merupakan kegiatan yang tidak memberikan nilai
tambah pada proses bisnis atau manufaktur, sehingga kegiatan tersebut perlu dihilangkan atau
dikurangi selama proses berlangsung. Berdasarkan hasil value stream mapping pada tahap
Define, maka kegiatan pada proses produksi Minuman Teh botol dapat dibedakan atas beberapa
kegiatan, yaitu :
1. Customer Value-Added
Customer value-added adalah setiap aktivitas dalam suatu proses produksi yang sangat
penting untuk memberikan layanan atau produk kepada pelanggan. Kegiatan customer
value-added pada proses produksi minuman teh botol terdiri dari 10 kegiatan, yaitu : proses
penyeduhan gula dan teh = 6,110 menit, pemisahan ekstrak teh = 5,986 menit, pencampuran
teh dan gula = 7,224 menit, pemisahan botol dengan krat menggunakan mesin creater =
2,464 menit, pencucian botol menggunakan mesin bottle washer = 10,429 menit,
= 0,011 menit, proses penutupan botol menggunakan mesin crown, pemberian part-part
Barcode tanggal dan jam produksi =1,245menit, pemindahan botol ke krat menggunakan
mesin decreater.
2. Business Non-Value-Added
Business non-value-added merupakan aktivitas yang diperlukan pada suatu bisnis untuk
melaksanakan kegiataan value-added tetapi tidak menambahkan nilai riil dari sudut pandang
pelanggan. Kegiatan business non-value-added pada proses produksi minuman teh botol
terdiri dari 1 kegiatan, yaitu proses tahap pemeriksaan dan penambahan bushing/rework =
17,0142 menit. Rework dilakukan hanya pada produk yang tidak sesuai dengan spesifikasi
produk, sehingga untuk tahap inspeksi semakin panjang. Kegiatan inspeksi sangat
dibutuhkan untuk menjaga kualitas produk minuman teh botol tetapi sebagian besar
pelanggan kurang mengetahui pentingnya kegiatan inspeksi.
3. Non-Value Added
Non-value-added merupakan pemborosan, yaitu kegiatan yang tidak memberikan nilai
tambah. Kegiatan non-value-added pada proses produksi minuman teh botol terdiri terdiri
atas 6 kegiatan, yaitu : pemindahan bahan baku ke lantai produksi = 1,577 menit,
pemindahan part ke tahap pemeriksaan = 2,415 menit, pemindahan part ke tahap pengisian
botol = 2,316 menit, pemindahan part ke mesin crown = 1,419 menit, pemindahan part ke
6.1.2. Analisis Process Cycle Efficiency
Process cycle efficiency merupakan perhitungan bagaimana waktu dan energi
dihabiskan dalam keseluruhan proses. Nilai persentase process cycle efficiency untuk proses
produksi minuman teh botol adalah 73,71%. Persentase diperoleh dari hasil perbandingan
value-added-time dan total lead time. Value- value-added-time pada proses produksi minuman teh botol
yaitu sebesar 54,285 menit, sedangkan total lead time sebesar 73,642 menit. Berdasarkan
Michael L. George Pada konsep Lean, hal yang sangat penting adalah bagaimana suatu
perusahaan mengidentifikasi pemborosan yang terjadi selama proses produksi berlangsung,
serta bagaimana upaya untuk mengurangi pemborosan tersebut dengan mengembangkan metode
atau proses produksi yang tepat sehingga dapat meningkatkan efisiensi dan produktivitas.
Proses continuous manufacturing dengan nilai PCE ≥ 30% dapat dikategorikan sudah
memasuki konsep Lean. Dengan demikian, proses produksi minuman teh botol sudah memasuki
konsep Lean. Namun, perbaikan secara terus-menerus (continuous improvement) pada
perusahaan harus tetap dilakukan sehingga diperoleh proses produksi yang semakin optimal.
6.1.3. Analisis Process Lead Time dan Process Velocity
Proses leadtime yang dibutuhkan untuk menyelesaikan jumlah permintaan produk pada bulan April 2013 dari awal hingga akhir adalah 19 hari. Nilai process lead time ini lebih kecil dibandingkan dengan jumlah hari kerja pada bulan April, yaitu sebanyak 26 hari kerja. Hal ini menunjukkan bahwa perusahaan dapat menyelesaikan permintaan pelanggan pada bulan April.
secara terus menerus untuk mengurangi biaya produksi. Salah satu cara untuk mengurangi kecepatan proses adalah dengan mengurangi pemborosan-pemborosan yang terjadi selama proses produksi berlangsung.
6.1.4. Analisis Time Traps
Time traps merupakan perangkap waktu yang terjadi di dalam proses produksi yang disebabkan oleh adanya waktu menunggu yang cukup lama sehingga memperpanjang waktu siklus pada proses produksi. Proses kerja yang menimbulkan time traps adalah proses kerja yang memiliki workstation turn over time (WTT) terpanjang. Berdasarkan hasil perhitungan, proses kerja pembuatan minuman teh botol yang menimbulkan time traps dengan WTT terpanjang adalah proses pemeriksaan yaitu sebesar 1856,94463 menit.
6.1.5. Analisis Diagram Pareto
Diagaram pareto merupakan suatu alat untuk menganalisis danmenentukan kecacatan
mana yang paling dominan sehingga kecacatan tersebutakan diperbaiki terlebih dahulu. Pada
tahap pemeriksaan ini ada tiga jenis atributkecacatan yaitu warna minuman, kotoran dalam air
minuman dan ukuran volume air dalam botol minuman yang tidak pas.
Berdasarkan hasil yang diperoleh, maka atribut kecacatan yang harus dianalisis lebih
lanjut adalah :
1. Warna dengan persentase kecacatan 35,64%
2. Kotoran dengan persentase kecacatan 34,65 % dan persentase kumulatifnya adalah 64,36%.
Dengan demikian kecacatan yang memilik persentase kumulatif dibawah 80% akan
dilakukan permbahasan yang kemudian nantinya akan dberikan usulan perbaikan dalam
6.1.6. Analisis Diagram Five Why dan Diagram Sebab Akibat
Diagram Five Why merupakan suatu diagram yang digunakan untuk mengungkapkan
akar dari permasalahan agar dapat diperbaiki dengan tepat dengan bertanya sebanyak lima kali
mengapa ketika suatu ketidaksesuaian terjadi pada proses. Diagram sebab akibat digunakan
untuk menyelidiki akibat-akibat yang buruk dari suatu masalah untuk dicari solusinya atau
akibat-akibat yang baik untuk dipelajari penyebab-penyebabnya karena setiap akibat selalu
terdiri dari banyak penyebabnya. Prinsip yang digunakan dalam membuat diagram sebab akibat
ini adalah prinsip brainstorming.
Berdasarkan data atribut kecacatan yang diperoleh, ketiga atribut kecacatan pada tahap
inspeksi perlu dianalisis lebih lanjut yaitu warna minuman, kotoran dalam air teh/ dalam botol
minuman dan volume air dalam botol. Analisis yang dilakukan meliputi aspek manusia, aspek
metode kerja, aspek lingkungan kerja, aspek mesin/peralatan, dan aspek material atau bahan
baku. Dari diagram sebab akibat yang telah dibuat maka dapat dilakukan analisa sebagai berikut
1. Manusia.
a. Kurang Bertanggung Jawab
Operator tidak berfokus terhadap tugas yang sedang dikerjakan pada saat proses produksi
berlangsung, hal ini dikarenakan operator yang terlalu sering meninggalkan pekerjaan dan
terlalu lma waktu istirahatnya sehingga membuat konsentrasi operator tidak terlalu focus
dengan pekerjaannya
b. Kurang Teliti
Ketidaktelitian operator atau tenaga kerja dapat mengakibatkan cacat pada produk
minuman teh botol. Ketidaktelitian dalam hal pemeriksaan sepanjang alur proses.
Sehingga terjadi kelalaian inspeksi yang mengakibatkan ditemukanya produk cacat pada
30-36%. Hal ini dikarenakan terjadinya kelelahan fisik dan mental kaena sering melakukan
pekerjaan yang sama. Dengan demikian, dibutuhkan shift kerja bagi operator dan
istirahat yang cukup sehingga tidak terjadi kembali kesalahan yang disebabkan operator
(human error).
2. Mesin
Kurangnya perawatan pada mesin yang digunakan pada proses produksi minuman teh botol,
terutama pada mesin Pencucian botol hal ini dikarenakan kecacatan yang paling sering
terjadi pada saat proses produksi berada pada proses ini, terutama pada botol-botol bekas
yang diambil dari konsumen-konsumen dengan kadar kebersihan botol berbeda-beda,
sehingga setelah proses pencucian botol dilakukan pemeriksaan pada botol-botol minuman
yang telah dicuci
3. Material
Jenis material yang digunakan tergolong dalam jenis material yang berkualitas tinggi atau
tidak. Hal ini dapat mempengaruhi hasil produk minuman teh botol. Seperti contoh, salah
satu material yang paling berpengaruh besar pada pembuatan produk minuman teh botol ini
adalah gula pasir putih yang berkualitas tinggi
4. Metode Kerja
Prosedur kerja yang tepat dibutuhkan agar para pekerja dapat melaksanakan tugasnya dengan
baik. Oleh karena itu, prosedur kerja harus disediakan sehingga kerja operator sesuai dengan
prosedur atau tahapan-tahapan proses yang telah ditetapkan. Penguasaan teknologi mesin
yang kurang tepat karena pada dasarnya operator yang ditempatkan tidak mempunyai dasar
5. Lingkungan Kerja
a. Temperatur, Kebisingan dan Getaran
Keadaaan ruang produksi yang cukup panas dan tingkat kebisingan yang cukup tinggi
mengakibatkan ketidaknyamanan dalam bekerja. Hal ini menyebabkan menurunnya
produktivitas dari tenaga kerja. Sehingga mereka tidak konsentrasi dalam bekerja yang
berdampak pada kualitas produk yang dihasilkan. Hal ini dapat diatasi dengan cara
menambahkan ventilasi udara di lantai produksi serta menggunakan ear plug bagi
operator untuk mengatasi kebisingan.
b. Penataan yang Kurang Baik
Penataan peralatan yang kurang tepat dan kurang rapi menyebabkan kurang efisiennya
dalam pergerakan tenaga kerja. Peralatan yang terlalu jauh tempatnya, peralatan yang
berantakan dalam penyusunanya, dan lain-lain merupakan hal yang kurang efisien dalam
proses produksi di lantai produksi. Contohnya penataan krat yang masih bnyak tidak
teratur di setiap sudut lantai produksi
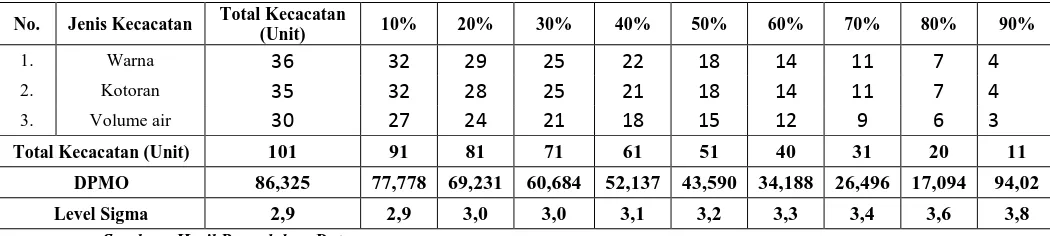
6.1.7. Analisis Perhitungan Tingkat Sigma
Perhitungan tingkat sigma dilakukan untuk menyatukan ukuran kualitas yang terjadi
pada setiap tahap pemeriksaan, sehingga dapat dibandingkan tahap pemeriksaan mana yang
berada dalam kondisi paling buruk. Perhitungan tingkat sigma dengan menggunakan Software
Calcute Sigma perusahaan dalam produksi produksi produk sprocket gear diperoleh nilai sigma
sebesar 3,00 hal ini menunjukkan bahwa untuk setiap 1.000.000 kali produksi kemungkinan
terjadinya kecacatan adalah 86.324,786 ≈ 86.325. Hal ini menunjukkan bahwa tingkat sigma
perusahaan msaih jauh dibawah rata-rata tingkat sigma dalam persaingan global perusahaan
manufaktur sejenis, yaitu 4,0-4,5 sigma. Hubungan yang logis antara jumlah sigma dan
6.2. Pemecahan Masalah
Metode DMAIC pada pendekatan Lean Six Sigma yang digunakan pada pemecahan
masalah adalah tahap Improve dan Control. Berikut penjelasan mengenai tahap Improve dan
Control dapat dilihat pada bawah ini
6.2.1. Tahap Improve
6.2.1.1. People
Jenis pemborosan (waste) yang termasuk dalam area pemborosan ini adalah
transportasi atau kegiatan pemindahan yang sebenarnya tidak diperlukan dan operator yang
menunggu atau hanya mengamati mesin yang sedang bekerja. Secara khusus, pendekatan yang
dilakukan untuk mengurangi pemborosan ini adalah penerapan manejemen tempat kerja dan
metode 5S (Seiri/Sort,Seiton/Stabilize, Seiso/Shine, Seiketsu/Standardize, dan Shitsuke/Sustain).
6.2.1.2. Work Place Management
Pendekatan untuk perbaikan tempat kerja bertujuan untuk mengurangi waktu yang
diperlukan dalam melakukan suatu kegiatan (proses kerja). Hal ini juga dapat mengurangi
kegiatan yang tidak bernilai tambah (non value addedtime)seperti pemindahan yang terlalu
banyak dengan mengoptimalkan daerah kerja dan tenaga. Prinsip-prinsip yang dipakai untuk
perubahan tempat kerja dapat berupa penggunaan operator yang dapat melakukan lebih dari satu
pekerjaan, penggunaan peralatan pemindahan yang sederhana dan tidak mahal dan penetapan
6.2.1.3. Metode 5 S (Kaizen)
Pendekatan perbaikan dengan metode 5S merupakan suatu program untuk
meningkatkan kenyamanan tempat kerja, proses dan produk dengan melibatkan operator yang
bekerja selama proses produksi berlangsung. Metode 5S merupakan dasar perbaikan
berkelanjutan (kaizen) yang terdiri dari serangkaian aktifitas untuk menghilangkan pemborosan
yang menyebabkan kesalahan, kecacatan dan kecelakaan di tempat kerja.
1. Seiri (Pemilahan)
Seiri (Sort) adalah kegiatan pemilahan, penyingkiran, dan penyimpanan barang-barang
yang diperlukan atau tidak diperlukan untuk kegiatan produksi di tempat kerja. Tempat
kerja yang tidak teratur dan kurang nyaman akibat adanya sisa-sisa produksi yang
diletakkan berantakan pada sekitar area mesin dapat menjadi salah satu penyebab
timbulnya kelalaian dan mengurangi konsentrasi operator Usulan perbaikan untuk bagian
ini adalah sebagai berikut:
a. Pada lantai produksi minuman teh botol, barang-barang yang diidentifikasi sebagai barang yang tidak diperlukan lagi/barang sisa hasil produksi yang berupa, tutup botol yang rusak, kemasan yang sedikit rusak dan minyak dari mesin-mesin yang digunakan. Produk-produk barang reject yang tidak dapat dilakukan perbaikan dipisahkan dalam satu area dan dipilah sesuai dengan jenisnya. Barang reject ini dapat dimanfaatkan dengan cara dijual kembali.
Tindakan yang dapat dilakukan untuk barang-barang yang tidak diperlukan tersebut adalah
memisahkan barang tersebut dalam suatu area, kemudian dievaluasi kembali dengan
pertimbangan jika barang ditetapkan tidak diperlukan maka dapat dibuang atau dijual, dan
sebaliknya jika barang ditetapkan akan diperlukan maka dapat disimpan sementara dan
2. Seiton (Stabilize)
Seiton (Stabilize) merupakan kegiatan pengaturan dan pemberian tanda untuk barang-barang yang diperlukan dan penempatan barang-barang tersebut pada lokasi yang tetap dan mudah dijangkau untuk mendukung kegiatan produksi. Usulan perbaikan untuk lantai produksi, barang-barang yang masih diperlukan dan harus diatur peletakannya, yaitu : a. Alat kebersihan seperti sapu dan kuas digantung di area mesin, Peralatan yang
digunakan selama proses produksi, seperti mata pahat, dan kunci-kunci untuk penyetelan mesin diletakkan di area meja peralatan mesin untuk alat-alat setting mesin.
3. Seiso (Shine)
Seiso (Shine) adalah kegiatan yang menekankan pada pemisahan, pembersihan tempat kerja dari debu dan yang lainnya dengan tujuan untuk menjaga kebersihan tempat kerja dan keselamatan kerja. Dalam menjalankan program ini, setiap bagian tidak dibedakan dan semua operator di perusahaan wajib melaksanakannya. Kegiatan yang wajib dilakukan oleh semua operator adalah menyapu lantai, membersihkan tempat-tempat peralatan dan area sekitar mesin, serta melaporkan kondisi yang tidak aman. Program ini dapat berjalan dengan baik dan lancar apabila perusahaan dapat membuat suatu jadwal kebersihan secara berkala untuk setiap pekerja yang bekerja di perusahaan tersebut. 4. Seiketsu (Standarize)