1.1 Kekerasan Sebelum Proses Quenching
VHN = = 1,8544
Bahan Original (Tanpa perlakuan )
VHN1 = 1,8544
= 1,8544
VHN1 = 201,564 kgf/mm2
VHN2 = 1,8544
= 1,8544
VHN2 = 174,942 kgf/mm2
VHN3 = 1,8544
= 1,8544
VHN3 = 187,313 kgf/mm2
VHN4 = 1,8544
= 1,8544
VHN4 = 180,038 kgf/mm2
VHN = 185,964 kgf/mm2
Karburasi selama 2 jam VHN1 = 1,8544
= 1,8544
VHN1 = 206,044 kgf/mm2
VHN2 = 1,8544
= 1,8544
VHN2 = 159,860 kgf/mm2
VHN3 = 1,8544
= 1,8544
VHN3 = 159,860 kgf/mm2
VHN4 = 1,8544
= 1,8544
VHN4 = 159,860 kgf/mm2
VHN5 = 1,8544
= 1,8544
VHN5 = 159,860 kgf/mm2
VHN6 = 1,8544
= 1,8544
VHN6 = 159,860 kgf/mm2 VHN7 = 1,8544
= 1,8544
VHN7 = 149,548 kgf/mm2
VHN8 = 1,8544
= 1,8544
VHN8 = 146,015 kgf/mm2
VHN9 = 1,8544
= 1,8544
VHN9 = 159,860 kgf/mm2 LAMPIRAN 1
= 1,8544
VHN10 = 168,581 kgf/mm2
VHN = 162,934 kgf/mm2
Karburasi 4 Jam VHN1 = 1,8544
= 1,8544
VHN1 = 185,440 kgf/mm2
VHN2 = 1,8544
= 1,8544
VHN2 = 173,306 kgf/mm2
VHN3 = 1,8544
= 1,8544
VHN3 = 155,830 kgf/mm2
VHN4 = 1,8544
= 1,8544
VHN4 = 147,174 kgf/mm2
VHN5 = 1,8544
= 1,8544
VHN5 = 162,666 kgf/mm2
VHN6 = 1,8544
= 1,8544
VHN6 = 155,830 kgf/mm2
VHN7 = 1,8544
= 1,8544
VHN7 = 170,128 kgf/mm2
VHN8 = 1,8544
= 1,8544
VHN8 = 178,306 kgf/mm2
VHN9 = 1,8544
= 1,8544
VHN9 = 159,860 kgf/mm2
VHN10 = 1,8544
= 1,8544
VHN10 = 158,495 kgf/mm2
VHN = 164,703 kgf/mm2
Karburasi 6 Jam VHN1 = 1,8544
= 1,8544
VHN1 = 164,105 kgf/mm2
VHN2 = 1,8544
= 1,8544
VHN2 = 178,306 kgf/mm2
VHN3 = 1,8544
= 1,8544
VHN4 = 1,8544
= 1,8544
VHN4 = 174,942 kgf/mm2
VHN5 = 1,8544
= 1,8544
VHN5 = 181,803 kgf/mm2
VHN6 = 1,8544
= 1,8544
VHN6 = 167,062 kgf/mm2
VHN7 = 1,8544
= 1,8544
VHN7 = 168,581 kgf/mm2
VHN8 = 1,8544
= 1,8544
VHN8 = 178,306 kgf/mm2
VHN9 = 1,8544
= 1,8544
VHN9 = 181,803 kgf/mm2
VHN10 = 1,8544
= 1,8544
VHN10 = 180,308 kgf/mm2
VHN = 174,534 kgf/mm2
Karburasi 8 Jam VHN1 = 1,8544
= 1,8544
VHN1 = 180,038 kgf/mm2
VHN2 = 1,8544
= 1,8544
VHN2 = 178,306 kgf/mm2
VHN3 = 1,8544
= 1,8544
VHN3 = 174,942 kgf/mm2
VHN4 = 1,8544
= 1,8544
VHN4 = 171,702 kgf/mm2
VHN5 = 1,8544
= 1,8544
VHN5 = 170,128 kgf/mm2
VHN6 = 1,8544
= 1,8544
VHN6 = 162,666 kgf/mm2
VHN7 = 1,8544
= 1,8544
VHN7 = 161,251 kgf/mm2
VHN8 = 165,570 kgf/mm2
VHN9 = 1,8544
= 1,8544
VHN9 = 165,570 kgf/mm2
VHN10 = 1,8544
= 1,8544
VHN10 = 193,165 kgf/mm2
VHN = 174,665 kgf/mm2
1.2 Kekerasan Sesudah Proses Quenching menggunakan oli
VHN = = 1,8544
Bahan Original (Tanpa perlakuan )
VHN1 = 1,8544
= 1,8544
VHN1 = 201,564 kgf/mm2
VHN2 = 1,8544
= 1,8544
VHN2 = 174,942 kgf/mm2
VHN3 = 1,8544
= 1,8544
VHN3 = 187,313 kgf/mm2
VHN4 = 1,8544
= 1,8544
VHN4 = 180,038 kgf/mm2
VHN = 185,964 kgf/mm2
Karburasi selama 2 jam VHN1 = 1,8544
= 1,8544
VHN1 = 240,831 kgf/mm2
VHN2 = 1,8544
= 1,8544
VHN2 = 243,999 kgf/mm2
VHN3 = 1,8544
= 1,8544
VHN3 = 247,252 kgf/mm2
VHN4 = 1,8544
= 1,8544
VHN4 = 247,252 kgf/mm2
VHN5 = 1,8544
= 1,8544
VHN5 = 228,936 kgf/mm2
VHN6 = 1,8544
VHN6 = 226,145 kgf/mm2
VHN7 = 1,8544
= 1,8544
VHN7 = 247,252 kgf/mm2
VHN8 = 1,8544
= 1,8544
VHN8 = 247,252 kgf/mm2
VHN9 = 1,8544
= 1,8544
VHN9 = 226,145 kgf/mm2
VHN10 = 1,8544
= 1,8544
VHN10 = 228,936 kgf/mm2 VHN = 238,400 kgf/mm2 Karburasi 4 Jam
VHN1 = 1,8544
= 1,8544
VHN1 = 349,886 kgf/mm2
VHN2 = 1,8544
= 1,8544
VHN2 = 272,704 kgf/mm2
VHN3 = 1,8544
= 1,8544
VHN3 = 254,026 kgf/mm2
VHN4 = 1,8544
= 1,8544
VHN4 = 237,743 kgf/mm2
VHN5 = 1,8544
= 1,8544
VHN5 = 226,145 kgf/mm2
VHN6 = 1,8544
= 1,8544
VHN6 = 228,936 kgf/mm2 VHN7 = 1,8544
= 1,8544
VHN7 = 237,743 kgf/mm2
VHN8 = 1,8544
= 1,8544
VHN8 = 231,800 kgf/mm2
VHN9 = 1,8544
= 1,8544
VHN9 = 223,419 kgf/mm2
VHN10 = 1,8544
= 1,8544
VHN10 = 240,830 kgf/mm2
VHN = 250,323 kgf/mm
2= 1,8544
VHN1 = 280,969 kgf/mm2 VHN2 = 1,8544
= 1,8544
VHN2 = 264,914 kgf/mm2
VHN3 = 1,8544
= 1,8544
VHN3 = 264,914 kgf/mm2
VHN4 = 1,8544
= 1,8544
VHN4 = 264,914 kgf/mm2
VHN5 = 1,8544
= 1,8544
VHN5 = 243,999 kgf/mm2
VHN6 = 1,8544
= 1,8544
VHN6 = 261,183 kgf/mm2
VHN7 = 1,8544
= 1,8544
VHN7 = 240,831 kgf/mm2
VHN8 = 1,8544
= 1,8544
VHN8 = 240,831 kgf/mm2
VHN9 = 1,8544
= 1,8544
VHN9 = 237,743 kgf/mm2
VHN10 = 1,8544
= 1,8544
VHN10 = 228,938 kgf/mm2
VHN = 252,923 kgf/mm2
Karburasi 8 Jam VHN1 = 1,8544
= 1,8544
VHN1 = 325,332 kgf/mm2
VHN2 = 1,8544
= 1,8544
VHN2 = 264,914 kgf/mm2
VHN3 = 1,8544
= 1,8544
VHN3 = 268,752 kgf/mm2
VHN4 = 1,8544
= 1,8544
VHN4 = 261,182 kgf/mm2
VHN5 = 1,8544
= 1,8544
VHN5 = 257,553 kgf/mm2
= 1,8544
VHN6 = 257,553 kgf/mm2
VHN7 = 1,8544
= 1,8544
VHN7 = 237,743 kgf/mm2
VHN8 = 1,8544
= 1,8544
VHN8 = 231,800 kgf/mm2
VHN9 = 1,8544
= 1,8544
VHN9 = 231,800 kgf/mm2
VHN10 = 1,8544
= 1,8544
VHN10 = 231,800 kgf/mm2
VHN = 256,842 kgf/mm2
1.3 Perhitungan persentase peningkatan kekerasan sesudah proses quenching
HV= x100%
a. Karburasi 2 Jam
HV= x100%
= x100%
= x100% = 46,317%
b. Karburasi 4 Jam
HV= x100%
= x100%
= x100% = 51,911%
c. Karburasi 6 jam
HV= x100%
= x100%
= x100% = 44,913%
d. Karburasi 8 Jam
HV= x100%
= x100%
= x100% = 47,048%
Maka besarnya persentase peningkatan kekerasan baja karbon menengah NS-1045 setelah dilakukan proses Quenching dengan Oli Mesran SAE 40 adalah :
HV =
Tabel 1.1. Hasil Uji Kekerasan Permukaan Baja Karbon Menengah Sebelum Proses Quenching
Diameter Bahan Uji (d) = 16 mm Tinggi Bahan Uji (h) = 20 mm Suhu pemanasan (T) = 950oC Beban (F) = 10 kgf
No Bahan Kode
Sampel
Diagonal identitas Kekerasan Vickers (HV)kgf/mm2
a(mm) b(mm) D =
(a+b)/2
Hasil
kekerasan Rata-rata
1 Original A
0,308 0,300 0,304 201,564
185,964
0,327 0,327 0,327 174,942
0,313 0,320 0,316 187,313
0,321 0,321 0,321 180,038
2 2 Jam B
0,301 0,301 0,301 206,044
162,934
0,341 0,341 0,341 159,860
0,342 0,342 0,342 159,860
0,342 0,342 0,342 159,860
0,342 0,342 0,342 159,860
0,342 0,342 0,342 159.860
0,353 0,353 0,353 149,548
0,376 0,339 0,357 146,015
0,342 0,342 0,342 159,860
0,335 0,329 0,332 168,581
3 4 Jam C
0,317 0,317 0,317 185,440
164,703
0,328 0,328 0,328 173,306
0,345 0,345 0,345 155,830
0,355 0,355 0,355 147,174
0,338 0,338 0,338 162,666
0,331 0,331 0,331 170,128
0,324 0,324 0,324 178,306
0,341 0,341 0,341 159,860
0,343 0,343 0,343 158,495
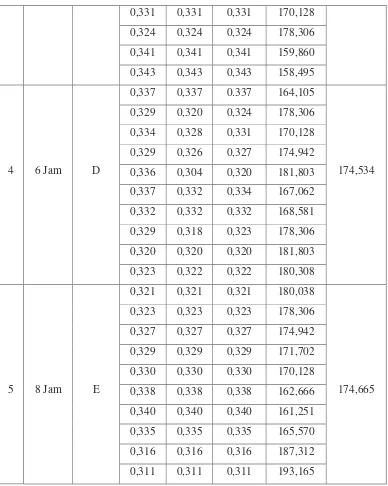
4 6 Jam D
0,337 0,337 0.337 164,105
174,534
0,329 0,320 0,324 178,306
0,334 0,328 0,331 170,128
0,329 0,326 0,327 174,942
0,336 0,304 0,320 181,803
0,337 0,332 0,334 167,062
0,332 0,332 0,332 168,581
0,329 0,318 0,323 178,306
0,320 0,320 0,320 181,803
0,323 0,322 0,322 180,308
5 8 Jam E
0,321 0,321 0,321 180,038
174,665
0,323 0,323 0,323 178,306
0,327 0,327 0,327 174,942
0,329 0,329 0,329 171,702
0,330 0,330 0,330 170,128
0,338 0,338 0,338 162,666
0,340 0,340 0,340 161,251
0,335 0,335 0,335 165,570
0,316 0,316 0,316 187,312
0,311 0,311 0,311 193,165
Tabel 1.2 Hasil Uji Kekerasan Permukaan Baja Karbon Sedang Sesudah Mengalami Proses Quenching Dengan Media Pendingin Oil Diameter Bahan Uji (d) = 16 mm
Tinggi Bahan Uji (h) = 10 mm Suhu Pemanasan (T) = 850oC
No Bahan Kode Sampel
Diagonal identitas Kekerasan Vickers (HV)kgf/mm2
a(mm) b(mm) D =
(a+b)/2
Hasil
kekerasan Rata-rata
1 Original A
0,308 0,300 0,304 201,564
185,964
0,327 0,327 0,327 174,942
0,313 0,320 0,316 187,313
0,321 0,321 0,321 180,038
2 2 Jam B
0,278 0,278 0,278 240,831
238,400
0,276 0,276 0,276 243,999
0,275 0,275 0,275 247,252
0,268 0,282 0,275 247,252
0,286 0,286 0,286 228,936
0,285 0,289 0,287 226,145
0,274 0,277 0,275 247,252
0,278 0,272 0,275 247,252
0,289 0,286 0,287 226,145
0,285 0,285 0,285 228,936
3 4 Jam C
0,236 0,226 0,231 349,886
250,323
0,261 0,261 0,261 272,704
0,271 0,271 0,271 254,026
0,283 0,278 0,280 237,743
0,287 0,287 0,287 226,145
0,286 0,286 0,286 228,936
0,281 0,281 0,281 237,743
0,293 0,275 0,284 231,800
0,299 0,280 0,289 223,419
0,284 0,272 0,278 240,830
0,258 0,258 0,258 280,969
4 6 Jam D
0,266 0,266 0,266 264,914
252,923
0,266 0,266 0,266 264,914
0,282 0,270 0,276 243,999
0,272 0,265 0,268 261,183
0,289 0,269 0,279 240,831
0,288 0,269 0,278 240,831
0,289 0,272 0,280 237,743
0,295 0,275 0,285 228,938
5 8 Jam E
0,246 0,235 0,240 325,332
256,842
0,268 0,263 0,265 264,914
0,263 0,263 0,263 268,752
0,273 0,262 0,267 261,182
0,280 0,261 0,270 257,553
0,269 0,269 0,269 257,553
0,280 0,280 0,280 237,743
0,289 0,278 0,283 231,800
0,287 0,287 0,283 231,800
0,287 0.279 0,283 231,800
LAMPIRAN 2
GAMBAR PENELITIAN
1. Tungku Pembakaran
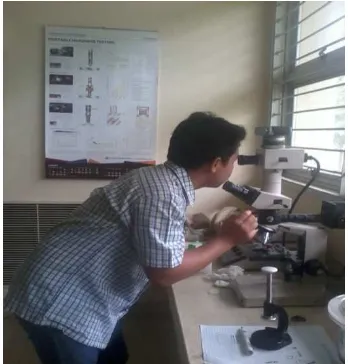
2.Peneliti Sedang Membersihkan
permukaan baja karbon dengan
kertas pasir
DAFTAR PUSTAKA
Alexander,W.O (1991), Dasar Metalurgi untuk Rekayasawan, terjemahan, Penerbit PT. Gramedia Pustaka Utama, Jakarta.
Amanto H, (1999), Ilmu Bahan, Penerbit Bumi Aksara, Jakarta.
Amstead, B, H (1999), Teknologi Mekanik, Edisi Ketujuh, penerbit Erlangga, Jakarta.
Ariobima, (2001), Pengaruh Media Sementasi Terhadap Peningkatan Kadar karbon Pada Baja ASBAB 760, Jurnal Teknik Mesin Usakti
Ginting, FD,(2008), Pengujian Alat Pendingin Sistem Adsorpsi Dua Absorber dengan Menggunakan Metanol 1000 ml Sebagai Refrigeran, Skripsi Teknik Mesin, Universitas Indonesia.
Hakim, Junaidi (2013) Pengaruh Variasi Massa Serbuk Arang dan Kalsium Karbonat (CaCo3) Pada Proses Karburasi Baja Karbon Sedang, Skripsi
Fisika USU, Medan
Love, G (1982), Teori dan Praktek Kerja Logam, Edisi Ketiga, Penerbit Erlangga, Jakarta.
Mawani, (2007), Pengaruh Komposisi Serbuk Arang Kayu-Natrium Karbonat Pada Proses Karburasi Terhadap Sifat Mekanik dan Struktur Mikro Baja Karbon Rendah, Skripsi Fisika UNIMED, Medan
Muhammad, Zuchry M,(2011), Pengaruh Karburasi dengan Variasi Media Pendingin Terhadap Mikrostruktur Baja Karbon, Staf Pengajar Jurusan Teknik Mesin Fakultas Teknik, Universitas Tadulako, Palu.
Nirwana, (2012), Pengaruh Variasi Massa Serbuk Arang dan Kalsium Karbonat (CaCo3) Pada Proses Karburasi Baja Karbon Rendah, Skripsi Fisika
UNIMED, Medan
Rizal,Taufan, (2005), Pengaruh Kadar Garam Dapur (NaCl) Terhadap Tngkat Kekerasan Pada Proses Pengerasan Baja V-155, Jurnal Teknik Mesin UNNES, Semarang
Smallman, R,E (1991), Metalurgi Fisik Modern, Edisi Keempat Penerbit Gramedia Jakarta.
Sumanto, (1996), Pengetahuan Bahan, penerbit Andi Offset, Yogyakarta.
Van Vlack, (1992), Ilmu dan Teknologi Bahan (ilmu Pengetahuan Logam dan Non Logam), Edisi Kelima, Erlangga, Jakarta
http://arissabadi.blogspot.com/2008-09-01 archive.html (diakses senin 27 Januari 2014, 20.00)
http://sekolah007.blogspot.com/2013/04/karburasi-pada-logam-dan pendinginan.html (diakses 27 Januari 2014 20.30)
http://www.Blog.ac.id/Ricky Septian/Diffusion/html (diakses 27 Januari 2014 21.00 )
http://gogetitnararia.wordpress.com/2011/11/05/contd-surface-hardening- thermochemical-treatment/ (diakses 27 Januari 2014 21.30)
http://www.efunda.com/processes/heat_treat/hardening/diffussion.cfm (diakses 29 Januari 2014 19.30)
BAB 3
METODE PENELITIAN
3.1. Tempat dan Waktu Penelitian
Penelitian ini akan dilakukan di Laboratorium Material Test PTKI (Pendidikan
Teknologi Kimia Industri) Medan yang dilaksanakan pada bulan November 2013
– januari 2014.
3.2. Alat dan Bahan
Tabel 3.1. Alat
No Nama Alat Spesifikasi Jumlah
1. Mesin Uji Kekerasan Vickers 1 Set
2. Furnace Kapasitas 1200oC 1 Set
3. Gunting Pejepit - 1 Set
4. Jangka Sorong - 1 Buah
5. Kertas Pasir Ukuran 320,500,800, 1000 -
6. Sarung Tangan - 1 Set
7. Specimen Driyer - 1 Buah
8. Testing mesin - 1 Set
9 Metal Microscopy - 1 set
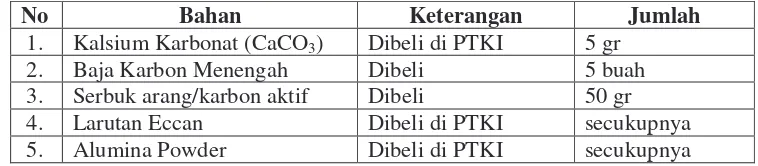
Tabel 3.2. Bahan
No Bahan Keterangan Jumlah
1. Kalsium Karbonat (CaCO3) Dibeli di PTKI 5 gr
3.3. Prosedur Penelitian
3.3.1 Proses karburasi
1. Menyediakan arang aktif 100 Mesh
2. Menyediakan baja yang berbentuk silinder dengan ukuran 20 mm
,diameter 16 mm sebanyak 5 buah
3. Menggosok permukaan baja karbon sedang dengan kertas
abrasive.
4. Meletakan benda uji yang akan dikeraskan dalam kotak karburasi
bersamaan dengan campuran antara serbuk arang dengan CaCO3
(kalsium karbonat) sebagai aktifator dengan massa serbuk arang
50 gram dan CaCO3 5 gram kemudian ditutup.
5. Meletakan kotak ke dalam furnace
6. Menaikkan temperatur tungku pemanas sampai 200 0C kemudian menahannya selama 10 menit untuk pemanasan tungku pemanas
7. Menaikkan temperatur lagi hingga 700 0C dan menahannya selama 10 menit agar temperatur di dalam kotak karburasi merata
8. Menaikkan temperatur furnace hingga 950oC sesuai lama karburasi yaitu 2 jam, 4 jam, 6 jam, dan 8 jam.
9. Mematikan tungku pemanas kemudian melakukan
pendinginan di dalam kotak karburasi hingga suhu kamar.
10.Menggosok permukaan baja karbon menengah dengan kertas
abrasive 320, 500, 800,1000.
11.Memoles baja dengan alumina powder sampai mengkilat
12.Melakukan pengujian mikrostruktur dan kekerasan
13.Melakukan proses pengerasan dengan memanaskan kembali
3.3.2. Pengujian sampel
3.3.2.1 Uji Kekerasan
1. Ratakan permukaan bahan yang akan diuji kekerasannya (usahakan
jangan sampai miring) dan diasah sampai mengkilap supaya
pengukuran dengan mikroskop micrometer lebih terang.
2. Pilihlah beban percobaan yang akan dipakai (dalam percobaan ini
digunakan beban 10 kgf) dengan memutar tombol penukar beban
yang terdapat pada samping kanan alat.
3. Letakkan bahan percobaan pada anvil.
4. Tekan tombol yang terdapat dibagian kanan alat, lampu berpijar
adalah sebagai tanda bahwa gaya atau beban sudah bekerja,
biarkan selama 30 detik sesudah lampu tidak bercahaya lagi.
5. Setelah 30 detik, angkat engkol pembuka beban, geser lensa
objektif kearah indentasi (bekas penekanan) dengan jalan memutar
revorvel knop searah jarum jam.
6. Tentukanlah panjang diagonal dari indentasi, yaitu diagonal
horizontal dan diagonal vertical dan dihitung diagonal rata – rata
dari kedua diagonal diatas.
7. Ulangi percobaan sampai 4 kali untuk masing – masing bahan
specimen.
3.3.2.2 Uji Struktur Mikro
Bahan uji yang dipoles sebelum dan sesudah dengan larutan etsa,
selanjutnya akan di lakukan pengujiam dengan menggunakan Metal
Microscopy untuk melihat struktur mikro dari baja karbon menengah
3.4 Diagram Alir Penelitian
Baja Karbon Sedang
Arang Aktif 100 Mesh
Proses Karburasi (mencampur CaCO3 dan Serbuk Arang)
pada suhu 950oC
Quenching
Oil
Pengujian
Kekerasan Mikrostruktur
Analisis Data
Hasil Dan Pembahasan
Kesimpulan
Ditimbang CaCO3
Ditimbang
BAB 4
HASIL DAN PEMBAHASAN
4.1. Hasil Penelitian
Pengujian kekerasan dan mikrostruktur pada beberapa bahan uji (sampel)
telah dilakukan dengan adanya variasi waktu pemanasan dan kosentrasi kalsium
karbonat (CaCO3) yang konstan untuk bahan baja karbon menengah pada proses
karburasi. Hasil pengujian yang telah dilakukan adalah kekerasan (hardness) dan
mikrostruktur dengan CaCO3 sebagai energizer untuk baja karbon menengah pada
proses karburasi. Data yang diperoleh dapat dilihat pada tabel yang tertera
dibawah ini.
4.1.1. Kekerasan
Nilai kekerasan bahan uji dari pengukuran dapat dilihat pada tabel 4.1 dan
4.2 dimana nilai kekerasan tersebut dapat ditentukan sesuai dengan rumus 2.6 dan
perhitungannya dapat dilihat pada lampiran 1. Data hasil perhitungan untuk
kekerasan permukaan baja karbon menengah sebelum mengalami proses
hardening dapat dilihat pada tabel 4.1, dan sesudah mengalami proses quenching
dapat dilihat pada tabel 4.2, dimana masing-masing permukaan sampel yang telah
mengalami proses karburasi dilakukan pengujian kekerasan sebanyak sepuluh kali
dan untuk bahan tanpa perlakuan sebanyak 5 kali pengukuran untuk
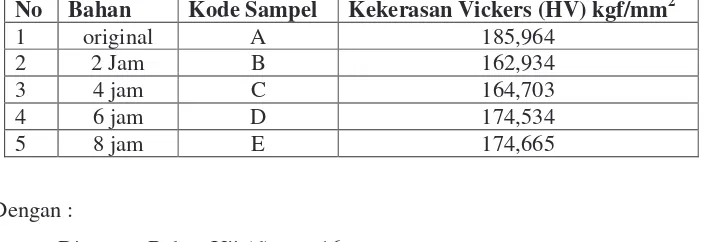
Tabel 4.1. Hasil Uji Kekerasan Permukaan Baja Karbon Menengah
NS-1045 Sebelum Proses Quenching
No Bahan Kode Sampel Kekerasan Vickers (HV) kgf/mm2
1 original A 185,964
2 2 Jam B 162,934
3 4 jam C 164,703
4 6 jam D 174,534
5 8 jam E 174,665
Dengan :
Diameter Bahan Uji (d) = 16 mm
Tinggi Bahan Uji (h) = 20 mm
Suhu pemanasan (T) = 950oC Beban (F) = 10 kgf
Dari data diatas tabel 4.1 dapat di buat hubungan antara lama karburasi dengan
kekerasan sebelum proses quenching pada gambar di bawah ini :
Gambar 4.1 Hubungan lama karburasi terhadap kekerasan baja karbon menengah
Tabel 4.2 Hasil Uji Kekerasan Permukaan Baja Karbon Menengah NS-1045
Sesudah Mengalami Proses Quenching Dengan Oli Mesran SAE 40
No Bahan Kode Sampel Kekerasan Vickers (HV) kgf/mm2
1 original A 185,964
2 2 Jam B 238,400
3 4 jam C 250,323
4 6 jam D 252,923
5 8 jam E 256,842
Dengan :
Diameter Bahan Uji (d) = 16 mm
Tinggi Bahan Uji (h) = 10 mm
Suhu Pemanasan (T) = 850oC
Beban (F) = 10 kgf
Dari data diatas tabel 4.2 dapat di buat hubungan antara lama karburasi dengan
kekerasan sesudah proses quenching pada gambar di bawah ini :
Gambar 4.2 Hubungan lama karburasi baja karbon menengah NS-1045
terhadap kekerasan sesudah proses quenching dengan Oli
4.1.2 Mikrostruktur
Mikrostruktur baja karbon menengah yang diperoleh pada proses karburasi
dengan temperatur 950 0C selama 2 jam, 4 jam, 6 jam, dan 8 jam sebelum di quenching dapat di lihat pada gambar di bawah ini :
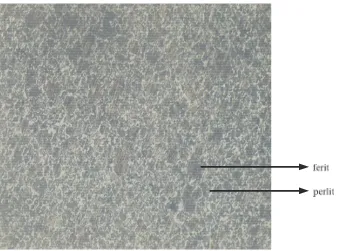
Gambar 4.3 Mikrostruktur baja karbon menengah NS-1045 tanpa perlakuan
(bahan original) perbesaran 100x
Keterangan :
1. mikrostrukturnya adalah ferit dan perlit
2. ferit bentuknya kasar dan ukurannya besar
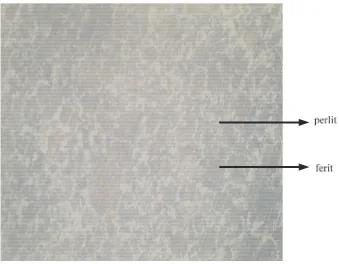
Gambar 4.4 Mikrostruktur baja karbon menengah NS-1045 pada proses karburasi
selama 2 jam sebelum di quenching, perbesaran 100x
Keterangan :
1. mikrostrukturnya adalah ferit dan perlit
2. ferit bentuknya kasar dan ukurannya lebih besar dari ferit pada bahan
original
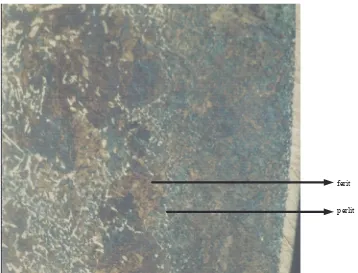
Gambar 4.5 Mikrostruktur baja karbon menengah NS-1045 pada proses karburasi
selama 4 jam sebelum di quenching perbesaran 100x
Keterangan :
1. mikrostrukturnya adalah ferit dan perlit
2. ferit bentuknya kasar dan ukurannya besar
Gambar 4.6 Mikrostruktur baja karbon menengah NS-1045 pada proses karburasi
selama 6 jam sebelum di quenching perbesaran 100x
Keterangan :
1. mikrostrukturnya adalah ferit dan perlit
2. ferit bentuknya kasar dan ukurannya besar
3. perlit bentuknya besar dan ukurannya lebih kecil dari ferit
Gambar 4.7 Mikrostruktur baja karbon menengah NS-1045 pada proses
karburasi selama 8 jam sebelum di quenching perbesaran 100x
Keterangan :
1. mikrostrukturnya adalah ferit dan perlit
2. ferit bentuknya kasar dan ukurannya besar
3. perlit bentuknya besar dan ukurannya lebih kecil dari ferit
Untuk mikrostruktur baja karbon menengah yang diperoleh setelah di
quenching dapat di lihat pada gambar di bawah ini;
Gambar 4.8 Mikrostruktur baja karbon menengah NS-1045 setelah proses
karburasi 2 jam dan di quenching menggunakan oli Mesran
SAE 40 perbesaran 100x
Keterangan :
1. Martensit dan perlit
2. Perlit yang berwarna putih ukurannya lebih kecil dari sebelumnya
3. Martensit yang berwarna hitam ukuran butirannya kecil dan lebih
Gambar 4.9 Mikrostruktur baja karbon menengah NS-1045 setelah proses
karburasi 4 jam dan di quenching menggunakan oli Mesran SAE 40
perbesaran 100x
Keterangan :
1. Mikrostruktur martensit dan perlit
2. Perlit ( berwarna putih) lebih sedikit di bandingkan dengan gambar 4.6
3. Martensit (yang berwarna hitam) ukurannya kecil dan lebih banyak dari
Gambar 4.10 Mikrostruktur baja karbon menengah NS-1045 setelah proses
karburasi 6 jam dan di quenching menggunakan oli Mesran SAE 40
perbesaran 200x
Keterangan :
1. Mikrostruktur martensit dan perlit
2. Perlit terlihat berupa celah kecil berwarna putih jumlahnya sedikit
3. Martensit membentuk ukuran yang kecil warna hitam dan jumlahnya lebih
Gambr 4.11 Mikrostruktur baja karbon menengah NS-1045 setelah proses
karburasi 8 jam dan di quenching menggunakan oli Mesran SAE 40
perbesaran 500x
Keterangan :
1. Mikrostruktur martensit dan perlit
2. Perlit terlihat berupa celah kecil berwarna putih jumlahnya sedikit
3. Martensit membentuk ukuran yang kecil warna hitam dan jumlahnya lebih
banyak dari perlit
4.2 Pembahasan
4.2.1 Analisis Kekerasan
Nilai kekerasan bahan uji ditentukan dengan menggunakan persamaan 2.6
dan data yang didapat dari hasil pengujian diperoleh dengan melakukan
perhitungan (pada lampiran 1).
Dari data hasil uji kekerasan permukaan baja karbon menengah pada tabel
4.1, untuk bahan original nilai rata-rata kekerasannya, 185,964 kgf/mm2 sedangkan kekerasan maksimum diperoleh dari proses karburasi selama 8 jam
yaitu 174,665 kgf/mm2 sebelum proses quenching, sedangkan data hasil uji kekerasan permukaan baja karbon menengah pada tabel 4.2 untuk bahan original
nilai rata-rata kekerasan 185,964 kgf/mm2, sedangkan untuk kekerasan maksimum diperoleh dari proses karburasi selama 8 jam yaitu 256,842 kgf/mm2.
Berdasarkan data dari tabel 4.1 dan 4.2, proses karburasi yang dilakukan
pada suhu 950oC selama 2 jam, 4 jam, 6 jam dan 8 jam, dengan konsentrasi kalsium karbonat (CaCO3) yang konstan, memberikan nilai kekerasan yang
berbeda-beda untuk masing-masing waktu karburasi. Karburasi dengan waktu
yang berbeda akan menghasilkan kekerasan yang berbeda pada skala Vickers.
Dari gambar 4.1 terlihat bahwa kekerasan baja karbon menurun setelah
proses karburasi terjadi bila di bandingkan dengan kekerasan bahan originalnya
(tanpa perlakuan). Hal ini disebabkan oleh oksigen dan karbon yang terperangkap
yang mengakibatkan kekerasan dari bahan menurun dan mengakibatkan struktur
dari bahan berubah (gambar 4.3 dan 4.4). Namun setelah proses quenching
dilakukan kekerasan dan struktur dari masing- masing lama karburasi semakin
meningkat. Hal ini di sebabkan oleh atom- atom yang terperangkap tersusun baik
dikarenakan adanya proses pendinginan secara cepat setelah dipanaskan pada
Peran penting kalsium karbonat pada saat bercampur dengan arang adalah
sebagai penyediaan gas CO2, dengan demikian adanya kalsium karbonat proses
karburasi tidak terlalu bergantung pada oksigen yang tersedia. Dimana diharapkan
oksigen tersebut cukup tersedia di dalam rongga antar butir arang. Oleh sebab itu
tersedianya udara yang cukup selama proses karburasi sebelum dan sesudah di
quenching dapat dibuat kurva hubungan antara kekerasan permukaan baja karbon
menengah sebelum proses quenching dan sesudah proses quenching seperti
[image:33.612.132.506.254.453.2]gambar 4.12 di bawah ini ;
Gambar 4.12 grafik perbandingan kekerasan baja karbon menengah NS-1045
sebelum dan sesudah quenching dengan Oli Mesran SAE 40
Dari grafik di atas dapat dilihat proses karburasi kekerasan permukaan baja baja
karbon menengah tanpa adanya proses quenching terjadi penurunan kekerasan
karena jumlah atom karbon yang berikatan ke permukaan logam sedikit
jumlahnya sehingga nilai kekerasannya cenderung menurun. Tetapi setelah
melakukan proses quenching terlihat nilai kekerasnnya sangat meningkat.
Peningkatan kekerasan ini berkaitan dengan bertambahnya jumlah atom
karbon yang masuk melalui proses difusi kedalam baja sehingga sifat kekerasan
dari serbuk arang batok kelapa dan berdifusi ke dalam permukaan baja yang
dikarburasi. Peningkatan kekerasan pada baja karbon menengah disebabkan oleh
penahanan waktu pemanasan pada proses karburasi yang memberikan kesempatan
pada baja untuk memuai, semakin lama waktu pemanasan dilakukan maka baja
tersebut semakin besar pemuaiannya.(Junaidi, Hakim, 2013).
Dari data kekerasan di atas diperoleh persentase peningkatan kekerasan
baja karbon menengah NS-1045 untuk masing masing lama karburasi setelah
dilakukan proses quenching menggunakan media pendingin Oli Mesran SAE 40
yaitu sebesar 47,565 % (lampiran 1)
4.2.2 Analisis Mikrostruktur
Hasil pengamatan mikrostruktur baja karbon menengah dengan alat Metal
Microscopy menunjukkan bahwa seperti yang terlihat pada gambar 4.3 dimana
struktur dari baja karbon menengah tanpa perlakuan (bahan original) adalah
struktur ferit perlit. Demikian juga pada proses karburasi selama 2 jam,4 jam, 6
jam, dan 8 jam juga menunjukkan struktur ferit perlit. Sedangkan struktur
martensit perlit terlihat pada mikrostruktur baja karbon menengah setelah
dilakukan proses quenching dengan menggunakan Oli Mesran SAE 40.
Proses karburasi dan proses quenching yang dilakukan menyebabkan
terjadinya perubahan struktur butiran dan ukuran yang menunjukkan kekerasan
dari baja karbon menengah berbeda-beda. Butiran yang besar dan kasar
menunjukkan nilai kekerasan lebih rendah dibandingkan dengan butiran yang
kecil dan lebih halus.
Struktur ferit perlit yang semakin besar terlihat pada proses karburasi
seperti pada gambar 4.3 jelas terjadi perubahan strukturnya bila dibandingkan
dengan bahan originalnya pada gambar 4.4 demikian pula selanjutnya untuk
terlihat pada gambar 4.8 dan 4.9 yaitu merupakan struktur martensit perlit setelah
dilakukan proses pendinginan (quenching) menggunakan Oli Mesran SAE 40.
Untuk proses karburasi setelah didinginkan diperoleh struktur butiran
yang halus dan ukurannya yang kecil yang menunjukkan nilai kekerasannya
semakin meningkat. Pada gambar 4.10 dan 4.11 terlihat struktur yang di dapat
perlit dan martensit namun ukuran dan susunannya semakin teratur dan rapat. Hal
BAB 5
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Berdasarkan hasil penelitian dan pembahasan pengaruh waktu pada proses
karburasi terhadap kekerasan dan mikrostruktur pada baja karbon menengah dapat
di simpulkan :
1. Pengaruh waktu pada proses karburasi terhadap kekerasan dan
mikrostruktur baja karbon menegah sangat besar dengan peningkatan
kekerasan baja karbon menengah sebesar 47,565% setelah dilakukan
proses quenching menggunakan oli Mesran SAE 40
2. Pada proses karburasi baja karbon menengah setelah dilakukan proses
quenching dengan media pendingin oli Mesran SAE 40 memberikan hasil
kekerasan yang terbaik pada proses karburasi dengan waktu 8 jam dengan
kekerasaan permukaan mencapai 256,864 kgf/mm2
3. Pada proses karburasi 8 jam di peroleh struktur perlit ferit sebelum proses
quenching dan setelah proses quenchig dilakukan dengan media
pendingin adalah oil struktur mikro yang terbentuk adalah martensit
5.2. Saran
Berdasarkan hasil penelitian dan setelah melihat data dan pembahasan
maka disarankan :
1. Untuk penelitian selanjutnya ada baiknya dilakukan penambahan sampel
untuk uji tarik dan perlu dilakukan pengujian komposisi kimia baja karbon
menengah untuk mengetahui peningkatan kandungan unsur karbon dalam
baja.
2. Perlu kiranya dilakukan penelitian selanjutnya untuk pengamatan
mikrostrukturnya digunakan alat yang lebih canggih seperti Scanning
BAB 2
TINJAUAN PUSTAKA
2.1 Baja
Baja termasuk logam fero dan logam karbon. Dimana komposisi dasar terdiri dari
besi (Fe) dan karbon (C). Walaupun baja dapat didefenisikan sebagai campuran
karbon dan besi, tetapi tidak ada satu jenis baja pun yang hanya terdiri dari dua
elemen ini. Karena proses pembuatan dan sifat-sifat alamiah dari bahan-bahan
mentah yang digunakan, semua baja mengandung bahan-bahan mentah yang
digunakan, semua baja mengandung bahan-bahan lain yang tidak murni dalam
jumlah kecil yang bervariasi, seperti fosfor (P), mangan (Mn), silikon (Si), dan
sulfur (S) bercampur dengan elemen-elemen sisa lainnya.Kandungan karbon
dalam baja sekitar 0,1 – 1,7 %, sedangkan unsur lain dibatasi persentasenya.
Persentase dari unsur-unsur tersebut sangat mempengaruhi sifat dasar logam baja
yang dihasilkan.Produk baja sangat banyak digunakan dalam bidang teknik
maupun industri, hal ini meliputi 95% dari produk logam baja. Untuk penggunaan
tertentu baja merupakan satu-satunya logam yang meliputi persyaratan teknis
maupun ekonomi. Sebelum baja digunakan, perlu diketahui komposisi dari
unsur-unsur baja tersebut agar tidak terjadi kesalahan dalam penggunaanya (Amanto,
1999).
Ada beberapa cara mengklasifikasikan baja, yaitu :
1. Menurut cara pembuatannya : Baja Bessemer, Baja Siemen Martin, Baja
Listrik.
2. Menurut pemakaiannya : Baja perkakas, Baja Mesin, Baja Konstruksi,
Baja Pegas, dan Baja Tahan Karat.
3. Menurut kekuatan atau sifat mekanisnya : Baja Kekuatan Lunak, Baja
Kekuatan Tinggi.
Hipereutektoid, Baja Austenit, Baja Ferrit, dan Baja Martensit.
5. Menurut komposisi kimianya : Baja Karbon, Baja paduan.
6. Menurut proses laku panasnya : Baja Keras Air, dan Baja Keras Minyak.
(Surdia, 1995)
2.1.1 Baja karbon
Menurut komposisi kimianya, baja dapat dibagi dua kelompok besar, yaitu
: baja karbon dan baja paduan. Baja karbon bukan berarti baja yang sama sekali
tidak mengandung unsur lain, selain besi dan karbon. Baja karbon masih
mengandung sejumlah unsur lain tetapi masih dalam batas-batas tertentu yang
tidak banyak berpengaruh terhadap sifatnya. Unsur-unsur ini biasanya merupakan
ikatan yang berasal dari proses pembuatan baja seperti mangan dan silikon dan
beberapa unsur pengotoran, seperti belerang, fosfor, oksigen, dan nitrogen yang
biasanya ditekan sampai kadar yang sangat kecil. Baja karbon dapat digolongkan
menjadi tiga bagian berdasarkan jumlah kandungan karbon, yaitu :
1. Baja Karbon Rendah ( Low Carbon Steel )
Baja ini disebut baja ringan ( mild steel ) atau baja perkakas, baja karbon rendah bukan baja yang keras, karena kandungan karbonnya rendah kurang
dari 0,3%. Baja ini mempunyai sifat seperti lunak, mudah dibentuk, dilas, dan
dikerjakan dengan mesin sehingga dapat dijadikan mur, baut, batang tarik dan
perkakas silinder.
2. Baja Karbon Menengah ( Medium Carbon Steel )
Baja karbon menengah mengandung karbon 0,3 - 0,6% dan kandungan
karbonnya memungkinkan baja untuk dikeraskan sebagian dengan pengerjaan
panas (Heat – Treatment) yang sesuai. Baja karbon menengah digunakan untuk sejumlah peralatan mesin seperti roda gigi otomotif, batang torak, rantai, dan
3. Baja Karbon Tinggi ( High Carbon Steel )
Baja karbon tinggi mengandung karbon 0,6 – 1,5%. Pembentukan baja ini
dilakukan dengan cara menggerinda permukaannya, misalnya bor dan batang
dasar. Baja ini digunakan untuk peralatan mesin- mesin berat, batang
pengontrol (Alexander, 1991)
2.1.2 Baja paduan
Baja paduan yaitu baja yang dicampur denga satu atau lebih unsur
campuran. Seperti nikel, kromium, molibdenum, vanadium, mangan, dan wolfram
yang berguna untuk memperoleh sifat-sifat baja yang dikehendaki ( kuat, keras,
liat ), tetapi unsur karbon tidak dianggap sebagai salah satu unsur campuran.
Kombinasi antara dua atau lebih unsur campuran memberikan sifat khas
dibandingkan dengan menggunakan satu unsur campuran, misalnya baja yang
dicampur dengan unsur kromium dan nikel akan menghasilkan baja yang
mempunyai sifat keras dan kenyal (sifat logam ini membuat baja dapat dibentuk
dengan cara dipalu, ditempa, digiling dan ditarik tanpa mengalami patah atau
retak-retak). Jika baja yang dicampur dengan kromium dan molibden ,akan
mengahasilkan baja yang mempunyai sifat keras yang baik dan sifat kenyal yang
memuaskan serta tahan terhadap panas. (Amanto, 1999)
2.2 Unsur Campuran Pada Baja
1. Unsur Campuran Dasar (Karbon)
Unsur karbon adalah unsur campuran yang paling penting dalam pembentukan
baja. Jumlah persentase dan bentuknya membawa pengaruh yang amat besar
terhadap sifatnya. Tujuan utama penambahan unsur lain ke dalam baja adalah
untuk mengubah pengaruh dari karbon. Unsur karbon dapat bercampur dalam
besi dan baja setelah didinginkan secaa perlahan-lahan pada temperatur kamar
a) Larut dalam besi untuk membentuk larutan pada ferit yang
mengandung karbon di atas 0,006 pada temperatur sekitar 725ºC. Ferit
bersifat lunak, tidak kuat dan kenyal.
b) Sebagai campuran kimia dalam besi, campuran ini disebut sebagai
sementit (Fe3C) yang mengandung 6,67% karbon. Sementit bersifat
keras dan rapuh.
2. Unsur Campuran Lain
Di samping campuran kimia dan besi, juga terdapat unsur-unsur campuran
lainnya yang jumlah persentasenya dikontrol. Unsur-unsur tersebut adalah
forpor (P), sulfur (S), mangan (Mn), dan silikon (Si). Pengaruh unsur tersebut
pada baja adalah sebagai berikut :
a) Unsur fospor (P)
Unsur fosfor membentuk larutan besi fosfida. Baja yang mempunyai
titik cair yang rendah tetap menghasilkan sifat yang keras dan rapuh.
Baja mengandung unsur fosfor sekitar 0,05%.
b) Unsur Sulfur (S)
Unsur sulfur membahayakan sulfida yang mempunyai titik cair rendah
dan rapuh. Kandungan sulfur harus dijaga agar serendah-rendahnya
sekitar 0,05%.
c) Unsur Silikon (Si)
Unsur ini menurunkan kemampuan pengubahan bentuk dingin oleh
karena itu hanya diijinkan 0,2% Si. Si meningkatkan sifat tahan elektris
dan digunakan di lempeng dinamo. Silikon membuat baja tidak stabil,
tetapi unsur ini menghasilkan lapisan grafit yang menyebabkan baja
d) Unsur Mangan (Mn)
Dapat menaikan kekuatan dengan menurunkan kecepatan pendinginan
kritis yang diperlukan untuk memperoleh struktur martensit.
Penambahan unsur mangan didalam baja paduan menambah kekuatan
dan ketahanan panas baja paduan itu serta penampilan yang lebih bersih
dan berkilat.Unsur mangan yang bercampur dengan sulfur akan
menghasilkan mangan sulfida dan diikuti pembentukan besi sulfida.
Baja mengandung mangan lebih dari 1%.
e) Nikel (Ni)
Nikel mempertinggi kekuatan dan regangannya sehingga baja paduan
ini menjadi liat dan tahan tarikan serta tahan karat atau korosi. Oleh
karena itu, baja paduan ini biasa digunakan untuk membuat sudu-sudu
turbin, roda gigi, bagian-bagian mobil dan sebagainya.
f) Krom (Cr)
Unsur ini memberikan kekuatan dan kekerasan baja meningkat serta
tahan karat dan tahan aus. Penambahan unsur kromium biasanya diikuti
dengan penambahan nikel. Biasanya baja paduan ini digunakan untuk
bahan poros dan roda gigi.
g) Kobalt (Co)
Penambahan unsur ini akan memperbaiki sifat kekerasan baja
meningkat dan tahan aus serta tetap keras pada suhu yang tinggi. Baja
paduan ini banyak digunakan untuk konstruksi pesawat terbang atau
konstruksi yang harus tahan panas dan tahan aus. (Rizal, Taufan, 2005)
2.2.1 Pengaruh Unsur Campuran
Pengaruh unsur campuran sulit diketahui secara tepat untuk tiap unsur
campuran karena pengaruhnya tergantung pada jumlah campuran yang digunakan
a. Pengaruh Unsur Campuran Terhadap Perlakuan Panas Baja karbon
mempunyai kecepatan pendinginan kritis yang tinggi, artinya pendingin
harus secara drastis jika ingin menghasilkan struktur lapisan martensit.
Pendinginan yang drastis menyebabkan terjadi destorsi atau
pecahan-pecahan pada baja, apabila dikurangi kecepatan kritis dengan membuat
austenit berubah maka struktur martensit dapat dihasilkan dengan jalan
pendinginan kritis tetap dikurangi maka dapat digunakan pendinginan
udara.
b. Pengaruh Unsur Campuran Terhadap Sifat-sifat Baja
Sifat baja pada saat digunakan tergantung pada dasarnya reaksi terhadap
perlakuan panas dang pengaruh yang akan diuraikan, yaitu syarat-syarat
yang berhubungan langsung dengan kondisi pemakaiannya. Pengaruh akan
diperoleh sebagai hasil dari pengerjaan panas yang sesuai. (Mawani,2007).
2.3. Perlakuan Panas (Heat Treatment)
Untuk memperbaiki sifat – sifat mekanis suatu logam perlu adanya suatu
perlakuan panas. Perlakuan panas adalah suatu proses pemanasan dan
pendinginan logam dalam keadaan padat untuk mengubah sifat – sifat fisis logam
tersebut. Melalui perlakuan panas yang tepat,tegangan dalam dapat dihilangkan
besar butir dapat diperbesar atau diperkecil, ketangguhan ditingkatkan atau dapat
dihasilkan suatu permukaan keras disekeliling inti yang ulet.(Amstead, 1992).
Perlakuan panas pada baja dapat dilakukan sebagai berikut:
1. Pemanasan pada temperatur rendah
Pengerjaan ini adalah tidak akan menghasilkan suatu perubahan dalam
struktur baja. Yang terjadi hanya perubahan kecil pada sifat mekaniknya.
Apabila dalam pengerjaan ini dihasilkan suatu permukaan baja yang keras,
2. Pemanasan dalam suhu tinggi
Apabila baja dipanaskan terus-menerus yang mengakibatkan suhu
pemanasan naik dan mencapai suhu tertentu, maka terjadi pembentukan
butiran-butiran baru yang bentuk dan ukurannya kecil dan halus.
Pembentukan butiran dapat terjadi walaupun ukuran original sebelumnya
besar dan kasar, karena perubahan terjadi sebelum pengerjaan dingin.
Proses tersebut dikenal dengan proses pengkristalan kembali. Temperatur
pengkristalan kembali untuk beberapa logam dapat dilihat pada tabel 2.1.
Pengkristalan dapat dikatakan kompleks apabila seluruh struktur logam
[image:44.612.126.513.311.531.2]terdiri dari butir-butir halus.
Tabel 2.1. Pengkristalan kembali pada beberapa logam
Jenis Logam Temperatur (0C)
Pengkristalan kembali
Titik Cair
Wolfram 1200 3410
Molibdenum 900 2620
Nikel 600 1458
Besi 450 1535
Kuningan 400 900-1050
Perunggu 400 900-1050
Tembaga 200 1083
Perak 200 960
Aluminium 150 660
Magnesium 150 651
Seng 70 419
Timbal 20 327
Timah 20 232
(Sumber: Amanto,1999)
3. Pemanasan secara terus menerus
Pada pemanasan baja yang dilakukan secara terus menerus, terjadi penyerapan
unsur-unsur lainnya (terutama unsur karbon) oleh butiran-butiran besi, sehingga
akan dihasilkan oleh suatu struktur yang berbentuk kasar. Proses tersebut dikenal
sebagai proses pertumbuhan butir (grain growth). Jadi pemanasan pada temperatur tinggi akan menyebabkan terjadi pertumbuhan butiran melalui
ukuran butiran-butiran. Selain itu, pertumbuhan butiran-butiran akan terjadi
terus-menerus selama dilakukan pendinginan. Pengkristalan kembali dan pertumbuhan
butiran yang terjadi terhadap baja akibat pengerasn panas, berpangaruh terhadap
sifat-sifat mekanik baja.(Nirwana,2012).
2.4. Diagram Fasa
Salah satu metode untuk mempelajari logam dilakukan dengan
menggunakan diagram fase. Dari diagram fase ini dapat diamati perubahan
struktur logam akibat pengaruh temperature. Struktur dari baja dapat ditentukan
[image:45.612.133.507.331.660.2]oleh komposisi baja dan karbon,
Diagram fase besi – karbida besi ( Fe - Fe3C ) memperlihatkan perubahan fase
pada pemanasan dan pendinginan yang cukup lambat. Gambar 2.1 menunjukkan
bila kadar karbon baja melampaui 0,20% suhu dimana ferrite mulai terbentuk dan
mengendap dari austenit turun. Baja yang berkadar karbon 0.80% disebut baja
eutectoid. Titik eutectoid adalah suhu terendah dalam logam dimana terjadi
perubahan dalam keaadan larutan padat dan merupakan suhu kesetimbangan
terendah dimana austenit terurai menjadi ferrite dan sementit. Bila kadar karbon
baja lebih besar dari pada eutectoid, perlu diamati garis pada diagram besi karbida
besi yang bertanda Acm. Garis ini menyatakan bahwa dimana karbida besi mulai memisah dari austenit. Karbida besi dengan rumus Fe3C disebut sementit. Di
bawah ini di uraikan beberapa titik penting dalam perlakuan panas :
1. E : Titik yang menyatakan fase , ada hubungan nya dengan reaksi autentik
kelarutan maksimum dari karbon 2,14% paduan besi karbon sampai pada
komposisi ini disebut baja.
2. G : Titik Transformasi besi besi . Titik transformasi A3 untuk besi.
3. P: Titik yang menyatakan ferrite , fasa , ada hubungan reaksi dengan
uatotektoid.
4. S : Titik autotektoid. Reaksi autotectoid ini dinamakan transformasi A1, dan
fase eutectoid ini dinamakan pearlite.
5. GS : Garis yang menyatakan hubungan antara temperature dan komposisi
dimana mulai terbentuk ferrite dan austenit. Garis ini disebut garis A3.
6. A2 : Garis transformasi magnetic untuk besi atau ferrite.
7. A0 ; Garis transformasi magnetic untuk sementit.
Baja yang berkadar karbon kurang dari komposisi eutectoid (0,8%) di sebut baja
hipoeutectoid, dan yang berkadar karbon lebih dan komposisi eutectoid disebut
baja hypereutectoid, pada temperature antara 7230C dan 11300C terdapat satu fase
yaitu fase austenit dan sementit. Pada temperature 7230C butiran fase tunggal
bertransformasi dibawah keseimbangan bentuk dan Fe3C dalam satu butiran
yang bercampur baik, dan lapisan serat – serat bajanya disebut pearlite. ( Van
Proses perlakuan panas yaitu proses mengubah sifat logam dengan cara
mengubah struktur mikro melalui proses pemanasan dan pengaturan kecepatan
pendinginan dengan atau tanpa merubah komposisi logam yang bersangkutan.
Tujuan proses perlakuan panas untuk menghasilkan sifat-sifat logam yang
didinginkan. Perubahan sifat logam akibat proses perlakuan panas dapat
mencakup keseluruhan bagian dari logam atau sebagian dari logam.
Adanya sifat olotropik dari besi menyebabkan timbulnya variasi struktur
mikro dari berbagai jenis logam. Alatropik itu sendiri adalah merupakan
transformasi dari satu bentuk susunan atom (sel satuan) kebentuk susunan atom
yang lain. Pada temperature dibawah 900oC sel satuan Body Cubic Center (BCC),
temperatur antara 900 dan 1392oC sel satuan Face Cubic Center ( FCC )
sedangkan temperature dibawah 1392oC sel satuan kembali menjadi BCC bentuk
[image:47.612.179.454.390.618.2]sel satuan di tunjukkan pada gambar dibawah ini :
Gambar 2.3 Bentuk Struktur atom FCC
Perubahan bentuk atom (sel satuan) akibat pemanasan di tunjukkan pada gambar
dibawah ini
[image:48.612.174.459.416.693.2]Proses yang dilakukan dalam perlakuan panas, terdiri dari pelunakan (annealing), penormalan (normalizing), pengerasan(hardening), dan tempering.
1. Pelunakan (Annealing)
Kristalisasi ulang bisa dilakukan dengan annealing dan pengerasan panas ini tidak akan menghasilkan logam tersebut pada kelunakan dan kekenyalan
semula, menghilangkan efek-efek pengerasan pada pekerjaan. Pada proses
annealing pemanasan yang dilakukan diikuti dengan pendinginan perlahan-lahan. Pendinginan yang lambat adalah hal yang utama didalam proses, yang membuat
baja selunak mungkin dan menghindari terjadinya tegangan-tegangan dalam baja
yang mengalami proses annealing, struktur butiran termasuk kasar, ferit dan perlit, membentuk area-area terpisah. Annealing didefenisikan sebagai pemanasan pada suhu yang sesuai, diikuti dengan kecepatan pendinginan yang sesuai. Hal ini
bertujuan untuk menginduksi kelunakan, memperbaiki sifat-sifat pengerjaan
dingin,dan membebaskan tegangan- tegangan pad baja sehingga diperoleh struktur
yang dikehendaki.
Sifat-sifat baja yang disebutkan pada defenisi diatas dapat dartikan bahwa
baja harus dipanaskan melalui suhu pengkristalan kembali untuk membebaskan
tegangan-tegangan pada baja. Kemudian mempertahankan pemanasannya pada
suhu tinggi untuk membuat pertumbuhan butiran-butiran dan suatu struktur
lapisan austenit. Dan seterusnya didinginkan secara perlahan-lahan untuk
membuat suatu struktur lapisan perlit, menginduksi kelunakan, dan memperbaiki
sifat-sifat pengerjaan dingin.
2. Penormalan (Normalizing)
kasar, keduanya akan bercampur dengan baik sekali dalam suatu struktur yang
lebih halus.
3. Pengerasan (Hardening)
Bila baja didinginkan di atas suhu kritis atas, pendinginan berjalan cepat,
endapan karbon akan ditekan dan struktur dibekukan dalam suatu larutan padat.
Baja tersebut amat keras dan getas, bila dilihat dengan mikroskop akan terlihat
struktur seperti jarum dikenal dengan martensit. Baja-baja karbon biasa, biasanya
tidak begitu banyak.Pengerasan dilakukan untuk memperoleh sifat tahan aus yang
tinggi,kekuatan dan fatigue limit strength yang baik.
Kekerasan dapat dicapai tergantung pada karbon dalam baja dan kekerasan
yang terjadi akan tergantung pada temperatur pemanasan (temperatur
austentizing), holding time dan laju pendinginan yang di lakukan serta seberapa tebal bagian penampang yang menjadi keras banyak tergantung pada
hardenability. Untuk memperoleh kekerasan yang baik (martensit yang keras) maka pada saat pemanasan harus dapat dicapai unsur austenit, karena hanya unsur
austenit yang dapat bertransformasi menjadi martensit.
Bila pada saat pemanasan masih terdapat struktur lain maka setelah
didinginkan akan memperoleh struktur yang tidak seluruhnya terdiri dari
martensit. Bila struktur lain itu bersifat lunak, misalnya ferit maka tentunya
kekerasan yang tercapai juga tidak akan maksimum. Untuk menentukan
temperatur pemanasan yang baik untuk pengerasan yang dilakukan suatu
percobaan pemanasan dan quenching pada beberapa temperatur dan dianalisis
struktur yang terjadi. Pengerasan yang dilakukan secara langsung adalah baja
dipanaskan untuk menghasilkan struktur austenit dan selanjutnya didinginkan.
Pembentukan sifat-sifat dalam baja pada kandungan karbon, temperatur
4. Tempering
Pemanasan kedua dimana baja dipanaskan sampai dibawah titik kritis
bawah kemudian dilakukan pendinginan. Di sini kekerasan sedikit diturunkan,
tetapi baja tersebut jadi lebih kuat. Setelah dinaikkan sampai panas penyepuhan,
baja dibiarkan dingin secara perlahan-lahan. Suhu yang pasti untuk tempering itu
tergantung pada kegunaan baja tersebut. Tingkat kekerasan yang dicapai setelah
pendinginan tergantung pada kandungan karbon dalam baja, yang mengandung
kurang dari 0,3% unsur karbon tidak memperlihatkan perubahan yang nyata.
Kekerasan maksimun dicapai baja mengandung 1,2 % unsur karbon.(Love, 1982)
2.5 Karburasi (Carburizing)
Karburasi adalah suatu proses penambahan karbon ke permukaan benda
dilakukan dengan memanaskan benda dalam lingkup yang banyak mengandung
karbon aktif sehingga karbon berdifusi masuk ke permukaan baja. Kemudian
dipanaskan pada temperatur antara 900oC - 950oC dengan waktu yang lama.
Media yang biasa dipakai adalah Charcoal Activated (karbon aktif) dengan
Natrium Karbonat (NaCO3), Barium Karbonat (BaCO3) dan Kalsium Karbonat
(CaCO3). Untuk menyepuh keras baja diperlukan kadar karbon sekurangnya 0,3%
C dilihat pada baja karbon yang dapat disepuh keras. Jika mempunyai kadar
karbon kurang dari 0,3%C maka dengan cara karburasi. Dengan memanaskan
bahan sampai 950oC dalam lingkungan yang menyerahkan lalu dibiarkan
beberapa waktu lamanya pada suhu ini dan didinginkan diudara.
Tujuan dari pengerjaan panas ini adalah untuk memberi pada benda-benda
lapisan luar yang dapat disepuh keras. Hal ini memungkinkan karena pada suhu
tersebut karbon dapat meresap kedalam lapisan luar benda kerja. Karburasi dapat
juga disebut penumpukan karbon atau menyemen. Lapisan luar yang telah
mengambil karbon dinamakan lapisan karburasi. Tebalnya lapisan yang
Akibat dari pemanasan ini diharapkan untuk dapat menyusun kedalam
permukaan baja. Dengan menyusupkan unsur karbon pada permukaan baja
tersebut akan terjadi peningkatan kandungan karbon, hal ini akan dapat
meningkatkan kekerasan dari pada permukaan baja tersebut dan tentu akan
meningkatkan daya tahan aus gesekan dan permukaan baja.
Proses karburasi umumnya dilakukan pada baja yang memiliki kadar
karbon rendah, akan tetapi dapat juga dilakukan pada kadar karbon menengah
dengan peningkatan kandungan karbon pada permukaan mencapai 45%
(Ariobima,2001).
2.5.1 Karburasi dalam zat padat
Karburasi padat adalah proses penjenuhan lapisan padat sebagai sumber
karbon. Untuk mendapatkan kekerasan yang maksimal maka media karburasi
dicampur dengan zat pengaktif karbon (energizer).
Selama didalam tungku pemanasan pada proses karburasi akan dibentuk
dua gas yaitu karbon monoksida (CO) dan karbon dioksida (CO2). Gas-gas ini
bagian terbesar dari media karburasi dengan oksigen dari udara yang selalu
terdapat dari rongga – rongga media karburasi. Proses ini dapat digambarkan
dengan persamaan reaksi :
C + O2 CO2 (2.1)
2C + 2O2 2 CO2 (2.2)
Sebagai sumber karbon dioksida lainnya dapat berasal dari barium,
kalsium atau sodium karbonat yang ditambah dalam karburasi sebagai energizer
CaCO3 CaO + CO2 (2.3)
Didalam karburasi ini sendiri terjadi kesetimbangan dua gas yaitu CO dan
CO2
CO2 + C 2 CO (2.4)
Pada temperatur yang lebih tinggi akan didapat pula karbon monoksida
(CO) yang lebih banyak persentasenya, karbon dioksida yang didalmnya
campuran gasnya sediki. Adapun reaksi karburasi yang terjadi pada permukaan
baja adalah sebagai berikut :
2 CO CO2 + C (2.5)
Setelah reaksi ini terjadi akan dihasilkan karbon dalam bentuk atom.
Karbon ini dalam temperatur karburasi akan di absorpsi oleh permukaan logam
dan bermigrasi secara perlahan – lahan atau berdifusi menuju inti dan pada waktu
yang bersamaan menghasilkan pembentukan molekul – molekul baru karbon
monoksida.
Difusi adalah peristiwa mengalirnya atau berpindahnya suatu zat dari
bagian konsentrasi tinggi kebagian berkonsentrasi rendah. Contoh yang sederhana
adalah penambahan karbon ke permukaan baja karbon sehingga pada baja,
karbonnya lebih besar. Difusi yang paling sering terjadi adalah difusi molekuler.
Difusi ini terjadi jika terbentuk perpindahan dari suatu lapisan molekul
yang diam. Apabila suhu pada suatu material naik , akan menyebabkan atom –
atomnya bergetar dengan energinya yang lebih besar dan sejumlah kecil atom
akan berpindah dalam kisi.
ukuran yang sama. Sedangkan perpindahan secara kekosongan dapat terjadi bila
semua atom memiliki ukuran sama. Proses difusi dapat terjadi lebih cepat apabila
suhu tinggi, atom yang berdifusi kecil, ikatan struktur induk lemah (dengan titik
cair rendah), terdapat cacat – cacat dalam bahan (kekosongan atau batas butir)
(Surdia, 1995).
Kalsium karbonat adalah kalsium yang terdapat pada kapur, batu kapur
dan merupakan komponen utama yang terdapat pada kulit telur. Kalsium karbonat
merupakan serbuk putih, tidak berbau, stabil diudara, praktis tidak larut dalam air.
Kelarutan dalam air meningkat dengan adanya sedikit nitrat dengan membentuk
gelombang gas.
Salah satu sifat kimia dari kalsium karbonat adalah dapat menetralisasi
asam. Kalsium karbonat sebagai semi penguat dan memiliki harga yang relative
murah serta memberikan kekerasan, kekuatan tarik yang baik. Cara ini adalah
metode yang paling tua dan dikenal sebagai “pack hardening” yang mana benda kerjanya dimasukan kedalam sebuak kotak besi dan secara tertutup dikelilingi
dengan bahan – bahan seperti arang kayu dan serbuk tulang. Zat kimia yang lain
misalnya kalsium karbonat yang sering dipakai sebagai pembangkit dalam proses.
Dengan tutup yang benar – benar rapat, semua benda dipanaskan dalam
dapur dengan suhu 850 – 950oC dalam waktu beberapa jam, dan pada suhu yang
tinggi ini karbon akan menyebar kebaja karbon tinggi dengan ketebalan sekitar
0,8 mm bisa dicapai setelah 3 samapi 4 jam pemanasan. Benda – benda yang tidak
dibuat dengan kulit bisa dilindungi dengan jalan pelapisan tembaga atau
dibungkus dengan tanah liat.
Sebelum pengekapan dibuka, kotak beserta isinya dibiarkan dingin secara
perlahan – lahan. Benda – benda kerja tersebut perlu disepuh, sebab butiran –
butirannya masih kasar akibat suhu kritis atas ( sekitar 900 – 915oC) lalu
didinginkan secara mendadak dalam zat cair. Ini diikuti dengan pengerasan
pendingin. Maka terdapat peti yang sangat keras yang bisa diolah selanjutnya
dengan tempering sekitar 200oC.
2.5.1. Adsorpsi
Salah satu sifat penting dari permukaan zat adalah adsorpsi. Adsorpsi adalah suatu
proses yang terjadi ketika suatu fluida (cairan maupun gas) terikat pada suatu
padatan dan akhirnya membentuk suatu film (lapisan tipis) pada permukaan
padatan tersebut. Berbeda dengan absorpsi dimana fluida terserap oleh fluida
lainnya dengan membentuk suatu larutan.
Adsorpsi secara umum adalah proses penggumpalan substansi terlarut
(soluble) yang ada dalam larutan, oleh permukaan zat atau benda penyerap, dimana terjadi suatu ikatan kimia fisika antara substansi dengan penyerapnya.
Definisi lain menyatakan adsorpsi sebagai suatu peristiwa penyerapan pada
lapisan permukaan atau antar fasa, dimana molekul dari suatu materi terkumpul
pada bahan pengadsorpsi atau adsorben.
Adsorpsi adalah pengumpulan dari adsorbat diatas permukaan adsorben,
sedang absorpsi adalah penyerapan dari adsorbat kedalam adsorben dimana
disebut dengan fenomena sorption. Materi atau partikel yang diadsorpsi disebut
adsorbat, sedang bahan yang berfungsi sebagai pengadsorpsi disebut adsorben.
Adsorpsi dibedakan menjadi dua jenis, yaitu adsorpsi fisika (disebabkan
oleh gaya Van Der Waals (penyebab terjadinya kondensasi gas untuk membentuk
cairan yang ada pada permukaan adsorbens) dan adsorpsi kimia (terjadi reaksi
antara zat yang diserap dengan adsorben, banyaknya zat yang teradsorbsi
tergantung pada sifat khas zat padatnya yang merupakan fungsi tekanan dan
2.6 Pendinginan (Quenching)
Metode pencelupan secara cepat yang disebut Quenching pada proses ini diperoleh struktur martensit akibat dari penurunan temperatur dan suhu austenite
ke suhu kamar yang menyebabkan logam menjadi keras. Laju pendinginan
merupakan faktor pengendali, pendinginan yang cepat lebih cepat daripada
pendinginan kritis akan menghasilkan struktur yang keras, sedangkan pendinginan
yang lambat menghasilkan struktur yang lebih lunak.(Nirwana Ginting, 2012)
2.7 Media Pendingin
Media pendingin adalah merupakan suatu sarana akan suatu zat, baik
berupa larutan, padatan maupun gas yang sifatnya sebagai pendingin terhadap
bahan logam setelah melalui proses perlakuan panas yang juga sangat
mempengaruhi perubahan fisis atau sifat-sifat mekanik dari bahan logam.
Pada umumnya media pendinngin yang dipakai pada proses perlakuan
panas tergantung pada pemanasan apa yang dilakukan serta pembentukan sifat
baru yang ingin didapatkan sehingga diperlukan adanya variasi pada media
pendingin yang juga merupakan faktor pengendali jenis serta sifat bahan logam
yang akan dihasilkan. Proses perlakuan panas yang biasanya dilakukan untuk
media pendingin dilakukan dengan temperatur yang berbeda serta dengan adanya
variasi dari konsentrasi media pendingin. Dimana dengan meningkatnya
konsentrasi larutan akan mengurangi kecepatan pendinginan. Sebagai media
pendingin yang umum dipakai tergantung dari pembentukan sifat serta sesuai
dengan proses pemanasan yang dilakukan, adalah sebagai berikut :
a. Udara
Pendinginan di udara adalah merupakan suatu pendinginan secara perlahan-lahan
di ruangan terbuka yang bertujuan untuk menormalkan kembali struktur logam
terjadi pada fasa austenisasi, 500oC – 600oC di dalam daerah austenit murni.
Pendinginan di udara mencegah terjadinya segresi proetekrad yang berlebihan dan
terbentuknya struktur mikro perlit yang halus, dan proses ini disebut dengan
Normalising. Pendinginan secara perlahan-lahan dengan media pendinginan udara
terjadi pada proses Annealing dimana pada proses ini terjadi pada pendinginan
secara perlahan- lahan daripada proses Normalising, pada proses pendinginan
secara Annealing pendinginan dilakukan pada tungku (furnace) atau di ruang yang agak tertutup sehingga jumlah udara yang masuk agak terbatas yang akan
mempengaruhi kecepatan pendinginan.
b. Oli, NaCl, NaOH, dan Air
Pendinginan di oli, NaCl, NaOH, dan air merupakan suatu pendinginan
dengan kecepatan setelah dilakukan pemanasan sampai temperatur 500C di atas
temperatur titik kritis selama beberapa waktu, proses pendinginan biasanya juga
disebut dengan celup langsung. Pendinginan dengan kecepatan akan
menghasilkan martensit yang keras dan agak rapuh. Pada proses pendinginan ini
akan terbentuk austensit yang lebih padat daripada martensit dan juga lebih padat
dari ferit ditambah dengan karbida, hal ini yang merupakan masalah pada
pendinginan secara celup langsung dari autensit ke martensit Karena bagian
tengah yang lebih lambat pendinginannya bertransformasi dan muai, setelah
permukaannya lebih cepat pendinginannya menjadi martensit yang rapuh jadi
retak dapat terjadi pada baja dengan ukuran lembaran atau kawat khususnya bila
kadar karbon lebih besar dari 0,5%. (Junaidi Hakim,2013).
2.8 Karbon Aktif
Karbon aktif ( Active Carbon ) adalah suatu bahan yang berupa karbon omorf, yang sebagian besar terdiri dari karbon bebas serta memiliki “permukaan
Arang, kokas, dan karbon aktif di sebut karbon amorf. Penyelidikan
dengan sinar X bahwa karbon amorf mempunyai sifat kristal yang tertentu yang
tidak menunjukkan sudut dan permukaan bentuk kristal seperti bentuk rhombis,
monoklin dan lain-lain.dari penyelidikan yang dilakukan diperoleh kesimpulan
bahwa karbon amorf terdiri dari pelat-pelat datar dimana atom C (karbon)
tersusun dari dalam kisi hexagon dan setiap atom karbon tenkat secara kovalen
dengan ato karbon yang lainnya. Pada graphite, pelat-pelat ini lebih dekat satu
dengan yang lainnya dan terikat dengan cara tertentu yang tidak dijumpai pada
karbon kristalit.
Bila suatu bahan baku amorf atau karbon aktif di panaskan, zat-zat organik
mula-mula terlepas dan terbentuk kembali struktur oromatis yang thermo-stabil
pada kisi-kisi hexagon. Transformasi ini tidak berlangsung sempurna hingga
mengakibatkan terjadinya cincin atau rantai hidrokarbon. Bentuk , ukuran dan
cara susunannya kristalit akan mempengaruhi daya serap dari karbon.
2.9 Kekerasan
Kekerasan adalah ketahanan beban terhadap deformasi plastis, karena
pembebanan setempat pada permukaan berupa goresan atau penekanan. Sifat ini
banyak berhubungan dengan sifat kekuatan, daya tahan aus, dan kemampuan
dikerjakan dengan mesin (mampu mesin). Cara pengujian kekerasan ada tiga
macam, yaitu goresan, menjatuhkan bola baja dan penekanan. Kekerasan suatu
bahan dapat berubah bila dikerjakan dengan pekerjaan dingin (cold worked), seperti pengerolan, penarikan serta kekerasan dapat dicapai dengan kebutuhan
perlakuan panas (Smallman, 1991)
Kekerasan suatu bahan dapat diketahui dengan pengujian kekerasan
metode yang telah banyak dilakukan , yaitu : metode Brinel, Rockwell dan
Vickers.
Uji kekerasan Vickers menggunakan penumbuk piramida intan yang
dasarnya berbentuk bujur sangkar. Angka kekerasan piramida intan/Diamond Piramite Hardness (DPH) atau angka kekerasan Vickers/ Vickers Hardness Number (VHN), didefinisikan sebagai beban dibagi luas permukaan lekukan. Luas ini dihitung dari pengukuran mikroskopi panjang diagonal jejak. DPH dapat
ditentukan dari persamaan berikut :
VHN = = 1,8544 (2.6)
Dimana :
F = pembebanan yang diterapkan (kgf)
d = panjang diagonal rata –rata (mm)
[image:59.612.247.391.385.546.2]θ = sudut antara permukaan intan yang berlawanan = 136o
Gambar 2.5. Pengujian Vickers
2.10 Mikrostruktur Baja Karbon
Jika baja karbon dilihat dibawah mikroskop metallurgy, maka
strukturmikro dapat dikenali sebagai pelit, ferrit, sementit (karbida besi), austenit