Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
INVENTORY CONTROL DAN PERENCANAAN BAHAN BAKU DI INDUSTRI MANUFAKTURING PADA PT. INDOFOOD
SUKSES MAKMUR - MEDAN
SKRIPSI
IMELDA YULI YANTI FRANSISKA
050803021
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAAN ALAM
UNIVERSITAS SUMATERA UTARA
MEDAN
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
INVENTORY CONTROL DAN PERENCANAAN BAHAN BAKU DI INDUSTRI MANUFAKTURING PADA PT. INDOFOOD
SUKSES MAKMUR - MEDAN
SKRIPSI
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar Sarjana Sains
IMELDA YULI YANTI FRANSISKA 050803021
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
PENGHARGAAN
Dengan segala kerendahan hati penulis memanjatkan puji dan syukur kepada Tuhan
Yang Maha Esa atas kasih dan penyertaanNya sehingga penulis dapat menyelesaikan
perkuliahan dan tugas akhir ini yang berjudul “Inventory Control dan Perencanaan
Bahan Baku di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan”.
Pada kesempatan ini penulis mengucapkan banyak terima kasih kepada
seluruh pihak yang telah banyak membantu, khususnya kepada :
1. Bapak Drs. Faigiziduhu Bu’ulolo, M.Si., sebagai dosen pembimbing utama dan
bapak Drs. Djakaria Sebayang sebagai pembimbing II yang telah bersedia
meluangkan waktunya yang sangat berharga, tenaga dan pikiran dalam
membimbing penulis.
2. Bapak Drs. Henry Rani Sitepu, M.si. dan Ibu Dra. Elly Rosmaini, M.Si., sebagai
dosen penguji yang telah bersedia meluangkan waktunya dan yang telah
memberikan saran-saran untuk memperbaiki tulisan ini.
3. Bapak Dr. Saib Suwilo, M.Sc., selaku ketua jurusan di Departemen Matematika
yang telah memberikan kesempatan kepada penulis untuk menyusun skripsi ini.
4. Bapak Drs. Agus Salim Harahap, M.si., selaku dosen wali yang telah memberikan
dorongan dan semangat semasa perkuliahan.
5. Seluruh Staff pengajar khususnya Staff pengajar Matematika dan pegawai FMIPA
USU yang telah membimbing penulis dalam perkuliahan dan urusan administrasi.
6. Ketua dan pengurus HMM yang memberikan dukungan selama kegiatan di
Himpunan.
7. Kedua orangtuaku Ibunda R. br Manurung dan ayahanda H.R. Siburian tercinta
dan segenap keluarga besar atas curahan kasih sayang, dukungan dana, doa, dan
dorongan yang diberikan kepada penulis selama mengikuti perkuliahan hingga
selesainya penulisan tugas akhir ini.
8. Bapak Mochtar Sukardi selaku Branch Manager, Bapak Widiyarto selaku Branch
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Dwi Antoni selaku Industrial Relation, Bapak Rusli selaku Production Manager,
Bapak Endang Supriatna selaku PPIC - Supervisor, dan seluruh Staff
PPIC-Production Planning and Inventory Control yang telah memberikan kesempatan
kepada penulis untuk melakukan penelitian dan tak lupa juga kepada Ibu Ija yang
banyak membantu penulis.
9. Teman-teman Mahasiswa Matematika Angkatan ’05 khususnya sahabat-sahabatku
tersayang Ester Christina, Christine “Bundo”, Trisnawati Sitompul, Ruth Endaria
Ginting, Meilinda Siahaan, Alice, Josephine, Juli Butar-butar, Veronika Sitohang,
Sagita dan seluruh teman-temanku yang “jahil”. Kakak-kakak, abang-abang dan
adik-adik senior yang telah banyak memberikan kasih sayang, perhatian, dorongan
dan semangat kepada penulis selama perkuliahan dan penulisan skripsi ini.
Biarlah Cinta kasih Tuhan yang tidak berkesudahan yang akan membalas
kebaikan yang telah diberikan kepada penulis.
Penulis menyadari sepenuhnya bahwa tulisan ini masih kurang sempurna. Oleh
karena itu dengan hati yang terbuka penulis menerima kritik dan saran yang
membangun dari semua pihak. Sekian dan Terima kasih.
Medan, Agustus 2009
Penulis,
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
ABSTRAK
Persediaan (inventory) bahan baku sebagai kekayaan perusahaan memiliki peranan penting di dalam operasi bisnis dalam industi manufaktur. Masalah kuantitatif yang berkaitan dengan persediaan (inventory) bahan baku adalah mengendalikan saat datangnya bahan baku agar bisa tepat waktu, mengendalikan banyaknya bahan baku yang datang, termasuk persediaan pengaman, dan mengendalikan biaya persediaan agar diperoleh biaya total minimum. Dalam tulisan ini penulis memilih menggunakan metode dekomposisi dalam meramalkan kebutuhan bahan baku tepung terigu di PT. Indofood Sukses Makmur pada periode Januari sampai dengan Desember 2009. Metode Dekomposisi merupakan salah satu metode peramalan yang menguraikan data atas komponen-komponen time series secara terpisah. Dengan Model Dekomposisi data : Xt = St . Tt . Ct . Et . Dari hasil perhitungan dan analisa, pemakaian bahan baku
tepung terigu di PT. Indofood Sukses Makmur periode Januari 2009 sampai dengan Desember 2009 adalah 30.866.645,51 kg, dengan Fixed Order Quantity 1.008.100,453 kg akan diperoleh penghematan sebesar Rp 356.667.291 per tahun, Sedangkan Fixed
Order Interval (T*) adalah 9.79 – 10 hari kerja akan diperoleh penghematan sebesar
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
INVENTORY CONTROL DAN PERENCANAAN BAHAN BAKU DI INDUSTRI MANUFAKTURING PADA PT. INDOFOOD
SUKSES MAKMUR - MEDAN
ABSTRACT
Raw material inventory has an interesting rule in the bussiness operation in manufakturing industry. The quantitative problems in the raw material inventory are to rein the coming of raw material just in time, to rein the total of raw material, instead safety stock and to rein the inventory cost so we have minimum total cost . In this paper, writer choose to use a Decompotition Method to forecast the raw material (Flavour) necessary in PT. Indofood Sukses Makmur in period January 2009 to December 2009. Decompotition Method is the one of the forecasting Method that analyzing the data of time series for each componen. The decompotition method is : Xt = St . Tt . Ct . Et . From the math calculation, the raw material need in next period is
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
DAFTAR ISI
Halaman
KATA PENGANTAR i
ABSTRAK iii
ABSTRACT iv
DAFTAR ISI v
DAFTAR TABEL vii
DAFTAR GAMBAR viii
BAB I PENDAHULUAN
1.1 Latar Belakang 1
1.2 Perumusan Masalah 2
1.3 Pembatasan Masalah 2
1.4 Tujuan Penelitian 3
1.5 Manfaat Penelitian 3
1.6 Metode Penelitian 4
1.7 Tinjauan Pustaka 5
BAB II LANDASAN TEORI
2.1 Metode Peramalan 6
2.2 Metode Dekomposisi 7
2.3 Dekomposisi Data 8
2.3.1 Komponen Musiman 8
2.3.2 Komponen Trend 10
2.3.3 Komponen Siklus 11
2.3.4 Komponen Error 11
2.4 Pengujian Data. 11
2.4.1 Pengambilan Sampel 11
2.4.2 Uji Musiman 12
2.5 Persediaan (Inventory) 14
2.5.1 Pengendalian persediaan bahan baku 15
2.5.2 Faktor-faktor yang mempengaruhi persediaan
bahan baku 16
2.6 Model Persediaan 17
2.6.1 Metode Fixed Order Quantity 17
2.6.2 Metode Fixed Order Interval 20
2.7 Menentukan Safety Stock 21
BAB III PEMBAHASAN DAN HASIL
3.1 Pengumpulan Data 23
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
3.3 Grafik Data 28
3.4 Peramalan 29
3.5 Formulasi Model Persediaan dan Safety Stock 39
BAB IV KESIMPULAN DAN SARAN
4.1 Kesimpulan 44
4.2 Saran 45
DAFTAR PUSTAKA 46
LAMPIRAN
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
DAFTAR TABEL
Halaman
Tabel 2.1 Perhitungan Uji Musiman 13
Tabel 2.2 Perhitungan Anava 14
Tabel 3.1 Data Produksi Tepung Terigu 24
Tabel 3.2 Perhitungan Uji Musiman Permintaan 25
Tabel 3.3 Anava Tepung Terigu 28
Tabel 3.4 Rata-rata Bergerak 6 Bulan produksi Tepung Terigu 30
Tabel 3.5 Perhitungan Indeks Musiman tahun 2009 31
Tabel 3.6 Perhitungan Trend 32
Tabel 3.7 Komponen Trend 34
Tabel 3.8 Perhitungan Siklus 35
Tabel 3.9 Perhitungan Siklus Tahun 2009 36
Tabel 3.10 Perhitungan Komponen Error 37
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
DAFTAR GAMBAR
Halaman
Gambar 2.1 Pola Data Musiman 9
Gambar 3.1 Plot Data Tepung Terigu 29
Gambar 3.2 Grafik Rata-rata Bergerak dengan Data Aktual 31
Gambar 3.3 Grafik Komponen Trend 34
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Berbagai rumusan tentang definisi persediaan (inventory) telah banyak dikemukakan
oleh para ahli. Menurut Tersine [1994], persediaan (inventory) adalah stok material
yang ada pada suatu waktu tertentu atau aset nyata yang dapat dilihat, diukur dan
dihitung atau dapat juga dikatakan sebagai sumber daya menganggur yang menunggu
proses lebih lanjut. Yang dimaksud dengan proses lebih lanjut di sini dapat berupa
kegiatan produksi pada sistem manufaktur, kegiatan pemasaran pada sistem distribusi,
atau kegiatan konsumsi pada sistem rumah tangga. Biaya bukanlah satu-satunya
variabel dalam masalah persediaan, tetapi juga mengandung variabel-variabel lain
seperti jumlah permintaan dan waktu. Jumlah permintaan boleh tetap dan boleh
berubah-ubah dari waktu ke waktu. Variabel waktu bisa timbul karena penundaan
yang boleh tetap dan juga boleh berubah. Kombinasi dari variabel-variabel ini
memberikan karakter yang khusus bagi tiap masalah persediaan. Dengan mempelajari
bagaimana variabel-variabel berubah dari waktu ke waktu suatu hubungan antara
waktu dan jumlah permintaan akan dapat diformulasikan dan digunakan untuk
memprediksi tingkat permintaan (demand) yang akan datang. Selanjutnya yang akan
dibahas adalah persediaan bahan baku dalam sistem manufaktur.
Guna mendukung penulisan ini, penulis mengadakan penelitian pada PT.
Indofood Sukses Makmur. PT. Indofood Sukses Makmur adalah suatu perusahaan
yang bergerak dalam bidang produksi makanan ringan, dimana perusahaan
memproduksi Indomie, Supermi, Sarimi, dan Sakura. Untuk mencegah terjadinya
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Makmur yang mana bahan baku merupakan hal yang sangat penting dalam proses
produksi itu, maka penulis mencoba untuk menentukan estimasi kebutuhan bahan
baku untuk periode mendatang dengan metode peramalan yang tepat, menetapkan
jumlah bahan baku yang harus dipesan dan interval waktu pemesanan yang optimal
menggunakan metode FOI dan FOQ, dan menetapkan safety stock yang optimal untuk
mengetahui peranan perencanaan dan pengendalian persediaan bahan baku dalam
usaha meningkatkan efisiensi biaya persediaan.
1.2 Perumusan Masalah
Berdasarkan latar belakang yang telah diuraikan di atas maka inventory level menjadi
suatu permasalahan yang signifikan di mana pada periode tertentu alokasi
modal terhadap inventory menjadi tinggi dan sebaliknya dengan fluktuasi
demand mengakibatkan lose sales yang tentu saja merupakan cost tersendiri bagi
perusahaan. Sehingga permasalahan dapat dirumuskan sebagai berikut:
1. Bagaimana menentukan estimasi kebutuhan bahan baku untuk periode
mendatang dengan menggunakan metode peramalan yang tepat.
2. Berapa jumlah bahan baku yang harus dipesan dan kapan waktu
pemesanan yang optimal dengan menggunakan metode FOQ dan FOI.
3. Berapa safety stock yang optimal untuk masing-masing bahan baku
kaitannya dengan biaya perusahaan.
1.3 Pembatasan Masalah
Untuk menghindari terlalu meluasnya masalah dan adanya bias dalam
pengambilan kesimpulan dalam penelitian ini maka permasalahan dibatasi
sebagai berikut :
1. Bahan baku produk maka na n de ng a n kat ego ri f ast moving dengan
quantity besar dan menyerap biaya yang tinggi yang secara signifikan sangat
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
adalah bahan baku tepung terigu.
2. Data p e r mint a a n yang diambil adalah data periode Januari 2007
sampai Desember 2008. Dengan asumsi permintaan akan produk berlangsung secara
kontinu serta bahan baku yang dipesan datang sekaligus dari supplier.
1.4 Tujuan Penelitian
Berdasarkan permasalahan yang telah diuraikan maka yang menjadi bagian penting
dalam penelitian ini adalah menentukan estimasi kebutuhan bahan baku untuk
periode mendatang dengan metode peramalan, menetapkan jumlah bahan baku yang
harus dipesan dan interval waktu pemesanan yang optimal menggunakan metode FOI
dan FOQ, dan menetapkan safety stock yang optimal. Untuk mengetahui peranan
perencanaan dan pengendalian persediaan bahan baku dalam usaha meningkatkan
efisiensi biaya persediaan.
1.5 Manfaat Penelitian
Adapun manfaat yang diharapkan dari penelitian ini adalah:
1. Peramalan untuk mengantisipasi setiap keadaan yang tidak diinginkan
sehingga perusahaan dapat membuat perencanaan pada periode mendatang dan
dalam menentukan kebijakan persediaan bahan baku agar perusahaan jangan sampai
kehabisan persediaan yang dapat mangakibatkan terhentinya kegiatan produksi dan
perusahaan dapat mengambil keputusan tentang alokasi modal yang lebih efektif dan
efisien.
2. Manfaat bagi penulis yaitu dapat menerapkan ilmu pengetahuan yang
diperoleh di bangku kuliah di lapangan. Mendeskripsikan penerapan manajemen
persediaan dan pengendalian bahan baku yang dilakukan oleh penulis di PT. Indofood
Sukses Makmur Medan.
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Metode penelitian yang akan digunakan terdiri atas empat tahap yaitu:
1) Tahap identifikasi permasalahan dan kebutuhan data
2) Tahap pengumpulan data
Adapun data yang dibutuhkan adalah :
a. Data produksi bahan baku tepung terigu di PT. Indofood Sukses
Makmur periode Januari 2007 sampai dengan Desember 2008.
b. Data biaya pembelian bahan baku.
c. Data biaya – biaya yang berkaitan dengan persediaan bahan baku.
3) Tahap pengolahan data
Dalam penelitian tentang analisis perencanaan dan pengendalian bahan baku
pada PT. Indofood:
a ) Langkah pertama adalah peramalan permintaan produk makanan dengan
metode Deko mposis i yang menguraikan semua data dari Deret Berkala (Time
Series). Deret Berkala adalah himpunan yang dihasilkan dalam rentang waktu yang
sama untuk jangka waktu tertentu. Data historis dianalisa untuk
mengidentifikasikan komponen-komponen yang berhubungan yang
mempengaruhi variabel yang diramalkan. Dengan mempelajari bagaimana
variabel berubah dari waktu ke waktu suatu hubungan antara waktu dan
p e r m i n t a a n ( demand) akan dapat diformulasikan dan digunakan untuk
memprediksi tingkat permintaan (demand) yang akan datang.
b) Langkah kedua, dari hasil peramalan tersebut maka diketahui
kebutuhan bahan baku yang diperlukan oleh perusahaan u n t u k jangka waktu
12 bulan mendatang, ke mud ian dapat ditentukan berapa jumla h
pemesanan opt ima l yang harus dipesan dan kapan ak a n d ipe sa n de ng a n
me nggu naka n met o de Metode Fixed Order Quantity (FOQ) dan Fixed Order
Interval (FOI).
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
1.7 TINJAUAN PUSTAKA
Makridakis S, Wheelwright S.C dan Mcgee V.E [1991], dalam bukunya menjelaskan
bahwa metode peramalan dapat diterapkan bila 3 kondisi berikut dapat dipenuhi,
yaitu:
1. Tersedia informasi tentang masa lalu
2. Informasi tersebut dapat dikuantitatifkan dalam bentuk data numerik
3. Diasumsikan bahwa beberapa pola masa lalu akan terus berlanjut ( runtut).
Proses tahapan dalam metode dekomposisi.
Tersine [1994], Persediaan (inventory) adalah stok material yang ada pada
suatu waktu tertentu atau aset nyata yang dapat dilihat, diukur dan dihitung atau
dalam arti yang lain sumber daya yang menganggur yang menunggu proses lebih
lanjut. Dalam sistem model inventory deterministik dikenal 2 tipe dasar inventory
yaitu Fixed Order Quantity (FOQ) dengan Total Cost (TC) = . . .
2
C R H Q P R
Q
+ + dan
Fixed Order Interval (FOI) dengan Total Cost (TC) = . . . . 2
C P F R T P R
T
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
BAB 2
LANDASAN TEORI
2.1 Metode Peramalan
Peramalan (forecasting) merupakan alat bantu yang penting dalam perencanaan yang
efektif dan efisien khususnya bidang ekonomi. Peramalan adalah prediksi, proyeksi
atau estimasi tingkat kejadian yang tidak pasti di masa yang akan datang. Ketepatan
secara mutlak dalam memprediksi peristiwa dan tingkat kegiatan yang akan datang
tidak mungkin dicapai, oleh karena itu ketika perusahaan tidak dapat melihat kejadian
yang akan datang secara pasti, diperlukan waktu lama untuk menarik kesimpulan
terhadap kejadian yang akan datang.
Peramalan pada umumnya digunakan untuk memprediksi pendapatan, biaya,
keuntungan, harga, perubahan teknologi, dan berbagai variabel lainnya. Dalam
lingkungan perusahaan, peramalan kebanyakan digunakan untuk memprediksi atau
mengestimasi permintaan yang akan datang.
Banyak jenis metode peramalan yang tersedia untuk manajemen. Namun yang
lebih penting bagi para praktisi adalah bagaimana memahami karateristik suatu
metode peramalan agar cocok bagi situasi pengambilan keputusan tertentu. Secara
umum metode peramalan dapat diklasifikasikan dalam dua kategori utama, yaitu
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Metode kuantitatif sangat beragam dan setiap teknik memiliki sifat, ketepatan
dan biaya yang harus dipertimbangkan dalam memilih metode tertentu. Untuk
menggunakan metode kuantitatif terdapat tiga kondisi yang harus dipenuhi :
1. Tersedia informasi tentang masa lalu
2. Informasi tersebut dapat dikuantitatifkan dalam bentuk data numerik
3. Diasumsikan bahwa beberapa pola masa lalu akan terus berlanjut (runtut).
Metode kualitatif dapat berupa pengambilan pendapat yang dapat dibagi
menjadi pengumpulan pendapat para ahli dan survey pasar. Sedangkan Metode
kuantitatif dapat dibagi ke dalam deret berkala atau runtun waktu (Time Series), dan
metode gerakan trend. Metode runtun waktu (Time Series) atau sering pula disebut
metode deret waktu atau deret berkala menggambarkan berbagai gerakan yang terjadi
pada sederetan data pada waktu tertentu. Langkah penting dalam memilih metode
deret berkala adalah dengan mempertimbangkan jenis pola data. Pola data dapat
dibedakan menjadi empat jenis siklus dan trend, yaitu :
1. Pola Horizontal, terjadi bilamana bila data berfluktuasi di sekitar nilai
rata-rata yang konstan atau stasioner terhadap nilai rata-rata-rata-ratanya.
2. Pola Musiman, terjadi bilamana suatu deret dipengaruhi oleh faktor
musiman. Untuk mengetahui apakah data memiliki pola musiman maka
dilakukan uji data musiman
3. Pola Siklis, terjadi bilamana datanya dipengaruhi oleh fluktuasi ekonomi
jangka panjang seperti siklus bisnis atau ekonomi.
4. Pola Trend, terjadi bilamana terdapat kenaikan atau penurunan sekuler
jangka panjang dalam data.
Metode Penghalusan (Smoothing Method), khususnya metode rata-rata,
merupakan salah satu metode peramalan yang dapat digunakan untuk data deret
berkala. Namun demikian, metode rata-rata itu hanya dapat digunakan untuk
mengidentifikasi dan meniadakan komponen acak. Metode yang dapat digunakan
untuk mengidentifikasi keempat komponen dari deret waktu tersebut secara terpisah
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
2.2 Metode Dekomposisi
Metode Dekomposisi ini menguraikan bentuk data tersebut ke dalam tiga komponen
yang terpisah. Ketiga komponen yang dimaksud adalah faktor trend, siklis, dan
musiman. Trend menggambarkan keadaan data jangka panjang yang dapat bertambah
atau berkurang atau bahkan terjadi perubahan.
Persamaan matematik pendekatan dekomposisi sebagai berikut :
Xt = f(St , Tt , Ct , Et) (2.1)
di mana :
Xt = nilai deret waktu pada periode t
St = komponen musiman pada periode t
Tt = komponen trend pada periode t
Ct = komponen siklis pada periode t
Et = komponen kesalahan (error) pada periode t
Persamaan matematik model dekomposisi tersebut dapat dilakukan dalam
bentuk perkalian dan penjumlahan. Tetapi dalam penulisan ini, penulis menggunakan
bentuk perkalian. Formula dalam bentuk perkalian sebagai berikut :
Xt = St . Tt . Ct . Et (2.2)
Et adalah kesalahan random yang tidak dapat diramalkan dan biasanya ahli statistika
menyebutkan sebagai komponen irregular. Model perkalian ini sering digunakan di
mana komponen faktor musim dan siklus dinyatakan dalam bentuk indeks.
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Sebagai ketentuan dalam setiap melakukan penelitian yang berhubungan dengan
pengambilan sampel adalah ukuran sampel yang diambil harus memenuhi untuk
dianalisa. Rumus yang dipakai untuk melakukan uji sampel adalah :
N’ =
(
)
2 2 2
20 t t
t
N X X
X
−
∑
∑
∑
(2.7)di mana :
N’ = ukuran sampel yang diperlukan
N = ukuran sampel pengamatan
X = data aktual
Xt = nilai deret waktu pada periode t
Apabila N’ < N berarti sampel percobaan memenuhi syarat untuk dipakai
sebagai sampel.
2.3.2 Uji Musiman
Untuk mengetahui adanya pola musiman dalam data dilakukan analisa data musiman
yaitu dengan uji musiman.
Adapun langkah-langkah uji musiman adalah sebagai berikut :
H0 = Data tidak dipengaruhi musiman
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
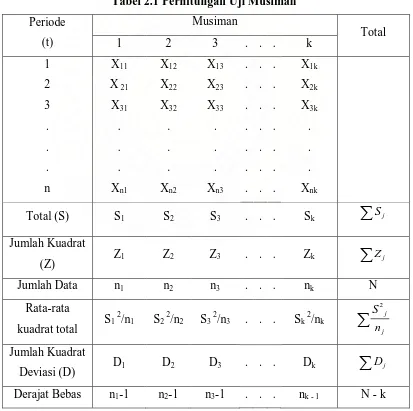
Perhitungan:
Tabel 2.1 Perhitungan Uji Musiman
Periode
(t)
Musiman
Total
1 2 3 . . . k
1 X11 X12 X13 . . . X1k
2 X 21 X22 X23 . . . X2k
3 X31 X32 X33 . . . X3k
. . .
. . .
. . .
n Xn1 Xn2 Xn3 . . . Xnk
Total (S) S1 S2 S3 . . . Sk
∑
SjJumlah Kuadrat
(Z) Z1 Z2 Z3 . . . Zk j
Z
∑
Jumlah Data n1 n2 n3 . . . nk N
Rata-rata
kuadrat total S1
2
/n1 S2 2/n2 S3 2/n3 . . . Sk 2/nk
2 j j
S n
∑
Jumlah KuadratDeviasi (D) D1 D2 D3 . . . Dk j
D
∑
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Notasi :
j tj
S =
∑
X ;∑ ∑∑
Sj = Xtj ; j 2tj
Z = X
∑ ∑
j
S
X
n
=
; tj tjX
X
k
=
Dengan
t = 1, 2, … , n
j = 1, 2, …, k
Jumlah Kuadrat Total (Z ) : tot
( )
2j tot j j
S
Z
Z
N
=
∑
−
∑
Jumlah Kuadrat antar Musim (Zam) :
am
Z =
(
)
2 2 j j j j
S
S
n
−
N
∑
∑
Jumlah Kuadrat dalam Musim (Zdm) :
dm
Z =
(
)
2
tj tj j
t j
X − X = D
∑∑
∑
Tabel 2.2 Anava
Sumber Variasi Derajat Bebas Jumlah Kuadrat (JK)
Jumlah Kuadrat
Rata-rata Statistik Uji
Antar Musim k - 1 Zam
2 1 am b Z S k = − 2 2 b w S F S =
Dalam Musim N - k Zdm
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Total N - 1 Z tot
Kriteria pengujian :
H0 ditolak jika
F
hitung≥F
(k−1,N−k)taraf nyataα
dan terima H0 untuk lainnya.2.4 Dekomposisi Data 2.4.1 Komponen Musiman
Komponen musiman merupakan pola berkala yang teratur dan terdapat dalam deret data
yang sifatnya tahunan. Faktor ini banyak terdapat dalam dunia ekonomi yang biasanya
dipengaruhi oleh hal-hal seperti temperatur, curah hujan, bulan pada suatu tahun, saat
liburan, dan kebijaksanaan perusahaan. Dalam hal ini musiman yang berpengaruh
adalah saat liburan sekolah dan hari-hari besar.
waktu
Gbr 2.1 Pola Data Musiman
Uraian sebelumnya telah menyebutkan bahwa faktor musim dinyatakan dalam
indeks, sehingga sering disebut dengan indeks musim. Indeks musim ini diperoleh
dari hasil bagi data time series dengan faktor trend dan siklis. Pemisahan data dari
trend-siklis melalui perhitungan rata-rata bergerak sesuai dengan jangka waktu
musimannya (6 bulanan). Rata-rata bergerak tersebut adalah hasil kali antara faktor
trend dan siklis, maka :
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Persamaan indeks musim sebagai berikut :
Indeks Musim = t t X M =
. . . .
t t t t t t
S T C E
T C = St . Et (2.3)
Pembagian data asli dengan hasil kali trend dan siklis bermaksud memisahkan
data aslinya dari faktor trend-siklis untuk menghilangkan faktor kesalahan (error) dari
nilai-nilai pada persamaan (2.3) dengan metode rata-rata medial. Rata-rata medial
adalah nilai rata-rata untuk setiap bulan setelah dikeluarkan nilai terbesar dan terkecil.
Hal ini dimaksudkan agar persentasi yang ekstrim rendah dan ekstrim tinggi tidak
mempengaruhi indeks musiman yang akan ditentukan.
2.4.2 Komponen Trend
Faktor Trend merupakan pergerakan yang mendasar pada jangka panjang dari deret
waktu.
Persamaan dari komponen Trend adalah :
Tt = a + b.t (2.4)
Nilai a dan b diperoleh sebagai berikut :
b =
( )
22
. t t Mt
t M n t t n − −
∑ ∑
∑
∑
∑
a = Mt b. t
n − n
∑
∑
di mana :
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
t = periode (t = 1, 2, …, n)
n = jumlah pengamatan
Rata-rata bergerak n-periode diperoleh dengan menggunakan rumusan sebagai
berikut :
Rata-rata bergerak n-periode = jumlah permintaan dalam n-periode terdahulu n
Setelah parameter a dan b diperoleh maka nilai trend Tt dapat dipergunakan dengan
menggunakan persamaan (2.4).
2.4.3 Komponen Siklus
Komponen Siklus menggambarkan fluktuasi ekonomi jangka panjang dan tidak
konstan. Jika suatu time series telah dibebaskan dari pengaruh trend, gerak bermusim
dan komponen error maka tinggallah pengaruh dari gerak siklusnya.
Dengan membagi nilai rata-rata bergerak dengan nilai trend akan diperoleh
persamaan Komponen Siklus :
t t M
T = Ct (2.5)
2.4.4 Komponen Kesalahan (Error)
Komponen error mempunyai gerak yang tidak teratur. Gerak tak teratur ini terjadi
hanya sekali-sekali sehingga tidak dapat diduga ataupun diramalkan. Komponen error
diperoleh dengan membagi data aktual terhadap ketiga komponen time series yang
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
. .
t t t t
X
S T C = Et (2.6)
2.5 Persediaan (Inventory)
Persediaan (Inventory) stok material yang ada pada suatu waktu tertentu atau aset
nyata yang dapat dilihat, diukur dan dihitung atau dapat juga dikatakan sebagai
sumber daya menganggur yang menunggu proses lebih lanjut. Persediaan dapat
membuat kelancaran dan efisiensi dalam operasi manufacturing dengan kondisi yang
tidak bergantung pada bagian atau departemen tertentu dalam kegiatan secara
keseluruhan. Persediaan juga dapat membantu menyeimbangkan pasokan sekaligus
menekan permintaan pasar.
2.5.1 Pengendalian persediaan bahan baku
Kegiatan perusahaan mempunyai hubungan yang sangat erat dengan kegiatan
produksi. Perusahaan mengadakan kegiatan produksi untuk memenuhi kebutuhan
pasar. Untuk mengadakan kegiatan produksi harus ada bahan baku. Bahan baku
merupakan salah satu sumber daya yang harus dikelola dengan baik, tidak ada
industri yang dapat hidup tanpa adanya bahan baku atau material.
Persediaan (inventory) bahan baku sebagai kekayaan perusahaan memiliki
peranan penting dalam operasi bisnis di industi manufaktur. Bahan baku merupakan
faktor utama di dalam perusahaan untuk menunjang kelancaran proses produksi, baik
perusahaan besar maupun perusahaan kecil. Masalah penentuan besarnya persediaan
merupakan masalah yang penting bagi perusahaan, karena persediaan mempunyai
efek yang langsung terhadap keuntungan perusahaan. Kesalahan dalam menentukan
besarnya investasi (modal yang tertanam) dalam persediaan akan menekan
keuntungan perusahaan. Adanya persediaan bahan baku yang terlalu besar
dibandingkan kebutuhan perusahaan akan menambah beban bunga, biaya
pemeliharaan dan penyimpanan dalam gudang, serta kemungkinan terjadinya
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
mengurangi keuntungan perusahaan. Demikian pula sebaliknya, persediaan bahan
baku yang terlalu kecil dalam perusahaan akan mengakibatkan kemacetan dalam
produksi, sehingga perusahaan akan mengalami kerugian juga.
Cara penyelenggaraan persediaan (inventory) bahan baku berbeda-beda untuk
setiap perusahaan, baik dalam jumlah unit persediaan bahan baku yang ada dalam
perusahaan, waktu penggunaannya, maupun jumlah biaya untuk
membeli bahan baku tersebut.
Perlunya persediaan (inventory) bahan baku bagi perusahaan merupakan
akibat dari :
1) Mekanisme pemenuhan produksi, proses suatu barang tidak dapat
dilaksanakan dengan segera bila bahan bakunya tidak tersedia.
2) Keinginan meredam ketidakpastian, ketidakpastian berasal dari adanya
permintaan yang bervariasi dalam jumlah dan waktu, waktu pembuatan yang
cenderung tidak konstan dan waktu pengiriman bahan baku yang cenderung tidak
pasti.
3) Keinginan melakukan spekulasi yang bertujuan untuk mendapatkan
keuntungan besar dari kenaikan harga bahan baku pada waktu mendatang.
Sehingga masalah kuantitatif yang berkaitan dengan persediaan (inventory)
bahan baku adalah mengendalikan saat datangnya bahan baku agar bisa tepat waktu,
mengendalikan banyaknya bahan baku yang datang, termasuk persediaan pengaman,
dan mengendalikan biaya persediaan agar diperoleh biaya total minimum.
2.5.2 Faktor-faktor yang mempengaruhi persediaan bahan baku
Ada beberapa macam faktor-faktor yang mempengaruhi persediaan bahan baku.
Faktor-faktor tersebut akan saling berkaitan, sehingga secara bersama-sama akan
mempengaruhi persediaan bahan baku. Adapun faktor-faktor yang dimaksud adalah
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
1. Perkiraan pemakaian / peramalan
Sebelum kegiatan pembelian bahan baku dilaksanakan maka manajemen harus
dapat membuat perkiraan bahan baku yang akan dipergunakan di dalam proses
produksi pada suatu periode. Perkiraan kebutuhan bahan baku ini merupakan
perkiraan tentang berapa besar/jumlahnya bahan baku yang akan digunakan oleh
perusahaan untuk keperluan proses produksi pada periode yang akan datang. Dalam
hal ini perkiraan pemakaian / peramalan telah dilakukan pada uraian sebelumnya.
2. Harga bahan baku
Harga bahan baku adalah salah satu faktor penentu dalam kebijakan persediaan
bahan dan merupakan dasar penyusunan perhitungan berapa besar dana perusahaan
yang harus disediakan sebagai investasi dalam persediaan bahan baku ini.
3. Biaya-biaya persediaan
Biaya-biaya untuk menyelenggarakan persediaan bahan baku ini sudah
selayaknya diperhitungkan dalam penentuan besarnya persediaan bahan baku.
Biaya-biaya yang berhubungan dengan persediaan disini dapat berupa Biaya-biaya pembelian
bahan baku, biaya penyimpanan (Carrying Cost atau Holding Cost) dan biaya
pemesanan (Ordering Cost).
4. Pemakaian senyatanya
Pemakaian bahan baku yang nyata dari periode-periode yang lalu (data
permintaan aktual) merupakan salah satu faktor yang perlu diperhatikan. Seberapa
besar penyerapan bahan baku oleh proses produksi perusahaan serta bagaimana
hubungannya dengan perkiraan pemakaian yang sudah disusun harus senantiasa
dianalisa. Dengan demikian akan dapat disusun perkiraan kebutuhan bahan baku yang
mendekati kenyataan.
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Waktu tunggu adalah merupakan tenggang waktu yang diperlukan antara saat
pemesanan bahan baku sampai dengan datangnya bahan baku.
2.6 Model Persediaan (Inventory Model)
Dalam sistem Inventory model deterministik dikenal 2 tipe dasar inventory, yaitu
Fixed Order Quantity (FOQ) dan Fixed Order Interval (FOI) (Tersine, 1994)
2.6.1. Metode Fixed Order Quantity
Metode FOQ (Fixed Order Quantity) disebut juga model EOQ (Economic Order
Quantity) ini digunakan untuk menentukan berapa jumlah bahan baku yang harus
dipesan yang meminimumkan biaya penyimpanan persediaan dan biaya pemesanan
persediaan.
Metode Fixed Order Quantity merupakan model persediaan yang akan
membantu perusahaan agar investasi yang ditanamkan dalam persediaan tidak
berlebihan tetapi perusahaan juga tidak mengalami kekurangan persediaan.
Metode ini sering dipakai karena mudah untuk dilaksanakan dan mampu
memberikan solusi yang terbaik bagi perusahaan, karena dengan perhitungan
menggunakan FOQ tidak saja akan diketahui berapa jumlah persediaan yang paling
efisien bagi perusahaan, tetapi akan diketahui juga biaya yang akan dikeluarkan
perusahaan dengan persediaan bahan baku yang dimilikinya (dihitung dengan
menggunakan TIC/Total Inventory Cost) dan waktu yang paling tepat untuk
mengadakan pemesanan kembali.
TIC (Total Inventory Cost) = Biaya pembelian + biaya pemesanan + biaya
penyimpanan
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Sedangkan,
T = R
Q (2.9)
Substitusi persamaan (2.9) ke persamaan (2.8), maka diperoleh total biaya pemesanan,
yaitu :
Total Biaya Pemesanan = C R.
Q (2.10)
Rata-rata persediaan = 2 Q
sehingga total biaya penyimpanan menjadi
Total Biaya Penyimpanan = . 2
H Q
(2.11)
Dengan demikian Total biaya persediaan (TIC) dengan menggunakan Model
persamaan metode FOQ akan menjadi :
TIC = P R. + C R.
Q +
. 2 H Q
di mana :
R = Total demand/tahun per unit (Requirement atau Revenue)
P = Harga beli bahan baku per unit (Purchasing Cost)
C = Biaya pesan/sekali pesan
Q = Jumlah order dalam unit (Quantity Order)
H = Biaya penyimpanan/tahun per unit (Holding Cost)
F = Fraksi biaya simpan tahunan (dalam persentase)
TIC = Total biaya persediaan (Total Inventory Cost) selama satu periode
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
0
TIC Q
∂ =
∂ , ma k a :
TIC = P R. + C R.
Q +
. 2 H Q TIC Q ∂ =
∂ - 2
.
C R Q + 2
H = 0
2 H
= C R.2
Q
H.Q2 = 2 C. R
Q2 = 2 .C R H
Q * = 2 .C R
H =
2 . .
C R P F
P a d a t it ik EO Q bia ya p e me s a na n a ka n s a ma d e ng a n bia ya
p e n yimp a na n. M a ka kita dapat menentukan Economic Order Quantity (EOQ)
atau jumlah bahan baku optimal yang harus dipesan sebagai berikut:
Q* = 2 . .
C R P F
Metode Fixed Order Quantity dapat dihitung dengan menghubungkan
antara biaya penyimpanan per unit, biaya pemesanan setiap kali pesan, jumlah
kebutuhan bahan baku untuk satu periode dan harga beli bahan baku per unit.
2.6.2. Metode Fixed Order Interval
Metode FOI ini merupakan metode yang digunakan untuk mengetahui kapan waktu
pemesanan yang optimal yang harus dilakukan.
Total biaya dengan menggunakan Model persamaan FOI :
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
= . . .
2
C H R T P R
T
+ +
Di mana: T = interval pemesanan tiap tahun
Pada titik EOQ biaya pemesanan akan sama dengan biaya penyimpanan,
. . 2
C H R T
T =
H.R.T2 = 2C
T2 = 2 . C H R
sehingga didapatkan persamaan interval pemesanan optimal sebagai berikut :
T* = 2
.
C H R =
2 . .
C
P F R = EOI dalam tahun
Dan diperoleh jumlah pesanan optimal dalam 1 tahun, sebagai berikut :
m* = * 1 T
Persediaan (inventory) Maksimum :
E = R(T* + L) n
di mana :
T* = Interval pemesanan optimal dalam tahun
L = Lead time order
M = Jumlah order per tahun
E = Maksimum inventory
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Untuk Economic Order Interval (EOI) dengan interval pemesanan yang optimal
persamaan total biaya tahunan sebagai berikut :
TC (T *) = P.R + H.R.T *
2.7 Menentukan Safety Stock
Dalam metode Fixed Order Quantity diasumsikan bahwa baik permintaan maupun
waktu pesan sampai tiba (Lead Time) penerimaan bahan baku adalah konstan atau
tetap. Namun pada kenyataannya, permintaan dan waktu pesan sampai tiba
penerimaan bahan baku tersebut adalah berubah-ubah. Untuk mengatasi resiko yang
muncul akibat perubahan tersebut adalah dengan cara menyimpan persediaan dalam
jumlah yang lebih besar dari jumlah pemakaian yang disebut Safety Stock.
Safety Stock adalah jumlah inventory yang diadakan untuk mengatasi
permintaan barang yang tidak konstan. Safety Stock juga digunakan sebagai
cadangan jika terjadi peningkatan permintaan barang yang tidak diinginkan,
keterlambatan supplier mengirimkan barang pesanan perusahaan dan
ketidaktersediaan barang yang dipesan pada supplier. Terjadinya kekurangan
persediaan barang atau Stock Out dapat disebabkan karena penggunaan persediaan
yang lebih besar dari perkiraan semula atau keterlambatan dalam penerimaan
persediaan barang yang dipesan. Dengan diadakan Safety Stock ini dapat
menghindari kerugian yang ditimbulkan karena timbulnya Stock Out, sebaliknya hal
ini akan menambah besarnya biaya penyimpanan, jadi dalam menyediakan Safety
Stock harus diusahakan agar biaya tetap serendah mungkin.
Untuk menentukan berapa jumlah Safety Stock dapat digunakan metode
Perbedaan Pemakaian Maksimum dan Rata-Rata. Metode ini dilakukan dengan
menghitung selisih antara pemakaian maksimum dengan pemakaian rata-rata dalam
jangka waktu tertentu, kemudian selisih tersebut dikalikan dengan lead time (dalam
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Safety Stock = (Pemakaian Maksimum – Pemakaian Rata-Rata) x Lead Time.
= (Xtmax Xt)
N
−
∑
x Lead Time.Di mana N = Jumlah data series
BAB 3
PEMBAHASAN DAN HASIL
3.1 Pengumpulan Data
Seperti yang disebutkan pada bab sebelumnya bahwa untuk mendukung penulisan ini
dibutuhkan data, seperti:
1. Data produksi bahan baku tepung terigu di PT. Indofood periode
Januari 2007 sampai dengan Desember 2008.
2. Data biaya pembelian bahan baku.
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
4. Data biaya – biaya yang berkaitan dengan persediaan bahan baku.
PT. Indofood Sukses Makmur adalah suatu perusahaan yang bergerak dalam
bidang produksi makanan ringan, dimana perusahaan memproduksi Indomie, Supermi,
Sarimi, dan Sakura. Adapun bahan baku yang digunakan dalam pembuatan
produk-produk itu memiliki banyak kesamaan, seperti Tepung terigu, minyak goreng, bumbu,
dan minyak bumbu.
Data yang diperoleh penulis dari pihak PT. Indofood adalah sebagai berikut:
1. Harga bahan baku:
Tepung Terigu (/kg) = Rp 5.000,-
Minyak Goreng (/kg) = Rp 8.000,-
Bumbu (/pcs) = Rp 90,-
Minyak Bumbu (/pcs) = Rp 110,-
Sesuai dengan pembatasan masalah yang telah disebutkan sebelumnya bahwa
bahan baku yang dibahas adalah bahan baku produk ma ka na n de nga n kat ego ri
f ast moving dengan quantity besar dan menyerap biaya yang tinggi yang secara
signifikan sangat berpengaruh pada sistem inventory level perusahaan, maka penulis
membuat kesimpulan untuk mengambil bahan baku tepung terigu sebagai objek
penelitian.
2. Data produksi tepung terigu periode Januari 2007 sampai dengan Desember
2008
Periode 2007
(kg)
2008
(kg)
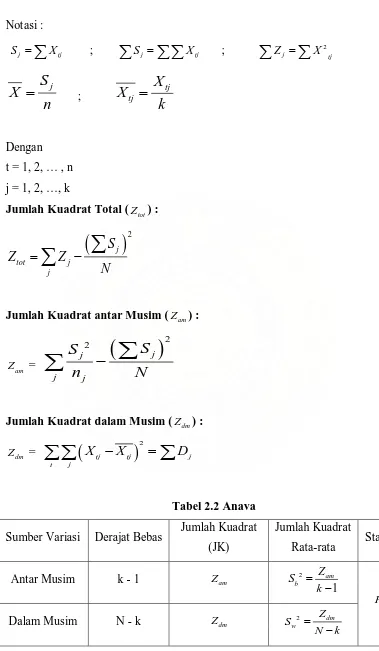
Januari 3.060.638 2.853.034
Februari 3.139.794 2.716.175
Maret 3.476.819 3.020.543
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Mei 3.064.781 1.580.592
Juni 3.227.259 2.934.421
Juli 2.703.808 2.280.584
Agustus 2.731.156 2.455.480
September 2.332.621 3.671.507
Oktober 2.233.906 4.047.403
November 3.038.559 2.759.993
[image:35.595.66.560.71.737.2]Desember 3.110.554 2.980.763
Tabel 3.1 Data Produksi tepung terigu
4. Biaya pemesanan (ongkos angkut + bongkar) adalah Rp 12.346.659,-
5. Biaya penyimpanan adalah 15% dari harga bahan baku per tahun.
6. Lead time adalah 1 hari, dengan bahan baku tepung terigu didatangkan dari
Belawan.
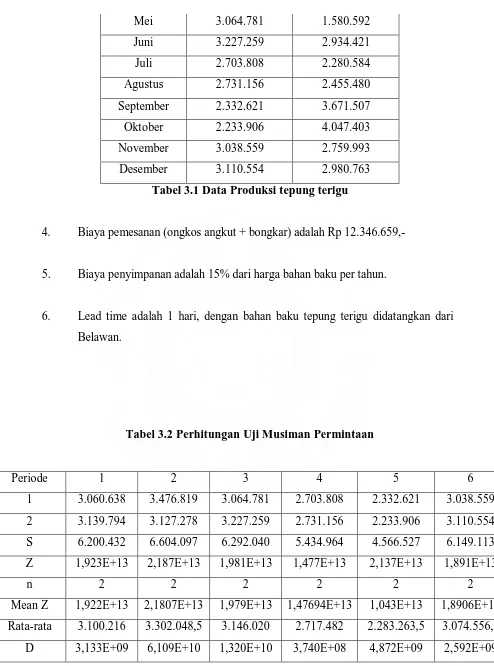
Tabel 3.2 Perhitungan Uji Musiman Permintaan
Periode 1 2 3 4 5 6
1 3.060.638 3.476.819 3.064.781 2.703.808 2.332.621 3.038.559
2 3.139.794 3.127.278 3.227.259 2.731.156 2.233.906 3.110.554
S 6.200.432 6.604.097 6.292.040 5.434.964 4.566.527 6.149.113
Z 1,923E+13 2,187E+13 1,981E+13 1,477E+13 2,137E+13 1,891E+13
n 2 2 2 2 2 2
Mean Z 1,922E+13 2,1807E+13 1,979E+13 1,47694E+13 1,043E+13 1,8906E+13
Rata-rata 3.100.216 3.302.048,5 3.146.020 2.717.482 2.283.263,5 3.074.556,5
[image:35.595.166.468.84.254.2]Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Periode 7 8 9 10 11 12 Total
1 2.853.034 3.020.543 1.580.592 2.280.584 3.671.507 2.759.993 33.843.479
2 2.716.175 2.641.439 2.934.421 2.455.480 4.047.403 2.980.763 35.345.628
S 5.569.209 5.661.982 4.515.013 4.736.064 7.718.910 5.740.756 69.189.107
Z 1,552E+13 1,610E+13 1,111E+13 1,123E+13 2,986E+13 1,650E+13 2,053E+14
n 2 2 2 2 2 2 2
Mean Z 1,551E+13 1,6029E+13 1,019E+13 1,12152E+13 2,979E+13 1,64781E+13 2,041E+14
Rata-rata 2.784.604,5 2.830.991 2.257.506,5 2.368.032 3.859.455 2.870.378,0 34.594.553,5
D 9,365E+09 7,186E+10 9,164E+11 1,529E+10 7,065E+10 2,437E+10 1,193E+12
3.2 Analisa dan Pengolahan Data
Uji Sampel dan Uji Musiman
Seperti yang telah diuraikan dalam landasan teori, bahwa sebelum melakukan
analisa pengolahan data maka terlebih dahulu data diuji apakah sampel data produksi
bahan baku dapat diterima sebagai sampel atau tidak dan apakah data dipengaruhi
musiman.
Uji Sampel
Dari tabel (3.2) Uji Sampel produksi bahan baku tepung terigu :
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
t
X
∑
= 69.189.1072 t X
∑
= 2,053E+14(
)
2t X
∑
= 4,787E+15Dari persamaan (2.1)
N’ =
(
)
2 2 2
20 t t
t
N X X
X −
∑
∑
∑
N’ =
(
) (
)
2 2
20 24 2,053E+14 69.189.107
69.189.107
−
N’ = 11,715
Karena N’ < N berarti sampel percobaan memenuhi syarat untuk dipakai sebagai
sampel.
Uji Musiman
Untuk mengetahui ada tidaknya pengaruh pola musiman terhadap data dapat
diketahui dengan melakukan uji musiman.
Hipotesa :
H0 = Data tidak dipengaruhi musiman
H1 = Data dipengaruhi musiman
Dari tabel (3.2) diperoleh :
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
( )
2j tot j
j
S
Z
Z
N
=
∑
−
∑
= 2,053E+14 –(69.189.107)2 24
= 2,053E+14 – 1,995E+14
= 5,8E+12
Jumlah Kuadrat antar Musim (Zam) :
am
Z =
(
)
2 2
j j
j j
S
S
n
−
N
∑
∑
= 2,041E+14 - (69.189.107)2 24
= 2,041E+14 - 1,995E+14
= 4,6E+12
Jumlah Kuadrat dalam Musim (Zdm) :
dm
Z =
(
ij ij)
2 j i jX −X = D
∑∑
∑
= 1,2E+12
[image:38.595.103.447.161.611.2]Sehingga dapat disusun tabel Anava untuk uji musiman seperti berikut :
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Sumber
Variasi Derajat Bebas
Jumlah
Kuadrat
(JK)
Jumlah
Kuadrat
Rata-rata
Statistik
Uji
Antar
Musim 11 4,6E+12 4,18E+11
4,18 Dalam
Musim 12 1,2E+12 1E+11
Total 23 5,8E+12
Dengan α = 0,05 Diperoleh F(11,12) = 2,72
Dari tabel (3.3) dapat kita lihat bahwa Fhit = 4,18, sesuai dengan kriteria, maka H0
ditolak karena Fhit > Ftab, artinya data produksi dipengaruhi musiman.
3.3 Grafik Data
Setiap pengamatan di dalam Time Series digambarkan sebagai suatu titik pada
susunan koordinat tegak lurus memakai nilai pengamatan sebagai ordinat dan angka
yang menunjukkan waktu sebagai absis.
Dengan penggambaran Time Series tersebut dapat dilihat dengan mudah
bagaimana gerak-gerik variabel yang sedang diamati pada waktu lampau. Untuk itu
data produksi bahan baku yang diperoleh dari PT. Indofood Sukses Makmur
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
0 500.000 1.000.000 1.500.000 2.000.000 2.500.000 3.000.000 3.500.000 4.000.000 4.500.000
1 3 5 7 9 11 13 15 17 19 21 23
Periode
P
ro
d
u
k
s
i
Gbr 3.1 Plot Data Tepung Terigu
3.4 Peramalan
a. Indeks Musim
Indeks Musiman dihitung dengan cara rasio rata-rata bergerak, dibuat bebas dari
pengaruh trend, siklus dan pengaruh komponen error.
Langkah pertama yaitu pengambilan harga rata-rata bergerak 6 bulan
diharapkan menghilangkan pengaruh dari gerak bermusim dan meninggalkan pengaruh
trend dan gerak siklus di dalam time series. Perhitungan rata-rata bergerak dan rasio
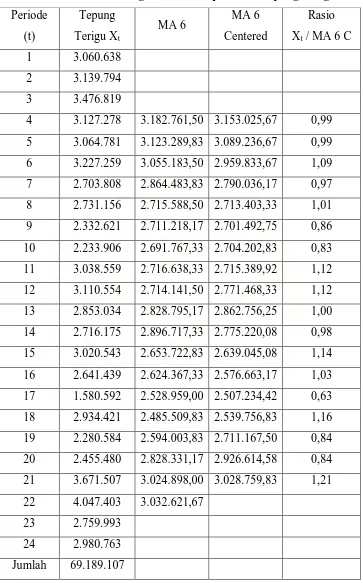
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Tabel 3.4 Rata-rata Bergerak 6 Bulan produksi Tepung Terigu
Periode
(t)
Tepung
Terigu Xt
MA 6 MA 6
Centered
Rasio
Xt / MA 6 C
1 3.060.638
2 3.139.794
3 3.476.819
4 3.127.278 3.182.761,50 3.153.025,67 0,99
5 3.064.781 3.123.289,83 3.089.236,67 0,99
6 3.227.259 3.055.183,50 2.959.833,67 1,09
7 2.703.808 2.864.483,83 2.790.036,17 0,97
8 2.731.156 2.715.588,50 2.713.403,33 1,01
9 2.332.621 2.711.218,17 2.701.492,75 0,86
10 2.233.906 2.691.767,33 2.704.202,83 0,83
11 3.038.559 2.716.638,33 2.715.389,92 1,12
12 3.110.554 2.714.141,50 2.771.468,33 1,12
13 2.853.034 2.828.795,17 2.862.756,25 1,00
14 2.716.175 2.896.717,33 2.775.220,08 0,98
15 3.020.543 2.653.722,83 2.639.045,08 1,14
16 2.641.439 2.624.367,33 2.576.663,17 1,03
17 1.580.592 2.528.959,00 2.507.234,42 0,63
18 2.934.421 2.485.509,83 2.539.756,83 1,16
19 2.280.584 2.594.003,83 2.711.167,50 0,84
20 2.455.480 2.828.331,17 2.926.614,58 0,84
21 3.671.507 3.024.898,00 3.028.759,83 1,21
22 4.047.403 3.032.621,67
23 2.759.993
24 2.980.763
Jumlah 69.189.107
Pada kolom keempat terdapat rata-rata bergerak terpusat yang diperoleh dari
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
ini hanya mengandung komponen trend dan siklus.
Mt = Tt . Ct
Pada gambar (3.2) berikut ini digambarkan grafik data aktual dan rata-rata bergerak.
0 500.000 1.000.000 1.500.000 2.000.000 2.500.000 3.000.000 3.500.000 4.000.000 4.500.000
1 3 5 7 9 11 13 15 17 19 21 23
Periode
Gbr 3.2 Grafik Rata-rata Bergerak dengan Data Aktual
[image:42.595.148.452.347.739.2]Dari tabel (3.4) diperoleh perhitungan Indeks Musiman, sebagai berikut :
Tabel 3.5 Perhitungan Indeks Musiman tahun 2009
Bulan 2007 2008
Indeks
musiman
(St)
Januari 1,12 1,12
Februari 1 1
Maret 0,98 0,98
April 1,14 1,14
Mei 0,99 1,03 1,01
Juni 0,99 0,63 0,81
Juli 1,09 1,16 1,12
Agustus 0,97 0,84 0,91
September 1,01 0,84 0,92
Oktober 0,86 1,21 1,04
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Desember 1,12 1,12
Jumlah 12
b. Komponen Trend
Gerak Trend adalah gerak yang menentukan arah dari time series, yang umumnya di
dalam suatu jangka waktu yang panjang.
Tt = a + b . t
Perhitungan nilai trend dilakukan terhadap data yang telah bebas dari pengaruh
[image:43.595.145.450.83.132.2]musiman dan komponen error (Mt), seperti pada tabel :
Tabel 3.6 Perhitungan Trend
t M t t M . t t 2
4 3.153.025,67 12.612.102,68 16
5 3.089.236,67 15.446.183,35 25
6 2.959.833,67 17.759.002,02 36
7 2.790.036,17 19.530.253,19 49
8 2.713.403,33 21.707.226,64 64
9 2.701.492,75 24.313.434,75 81
10 2.704.202,83 27.042.028,30 100
11 2.715.389,92 29.869.289,12 121
12 2.771.468,33 33.257.619,96 144
13 2.862.756,25 37.215.831,25 169
14 2.775.220,08 38.853.081,12 196
15 2.639.045,08 39.585.676,20 225
16 2.576.663,17 41.226.610,72 256
17 2.507.234,42 42.622.985,14 289
18 2.539.756,83 45.715.622,94 324
19 2.711.167,50 51.512.182,50 361
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
21 3.028.759,83 63.603.956,43 441
t
∑
= 225∑
Mt = 50.165.307,08∑
t M. t= 620.405.377,91∑
t2= 3297Dari tabel diperoleh nilai-nilai :
n = 18
t
∑
= 225t
M
∑
= 50.165.307,08. t
t M
∑
= 620.405.377,912
t
∑
= 3297Sehingga,
b =
( )
22
. t t Mt
t M n t t n − −
∑ ∑
∑
∑
∑
b = 620.405.377,91- 225x50.165.307,08
18
b = - 13.748,1
a = Mt– b t
= 2.786.961,5 – (-13.748,1 x 12.5)
= 2.958.811,5
Dengan mensubstitusi nilai a dan b ke persamaan (2.5) diperoleh persamaan
trend : Tt = 2.958.811,5 - 13.748,1 t. Artinya untuk setiap kenaikan satu periode maka
produksi tepung terigu berkurang sebanyak 13.748,1 kg perbulan dari periode
sebelumnya. Untuk mendapatkan nilai trend untuk data dan ramalan trend, maka nilai
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
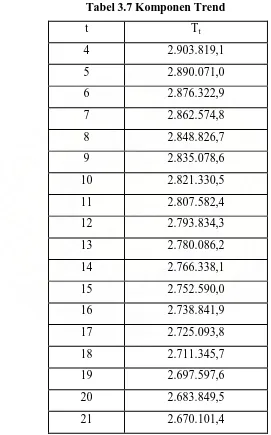
[image:45.595.158.429.211.646.2]Tabel Komponen Trend :
Tabel 3.7 Komponen Trend
t Tt
4 2.903.819,1
5 2.890.071,0
6 2.876.322,9
7 2.862.574,8
8 2.848.826,7
9 2.835.078,6
10 2.821.330,5
11 2.807.582,4
12 2.793.834,3
13 2.780.086,2
14 2.766.338,1
15 2.752.590,0
16 2.738.841,9
17 2.725.093,8
18 2.711.345,7
19 2.697.597,6
20 2.683.849,5
21 2.670.101,4
Nilai-nilai trend ramalan yang diperoleh kemudian diperlihatkan pada gambar (3.3)
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
2.550.000,00 2.600.000,00 2.650.000,00 2.700.000,00 2.750.000,00 2.800.000,00 2.850.000,00 2.900.000,00 2.950.000,00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Periode
Ju
m
lah
Gbr 3.3 Grafik Komponen Trend
c. Komponen Siklus
Gerak siklusnya diperoleh jika suatu time series telah dibebaskan dari pengaruh trend,
gerak bermusim dan komponen error.
Dengan membagi nilai rata-rata bergerak dengan nilai trend akan diperoleh
persamaan Komponen Siklus :
t t M
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Tabel 3.8 Perhitungan Siklus
t Mt Tt
Ct
(Mt / Tt)
1 3.153.025,67 2.903.819,1 1,09
2 3.089.236,67 2.890.071,0 1,07
3 2.959.833,67 2.876.322,9 1,03
4 2.790.036,17 2.862.574,8 0,97
5 2.713.403,33 2.848.826,7 0,95
6 2.701.492,75 2.835.078,6 0,95
7 2.704.202,83 2.821.330,5 0,96
8 2.715.389,92 2.807.582,4 0,97
9 2.771.468,33 2.793.834,3 0,99
10 2.862.756,25 2.780.086,2 1,03
11 2.775.220,08 2.766.338,1 1,00
12 2.639.045,08 2.752.590,0 0,96
13 2.576.663,17 2.738.841,9 0,94
14 2.507.234,42 2.725.093,8 0,92
15 2.539.756,83 2.711.345,7 0,94
16 2.711.167,50 2.697.597,6 1,01
17 2.926.614,58 2.683.849,5 1,09
18 3.028.759,83 2.670.101,4 1,13
Nilai-nilai komponen siklus yang diperoleh pada tabel di atas dapat dilihat pada
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
0 0,2 0,4 0,6 0,8 1 1,2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Periode
In
d
eks
Gbr 3.4 Grafik Komponen Siklus
Untuk mendapatkan ramalan komponen siklus untuk 12 bulan mendatang,
pertama-tama dihitung rata-rata tahunan untuk melihat tahun tinggi dan
tahun-tahun rendah. Kemudian ditentukan tahun-tahun yang akan diramalkan, apakah termasuk
[image:48.595.139.490.86.271.2]tahun tinggi atau tahun rendah.
Tabel 3.9 Perhitungan Siklus Tahun 2009
Periode 2007 2008 Ct
2009
Januari 0,99 0,99
Februari 1,03 1,03
Maret 1 1
April 0,96 0,96
Mei 1,09 0,94 1,09
Juni 1,07 0,92 0,92
Juli 1,03 0,94 1,03
Agustus 0,97 1,01 0,97
September 0,95 1,09 0,95
Oktober 0,95 1,13 1,13
November 0,96 0,96
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
d. Komponen Error
Setelah diperoleh nilai-nilai untuk komponen musim, komponen trend dan komponen
siklus dari data, maka dapat ditentukan nilai komponen errornya. Komponen error
dapat ditentukan dengan cara membagi nilai data aktual berturut-turut terhadap nilai
komponen musim, trend dan siklus.
. .
t t t t
X
S T C = Et
Tabel 3.10 Perhitungan Komponen Error
Xt St Tt Ct
Et
(Xt/St.Tt.Ct)
3.127.278 1,14 2.903.819,1 1,09 0,87
3.064.781 1,01 2.890.071,0 1,07 0,98
3.227.259 0,81 2.876.322,9 1,03 1,34
2.703.808 1,12 2.862.574,8 0,97 0,87
2.731.156 0,91 2.848.826,7 0,95 1,11
2.332.621 0,92 2.835.078,6 0,95 0,94
2.233.906 1,04 2.821.330,5 0,96 0,79
3.038.559 0,83 2.807.582,4 0,97 1,34
3.110.554 1,12 2.793.834,3 0,99 1,00
2.853.034 1,12 2.780.086,2 1,03 0,89
2.716.175 1 2.766.338,1 1 0,98
3.020.543 0,98 2.752.590,0 0,96 1,17
2.641.439 1,14 2.738.841,9 0,94 0,90
1.580.592 1,01 2.725.093,8 0,92 0,62
2.934.421 0,81 2.711.345,7 0,94 1,42
2.280.584 1,12 2.697.597,6 1,01 0,75
2.455.480 0,91 2.683.849,5 1,09 0,92
3.671.507 0,92 2.670.101,4 1,13 1,32
Jumlah 18,23
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
e. Hasil Peramalan
Nilai ramalan kebutuhan bahan baku Tepung Terigu untuk memproduksi Indomie,
Supermi, Sarimi dan Sakura untuk Tahun 2009 di PT. Indofood Sukses Makmur
ditentukan dengan mengalikan keempat komponen ramalan time series yang telah
diperoleh.
[image:50.595.110.524.294.634.2]Xt = St . Tt . Ct . Et ; t = 25, 26, … , 36
Tabel 3.11 Peramalan Tahun 2009
Periode Tt St Ct Et
Xt
(Tt.St.Ct.Et)
Januari 2.615.109,0 1,12 0,99 1,01 2.928.629,19
Februari 2.601.360,9 1 1,03 1,01 2.706.195,74
Maret 2.587.612,8 0,98 1 1,01 2.561.219,15
April 2.573.864,7 1,14 0,96 1,01 2.845.005,90
Mei 2.560.116,6 1,01 1,09 1,01 2.846.616,69
Juni 2.546.368,5 0,81 0,92 1,01 1.916.529,34
Juli 2.532.620,4 1,12 1,03 1,01 2.950.847,20
Agustus 2.518.872,3 0,91 0,97 1,01 2.245.642,67
September 2.505.124,2 0,92 0,95 1,01 2.211.373,34
Oktober 2.491.376,1 1,04 1,13 1,01 2.957.143,84
November 2.477.628,0 0,83 0,96 1,01 1.993.915,73
Desember 2.463.879,9 1,12 0,97 1,01 2.703.526,71
Jumlah 30.866.645,51 kg
Dengan demikian perkiraan/peramalan kebutuhan bahan baku Tepung terigu
periode Januari 2009 sampai dengan Desember tahun 2009 adalah sebesar
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
3.5 Formulasi Model Persediaan
Karena pemesanan dilakukan 1 kali dalam 1 bulan, maka jumlah pemesanan setiap
kali pesan adalah :
Q = 12
R
= 30.866.645, 51
12
= 2.572.220, 549 kg
Di PT. Indofood Sukses Makmur biaya pesan tepung terigu yang dipesan dari
Belawan dihitung per sak. Tiap sak berisi 25 kg dan memiliki biaya Rp 120,- , maka
biaya pesan dapat dihitung menjadi :
Biaya pesan (C) = 2.572.220, 549
25 x Rp 120
= Rp 12.346.659,-
Sehingga dengan cara biasa biaya total adalah :
Total Cost (TC) = biaya pembelian + biaya pemesanan + biaya penyimpanan
= . . . 2
C R H Q P R
Q
+ +
= (5000)(30.866.645,51) + (12.346.659 )(30.866.645, 51)
2.572.220, 549 +
(5000)(0.15)(2.572.220, 549) 2
= Rp 154.333.227.600 + Rp 148.159.901 + Rp 964.582.706
= Rp 155.445.970.207,-
a. Metode Fixed Order Quantity atau Economic Order Quantity
Sekarang biaya total dengan menggunakan metode FOQ dihitung dengan
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
Q* = 2 . .
C R
P F = EOQ
Q* = 2.(12.346.659)(30.866.645, 51) (5000).(0.15)
= 1.008.100,453 kg setiap kali pesan
Total biaya tahunan dengan menggunakan Model persamaan metode FOQ:
Total Cost (TC) = biaya pembelian + biaya pemesanan + biaya penyimpanan
= . . . *
* 2
C R H Q P R
Q
+ +
= (5.000)(30.866.645,51) + (12.346.659)(30.866.645, 51)
1.008.100,453 +
(5.000)(0.15)(1.008.100,453)
2
= Rp 154.333.227.600,- + Rp 378.037.646,- + Rp 378.037.670,-
= Rp 155.089.302.916,-
b. Metode Fixed Order Interval atau Economic Order Interval
Perencanaan persediaan bahan baku untuk bahan baku Tepung Terigu
menggunakan metode FOI adalah sebagai berikut:
Dari hasil peramalan maka dapat dihitung biaya persediaan untuk periode
Januari 2009 sampai dengan Desember 2009
C = biaya pemesanan yaitu sebesar Rp 12.346.659,- per sekali pesan
R = total permintaan bahan baku (kg) selama periode Januari 2009 – Desember
2009 adalah 30.866.645,51 kg
P = harga bahan baku yaitu sebesar Rp 5.000 / kg
T = interval pemesanan yaitu 1 bulan
F = fraksi biaya simpan yaitu 15 % per tahun
Imelda Yuli Yanti Fransiska : Inventory Control Dan Perencanaan Bahan Baku Di Industri Manufakturing Pada PT. Indofood Sukses Makmur – Medan, 2009.
L = 1 hari
Perhitungan interval pemesanan optimal bahan baku tepung terigu dengan
menggunakan metode FOI atau EOI adalah sebagai berikut :
T* = 2
. .
C P F R =
2 x (12.346.659)
(5.000)(0.15)(30.866.645, 51)
= 0.0010667
= 0.0326 tahun
T* (dalam hari) = 0.0326 x 300 hari kerja = 9.79 – 10 hari
Banyaknya memesan dalam setahun :
m* = * 1
T =
1
0.0326 = 30.67 – 31 kali
Economic Order Interval (EOI) dengan interval pemesanan yang optimal
persamaan