PENGARUH KARAKTERISTIK INDIVIDU, PEKERJAAN
DAN ORGANISASI, SERTA KEPUASAN KERJA
KARYAWAN TERHADAP MOTIVASI
KERJA DI PT. SUMBETRI MEGAH
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari
Syarat-Syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh
PRIMA HERADONA GINTING 080403188
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S
T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
2 0 1 0
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa atas
segala berkat dan rahmat-Nya sehingga saya dapat menyusun Laporan Tugas
Sarjana di PT. Sumbetri Megah Besitang.
Penyusunan Laporan Tugas Sarjana ini merupakan salah satu persyaratan
dalam memperoleh gelar Sarjana Teknik pada Program Studi Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara. Dalam penyusunan Tugas Sarjana
ini peneliti mengangkat suatu permasalahan yaitu “Pengaruh Karakteristik
Individu, Pekerjaan, dan Organisasi, Serta Kepuasan Kerja Karyawan Terhadap Motivasi Kerja di PT. Sumbetri Megah. ”
Penulis menyadari bahwa tidak ada yang sempurna, kemungkinan terdapat
kekurangan-kekurangan akibat kesalahan penulis dalam laporan ini, untuk itulah
penulis mengharapkan berbagai saran dan kritik yang membangun guna
memperbaiki laporan ini. Akhir kata penulis mengucapkan terimakasih, semoga
laporan ini bermanfaat bagi kita semua.
UNIVERSITAS SUMATERA UTARA
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini penulis banyak mengalami hambatan
dan tantangan, namun berkat bimbingan, dorongan dan pengertian dari berbagai
pihak akhirnya hambatan dan tantangan tersebut dapat teratasi. Untuk itu, pada
kesempatan ini penulis ingin menyampaikan banyak terima kasih kepada pihak
yang telah memberikan bantuan penulis, antara lain:
1. Ibu Ir. Rosnani Ginting, MT selaku Ketua Departemen Teknik Industri
Fakultas Teknik, Universitas Sumatera Utara.
2. Bapak Ir. Tanib Sembiring Cholia, M.Eng selaku Dosen Pembimbing I telah
memberikan waktu dan kesediaannya menuntun saya dalam penyelesaian
laporan ini.
3. Ibu Ir. Nurhayati Sembiring, MT selaku Dosen Pembimbing II telah
memberikan waktu dan kesediaannya menuntun saya dalam penyelesaian
laporan ini.
4. Bapak Prof Dr. Ir. Rahim Matondang MSIE selaku Ketua Bidang yang telah
memberikan waktu dan kesediaannya dalam penyelesaian laporan ini.
5. Bapak Aulia Ishak, ST, MT selaku Koordinator Tugas Sarjana yang telah
memberikan waktu dan kesediannya dalam penyelesaian laporan ini.
6. Bapak Pimpinan perusahaan PT. Sumbetri Megah yang telah memberikan izin
7. Bapak Ir. Sarjani Barus selaku pembimbing lapangan yang telah membimbing
dan memberikan arahan serta masukan juga informasi selama pelaksanaan
penyusunan laporan tugas sarjana di PT. Sumbetri Megah.
8. Kedua orangtuaku Ayahanda Drs. Darwin Ginting dan Ibunda Tina Melinda br
Tarigan, serta saudara/i Imelda Lestari, Hagaina Kasih, Efrata Kembaren,
Jemmy Ketaren, dan Indra Mawanta yang telah banyak memberikan dukungan
moral dan material bagi penulis.
9. Teman-teman seperjuangan, David hadi Hasibuan, Diarto Manalu, Nostan S,
Cristine Silaen, yang banyak memberikan saran dan bantuan dalam
DAFTAR ISI
BAB HALAMAN
KATA PENGANTAR ……… i
UCAPAN TERIMA KASIH ………..………… ii
DAFTAR ISI …..………. iv
DAFTAR TABEL ……… xi
DAFTAR GAMBAR…..……….………….………... xiv
DAFTAR LAMPIRAN ……….…… xvi
ABSTRAK …..………..…...xvii
I PENDAHULUAN………....………… I-1
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Permasalahan ... I-2
1.3. Tujuan Penelitian ... I-3
1.4. Manfaat Penelitian ... I-3
1.5. Batasan dan Asumsi Penelitian ... I-4
1.6. Sistematika Penulisan Tugas Akhir ... I-5
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Umum Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Lokasi Perusahaan ... II-4
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.5. Proses Produksi... II-6
2.5.1. Standar Mutu Produk ... II-6
2.5.2. Bahan Yang Digunakan ... II-8
2.5.2.1. Bahan Baku ... II-9
2.5.2.2. Bahan Tambahan ... II-12
2.5.2.3. Bahan Penolong ... II-13
2.5.3. Uraian Proses Produksi ………... II-13
2.5.4. Mesin dan Peralatan ... II-22
2.5.4.1. Mesin Produksi ... II-21
2.5.4.2. Peralatan Produksi... II-27
2.6. Tata Letak Perusahaan ... II-28
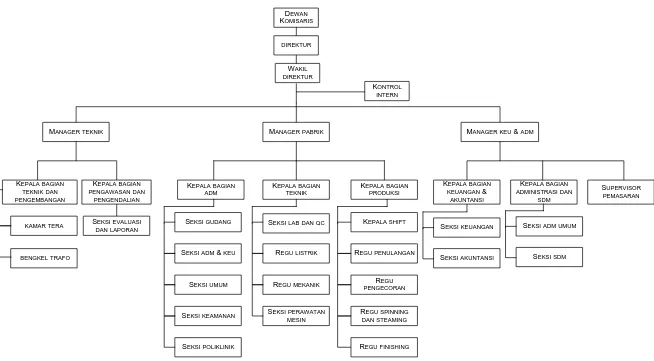
2.7. Struktur Organisasi Perusahaan... II-36
2.7.1. Uraian Tugas dan Tanggung Jawab... II-39
2.7.2. Tenaga Kerja dan Jam Kerja... II-51
2.7.2.1. Tenaga Kerja... II-51
2.7.2.2. Jam Kerja... II-52
2.7.2.3. Sistem Pengupahan... II-53
DAFTAR ISI (Lanjutan)
BAB HALAMAN
III LANDASAN TEORI …………...……..………….……… III-1
3.1. Motivasi Kerja... III-1
3.2. Karakteristik Individu... III-3
3.2. Karakteristik Pekerjaan... III-4
3.3. Karakteristik Organisasi... III-6
3.5. Kepuasan Kerja... III-7
3.6. Prosedur Pembuatan Kuisioner... III-6
3.7. Teknik Pengambilan Sampel... III-9
3.8. Metode Penentuan Jumlah Sampel... III-11
3.9. Uji Validitas dan Reabilitas... III-11
3.8.1. Uji Validitas... III-11
3.8.2. Uji Reabilitas... III-12
3.10. Struktural Equation Modeling (SEM)... III-13
3.10.1. Sejarah SEM... III-13
3.10.2. Pengertian Struktural Equation Modeling (SEM).. III-14
3.10.3. Prinsip-Prinsip Dasar... III-15
3.10.4. Konsep dan Istilah... III-15
3.10.5. Model Analisis dalam SEM... III-18
3.10.5.1. Model Regresi Berganda... III-18
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.10.5.3. Model Kombinasi regresi dan Mediasi.... III-19
3.10.5.4. Model Kompleks... III-19
3.10.5.5. Model Rekusif dan non Rekursif... III-20
3.10.6. Persamaan Jalur SEM... III-21
3.10.6.1. Persamaan Satu Jalur... III-22
3.10.6.2. Persamaan Dua Jalur... III-22
3.10.6.3. Persamaan Tiga Jalur... III-22
3.10.7. Tahapan Pemodelan dan Analisis SEM... III-23
3.10.8. Langkah Analisis Menjalankan Program
Amos Versi 16... III-28
IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian... IV-1
4.2. Objek Penelitian ... IV-5
4.3. Metode Pengumpulan Data ... IV-11
4.4. Metode Pengujian Data ...……IV-13
4.5. Metode Pengolahan Data……...IV-14
DAFTAR ISI (Lanjutan)
BAB HALAMAN
V PENGUMPULAN DAN PENGOLAHAN DATA …………. V-1
5.1. Pengumpulan Data ………... V-1
5.1.1. Penentuan Jumlah Populasi dan Besar Sampel……... V-1
5.1.2. Teknik Pengambilan Sampel... V-1
5.1.3. Perancangan Kuisioner dan Penyebarannya... V-6
5.1.3.1. Kuisioner Terbuka... V-6
5.1.3.2. Kuisioner Tertutup... V-7
5.1.4. Rekapitulasi Kuisioner Tertutup...V-12
5.2. Pengolahan Data ... V-19
5.2.1. Uji Kecukupan Data ….….………....………. V-19
5.2.2. Uji Validitas dan Reabilitas...V-19
5.2.2.1. Uji Validitas Karakteristik Individu...V-19
5.2.2.2 Uji Validitas Karakteristik Pekerjaan...V-22
5.2.2.3. Uji Validitas Karakteristik Organisasi...V-24
5.2.2.4. Uji Validitas Motivasi kerja...V-26
5.2.2.5. Uji Validitas Kepuasan Kerja...V-28
5.2.2.6. Uji Realibilitas...V-30
5.2.3. Struktural Equation Modeling untuk melihat
hubungan kausalitas data secara langsung
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.3.1. Pengembangan Model Berbasis Teori...V-32
5.2.3.2 Menyusun Diagram Jalur...V-32
5.2.3.3. Konversi Diagram Jalur ke Persamaan...V-33
5.2.3.4. Memilih Matriks Input dan Teknik Estimasi..V-35
5.2.3.4.1 Analisis Faktor Konfirmtori
Konstruk Eksogen ...V-35
5.2.3.4.2 Analisis Faktor Konfirmtori
Konstruk Endogen ...V-40
5.2.3.5. Menilai Problem Indentifikasi...V-45
5.2.3.6. Evaluasi Kriteria Goodness of Fit...V-49
5.2.3.7. Intepretasi dan Modifikasi Model...V-49
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisa Pengaruh Total dari Variabel ………...…….…. VI-1
6.2. Analisa Pengaruh Langsung dari Variabel ……...….…. VI-2
DAFTAR ISI (Lanjutan)
BAB HALAMAN VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ………. VII-1
7.2. Saran ……….. . VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Jenis Tiang Listrik Beton Pra Tegang pada PT. Sumbetri Megah... II-3
2.2. Ukuran Mesh dan Persen Tertinggal...………...……. II-10
2.3. Komposisi Bahan Pembuatan Beton Pra Tegang...………... II-18
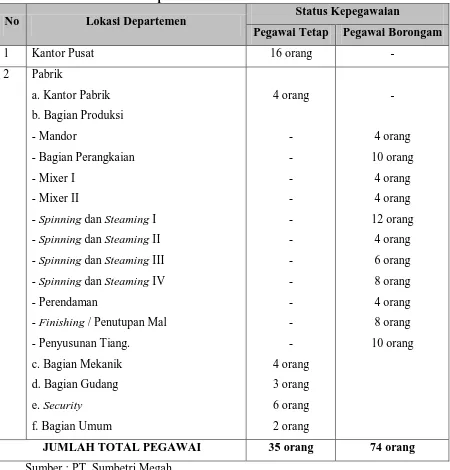
2.4. Perincian Tenaga Kerja pada PT. Sumbetri Megah
Sampai Bulan April 2010...……...…… II-51
2.5. Jam Kerja Normal PT. Sumbetri Megah...…...…...… II-52
2.6. Jam Kerja Shift PT. Sumbetri Megah...…...…… II-52
3.1. Tabel Ketentuan Kesesuaian Model…..……...…...……... III-27
3.2. Uji Normalitas Data... III-34
3.3. Uji Univariate Outlier... III-34
5.1. Spesifikasi Responden………..……..…... V-2
5.2. Rekapitulasi Kuisioner Terbuka... V-7
5.3. Perancangan Kuisioner Tertutup dari Penelitian... V-10
5.4. Indeks Rekapitulasi Kuisioner Tertutup untuk 100 Responden……... V-14
5.5. Hasil Perhitungan Validitas Karakteristik Individu….…..…... V-21
5.6. Hasil Pengujian Validitas Atribut Karakteristik Individu...…... V-21
5.7. Hasil Perhitungan Validitas Karakteristik Pekerjaan….……... V-23
5.8. Hasil Pengujian Validitas Atribut Karakteristik Pekerjaan...…... V-24
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.11. Hasil Perhitungan Validitas Motivasi Kerja…...…..…... V-27
5.12. Hasil Pengujian Validitas Atribut Motivasi Kerja...…... V-28
5.13. Hasil Perhitungan Validitas Kepuasan Kerja…...…..…... V-29
5.14. Hasil Pengujian Validitas Atribut Kepuasan Kerja...…... V-30
5.15. Perhitungan Bobot untuk Uji Reabilitas ...…... V-30
5.16. Regression Weight untuk Karakteristik Individu... V-36
5.17. Standardized Regression Weight untuk Karakteristik Individu... V-36
5.18. Regression Weight untuk Karakteristik Pekerjaan... V-37
5.19. Standardized Regression Weight untuk Karakteristik Pekerjaan...V-37
5.20. Regression Weight untuk Karakteristik Organisasi... V-39
5.21. Standardized Regression Weight untuk Karakteristik Organisasi... V-39
5.22. Regression Weight untuk Motivasi Kerja... V-40
5.23. Standardized Regression Weight untuk Motivasi Kerja... V-40
5.24. Regression Weight untuk Kepuasan Kerja... V-42
5.25. Standardized Regression Weight untuk Kepuasan Kerja... V-42
5.26. Regression Weight untuk Full Struktural Model... V-44
5.27. Evaluasi Univariate Outlier... V-45
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.29. Evaluasi Goodness Of Fit of Full Struktural Model... V-49
5.30. Standardized Total Effect... V-50
5.31. Standardized Direct Effect... V-50
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Blok Diagram Produksi Tiang Listrik Beton di PT. Sumbetri Megah... II-14
2.2. Pola Aliran Bahan PT. Sumbetri Megah…... ...………... II-35
2.3. Struktur organisasi PT. Sumbetri Megah…...…………... II-38
3.1. Model Regresi Berganda...…………..…………...………... III-18
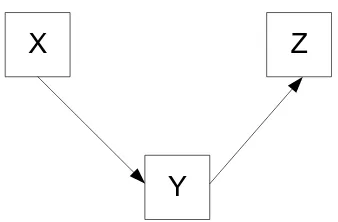
3.2. Model Mediasi...…………..…………...…...……... III-19
3.3. Model Kombinasi Regresi dengan Mediasi...…....…...……... III-19
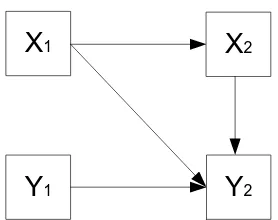
3.4. Model Kompleks...…………..…………...………... III-20
3.5. Model Rekrusif dan non Rekrusif...…………...………... III-20
3.6. Persamaan Satu Jalur...…………...…………...…...……... III-21
3.7. Persamaan Dua Jalur...…………...…………...………... III-22
3.8. Persamaan Tiga Jalur...…………...…………...…...……... III-23
3.9. Tampilan Amos Graphic...…... III-29
3.10. Tampilan Jumlah Data...…... III-30
3.11. Tampilan Analysis Properties untuk Estimasi...…... III-31
3.12. Tampilan Analysis Properties untuk Output...…... III-31
3.13. Tampilan Text Output...…... III-32
4.1. Blok Diagram Pengolahan Data ...…... IV-3
5.1. Kerangka Konseptual Diagram Jalur ...…..… V-33
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.3. Konstruk Eksogen dari Karakteristik Pekerjaan...…..… V-37
5.4. Konstruk Eksogen dari Karakteristik Organisasi...…..… V-38
5.5. Konstruk Endogen dari Motivasi Kerja ...…..… V-40
5.6. Konstruk Endogen dari Kepuasan Kerja ...…..… V-41
DAFTAR LAMPIRAN
HALAMAN
LAMPIRAN 1 SURAT PERMOHONAN TUGAS SARJANA …….…...L-1
LAMPIRAN 2 SURAT PENJAJAKAN PERUSAHAAN ………….…...L-2
LAMPIRAN 3 SURAT BALASAN PERUSAHAAN...L-3
LAMPIRAN 4 SURAT KEPUTUSAN...L-4
LAMPIRAN 5 FORM ASISTENSI DOSEN PEMBIMBING...L-5
LAMPIRAN 6 KUISIONER TERBUKA...L-6
LAMPIRAN 7 KUISIONER TERTUTUP...L-7
LAMPIRAN 8 HASIL PENGOLAHAN SOFTWARE AMOS VERSI 16...L-8
LAMPIRAN 9 HARGA KRITIK DARI R PRODUCT MOMENT...L-9
ABSTRAK
PT. Sumbetri Megah adalah salah satu perusahaan manufaktur yang bergerak di bidang pembuatan tiang listrik beton pra tegang yang ada di Sumatera Utara dimana perusahaan ini memiliki nilai jual produksi yang tinggi. Dengan sejalannya kegiatan produksi yang tinggi, karyawan yang bekerja di perusahaan sangat kurang diperhatikan kesejahteraanya sehingga motivasi kerja karyawan tidak seperti yang diharapkan oleh perusahaan. Karyawan PT. Sumbetri Megah yang bekerja sebaiknya diperlakukan sebaik-baiknya, agar karyawan mempunyai kinerja yang baik dan tujuan perusahaan dapat tercapai. Manajer atau pimpinan seharusnya juga mengetahui kemampuan yang dimiliki karyawan dan kebutuhan – kebutuhan yang diperlukan sebagai pendukung dalam bekerja, sehingga kinerja karyawan bagus dan pekerjaan dapat diselesaikan lebih efektif dan efisien.
Dalam penelitian ini yang menjadi latar belakang permasalahan di perusahaan PT. Sumbetri Megah adalah seringnya terjadi keluhan karyawan terhadap kurangnya kepuasan yang diberikan perusahaan, tidak adanya pemberian promosi kepada karyawan berprestasi, pemberian gaji disaat pabrik tidak beroperasi, dan penambahan transportasi karyawan. Hal ini yang menyebabkan rendahnya motivasi karyawan untuk melaksanakan pekerjaanya.
Penelitian ini menganalisa pengaruh antara karakteristik individu, karakteritik pekerjaan, karakteristik organisasi, kepuasan kerja, serta motivasi kerja karyawan. Metode yang digunakan untuk menganalisa kelima variabel ini adalah Struktural Equation Modeling dengan menggunakan bantuan software
Amos versi 16.
Hasil penelitian menunjukkan bahwa Motivasi Kerja karyawan PT. Sumbetri Megah mempunyai pengaruh total terhadap kepuasan kerja dengan nilai estimasi sebesar 3,353. Karakteristik Organisasi mempunyai pengaruh total terhadap kepuasan kerja karyawan dengan nilai estimasi sebesar 2,306. Karakteristik organisasi, karakteristik individu, dan karakteristik pekerjaan tidak mempunyai pengaruh total terhadap motivasi kerja karyawan. Motivasi kerja karyawan mempunyai pengaruh langsung terhadap kepuasan kerja dengan nilai estimasi 3,353. Karakteristik individu, karakteristik pekerjaan, karakteristik organisasi tidak mempunyai pengaruh langsung terhadap motivasi kerja dan kepuasan kerja karyawan Karakteristik organisasi mempunyai hubungan secara tidak langsung terhadap kepuasan kerja dengan nilai estimasi 4,391. Karakteristik individu, karakteristik pekerjaan dan karakteristik organisasi tidak mempunyai hubungan secara tidak langsung terhadap motivasi kerja karyawan. Dengan demikian Perusahaan harus membenahi kebijakan untuk karakteristik organisasi yang dimilikinya agar motivasi kerja karyawan dapat ditingkatkan menjadi lebih baik.
Keyword : Karakteristik Individu, Pekerjaan, Organisasi, Motivasi Kerja,
ABSTRAK
PT. Sumbetri Megah adalah salah satu perusahaan manufaktur yang bergerak di bidang pembuatan tiang listrik beton pra tegang yang ada di Sumatera Utara dimana perusahaan ini memiliki nilai jual produksi yang tinggi. Dengan sejalannya kegiatan produksi yang tinggi, karyawan yang bekerja di perusahaan sangat kurang diperhatikan kesejahteraanya sehingga motivasi kerja karyawan tidak seperti yang diharapkan oleh perusahaan. Karyawan PT. Sumbetri Megah yang bekerja sebaiknya diperlakukan sebaik-baiknya, agar karyawan mempunyai kinerja yang baik dan tujuan perusahaan dapat tercapai. Manajer atau pimpinan seharusnya juga mengetahui kemampuan yang dimiliki karyawan dan kebutuhan – kebutuhan yang diperlukan sebagai pendukung dalam bekerja, sehingga kinerja karyawan bagus dan pekerjaan dapat diselesaikan lebih efektif dan efisien.
Dalam penelitian ini yang menjadi latar belakang permasalahan di perusahaan PT. Sumbetri Megah adalah seringnya terjadi keluhan karyawan terhadap kurangnya kepuasan yang diberikan perusahaan, tidak adanya pemberian promosi kepada karyawan berprestasi, pemberian gaji disaat pabrik tidak beroperasi, dan penambahan transportasi karyawan. Hal ini yang menyebabkan rendahnya motivasi karyawan untuk melaksanakan pekerjaanya.
Penelitian ini menganalisa pengaruh antara karakteristik individu, karakteritik pekerjaan, karakteristik organisasi, kepuasan kerja, serta motivasi kerja karyawan. Metode yang digunakan untuk menganalisa kelima variabel ini adalah Struktural Equation Modeling dengan menggunakan bantuan software
Amos versi 16.
Hasil penelitian menunjukkan bahwa Motivasi Kerja karyawan PT. Sumbetri Megah mempunyai pengaruh total terhadap kepuasan kerja dengan nilai estimasi sebesar 3,353. Karakteristik Organisasi mempunyai pengaruh total terhadap kepuasan kerja karyawan dengan nilai estimasi sebesar 2,306. Karakteristik organisasi, karakteristik individu, dan karakteristik pekerjaan tidak mempunyai pengaruh total terhadap motivasi kerja karyawan. Motivasi kerja karyawan mempunyai pengaruh langsung terhadap kepuasan kerja dengan nilai estimasi 3,353. Karakteristik individu, karakteristik pekerjaan, karakteristik organisasi tidak mempunyai pengaruh langsung terhadap motivasi kerja dan kepuasan kerja karyawan Karakteristik organisasi mempunyai hubungan secara tidak langsung terhadap kepuasan kerja dengan nilai estimasi 4,391. Karakteristik individu, karakteristik pekerjaan dan karakteristik organisasi tidak mempunyai hubungan secara tidak langsung terhadap motivasi kerja karyawan. Dengan demikian Perusahaan harus membenahi kebijakan untuk karakteristik organisasi yang dimilikinya agar motivasi kerja karyawan dapat ditingkatkan menjadi lebih baik.
Keyword : Karakteristik Individu, Pekerjaan, Organisasi, Motivasi Kerja,
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Suatu perusahaan yang ingin berkembang harus mampu memanfaatkan
sumberdaya yang telah ada secara optimal. Kondisi tersebut menuntut sebuah
organisasi atau perusahaan untuk senantiasa melakukan berbagai inovasi guna
mengantisipasi adanya persaingan yang semakin ketat. Organisasi di abad-21
seperti saat ini dituntut untuk mempunyai keunggulan bersaing baik dalam hal
kualitas produk, pelayanan, biaya maupun sumber daya manusia yang profesional.
Selain sumber daya manusia sebagai salah satu unsur yang sangat menentukan
keberhasilan suatu organisasi, disisi lain manusia juga sebagai makhluk yang
mempunyai pikiran, perasaan, kebutuhan dan harapan-harapan tertentu. Hal ini
sangat memerlukan perhatian tersendiri karena faktor-faktor tersebut akan
mempengaruhi prestasi, dedikasi dan loyalitas serta kecintaan terhadap pekerjaan
dan organisasinya. Keadaan ini menjadikan sumber daya manusia sebagai aset
yang harus ditingkatkan efisiensi dan produktivitasnya. Untuk mencapai hal
tersebut, maka perusahaan harus mampu menciptakan kondisi yang dapat
mendorong dan memungkinkan karyawan untuk mengembangkan dan
meningkatkan kemampuan serta keterampilan yang dimiliki secara optimal.
Salah satu yang menjadi latar belakang penelitian di perusahaan adalah
dibuktikan dengan pencapaian target produksi tiang yang selalu tertunda setiap
harinya, sedangkan target yang ditentukan perusahaan sudah ada. Rendahnya
motivasi kerja karyawan perusahaan disebabkan karena tidak adanya pemberian
promosi jabatan kepada karyawan yang berprestasi seperti peningkatan status
kepegawaian dari harian menjadi pegawai kontrak atau tetap, harapan yang
diinginkan karyawan seperti pemberlakuan gaji di hari libur belum terlaksana,
serta sarana dan prasarana pendukung seperti kendaraan transportasi karyawan
belum ada.
Adapun masalah yang diteliti dari perusahaan adalah rendahnya motivasi
kerja karyawan yang dipengaruhi dari segi karakteristik individu, karakteristik
pekerjaan, karakteristik organisasi serta kepuasan kerja, dengan masalah yang ada
inilah peneliti menggangkat judul penelitian ini untuk melihat pengaruh dari
keempat karakteristik yang menyebabkan rendahnya motivasi kerja karyawan.
Setelah dilakukannya penelitian ini perusahaan dapat mengambil kebijakan untuk
memperbaiki karakteristik apa saja yang mempengaruhi rendahnya motivasi kerja
di perusahaan.
1.2. Rumusan Permasalahan.
Beberapa permasalahan diatas akan dirumuskan dengan metode Struktural
Equation Modeling (SEM), dimana metode ini akan menyelesaikan masalah
multivariat secara bersamaan dengan menganalisa model struktural dan model
pengukuran. Berdasarkan studi literatur dan studi lapangan yang telah dilakukan,
1. Apakah ada pengaruh dari indikator-indikator tiap variabel yang terkait
terhadap variabel karakteristik individu, karakteristik pekerjaan,
karakteristik organisasi, serta kepuasan kerja terhadap motivasi kerja?
2. Indikator-indikator mana saja diantara semua indikator tiap variabel terkait
yang berpengaruh terhadap karakteristik individu, karakteristik pekerjaan,
karakteristik organisasi, serta kepuasan kerja?
3. Apakah ada pengaruh dari faktor karakteristik individu, karakteristik
pekerjaan, karakteristik organisasi, serta kepuasan kerja terhadap motivasi
kerja?
4. Faktor- faktor mana saja diantara semua faktor yang berpengaruh terhadap
motivasi kerja?
1.3. Tujuan Penelitian
Tujuan yang akan dicapai dalam penelitian ini antara lain:
1. Untuk mengetahui Pengaruh karakteristik individu, pekerjaan dan
organisasi terhadap kepuasan kerja.
2. Untuk mengetahui pengaruh karakteristik individu, pekerjaan dan
organisasi terhadap motivasi kerja.
3. Untuk mengetahui pengaruh motivasi kerja terhadap kepuasan kerja.
4. Untuk mengetahui pengaruh karakteristik individu, pekerjaan dan
1.4. Manfaat Penelitian
Dengan adanya penelitian ini diharapkan akan memberikan kontribusi
yang bernilai baik bagi perusahaan maupun bagi peneliti sendiri. Adapun manfaat
yang dapat diperoleh dari penelitian ini adalah :
1. Pihak perusahaan
a. Pihak perusahaan dapat memperhatikan faktor karakteristik individu,
pekerjaan dan organisasi untuk meningkatkan motivasi kerja.
b. Pihak perusahaan dapat memperhatikan bahwa faktor kepuasan kerja
merupakan kunci utama untuk meningkatkan motivasi kerja.
c. Sebagai bahan pertimbangan dalam pengambilan keputusan untuk
meningkatkan motivasi kerja karyawan.
2. Pihak peneliti
a. Sebagai bahan referensi bagi peneliti lain untuk mengembangkan ilmu
lebih lanjut.
b. Sebagai bahan kajian ilmiah dari teori-teori yang sudah pernah didapat dan
mengaplikasikannya secara empiris kepada perusahaan yang ingin diteliti.
1.5. Batasan dan Asumsi Penelitian
Untuk mempermudah pemecahan masalah, perlu disusun beberapa batasan
dan asumsi yang berkaitan dengan permasalahan. Hal ini dilakukan untuk
mempertegas atribut – atribut yang menjadi pusat perhatian, sehingga dapat
Batasan – batasan tersebut adalah :
1. Objek yang diteliti adalah pegawai PT. Sumbetri Megah.
2. Peneliti hanya menganalisis pengaruh antara karakteristik individu, pekerjaan,
dan organisasi serta kepuasan kerja karyawan terhadap motivasi kerja di PT.
Sumbetri megah.
3. Kuisioner yang digunakan dengan skala likert (skala 1-5).
Sedangkan asumsi – asumsi dalam penelitian ini adalah :
1. Pembuatan kuisioner untuk karakteristik individu, pekerjaan, dan organisasi
ditentukan oleh peneliti.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah
sebagai berikut:
BAB I PENDAHULUAN
Bab ini berisi latar belakang masalah, perumusan masalah, tujuan
penelitian, manfaat penelitian, pembatasan masalah serta sistematika
penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah dan gambaran umum perusahaan, organisasi
dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Bab ini berisi teori-teori yang digunakan dalam analisis pemecahan
BAB IV METODOLOGI PENELITIAN
Bab ini berisi tahapan-tahapan penelitian mulai dari persiapan hingga
penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data-data primer dan sekunder yang diperoleh dari
penelitian serta pengolahan data yang membantu dalam pemecahan
masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
Bab ini berisi analisis hasil pengolahan data dan pemecahan masalah.
BAB VII KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan yang didapat dari hasil pemecahan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Umum Perusahaan
PT. Sumbetri Megah adalah salah satu industri pembuatan tiang listrik
beton pra tegang yang ada di Sumatera Utara. Perusahaan ini berdiri pada tanggal
16 Maret 1987 dengan nama awal PT. Sumatera Beton Industri, yang disahkan
berdasarkan akte notaris MU. Sembiring No. 25 pada Tanggal 21 Januari 1983,
lalu berdasarkan akte notaris MU. Sembiring N0. 28 pada Tanggal 20 Mei 1983
nama perusahaan diganti menjadi PT. Sumbetri Megah.
Pada Tahun 1995 PT. Sumbetri Megah dibeli oleh pemegang saham baru
yaitu PLN (Perusahaan Listrik Negara) berdasarkan akte Tanggal 9, 10, 11, 12
April 1995 dihadapan Notaris Munir Nasution. Perusahaan ini juga tercatat
sebagai anggota APTI (Asosiasi Produsen Tiang Beton Indonesia) dan dalam
proses produksinya mengikuti Peraturan Beton Bertulang Indonesia (PBI) tahun
1971. Uji coba produksi dilakukan pada tahun 1986, dan penjualan tiang beton
baru terwujud pada bulan april 1987. Sampai saat ini perusahaan telah
memproduksi enam jenis tiang listrik yang dibagi berdasarkan ukuran panjang
tiang diantaranya adalah tiang 7 m, 9 m, 11 m, 12 m, 13 m, dan 14 m. Keenam
jenis tiang listrik ini dapat dibagi lagi berdasarkan ukuran diamater tiang, beban
rencana dan pemakaian kawat tembaga. Produksi tiang listrik ini disesuaikan
dengan standart permintaan PLN, tetapi perusahaan tetap terbuka pada permintaan
sudah ditentukan secara tepat menurut spesifikasi pada kontrak perjanjian dengan
pelanggan baik dari PLN maupun dari pihak swasta.
2.2. Ruang Lingkup Bidang Usaha
Sampai pada tahun 2010 PT. Sumbetri Megah telah memproduksi tiang
listrik beton dengan ukuran 7 m, 9 m, 11 m, 12 m, 13 m, dan 14 m. Dari semua
jenis tiang ini yang memiliki permintaan terbesar adalah tiang dengan ukuran 7 m,
9 m, 11 m, dan 12 m. Penjualan keempat jenis tiang ini meningkat karena banyak
digunakan sebagai tiang listrik jalan raya dan perumahan, sedangkan tiang tipe 14
m umumnya digunakan didaerah berlembah dan perbukitan. PT. Sumbetri Megah
hanya memproduksi tiang listrik beton pra tegang yang pabriknya terletak di
Besitang, sedangkan bengkel trafo dan kamar tera terletak di Jl. Kapt. Laut Yos
Sudarso. Produk tiang listrik ini telah didistribusikan secara luas. Daerah yang
sudah menjadi langganan pemesanan tiang ini meliputi: Medan, Padang, Aceh,
Riau, Palembang, dan Jambi. Selain itu tiang ini juga akan dijual keluar pulau
sumatera seperti jawa, kalimantan, sulawesi dan irian jaya jika pemesanan dari
pihak luar ada yang membutuhkannya. Tiang yang dijual ke berbagai daerah ini
digunakan sebagai tiang listrik jalan raya, tiang lampu jalan, tiang transformator,
tiang tambak ikan dan tiang telepon.
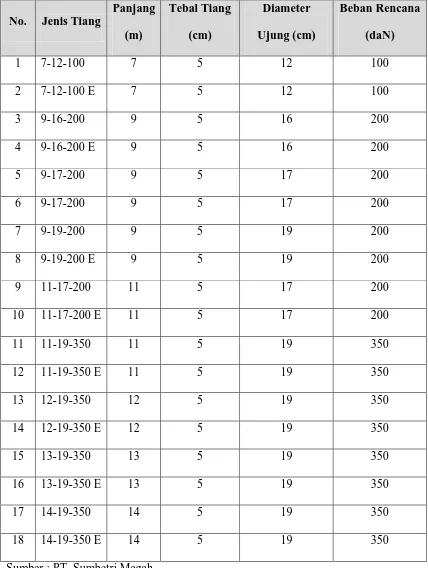
Jenis tiang listrik beton pra tegang yang diproduksi PT. Sumbetri Megah
Tabel 2.1. Jenis Tiang Listrik Beton Pra Tegang pada PT. Sumbetri Megah
No. Jenis Tiang
Panjang (m)
Tebal Tiang (cm)
Diameter Ujung (cm)
Beban Rencana (daN)
1 7-12-100 7 5 12 100
2 7-12-100 E 7 5 12 100
3 9-16-200 9 5 16 200
4 9-16-200 E 9 5 16 200
5 9-17-200 9 5 17 200
6 9-17-200 9 5 17 200
7 9-19-200 9 5 19 200
8 9-19-200 E 9 5 19 200
9 11-17-200 11 5 17 200
10 11-17-200 E 11 5 17 200
11 11-19-350 11 5 19 350
12 11-19-350 E 11 5 19 350
13 12-19-350 12 5 19 350
14 12-19-350 E 12 5 19 350
15 13-19-350 13 5 19 350
16 13-19-350 E 13 5 19 350
17 14-19-350 14 5 19 350
18 14-19-350 E 14 5 19 350
2.3. Lokasi Perusahaan
PT. Sumbetri Megah adalah pabrik pembuatan tiang listrik beton pra
tegang yang mempunyai kantor pusat berada di Jl. K L Yos Sudarso No.284
Medan, Gedung C Lantai 2. Sedangkan lokasi pabrik berada di Jalan
Medan-Banda Aceh Km. 91 Besitang, Kabupaten Langkat Sumatera Utara. Luas lokasi
pabrik Sumbetri Megah adalah 50.015 m2. Penentuan lokasi pembangunan pabrik
tiang listrik beton PT. Sumbetri Megah didasarkan beberapa hal berikut :
a. Penentuan lokasi berdasarkan ketersediaan bahan baku
PT. Sumbetri Megah menggunakan bahan baku yang sebagian besar
adalah bahan-bahan yang biasa dipakai untuk bangunan seperti semen, pasir dan
batu split. Bahan baku yang diperlukan tersebut banyak terdapat di daerah-daerah
pinggiran kota misalnya untuk bahan baku pasir diambil dari pinggiran sungai
stabat, untuk bahan baku semen digunakan adalah semen padang (pozoland) yang
dibeli dari kota binjai, dan untuk batu split diambil dari pinggiran sungai pantai
buaya yang terdapat di kota besitang
b. Penentuan lokasi berdasakan sasaran pasar.
PT. Sumbetri Megah pada pengoperasiannya mentargetkan sebagian besar
pasarnya berada di daerah Sumatera Utara dan Aceh. Oleh sebab itu, Sumbetri
Megah mendirikan lokasi perusahaan didaerah yang dapat meliputi kedua lokasi
tersebut, yakni di daerah besitang, kabupaten langkat. Karena menurut daerah
geografisnya, kota besitang terletak disekitar pertengahan antara medan dan banda
aceh, sehingga untuk mendistribusikan produknya tidak perlu memakan waktu
c. Penentuan lokasi berdasarkan lingkungan
Berdasarkan letak geografisnya pertimbangan ini dilakukan oleh
perusahaan karena lokasi ini jauh dari perkotaan, sehingga polusi-polusi yang
ditimbulkan oleh pabrik seperti polusi air, polusi kebisingan yang ditimbulkan
oleh mesin-mesin produksi tidak mengganggu pemukiman penduduk, selain itu
juga manfaat yang diperoleh dari lingkungan yaitu dapat membuka lapangan
pekerjaan bagi penduduk sekitar untuk bekerja dipabrik sehingga tingkat
pendapatan penduduk nantinya dapat meningkat.
2.4. Daerah Pemasaran
Daerah pemasaran yang dilakukan oleh PT. Sumbetri Megah umumnya
ditujukan untuk pembangunan dan perbaikan infrastruktur listrik PLN, namun
perkembangan kebutuhan tiang listrik yang begitu cepat sehingga pihak swasta
pun ikut berperan dalam perkembangan infrastruktur pemasangan jaringan listrik
di negara kita ini. Perusahaan tidak membatasi permintaan tiang baik dari pihak
PLN maupun dari pihak swasta tetapi sesuai dengan hasil kesepakatan kedua
belah pihak.
Sampai saat ini pemasaran tiang listrik beton yang dilakukan PT. Sumbetri
Megah telah mencapai beberapa daerah seperti Padang, Jambi, Riau, dan
Pekanbaru, walaupun sumber penjualan utama ditujukan kepada daerah Nangroe
Aceh Darusalam dan Sumatera Utara. Dengan adanya pihak manajemen
pemasaran yang handal maka rencana pemasaran akan dikembangkan lagi hingga
2.5. Proses Produksi
Proses pembuatan tiang listrik beton yang diterapkan PT. Sumbetri Megah
sudah menggunakan teknologi semi otomatis, dimana untuk memproduksi tiang
listriknya perusahaan menggunakan sebagian besar alat bantu. Hal ini sangat
membantu kelancaran proses produksi baik itu dari segi tenaga manusia, waktu
pembuatan, dan juga hasil produksinya akan jadi lebih baik, sesuai dengan standar
yang diinginkan oleh perusahaan.
Bahan baku yang digunakan untuk pembuatan tiang listrik beton juga
sudah diuji terlebih dahulu sebelum digunakan dalam proses produksinya. Adapun
bahan baku yang sudah distandarkan meliputi: Semen, pasir dan batu split.
2.5.1. Standar Mutu Produk
PT. Sumbetri Megah telah melakukan standarisasi terhadap produk yang
dibuatnya. Perusahaan berpedoman bahwa mutu produk adalah hal yang utama
dalam menjalankan usaha. Adapun usaha yang dilakukan perusahaan adalah
melakukan pengujian terhadap produk tiang listrik, adapun pengujiannya antara
lain :
a. Hammer Test
Hammer Test adalah suatu pengujian yang dilakukan untuk menentukan
kekerasan tiang beton. Pada saat proses spinning dan proses pengeringan baik,
maka kekerasan tiang yang diperoleh akan baik pula. Cara yang dilakukan untuk
mengetesnya yaitu mengambil bahan baku yang digunakan sebagai sampel,
7 hari dan setelah hari yang ditentukan tercapai maka sampel yang mengeras tadi
dipukul dengan hammer. Apabila sampel yang dipukul tidak mengalami
peleburan maka kualitas kekerasan yang diperoleh baik.
b. Slump Test
Slump Test adalah tes pengujian yang dilakukan kepada concreate, dimana
kita dapat memastikan bahwa adukan bahan baku sudah sesuai dengan standar
yang ditetapkan. Cara melakukan pengujian Slump Test yaitu pengambilan bahan
baku yang digunakan sebagai sampel, kemudian sampel tersebut dimasukkan
kedalam slump dan dipadatkan dengan besi tumpul. Setelah pemadatan dilakukan
selama 2 menit maka slump dilepas dan kemudian didiamkan selama 3 menit, dan
langkah selanjutnya yaitu melakukan pengukuran tinggi permukaannya.
Penyusutan terhadap sampel yang diinginkan adalah 2 cm – 4 cm. Maksud dari
penyusutan 2 cm- 4cm ini adalah adukan beton yang diperbolehkan saat produksi
dan setelah produk itu selesai tidak boleh melebihi 4 cm.
c. Proof Test
Proof test adalah suatu pengujian yang dilakukan untuk mengetahui
kelenturan tiang beton. Kelenturan tiang akan baik apabila pada saat proses
spinning dan proses pengeringan baik. Cara yang dilakukan untuk melakukan uji
proof test ini adalah tang listrik yang berada di stock yard dibawa kelapangan
depan dekat perendaman. Setelah itu diuji dengan culling machine sehingga
d. Promp Test (tes Kubus)
Promp Test (tes Kubus) adalah suatu pengujian yang dilakukan untuk
mengetahui kekerasan dari tiang listrik beton. Kubus ini memiliki ukuran 20 x 20
cm, dan cara yang dilakukan untuk pengujiannya yaitu mengambil bahan baku
sebagai sampel, kemudian dibawa kelaboratorium dan didiamkan selama 7 hari
sampai mengeras. Adapun cara lain yang digunakan agar sampel cepat mengeras
yaitu melakukan steaming selama 4 jam, setelah mengeras diproses dengan
promp test. Standar PBI ( Peraturan Beton Indonesia) kekerasan tiang beton harus
mencapai 450 kg/cm2 setelah 3 hari perendaman.
Pengujian mutu produk ini dilakukan di laboratorium pabrik dan
dilaksanakan saat proses produksi berlangsung ataupun setiap periode tertentu.
Namun, jika perusahaan tidak melakukan uji mutu tersebut, maka pihak
manajemen dapat mentolerir hal itu dengan syarat komposisi bahan yang
digunakan dalam produksi sesuai dengan standar teknis yang telah ditetapkan oleh
perusahaan sebelumnya ataupun Standar Perusahaan Listrik Negara. (SPLN).
2.5.2. Bahan yang Digunakan
Untuk menghasilkan kualitas tiang beton yang baik, maka digunakan
bahan baku yang baik pula, sesuai dengan standarisasi dari campuran bahan. PT.
Sumbetri Megah sudah mendapat penghargaan ISO 9001 : 2000 mengenai
kualitas bahan baku yang digunakan. Pengujian bahan baku ini dilakukan di
Laboratorium Beton Teknik Sipil Universitas Sumatera Utara. Adapun bahan
Semen, batu split, air, dan rangka. Sedangkan bahan tambahan yang digunakan
meliputi minyak solar, minyak gemuk, tembaga dan plat kuningan (terminal).
Selain itu digunakan juga bahan penolong untuk meningkatkan harga jual produk
yang meliputi cat pilox dan mal cetakan.
2.5.2.1. Bahan Baku
Adapun bahan baku yang digunakan dalam proses produksi adalah:
1. Semen
PT. Sumbetri Megah menggunakan semen Portland dengan merk semen
padang tipe I sebagai bahan baku perekat produksinya. Penggunaan semen merk
ini disebabkan oleh standar teknis yang telah ditetapkan oleh perusahaan
sebelumnya. Semen ini diperoleh dari Medan. Semen Portland tipe I adalah
semen Portland biasa (regular), yaitu produk yang umum digunakan untuk
bangunan biasa.
Semen untuk konstruksi beton bertulang adalah bahan yang mengeras
dengan adanya air, dan dinamakan sebagai semen hidraulik. Semen hidraulik ini
terdiri dari silikat dan lime yang terbuat dari batu kapur dan tanah liat yang
digerinda, dicampur, dibakar didalam dapur pembakaran dan kemudian
dihancurkan menjadi tepung.
2. Pasir
Pasir yang digunakan PT. Sumbetri Megah untuk kelancaran proses
produksinya disesuaikan dengan Peraturan Beton Bertulang Indonesia (PBI).
manajemen kepada agen pengelola pasir. Pasir yang baik untuk pembuatan beton
ini adalah pasir yang cukup kasar. Gradasi yang baik adalah yang tertahan ayakan
mesh 4 mm sebanyak 2%, 1 mm minimum 10% dan 0,25 mm berkisar 80 - 90%.
Maksud dari ayakan 4 mm adalah jarak antar lubang yang terdapat pada ayakan
berukuran 4 mm. kandungan tanah pada pasir maksimum 5 %. Pasir sebagai
agregat yang halus bahan adalah yang lolos dari ayakan mesh dengan ukuran lebih
kecil dari 5 mm.
Ukuran ayakan dan persentase yang tertinggal dalam mesh, dapat dilihat
[image:38.595.224.401.385.658.2]pada Tabel 2.2.
Tabel 2.2. Ukuran Mesh dan Persen Tertinggal Ukuran Mesh % Tertinggal
6 0
12 0
20 0
30 2,0
40 2,5
50 3,0
70 6,0
100 20,0
140 32,0
200 12,0
270 9,0
Sumber PT. Sumbetri Megah
3. Batu Split (Batu Pecah)
maksimum 12 mm. Batu ini diperoleh dari sungai pantai buaya yang di beli oleh
pihak manajemen ke agen penjual. Bentuk batu split yang baik untuk digunakan
dalam proses produksi adalah batu yang tidak pipih, dan mempunyai permukaan
pecah pada seluruh bidangnya. Kandungan Lumpur yang terdapat pada batu pecah
maksimum 1 %. Batu split dikatakan sebagai batu kasar karena memiliki diameter
lebih besar dari 5 mm. Batu split ini menempati sekitar 75 % dari isi total cetakan
tiang beton, sehingga sifat-sifat batu split ini sebagai komponen bahan baku
sangat mempengaruhi perilaku tiang beton.
3. Air
Dalam proses pencampuran bahan-bahan untuk pembuatan tiang listrik
beton ini digunakan air, karena air merupakan suatu katalisator yang mempunyai
daya rekat yang kuat bila bercampur dengan semen dan bahan baku lainnya. Air
yang digunakan dalam proses produksi adalah air yang berasal dari sumur bor.
Dalam proses pengecoran tidak diperbolehkan menggunakan air asin sebagai
katalisator, hal ini disebabkan karena jika dalam pengoperasiannya menggunakan
air asin maka ketahanan dari tiang listrik beton tidak akan sesuai dengan standar
yang telah ditentukan. Faktor penyebabnya lain yaitu air asin dapat menyebabkan
korosi pada rangka besi yang ada distruktur penyusun tiang listrik beton.
Pada prinsipnya, sebelum air digunakan terlebih dahulu diperiksa
kesadahan dan keasaman air. Hal ini dilakukan untuk menjamin mutu dan
karakteristik sesuai dengan standar teknis yang disyaratkan dalam Standar
5. Rangka
Rangka diperoleh dari proses perakitan antara tulangan PC Wire, cincin
rangka, dan Spiral Wire dengan kawat paku sebagai pengikatnya. Adapun bahan
baku yang digunakan untuk perangkaian rangka ini adalah :
a. Prestressed Concrete Wire (PC Wire) dengan Ø 7 mm. Bahan ini
digunakan sebagai tulangan rangka. PC wire ini dibeli dari distributor di
Jakarta.
b. Kawat paku dengan Ø 4 mm. Kawat beton ini digunakan sebagai
pembentuk Spiral Wire dan Cincin rangka. Bahan ini dibeli dari Medan.
c. Kawat beton dengan Ø 0,5 mm. Bahan ini digunakan sebagai pengikat
antara PC Wire, cincin rangka dan Spiral Wire dan dibeli dari Medan atau
Pangkalan Berandan.
2.5.2.2. Bahan Tambahan
Bahan tambahan yang digunakan dalam proses produksi tiang listrik beton
di PT. Sumbetri Megah adalah:
1. Minyak Solar
Minyak solar ini digunakan sebagai pencuci baut cetakan mal, hal ini
dilakukan untuk mempermudah proses penguncian baut saat mal sudah
2. Minyak Gemuk
Minyak gemuk digunakan untuk mengolesi baut press, hal ini dilakukan
untuk mempermudah proses penegangan
3. Minyak Trafo
Minyak trafo ini digunakan untuk mengolesi mal agar concreate (bahan
adukan) tidak melekat pada mal saat proses pembongkaran dilakukan..
4. Tembaga
Tembaga ini digunakaan sebagai grounding atau arde pada tiang listrik
beton. Tembaga ini berfungsi untuk menetralkan elektron-elektron bila
petir menyambar.
5. Kuningan
Kuningan ini digunakan untuk mengikat tembaga pada tiang listrik beton.
2.5.2.3. Bahan Penolong
Adapun bahan penolong yang digunakan dalam pembuatan tiang listrik
beton di PT. Sumbetri Megah adalah mal huruf dan cat Pilox. Mal huruf dan Cat
Pilox ini digunakan untuk pemberian merk tiang, logo tiang, kode tiang, kekuatan
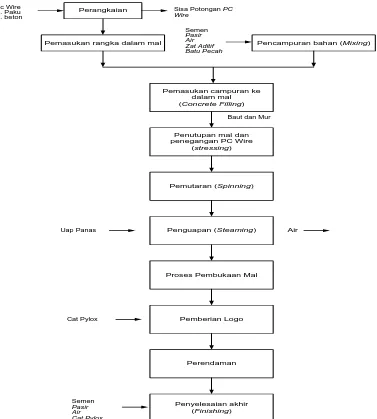
2.5.3. Uraian Proses
Uraian proses produksi pembuatan tiang listrik beton pra tegang di PT.
Sumbetri Megah dengan tipe tiang 14-19-350 daN, dimana tiang ini dikerjakan
pada jalur atau unit I dengan menggunakan mesin mixing buatan german. Adapun
proses produksi pembuatan tiang secara umum dapat dilihat pada Gambar 2.1.
Perangkaian
Pemasukan rangka dalam mal Pencampuran bahan (Mixing)
Pemasukan campuran ke dalam mal (Concrete Filling)
Penutupan mal dan penegangan PC Wire
(stressing)
Pemutaran (Spinning)
Penguapan (Steaming)
Proses Pembukaan Mal
Pemberian Logo Penyelesaian akhir (Finishing) Perendaman Pc Wire K. Paku K. beton
Sisa Potongan PC
Wire Semen Pasir Air Zat Aditif Batu Pecah
Baut dan Mur
Uap Panas Air
Cat Pylox
Semen
[image:42.595.122.499.277.696.2]Pasir Air Cat Pylox
1. Proses Perangkaian
a. Pemotongan Prestressed Concrete Wire (PC Wire)
Sebelum dilakukan pemotongan PC Wire harus diuji terlebih dahulu
tegangannya dan disusun ke rumah PC Wire yang berbentuk segi
enam. PC Wire ditarik dari rumah dan dipotong sesuai dengan tipe
tiang yang diinginkan dengan mesin pemotongan (cutting machine).
b. Pembentukan Ulir
Pembentukan ulir ini dilakukan setelah PC Wire dipotong, pemberian
ulir ini dilakukan pada kedua ujungnya. Panjang ulir untuk setiap tiang
sama, yakni ± 10 cm. Kegunaan dari pemberian ulir ini untuk
mempermudah PC Wire saat proses penegangan.
c. Pembentukan Spiral
Pembuatan spiral ini dilakukan pada mesin spiral yang bekerja secara
otomatis. Kawat paku dibentuk menjadi spiral dengan jumlah lilitan
yang disesuaikan dengan panjang tiang pada mesin spiral. Proses kerja
mesin ini pada saat pembentukan akan berhenti jika spiral untuk jenis
tiang tertentu sudah tercapai.
d. Pembentukan Cincin
Pembentukan cincin dilakukan setelah pembentukan spiral selesai,
sisa pembentukan spiral ini yang akan dibentuk menjadi cincin.
Caranya yaitu spiral dipotong-potong sesuai jenis tiang tertentu
kemudian dilas sehingga membentuk cincin. Cincin ini yang nantinya
berfungsi untuk menahan rangkaian agar rangkaian menjadi kokoh.
e. Pemotongan Kawat Beton
Pemotongan kawat beton dilakukan dengan menggunakan mesin
gerinda. Kawat ini dipotong dengan panjang 10-12 cm. Setelah itu
kawat dibentuk seperti huruf U, dimana kawat ini nantinya berfungsi
sebagai pengikat spiral dan cincin pada PC Wire.
f. Pembentukan Rangka
PC Wire yang dibutuhkan untuk membentuk rangka ini sesuai dengan
jenis tiang yang ingin dibentuk, bila tiang 7 m dan 9 m membutuhkan
4 buah PC Wire yang telah diulir, sedangkan tiang dan 11 m, 12 m, 13
m, dan 14 m adalah enam buah. PC Wire yang telah diulir
dimasukkan ke meja perangkaian dan bagian pengkalnya diikat dengan
baut. Kemudian spiral direntangkan di sepanjang PC Wire. Ujung PC
Wire ditahan, dan pada bagian pangkal ditegangkan. Cincin
dipasangkan dengan jarak dari pangkal 40 cm, dan jarak antar cincin
adalah 1 m. Spiral yang sudah direntangkan diikatkan pada PC Wire
dengan menggunakan kawat beton.
2. Pemasukan Rangka ke dalam Mal
Proses pemasukan rangka ke dalam mal dilakukan dengan mengangkut
Rangka dimasukkan ke dalam mal dimana bagian ujung rangka juga diberi
minyak trafo. Baut dipersiapkan dan diberi minyak gemuk. Penutup ujung mal
dipasang. Setelah itu baut press dimasukkan dan disambungkan dengan PC Wire.
Setelah itu letak rangka diluruskan dan PC Wire direntangkan.
3. Pencampuran Bahan (Mixing)]
Bahan-bahan seperti pasir, semen, batu split, air dan zat aditif dimasukkan
ke dalam mixer. Pada mixer yang tersedia tempat pengukuran bahan sehingga
memperudah proses pencampuran, sedangkan air dialirkan melalui selang menuju
pencampuran bahan yang sedang berlangsung. Campuran bahan ini disebut
Concrete. Pada unit produksi I mesin Mixer yang digunakan adalah merek cina,
dimana mesin ini berjalan untuk mengisi Concrete kedalam cetakan mal.
Sedangkan unit produksi II mesin yang digunakan merek Jerman, mesin ini sudah
terpasang dilantai produksi sehingga untuk mengisi cetakan mal Concrete dibawa
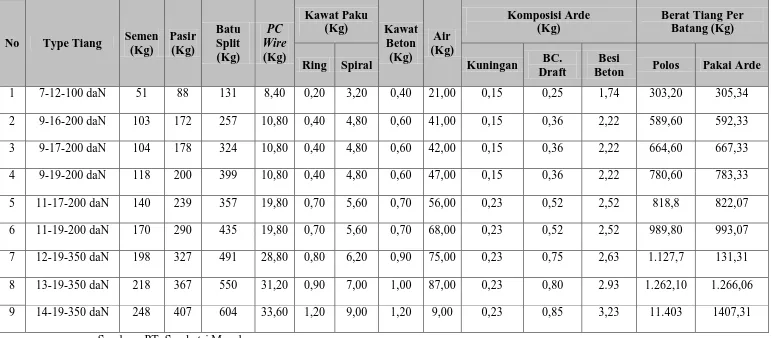
menggunakan ember. Komposisi dari masing-masing bahan-bahan yang
digunakan untuk membuat tiang listrik beton dapat dilihat pada Tabel 3.2.
4. Concrete Filling
Pengisian concrete memiliki ketentuan-ketentuan yang harus dilakukan
yaitu pada bagian ujung mal (1,5 m dari ujung mal) harus diisi padat fungsinya
agar tiang tidak mudah patah, sedangkan bagian pangkal tidak terlalu padat
Tabel 2.3. Komposisi Bahan Pembuatan Beton Pra Tegang
No Type Tiang Semen (Kg)
Pasir (Kg)
Batu Split (Kg)
PC Wire (Kg)
Kawat Paku
(Kg) Kawat Beton
(Kg)
Air (Kg)
Komposisi Arde (Kg)
Berat Tiang Per Batang (Kg)
Ring Spiral Kuningan BC.
Draft
Besi
Beton Polos Pakai Arde
1 7-12-100 daN 51 88 131 8,40 0,20 3,20 0,40 21,00 0,15 0,25 1,74 303,20 305,34
2 9-16-200 daN 103 172 257 10,80 0,40 4,80 0,60 41,00 0,15 0,36 2,22 589,60 592,33
3 9-17-200 daN 104 178 324 10,80 0,40 4,80 0,60 42,00 0,15 0,36 2,22 664,60 667,33
4 9-19-200 daN 118 200 399 10,80 0,40 4,80 0,60 47,00 0,15 0,36 2,22 780,60 783,33
5 11-17-200 daN 140 239 357 19,80 0,70 5,60 0,70 56,00 0,23 0,52 2,52 818,8 822,07
6 11-19-200 daN 170 290 435 19,80 0,70 5,60 0,70 68,00 0,23 0,52 2,52 989,80 993,07
7 12-19-350 daN 198 327 491 28,80 0,80 6,20 0,90 75,00 0,23 0,75 2,63 1.127,7 131,31
8 13-19-350 daN 218 367 550 31,20 0,90 7,00 1,00 87,00 0,23 0,80 2.93 1.262,10 1.266,06
9 14-19-350 daN 248 407 604 33,60 1,20 9,00 1,20 9,00 0,23 0,85 3,23 11.403 1407,31
5. Penutupan Mal
Setelah mal diisi dengan concrete maka dilakukan penutupan dengan
menggunakan baut dan mur disepanjang cetakan mal. Baut dan mur yang
dibutuhkan tergantung tipe tiang yang diinginkan. Untuk menguatkan ikatan baut
dan mur digunkan alat pengencang yang disebut Impact Tool. Alat ini digunakan
pada unit produksi I, sedangkan unit produksi II menggunakan kunci secara
manual. Setelah itu cetakan mal dibawa menggunakan hoist crane menuju proses
stressing.
6. Stressing
Stressing adalah proses akhir pada PC Wire. Penegangan ini lebih mudah
dilakukan, karena kedua ujung PC wire telah terlebih dahulu diberi ulir. Bagian
ujung mal diberi Pen, yang berfungsi untuk membuat lubang pada ujung tiang.
Diameter Pen adalah 9 mm. Kekuatan stressing ini diberikan tergantung dari tipe
tiang yang dibuat. Setelah proses stressing dilakukan maka cetakan dibawa
menuju lokasi tempat proses spinning dengan menggunakan hoist crane.
7. Proses Spinning
Setelah proses stressing dilakukan maka dilakukan tahapan selanjutnya
yaitu proses spinning. Spinning adalah proses pemutaran cetakan mal yang
bertujuan untuk memadatkan concrete dalam mal dengan menggunakan gaya
sentrifugal yang ditimbulkan oleh mesin spinning . Hasil spinning yang baik akan
menghasilkan tiang beton yang padat tanpa rongga-rongga. Proses Spinning ini
a. Tahap I : 300 rpm selama 3 menit
b. Tahap II : 600 rpm selama 5 menit
c. Tahap III : 1000 rpm selama 10 menit
8. Proses Steaming
Cetakan mal yang sudah siap di spinning dibawa menggunakan hoist
crane menuju ke lokasi proses steaming. Steaming adalah tahapan proses dengan
menggunakan uap panas untuk mempercepat proses pengeringan pada tiang
beton. Sisa dari proses pengeringan ini berupa air yang dibawa ke tempat
pembuangan limbah cair. Pengeringan berlangsung selama 3-4 jam dengan suhu
30-80 0C, dan tekanan 10 kg/cm2. Uap panas dimasukkan ke dalam mal melalui
pipa-pipa yang berisi uap dari Boiler. Setelah selesai, mal dibiarkan dingin selama
30-60 menit. Setelah proses steaming selesai maka cetakan mal diangkat ke
bagian pembukaan cetakan dengan menggunakan hoist crane. Jika boiler
bermasalah (tidak dapat digunakan) maka pembekuan concrete dalam cetakan
dilakukan secara alami, dan membutuhkan waktu dua hari.
9. Proses Pembukaan Mal
Setelah cetakan mal sampai di lokasi pembongkaran maka cetakan dibuka
dengan melepaskan penutup dikedua ujungnya. Mal terdiri dari dua bagian, yaitu
bagian penutup atas dan bagian bawah. Penutup ujung mal ini dibuka pada saat
steaming masih berlangsung, sehingga mempermudah keluarnya air hasil
penguapan. Kemudian baut pada cetakan dibuka, dan bagian atas mal ditarik
menggunakan crane dan diletakkan diatas besi sorong. Mal bagian bawah
menit. Setelah itu cetakan bawah ditarik dengan menggunakan crane menuju besi
sorong. Cetakan mal disorong menuju lokasi pengisian concrete untuk diisi
kembali.
10. Proses Pemberian Logo
Setelah tiang dingin maka diberi logo perusahaan, jenis tiang, tanggal
pembuatan tiang, unit pembuatan tiang, dan kekuatan tiang dengan menggunakan
mal huruf dan cat Pylox. Kemudian tiang digulingkan menuju besi sorong
sebanyak dua buah. Setelah itu tiang disorong menuju lokasi perendaman.
11. Perendaman
Setelah tiang sampai pada lokasi perendaman maka tiang diangkut
menggunakan crane menuju kolam. Pengangkutan tiang dilakukan secara hati-hati
agar tiang tidak mengalami pembenturan. Tiang disusun secara sejajar dari bawah
ke atas dan diberi broti penahan diantara tiang agar kedudukan tiang seimbang.
Tiang beton ini direndam di dalam kolam selama satu hari satu malam. Tujuan
perendaman ini adalah proses penyempurnaan pengerasan tiang.
12. Finishing (Tahap Akhir)
Setelah waktu yang ditentukan dikolam perendaman tercapai, maka tiang
beton diangkut menggunakan crane ke truk pengangkut tiang. Tiang-tiang ini
diangkut menuju penyimpanan tiang yang berada di lapangan terbuka atau disebut
(Stock Yard) yang berada di samping lokasi produksi. Di Stock Yard inilah tiang
beton diberi penutup yang terbuat dari campuran semen, pasir dan air sehingga
tiang yang awalnya berlubang bagian atasnya menjadi tertutup. Proses
lokasi pemasaran tiang. Bagian tutup atas tiang kemudian diberi nomor urut
pembuatan tiang dengan mengunakan cat pylox. Kedua ujung tiang yang ditutup
akan mengering dalam beberapa jam. Jika PC Wire masih keluar tampak pada
permukaan ujung tiang, maka PC Wire dipotong dengan mesin gerinda. Selain itu
dilakukan juga pelabelan pada tiang untuk merk, kode tiang, dan tanggal
pembuatan tiang.
2.5.4 Mesin Produksi dan Peralatan Produksi
Mesin dan peralatan yang digunakan perusahaan memiliki tujuan untuk
mempermudah kelancaran proses produksi dalam pabrik. Adapun mesin-mesin
dan peralatan yang digunakan oleh PT. Sumbetri Megah dalam memproduksi
tiang listriknya betonnya meliputi sebagai berikut :
2.5.4.1 Mesin Produksi
Mesin yang digunakan dalam proses produksi meliputi:
1. Nama : Boiler
Merk/ Tipe : KB/ 706
Max Prod. Uap : 4200 Kg/Hr
Tekanan Kerja : 10 Kg/ Cm2
Cos φ : 0,86
Luas Pemanasan : 73 m2
Jumlah : 1 Unit
2. Nama : Mixer (pada unit I)
Merk/ Tipe : KABAG/ RTM 750
Dimensi : 5325 x 5600 x 9450 (OxWxH) mm
Daya : 22 KW
Kapasitas : 1500 Kg
Tegangan : 240 Volt
Cos : 0,85
Jumlah Mesin : 1 unit
Buatan : Jerman
Kegunaan : Untuk mencampur pasir, batu split, semen dan air
3. Nama : Water Dosen System
Merk/ Tipe : NW40 Ausf. 307
Jumlah Mesin : 1 unit
Kegunaan : Untuk mengukur volume air yang akan dignnakan
untuk mencampur bahan baku
4. Nama : Mixer (pada unit II)
Merk/ Tipe : Concrete Mixer/ JS 500
Dimensi : 3165 x 3300 x 450 (OxWxH) mm
Daya : 15 KW
Kapasitas : 800 Kg
Tegangan : 240 Volt
Cos : 0,85
Buatan : Cina
Kegunaan : Untuk mencampur pasir, batu split, semen dan air
5. Nama : Mesin Penegang PC Wire
Merk/ Tipe : Paul/ 77-202
Jumlah Mesin : 3 unit
Buatan : Jerman
Kegunaan : Untuk menegangkan PC Wire
6. Nama : Mesin Spinning
Merk/ Tipe : 202.8-2
Kapasitas : 1800 / 160 r/min
Tegangan : 240 Volt
Cos : 0,87
Jumlah Mesin : 4 unit
Kegunaan : Untuk memutar cetakan dengan menggunakan
gaya sentrifugal yang betujuan untuk memadatkan
adonan beton di dalam cetakan
7. Nama : Mesin Ulir (Treading Machine)
Merk/ Tipe : Paul/ 30-267
Dimensi : 5325 x 5600 x 9450 (OxWxH) mm
Jumlah Mesin : 1 unit
Buatan : Jerman
8. Nama : Mesin Spiral
Merk/ Tipe : Paul/ 15-147
Tegangan : 24 Volt
Cos φ : 0,83
Jumlah Mesin : 1 unit
Buatan : Jerman
Kegunaan : Untuk membuat spiral dari kawat paku
yang berdiameter 4 mm
9. Nama : Hoist Crane
Merk/ Tipe : DA
Tegangan : 24 Volt
Kapasitas : 3 Ton
Cos φ : 0,87
Jumlah Mesin : 8 unit
Kegunaan : Sebagai alat transportasi untuk memindahkan tiang
listrik beton pra tegang dan mal
10. Nama : Mesin Pengundi Baut (Hydraulic JEIN)
Merk / Tipe : PAUL 77-202
Jumlah Mesin : 3 unit
Kegunaan : Untuk mengunci baut-baut yang dipasang
disepanjang mal
11. Nama : Mesin Pemotong PC Wire
Tegangan : 220/380 Volt
Cos φ : 0,85
Jumlah Mesin : 1 unit
Kegunaan : Untuk memotong PC Wire sesuai dengan
ukuran tiang
12. Nama : Compressor
Merk/ Tipe : MGK N 271/ 40
Daya : 7-5 KW
Cos φ : 0,85
Jumlah Mesin : 1 unit
Kegunaan : Untuk memotong PC Wire sesuai dengan
ukuran tiang
13. Nama : Mesin Gerinda
Merk / Tipe : J02-22-4
Power : 2 HP
Cos φ : 0,86
Buatan : Kwantung, Cina
Jumlah Mesin : 1 unit
Kegunaan : Untuk menghaluskan permukaan benda dan juga
sebagai alat potong
14. Nama : Mesin Las (Arc Welder)
Merk / Tipe : Kubota / AT – SS 5
Jumlah Mesin : 1 unit
Kegunaan : Untuk mengelas
15. Nama : Compressor
Merk / Tipe : Y 132 M
Daya : 15 KW
Cos φ : 0,84
Jumlah : 1 Unit
Buatan : Cina
Kegunaan : Untuk mendapatkan angin dalam pengoperasian
Impact Tool
2.5.4.2 Peralatan Produksi
Peralatan yang digunakan perusahaan dalam proses produksi pembuatan
tiang listrik yaitu:
1. Forklift
Forklift digunakan untuk mengangkut material dari gudang bahan baku
dan gudang bahan tambahan menuju lokasi pabrik. Adapun yang diangkut
meliputi pasir, semen dan batu split.
2. Hoist Crane
Hoist Crane adalah alat bantu yang digunakan untuk mengangkut material,
baik itu pengangkutan mal, concrete yang sudah ditutup oleh cetakan, maupun
tiang yang sudah jadi menuju daerah yang diinginkan dengan menggunakan
3. Tang
Tang digunakan untuk memotong kawat beton pada saat perangkaian
cincin tulangan dari PC Wire.
6. Scrap
Digunakan untuk meratakan adukan pada saat adukan baru dituang ke
dalam rangkaian tulang.
4. Palu
Palu digunakan untuk memukul pen pada saat penutupan cetakan, palu ini
digunakan pada stasiun kerja penutupan mal dengan kegiatan proses produksi II.
5. Kuas
Kuas digunakan untuk mengoleskan mould oil ke bagian dalam mal. Ini
dilakukan agar tiang yang dimasak nantinya tidak lengket kedalam cetakan saat
pembongkaran.
6. Kain
Kain digunakan untuk membersihkan cetakan mal dari debu yang
dihasilkan oleh tiang yang sudah jadi.
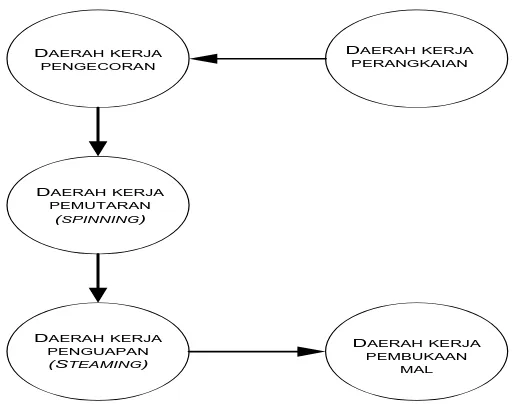
2.6. Tata Letak Perusahaan
PT. Sumbetri Megah memiliki tipe tata letak pabrik berdasarkan produk
(Product Layout). Dapat disimpulkan bahwa mesin-mesin, peralatan serta fasilitas
pendukung lainnya memiliki dua unit jalur produksi, dimana setiap daerah kerja
disusun sesuai urutan proses untuk memproduksi tiang listrik sesuai dengan tipe
menyelesaikan satu siklus produksi, sedangkan bentuk pola aliran bahan yang
digunakan di pabrik ini berbentuk zig-zag. Dengan bentuk aliran bahan seperti ini,
dapat digunakan alat transportasi yang sama. Seperti pada pengecoran, proses
stessing, besi sorong, sekaligus juga hoist crane untuk membawa mal ke daerah
penutupan mal ke daerah spinning. Demikian pula besi sorong pada bagian
pembukaan mal juga dapat digunakan untuk mengangkut tiang listrik ke tempat
bak perendaman.
Adapun tata letak pabrik yang dimiliki PT. Sumbetri Megah dibagi atas
tiga daerah kerja, yaitu:
1. Daerah Produksi
Daerah produksi adalah suatu tempat untuk mengolah bahan baku, bahan
tambahan dan bahan penolong menjadi sebuah tiang listrik beton pra
tegang. Pabrik ini dibangun diatas areal seluas 658.84 m2. Bagian produksi
memiliki beberapa stasiun kerja (work center) yang disusun tanpa dinding
/ sekat pemisah. Daerah kerja yang ada pada daerah produksi meliputi:
a. Daerah kerja perangkaian
Daerah kerja perangkaian ini dibagi menjadi 4 daerah kerja, yaitu:
1. Daerah kerja I dengan ukuran 15.75 m x 5.85 m
2. Daerah kerja II dengan ukuran 59.85 m x 0.55 m
3. Daerah kerja III dengan ukuran 17.50 m x 1.40 m
4. Daerah kerja IV dengan ukuran 28 m x 3.85 m
b. Daerah kerja pengecoran
1. Daerah kerja I dengan ukuran 15 m x 2.3 m
2. Daerah kerja II dengan ukuran 14 m x 2.8 m
c. Daerah kerja pemutaran (spinning)
Daerah ini dibangun di atas areal seluas 15.80 m2.
d. Daerah kerja penguapan (steaming)
1. Daerah kerja I dengan ukuran 28.70 m x 3.50 m
2. Daerah kerja II dengan ukuran 29.75 m x 4.55 m
3. Daerah kerja III dengan ukuran 14 m x 2 m
e. Daerah kerja pembukaan mal
Daerah kerja ini terbagi atas 2 daerah kerja, yang masing-masing
daerah berukuran 29.75 m x 0.9 m.
2. Daerah Pelayanan
Pelayanan Produksi (Production Service)
Bagian pelayanan produksi yang ada di pabrik meliputi:
a. Gudang Produk (Stock Yard)
Gudang produk adalah tempat penyimpanan produk jadi berupa
tiang listrik beton yang sudah siap dipasarkan, penyimpanan tiang
ini dilakukan di lapangan terbuka atau pihak pabrik menyebutnya
dengan stock yard. Stock yard memiliki luas areal 2111.9 m2. Di
stock yard ini produk jadi disusun berdasarkan spesifikasi
b. Gudang Bahan Baku
Gudang bahan baku yang ada pada perusahaan ini terdiri dari 2
tempat meliputi:
1. Gudang Bahan Baku I
Gudang ini digunakan sebagai tempat penumpukan bahan
baku berupa pasir dan batu pecah. Gudang ini berdekatan
dengan mesin mixer dan berada pada lapangan terbuka. Luas
areal dari gudang ini 359.80 m2.
2. Gudang Bahan Baku II
Gudang ini digunakan sebagai tempat menyimpan semen
beserta bahan penolong lainnya, seperti minyak gemuk dan
minyak trafo. Luas areal gudang ini meliputi 800 m2.
c. Gudang Peralatan
Gudang peralatan ini digunakan sebagai tempat menyimpan suku
cadang yang digunakan dalam proses produksi. Adapun suku
cadang yang disimpan berupa beko, baut berbagai tipe, kunci,
helm, masker dan kawat seling. Gudang dibangun atas tanah seluas
2166.5 m2
d. Laboratorium
Laboratorium digunakan sebagai tempat pengujian bahan baku
yang digunakan dalam proses produksi. Bahan ini akan diuji
apakah telah memenuhi syarat mutu bahan / material untuk siap
e. Bengkel (Work Shop)
Bengkel ini digunakan sebagai perbaikan dan perawatan terhadap
mesin-mesin dan peralatan yang mengalami kerusakan. Work Shop
dibagi atas dua bagian, yaitu bengkel listrik dan bengkel mekanik.
Bengkel ini berdekatan dengan laboratorium dan mempunyai luas
area 39.2 m2.
Pelayanan Administrasi (General Service)
Pelayanan administrasi yang ada di pabrik meliputi:
a. Pos Satpam
Pos satpam pada perusahaan ini terdapat dua tempat yaitu :
1 Pos yang berada di pintu pabrik tugasnya yaitu menjaga keluar
masuknya bahan baku, produk yang diangkut dan karyawan
yang ingin keluar masuk. Ukuran dari pos satpam ini
4.2 m x 3.5 m
2. Pos satpam yang berada di menara tugasnya yaitu menjaga
semua barang-barang yang menjadi harta perusahaan, meliputi
produk tiang listrik, mesin-mesin produksi, bahan baku, dan
bangunan pabrik agar tidak dicuri. Ukuran dari bangunan ini
4 m x 3 m.
b. Kantor
Kantor ini digunakan sebagai tempat para staf bekerja. Kantor ini
memiliki luas areal 10.15 m x 8 m. Kantor ini dibagi atas beberapa
bagian perawatan, kepala bagian mutu dan kepala bagian
administrasi. Kantor ini juga menyediakan ruang tunggu bagi tamu,
yang dapat juga digunakan sebagai meja rapat para staf.
c. Mess (Tempat Tinggal Pengunjung)
Mess disediakan bagi tamu atau pengunjung yang datang dan
menginap ke pabrik, dibangun diatas areal seluas 46.55 m2.
Perusahaan menyediakan tiga buah mess untuk para pengunjung.
d. Parkir
Parkir berada di depan mess, parkir ini digunakan untuk
memarkirkan kendaraan para staf dan karyawan. Lapangan parkir
mempunyai ukuran 21.7 m x 5.25 m.
Pelayanan Pegawai (Personal Service)
Pelayanan pegawai yang ada di perusahaan adalah:
a. Poliklinik
Poliklinik yang ada di pabrik ini digunakan sebagai tempat
penyelamatan dari kecelakaan kerja baik itu staf maupun
karyawan. Poliklinik ini menyediakan perlengkapan P3K
(Pertolongan Pertama pada Kecelakaan) sebagai langkah awal
penyelamatan. Poloklinik ini dibangun diatas tanah berukuran
b. Dapur
Dapur yang ada di perusahaan digunakan sebagai tempat memasak
air dan membuat minuman bagi staf dan karyawan. Dapur
karyawan dibangun di areal yang berukuran 4. 9 m x 3.85 m.
c. WC (Water Closet)
WC yang ada di perusahaan terbagi menjadi dua yaitu WC untuk
staf dan WC untuk karyawan. WC karyawan terdapat di samping
areal produksi sedangkan WC untuk para staf terdapat di kantor.
Ukuran WC ini 2 m x 2 m.
Pelayanan Bangunan Pabrik (Physical Plant Service)
a. Tangki Solar
Tangki Solar ini digunakan sebagai bahan bakar boiler dalam
proses steaming. Tangki solar ini mampu memuat 1800 liter solar.
Tangki ini berada di tempat yang dikelilingi oleh tembok dengan
ukuran 5.6 m x 4.2 m.
b. Power House
Power House ini berada di belakang gudang bahan baku. Power