AUDIT
THERMAL
LINGKUNGAN KERJA OPERATOR
PEELER
UNTUK MENINGKATKAN PRODUKTIVITAS
DI PT.MAHAKARYA INTI BUANA
TESIS
Oleh
WILLY TAMBUNAN
NIM. 087025015
AUDIT
THERMAL
LINGKUNGAN KERJA OPERATOR
PEELER
UNTUK MENINGKATKAN PRODUKTIVITAS
DI PT.MAHAKARYA INTI BUANA
TESIS
Diajukan sebagai salah satu syarat untuk Memperoleh Gelar Magister Teknik Dalam Program Studi Teknik Industri
Fakultas Teknik Universitas Sumatera Utara
Oleh
WILLY TAMBUNAN
NIM. 087025015
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
Judul Tesis : AUDIT THERMAL LINGKUNGAN KERJA
OPERATOR PEELER UNTUK MENINGKATKAN
PRODUKTIVITAS DI PT.MAHAKARYA INTI BUANA Nama Mahasiswa : Willy Tambunan
Nomor Pokok : 087025015 Program Studi : Teknik Industri
Menyetujui Komisi Pembimbing
(Prof. Dr. Ir. A. Rahim Matondang, MSIE) (Dr. Eng. Ir. Listiani Nurul Huda, MT)
Ketua Anggota
Ketua Program Studi Dekan
Telah diuji pada
Tanggal : 26 Agustus 2011
PANITIA PENGUJI TESIS
Ketua : Prof. Dr. Ir. A. Rahim Matondang, MSIE Anggota : 1. Dr. Eng. Ir. Listiani Nurul Huda, MT
2. Prof. Dr. Ir. Sukaria Sinulingga, M.Eng
3. Ir. Mangara M. Tambunan, MSc
ABSTRAK
Temperatur yang tinggi dalam ruangan kerja bisa ditimbulkan oleh kondisi ruangan, mesin-mesin ataupun alat yang mengeluarkan panas serta panas yang bersumber dari sinar matahari yang memanasi atap pabrik yang kemudian menimbulkan radiasi kedalam ruangan kerja produksi. Lingkungan kerja yang panas ini terjadi pada salah satu pabrik pembuatan sarung tangan karet yaitu PT.Mahakarya Inti Buana, dimana temperatur pada ruangan produksi antara 30 0 C s/d 36 0 C sehingga perusahaan mengalami kondisi tingginnya turn over karyawan . Nilai ISBB yang diperoleh pada lantai produksi adalah 28oC s/ d s/d 29 0 C dan dalam kondidi ini beban kerja operator dikategorikan beban kerja sedang. atau persentase waktu kerja pekerja di lantai produksi adalah 75% bekerja dan 25% istirahat. Nilai Heat Stress Index (HSI) yang diperoleh pekerja di lantai produksi sebesar 97 % dan ini berarti bahwa lingkungan kerja sudah mengganggu kesehatan operator, untuk itu perlu adanya perbaikan sehingga diharapkan produktiviyas dapat tercapai.
ABSTRACT
High temperatures in the workspace could be caused by the condition of the room, machines or devices that emit heat and the heat that comes from the sun heats the roof of the factory, which led to the production of radiation into the workspace. Hot work environment that occurs in one of the factories that manufacture latex gloves PT.Mahakarya Inti Buana, which at room temperature between 30 0 C - 36 0 C so that the company has a condition turn over of employees. ISBB value obtained on the production floor is 28 0 C - 29 0 C and in this kondidi operator workload is categorized workload. or the percentage of working time of workers on the production floor is 75% work and 25% rest. Value Heat Stress Index (HSI) obtained by workers on the production floor of 97% and this means that the work environment was the health service, for that there is need for improvement so hopefully produktivity can be achieved.
RIWAYAT HIDUP
Willy Tambunan, dilahirkan di P.Brandan Kabupaten Langkat pada tanggal 2
Maret 1983. Anak kelima dari lima bersaudara, anak dari St.Sahala Tambunan dan
Koriani Br.Simanjuntak, dan saat ini beralamat di Perumahan Insan cita Griya Blok
CC No.18 Pasar 2 ( Dua ) Setia Budi, Tanjung Sari, Medan
Penulis menyelesaikan pendidikan SLTA Pada Tahun 2001 di SLTA Negeri 1
P.Brandan dan pada tahun yang sama melanjutkan pendidikan Strata 1 di Institut
Teknologi Medan (ITM) Jurusan Teknik Industri, dan pada tahun 2006
menyelesaikan Studi Strata 1 dengan Indeks Prestasi Akademik 3, 31. Selama
menempuh pendidikan Strata 1 penulis aktif dalam Organisasi kemahasiswaan dan
Organisasi Kepemudaan. Penulis juga merupakan salah satu penerima beasiswa
Yayasan Beasiswa Oikumene (YBO) Pada tahun 2004 s/d 2006 dan sudah mengikuti
Pelatihan Kepemimpinan Transformasional Tingkat Dasar dan Tingkat Lanjut di
Yayasan Bina Dharma ( YBD ) Salatiga, Jawa Tengah pada tahun 2005 & 2006.
Pada Tahun 2006 Penulis bekerja di PT. Indokarya Tri Utama, dan Pada
Tahun 2008 Penulis melanjutkan Pendidikan Strata 2 di Program Studi Teknik
Industri Fakultas Teknik Universitas Sumatera Utara. Pada Tahun 2011 penulis
menyelesaikan Pendidikan Strata 2 dengan Judul Tesis Audit Thermal Lingkungan
Kerja Operator Untuk Meningkatkan Produktivitas di PT.Mahakarya Inti Buana.
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa atas
kasih dan anugerah yang diberikanNya kepada penulis, sehingga penulis dapat
menyelesaikan tesis ini sampai dengan selesai. Tesis ini disusun sebagai salah satu
persyaratan untuk menyelesaikan Program Studi S2 Teknik Industri Fakultas Teknik
Universitas Sumatera Utara.
Dalam penulisan tesis ini, penulis banyak mendapat dukungan moril dan
usulan perbaikan dari berbagai pihak, untuk itu pada kesempatan ini penulis ingin
menyampaikan ucapan terimkasih kepada :
1. Dekan Fakultas Teknik USU, Bapak Prof. DR. Ir. Bustami Syam, MSME.
2. Ketua Program Studi Magister Teknik Industri USU, Bapak Prof. DR. Ir. Sukaria
Sinulingga, M.Eng , sekaligus sebagai Pembanding, dan Sekretaris Program
Studi Ibu Ir. Rosnani Ginting, M.T, juga sekaligus sebagai Pembanding yang
telah memberikan motivasi kepada penulis untuk menyelesaikan tesis ini.
3. Bapak Prof. DR. Ir. A. Rahim Matondang, MSi, sebagai Komisi Ketua Dosen
Pembimbing yang telah meluangkan waktu untuk memberikan dukungan dan
perbaikan pada penyusunan tesis ini.
4. DR. Eng. Ir. Listiani Nurul Huda, MT, sebagai anggota Dosen Pembimbing yang
telah begitu banyak memberikan bantuan, masukan dan arahan serta meluangkan
5. Bapak Ir. Mangara Tambunan, MSc, sebagai Komisi Pembanding yang telah
memberikan masukan kepada penulis.
6. Seluruh staf dosen yang mengajar di Program Pasca Sarjana Teknik Industri
Fakultas Teknik USU Medan.
7. Seluruh teman-teman angkatan 2008 Pasca Sarjana Teknik Industri (USU),
terkhusus komisaris kelas angkatan 2008 yaitu saudara Sutrisno, ST yang telah
banyak membantu kelengkapan administrasi dan koordinasi jadwal perkuliahan.
8. Seluruh teman-teman penerima Beasiswa Yayasan Beasiswa Oikumene (YBO)
terkhusus Bapak Yohanes Tomasoa Selaku Ketua Yayasan Beasiswa Oikumene
dan Bapak Sumurung Lumban Toruan Selaku Sekretaris Yayasan Beasiswa
Oikumene Yang telah Banyak memberikan Motivasi dan Doa selama penulis
menempuh pendidikan Strata 2
9. Teristimewa rasa hormat dan rasa terima kasih yang sebesar-besarnya kepada
Ayahanda St. Sahala Tambunan dan Ibunda Koriani Br Simanjuntak, yang telah
membantu penulis dalam materi dan doa.
Penulis menyadari bahwa isi tesis ini masih banyak kekurangan dan masih
jauh dari kesempurnaan, oleh karena itu penulis mengharapkan saran dan masukan
yang konstruktif sehingga bermanfaat bagi pembaca.
DAFTAR ISI
HALAMAN JUDUL
HALAMAN PENGESAHAN
ABSTRAK ... i
ABSTRACT ... ii
RIWAYAT HIDUP ... iii
KATA PENGANTAR... iv
DAFTAR ISI... vi
DAFTAR TABEL ... ix
DAFTAR GAMBAR... xi
DAFTAR LAMPIRAN ... xii
BAB I PENDAHULUAN... 1
1.1.Latar Belakang ... 1
1.2.Identifikasi dan Perumusan Masalah ... 3
1.3.Tujuan Penelitian ... 4
1.4.Keutamaan Penelitian ... 5
1.5.Batasan Masalah dan Asumsi ... 6
1.6.Sistematika Penulisan Tugas Akhir ... 6
BAB II GAMBARAN UMUM PERUSAHAAN... 9
2.1. Sejarah Umum Perusahaan ... 9
2.2. Lokasi Perusahaan... 9
2.3. Struktur Organisasi ... 9
2.4. Uraian Tugas dan Wewenang ... 11
2.5. Tenaga Kerja ... 16
2.6. Jam Kerja ... 17
2.7. Struktur Organisasi ... 18
2.8. Sistem Pengupahan ... 19
2.9. Fasilitas Perusahaan ... 19
2.11.Bahan yang Digunakan ... 20
2.12.Uraian Proses Produksi ... 24
2.13. Mesin dan Peralatan ... 37
2.13.1.Mesin Produksi ... 37
2.13.2.Peralatan Pendukung Produksi... 41
2.13.3.Utilitas ... 46
2.13.4.Waste Treatment ... 47
BAB III LANDASAN TEORI... 48
3.1. Pengertian Audit ... 48
3.2. Lingkungan Termal Manusia ... 50
3.2.1. Suhu Radiasi ... 51
3.2.2. Suhu Udara (t) ... 52
3.2.3. Kecepatan Udara (v) ... 52
3.2.4. Kelembaban (RH) ... 53
3.3. Keseimbangan Panas... 53
3.4. Keseimbangan Panas Dalam Tubuh Manusia... 57
3.4.1. Metabolisme Tubuh Manusia (Metabolic Rate)... 57
3.4.2. Luas Permukaan Tubuh (Body Surface Area)... 58
3.4.3. Perpindahan Panas dari Tubuh ke Kulit... 59
3.4.4. A Simple Clothing Model ... 59
3.5. Parameter Tekanan Panas ... 62
3.6. Pengendalian Lingkungan Kerja Panas... 64
3.7. Pengaruh Fisiologis akibat Tekanan Panas ... 66
3.8. Tekanan Darah ... 68
3.8.1. Definisi Tekanan Darah ... 68
3.8.2. Faktor-faktor yang mempengaruhi tekanan darah .. 69
BAB IV METODOLOGI PENELITIAN ... 75
4.5. Kerangka Konseptual ... 80
4.6. Penentuan Variabel Penelitian ... 81
4.7. Metode Pengumpulan Data ... 82
4.8. Metode Pengolahan dan Analisis ... 83
4.9. Instrumentasi ... 87
BAB V PENGUMPULAN DAN PENGOLAHAN DATA ... 92
5.1. Data Personal ... 92
5.2. Data Suhu Tubuh, Denyut Nadi dan Tekanan Darah... 92
5.3. Perhitungan Kebutuhan Energi Pekerja ... 94
5.4. Pengaruh Umur, Berat Badan dan Tinggi Badan... 95
5.5. Kondisi Termal ... 95
5.6. Pengaruh Ketinggian Terhadap Suhu Ruangan ... 108
5.7. Kelembaban ... 109
5.8. Pengaruh Kelembaban Terhadap Suhu Ruangan... 111
5.9. Kecepatan Angin... 112
5.10.Pengaruh Kecepatan Angin Terhadap Suhu ... 114
5.11.Perhitungan Web Bulb Globe Temperature (Indeks Suhu Basah dan Bola) ... 116
5.12. Perhitungan Keseimbangan Termal ... 119
BAB VI ANALISA DAN PEMBAHASAN... 127
6.1. Analisa ... 127
6.1.1. Pengaruh Lintasan dan Ketinggian Terhadap Suhu .. 127
6.1.2. Pengaruh Jam Kerja Terhadap Suhu di Setiap Lintasan 128 6.1.3. Pengaruh Kecepatan Angin Terhadap Suhu ... 129
6.1.4. Pengaruh Kelembaban Terhadap Suhu ... 129
6.1.5. Analisis Fisiologis Pekerja... 130
6.1.6. Analisa Hubungan Antara Suhu Tubuh Dengan Tekanan Darah ... 132
6.1.7. Analisa Indeks Suhu Bola Basah (ISBB)... 133
6.2.1. Pembahasan Ventilasi Ruang Produksi... 135
6.2.2. Pembahasan Ventilasi Ruang Produksi... 135
6.2.3. Pembahasan Heat Stress Indeks... 141
BAB VII KESIMPULAN DAN SARAN ... 148
7.1. Kesimpulan ... 148
7.2. Saran... 150
DAFTAR TABEL
Tabel Keterangan Halaman
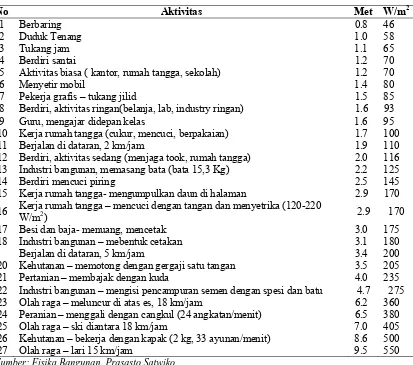
3.1. Aktivitas dan Kecepatan Metabolisme... 58
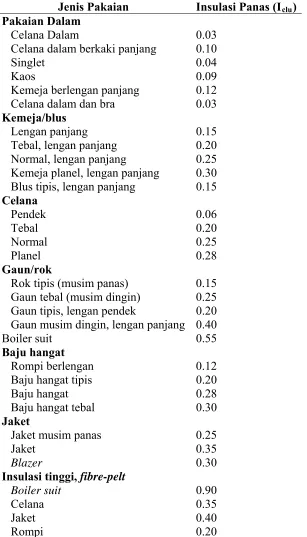
3.2. Nilai Insulasi Panas (Iclu) untuk setiap Jenis Pakaian ... 60
3.2. Nilai Insulasi Panas (Iclu) untuk setiap jenis pakaian (lanjutan) ... 61
3.3. Bilangan Serap ... 61
3.4. Nilai Ambang Batas (NAB) IklimKerja ISBB Yang Diperkenankan 63 3.5. Nilai Tekanan Darah Normal ... 69
5.1. Data Personal Operator Lantai Produksi... 92
5.2. Data Suhu Tubuh, Denyut Nadi dan Tekanan Darah Operator ... 93
5.3. Perhitungan Kebutuhan Energi ... 94
5.4. Data Umur, Berat Badan dan Tinggi Badan Terhadap Denyut Nadi Pekerja Sesudah Bekerja ... 95
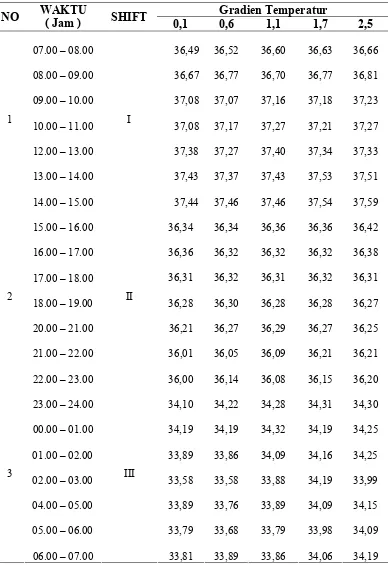
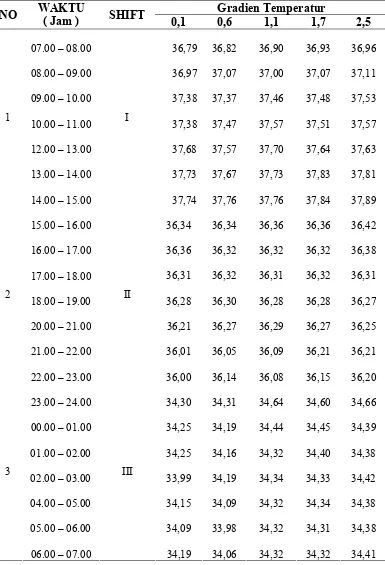
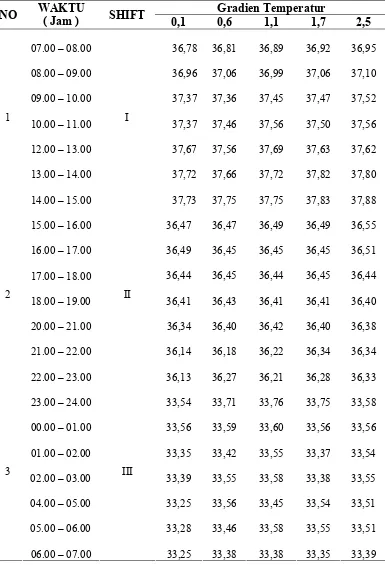
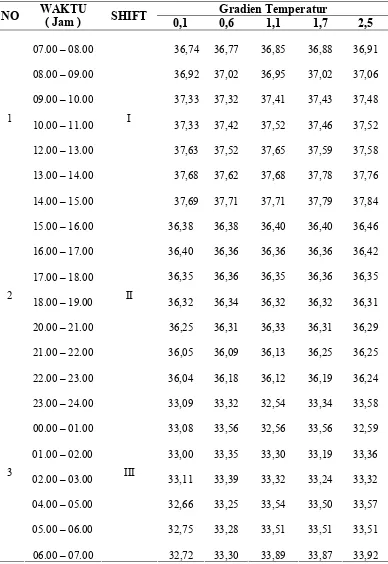
5.5. Data Gradien Temperature di Lintasan 1 Shift 1, Shift 2 dan Shitf 3. 96 5.6. Data Gradien Temperature di Lintasan 2 Shift 1, Shift 2 dan Shitf 3. 97 5.7. Data Gradien Temperature di Lintasan 3 Shift 1, Shift 2 dan Shitf 3. 98 5.8. Data Gradien Temperature di Lintasan 4 Shift 1, Shift 2 dan Shitf 3. 99 5.9. Data Gradien Temperature di Lintasan 5 Shift 1, Shift 2 dan Shitf 3. 100 5.10. Data Gradien Temperature di Lintasan 6 Shift 1, Shift 2 dan Shitf 3. 101 5.11. Data Gradien Temperature di Lintasan 7 Shift 1, Shift 2 dan Shitf 3. 102 5.12. Data Gradien Temperature di Lintasan 8 Shift 1, Shift 2 dan Shitf 3. 103 5.13. Data Pengukuran Suhu Rata-rata pada Gradien Ketinggian (0C) ... 102
5.14. Pengaruh Ketinggian Terhadap Suhu pada Setiap Lantai Produksi.... 108
5.15. Data Kelembaban pada Kedelapan Lintasan produksi Shift 1... 109
5.16. Data Kelembaban pada Kedelapan Lintasan produksi Shift 2... 109
5.17. Data Kelembaban pada Kedelapan Lintasan produksi Shift 3... 109
5.18. Pengaruh Kelembaban Terhadap Suhu pada setiap Lantai Produksi.. 112
5.19. Data Kecepatan Angin pada Kelima Lantai Produksi Shift 1... 112
5.21. Data Kecepatan Angin pada Kelima Lantai Produksi Shift 3... 113
5.22. Data suhu rata-rata setiap lantai ... 115
5.23. Pengaruh Kecepatan Angin Terhadap Suhu pada Setiap lantai Produksi 115 5.24. Indeks Suhu Basah dan Bola (ISBB) pada Shift 1... 117
5.25. Indeks Suhu Basah dan Bola (ISBB) pada Shift 2... 118
5.26. Indeks Suhu Basah dan Bola (ISBB) pada Shift 3... 119
5.27. Komponen-Komponen Keseimbangan Termal... 125
5.28. Rekapitulasi hasil Perhitungan Keseimbangan Panas... 126
6.1. Nilai ISBB dari Kedelapan Lintasan Produksi... 133
6.2. Nilai Ambang Batas Iklim Kerja ISBB yang diperkenankan ... 133
DAFTAR GAMBAR
Gambar Keterangan Halaman
2.1. Struktur Organisasi PT. Mahakarya Inti Buana ... 18
2.2. Blok Diagram Pembuatan Sarung Tangan Karet (Gloves)... 36
3.1. Pertukaran panas tubuh ke lingkungan ... 50
3.2. Thermal Comfort... 51
3.3. Keseimbangan Panas Antara panas Yang dihasilkan Dengan Panas yang Dikeluarkan ... 54
3.4. Model Perpindahan panas Sederhana dengan Insulasi Pakaian... 59
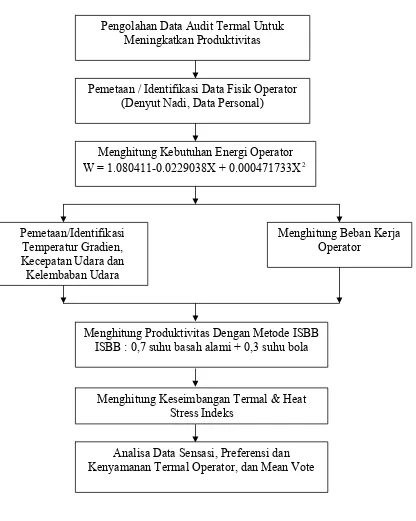
4.1. Kerangka Konseptual ... 80
4.2. Prosedur Pengumpulan Data ... 83
4.3. Blok Diagram Metodologi Penelitian ... 85
4.4. Blok Diagram Pengolahan Data... 86
4.5. Thermohygrometer... 87
4.6. Black Globe Thermometer... 88
4.7. Termometer Telinga... 90
4.8. Kuesioner Penelitian Lingkungan Termal ... 91
5.1. Gradien Temperature di Lintasan 1 Shift 1, Shift 2 dan Shitf 3 ... 104
5.2. Gradien Temperature di Lintasan 2 Shift 1, Shift 2 dan Shitf 3 ... 104
5.3. Gradien Temperature di Lintasan 3 Shift 1, Shift 2 dan Shitf 3 ... 105
5.4. Gradien Temperature di Lintasan 4 Shift 1, Shift 2 dan Shitf 3 ... 105
5.5. Gradien Temperature di Lintasan 5 Shift 1, Shift 2 dan Shitf 3 ... 106
5.6. Gradien Temperature di Lintasan 6 Shift 1, Shift 2 dan Shitf 3 ... 106
5.7. Gradien Temperature di Lintasan 7 Shift 1, Shift 2 dan Shitf 3 ... 107
5.8. Gradien Temperature di Lintasan 8 Shift 1, Shift 2 dan Shitf 3 ... 107
5.9. Kelembaban pada Kedelapan Lantai Produksi Shift 1... 110
5.10. Kelembaban pada Kedelapan Lantai Produksi Shift 2... 110
5.11. Kelembaban pada Kedelapan Lantai Produksi Shift 3... 111
5.12. Kecepatan Angin pada Kelima Lantai Produksi Shift 1 ... 113
5.13. Kecepatan Angin pada Kelima Lantai Produksi Shift 2 ... 114
5.14. Kecepatan Angin pada Kelima Lantai Produksi Shift 3 ... 114
DAFTAR LAMPIRAN
Lampiran Keterangan Halaman 1. : Perhitungan Validitas Sensasi Termal Sebelum Bekerja ... 152 2 : Uji Validitas Kuesioner... 154 3 : Perhitungan Varians Pertanyaan 1 sebelum bekerja di
lantai1... 155 4 : Hasil Perhitungan Varians Tiap Pertanyaan ... 159
5 : Hasil Uji Reliabilitas Item Pertanyaan sebelum dan sesudah
ABSTRAK
Temperatur yang tinggi dalam ruangan kerja bisa ditimbulkan oleh kondisi ruangan, mesin-mesin ataupun alat yang mengeluarkan panas serta panas yang bersumber dari sinar matahari yang memanasi atap pabrik yang kemudian menimbulkan radiasi kedalam ruangan kerja produksi. Lingkungan kerja yang panas ini terjadi pada salah satu pabrik pembuatan sarung tangan karet yaitu PT.Mahakarya Inti Buana, dimana temperatur pada ruangan produksi antara 30 0 C s/d 36 0 C sehingga perusahaan mengalami kondisi tingginnya turn over karyawan . Nilai ISBB yang diperoleh pada lantai produksi adalah 28oC s/ d s/d 29 0 C dan dalam kondidi ini beban kerja operator dikategorikan beban kerja sedang. atau persentase waktu kerja pekerja di lantai produksi adalah 75% bekerja dan 25% istirahat. Nilai Heat Stress Index (HSI) yang diperoleh pekerja di lantai produksi sebesar 97 % dan ini berarti bahwa lingkungan kerja sudah mengganggu kesehatan operator, untuk itu perlu adanya perbaikan sehingga diharapkan produktiviyas dapat tercapai.
ABSTRACT
High temperatures in the workspace could be caused by the condition of the room, machines or devices that emit heat and the heat that comes from the sun heats the roof of the factory, which led to the production of radiation into the workspace. Hot work environment that occurs in one of the factories that manufacture latex gloves PT.Mahakarya Inti Buana, which at room temperature between 30 0 C - 36 0 C so that the company has a condition turn over of employees. ISBB value obtained on the production floor is 28 0 C - 29 0 C and in this kondidi operator workload is categorized workload. or the percentage of working time of workers on the production floor is 75% work and 25% rest. Value Heat Stress Index (HSI) obtained by workers on the production floor of 97% and this means that the work environment was the health service, for that there is need for improvement so hopefully produktivity can be achieved.
BAB I PENDAHULUAN
1.1. Latar Belakang
Lingkungan kerja adalah segala sesuatu yang ada disekitar pekerja dan yang
dapat mempengaruhi dirinya dalam menjalankan tugas-tugas yang dibebankan,
misalnya lingkungan fisik, fisiologis, kimia, biologis, dan sosial ekonomi.
Lingkungan kerja yang tidak nyaman seperti temperatur yang melebihi nilai ambang
batas (NAB) dan sirkulasi udara yang tidak nyaman. Temperatur yang melebihi nilai
ambang batas (NAB) mengakibatkan panas yang dapat mempengaruhi performansi
kerja dan juga kesehatan tubuh pekerja. Berdasarkan hasil penelitian Sarwono (1995)
menyebutkan bahwa temperature ruang kerja yang terlampau panas akan
mengakibatkan cepat timbulnya kelelahan tubuh dan dalam bekerja cenderung
membuat banyak kesalahan sehingga bisa menurunkan prestasi kerja. Temperatur
dalam ruangan kerja sangat mempengaruhi produktivitas dan kesehatan kerja
(Sudrajat dkk,1998). Temperatur yang tinggi dalam ruangan kerja bisa ditimbulkan
oleh kondisi ruangan, mesin-mesin ataupun alat yang mengeluarkan panas serta panas
yang bersumber dari sinar matahari yang memanasi atap pabrik yang kemudian
pada sirkulasi darah. Pada waktu melakukan pekerjaan fisik yang berat di lingkungan
panas, maka darah akan mendapat beban tambahan karena harus membawa oksigen
kebagian otot yang sedang bekerja. Di samping itu harus membawa panas dari dalam
tubuh ke permukaan kulit. Hal demikian juga merupakan beban tambahan bagi
jantung yang harus memompa darah lebih banyak lagi. Akibat dari pekerjaan ini,
maka frekuensi denyut nadipun akan lebih banyak lagi atau meningkat (Santoso,
1985:2).
Lingkungan kerja yang panas ini terjadi pada salah satu pabrik pembuatan
sarung tangan karet yaitu PT.Mahakarya Inti Buana, dimana temperatur pada ruangan
produksi antara 30 0 C s/d 36 0 C yang dalam proses produksinya terdapat panas yang
timbul akibat proses pembuatan sarung tangan karet dan panas yang dihasilkan dari
radiasi sinar matahari melalui atap pabrik menambah beban panas ruangan kerja.
Pekerja di bagian produksi menarik sarung tangan karet dari cetakannya dan
meletakkannya sesuai dengan ukuran dan kualitas sarung tangan karet tersebut. Pada
cetakan sarung tangan karet ini pun juga terdapat panas yang disebabkan oleh proses
pengeringan pada oven dimana operator yang belum mahir dalam melakukan
pekerjaannya akan mengalami cedera pada jari-jari tangan berupa melepuhnya kulit
jari-jari tangan atas dan bahkan bisa menimbulkan infeksi. Hal ini mengakibatkan
turn-over karyawan yang tinggi yaitu berkisar 30 sampai dengan 40 orang/bulan.
Akibat proses penghantaran panas yang terjadi di lantai-lantai produksi ini,
terjadi ketidakseimbangan panas di lingkungan kerja produksi. Hal ini terlihat dari
laki-laki yang berada di lantai pertama dan kedua bagian produksi lebih menyenangi
bekerja dalam kondisi bagian atas tubuh terbuka (tidak mengenakan baju), sehingga
efek panas langsung ke kulit. Adapun panas yang langsung ke kulit dapat
menyebabkan terjadinya stroke pada pekerja. Karena terganggunya sistem
thermoregulatory pekerja ini juga terlihat pada pekerja yang mengalami kehilangan
panas ( heat loss ) tubuh pekerja akibat lingkungan panas yang besar. Oleh karena itu, suatu regulasi pengaturan distribusi panas yang baik di lantai-lantai produksi
perusahaan sangat diperlukan untuk diteliti agar persentase jumlah produk cacat dapat
dikurangi, dan frekwensi operator mengambil waktu untuk minum maupun
beristirahat secara bergantian dengan operator yang lain dapat ditentukan dengan
lebih baik sehingga produktivitas kerja diharapkan dapat meningkat.
Dari uraian tersebut diatas maka kondisi lingkungan kerja mempengaruhi
performa kerja yang berakibat menurunnya produktivitas kerja di bagian produksi
pembuatan sarung tangan karet.
1.2. Identifikasi dan Perumusan Masalah
Permasalahan yang ditemukan pada lantai produksi di PT.Mahakarya Inti
Buana dapat diidentifikasi sebagai berikut:
1. Suhu lingkungan kerja yang belum nyaman, dimana hal ini dapat mempengaruhi
aktivitas pekerja yang akhirnya dapat menurunkan produktivitas kerja
3. Sirkulasi udara yang tidak baik dilihat dari ketidakcukupan ventilator yang
digunakan.
4. Ditemukannya pekerja yang merasa tidak nyaman dengan membuka baju, jika hal
ini berlangsung terus maka si pekerja dapat mengalami gangguan kesehatan dan
menurunkan produktivitas.
5. Pakaian yang digunakan pekerja tidak mampu memberikan kenyamanan dalam
bekerja, terlihat dari ditemukannya pekerja yang membuka baju karena
kepanasan.
Dari identifikasi masalah diatas dapat dirumuskan permasalahan yang terjadi
di perusahaan adalah kondisi suhu lingkungan kerja yang berada diatas Nilai
Ambang Batas (NAB), sehingga menyebabkan terjadinya penurunan produktivitas
pekerja.
1.3. Tujuan Penelitian
Tujuan penelitian ini adalah:
1. Mendapatkan suatu metode mengurangi panas yang terjadi di ruang produksi
tetapi tidak mengurangi kualitas dari sarung tangan karet
2. Mengetahui kondisi termal lingkungan kerja seperti suhu (T), kecepatan udara
(V) dan kelembaban (RH) pada setiap lantai di bagian produksi
4. Mengidentifikasi dan mengurangi kemungkinan munculnya cedera pada
operator selama bekerja.
5. Menentukan ambang batas kenyamanan bekerja melalui penentuan waktu
kerja dan waktu istirahat.
6. Melakukan perbaikan terhadap kondisi lingkungan kerja termal yang tidak
baik bagi kesehatan pekerja.
1.4. Keutamaan Penelitian
Keutamaan penelitian ini adalah sebagai berikut :
1. Bagi Perusahaan
a. Memberi masukan kepada pihak perusahaan upaya apa yang dapat dilakukan
dalam mengatasi heat stress di tempat kerja untuk menjaga kesehatan pekerja. b. Sebagai pedoman bagi pekerja yang bekerja di lingkungan panas untuk
mengantisipasi terjadinya pengaruh paparan panas di tempat kerja.
2. Bagi Institusi
Sebagai bahan referensi untuk penelitian selanjutnya dalam mencari solusi
pengendalian paparan panas pada proses pembuatan Sarung Tangan Karet.
3. Bagi Mahasiswa
a. Menerapkan teori ergonomi dan perencanaan, perancangan dan pembakuan
1.5. Batasan Masalah dan Asumsi
Penelitian dilakukan dalam batasan-batasan tertentu, antara lain :
1. Penelitian hanya dilakukan pada ruangan Produksi PT. Mahakarya Inti Buana
2. Pengukuran termal yang dilakukan hanya di dalam ruangan
3. Cedera yang diakibatkan dalam proses produksi tidak dianalisa
Asumsi-asumsi yang digunakan dalam penelitian ini antara lain:
1. Kondisi psikologis pekerja di lantai produksi dianggap tidak mempengaruhi hasil
pengukuran.
2. Pekerja memiliki tingkat metabolisme tubuh yang relatif sama.
3. Metode kerja dan layout pabrik tidak berubah saat penelitian dilakukan.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah sebagai
berikut :
JUDUL
LEMBAR PENGESAHAN
KATA PENGANTAR
UCAPAN TERIMA KASIH
DAFTAR ISI
DAFTAR TABEL
DAFTAR GAMBAR
DAFTAR LAMPIRAN
BAB I PENDAHULUAN
Pada bab ini berisi permasalahan kondisi termal yang ada di PT.
Mahakarya Inti Buana khususnya di lantai produksi, juga terdapat
identifikasi dan perumusan masalah, tujuan penelitian, manfaat
penelitian, batasan masalah dan asumsi yang digunakan dalam penelitian.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini menjelaskan tentang sejarah, manajemen dan organisasi juga
ruang lingkup PT. Mahakarya Inti Buana yang bergerak di bidang
industri Sarung Tangan Karet
BAB III LANDASAN TEORI
Dalam bab ini diuraikan teori-teori tentang kondisi lingkungan termal,
faktor yang mempengaruhi tekanan panas, keseimbangan panas dan
kesehatan pekerja.
BAB IV METODOLOGI PENELITIAN
Pada bab ini memuat desain penelitian dan metodologi yang digunakan
dalam menentukan keseimbangan panas untuk kesehatan pekerja.
Menggambarkan prosedur penelitian yang akan dilakukan, asumsi,
pembatasan, kondisi dan keseluruhan persiapan yang akan dilakukan
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini memuat data hasil dari pengamatan dan pengukuran yang
dilakukan berupa pengumpulan data primer dan sekunder di perusahaan,
serta data yang diperoleh diolah secara empiris dan grafis.
BAB VI ANALISIS PEMECAHAN MASALAH
Bab ini memuat analisis dan pembahasan hasil dari pengolahan data
dengan cara non statistik dan membandingkan hasil pengolahan data
dengan standard yang ditetapkan oleh ASHRAE dan NAB. Pengolahan
secara statistik juga dilakukan untuk beberapa analisa grafis. Analisis
yang dilakukan digunakan untuk mengkaji perbaikan lingkungan termal
yang baru untuk kesehatan pekerja.
BAB VII KESIMPULAN DAN SARAN
Kajian-kajian yang telah dilakukan pada bab terdahulu akan disimpulkan
secara statistik dan non statistik , dan saran-saran untuk penelitian ke
depan mengenai kajian keseimbangan panas untuk kesehatan pekerja
akan diuraikan.
DAFTAR PUSTAKA
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1.Sejarah Umum Perusahaan
PT. Mahakarya Inti Buana (MIB) Medan merupakan perusahaan Penanaman
Modal Dalam Negeri (PMDN) yang bergerak dalam bidang produksi sarung tangan
karet (Gloves).
Berdasarkan adanya kebutuhan konsumen dan permintaan pasar, maka PT.
Mahakarya Inti Buana Medan ini didirikan tepatnya pada hari Rabu tanggal 10 April
2002.
PT. Mahakarya Inti Buana (MIB) Medan ini didirikan berdasarkan Akte
Nomor 5 (Notaris Susan Widjaya, SH) di Medan dan mulai beroperasi sejak awal
tahun 2003.
2.2. Lokasi Perusahaan
Lokasi PT. Mahakarya Inti Buana (MIB) berada di Kabupaten Deliserdang,
tepatnya di Desa Dalu 10A, Dusun I Tanjung Morawa.
2.3. Struktur Organisasi
Struktur organisasi dapat diartikan sebagai susunan dan hubungan-
hubungan antar komponen bagian-bagian dan posisi-posisi dalam suatu perusahaan.
Dimana struktur organisasi ini merupakan kesatuan kerangka organisasi yang
diterapkan untuk proses manajerial, sistem dan pola tingkah laku yang muncul dan
terjadi didalam praktek penyelenggaraan organisasi dan manajemen.
Suatu struktur organisasi merinci pembagian aktifitas kerja dan menunjukkan
bagaimana berbagai tingkatan aktifitas berkaitan satu sama lain. Baik tidaknya
struktur organisasi perusahaan akan mempengaruhi pelaksanaan tugas dan fungsi
setiap anggota dalam perusahaan tersebut.
Dengan demikian penyusunan struktur organisasi sangat penting guna
membantu dalam pengaturan dan pengarahan usaha-usaha organisasi sehingga
memudahkan koordinasi dan konsistensi dengan tujuan-tujuan organisasi.
Setiap organisasi umumnya menggunakan struktur yang berbeda-beda satu
dengan yang lainnya sesuai dengan kebutuhan dan tujuan organisasi tersebut. Untuk
menjalankan roda organisasi, PT. Mahakarya Inti Buana Medan membuat struktur
yang merupakan landasan kerja bagi seluruh karyawan yang ada di dalam
perusahaan. Adapun struktur organisasi yang dimiliki dan digunakan berupa struktur
organisasi garis dan staf, seperti gambar 2.1.
Dalam struktur organisasi dapat terlihat dimana masing-masing bawahan
wajib melaksanakan instruksi dan bertanggungjawab langsung kepada pimpinan atau
atasannya satu tingkat diatasnya sesuai dengan instruksi yang diterima. Dan setiap
Seorang pimpinan bagian hanya berhak dan mempunyai wewenang untuk
memerintah bawahan yang berada dalam lingkungan bagian yang dipimpinnya.
Sedangkan staf membantu dan memberikan saran-saran kepada manajer ataupun
kepala bagian.
2.4. Uraian Tugas dan Wewenang 1. ManagingDirector
Bertanggungjawab untuk memimpin perusahaan dan memastikan visi perusahaan
dapat dijalankan.
2. ManufacturingManager
Bertanggungjawab untuk memimpin jalannya proses di bagian produksi pada
umumnya. Manufacturing Manager membawahi beberapa Departemen yaitu Department Produksi, Department Process Engineering, Department Engineering, Department IPQC, Department Compounding dan Department FormerAssembly (Service Team).
3. QA/RA Manager
Bertanggungjawab untuk memastikan kualitas (menjamin kualitas) glove yang akan dikirim.
4. Supply Chain Manager (Marketing Manager)
5. Supply Chain Assistant Manager
Bertanggungjawab untuk membantu Supply Chain Manager dalam memasarkan / mencari dan mendapatkan pelanggan.
6. Information Technology Manager
Bertanggungjawab untuk pengumpulan dan pengolahan data untuk dilaporkan
kepada manajemen serta bertanggungjawab untuk melakukan jaringan komputer
disemua departemen.
7. Production Manager
Bertanggungjawab untuk memimpin departemen produksi dan menangani proses
produksi berjalan sesuai dengan permintaan manajemen. Mengorganisir
perencanaan secara menyeluruh, melaksanakan dan mengontrol kegiatan
operasional departemen produksi dengan tujuan untuk mencapai tujuan produksi
dan kebijakan operasional untuk memperkecil keluhan pelanggan.
8. LogisticManager
Bertanggungjawab untuk memimpin beberapa departemen seperti HRD,
Planning, Packing. Juga bertanggungjawab untuk mengurus shipping, jadwal pengiriman container serta mengurus keberangkatan kapal yang akan mengangkut
glove yang ada dalam container ke negara tujuan. 9. AccountManager
Bertanggungjawab untuk menangani masalah keuangan dan mengurus semua
10.ProcessEngineer
Bertanggungjawab untuk melakukan trial-trial dalam penggunaan chemical, formula-formula baru dan yang lainnya serta melaporkan hasilnya kepada
manajemen.
11.Chief Engineer
Bertanggungjawab untuk memimpin departemen engineering, membuat program
pemeliharaan/perawatan yang tepat serta mengontrol pelaksanaannya. Melakukan
control terhadap material, spare part dan cost maintenance. Mengkordinir karyawan dan memberi motivasi untuk kemajuan maintenance. Melakukan
improvement pada suatu mesin agar beroperasi secara optimal dan tepat guna. Melakukan koordinasi pada unit terkait sejalan dengan program maintenance/ perbaikan.
12.IPQC Assistant Manager
Bertanggungjawab untuk mengawasi kegiatan sehari-hari yang dibantu leader
dalam mencapai target sesuai dengan kualitas yang diharapkan. Juga memastikan
bahwa QSR standard dilaksanakansetiap saat. Mengecek defect yang ada pada
glove. Melatih pada inspector IPQC tentang SOP dan QSR Standard.
13.Compounding Assistant Manager
Bertanggungjawab dalam pengembangan proses implementasi di bagian
Bertanggungjawab untuk memeriksa dan mengambil tindakan yang diperlukan
jika terjadi hal-hal yang tidak diinginkan dalam proses compounding dan juga untuk produk yang dihasilkan.
14.Production Executive
Bertanggungjawab untuk masalah hasil kerja shift yang dipimpin secara keseluruhan dalam mencapai target shift dalam hal kualitas, volume dan biaya produksi tanpa mengorbankan Quality Standard Regulation (QSR) yang diinginkan.
15.Off Line Wash Executive
Bertanggungjawab untuk memastikan kinerja setiap shift termasuk aktifitas dan memberi instruksi kepada Supervisor, Leader dan Operation Chlorination untuk mendapatkan target yang mengacu kepada kualitas, jumlah dan cost.
16.Chemist Assistant
Memonitor dan bertanggungjawab untuk tugas-tugas/pekerjaan laboratory
personal dan memastikan semua pengecekan dan analisa diselesaikan dan
didokumentasikan dengan baik. Mengevaluasi dan memperbaiki metode dan
prosedur yang digunakan untuk pemeliharaan mutu.
17.HR Executive
Secara umum bertanggungjawab dalam masalah administrasi ketenagakerjaan
yang meliputi : penerimaan karyawan baru, pelaksanaan disiplin kerja
sistem telah diterapkan atau dilaksanakan pada training program. Memastikan terlaksananya kebersihan lingkungan pabrik.
18.Planner Executive
Melakukan planning dalam proses produksi sesuai dengan order yang dating serta
melakukan schedule penggantian former (pencetak glove) sesuai dengan urutan-urutan waktu shipping/pengiriman glove ke Negara penerima (pelanggan).
19.Packing Executive
Pelaksanaan menyeluruh perencanaan dan penerapan sistem, kualitas kerja,
kebersihan, kerapian lokasi packing/inspection dan output packing/inspection. Pengawasan terhadap personil packing department sesuai dengan target packing
dalam hal kualitas, volume kerja dan biaya pemeliharaan. Bekerja sama dengan
Marketing, Planner untuk mencapai target shipment. Bekerja sama dengan Manajer Produksi dalam hal quality dan quantity gloves yang diproduksi sesuai dengan orderan.
20.Purchasing Executive
Melakukan pembelian-pembelian barang yang diperlukan perusahaan atau yang
digunakan oleh setiap departemen dan memastikan barang diminta sesuai dengan
spesifikasi yang diminta.
21.Former Assembly Supervisor (Service Team Supervisor)
ada yang bekerja sama dengan Manager Produksi atau Production Executive
masing-masing shift.
22.Store Supervisor
Bertanggungjawab untuk memimpin Department Store untuk melakukan tugas-tugas sesuai dengan Job Description masing-masing. Bertanggungjawab untuk barang-barang yang masuk dan barang-barang keluar. Bertanggungjawab untuk
keberadaan dan keamanan semua barang-barang yang disimpan dalam gudang
sebelum barang-barang tersebut diserahkan ke bagian/departemen yang lain.
Memastikan semua peralatan yang digunakan untuk proses muat (loading) finish
produk dalam keadaan baik, siap digunakan. Memastikan terlaksananya system
FIFO (First In First Out) yaitu pertama masuk, pertama keluar. Memastikan semua container dalam keadaan tertutup dan terkunci setelah selesai proses muat
material apapun.
2.5. Tenaga Kerja
Dalam melakukan kegiatan sehari-hari, perusahaan menetapkan tenaga kerja
dengan status yang berbeda yang digolongkan atas tingkat pendidikan dan masa kerja
karyawan. Tenaga kerja tersebut terdiri atas :
1. Pegawai Staf
Manager
2. Pegawai Bulanan
Kepala Departemen
Asisten Kepala Departemen Staf Departemen
3. Buruh Pabrik
Buruh Tetap Buruh Harian
2.6. Jam Kerja
Waktu kerja di perusahaan terbagi atas kelompok tenaga kerja yaitu : Tenaga
Kerja langsung, yaitu tenaga kerja yang bekerja dengan 3 shift dengan jam kerja :
2.7. S tr u k tu r O rgan is as i
Gambar 2.1. Struktur Organisasi PT. Mahakarya Inti Buana
Process Engineer Chief Engineering IPQC Asst. Manager Compounding Asst. Manager Supply C Mana hain ger Supply C Asst. Ma hain nager IT Manager PRODUCTION MANAGER MANUFACTURING MANAGER
QA / RA MANAGER MANAGING DIRECTOR Purcha sing Exe cutive Packing Executive Planner Executive HR. Executive Chemist Asst Store Supervisor Off Line Wash
2.8. Sistem Pengupahan
PT. Mahakarya Inti Buana dalam memberikan upah kerja kepada karyawan
dan staf selalu mengikuti peraturan perundangan yang berlaku sesuai ketetapan upah
sektoral kabupaten yang ditetapkan oleh Dinas Tenaga Kerja Kabupaten Deliserdang.
2.9. Fasilitas Perusahaan
Setiap karyawan dan staf perusahaan dalam menjalankan tugas dan
tanggungjawabnya termotivasi dengan adanya fasilitas yang dapat dinikmati antara
lain ;
Kantin
Bus Karyawan Musholla
Perumahan Karyawan Jamsostek
2.10. Standard Mutu Bahan/Produk
Standard mutu bahan yang digunakan pada proses produksi PT. Mahakarya
Inti Buana adalah harus sesuai dengan standard yang telah ditentukan oleh pihak
campuran baha padat sesuai standard maka dilakukan Blending sehingga campuran dapat digunakan lagi.
Untuk standard mutu produk PT. Mahakarya Inti Buana sudah mendapat
sertifikat mutu yaitu, 9001:2000. Untuk dapat mempertahankan mutu produk
perusahaan tidak lepas sari pengontrolan pada setiap proses produksi yang terjadi
dalam perusahaan.
2.11. Bahan yang digunakan
Bahan yang digunakan terdiri dari bahan baku, bahan penolong dan bahan
tambahan.
a. Bahan baku
Bahan baku adalah semua bahan yang langsung digunakan sebagai bahan
utama serta mempunyai komposisi besar. Bahan baku yang digunakan untuk
mamproduksi gloves pada PT. Mahakarya Inti Buana adalah sebagai berikut : 1. Lateks
Lateks adalah getah karet mentah dengan kadar 60% DRC, yang diperoleh dari PTP III Pah Batu Gunung Para, PT. Adei Plantation Riau, PT. Merdec Riau dan
PT. Bakrie Sumatra Plantation Tbk. Bahan Baku tersebut diangkut dengan mobil
tangki. Kemudian setelah samapai di perusahaan, lateks disimpan di dalam tangki
penyimpanan (Latex Storage Tank). Pemindahan lateks dari mobil tangki ke
2. Chemical Dispertion
Chemical Dispertion merupakan campuran bahan-bahan kimia yang diperlukan untuk proses latex compounding. Chemical Dispertion terdiri dari bahan-bahan seperti Sulfur, ZincOxide (ZO), ZDBC, ZDEC, Ralox LC, Titanium Dioxide
(TiO2), Vultamol. Suplai bahan-bahan kimia diperoleh dengan impor dari
Chemquest Sdn.Bhd dan PT. Rhodes Medan.
3. Wetting Agent
Zat kimia yang digunakan sebagai Wetting Agent adalah Teric 320. Zat kimia ini berfungsi untuk mengurangi kekentalan pada campuran lateks.
4. Stabilizer
Stabilizer berguna untuk menjaga kestabilan campuran lateks dan chemical dispertion. Bahan-bahan kimia yang digunakan sebagai Stabilizer adalah KOH dan Pottasium Lauric.
5. Anti Foam
Anti foam berguna untuk mengurangi buih pada saat pencampuran lateks dengan bahan-bahan kimia. Zat kimia yang dipakai adalah Bevoloid.
6. Air
b. Bahan Penolong
Bahan penolong adalah bahan yang digunakan sebagai penolong pada produk
agar produksi dapat berjalan dengan baik dimana bahan tersebut ditambahkan pada
proses pembuatan produk.
Adapun bahan penolong yang digunakan dalam pembuatan gloves yaitu : 1. Larutan Acid
Larutan ini merupakan larutan asam yang berfungsi sebagai pembunuh kuman
yang menempel pada cetakan glove (former). Larutan asam yang dipakai adalah Nitric Acid (HNO3) dengan kadar Ph 0,51 pada tangki acid larutan ini diganti setiap hari.
2. Larutan Alkaline
Larutan alkaline merupakan larutan basa yang berfungsi untuk menetralisir kadar
asam. Larutan basa yang dipakai adalah Kalium Hidroxide (KOH) dengan kadar pH 9-13. Pada tangki alkaline larutan ini diganti dua kali sehari.
3. Larutan Coaqulant
Larutan Coaqulant merupakan campuran dari beberapa bahan kimia seperti
Calcium Carbonate (CaCO3) dan Calcium Nitrate [Ca(NO3)2] yang berfungsi agar campuran lateks dapat menempel dan menyatu pada cetakan former, Teric
4. Larutan Neutralizer
Larutan ini merupakan campuran dari Sodium Thio Sulphite, NH3, dan air sebagai pelarutnya. Larutan neutralizer ini berfungsi untuk menetralisir larutan bahan kimia Cl2 yang menempel pada gloves.
5. Larutan Chlorine
Larutan ini berfungsi untuk melapisi glove agar tidak lengket pada saat Stripping. Kandungan dari larutan ini adalah Cl2 dan air sebagai pelarutnya.
6. Air
Air juga digunakan sebagai bahan penolong yaitu sebagai cairan untuk
membersihkan former pada rinse tank. Selain itu, air juga diguanakan sebagai pelarut bahan-bahan kimia pada proses pencampuran coaqulant, acid dan
alkaline.
c. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan sebagai pelengkap untuk
meningkatkan kualitas produk yang dihasilkan. Bahan tambahan biasanya dapat
menambah nilai estetika dari produk yang dihasilkan.
Adapun yang merupakan bahan-bahan tambahan pada proses pembuatan
gloves adalah sebagai berikut : 1. Kotak Karton
2. Lakban
Lakban yang dipergunakan untuk membantu merekatkan tutup kotak karton.
3. Tali
Tali dipergunakan untuk mengikat kotak-kotak karton besar yang siap dikirim
kepada konsumen.
2.12. Uraian Proses Produksi
Urutan tahap pembuatan glove di lantai pabrik dibagi atas dua departemen pembuatan glove, yakni Compounding Departement dan Production Departement
seperti yang dijelaskan sebagai berikut :
a. Proses Compounding
Proses Compounding merupakan proses pencampuran bahan baku dan bahan-bahan kimia lainnya yang akan melapisi former membentuk glove, dimana lateks
yang berasal dari Latex Storage Tank dialirkan melalui pipa ke Pearl Mill Grinder
b. Proses Pembuatan Glove
1. Proses Pencucian Former (Former Cleaning)
Tahap pertama dari pembuatan glove ini adalah pencucian former, dimana pada tahap ini former dicuci dalam acid tank dengan larutan Nitric Acid (HNO3) pada kadar keasaman (pH 0,5-1) dan temperatur 40-600C. Kegunaan dari pencucian
former di larutan asam adalah untuk membunuh kuman-kuman dan membersihkan sisa bahan bahan-bahan yang masih melekat pada cetakan former. Kemudian former
dicuci dengan air pada Rinse Tank 1, gunanya adalah untuk mengurangi kadar asam yang menempel pada former, baru setelah itu former dicelupkan ke dalam larutan
Kalium Hidroxide (KOH) dengan pH 9-13 dalam alkaline tank dengan temperatur 40-600C. Kegunaan dari pencelupan former ke dalam larutan alkaline adalah untuk menetralisir kadar asam yang menempel pada former. Pada proses pencucian former
ini tahap selanjutnya adalah menyikat (brushing) former pada kedua sisinya dengan
brush yang berputar secara berlawanan dengan arah datangnya former.
Kegunaan dari penyikatan ini adalah untuk mencuci atau menyikat
kotoran-kotoran yang masih menempel pada former pada pencetakan glove sebelumnya. Kemudian pada tahap selanjutnya dari proses pencucian ini adalah membilas former
2. Proses Pengeringan (Pre-Coaqulant Oven)
Proses pengeringan ini bisa dikatakan proses pengeringan pertama dari
lintasan pencetakan glove, dimana setelah former dicuci pada rinse tank 2 kemudian
former ini dikeringkan dalam Pre-Coaqulant Oven dengan temperatur 90-1000C. Tujuannya adalah untuk mengeringkan former setelah mengalami pencucian.
3. Proses Coaqulant (Coaqulant Process)
Pada proses ini, former dicelupkan ke dalam larutan coaqulant yang berguna untuk membentuk lapisan pertama pada proses pembuatan glove. Adapun tujuan dari proses coaqulant pada former agar campuran lateks dapat menempel pada former. Proses coaqulant ini berlangsung pada coaqulant tank dengan temperatur 50-600C. Bahan-bahan kimia yang digunakan adalah Calcium Carbonate (CaCo3), Calcium
Nitrate[Ca(NO3)2], Teric dan air. Pada coaqulant tank juga dilengkapi dengan stirrer mesin pengaduk yang gunanya untuk menjaga agar coaqulant tidak mengendap.
4. Proses Pengeringan Coaqulant (Pre-Latex Oven)
5. Proses Peletakan Lateks (Latex Dipping Process)
Setelah selesai proses pengeringan lapisan coaqulant pada former maka tahap selanjutnya adalah peletakan lateks. Proses peletakan lateks berlangsung di Latex Dipping Tank. Campuran lateks pada tangki ini diperoleh dari latex compounding tank. Campuran lateks pada tangki ini diperoleh dari latex compounding tank yang dialirkan dengan pipa. Pada latex dipping tank terdapat motor chiller untuk menjaga temperatur lateks agar tidak terlalu panas. Selain itu juga stirrer yang berfungsi sebagai mesin pengaduk yang berguna untuk menjaga lateks agar tidak mengendap
dan menggumpal.
6. Proses Pengeringan Lateks (Pre-Beading Oven)
Setelah proses peletakan lateks maka proses selanjutnya adalah proses pengeringan lateks, dimana former di bawa ke Pre-Breading Oven. Tujuan proses ini adalah sebagai proses pematangan glove agar saat pembentukan gelang di roll beading, glove tidak rusak. Temperatur oven 90-1100C.
7. Proses Beading (Beading Section)
Proses berikutnya adalah proses pembuatan gelang beading pada pangkal
8. Proses Pengeringan Sebelum (Pre-Leaching Oven)
Pada proses ini berlangsung proses pengeringan glove sebelum glove
dicelupkan ke Leaching Tank. Tujuan pengeringan ini adalah agar glove semakin matang. Temperatur oven 90-1100C.
9. Proses Leaching (Leaching Process 1,2,3)
Proses Leaching bertujuan untuk mencuci dan mengeluarkan kadar protein yang ada pada glove. Proses ini juga membuat warna glove menjadi lebih putih (bersih). Proses leaching yang berlangsung pada leaching tank. Bahan yang dipakai pada leaching tank adalah air dengan temperatur 60-80C. Glove mengalami proses
leaching sebanyak tiga kali.
10.Proses Curing (Curing Oven 1,2,3)
Proses curing merupakan proses pematangan glove. Pada proses ini terdapat tiga tungku pembakaran dimana former dialirkan dari tungku pembakaran 1 sampai 3 (curing oven 1, curing oven 2, curing oven 3) dengan temperatur 100-1040C.
11.Proses Pendinginan (Cooling Process 1,2,3)
Proses pendiginan bertujuan untuk menjaga temperatur glove agar tetap stabil sebelum masuk ke chlorine tank sehingga temperaturnya sesuai dengan spesifikasi. Proses pendinginan ini dilengkapi dengan kipas (fan). Proses ini berlangsung pada
12.Proses Pencelupan Chlorine (Chlorine Process 1,2)
Proses pencelupan chlorine ini dilakukan di chlorine tank dengan temperatur 90-1200C, tujuannya adalah untuk melapisi (coating) glove yang bertujuan supaya
glove tidak lengket pada saat ditarik. Larutan yang terdapat pada proses ini adalah Cl2 dan air. Temperaturnya 40-600C.
13.Proses Netralisir (Netralizer Process 1,2)
Setelah glove dilapisi dengan chlorine, glove mengalami proses netralisir. Tujuan dari proses ini adalah untuk mencuci larutan Cl2 yang menempel pada glove agar warna glove tidak kuning setelah dikeringkan di Drying Oven. Proses ini berlangsung pada Neutraizer Tank dimana terdapat dua buah tangki netralisir, yaitu
Neutralizer Tank 1 dan Neutralizer Tank 2. Adapun campuran bahan kimia yang terdapat pada netralisir ini adalah Sodium Thio Sulphite, NH3, dan air. Temperaturnya 40-600C.
14.Proses Pencucian (Cleaning Process 1,2)
Tahap pencucian glove yang terakhir berlangsung pada bagian ini. Proses pencucian ini bertujuan untuk mencuci larutan netralisir agar kadarnya tidak terlalu
15.Proses Pengeringan (Drying Oven Process)
Tahap pengeringan glove yang terakhir berlangsung pada bagian ini. Proses pengeringan ini bertujuan untuk mengeringkan dan lebih mematangkan glove agar benar-benar kering sebelum akhirnya dicabut dari formernya. Apabila glove kurang matang atau kurang kering, glove akan basah dan mudah koyak, sehingga akan menghasilkan suatu glove yang tidak bagus. Proses ini berlangsung pada drying oven
dengan temperatur 80-1200C.
16.Proses Pencabutan Glove (Stripping)
Setelah proses pengeringan selesai maka dilanjutkan kepada proses
pencabutan glove yang berlangsung pada stripping area. Proses ini terbagi atas dua bagian, yaitu :
1. Auto Strip
Auto strip adalah proses pencabutan glove secara otomatis dengan bantuan
automatic air ajection machine. 2. Manual Strip
Manual strip dilakukan apabila glove masih belum terlepas dari formernya. Dimana pencabutan glove ini dilakukan oleh empat orang pekerja pada dua sisi yang berbeda yaitu dua orang di sebelah kanan dan dua orang di sebelah kiri.
Stripper pada satu sisi yang sama secara bergiliran pada saat menarik gloves. Maksudnya adalah jika penarikan pertama dilakukan oleh pekerja pertama maka
Pada proses stripping operator juga melakukan pemeriksaan terhadap kualitas glove yang dihasilkan yang terbagi atas tiga grade, yaitu A grade, B grade, dan C
grade (reject). Glove yang telah ditarik dan diperiksa kemudian dimasukkan ke dalam keranjang yang telah tersedia di dekat operator. Keranjang yang digunakan berbeda
warnanya. Hal ini dimaksudkan agar seluruh pekerja dengan mudah mengenali glove
yang terdapat di dalamnya.
Adapun pembagian warna keranjang yang digunakan yaitu ;
1. Keranjang kuning untuk A grade
2. Keranjang biru untuk B grade (second grade)
3. Keranjang merah untuk C grade (reject)
Spesifikasi dari pengelompokan glove adalah sebagai berikut : 1. Grade A
Glove yang bagus yang tidak mempunyai defect seperti : Poor bead : beading yang tidak bagus
Bad bead : beading yang tidak begitu bagus Edded : kotoran yang melekat pada glove Coagulumn : gumpalan lateks pada glove
2. Grade B
Bad bead : beading yang rusak atau putus 1/3 lingkaran
Edded : kotoran yang melekat pada glove dengan ukuran 2<x<5 mm Coagulumn : gumpalan lateks pada glove yang tidak larut dan terikat pada
glove dengan ukuran 2<x<5 mm. 3. Grade C
Glove yang tidak bagus yang tidak mempunyai defect seperti : Poor bead : beading yang tidak terbentuk >½ lingkaran Bad bead : beading yang rusak atau putus ½ lingkaran
Edded : kotoran yang melekat pada glove dengan ukuran >5mm Touching : lubang dengan ukuran >2 mm dan terletak di ujung jari Tear : robek atau koyak pada daerah cuff dari glove
Coagulumn : gumpalan lateks pada yang tidak larut dan terikat pada glove
dengan ukuran >5 mm.
17.Proses Pencucian Glove
Gloves yang telah disiapkan menurut tingkat kualitasnya (grade) dibawa ke tempat penimbangan dengan menggunakan kereta sorong. Sebelum gloves
dimasukkan ke dalam mesin pencucian, terlebih dahulu dilakukan penimbangan
Pada proses pencucian gloves ini terdapat 3 tahapan pencucian yang berbeda. Setiap proses berlangsung pada mesin yang berbeda pula. Adapun ketiga tahapan
pencucian tersebut adalah sebagai berikut :
1. Chlorine
Proses ini berlangsung selama 30 menit. Tujuan dilakukannya pencucian chlorine
ini adalah supaya warna glove benar-benar bersih dan agar glove tidak bertepung. Bahan yang digunakan pada proses ini adalah Cl2 dan air. Proses ini berlangsung
di Chlorine Machine.
2. Neutralizer
Proses ini berlangsung selama 30 menit. Tujuan dilakukannya pencucian
neutralizer ini adalah untuk mengurangi kadar chlorine yang melekat pada gloves. Bahan yang digunakan pada proses ini adalah Sodium Thio Sulphite, NH3, dan air. Proses ini berlangsung di Neutralizer Machine.
3. Rinse
Tahap akhir dari proses pencucian ini adalah pencucian gloves dengan menggunakan air. Terakhir proses ini berlangsung selama 30 menit. Tujuan
dilakukannya pencucian ini adalah untuk mengurangi kadar zat kimia baik itu
chlorine maupun neutralizer. Proses ini berlangsung di Rine Machine.
18.Proses Pengeringan (Spin Dryer)
Proses pengeringan dengan air Spin Dryer ini merupakan proses pengeringan terakhir sebelum gloves diperiksa. Gloves harus benar-benar kering tidak lengket satu sama lainnya pada waktu dikumpulkan. Proses pengeringan ini berlangsung selama
60 menit. Temperatur Spin Dryer adalah 40-600C.
19.Proses Pendinginan (Cooling in Air pin)
Setelah gloves dikeringkan, gloves dibawa ke Conditioned Transit Area. Pada area ini gloves didinginkan selama 60 menit. Temperatur ruangan diatur hingga mencapai -100C dan dijaga agar tetap stabil dan ruangan harus benar-benar bersih.
Setelah proses pendinginan ini, gloves dibawa ke Off Line Inspection Area untuk diperiksa.
20.Pemeriksaan (Inspection)
Proses pemeriksaan dilakukan oleh QA Departement. Proses pemeriksaan ini dilakukan pada Off Line Inspection Area. Pemeriksaan gloves dilakukan dengan metode sampling. Penentuan sampling berdasarkan MIL STD yang menetapkan
berapa banyak sampel yang akan diambil dari suatu populasi. Dalam satu goni
terdapat ± 3300 pieces (20 kg gloves) dimana berat 1 gloves adalah 6,06 gr. Maka diambil sampel sebanyak 80 pieces.
yang berarti jika ditemukan 3 sampel yang rusak maka lot tersebut ditolak. Jika hanya
ditemukan 2 sampel yang rusak maka lot tersebut diterima. Demikian juga
selanjutnya pada AQL yang rendah. Pada off line inspection dilakukan pemeriksaan
gloves dengan bantuan Air Pum. Sumber angin berasal dari Air Compressor, dimana pada gloves dihembuskan angin lalu dilihat apakah gloves itu memiliki lubang/bocor dan hal-hal lain. Pemeriksaan di off line inspection menggunakan standar AQL 1,0%.
Kemudian gloves yang tidak memenuhi AQL 1,0% diperiksa kembali di Q-Max Area. Pada pemeriksaan ini digunakan alat canggih yang terkomputerisasi dimana akan langsung diketahui secara otomatis apakah gloves itu termasuk pada A
grade, B grade atau re-test. Re-test yang biasa dilakukan adalah sebanyak dua kali.
Re-test dilakukan di tempat yang sama juga. Dan akhirnya pada gloves yang benar-benar reject akan dibuang ke tempat pembuangan limbah padat.
21.Pengepakan (Packing)
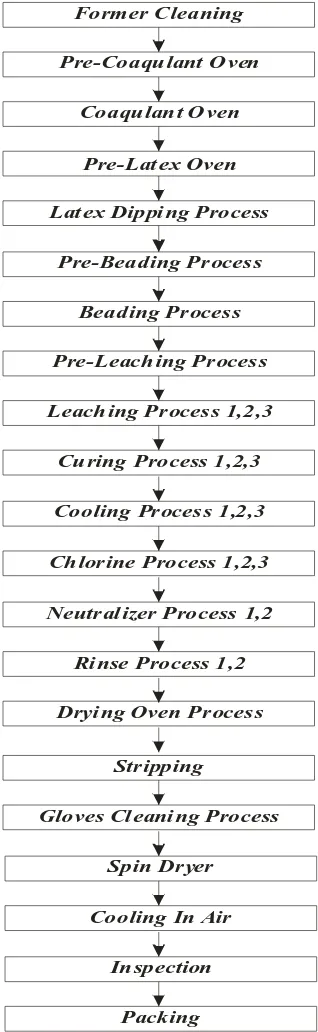
Adapun blok diagram proses compounding dan proses pembuatan gloves pada PT. Mahakarya Inti Buana dapat dilihat pada gambar 2.1 berikut ini :
Former Cleaning
Pre-Coaqu lant O ven
Coaqu lan t O ven
Pre-Lat ex Oven
Lat ex Dippi ng Process
Pre-Beading Pr oces s
Beading Pr ocess
Pre-Leach ing Pr oces s
Leach ing Pr oces s 1,2,3
Cu ring Process 1,2,3
Cooling Pr oces s 1,2,3
Ch lor ine Process 1,2,3
Neutr al izer Process 1,2
Ri nse Process 1,2
Dryi ng Oven Pr oces s
Str ipping
Gloves Cl eani ng Process
Spin Dr yer
Cooling In Air
In spection
[image:56.612.231.390.163.679.2]Packing
2.13. Mesin dan Peralatan 2.13.1 Mesin Produksi
PT. Mahakarya Inti Buana dalam memproduksi sarung tangan (gloves) menggunakan mesin produksi yang diimport dari Malaysia. Mesin ini merupakan satu
rangkaian yang panjang dari beberapa peralatan dimana pada mesin tersebut terdapat
cetakan gloves (former). Former ini dirangkai dengan rantai (Chain) yang digerakkan oleh motor. Pada mesin ini terjadi proses-proses seperti pencucian former, pencelupan coaqulant, pengeringan coaqulant, peletakan lateks, pengeringan lateks, proses beading, proses leaching, proses curing, proses cooling, proses chlorine, proses neutralizer, pencucian glove, proses pengeringan, dan stripping. Mesin tersebut adalah Line Dipping Machine.
Saat ini PT. Mahakarya Inti Buana telah mempunyai Line Dipping Machine
sebanyak 17 Line. Mesin dijalankan selama 24 jam per hari. Line Dipping Machine
yang digunakan oleh pabrik ada dua jenis, yaitu ;
1. Mesin dengan 4 tingkat memiliki panjang 66 meter, lebar 3 meter dan tinggi 6
meter.
2. Mesin dengan 6 tingkat memiliki panjang 71 meter, lebar 3 meter dan tinggi 8
meter.
1. Acid Tank
Kegunaan : Tempat menampung larutan acid untuk membersihkan dan membunuh kuman-kuman yang melekat pada former.
Kapasitas : 200 liter
Jumlah : 1 unit
2. Alkaline Tank
Kegunaan : Tempat menampung larutan alkaline untuk membersihkan dan menetralisir asam pada former.
Kapasitas : 200 liter
Jumlah : 1 unit
3. Brush Tank
Kegunaan : Tempat menyikat former dengan air. Jumlah : 1 unit
4. Rinse Tank
Kegunaan : Tempat menampung air untuk membilas former dengan air. Kapasitas : 200 liter
Jumlah : 2 unit
5. Pre-Coaqulant Oven
Kegunaan : Untuk mengeringkan former setelah dibilas. Temperatur : 90-1000C
6. Coaqulant Tank
Kegunaan : Tempat menampung larutan coaqulant untuk mengikat dan mempercepat proses peletakan lateks.
Kapasitas : 450 liter
Jumlah : 1 unit
7. Pre-Latex Oven
Kegunaan : Untuk mengeringkan larutan Coaqulant. Temperatur : 90-1000C
Jumlah : 1 unit
8. Latex Dipping Tank
Kegunaan : Tempat menampung lateks compounding. Kapasitas : 800 liter
Jumlah : 1 unit
9. Pre-Beading Oven
Kegunaan : Untuk mengeringkan larutan lateks yang melapisi former. Temperatur : 90-1100 C
Jumlah : 1 unit
10.Beading Section
11.Pre-Leaching Oven
Kegunaan : Mengeringkan gloves. Temperatur : 90-1100 C
Jumlah : 1 unit
12.Leaching Tank
Kegunaan : Tempat menampung air untuk menghilangkan kadar protein dan
kandungan yang masih melekat.
Kapasitas : 450 liter
Jumlah : 3 unit
13.Curing Oven
Kegunaan : Mengeringkan gloves agar menjadi gloves yang baik. Temperatur : 100-1400 C
Jumlah : 3 unit
14.Cooling Tank
Kegunaan : Tempat mendinginkan gloves sebelum mengalami proses chlorine. Temperatur : 40-600 C
Jumlah : 3 unit
15.Chlorine Tank
Kegunaan : Tempat menampung chlorine. Kapasitas : 800 liter
16.Neutralizer Tank
Kegunaan : Tempat menampung larutan neutralizer. Kapasitas : 450 liter
Jumlah : 2 unit
17.Rinse Tank
Kegunaan : Tempat menampung air untuk pencucian gloves yang terakhir pada proses di Line Dipping Machine.
Kapasitas : 600 liter
Jumlah : 2 unit
18.Drying Oven
Kegunaan : Mengeringkan gloves sebelum di stripping. Temperatur : 80-1200 C
Jumlah : 1 unit
19.Auto Striper
Kegunaan : Melepaskan gloves dari formernya secara otomatis dengan bantuan
automatic air ejection machine. Jumlah : 1 unit
2.13.2.Peralatan Pendukung Produksi
mesin-mesin dan peralatan pendukung proses produksi. Adapun mesin-mesin dan
peralatan pendukung proses produksi adalah sebagai berikut :
1. Perl Mill Grinde
Kegunaan : Tempat mencampur Chemical dispertion
Kapasitas : 125 Kg
Model : PM-25
Tegangan : 440volt
Arus : 5 Amp
Putaran : 30 rpm
Daya : 25 HP
Jumlah : 24 unit
Temperatur : 800 liter
2. Compounding Tank
Kegunaan : Tempat pencampuran Anti foam, wetting agent, stabilizer, air dan lateks.
Kapasitas : 7.2 ton/hari
Tegangan : 440 volt
Arus : 5 Amp
Jumlah : 40 volt
3. Spin Dryer
Kegunaan : Tempat mengeringkan Gloves
Kapasitas : 40 ton/jam
Tegangan : 480 volt
Arus : 5 Amp
Putaran : 1450 RPM
Daya : 3 HP
Jumlah : 5 unit
4. Latex Transfer Pump
Kegunaan : Memindahkan lateks dari truk ke lateks storangetank
Kapasitas : 15 ton/hari
Tegangan : 380 volt
Arus : 3 Amp
Jumlah : 2 unit
5. Latex Storange Tank
Kegunaan : Tempat penyimpanan lateks.
Kapasitas : 40 Kg/0,5 jam
Tegangan : 390 volt
Arus : 5 Amp
6. Air Compressor
Kegunaan : Menyediakan udara untuk keperluan pemerikasaan gloves dan
auto stri.
Tegangan : 380 volt
Arus : 3 Amp
Jumlah : 2 unit
7. Q-Max
Kegunaan : Memeriksa gloves dengan AQL rendah Kapasitas : 120 Kg/jam
Tegangan : 380 volt
Arus : 3 Amp
Jumlah : 4 unit
8. Chlorine Machine
Kegunaan : Memberi chlorine pada glove
Kapasitas : 40 Kg
Tegangan : 380 volt
Arus : 9Amp
Jumlah : 6 unit
9. Neutralizer
Kegunaan : Menetralisir chlorine yang melekat pada glove dengan menggunakan larutan netralisir.
Kapasitas : 40 Kg
Arus : 9 Amp
Jumlah : 6 unit
10. Rinse Machine
Kegunaan : Mencuci glove setelah proses netralisir Kapasitas : 40 Kg
Tegangan : 440 volt
Arus : 42,5 Amp
Jumlah : 6 unit
11. Chiller
Kegunaan : Sebagai pendingin pada latex dipping tank
Tegangan : 380 volt
Arus : 48,8 Amp
Jumlah : 7 unit
12. Timbangan Nagata
Kegunaan : Menimbang gloves
Kapasitas : 40 Kg
Tegangan : 440 volt
Jumlah : 1 unit
13. Pengikat Tali
2.13.3. Utilitas
Utilitas pabrik merupakan perlengkapan pendukung kelancaran proses
produksi. Tanpa adanya utilitas, proses produksi pada lantai pabrik tidak akan dapat
terlaksana. Adapun utilitas yang dibutuhkan oleh PT. Mahakarya Inti Buana adalah
sebagai berikut :
1. Tenaga Listrik
Sumber : PLN (Perusahaan Listrik Negara) dan Genset.
PLN : Listrik dari PLN digunakan untuk menggerakkan
mesin-mesin produksi, pompa, mesin-mesin-mesin-mesin di bengkel, AC, lampu,
kebutuhan kantor dan sebagainya.
Genset : - 6 unit, 300 kVA (3 unit), 500 kVA (3 unit)
- Merek Volvo
- Produksi Selangor Malaysia
- Listrik dari genset digunakan apabila suplai listrik dari
PLN mati.
2. Air
Sumber : Sumur Bor dan PDAM
Kegunaan : - Air dari sumur bor digunakan untuk proses produksi
- Air dari PDAM digunakan untuk mensuplai kebutuhan
air pada kantor seperti suplai untuk toilet/WC dan air
minum.
3. Gas
Sumber : Perusahaan Gas Milik Negara
PLN : Memanaskan air yang digunakan dalam proses produksi dan
juga sebagai bahan bakar pada burner di mesin produksi.
2.13.4. Waste Treatment
PT. Mahakarya Inti Buana dalam rangka mengatasi limbah yang dihasilkan
pada proses produksi baik limbah padat maupun limbah cair adalah
dengan melakukan suatu perlakuan khusus sehingga tidak membahayakan
bagi lingkungan sekitar. Perlakuan khusus diutamakan pada limbah cair
karena limbah cair lebih cepat memberikan pengaruh yang negatif pada lingkungan
BAB III
LANDASAN TEORI
3.1. Pengertian Audit
Audit merupakan suatu tindakan yang membandingkan antara fakta atau
keadaan yang sebenarnya (kondisi) dengan keadaan yang seharusnya ada (kriteria)
pada dasarnya audit bertujuan untuk menilai apakah pelaksanaan yang dilakukan
telah sesuai dengan apa yang ditetapkan dan untuk menilai atau melihat apakah
kondisi yang ada telah sesuai dengan apa yang diharapkan.
Sedangkan pengertian Audit menurut Henry Simamora (2002:4) adalah
sebagai berikut:
“Suatu proses sistematik pencarian dan pengevaluasian secara obyektif bukti mengenai asersi tentang peristiwa dan tindakan ekonomik untuk meningkatkan kadar kesesuaian antara asersi tersebut dengan kriteria yang ditetapkan, dan mengkomunikasikan hasilnya kepada pemakai yang berkepentingan”.
Sedangkan pengertian audit menuru