RINGKASAN
LILI PUSPITA RAHAYU. Pengendalian Proses secara Statistika padaPengujian Komposisi Kimia dalam Baja di PT Krakatau Steel (Persero) Tbk, Cilegon.Dibimbing oleh Dr. Ir. ERFIANI, M.Si dan IDRUS BAMBANG IRYANTO, ST.
PT Krakatau Steel (Persero) Tbk memiliki Dinas Laboratorium Kimia Bahan Baku/ Bahan Pembantu Divisi Pengendalian Kualitas yang bertugas untuk menguji komposisi kimia dalam baja dengan menggunakaan alat Spectrolab M-7. Komposisi kimia yang terkandung dalam baja sangat berpengaruh terhadap kualitas produk yang dihasilkan. Proses pengujian komposisi kimia di perusahaan saat ini merupakan pengendalian proses dengan melakukan pemenuhan nilai standar yang telah ditentukan, dan menunjukan terdapat indikasi adanya ketidakstabilan proses. Suatu proses dianggap stabil adalah proses yang menghasilkan produk dengan keragaman yang hanya disebabkan oleh keragaman alami, sedangkan untuk keragaman tidak alami harus dihindarkan. Oleh karena itu, penelitian ini bertujuan untuk melakukan pengendalian proses secara statistika dengan menerapkan bagan kendali mutu individu dan moving range.
Penerapan dari bagan kendali mutu moving range menunjukan bahwa keragaman yang terjadi pada proses pengujian komposisi kimia merupakan keragaman tidak alami, sehingga proses tersebut perlu upaya untuk mengendalikan agar tetap berada dalam keadaan terkendali secara statistika. Proses pengujian komposisi kimia dalam baja memerlukan perhatian khusus pada unsur terpenting dalam baja yaitu unsur Karbon (C), Sulfur (S), dan Silikon (Si). Perhatian khusus ini dikarenakan unsur kimia C, S, dan Si memiliki nilai rendah pada persentase banyaknya pengamatan terkendali.
Peneliti memberikan informasi tentang upaya pengendalian proses agar menjadi lebih baik lagi. Informasi tersebut mengenai evaluasi pada pengamatan tidak terkendali. Evaluasi ini dilakukan dengan eksplorasi dot plot pada tanggal pengamatan yang tidak terkendali. Hasil dari eksplorasi tersebut menunjukan bahwa pelaksanaan dalam mengendalikan proses pengujian komposisi kimia lebih dioptimalkan lagi pada waktu pertengahan bulan, sehingga dapat meminimumkan keragaman tidak alami di PT Krakatau Steel (Persero) Tbk, Cilegon.
PENDAHULUAN
Latar Belakang
PT Krakatau Steel (Persero) Tbk merupakan perusahaan Badan Usaha Milik Negara (BUMN) penghasil baja terbesar di Indonesia yang didirikan pada tanggal 31 Agustus 1970. Perusahaan ini adalah industri yang mengolah bijih besi dalam bentuk setengah jadi maupun bahan jadi untuk dipasarkan ke konsumen. Produk-produk yang dihasilkan berupa billet baja, baja kawat, pelat baja panas, pelat baja dingin. Baja merupakan campuran besi dan karbon, dimana unsur karbon (C) menjadi dasar campurannya. Disamping itu, baja mengandung beberapa unsur paduan, seperti Krom (Cr), Fosfor (P), Sulfur (S), Mangan (Mn) dan unsur kimia lainnya yang jumlahnya dibatasi berdasarkan kegunaan dan kepentingan serta disesuaikan berdasarkan standar.
PT Krakatau Steel (Persero) Tbk memiliki Dinas Laboratorium Kimia Bahan Baku/ Bahan Pembantu Divisi Pengendalian Kualitas yang bertugas untuk menguji komposisi kimia dalam baja dengan menggunakaan alat Spectrolab M-7. Komposisi kimia yang terkandung dalam baja sangat berpengaruh terhadap kualitas produk yang dihasilkan. Proses pengujian komposisi kimia di perusahaan saat ini merupakan pengendalian proses dengan melakukan pemenuhan nilai standar yang telah ditentukan, dan menunjukan terdapat indikasi adanya ketidakstabilan proses. Suatu proses dianggap stabil adalah proses yang menghasilkan produk dengan keragaman yang hanya disebabkan oleh keragaman alami, sedangkan untuk keragaman tidak alami harus dihindarkan. Oleh karena itu, penelitian ini bertujuan untuk melakukan pengendalian proses secara statistika dengan menerapkan bagan kendali mutu individu dan moving range. Hasil yang diperoleh diharapkan dapat meminimumkan keragaman tidak alami di PT Krakatau Steel (Persero) Tbk, Cilegon.
Tujuan
Penelitian ini bertujuan untuk melakukan pengendalian proses secara statistika pada pengujian komposisi kimia dalam baja di PT Krakatau Steel (Persero) Tbk, Cilegon.
TINJAUAN PUSTAKA
Baja
Baja adalah paduan antara besi dan karbon dengan kadar karbon yang telah ditentukan. Baja sering digunakan dalam bidang otomotif, pembuatan alat-alat pabrik, dan bangunan. Baja juga dapat dikomposisikan dengan unsur-unsur kimia lain yang menguntungkan sehingga dapat menghasilkan baja yang sesuai dengan kebutuhan konsumen (Caing 2004). Baja dapat diklasifikasikan menjadi dua yaitu: 1. Baja karbon
Baja karbon adalah baja yang mempunyai paduan antara besi dan karbon.Unsur karbon mempunyai pengaruh yang sangat besar karena menentukan mutu atau kualitas serta jenis dari baja karbon.Selain itu, unsur karbon juga menentukan kekuatan dan kekerasan dari baja karbon. Semakin besar kandungan karbon dalam baja, maka kekuatan dan kekerasan dari baja karbon akan semakin meningkat.
2. Baja paduan
Baja paduan adalah baja yang mempunyai paduan unsur kimia seperti Silikon (Si), Mangan (Mn), Nikel (Ni), Niobium (Nb), Fosfor (P), Sulfur (S), Tembaga (Cu), Alumunium (Al), Boron (B), Krom (Cr), Vanadium (V), Nitrogen (N), Molibdenum (Mo), Kalsium (Ca), Titanium (Ti).
Kualitas baja sangat bergantung dari komposisi kimia.Hal tersebut mempengaruhi baik kekuatan, ketangguhan, daya tahan korosi. Oleh karena itu, fungsi dari kandungan baja harus perlu diketahui, sehingga dapat menghasilkan baja yang sesuai dengan kebutuhan. Komposisi kimia dalam baja memiliki fungsi masing-masing seperti :
a. Unsur C berfungsi untuk menaikkan kekuatan dan kekerasan dari baja tetapi keuletannya akan menurun.
b. Unsur Si, Al ditambahkan selama pembuatan baja proses untuk menghilangkan oksigen terlarut dari lelehan.
c. Unsur Ni, Cu ditambahkan untuk
meningkatkan ketahanan korosi dalam jumlah kecil, sedangkan dalam jumlah besar terdapat pada unsur Ti.
PENDAHULUAN
Latar Belakang
PT Krakatau Steel (Persero) Tbk merupakan perusahaan Badan Usaha Milik Negara (BUMN) penghasil baja terbesar di Indonesia yang didirikan pada tanggal 31 Agustus 1970. Perusahaan ini adalah industri yang mengolah bijih besi dalam bentuk setengah jadi maupun bahan jadi untuk dipasarkan ke konsumen. Produk-produk yang dihasilkan berupa billet baja, baja kawat, pelat baja panas, pelat baja dingin. Baja merupakan campuran besi dan karbon, dimana unsur karbon (C) menjadi dasar campurannya. Disamping itu, baja mengandung beberapa unsur paduan, seperti Krom (Cr), Fosfor (P), Sulfur (S), Mangan (Mn) dan unsur kimia lainnya yang jumlahnya dibatasi berdasarkan kegunaan dan kepentingan serta disesuaikan berdasarkan standar.
PT Krakatau Steel (Persero) Tbk memiliki Dinas Laboratorium Kimia Bahan Baku/ Bahan Pembantu Divisi Pengendalian Kualitas yang bertugas untuk menguji komposisi kimia dalam baja dengan menggunakaan alat Spectrolab M-7. Komposisi kimia yang terkandung dalam baja sangat berpengaruh terhadap kualitas produk yang dihasilkan. Proses pengujian komposisi kimia di perusahaan saat ini merupakan pengendalian proses dengan melakukan pemenuhan nilai standar yang telah ditentukan, dan menunjukan terdapat indikasi adanya ketidakstabilan proses. Suatu proses dianggap stabil adalah proses yang menghasilkan produk dengan keragaman yang hanya disebabkan oleh keragaman alami, sedangkan untuk keragaman tidak alami harus dihindarkan. Oleh karena itu, penelitian ini bertujuan untuk melakukan pengendalian proses secara statistika dengan menerapkan bagan kendali mutu individu dan moving range. Hasil yang diperoleh diharapkan dapat meminimumkan keragaman tidak alami di PT Krakatau Steel (Persero) Tbk, Cilegon.
Tujuan
Penelitian ini bertujuan untuk melakukan pengendalian proses secara statistika pada pengujian komposisi kimia dalam baja di PT Krakatau Steel (Persero) Tbk, Cilegon.
TINJAUAN PUSTAKA
Baja
Baja adalah paduan antara besi dan karbon dengan kadar karbon yang telah ditentukan. Baja sering digunakan dalam bidang otomotif, pembuatan alat-alat pabrik, dan bangunan. Baja juga dapat dikomposisikan dengan unsur-unsur kimia lain yang menguntungkan sehingga dapat menghasilkan baja yang sesuai dengan kebutuhan konsumen (Caing 2004). Baja dapat diklasifikasikan menjadi dua yaitu: 1. Baja karbon
Baja karbon adalah baja yang mempunyai paduan antara besi dan karbon.Unsur karbon mempunyai pengaruh yang sangat besar karena menentukan mutu atau kualitas serta jenis dari baja karbon.Selain itu, unsur karbon juga menentukan kekuatan dan kekerasan dari baja karbon. Semakin besar kandungan karbon dalam baja, maka kekuatan dan kekerasan dari baja karbon akan semakin meningkat.
2. Baja paduan
Baja paduan adalah baja yang mempunyai paduan unsur kimia seperti Silikon (Si), Mangan (Mn), Nikel (Ni), Niobium (Nb), Fosfor (P), Sulfur (S), Tembaga (Cu), Alumunium (Al), Boron (B), Krom (Cr), Vanadium (V), Nitrogen (N), Molibdenum (Mo), Kalsium (Ca), Titanium (Ti).
Kualitas baja sangat bergantung dari komposisi kimia.Hal tersebut mempengaruhi baik kekuatan, ketangguhan, daya tahan korosi. Oleh karena itu, fungsi dari kandungan baja harus perlu diketahui, sehingga dapat menghasilkan baja yang sesuai dengan kebutuhan. Komposisi kimia dalam baja memiliki fungsi masing-masing seperti :
a. Unsur C berfungsi untuk menaikkan kekuatan dan kekerasan dari baja tetapi keuletannya akan menurun.
b. Unsur Si, Al ditambahkan selama pembuatan baja proses untuk menghilangkan oksigen terlarut dari lelehan.
c. Unsur Ni, Cu ditambahkan untuk
meningkatkan ketahanan korosi dalam jumlah kecil, sedangkan dalam jumlah besar terdapat pada unsur Ti.
e. Unsur Ca berfungsi untuk meningkatkan ketangguhan dalam baja.
f. Unsur S dapat menaikkan kekuatan baja tanpa mengakibatkan penurunan terhadap keuletan.
g. Unsur P dapat membuat baja menaikkan fluiditas yang membuat baja mudah dirol panas.
h. Unsur Nb merupakan unsur pembentuk karbida kuat.
i. Unsur N menpunyai efek pengerasan dan penggetasan terhadap baja sehingga dalam beberapa hal mungkin menguntungkan dan dalam beberapa hal mungkin merugikan.
j. Unsur Mn dapat mencegah terjadinya kegetasan pada suhu tinggi terutama pada proses pengolahan panas.
Spectrolab M-7
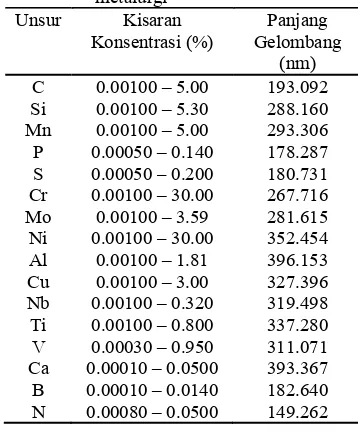
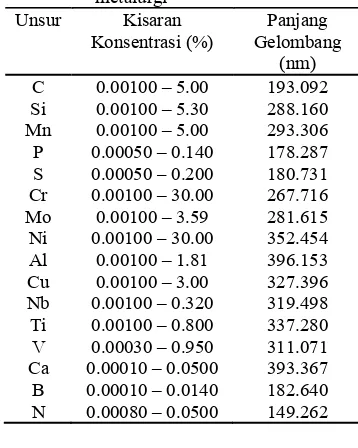
Pengoperasian rutin pada proses pengujian komposisi kimia dalam baja dengan menggunakan Spectrolab M-7. Alat tersebut digunakan untuk menguji contoh komposisi kimia yang terkandung dalam baja. Proses pengujian pada Spectrolab M-7 memiliki acuan nilai masing-masing unsur kimia yang ditunjukan pada Tabel 1. Nilai tersebut berdasarkan sifat metalurgi yang harus dipenuhi ketika melakukan proses pengujian komposisi kimia, sehingga komposisi kimia memenuhi standar perusahaan.
Tabel 1 Nilai acuan pada masing-masing unsur kimia berdasarkan sifat metalurgi
Unsur Kisaran
Konsentrasi (%)
Panjang Gelombang
(nm)
C 0.00100 – 5.00 193.092
Si 0.00100 – 5.30 288.160
Mn 0.00100 – 5.00 293.306
P 0.00050 – 0.140 178.287
S 0.00050 – 0.200 180.731
Cr 0.00100 – 30.00 267.716
Mo 0.00100 – 3.59 281.615
Ni 0.00100 – 30.00 352.454
Al 0.00100 – 1.81 396.153
Cu 0.00100 – 3.00 327.396
Nb 0.00100 – 0.320 319.498
Ti 0.00100 – 0.800 337.280
V 0.00030 – 0.950 311.071
Ca 0.00010 – 0.0500 393.367 B 0.00010 – 0.0140 182.640 N 0.00080 – 0.0500 149.262
Adapun prosedur pengujian serta
apabila standarisasi alat uji telah selesai, maka dilakukan pengecekan standar contoh yang biasa digunakan secara rutin untuk mendapatkan hasil yang sesuai dengan batas-batas toleransi. Apabila terdapat data hasil pengujian unsur-unsur yang keluar dari nilai batas yang diperbolehkan, maka dilakukan perubahan intensitas nilai obtained unsur-unsur tersebut. Standar contoh tersebut diuji kembali untuk memastikan hasilnya telah sesuai atau tidak. Jika semua standar contoh telah selesai dianalisa dan hasilnya baik, maka hasil pengujian tersebut dicetak bersamaan dengan hasil proses standarisasi, dan disimpan di tempat arsip standarisasi rutin (Dinas Laboratorium Kimia 2008).
Sumber Keragaman Proses Pada Produksi
Setiap proses produksi selalu dirancang dan dipertahankan dengan hati-hati dan baik, meskipun demikian keragaman alami akan selalu terjadi dalam proses tersebut. Keragaman alami merupakan penyebab kumulatif terhadap besar kecilnya penyebab dasar yang tidak dapat dihindarkan. Jika keragaman alami dalam proses relatif kecil, maka dapat diketahui tingkatan yang dapat diterima pada kinerja proses. Pada pengendalian kualitas secara statistika, keragaman alami sering disebut sistem yang stabil dari penyebab kebetulan. Sebuah proses beroperasi yang hanya dikarenakan penyebab kebetulan, maka proses tersebut termasuk keadaaan yang terkendali secara statistika. Oleh karena itu, penyebab kebetulan merupakan bagian tidak terpisahkan dari proses.
Ada jenis lain dari keragaman yang sesekali terjadi pada pengamatan yang keluar dari sebuah proses. Keragaman tersebut disebut keragaman tidak alami. Keragaman ini dalam teori pokok karakteristik kualitas biasanya timbul dari tiga sumber yaitu penurunan kinerja mesin, kesalahan operator, dan cacat bahan baku. Keragaman tidak alami pada umumnya relatif besar jika dibandingkan dengan keragaman alami. Keragaman tidak alami biasanya merupakan tingkatan yang tidak dapat diterima dalam kinerja proses.
beroperasi dalam bagan kendali mutu, menghasilkan produk yang dapat diterima untuk jangka waktu yang relatif lama. Proses ini akan selalu terjadi keragaman tidak alami, sehingga proporsi pada pengamatan tidak terkendali akan lebih besar. Tujuan utama dari pengendalian proses secara statistika adalah dengan cepat mendeteksi terjadinya keragaman tidak alami atau pergeseran proses, sehingga proses pengidentifikasi dan tindakan korektif dapat dilakukan sebelum unit yang tidak sesuai banyak diproduksi.
Bagan kendali mutu secara luas digunakan untuk tujuan ini. Bagan kendali mutu juga dapat memberikan informasi yang berguna dalam meningkatkan proses. Oleh karena itu, tujuan akhir dari pengendalian proses secara statistika adalah menghapus keragaman dalam proses. Tujuan ini tidak mungkin untuk sepenuhnya menghilangkan keragaman, tetapi bagan kendali mutu adalah alat yang efektif dalam mengurangi
keragaman sebanyak mungkin (Montgomery 1991).
Bagan Kendali Mutu Individu - Moving Range
Bagan kendali mutu individu-moving range (MR) merupakan bagan kendali dengan menggunakan ukuran contoh n=1 untuk pengendalian proses. Ini terjadi apabila tingkat produksi apabila terlalu lamban untuk menggunakan ukuran contoh n>1, atau apabila dilakukan pengukuran-pengukuran berulang yang hanya berbeda karena kesalahan laboratori atau analisis, seperti dalam proses kimia. Bagan kendali mutu ini juga dapat digunakan jika pengambilan contoh dilakukan sekali per shift, per hari, atau per bagian (Alsup, Ricky 1993).
Jika bagan kendali mutu individu dan MR keduanya menunjukkan amatan tidak terkendali, maka harus dilakukan terlebih dahulu menghilangkan sebab-sebab terduga pada bagan kendali mutu MR. Interpretasi pada bagan kendali mutu Individu tidak dilakukan, apabila bagan kendali mutu MR menunjukkan keadaan tidak terkendali (Montgomery 1991).
Bagan kendali mutu MR merupakan bagan yang digunakan untuk mengendalikan ukuran penyebaran. Menurut Farnum (1994) menyatakan bahwa perhitungan nilai MR merupakan perhitungan iteratif. Keragaman proses didefinisikan dengan MRi = |xi - xi-1|,
sehingga dapat menggunakan dua observasi berurutan.
Batas bagan kendali moving range yaitu :
6
6
Bagan kendali mutu individu merupakan bagan yang digunakan untuk mengendalikan ukuran pemusatan.
Batas bagan kendali individu yaitu :
Keterangan :
BPA : Batas Pengendali Atas
BP : Batas Pengendali
BPB : Batas Pengendali Bawah : Nilai rata-rata
: Nilai rata-rata moving range
Penentuan batas pengendali diperlukan
pendugaan untuk dengan
mengasumsikan bahwa karakteristik mutu
menyebar normal. Penduga dapat
diperoleh dari sebaran rentang relatif . Jika merupakan fungsi n yang diketahui dan MR = Wσ, maka = , dan nilai = . Oleh karena itu, konstanta
merupakan nilai harapan rentang relatif
dengan rumus dan rumus
konstanta = .
kriteria terpenuhi.Beberapa aturan sensitifitas yang banyak digunakan dalam praktik tercantum di bawah ini(Montgomery 1991).
1. Satu atau lebih titik pengamatan di luar batas kontrol.
2. Sebuah bagan kendali mutu menjalankan minimal delapan titik pengamatan, titik pengamatan menjalankan di atas atau di bawah garis tengah.
3. Dua dari tiga titik pengamatan berturut-turut di luar batas peringatan 2 sigma, tetapi masih dalam batas kendali mutu. 4. Empat atau lima titik pengamatan
berturut-turut di luar batas 1 sigma. 5. Pola tidak acak dalam data.
6. Satu atau lebih titik pengamatan mendekati batas peringatan.
Salah satu kriteria yang selalu diperhatikan adalah pengamatan dalam bagan kendali mutu sering membentuk pola tidak acak. Pola tidak acak terjadi jika proses tidak menunjukan keadaan stabil pada bagan kendali (Banks 1989). Pendeteksian pola pada bagan kendali mutu seperti :
a. Siklus
Perubahan pengamatan terjadi secara cepat yang memiliki pola berulang dari nilai pengamatan tertinggi ke nilai pengamatan terendah.
b. Perubahan bertahap
Perubahan pengamatan terjadi dari waktu ke waktu dan proses mencapai keadaan stabil pada tingkat lain.
c. Campuran
Perubahan pengamatan cenderung mendekati batas pengendali atas dan bawah, serta adanya fluktuasi mendekati batas pengendali. Pola campuran juga merupakan kombinasi dari dua pola yang berbeda, satu terdapat pada tingkat tinggi dan lainnya pada tingkat rendah di bagan yang sama.
d. Stratifikasi
Perubahan pengamatan yang berfluktuasi secara alami di dalam batas pengendali, atau titik-titik pengamatan tersebut mendekati garis tengah.
e. Pergeseran yang dilakukan secara tiba-tiba
Pergeseran tiba-tiba ditunjukan oleh perubahan seketika dalam satu arah atau arah yang lain. Jika terdapat dua sebaran yang mendasarinya dan menggunakan plot secara terpisah, maka dua sebaran tersebut akan menunjukan hasil yang
f. Perubahan sistematik
Perubahan pengamatan yang berfluktuasi acak namun menunjukan perubahan yang beraturan.
g. Perubahan Trend
Perubahan yang didefinisikan sebagai gerakan terus menerus dari pengamatan menuju batas pengendali atas atau bawah.
METODOLOGI
Data
Data yang digunakan adalah data sekunder yang merupakan data Statistical Process Control (SPC) pada hasil pengujian contoh komposisi kimia dalam baja yang dilakukan oleh kelompok analis shift II di Dinas Laboratorium Kimia PT Krakatau Steel. Data SPC yang akan dianalisis adalah data harian dimulai dari bulan Februari 2008 sampai Mei 2011.Data SPC terdiri dari 16 Unsur kimia yangtelah mendapat ISO 17025 yaitu C, Si, Mn, Ni, Nb, P, S, Cu, Al, B, Cr, V, N, Mo, Ca, Ti.Satuan pada komposisi kimia dalam baja berupa persentase (%). Masing-masing unsur kimia memiliki standar blok dan mengalami perubahan standar pada rentang waktu pengamatan selama 37 bulan dari bulan Februari 2008 sampai Februari 2011 yang dapat ditunjukan padaLampiran 1.
Metode
Penelitian ini dilakukan dengan dua subbagian pelaksanaan. Bagian pertama untuk mengidentifikasi keragaman yang terjadi pada pengendalian proses pengujian dengan menggunakan data SPC harian dari bulan Februari 2008 sampai Februari 2011. Bagian kedua untuk melihat perkembangan dari keragaman proses selanjutnya dengan menggunakan data SPC harian Maret 2011 sampai Mei 2011.
Tahapan–tahapan yang dilakukan dalam penelitian ini adalah sebagai berikut : 1. Melakukan eksplorasi data SPC untuk
mengidentifikasi adanya perbedaan antara data sebelum dan sesudah perbaikan, tanggal pengamatan yang tidak terkendali dari setiap pengamatan unsur kimia.
kriteria terpenuhi.Beberapa aturan sensitifitas yang banyak digunakan dalam praktik tercantum di bawah ini(Montgomery 1991).
1. Satu atau lebih titik pengamatan di luar batas kontrol.
2. Sebuah bagan kendali mutu menjalankan minimal delapan titik pengamatan, titik pengamatan menjalankan di atas atau di bawah garis tengah.
3. Dua dari tiga titik pengamatan berturut-turut di luar batas peringatan 2 sigma, tetapi masih dalam batas kendali mutu. 4. Empat atau lima titik pengamatan
berturut-turut di luar batas 1 sigma. 5. Pola tidak acak dalam data.
6. Satu atau lebih titik pengamatan mendekati batas peringatan.
Salah satu kriteria yang selalu diperhatikan adalah pengamatan dalam bagan kendali mutu sering membentuk pola tidak acak. Pola tidak acak terjadi jika proses tidak menunjukan keadaan stabil pada bagan kendali (Banks 1989). Pendeteksian pola pada bagan kendali mutu seperti :
a. Siklus
Perubahan pengamatan terjadi secara cepat yang memiliki pola berulang dari nilai pengamatan tertinggi ke nilai pengamatan terendah.
b. Perubahan bertahap
Perubahan pengamatan terjadi dari waktu ke waktu dan proses mencapai keadaan stabil pada tingkat lain.
c. Campuran
Perubahan pengamatan cenderung mendekati batas pengendali atas dan bawah, serta adanya fluktuasi mendekati batas pengendali. Pola campuran juga merupakan kombinasi dari dua pola yang berbeda, satu terdapat pada tingkat tinggi dan lainnya pada tingkat rendah di bagan yang sama.
d. Stratifikasi
Perubahan pengamatan yang berfluktuasi secara alami di dalam batas pengendali, atau titik-titik pengamatan tersebut mendekati garis tengah.
e. Pergeseran yang dilakukan secara tiba-tiba
Pergeseran tiba-tiba ditunjukan oleh perubahan seketika dalam satu arah atau arah yang lain. Jika terdapat dua sebaran yang mendasarinya dan menggunakan plot secara terpisah, maka dua sebaran tersebut akan menunjukan hasil yang sangat berbeda.
f. Perubahan sistematik
Perubahan pengamatan yang berfluktuasi acak namun menunjukan perubahan yang beraturan.
g. Perubahan Trend
Perubahan yang didefinisikan sebagai gerakan terus menerus dari pengamatan menuju batas pengendali atas atau bawah.
METODOLOGI
Data
Data yang digunakan adalah data sekunder yang merupakan data Statistical Process Control (SPC) pada hasil pengujian contoh komposisi kimia dalam baja yang dilakukan oleh kelompok analis shift II di Dinas Laboratorium Kimia PT Krakatau Steel. Data SPC yang akan dianalisis adalah data harian dimulai dari bulan Februari 2008 sampai Mei 2011.Data SPC terdiri dari 16 Unsur kimia yangtelah mendapat ISO 17025 yaitu C, Si, Mn, Ni, Nb, P, S, Cu, Al, B, Cr, V, N, Mo, Ca, Ti.Satuan pada komposisi kimia dalam baja berupa persentase (%). Masing-masing unsur kimia memiliki standar blok dan mengalami perubahan standar pada rentang waktu pengamatan selama 37 bulan dari bulan Februari 2008 sampai Februari 2011 yang dapat ditunjukan padaLampiran 1.
Metode
Penelitian ini dilakukan dengan dua subbagian pelaksanaan. Bagian pertama untuk mengidentifikasi keragaman yang terjadi pada pengendalian proses pengujian dengan menggunakan data SPC harian dari bulan Februari 2008 sampai Februari 2011. Bagian kedua untuk melihat perkembangan dari keragaman proses selanjutnya dengan menggunakan data SPC harian Maret 2011 sampai Mei 2011.
Tahapan–tahapan yang dilakukan dalam penelitian ini adalah sebagai berikut : 1. Melakukan eksplorasi data SPC untuk
mengidentifikasi adanya perbedaan antara data sebelum dan sesudah perbaikan, tanggal pengamatan yang tidak terkendali dari setiap pengamatan unsur kimia.
unsur kimia yang paling banyak mengalami keadaan terkendali.
3. Melakukan eksplorasi pada bagan
kendali mutu Moving Range untuk mendeteksi dan mengidentifikasi keragaman pada setiap unsur kimia.
4. Membuat bagan kendali mutu Individu untuk mengendalikan ukuran pemusatan pada setiap unsur kimia yang keragamannya sudah terkendali.
5. Membandingkan batas pada bagan
kendali mutu Individu dengan batas dari standar PT Krakatau Steel untuk menentukan batas spesifikasi dan batas kendali.
6. Membuat dot plot untuk mengetahui tanggal yang mengalami keadaan tidak terkendali terbanyak pada semua unsur kimia, sehingga dapat dibuat perbaikan untuk pengendalian proses yang lebih baik.
Software yang digunakan untuk menganalisis data dalam penelitian ini adalah Minitabversi 16 dan Microsoft Excel versi 2010.
HASIL DAN PEMBAHASAN
Pengendalian proses secara statistika yang akan dilakukan dalam penelitian ini adalah menerapkan bagan kendali mutu individu dan moving range untuk mengidentifikasi keragaman yang terjadi. Hasil dari identifikasi keragaman tersebut akan ditindaklanjuti dengan melakukan eksplorasi dot plot terhadap tanggal yang tidak terkendali yang dapat dijadikan sebagai informasi untuk melakukan pengendalian proses pengujian komposisi kimia lebih baik lagi di PT Krakatau Steel (Persero) Tbk, Cilegon.
Eksplorasi Data
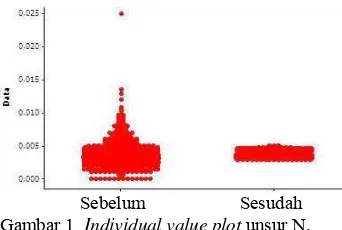
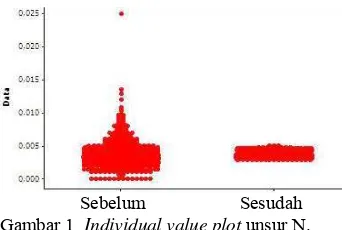
Data sebelum dan sesudah terjadi pengulangan prosesakan dieksplorasi dengan menggunakan invidual value plot. Data sesudah terjadi pengulangan adalah data yang sebelumnya tidak memenuhi standar perusahaan.Hasil dari eksplorasi dari bulan Februari 2008 sampai Februari 2011 menunjukan bahwa terdapat perbedaan yang cukup signifikanantara pengamatan sebelum dan sesudah proses pengujian yaitu pada unsur kimia B, Mo, S, C, Si, dan N.
Sebelum Sesudah Gambar 1 Individual value plot unsur N.
Gambar 1 menunjukan bahwa hasil dari invidual value plot unsur N mengiterpretasi bahwa data sebelum dengan data sesudah pengulangan proses telah mengalami perubahan bentuk pada sekumpulan data tersebut. Eksplorasi ini dapat dibuktikan dengan nilai persentase banyaknya pengamatan yang terkendali pada masing-masing unsur kimia.
Persentase banyaknya pengamatan terkendali diurutkan dari nilai tertinggi sampai terendah yang dapat dilihat pada Tabel 2. Besaran yang digunakan peneliti untukmenilai persentase yang dianggap baik pada masing-masing unsur kimia yaitu jika telah mencapai nilai lebih dari 90 %. Hasil persentase menginterpretasi bahwa unsur kimia yang harus diperhatikan dalam pengendalian proses pengujian komposisi kimia dalam baja berdasarkan Tabel 2 adalah B, Mo, S, C, Si, N. Oleh karena itu, unsur N memiliki nilai persentase pengamatan terkendali terendah yaitu sebesar 43.020 %.
Unsurterpenting dalam baja yaitu C, S, P, Mn, Cr, Si. Pada khususnya unsur C, S, Si harus lebih diperhatikan kembali dan umumnya untuk unsur kimia lainnya yang terkandung dalam baja pun diperhatikan juga. Perhatian khusus ini dikarenakan unsur kimia C, S, dan Si memiliki nilai rendah pada persentase banyaknya pengamatan terkendali.
Unsur– unsur kimia dalam baja memiliki karakteristik yang berbeda-beda, sehingga dalam melakukan pengujian contoh komposisi kimia harus teliti dan berhati-hati sesuai prosedur. Penyebab dari keadaan tidak terkendali tersebut akan diidentifikasi dengan melihat adanya keragaman dalam proses pengujian yang terjadi pada setiap unsur kimia pada bagan kendali mutu Moving Range.
Kimia Pengamatan Terkendali (%)
1. P 97.507
2. Cu 97.191
3. V 97.190
4. Cr 96.527
5. Ni 96.022
6. Ca 94.880
7. Mn 94.780
8. Ti 92.710
9. Al 91.680
10. Nb 91.530
11. B 86.120
12. Mo 84.640
13. S 83.680
14. C 83.570
15. Si 79.340
16. N 43.020
Bagan Kendali Mutu Moving Range
Bagan kendali mutu MR menunjukan semua amatan terkendali, namun belum tentu memiliki keragaman yang baik. Bagan kendali mutu MR ini akan dianalisis secara keseluruhan yaitu pada rentang waktu pengamatan selama 37 bulan yang dilihat dari 31 perubahan standar blok unsur kimia, dan dianalisis per bulan dari bulan Februari 2008 sampai Februari 2011. Perubahan standar blok tersebut disebabkan oleh alat Spectrolab M-7 yang bersifat kondisional yaitu alat ini memiliki rentang batas sesuai dengan kebutuhan produksi dari perusahaan. Alat ini selalu diperiksa setiap shift dengan melakukan standarisasi dan mengganti nilai obtained pada pengamatan yang tidak memenuhi batas perusahaan. Pengidentifikasian keragaman akan dianalisis pada masing-masing unsur kimia berdasarkan presentase unsur terkendali dari nilai tertinggi sampai terendah, yaitu dari unsur P, Cu, V, Cr, Ni, Ca, Mn, Ti, Al, Nb, B, Mo, S, C, Si, N.
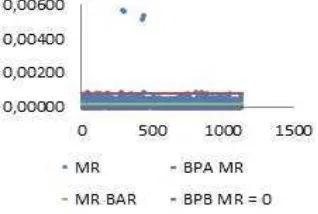
Keragaman pada komposisi kimia dalam baja dengan eksplorasi bagan kendali mutu MR pada Lampiran 3 menginterpretasi bahwa beberapa unsur kimia yang memiliki persentase terkendali rendah di bawah persentase 90% menunjukan banyak pengamatan terkendali. Unsur kimia tersebut seperti unsur B, Mo, S, kecuali C, Si, dan N yang dapat ditunjukan pada Gambar 2 yaitu unsur Boron (B).
Gambar 2 Bagan kendali mutu moving rangeunsur B.
Unsur kimia yang memiliki persentase baik di atas 90% seperti unsur V, Cr, Ni, Ca, Mn, Ti, Al, kecuali unsur kimia P, Cu, Ca, Nb menunjukan bahwa banyak pengamatan tidak terkendali. Salah satu hasilnya dapat ditunjukan pada Gambar 3 yaitu unsur Cr.
Gambar 3 Bagan kendali mutu moving rangeunsur Cr.
Hasil dari bagan kendali mutu moving range dapat dibuktikan juga dengan tindakan dari PT Krakatau Steel yang sangat berhati-hati dan teliti pada saat pengujian unsur kimia yang memiliki banyak amatan yang tidak terkendali.
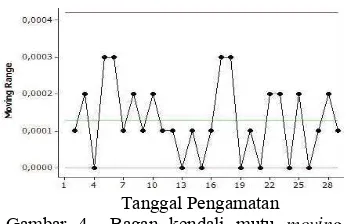
Batas pada bagan kendali mutu MR yang dianalisis secara keseluruhan lebih sempit dibandingkan dengan bagan kendali mutu MR yang dianalisis per bulan. Oleh karena itu, pada bagan MR yang dianalisis secara keseluruhan menunjukan banyaknya pengamatan yang tidak terkendali. Keadaan ini dikarenakan terjadinya pergeseran proses yang lebih teliti pada setiap amatan.
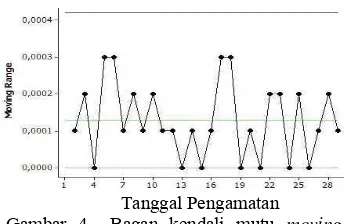
unsur Mo dapat ditunjukan pada Gambar 4. Oleh karena itu, masih perlu dilakukan peningkatan proses pada pengujian komposisi kimia agar menghasilkan keragaman yang lebih homogen.
Tanggal Pengamatan Gambar 4 Bagan kendali mutu moving
rangeunsur Mo.
Keragaman yang sudah diidentifikasi polanya, kemudian akan dilihat perkembangan selanjutnya pada bagan kendali mutu MR dari bulan Maret 2011 sampai Mei 2011. Hasil perkembangan tersebut menunjukan bahwa pada setiap unsur kimia juga masih memiliki keragaman yang masih rendah dan berpola campuran, baik dianalisis secara keseluruhan dan per bulan.
Seluruh unsur kimia memiliki keragaman yang berpola campuran. Hal ini dapat disebabkan oleh salah satunya terjadi penurunan kinerja alat, meskipun analis pada shift II telah melakukan standar operasional prosedur pada alat Spectrolab M-7 dengan baik. Penurunan tersebut diakibatkan karena penerimaan contoh yang dilakukan di Laboratorium Kimia masih melakukan pengamatan 100% pada contoh komposisi kimia. Banyaknya contoh baja yang terima sebanyak 600 per hari pada keseluruhan grade baja.
Penyebab kedua adanya keragaman yang berpola campuran yaitu kontribusi kemurnian pada karier gas Argon. Gas Argon digunakan sebagai media untuk membaca contoh komposisi kimia dalam baja ketika proses pengujian dengan Spectrolab M-7. Kemurnian gas Argon mencapai 99.998 % , sehingga kebersihan dari gas Argon sangat berpengaruh terhadap proses pengujian. Gas Argon seharusnya tidak digunakan pada Spectrolab M-7 melainkan gas Refil, sehingga gas Argon merupakan pengganti dari gar Refil. Jika menggunakan gas Refil maka pembacaan pada contoh komposisi kimia lebih tepat dan sesuai dengan standar perusahaan.
Oleh karena itu, keragaman yang terjadi pada pengendalian proses komposisi kimia dalam baja merupakan keragaman tidak alami. Pengendalian proses secara statistika selanjutnya adalah meminimumkan keragaman tidak alami yang terjadi dengan melakukan eksplorasi pada tanggal yang mengalami keadaan tidak terkendali.
Evaluasi Pada Pengamatan Tidak Terkendali
Persentase unsur terkendali yang ditunjukan pada Tabel 2 menginterpretasi bahwa terdapat banyak keadaan yang tidak terkendali. Keadaan tersebut didasari oleh Eugene L. Grant (1996) yang menyatakan bahwa terdapat hubungan pengamatan tidak terkendali dengan batas spesifikasi. Pernyataan tersebut dikarenakan terdapat penduga rata –rata dan standar deviasi yang belum dicapai dalam proses. Oleh karena itu, penelitian ini bertujuan untuk mengidentifikasi tanggal ketika pengamatan tersebut tidak terkendali dengan menggunakan dot plot.
Eksplorasi ini akan dilakukan pada data keseluruhan dan data per bulan pada masing-masing unsur kimia. Eksplorasi keseluruhan yaitu untuk melihat tanggal yang sering terjadi keadaan tidak terkendali dalam rentang waktu pengamatan selama 37 bulan yaitu dari bulan Februari 2010 sampai Februari 2011. Hasil dari dot plot tersebut dapat ditunjukan pada Gambar 5.
Tanggal pengamatan Gambar 5 Dot plot pada tanggal yang tidak
terkendali secara keseluruhan.
menginterpretasi bahwa batas tidak terkendali dengan kategori A yaitu pengamatan tidak memenuhi batas spesifikasi atas, sedangkan kategori B yaitu pengamatan tidak memenuhi batas spesifikasi bawah sesuai standar perusahaan. Gambar 6 menunjukan bahwa banyak pengamatan tidak terkendali yang tidak memenuhi batas spesifikasi bawah.
Tanggal pengamatan
Gambar 6 Dot plot batas spesifikasi pada tanggal tidak terkendali secara keseluruhan.
Eksplorasi yang akan dilakukan selanjutnya yaitu secara sebagian dengan mengambil tiga tanggal yang paling banyak mengalami keadaan yang tidak terkendali dari masing-masing unsur kimia. Tanggal pengamatan yang tidak terkendali pada masing-masing unsur kimia digabungkan dan dieksplorasi dengan menggunakan dot plot yang dapat ditunjukan pada Gambar 7.
Tanggal pengamatan
Gambar 7 Dot plot pada tanggal yang tidak terkendali secara per bulan.
Eksplorasi pada Gambar 7 menunjukan bahwa banyaknya tanggal yang memiliki keadaan tidak terkendali terjadi pada selang tanggal 12 sampai 21, dan tanggal terbanyak yang mengalami keadaan tidak terkendali yaitu tanggal 17. Gambar 8 juga menginterpretasi bahwa banyak pengamatan tidak terkendali ketika tidak memenuhi batas spesifikasi bawah sesuai standar perusahaan. Banyakanya pengamatan yang tidak terkendali pada batas spesifikasi bawah bersifat kondisional, sehingga upaya untuk mengendalikannya sama seperti batas spesifikasi atas.
Tanggal pengamatan Gambar 8 Dot plot batas spesifikasi pada
tanggal yang tidak terkendali secara per bulan.
PT Krakatau Steel sudah menindaklanjuti keadaan tidak terkendali ini dengan merubah nilai obtained yang telah ditentukan oleh perusahaan. Nilai obtained adalah nilai yang harus dipenuhi pada saat pengujian komposisi kimia agar dapat memenuhi batas spesifikasi perusahaan. Oleh karena itu, tanggal yang memiliki pengamatan tidak terkendali terbanyak sesuai dengan tanggal yang tertera di data keterangan SPC pada ganti nilai obtained. Keterangan nilai obtained pada tanggal 17 selalu mengalami perubahan setiap bulan. Oleh karena itu, untuk pengendalian proses jangka panjang, PT Krakatau Steel (Persero) Tbk lebih dioptimalkan lagi saat melakukan pengujian komposisi kimia dalam baja pada waktu pertengahan bulan.
Bagan Kendali Mutu Individu Penggunaan dari bagan kendali mutu individu ini dapat menduga kestabilan proses yang terjadi. Proses akan stabil jika amatan pada bagan kendali mutu individu mendekati atau sama dengan batas pengendali. Bagan ini dapat diinterpretasi, jika semua amatan pada bagan MR terkendali.
Bagan kendali mutu Moving Range yang dianalisis secara per bulan menunjukan bahwa setiap unsur kimia masih memiliki keragaman yang rendah, meskipun banyak pengamatan setiap bulannya terkendali. Oleh karena itu, 16 unsur kimia tersebut dapat mengendalikan ukuran pemusatan yaitu dengan bagan kendali mutu Individu.
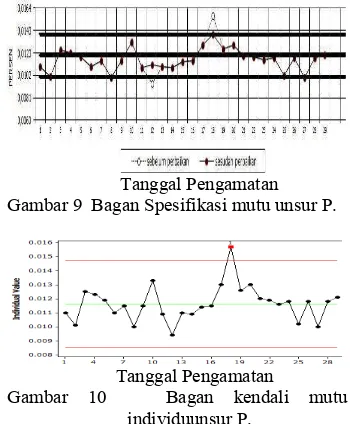
Tanggal Pengamatan Gambar 9 Bagan Spesifikasi mutu unsur P.
Tanggal Pengamatan
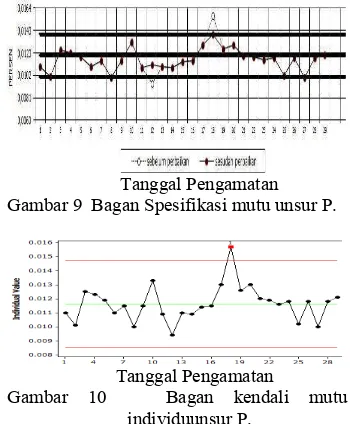
Gambar 10 Bagan kendali mutu individuunsur P.
Gambar 9 menunjukan bahwa terdapat dua pengamatan yang tidak terkendali pada bagan spesifikasi mutu unsur P, sedangkan Gambar 10 menunjukan bahwa terdapat satu pengamatan yang tidak terkendali pada unsur P. Oleh karena itu, batas pada bagan kendali mutu Individu merupakan batas kendali, sedangkan batas pada standar yang telah ditentukan oleh perusahaan merupakan batas spesifikasi.
Proses pengujian komposisi kimia menunjukan bahwa pengendalian proses tersebut berada dalam batas kendali statistik, sehingga dilakukan pengurangan keragaman proses untuk jangka panjang. Proses yang berada dalam batas kendali statistika juga dapat memenuhi spesifikasi produk, sehingga dapat dikatakan pengendalian proses pengujian komposisi kimia di perusahaan masih berjalan dengan baik dan dapat menghasilkan produk baja yang memiliki tingkat kehomogenan yang lebih baik lagi.
Teori dari Eugene L. Grant (1985) menyatakan bahwa perencanaan pertimbangan dalam menetapkan batas-batas spesifikasi dapat diklasifikasikan menjadi tiga bagian. Bagian pertama terkait dengan pelayanan kebutuhan atau bagian yang sesuai dengan batas spesifikasi yang telah ditentukan. Bagian kedua berhubungan dengan kemampuan proses produksi terhadap setiap batas spesifikasi yang diberikan. Bagian ketiga terkait dengan sarana yang akan digunakan untuk menentukan spesifikasi sebenarnya yang
proses pengujian komposisi kimia dalam baja di PT Krakatau Steel (Persero) Tbk selalu memperhatikan batas spesifikasi yang telah ditentukan.
KESIMPULAN DAN SARAN
Kesimpulan
Hasil dari penelitian ini menyimpulkan bahwa keragaman yang terjadi di PT Krakatau Steel (Persero) Tbk pada pengendalian proses komposisi kimia merupakan keragaman tidak alami, sehingga proses tersebut perlu upaya untuk mengendalikan agar tetap berada dalam keadaan terkendali secara statistika. Proses pengujian komposisi kimia dalam baja memerlukan perhatian khusus pada unsur terpenting dalam baja yaitu unsur Karbon (C), Sulfur (S), dan Silikon (Si). Oleh karena itu, peneliti memberikan informasi agar pelaksanaan kinerja pengujian komposisi kimia lebih dioptimalkan lagi pada waktu pertengahan bulan, sehingga dapat meminimumkan keragaman tidak alami.
Saran
Berdasakan paparan metodologi dan pembahasan penelitian ini, terdapat beberapa saran anatara lain :
1. Perlu dilakukan rekondisi alat Spectrolab M-7 yang belum pernah diperiksa selama 13 tahun.
2. Perlu ditambahkan komponen alat pada gas Argon dengan alat purifier yang dipasangakan sebelum menuju ke Spectrolab M-7.
3. Sebaiknya dilakukan kajian lanjutan untuk menentukan ukuran contoh setiap grade baja dan bobot kontribusi setiap unsur kimia pada proses pengujian di Laboratorium Kimia PT Krakatau Steel (Persero) Tbk, agar efektif dan efisien dari segi biaya maupun kinerja alat Spectrolab M-7.
DAFTAR PUSTAKA
Banks J. 1989. Principles Of Quality Control. Washington: John Wiley & Sons, Inc.
Caing. 2004. Laporan proses pembuatanbaja
Tanggal Pengamatan Gambar 9 Bagan Spesifikasi mutu unsur P.
Tanggal Pengamatan
Gambar 10 Bagan kendali mutu individuunsur P.
Gambar 9 menunjukan bahwa terdapat dua pengamatan yang tidak terkendali pada bagan spesifikasi mutu unsur P, sedangkan Gambar 10 menunjukan bahwa terdapat satu pengamatan yang tidak terkendali pada unsur P. Oleh karena itu, batas pada bagan kendali mutu Individu merupakan batas kendali, sedangkan batas pada standar yang telah ditentukan oleh perusahaan merupakan batas spesifikasi.
Proses pengujian komposisi kimia menunjukan bahwa pengendalian proses tersebut berada dalam batas kendali statistik, sehingga dilakukan pengurangan keragaman proses untuk jangka panjang. Proses yang berada dalam batas kendali statistika juga dapat memenuhi spesifikasi produk, sehingga dapat dikatakan pengendalian proses pengujian komposisi kimia di perusahaan masih berjalan dengan baik dan dapat menghasilkan produk baja yang memiliki tingkat kehomogenan yang lebih baik lagi.
Teori dari Eugene L. Grant (1985) menyatakan bahwa perencanaan pertimbangan dalam menetapkan batas-batas spesifikasi dapat diklasifikasikan menjadi tiga bagian. Bagian pertama terkait dengan pelayanan kebutuhan atau bagian yang sesuai dengan batas spesifikasi yang telah ditentukan. Bagian kedua berhubungan dengan kemampuan proses produksi terhadap setiap batas spesifikasi yang diberikan. Bagian ketiga terkait dengan sarana yang akan digunakan untuk menentukan spesifikasi sebenarnya yang dapat dipenuhi oleh produk. Oleh karena itu,
proses pengujian komposisi kimia dalam baja di PT Krakatau Steel (Persero) Tbk selalu memperhatikan batas spesifikasi yang telah ditentukan.
KESIMPULAN DAN SARAN
Kesimpulan
Hasil dari penelitian ini menyimpulkan bahwa keragaman yang terjadi di PT Krakatau Steel (Persero) Tbk pada pengendalian proses komposisi kimia merupakan keragaman tidak alami, sehingga proses tersebut perlu upaya untuk mengendalikan agar tetap berada dalam keadaan terkendali secara statistika. Proses pengujian komposisi kimia dalam baja memerlukan perhatian khusus pada unsur terpenting dalam baja yaitu unsur Karbon (C), Sulfur (S), dan Silikon (Si). Oleh karena itu, peneliti memberikan informasi agar pelaksanaan kinerja pengujian komposisi kimia lebih dioptimalkan lagi pada waktu pertengahan bulan, sehingga dapat meminimumkan keragaman tidak alami.
Saran
Berdasakan paparan metodologi dan pembahasan penelitian ini, terdapat beberapa saran anatara lain :
1. Perlu dilakukan rekondisi alat Spectrolab M-7 yang belum pernah diperiksa selama 13 tahun.
2. Perlu ditambahkan komponen alat pada gas Argon dengan alat purifier yang dipasangakan sebelum menuju ke Spectrolab M-7.
3. Sebaiknya dilakukan kajian lanjutan untuk menentukan ukuran contoh setiap grade baja dan bobot kontribusi setiap unsur kimia pada proses pengujian di Laboratorium Kimia PT Krakatau Steel (Persero) Tbk, agar efektif dan efisien dari segi biaya maupun kinerja alat Spectrolab M-7.
DAFTAR PUSTAKA
Banks J. 1989. Principles Of Quality Control. Washington: John Wiley & Sons, Inc.
Caing. 2004. Laporan proses pembuatanbaja
PENGE
PE
DI PT
FAKUL
ENDALIA
ENGUJIAN
T KRAKA
LTAS MAT
IN
AN PROSE
N KOMPO
TAU STE
LILI PU
DEPARTE
TEMATIKA
NSTITUT P
ES SECAR
OSISI KIM
EEL (PER
USPITA RA
EMEN STA
A DAN ILM
PERTANIA
RA STAT
MIA DAL
RSERO) Tb
AHAYU
TISTIKA
MU PENGET
AN BOGOR
TISTIKA P
LAM BAJA
bk, CILEG
TAHUAN A
R
PADA
A
GON
Jakarta : Program S3 Ilmu Material, Universitas Indonesia.
Dinas Laboratorium Kimia. 1998. Manual Book Spectrolab M-7. Cilegon : PT Krakatau Steel (Persero) Tbk.
Farnum NR. 1994. Modern Statistical Quality Control and Improvement. California: Duxbury Press.
Fred A, Watson RM. 1993. Practical Statistical Process Control. New York : Van Nostrand Reinhold.
Grant EL, Leavenworth RS. 1985. Statistical Quality Control Fifth Edition. Singapura : McGraw-Hill Book Company.
Grant EL, Leavenworth RS. 1996. Statistical Quality Control Seventh Edition.United States of America : McGraw-Hill Book Company.
PENGE
PE
DI PT
FAKUL
ENDALIA
ENGUJIAN
T KRAKA
LTAS MAT
IN
AN PROSE
N KOMPO
TAU STE
LILI PU
DEPARTE
TEMATIKA
NSTITUT P
ES SECAR
OSISI KIM
EEL (PER
USPITA RA
EMEN STA
A DAN ILM
PERTANIA
RA STAT
MIA DAL
RSERO) Tb
AHAYU
TISTIKA
MU PENGET
AN BOGOR
TISTIKA P
LAM BAJA
bk, CILEG
TAHUAN A
R
PADA
A
GON
RINGKASAN
LILI PUSPITA RAHAYU. Pengendalian Proses secara Statistika padaPengujian Komposisi Kimia dalam Baja di PT Krakatau Steel (Persero) Tbk, Cilegon.Dibimbing oleh Dr. Ir. ERFIANI, M.Si dan IDRUS BAMBANG IRYANTO, ST.
PT Krakatau Steel (Persero) Tbk memiliki Dinas Laboratorium Kimia Bahan Baku/ Bahan Pembantu Divisi Pengendalian Kualitas yang bertugas untuk menguji komposisi kimia dalam baja dengan menggunakaan alat Spectrolab M-7. Komposisi kimia yang terkandung dalam baja sangat berpengaruh terhadap kualitas produk yang dihasilkan. Proses pengujian komposisi kimia di perusahaan saat ini merupakan pengendalian proses dengan melakukan pemenuhan nilai standar yang telah ditentukan, dan menunjukan terdapat indikasi adanya ketidakstabilan proses. Suatu proses dianggap stabil adalah proses yang menghasilkan produk dengan keragaman yang hanya disebabkan oleh keragaman alami, sedangkan untuk keragaman tidak alami harus dihindarkan. Oleh karena itu, penelitian ini bertujuan untuk melakukan pengendalian proses secara statistika dengan menerapkan bagan kendali mutu individu dan moving range.
Penerapan dari bagan kendali mutu moving range menunjukan bahwa keragaman yang terjadi pada proses pengujian komposisi kimia merupakan keragaman tidak alami, sehingga proses tersebut perlu upaya untuk mengendalikan agar tetap berada dalam keadaan terkendali secara statistika. Proses pengujian komposisi kimia dalam baja memerlukan perhatian khusus pada unsur terpenting dalam baja yaitu unsur Karbon (C), Sulfur (S), dan Silikon (Si). Perhatian khusus ini dikarenakan unsur kimia C, S, dan Si memiliki nilai rendah pada persentase banyaknya pengamatan terkendali.
Peneliti memberikan informasi tentang upaya pengendalian proses agar menjadi lebih baik lagi. Informasi tersebut mengenai evaluasi pada pengamatan tidak terkendali. Evaluasi ini dilakukan dengan eksplorasi dot plot pada tanggal pengamatan yang tidak terkendali. Hasil dari eksplorasi tersebut menunjukan bahwa pelaksanaan dalam mengendalikan proses pengujian komposisi kimia lebih dioptimalkan lagi pada waktu pertengahan bulan, sehingga dapat meminimumkan keragaman tidak alami di PT Krakatau Steel (Persero) Tbk, Cilegon.
PENGENDALIAN PROSES SECARA STATISTIKA PADA
PENGUJIAN KOMPOSISI KIMIA DALAM BAJA
DI PT KRAKATAU STEEL (PERSERO) Tbk, CILEGON
Oleh :
LILI PUSPITA RAHAYU
Skripsi
sebagai salah satu syarat untuk memperoleh
gelar Sarjana Statistika
pada Departemen Statistika
DEPARTEMEN STATISTIKA
Judul Skripsi: Pengendalian Proses secara Statistika pada Pengujian Komposisi
Kimia dalam Baja di PT Krakatau Steel (Persero) Tbk, Cilegon
Nama
: Lili Puspita Rahayu
NIM
:
G14070026
Menyetujui,
Pembimbing I
Dr. Ir. Erfiani, M.Si
NIP. 19660606 198903 2 003
Pembimbing II
Idrus Bambang Iryanto, ST
NIK. 6495
Mengetahui,
Ketua Departemen Statistika
Fakultas Matematika dan Ilmu Pengetahuan Alam
Institut Pertanian Bogor
Dr. Ir. Hari Wijayanto, M.Si
NIP. 19650421 199002 1 001
RIWAYAT HIDUP
Penulis dilahirkan di Metro pada tanggal 01 September 1989 sebagai anak pertama dari tiga bersaudara dari pasangan Suyono, S.Pd dan Emiyati.Penulis telah berhasil menyelesaikan pendidikannya di Sekolah Dasar Negeri (SDN) 2 Tempuran pada tahun 2001. Jenjang pendidikan selanjutnya penulis tempuh di Sekolah Lanjutan Tingkat Pertama Negeri (SLTPN) 6 Metro dan lulus tahun 2004. Pada waktu mengikuti jenjang SLTP, penulis pernah mendapatkan juara II se-Kodya Metro pada Lomba Bahasa Inggris.Penulis menamatkan pendidikannya di Sekolah Menengah Atas Negeri (SMAN) 1 Metro pada tahun 2007. Di tahun yang sama penulis diterima sebagai mahasiswa Departemen Statistika, Institut Pertanian Bogor (IPB) melalui Undangan Seleksi Masuk IPB (USMI).
RINGKASAN
LILI PUSPITA RAHAYU. Pengendalian Proses secara Statistika padaPengujian Komposisi Kimia dalam Baja di PT Krakatau Steel (Persero) Tbk, Cilegon.Dibimbing oleh Dr. Ir. ERFIANI, M.Si dan IDRUS BAMBANG IRYANTO, ST.
PT Krakatau Steel (Persero) Tbk memiliki Dinas Laboratorium Kimia Bahan Baku/ Bahan Pembantu Divisi Pengendalian Kualitas yang bertugas untuk menguji komposisi kimia dalam baja dengan menggunakaan alat Spectrolab M-7. Komposisi kimia yang terkandung dalam baja sangat berpengaruh terhadap kualitas produk yang dihasilkan. Proses pengujian komposisi kimia di perusahaan saat ini merupakan pengendalian proses dengan melakukan pemenuhan nilai standar yang telah ditentukan, dan menunjukan terdapat indikasi adanya ketidakstabilan proses. Suatu proses dianggap stabil adalah proses yang menghasilkan produk dengan keragaman yang hanya disebabkan oleh keragaman alami, sedangkan untuk keragaman tidak alami harus dihindarkan. Oleh karena itu, penelitian ini bertujuan untuk melakukan pengendalian proses secara statistika dengan menerapkan bagan kendali mutu individu dan moving range.
Penerapan dari bagan kendali mutu moving range menunjukan bahwa keragaman yang terjadi pada proses pengujian komposisi kimia merupakan keragaman tidak alami, sehingga proses tersebut perlu upaya untuk mengendalikan agar tetap berada dalam keadaan terkendali secara statistika. Proses pengujian komposisi kimia dalam baja memerlukan perhatian khusus pada unsur terpenting dalam baja yaitu unsur Karbon (C), Sulfur (S), dan Silikon (Si). Perhatian khusus ini dikarenakan unsur kimia C, S, dan Si memiliki nilai rendah pada persentase banyaknya pengamatan terkendali.
Peneliti memberikan informasi tentang upaya pengendalian proses agar menjadi lebih baik lagi. Informasi tersebut mengenai evaluasi pada pengamatan tidak terkendali. Evaluasi ini dilakukan dengan eksplorasi dot plot pada tanggal pengamatan yang tidak terkendali. Hasil dari eksplorasi tersebut menunjukan bahwa pelaksanaan dalam mengendalikan proses pengujian komposisi kimia lebih dioptimalkan lagi pada waktu pertengahan bulan, sehingga dapat meminimumkan keragaman tidak alami di PT Krakatau Steel (Persero) Tbk, Cilegon.
DAFTAR ISI
Halaman DAFTAR GAMBAR ... viii DAFTAR LAMPIRAN ... ix
PENDAHULUAN ... 1
Latar Belakang ... 1 Tujuan ... 1
TINJAUAN PUSTAKA ... 1
Baja ... 1 Spectrolab M-7 ... 2
Sumber Keragaman Proses Pada Produksi... 2 Bagan Kendali Mutu Individu – Moving Range ... 3 Sensitifitas Pada Bagan Kendali Mutu ... 3
METODOLOGI ... 4
Data ... 4 Metode ... 4
HASIL DAN PEMBAHASAN ... 5
Eksplorasi Data ... 5 Bagan Kendali Mutu Moving Range ... 5 Evaluasi Pada Pengamatan Tidak Terkendali ... 7 Bagan Kendali Mutu Individu ... 8
KESIMPULAN DAN SARAN ... 9
Kesimpulan ... 9 Saran... 9
DAFTAR PUSTAKA ... 9
DAFTAR GAMBAR
Halaman
DAFTAR LAMPIRAN
Halaman 1. Perubahan standar blok pada setiap unsur kimia ... 11 2. Individual value plot pada eksplorasi data sebelum dan sesudah pengulangan proses pengujian
komposisi kimia pada 16 unsur kimia... 12 3. Bagan kendali mutu moving range secara keselruhan pada 16 unsur kimia
dalam baja ... 15 4. Bagan spesifikasi mutu pada batas dari standar perusahaan pada 16 unsur kimia
PENDAHULUAN
Latar Belakang
PT Krakatau Steel (Persero) Tbk merupakan perusahaan Badan Usaha Milik Negara (BUMN) penghasil baja terbesar di Indonesia yang didirikan pada tanggal 31 Agustus 1970. Perusahaan ini adalah industri yang mengolah bijih besi dalam bentuk setengah jadi maupun bahan jadi untuk dipasarkan ke konsumen. Produk-produk yang dihasilkan berupa billet baja, baja kawat, pelat baja panas, pelat baja dingin. Baja merupakan campuran besi dan karbon, dimana unsur karbon (C) menjadi dasar campurannya. Disamping itu, baja mengandung beberapa unsur paduan, seperti Krom (Cr), Fosfor (P), Sulfur (S), Mangan (Mn) dan unsur kimia lainnya yang jumlahnya dibatasi berdasarkan kegunaan dan kepentingan serta disesuaikan berdasarkan standar.
PT Krakatau Steel (Persero) Tbk memiliki Dinas Laboratorium Kimia Bahan Baku/ Bahan Pembantu Divisi Pengendalian Kualitas yang bertugas untuk menguji komposisi kimia dalam baja dengan menggunakaan alat Spectrolab M-7. Komposisi kimia yang terkandung dalam baja sangat berpengaruh terhadap kualitas produk yang dihasilkan. Proses pengujian komposisi kimia di perusahaan saat ini merupakan pengendalian proses dengan melakukan pemenuhan nilai standar yang telah ditentukan, dan menunjukan terdapat indikasi adanya ketidakstabilan proses. Suatu proses dianggap stabil adalah proses yang menghasilkan produk dengan keragaman yang hanya disebabkan oleh keragaman alami, sedangkan untuk keragaman tidak alami harus dihindarkan. Oleh karena itu, penelitian ini bertujuan untuk melakukan pengendalian proses secara statistika dengan menerapkan bagan kendali mutu individu dan moving range. Hasil yang diperoleh diharapkan dapat meminimumkan keragaman tidak alami di PT Krakatau Steel (Persero) Tbk, Cilegon.
Tujuan
Penelitian ini bertujuan untuk melakukan pengendalian proses secara statistika pada pengujian komposisi kimia dalam baja di PT Krakatau Steel (Persero) Tbk, Cilegon.
TINJAUAN PUSTAKA
Baja
Baja adalah paduan antara besi dan karbon dengan kadar karbon yang telah ditentukan. Baja sering digunakan dalam bidang otomotif, pembuatan alat-alat pabrik, dan bangunan. Baja juga dapat dikomposisikan dengan unsur-unsur kimia lain yang menguntungkan sehingga dapat menghasilkan baja yang sesuai dengan kebutuhan konsumen (Caing 2004). Baja dapat diklasifikasikan menjadi dua yaitu: 1. Baja karbon
Baja karbon adalah baja yang mempunyai paduan antara besi dan karbon.Unsur karbon mempunyai pengaruh yang sangat besar karena menentukan mutu atau kualitas serta jenis dari baja karbon.Selain itu, unsur karbon juga menentukan kekuatan dan kekerasan dari baja karbon. Semakin besar kandungan karbon dalam baja, maka kekuatan dan kekerasan dari baja karbon akan semakin meningkat.
2. Baja paduan
Baja paduan adalah baja yang mempunyai paduan unsur kimia seperti Silikon (Si), Mangan (Mn), Nikel (Ni), Niobium (Nb), Fosfor (P), Sulfur (S), Tembaga (Cu), Alumunium (Al), Boron (B), Krom (Cr), Vanadium (V), Nitrogen (N), Molibdenum (Mo), Kalsium (Ca), Titanium (Ti).
Kualitas baja sangat bergantung dari komposisi kimia.Hal tersebut mempengaruhi baik kekuatan, ketangguhan, daya tahan korosi. Oleh karena itu, fungsi dari kandungan baja harus perlu diketahui, sehingga dapat menghasilkan baja yang sesuai dengan kebutuhan. Komposisi kimia dalam baja memiliki fungsi masing-masing seperti :
a. Unsur C berfungsi untuk menaikkan kekuatan dan kekerasan dari baja tetapi keuletannya akan menurun.
b. Unsur Si, Al ditambahkan selama pembuatan baja proses untuk menghilangkan oksigen terlarut dari lelehan.
c. Unsur Ni, Cu ditambahkan untuk
meningkatkan ketahanan korosi dalam jumlah kecil, sedangkan dalam jumlah besar terdapat pada unsur Ti.
e. Unsur Ca berfungsi untuk meningkatkan ketangguhan dalam baja.
f. Unsur S dapat menaikkan kekuatan baja tanpa mengakibatkan penurunan terhadap keuletan.
g. Unsur P dapat membuat baja menaikkan fluiditas yang membuat baja mudah dirol panas.
h. Unsur Nb merupakan unsur pembentuk karbida kuat.
i. Unsur N menpunyai efek pengerasan dan penggetasan terhadap baja sehingga dalam beberapa hal mungkin menguntungkan dan dalam beberapa hal mungkin merugikan.
j. Unsur Mn dapat mencegah terjadinya kegetasan pada suhu tinggi terutama pada proses pengolahan panas.
Spectrolab M-7
Pengoperasian rutin pada proses pengujian komposisi kimia dalam baja dengan menggunakan Spectrolab M-7. Alat tersebut digunakan untuk menguji contoh komposisi kimia yang terkandung dalam baja. Proses pengujian pada Spectrolab M-7 memiliki acuan nilai masing-masing unsur kimia yang ditunjukan pada Tabel 1. Nilai tersebut berdasarkan sifat metalurgi yang harus dipenuhi ketika melakukan proses pengujian komposisi kimia, sehingga komposisi kimia memenuhi standar perusahaan.
Tabel 1 Nilai acuan pada masing-masing unsur kimia berdasarkan sifat metalurgi
Unsur Kisaran
Konsentrasi (%)
Panjang Gelombang
(nm)
C 0.00100 – 5.00 193.092
Si 0.00100 – 5.30 288.160
Mn 0.00100 – 5.00 293.306
P 0.00050 – 0.140 178.287
S 0.00050 – 0.200 180.731
Cr 0.00100 – 30.00 267.716
Mo 0.00100 – 3.59 281.615
Ni 0.00100 – 30.00 352.454
Al 0.00100 – 1.81 396.153
Cu 0.00100 – 3.00 327.396
Nb 0.00100 – 0.320 319.498
Ti 0.00100 – 0.800 337.280
V 0.00030 – 0.950 311.071
Ca 0.00010 – 0.0500 393.367 B 0.00010 – 0.0140 182.640 N 0.00080 – 0.0500 149.262
Adapun prosedur pengujian serta
apabila standarisasi alat uji telah selesai, maka dilakukan pengecekan standar contoh yang biasa digunakan secara rutin untuk mendapatkan hasil yang sesuai dengan batas-batas toleransi. Apabila terdapat data hasil pengujian unsur-unsur yang keluar dari nilai batas yang diperbolehkan, maka dilakukan perubahan intensitas nilai obtained unsur-unsur tersebut. Standar contoh tersebut diuji kembali untuk memastikan hasilnya telah sesuai atau tidak. Jika semua standar contoh telah selesai dianalisa dan hasilnya baik, maka hasil pengujian tersebut dicetak bersamaan dengan hasil proses standarisasi, dan disimpan di tempat arsip standarisasi rutin (Dinas Laboratorium Kimia 2008).
Sumber Keragaman Proses Pada Produksi
Setiap proses produksi selalu dirancang dan dipertahankan dengan hati-hati dan baik, meskipun demikian keragaman alami akan selalu terjadi dalam proses tersebut. Keragaman alami merupakan penyebab kumulatif terhadap besar kecilnya penyebab dasar yang tidak dapat dihindarkan. Jika keragaman alami dalam proses relatif kecil, maka dapat diketahui tingkatan yang dapat diterima pada kinerja proses. Pada pengendalian kualitas secara statistika, keragaman alami sering disebut sistem yang stabil dari penyebab kebetulan. Sebuah proses beroperasi yang hanya dikarenakan penyebab kebetulan, maka proses tersebut termasuk keadaaan yang terkendali secara statistika. Oleh karena itu, penyebab kebetulan merupakan bagian tidak terpisahkan dari proses.
Ada jenis lain dari keragaman yang sesekali terjadi pada pengamatan yang keluar dari sebuah proses. Keragaman tersebut disebut keragaman tidak alami. Keragaman ini dalam teori pokok karakteristik kualitas biasanya timbul dari tiga sumber yaitu penurunan kinerja mesin, kesalahan operator, dan cacat bahan baku. Keragaman tidak alami pada umumnya relatif besar jika dibandingkan dengan keragaman alami. Keragaman tidak alami biasanya merupakan tingkatan yang tidak dapat diterima dalam kinerja proses.
beroperasi dalam bagan kendali mutu, menghasilkan produk yang dapat diterima untuk jangka waktu yang relatif lama. Proses ini akan selalu terjadi keragaman tidak alami, sehingga proporsi pada pengamatan tidak terkendali akan lebih besar. Tujuan utama dari pengendalian proses secara statistika adalah dengan cepat mendeteksi terjadinya keragaman tidak alami atau pergeseran proses, sehingga proses pengidentifikasi dan tindakan korektif dapat dilakukan sebelum unit yang tidak sesuai banyak diproduksi.
Bagan kendali mutu secara luas digunakan untuk tujuan ini. Bagan kendali mutu juga dapat memberikan informasi yang berguna dalam meningkatkan proses. Oleh karena itu, tujuan akhir dari pengendalian proses secara statistika adalah menghapus keragaman dalam proses. Tujuan ini tidak mungkin untuk sepenuhnya menghilangkan keragaman, tetapi bagan kendali mutu adalah alat yang efektif dalam mengurangi
keragaman sebanyak mungkin (Montgomery 1991).
Bagan Kendali Mutu Individu - Moving Range
Bagan kendali mutu individu-moving range (MR) merupakan bagan kendali dengan menggunakan ukuran contoh n=1 untuk pengendalian proses. Ini terjadi apabila tingkat produksi apabila terlalu lamban untuk menggunakan ukuran contoh n>1, atau apabila dilakukan pengukuran-pengukuran berulang yang hanya berbeda karena kesalahan laboratori atau analisis, seperti dalam proses kimia. Bagan kendali mutu ini juga dapat digunakan jika pengambilan contoh dilakukan sekali per shift, per hari, atau per bagian (Alsup, Ricky 1993).
Jika bagan kendali mutu individu dan MR keduanya menunjukkan amatan tidak terkendali, maka harus dilakukan terlebih dahulu menghilangkan sebab-sebab terduga pada bagan kendali mutu MR. Interpretasi pada bagan kendali mutu Individu tidak dilakukan, apabila bagan kendali mutu MR menunjukkan keadaan tidak terkendali (Montgomery 1991).
Bagan kendali mutu MR merupakan bagan yang digunakan untuk mengendalikan ukuran penyebaran. Menurut Farnum (1994) menyatakan bahwa perhitungan nilai MR merupakan perhitungan iteratif. Keragaman proses didefinisikan dengan MRi = |xi - xi-1|,
sehingga dapat menggunakan dua observasi berurutan.
Batas bagan kendali moving range yaitu :
6
6
Bagan kendali mutu individu merupakan bagan yang digunakan untuk mengendalikan ukuran pemusatan.
Batas bagan kendali individu yaitu :
Keterangan :
BPA : Batas Pengendali Atas
BP : Batas Pengendali
BPB : Batas Pengendali Bawah : Nilai rata-rata
: Nilai rata-rata moving range
Penentuan batas pengendali diperlukan
pendugaan untuk dengan
mengasumsikan bahwa karakteristik mutu
menyebar normal. Penduga dapat
diperoleh dari sebaran rentang relatif . Jika merupakan fungsi n yang diketahui dan MR = Wσ, maka = , dan nilai = . Oleh karena itu, konstanta
merupakan nilai harapan rentang relatif
dengan rumus dan rumus
konstanta = .
kriteria terpenuhi.Beberapa aturan sensitifitas yang banyak digunakan dalam praktik tercantum di bawah ini(Montgomery 1991).
1. Satu atau lebih titik pengamatan di luar batas kontrol.
2. Sebuah bagan kendali mutu menjalankan minimal delapan titik pengamatan, titik pengamatan menjalankan di atas atau di bawah garis tengah.
3. Dua dari tiga titik pengamatan berturut-turut di luar batas peringatan 2 sigma, tetapi masih dalam batas kendali mutu. 4. Empat atau lima titik pengamatan
berturut-turut di luar batas 1 sigma. 5. Pola tidak acak dalam data.
6. Satu atau lebih titik pengamatan mendekati batas peringatan.
Salah satu kriteria yang selalu diperhatikan adalah pengamatan dalam bagan kendali mutu sering membentuk pola tidak acak. Pola tidak acak terjadi jika proses tidak menunjukan keadaan stabil pada bagan kendali (Banks 1989). Pendeteksian pola pada bagan kendali mutu seperti :
a. Siklus
Perubahan pengamatan terjadi secara cepat yang memiliki pola berulang dari nilai pengamatan tertinggi ke nilai pengamatan terendah.
b. Perubahan bertahap
Perubahan pengamatan terjadi dari waktu ke waktu dan proses mencapai keadaan stabil pada tingkat lain.
c. Campuran
Perubahan pengamatan cenderung mendekati batas pengendali atas dan bawah, serta adanya fluktuasi mendekati batas pengendali. Pola campuran juga merupakan kombinasi dari dua pola yang berbeda, satu terdapat pada tingkat tinggi dan lainnya pada tingkat rendah di bagan yang sama.
d. Stratifikasi
Perubahan pengamatan yang berfluktuasi secara alami di dalam batas pengendali, atau titik-titik pengamatan tersebut mendekati garis tengah.
e. Pergeseran yang dilakukan secara tiba-tiba
Pergeseran tiba-tiba ditunjukan oleh perubahan seketika dalam satu arah atau arah yang lain. Jika terdapat dua sebaran yang mendasarinya dan menggunakan plot secara terpisah, maka dua sebaran tersebut akan menunjukan hasil yang
f. Perubahan sistematik
Perubahan pengamatan yang berfluktuasi acak namun menunjukan perubahan yang beraturan.
g. Perubahan Trend
Perubahan yang didefinisikan sebagai gerakan terus menerus dari pengamatan menuju batas pengendali atas atau bawah.
METODOLOGI
Data
Data yang digunakan adalah data sekunder yang merupakan data Statistical Process Control (SPC) pada hasil pengujian contoh komposisi kimia dalam baja yang dilakukan oleh kelompok analis shift II di Dinas Laboratorium Kimia PT Krakatau Steel. Data SPC yang akan dianalisis adalah data harian dimulai dari bulan Februari 2008 sampai Mei 2011.Data SPC terdiri dari 16 Unsur kimia yangtelah mendapat ISO 17025 yaitu C, Si, Mn, Ni, Nb, P, S, Cu, Al, B, Cr, V, N, Mo, Ca, Ti.Satuan pada komposisi kimia dalam baja berupa persentase (%). Masing-masing unsur kimia memiliki standar blok dan mengalami perubahan standar pada rentang waktu pengamatan selama 37 bulan dari bulan Februari 2008 sampai Februari 2011 yang dapat ditunjukan padaLampiran 1.
Metode
Penelitian ini dilakukan dengan dua subbagian pelaksanaan. Bagian pertama untuk mengidentifikasi keragaman yang terjadi pada pengendalian proses pengujian dengan menggunakan data SPC harian dari bulan Februari 2008 sampai Februari 2011. Bagian kedua untuk melihat perkembangan dari keragaman proses selanjutnya dengan menggunakan data SPC harian Maret 2011 sampai Mei 2011.
Tahapan–tahapan yang dilakukan dalam penelitian ini adalah sebagai berikut : 1. Melakukan eksplorasi data SPC untuk
mengidentifikasi adanya perbedaan antara data sebelum dan sesudah perbaikan, tanggal pengamatan yang tidak terkendali dari setiap pengamatan unsur kimia.
unsur kimia yang paling banyak mengalami keadaan terkendali.
3. Melakukan eksplorasi pada bagan
kendali mutu Moving Range untuk mendeteksi dan mengidentifikasi keragaman pada setiap unsur kimia.
4. Membuat bagan kendali mutu Individu untuk mengendalikan ukuran pemusatan pada setiap unsur kimia yang keragamannya sudah terkendali.
5. Membandingkan batas pada bagan
kendali mutu Individu dengan batas dari standar PT Krakatau Steel untuk menentukan batas spesifikasi dan batas kendali.
6. Membuat dot plot untuk mengetahui tanggal yang mengalami keadaan tidak terkendali terbanyak pada semua unsur kimia, sehingga dapat dibuat perbaikan untuk pengendalian proses yang lebih baik.
Software yang digunakan untuk menganalisis data dalam penelitian ini adalah Minitabversi 16 dan Microsoft Excel versi 2010.
HASIL DAN PEMBAHASAN
Pengendalian proses secara statistika yang akan dilakukan dalam penelitian ini adalah menerapkan bagan kendali mutu individu dan moving range untuk mengidentifikasi keragaman yang terjadi. Hasil dari identifikasi keragaman tersebut akan ditindaklanjuti dengan melakukan eksplorasi dot plot terhadap tanggal yang tidak terkendali yang dapat dijadikan sebagai informasi untuk melakukan pengendalian proses pengujian komposisi kimia lebih baik lagi di PT Krakatau Steel (Persero) Tbk, Cilegon.
Eksplorasi Data
Data sebelum dan sesudah terjadi pengulangan prosesakan dieksplorasi dengan menggunakan invidual value plot. Data sesudah terjadi pengulangan adalah data yang sebelumnya tidak memenuhi standar perusahaan.Hasil dari eksplorasi dari bulan Februari 2008 sampai Februari 2011 menunjukan bahwa terdapat perbedaan yang cukup signifikanantara pengamatan sebelum dan sesudah proses pengujian yaitu pada unsur kimia B, Mo, S, C, Si, dan N.
Sebelum Sesudah Gambar 1 Individual value plot unsur N.
Gambar 1 menunjukan bahwa hasil dari invidual value plot unsur N mengiterpretasi bahwa data sebelum dengan data sesudah pengulangan proses telah mengalami perubahan bentuk pada sekumpulan data tersebut. Eksplorasi ini dapat dibuktikan dengan nilai persentase banyaknya pengamatan yang terkendali pada masing-masing unsur kimia.
Persentase banyaknya pengamatan terkendali diurutkan dari nilai tertinggi sampai terendah yang dapat dilihat pada Tabel 2. Besaran yang digunakan peneliti untukmenilai persentase yang dianggap baik pada masing-masing unsur kimia yaitu jika telah mencapai nilai lebih dari 90 %. Hasil persentase menginterpretasi bahwa unsur kimia yang harus diperhatikan dalam pengendalian proses pengujian komposisi kimia dalam baja berdasarkan Tabel 2 adalah B, Mo, S, C, Si, N. Oleh karena itu, unsur N memiliki nilai persentase pengamatan terkendali terendah yaitu sebesar 43.020 %.
Unsurterpenting dalam baja yaitu C, S, P, Mn, Cr, Si. Pada khususnya unsur C, S, Si harus lebih diperhatikan kembali dan umumnya untuk unsur kimia lainnya yang terkandung dalam baja pun diperhatikan juga. Perhatian khusus ini dikarenakan unsur kimia C, S, dan Si memiliki nilai rendah pada persentase banyaknya pengamatan terkendali.
Unsur– unsur kimia dalam baja memiliki karakteristik yang berbeda-beda, sehingga dalam melakukan pengujian contoh komposisi kimia harus teliti dan berhati-hati sesuai prosedur. Penyebab dari keadaan tidak terkendali tersebut akan diidentifikasi dengan melihat adanya keragaman dalam proses pengujian yang terjadi pada setiap unsur kimia pada bagan kendali mutu Moving Range.
Kimia Pengamatan Terkendali (%)
1. P 97.507
2. Cu 97.191
3. V 97.190
4. Cr 96.527
5. Ni 96.022
6. Ca 94.880
7. Mn 94.780
8. Ti 92.710
9. Al 91.680
10. Nb 91.530
11. B 86.120
12. Mo 84.640
13. S 83.680
14. C 83.570
15. Si 79.340
16. N 43.020
Bagan Kendali Mutu Moving Range
Bagan kendali mutu MR menunjukan semua amatan terkendali, namun belum tentu memiliki keragaman yang baik. Bagan kendali mutu MR ini akan dianalisis secara keseluruhan yaitu pada rentang waktu pengamatan selama 37 bulan yang dilihat dari 31 perubahan standar blok unsur kimia, dan dianalisis per bulan dari bulan Februari 2008 sampai Februari 2011. Perubahan standar blok tersebut disebabkan oleh alat Spectrolab M-7 yang bersifat kondisional yaitu alat ini memiliki rentang batas sesuai dengan kebutuhan produksi dari perusahaan. Alat ini selalu diperiksa setiap shift dengan melakukan standarisasi dan mengganti nilai obtained pada pengamatan yang tidak memenuhi batas perusahaan. Pengidentifikasian keragaman akan dianalisis pada masing-masing unsur kimia berdasarkan presentase unsur terkendali dari nilai tertinggi sampai terendah, yaitu dari unsur P, Cu, V, Cr, Ni, Ca, Mn, Ti, Al, Nb, B, Mo, S, C, Si, N.
Keragaman pada komposisi kimia dalam baja dengan eksplorasi bagan kendali mutu MR pada Lampiran 3 menginterpretasi bahwa beberapa unsur kimia yang memiliki persentase terkendali rendah di bawah persentase 90% menunjukan banyak pengamatan terkendali. Unsur kimia tersebut seperti unsur B, Mo, S, kecuali C, Si, dan N yang dapat ditunjukan pada Gambar 2 yaitu unsur Boron (B).
Gambar 2 Bagan kendali mutu moving rangeunsur B.
[image:30.612.336.495.83.190.2]Unsur kimia yang memiliki persentase baik di atas 90% seperti unsur V, Cr, Ni, Ca, Mn, Ti, Al, kecuali unsur kimia P, Cu, Ca, Nb menunjukan bahwa banyak pengamatan tidak terkendali. Salah satu hasilnya dapat ditunjukan pada Gambar 3 yaitu unsur Cr.
Gambar 3 Bagan kendali mutu moving rangeunsur Cr.
Hasil dari bagan kendali mutu moving range dapat dibuktikan juga dengan tindakan dari PT Krakatau Steel yang sangat berhati-hati dan teliti pada saat pengujian unsur kimia yang memiliki banyak amatan yang tidak terkendali.
Batas pada bagan kendali mutu MR yang dianalisis secara keseluruhan lebih sempit dibandingkan dengan bagan kendali mutu MR yang dianalisis per bulan. Oleh karena itu, pada bagan MR yang dianalisis secara keseluruhan menunjukan banyaknya pengamatan yang tidak terkendali. Keadaan ini dikarenakan terjadinya pergeseran proses yang lebih teliti pada setiap amatan.
unsur Mo dapat ditunjukan pada Gambar 4. Oleh karena itu, masih perlu dilakukan peningkatan proses pada pengujian komposisi kimia agar menghasilkan keragaman yang lebih homogen.
Tanggal Pengamatan Gambar 4 Bagan kendali mutu moving
rangeunsur Mo.
Keragaman yang sudah diidentifikasi polanya, kemudian akan dilihat perkembangan selanjutnya pada bagan kendali mutu MR dari bulan Maret 2011 sampai Mei 2011. Hasil perkembangan tersebut menunjukan bahwa pada setiap unsur kimia juga masih memiliki keragaman yang masih rendah dan berpola campuran, baik dianalisis secara keseluruhan dan per bulan.
Seluruh unsur kimia memiliki keragaman yang berpola campuran. Hal ini dapat disebabkan oleh sa