UNIVERSITI TEKNIKAL MALAYSIA MELAKA
DESIGN AND FABRICATE MOLD FOR POLYMER BASED
INTERLOCKING TILES
This report submitted in accordance with the requirement of Universiti Teknikal Malaysia Melaka (UTeM) for the Bachelor’s Degree in Manufacturing Engineering
Technology (Product Design) with Honours
by
MUHAMMAD IZZAT IQBAL BIN SUPANDI B071210578
900909-01-6017
iii
DECLARATION
I hereby, declared this report entitled “Design and Fabricate Mold for Polymer Based Interlocking Tiles” is the results of my own research except as cited in references.
Signature : ………
iv
APPROVAL
This report is submitted to the Faculty of Engineering Technology of UTeM as a partial fulfillment of the requirements for the degree of Bachelor of Manufacturing Engineering Technology (Product Design) (Hons.). The member of the supervisory is as follow:
v
ABSTRACT
vi
ABSTRAK
vii
DEDICATIONS
viii
ACKNOWLEDGMENTS
I would like to express my appreciation to Allah S.W.T. for giving me grace, love and blessing, to help me to pursue my ambition up to this point of my life.
I would like to submit my greatest gratitude to my supervisor, Mr Hairul Effendy Bin Ab Maulod for his sincere guidance and help to complete this project.
I am very indebted to my respectful teaching engineers Mr Syafik Bin Jumali and Mr Syahrul Azwan Bin Sundi @ Suandi from the Manufacturing Engineering Technology Department for their sincere help in preparing this project.
ix
2.4 Material selection for tile 11
x
3.3 Material selection 25
3.4 Analysis 25
3.5 Machining 27
CHAPTER 4: RESULT AND DISCUSSION 29
4.1 Tile material selection 29
4.2 Tile design and simulation 30
4.2.1 First design 30
4.2.2 Second design 32
4.2.3 Third design 34
4.3 Material selection for mold 37
4.4 Mold cavity and core design and simulation 37
4.5 Mold fabrication 44
CHAPTER 5: CONCLUSION AND RECOMMENDATION 46
5.1 Summary of research 46
5.2 Suggestion of future work 46
REFRENCES 47
APPENDICES 49
APPENDIX A 50
1
CHAPTER 1
INTRODUCTION
This chapter will explain the overview of the study and the purpose of this study. The chapter includes the background of the study, problem statement, objectives that is expected to be achieved and the scope of the study that is going to be conducted.
1.1 Background of Study
Interlocking tiles is a product that cover cement floors with an added aesthetic look and comes with safety measures as it minimizes tripping hazard due to uneven floor surface and as an aid in water drainage which keep areas both dry and safe. Furthermore, interlocking tiles are easy to install, customizable and affordable. Interlocking tiles can be divided into two main categories which are rubber tiles and polymeric tiles. Polymeric tiles are chosen in this research because it is on option for ceramic tiles that have been used widely around the world.
The most common material used to manufacture interlocking tiles is polymer. Polymer is a plastic resin that can be enhance by adding color and other additive to fortify the properties of the resin such as strength and flexibility before it undergoes molding process (Ibeh C.C., 2011). For this project, polypropylene is selected because the material is easy to obtain.
2
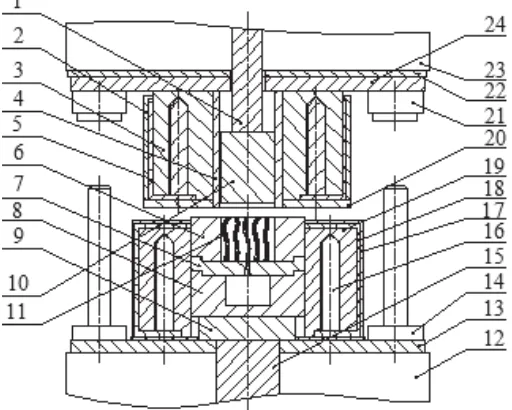
Hot press molding is a type of manufacturing process where plastic pellets is heated to certain temperature inside the mold cavity until the plastic melts and give the desired shape based on the mold itself. As for the hot press mold, it refers to an arrangement of hollow cavity spaces built to the shape of preferred product in one assembly to produce plastic product in mass production. The cavity space consists of female mold part known as cavity and male mold part known as core. There are limits in what material should be used for making hot press molding as this process usually use thermoplastic materials and also applicable to certain thermoset material (Rees H., 2002).
Hot press molding consists of multiple part as shown on Figure 1.1 such as (1) pressure head, (2) upper shell, (3) upper heat retainer, (4) guide sleeve, (5) upper asbestos insulation, (6) heating room, (7) die orifice, (8) female die, (9) roof plate, (10) punch, (11) billet, (12) workbench, (13) lower template, (14) guide pin, (15) ejector pin, (16) electric iron core, (17) lower shell, (18) lower asbestos insulation, (19) lower heat retainer, (20) fixed plate, (21) guide sleeve, (22) upper insulation cushion, (23) movable beam and (24) upper template (Zhang, et al., 2011).
3
1.2 Problem Statement
Ceramic tiles were applied for many purposes since the early time. Some of its example was the Great Pyramid in Egypt and the ancient Babylon. The structure made of ceramic still exist and in good condition. This shows how durable this material is. Material to make ceramic is really easy to obtain as different types of clays can be found nearly everywhere on earth. However, to make this ceramic tile uses massive amount of energy as the clay need to be fired at least once at typical firing temperature of 1204°C (Abraham et al., 2010).
Polymeric tiles in the other way, is easy to manufacture as it has low melting point. Besides that, most of polymers can be recycle and reproduce. Polymer can also blends with other material to improve its mechanical properties which may result to improvement of wear resistance and improve friction (El-Abden et al.,2014).
There are basic steps to install a ceramic tile that is preparing the surface, creates layout lines, tile fitting and cutting, setting the tiles with adhesive, filling joints with grout and in some cases, sealing the grout joints or tile (Barret J., 1993).
Although ceramic tiles installation can be done by certain individual, it takes technical skills such as measuring to draw layout for floor design, mark reference lines and test corners for square. After all the measuring, the floor needs to be spread mortar evenly before the tiles can be place on top of it. This requires skills and experience to make sure that the surface of the tile flooring is even on all side. The final process is applying grout between the gaps to make sure the tile floor is waterproof. This process is a quite messy and cleaning is required to remove any excessive grout (Farris J., 2007).
4
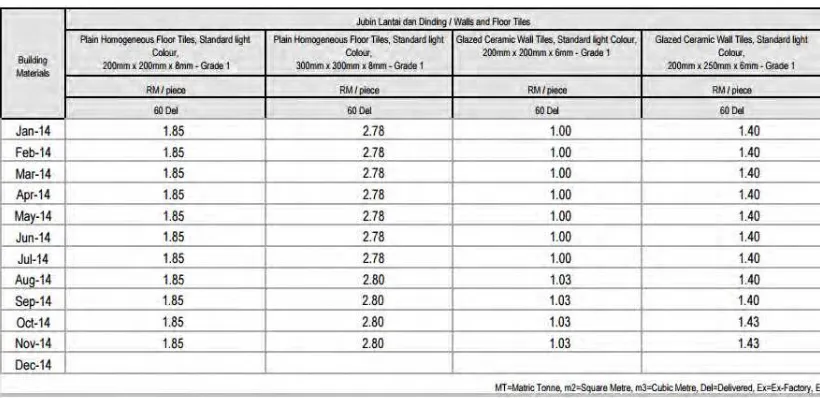
Table 1.1: Price report of floor tiles January 2014 to December 2014, CIDB.
1.3 Objectives
The general objective of this project is to design and fabricate mold for hot press to produce polymer based interlocking tiles. For the specific objective, this project aims;
1) To obtain the best design for polymeric interlocking tiles.
2) To determine the core and die design and fabricate specifically for hot press. 3) To fabricate mold prototype for hot press.
1.4 Scope
5
CHAPTER 2
LITERATURE REVIEW
This chapter explains about all findings obtained from many literature reviews, which may come from the internet, journals, article and books about the topic related to this study. This section includes findings about the overview of interlocking tiles design, hot press molding, mold design and mold making process.
2.1 Issues
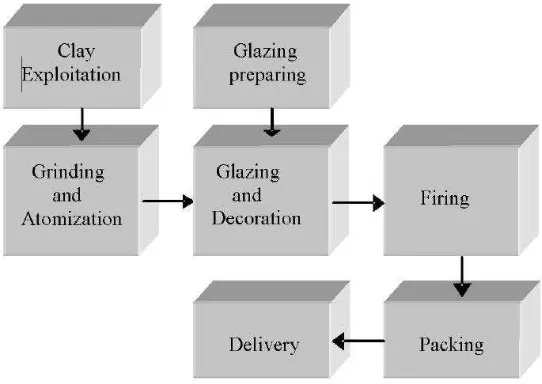
The ceramic tile is giving a bad influence to the environment due to consumption of energy sources, raw material, emission and waste that emerged throughout the production (Hocenski et al., 2006). Figure 2.1 shows the schematic diagram of making a ceramic tile.
6
2.2 Part design process
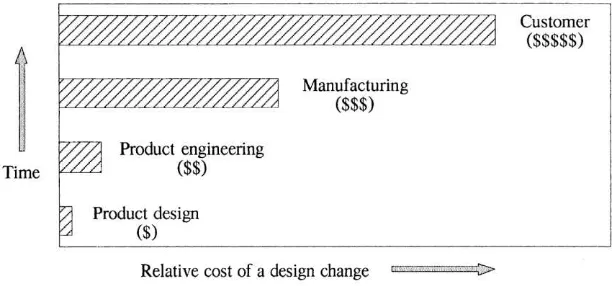
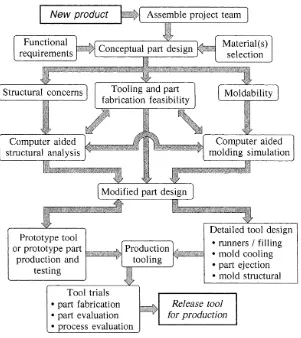
To design a plastic part, there are several approach and methods available. One of the method that is widely been used in industry is the concurrent engineering. This method is a time and cost saving method as the development process is team oriented with improved communication between different groups which is marketing, design engineering, and manufacturing groups as shown in Figure 2.2 (Malloy R.A., 2011).
Figure 2.2: Relative cost of a design change vs time in concurrent engineering.
7
Figure 2.3: Concurrent engineering flow chart.
Plastic part design is best accomplished using the practice of concurrent engineering. These are steps to accomplished plastic part design and fabrication which is:
1) Defining end-use requirements 2) Create preliminary concept sketch 3) Initial materials selection
4) Design part in accordance with material properties 5) Final materials selection
6) Modify design for manufacturing 7) Prototyping
8
2.3 Part design
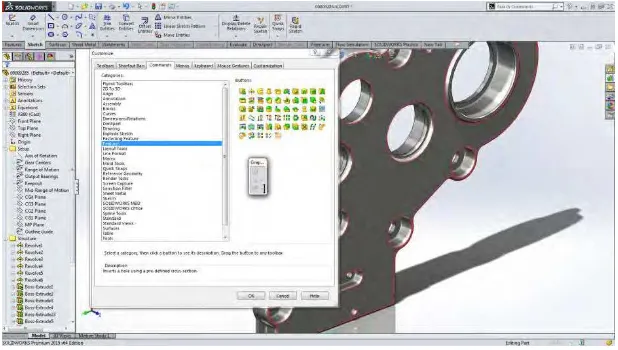
The design sketched is turned into computer aided drawing (CAD) using SolidWorks software. It is one of the most popular 3D CAD software. It has become favorite design tool among engineers, mechanical designers and industrial designer. This is because of its easy-to-learn graphical user interface and tremendous tool set. Its ability to create 3D solid geometric is later transformed into technical drawings, manufacturing instructions, animation, instruction manual, vivid renderings, and other types of document. Other features such as simulation and analysis have become an extra as the designer can evaluate whether his product is good enough (Ruiz A.R., 2010).
Figure 2.4: SolidWorks user interface.
SolidWorks is used to make virtual prototype. It helps you to visualize the product in most realistic way without producing the real physical part. This term is called modelling. Feature-based modelling is a term where model building is created incrementally identifying functional shape and applying process to create the desired shape. For example, a simple box can be created by using the Extrude process and a sphere is created by using Revolve process. Visualizing the 3D shape is required to make the 2D sketch (Lombart M., 2007).
9
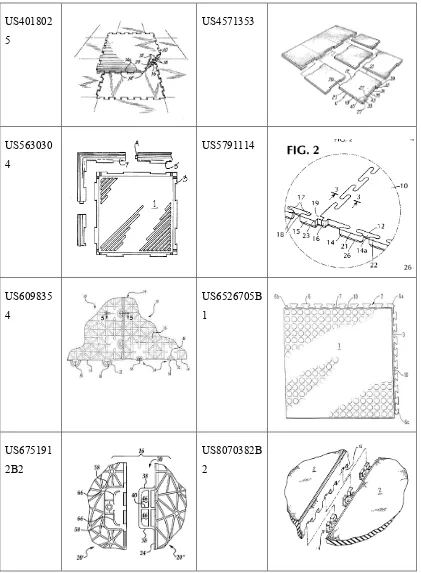
Table 2.1: Interlocking designs that have been patent.
US401802 5
US4571353
US563030 4
US5791114
US609835 4
US6526705B 1
US675191 2B2
11
2.4 Material selection for tile
There are various thermoplastic are available to use in the hot press molding. The typical raw materials of plastics are oil, natural gas, coal, agricultural products such as corn, soybean, etc, chemicals such as benzene, glycols, isocyanates, phenols, sodium chloride, etc. These raw materials are not directly turned into polymer as chemical treating process is required. All the process takes place in the refinery and specialized laboratory (Petrovic Z.S., 2006).
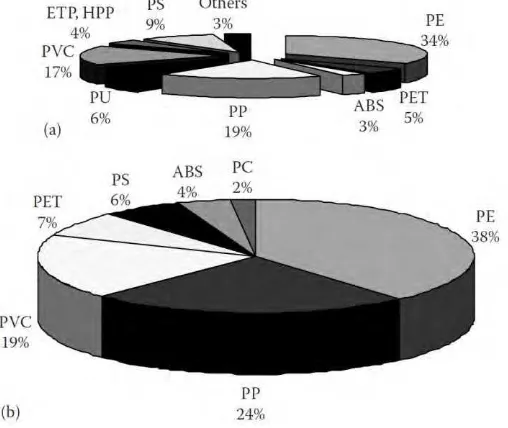
In year 1954, Carl Ziegler and Guilo Natta invented stereospecific catalysts. Their invention was commercialized by Phillips Petroleum Co. which later produced linear polyethylene (PE), medium density polyethylene (MDPE), and high density polyethylene (HDPE). Ziegler-Natta invention also spurred the development of polypropylene (PP) which is the second most popular plastic material. In the United State of America alone, annual consumption of polypropylene is approximately 37 billion pounds. This makes polypropylene (PP) second largest thermoplastic used after polyethylene (PE) (Ibeh C.C., 2011).
Figure 2.5: Material used in plastic industry all over US.
12
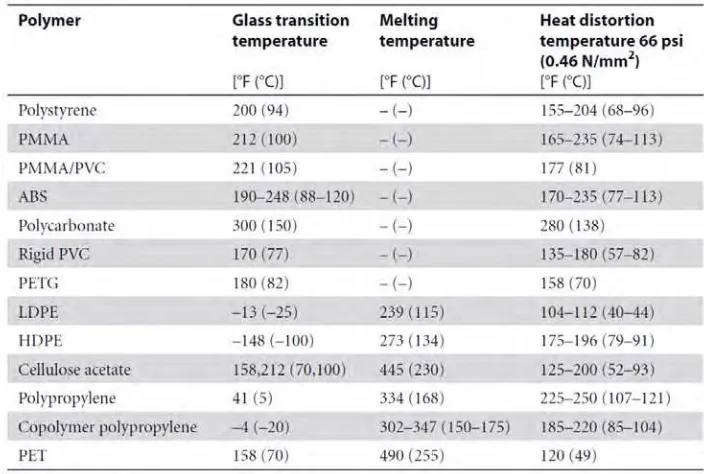
Polypropylene has a low glass transition temperature which is around 4°C. Besides that, it also has a relatively high melting which is around 163°C (Throne J.L., 2008).
Table 2.2: Difference of glass transition temperature, melting temperature and heat distortion temperature in polymer.
Polypropylene basically does not react chemically, but the presence of methyl groups make it susceptible than HDPE to react with strong oxidizing agents. It also has resistance against dilute or concentrated alcohol, acids, bases and mineral oils. This is why polypropylene is a good choice to manufacture consumer products due to its chemical resistance and temperature resistance. However, polypropylene has a relatively low yield strength which is only around 4500 to 5400 psi (Ibeh C.C., 2011).
13
Table 2.3: Property or characteristic between major polymer.
2.5 Compression molding
Compression molding is a cheaper way to manufacture molded part using thermoset molding compounds. It is an advantage to use this kind of mold to manufacture large, thin walled part that have tendency to warp.
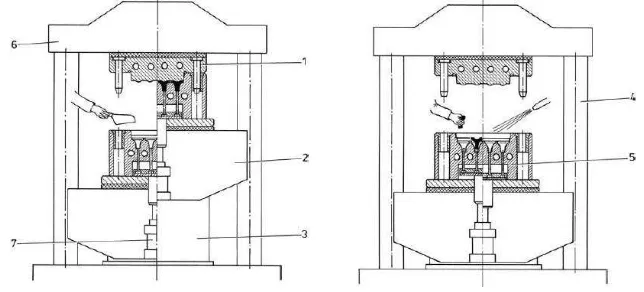
The mold is heated before the molding compound is loaded into the mold manually or using loading device. After loading the molding compound, the mold is closed which tentatively build up pressure, heat and pressure exposure to the molding compound. Ventilation is created if necessary. After a period of time, the mold is opened and the preform is ejected manually or using a removal tool as shown in Figure 2.6 (Mennig et al., 2013).
14
2.6 Mold design
Mold has its own purposes. The main purpose of mold is to accurately shape and hold part that meets all the desired specification. It also needs to have dimensionally stable surface so that the parts can be repeatedly produced (Throne J.L., 2008).
There are several problems need to be identified before designing a mold such as material type, machine provided, user, component requirements, customer demands and production facility. Each aspect needs to be narrowed down as early as possible in order to satisfy the aspects into the design. The design phase is basically divided into three main phases.
Figure 2.7: Phase of designing a mold.
15
To draft design of the mold, several information should be obtained such as building size, material of mold, gate system, slider position, control system, parting line position, cooling, ejector position and cycle time. This is to ensure that the mold design in 2D will be the actual design draft which later will be executed in 3D.
Detailing phase which usually developed in 3D CAD will speed up the work preparation and creation of machine program in the production process. This allows the mold designer to select standard part from various manufacturers and accelerating the design process (Mennig et al., 2013).
Figure 2.8: 3D CAD of a mold.
Autodesk Moldflow Analysis has been largely used to simulate the filling pattern inside a mold which results to defects detection without making any prototype. This process fully utilizing the 3D CAD data made out in the earlier process (Shin et al., 2013).