RENCANA PERBAIKAN MUTU DENGAN METODE SIX SIGMA UNTUK MENGURANGI JUMLAH PRODUK CACAT
DI PT MARK DYNAMICS INDONESIA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh :
FARADY P SIRAIT
NIM : 050403069
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kehadiran Tuhan Yang Maha Esa yang telah memberikan kasih dan setia-Nya kepada penulis sehingga penulis dapat menyelesaikan Tugas Sarjana ini yang berjudul “Rencana Perbaikan Mutu Dengan Metode Six Sigma untuk Mengurangi Jumlah Produk Cacat di PT Mark Dynamics Indonesia”.
Tugas sarjana ini dibuat sebagai salah satu syarat dalam menempuh Seminar Tugas Akhir pada Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Adapun tujuan yang hendak dicapai pada penelitian ini adalah untuk mendapatkan rencana perbaikan yang diharapkan dapat digunakan untuk perbaikan kualitas sehingga dapat menurunkan produk cacat.
Oleh karena itu penulis juga mengharapkan saran dan kritik yang membangun untuk lebih menyempurnakan Tugas Sarjana ini.
Semoga Tugas Sarjana ini dapat bermanfaat bagi pembaca.
Medan, September 2010 Penulis
UCAPAN TERIMA KASIH
Tugas Sarjana ini tidak akan pernah terwujud tanpa bantuan dan dukungan dari berbagai pihak. Penulis mengucapkan puja-puji buat Tuhan Yesus Kristus atas berkat dan anugerah yang telah diberikan. Pada kesempatan ini penulis mengucapkan terima kasih yang tulus kepada :
1. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
2. Bapak Ir. Aulia Ishak, ST, MT selaku Koordinator Tugas Akhir Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara dan juga selaku pembimbing II.
3. Bapak Prof. Dr. Ir. Sukaria Sinulingga M.Eng, selaku Ketua Bidang Manajemen Rekayasa dan Manufaktur Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
4. Bapak Dr. Ir. Humala L. Napitupulu, DEA, selaku pembimbing I, yang telah meluangkan banyak waktunya untuk memberikan motivasi, bimbingan arahan dan koreksi dalam penulisan Tugas Sarjana ini.
5. Kepada seluruh Staf Pengajar dan Pegawai departemen Teknik Industri yang sudah memberikan bimbingan selama penulis
7. Kedua Orang Tuaku Tercinta, N. Sirait (alm) dan S. Br Sibuea, yang selalu memberikan bantuan moral, serta saudara dan saudari penulis Fitrah Laurentius Sirait, Riama Lusia Sirait, Henry Johanes Sirait, serta keluarga yang juga merupakan motivasi penulis agar dapat segera menyelesaikan Tugas Sarjana ini.
8. Sabrina Matilda Sitanggang, ST yang telah banyak memotivasi dan membantu penulis untuk menyelesaikan Tugas Sarjana ini.
9. Seluruh Staf dan karyawan PT. Mark Dynamics Indonesia yang telah memberikan bantuan berupa informasi dan dukungan selama melakukan penelitian tugas sarjana.
10. Sahabat-sahabatku ”Super O5” yang telah membantu penulis, memberi masukan dan tempat untuk berdiskusi bagi penulis.
11. Buat semua pihak yang secara langsung atau tidak langsung terlibat dalam pembuatan laporan ini yang tidak dapat disebutkan satu per satu.
Demikian penulis sampaikan untuk memulai pembahasan Tugas Sarjana ini. Dalam hal ini penulis menyadari bahwa Tugas Sarjana yang disajikan masih banyak kekurangan. Oleh karena itu penulis mengharapkan saran dan kritik yang bersifat membangun. Semoga Tugas Sarjana ini dapat memberikan manfaat bagi kita semua.
Medan, September 2010 Penulis
DAFTAR ISI
BAB Halaman
KATA PENGANTAR ... iv
UCAPAN TERIMAKASIH ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xviii
ABSTRAK ... xix
I PENDAHULUAN
1.1. Latar Belakang Penelitian ... I- 1 1.2. Perumusan Masalah ... I- 3 1.3. Ruang Lingkup Penelitian dan Asumsi yang Digunakan ... I- 3 1.4. Tujuan dan Manfaat Penelitian... I- 4 1.5. Sistematika Penulisan Tugas Akhir ... I- 4 II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (lanjutan)
BAB Halaman
2.5.1. Standar Mutu Produk ... II-7 2.5.2. Bahan yang Digunakan ... II-7 2.5.3. Uraian Proses Produksi ... II-9 III LANDASAN TEORI
DAFTAR ISI (lanjutan)
BAB Halaman
IV METODOLOGI PENELITIAN
4.1. Objek Penelitian ... IV-2 4.2. Tempat dan Waktu Penelitian ... IV-3 4.3. Sumber Data ... IV-3 4.4. Pengumpulan Data ... IV-4 4.5. Pengolahan Data ... IV-4 4.5.1. Rekapitulasi Jumlah Produk Cacat ... IV-5 4.5.2. Run Chart Jumlah Produk Cacat ... IV-5 4.5.3. Histogram ... IV-5 4.5.4. Perhitungan Biaya Penggunaan Sumber Daya ... IV-5 4.5.5. Cost of Poor Quality (COPQ) ... IV-5 4.6. Analisa dan Pemecahan Masalah ... IV-6 4.6.1. Define ... IV-6 4.6.2. Measure ... IV-6 4.6.3. Analyze ... IV-6 4.6.4. Improve ... IV-7 4.7. Kesimpulan dan Saran ... IV-7 V PENGUMPULAN DAN PENGOLAHAN DATA
DAFTAR ISI (lanjutan)
BAB Halaman
5.1.2. Jenis Kecacatan ... V-12 5.1.3. Input ... V-15 5.1.4. Penggunaan Sumber Daya ... V-16 5.1.5. Tarif dan Biaya ... V-20 5.2. Pengolahan Data ... V-25 5.2.1. Rekapitulasi Jumlah Produk Cacat ... V-25 5.2.2. Histogram ... V-29 5.2.3. Perhitungan Biaya Pengunaan Sumber Daya ... V-30 5.2.4. Cost of Poor Quality ... V-38 VI ANALISA PEMECAHAN MASALAH
6.1. Define ... VI-1 6.1.1. Pemetaan Proses Produksi ... VI-1 6.1.2. Identifikasi Karakteristik Kualitas ... VI-2 6.2. Measure ... VI-6 6.2.1. Pengukuran Kapabilitas Sigma ... VI-6 6.2.2. Pemilihan Karakteristik Kualitas (CTQ) Kunci ... VI-8 6.3. Analyze ... VI-20 6.4. Improve ... VI-26 VII KESIMPULAN DAN SARAN
DAFTAR ISI (lanjutan)
BAB Halaman
7.2. Saran ... VII- 3
DAFTAR PUSTAKA
DAFTAR TABEL
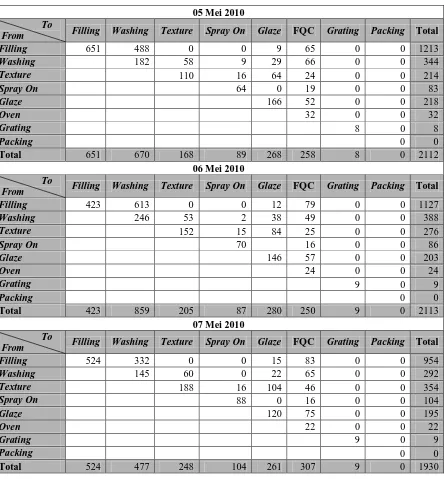
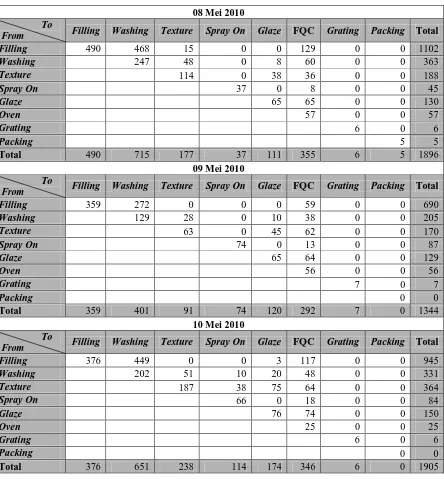
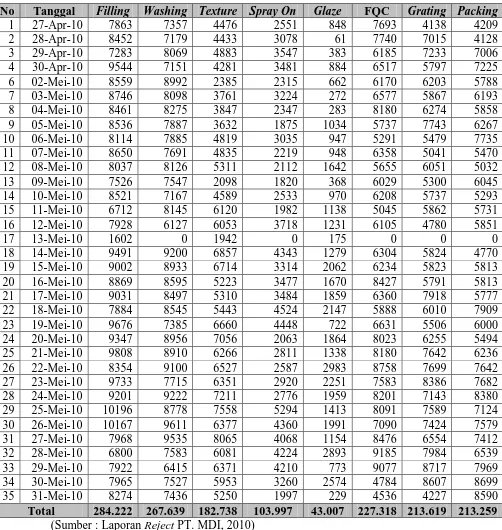
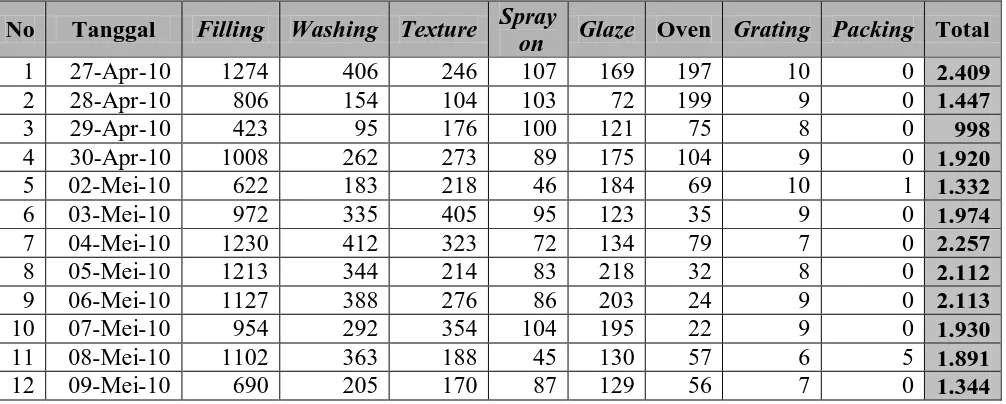
TABEL Halaman 3.1. Pencapaian Tingkat Sigma ... III- 11 5.1. From – To Chart Jumlah Produk Cacat ... V- 1 5.2. Jenis Kecacatan oleh Depatemen ... V-13 5.3. Jumlah Input Tiap Departemen ... V-15 5.4. Tarif Dasar Listrik untuk Keperluan Industri ... V-20 5.5. Tarif Penggunaan Air ... V-22 5.6. Rekapitulasi Jumlah Produk Cacat oleh Departemen ... V-25 5.7. Rekapitulasi Jumlah Produk Cacat yang
Ditemuka n di Departemen ... V-26 5.8. From - To Chart Rekapitulasi Jumlah Produk
Cacat 27 April – 31 Mei 2010 ... V-28 5.9. Biaya Penggunaan Tenaga Kerja per Departemen
27 April – 31 Mei 2010 ... V-31 5.10. Biaya Penggunaan Listrik per Departemen
DAFTAR TABEL (lanjutan)
TABEL Halaman 5.16. Biaya Penggunaan Formula Spray on 27 April – 31 Mei 2010 ... V-36 5.17. Rekapitulasi Total Biaya per Departemen
27 April – 31 Mei 2010 ... V-37 5.18. Biaya Produksi per Unit Setiap Departemen ... V-38 5.19. Pemborosan yang Ditimbulkan karena Produk Cacat (Rp) ... V-39 6.1. Persentase Pemborosan yang Ditimbulkan karena Produk Cacat .... VI-5 6.2. Perhitungan Input Bersih untuk Setiap Departemen ... VI-6 6.3. Hasil Perhitungan Nilai Sigma Departemen 27 april –31 mei 2010 . VI-8 6.4. Jumlah Produk Cacat Departemen Filling Menurut
Jenis Kecacatannya ... VI-9 6.5. Rekapitulasi Jumlah Produk Cacat Departemen Filling Menurut
Jenis Kecacatannya ... VI-10 6.6. Jumlah Produk Cacat Departemen Washing Menurut
Jenis Kecacatannya ... VI-13 6.6. Rekapitulasi Jumlah Produk Cacat Departemen Washing Menurut
Jenis Kecacatannya ... VI-14 6.8. Jumlah Produk Cacat Departemen Texture Menurut
DAFTAR TABEL (lanjutan)
TABEL Halaman 6.10. Jumlah Produk Cacat Departemen Glaze Menurut
Jenis Kecacatannya ... VI-19 6.11. Rekapitulasi Jumlah Produk Cacat Departemen Glaze Menurut
Jenis Kecacatannya ... VI-19 6.12. CTQ Kunci untuk Setiap Departemen ... VI-22 6.13. Skala Severity ... VI-25 6.14. Skala Occurance ... VI-25 6.15. Skala Detection ... VI-25 6.16. Target Pencapaian Sigma Berdasarkan Departemen ... VI-26 6.17. Failure Modes And Effect Analysis (FMEA) Departemen Filling ... VI-28 6.18. Failure Modes And Effect Analysis (FMEA) Departemen Washing VI-30 6.19 Failure Modes And Effect Analysis (FMEA) Departemen Texture .. VI-31 6.20. Failure Modes And Effect Analysis (FMEA) Departemen Glaze ... VI-31 6.21. Failure Modes And Effect Analysis (FMEA) Departemen Filling
Setelah Diseleksi ... VI-33 6.22. Failure Modes And Effect Analysis (FMEA) Departemen Washing
Setelah Diseleksi ... VI-34 6.23. Failure Modes And Effect Analysis (FMEA) Departemen Texture
DAFTAR TABEL (lanjutan)
TABEL Halaman 6.24. Failure Modes And Effect Analysis (FMEA) Departemen Glaze
DAFTAR GAMBAR
GAMBAR Halaman
3.1. Konsep Six Sigma Motorola dengan Pergeseran 1.5 Sigma ... III-10 4.1. Kerangka Konseptual Penelitian ... IV-1 4.1. Blok Diagram Proses Penelitian ... IV-8 5.1. Komposisi Formula Glaze (150 kg) ... V-24 5.2. Komposisi Formula Spray On (120 kg) ... V-25 5.3. Run Chart Jumlah Produk Cacat... V-28 5.4. Histogram Jumlah Input Per Departemen ... V-29 5.5. Histogram Jumlah Produk Cacat Oleh Departemen ... V-29 5.6. Histogram Jumlah Produk Cacat yang Ditemukan di Departemen .. V-30 6.1. Diagram SIPOC PT Mark Dynamics Indonesia ... VI-3 6.2. Diagram Alir Proses dan Pengendalian Kualitas
di PT Mark Dynamics Indonesia ... VI-4 6.3. Diagram Pareto Pemborosan Akibat Jumlah Produk Cacat ... VI-5 6.4. Perhitungan Level Sigma Departemen Filling dengan
Kalkulator Six Sigma ... VI-8 6.5. Diagram Pareto Jumlah Produk Cacat Departemen Filling
Menurut Jenis Kecacatannya ... VI-12 6.6. Diagram Pareto Jumlah Produk Cacat Departemen Washing
DAFTAR GAMBAR (lanjutan)
GAMBAR Halaman
6.7. Diagram Pareto Jumlah Produk Cacat Departemen Texture
Menurut Jenis Kecacatannya ... VI-18 6.8. Diagram Pareto Jumlah Produk Cacat Departemen Glaze
DAFTAR LAMPIRAN
L.1. Perhitungan Kapasitas NormalL.2 Rating Factor dan Allowance L.3 Tabel Six Sigma
BAB I
PENDAHULUAN
1.1. Latar Belakang Penelitian
PT Mark Dynamics Indonesia merupakan perusahaan manufaktur yang memproduksi cetakan sarung tangan keramik (former) yang digunakan oleh industri pembuatan sarung tangan (latex glove) untuk keperluan rumah tangga (household glove), dan dunia kesehatan (surgical glove). Cetakan keramik ini dibuat dengan menggunakan bahan baku tanah liat (clay) yang diimpor langsung dari Cina. PT MDI sendiri mampu menghasilkan output produksi sebanyak 1200 pieces cetakan sarung tangan dalam satu hari dengan berbagai bentuk, ukuran,
corak dan warna sesuai dengan permintaan customer.
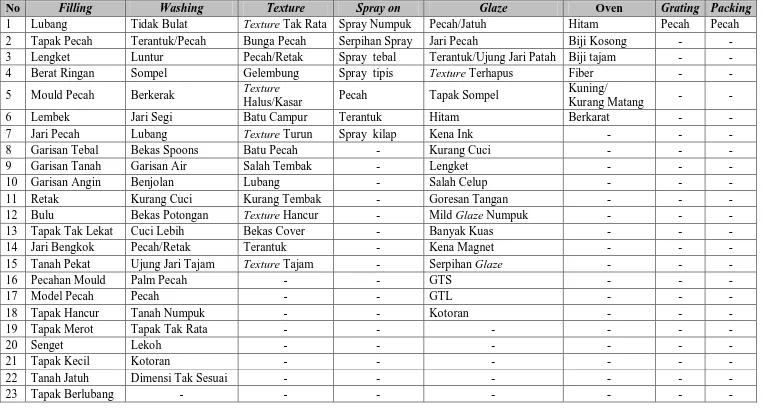
Saat ini PT MDI menghadapi permasalahan yang cukup besar di lantai produksi yaitu besarnya jumlah produk cacat atau produk yang tidak sesuai dengan spesifikasi customer. Terdapat banyak jenis kecacatan yang mungkin untuk setiap former diantaranya cacat karena berat tidak sesuai, dimensi tidak sesuai, pecah, retak, lubang dan lain sebagainya. Untuk mengantisipasi agar target produk jadi dapat dipenuhi maka PT MDI membuat rencana produksi dengan jumlah produk yang berlebih.
Antisipasi dengan penambahan di atas menunjukkan bahwa permasalahan product reject adalah permasalahan yang sulit untuk dipecahkan. Permasalahan
biaya terhadap pengunaan sumber daya selama proses produksi untuk memproduksi produk cacat dan untuk menangani produk cacat tersebut.. Biaya-biaya tersebut antara lain:
- Biaya penggunaan bahan baku - Biaya jam tenaga kerja
- Biaya operasional mesin (listrik dan gas)
- Biaya penanganan produk cacat (transportasi dan Bea Cukai)
Kehilangan keuntungan juga akan timbul jika produk reject ini melewati pemeriksaan Final Quality Control (FQC) dan diketahui setelah produk tersebut diterima kepada konsumen. Hal ini dapat menyebabkan reputasi yang buruk,
kehilangan pelanggan, dan penurunan pangsa pasar.
Jika permasalahan produk cacat ini dibiarkan terus-menerus maka hal ini akan menimbulkan pemborosan biaya yang cukup besar bagi perusahaan yang akan terus meningkatkan kehilangan keuntungan bagi PT Mark Dynamics Indonesia. Oleh karena itu perlu dibuat langkah perbaikan untuk meminimisasi jumlah produk cacat di lantai produksi. Salah satu langkah perbaikan yang dapat digunakan oleh PT MDI adalah dengan menggunakan Six Sigma.
1.2. Perumusan Masalah
Besarnya jumlah produk cacat telah menjadi masalah yang cukup serius di PT Mark Dynamics Indonesia, produk cacat telah menyebabkan pemborosan biaya yang cukup besar bagi perusahaan. Beberapa jenis kecatatan yang terdapat dalam cetakan sarung tangan keramik diantaranya berat tidak sesuai, dimensi tidak sesuai, pecah, retak, lubang dan lain sebagainya.
1.3. Ruang Lingkup Penelitian dan Asumsi yang Digunakan
Untuk membatasi ruang lingkup kajian, penulis mempertimbangkan beberapa hal sebagai batasan-batasan dalam penyelesaian tugas akhir ini. Ruang lingkup kajian tugas akhir ini adalah sebagai berikut:
1. Penelitian dilakukan sampai pada tahap Improve berupa rencana perbaikan. 2. Pengambilan data dilakukan dari tanggal 27 April – 31 Mei 2010.
Adapun asumsi yang digunakan dalam proses penelitian ini adalah: 1. Tidak terjadi perubahan sistem produksi selama penelitian ini berlangsung. 2. Operator dan mesin dianggap bekerja secara normal.
3. Semua produk cacat yang ada langsung dibuang.
1.4. Tujuan dan Manfaat Penelitian
Sedangkan tujuan khusus yang ingin dicapai dari penelitian ini adalah sebagai berikut:
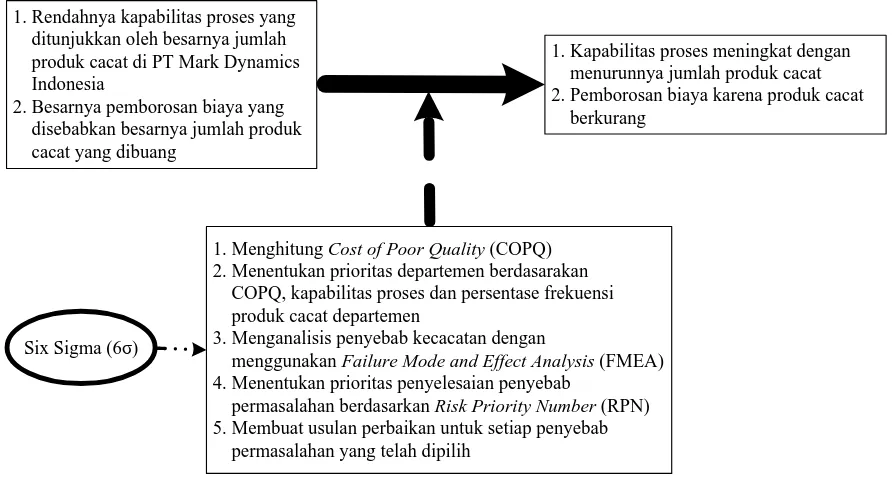
a. Memperoleh besarnya Cost of Poor Quality (COPQ)
b. Menentukan prioritas departemen berdasarakan COPQ, kapabilitas proses dan persentase frekuensi produk cacat departemen
c. Menganalisis penyebab kecacatan dengan menggunakan Failure Mode and Effect Analysis (FMEA)
d. Menentukan prioritas penyelesaian penyebab permasalahan berdasarkan Risk Priority Number (RPN)
e. Membuat usulan perbaikan untuk setiap penyebab permasalahan yang telah dipilih
Sedangkan manfaat yang dapat diperoleh dari penelitian ini antara lain: 1. Bagi perusahaan, hasil penelitian ini dapat digunakan sebagai masukan dalam
upaya perbaikan proses untuk mengurangi jumlah produk cacat.
2. Bagi lembaga, hasil penelitian ini dapat digunakan sebagai tambahan literatur yang berkaitan dengan aplikasi metode Six Sigma.
3. Bagi penulis, penelitian ini dapat dijadikan pengalaman yang berharga dalam mengembangkan dan mengaplikasikan ilmu yang telah diperoleh selama kuliah.
1.5. Sistematika Penulisan Tugas Akhir
BAB I PENDAHULUAN
Dalam bab ini diuraikan mengenai latar belakang permasalahan, rumusan permasalahan, tujuan penelitian, manfaat penelitian, ruang lingkup, dan asumsi yang digunakan.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini memuat secara singkat dan padat berbagai atribut dari perusahaan yang menjadi objek penelitian, jenis produk dan spesifikasinya, bahan baku, proses produksi, mesin dan peralatan yang digunakan dalam menunjang proses produksi, serta organisasi dan manajemen perusahaan. BAB III LANDASAN TEORI
Dalam bab ini dijabarkan teori-teori yang berkaitan serta mendukung pembahasan permasalahan antara lain: Pengertian Kualitas, Definisi Manajemen Kualitas dan Perbaikan Proses, Konsep Dasar Six Sigma, dan Tools Six Sigma.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi metodologi yang digunakan untuk mencapai tujuan penelitian meliputi tahapan-tahapan penelitian dan penjelasan tiap tahapan secara ringkas disertai diagram alirnya.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
BAB VI ANALISIS DAN PEMBAHASAN
Bab ini memuat analisa mengenai informasi yang diperoleh dari pengolahan data dengan menggunakan DMAI (Define, Measeure, Analyze, Improve).
BAB VII KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT Mark Dynamics Indonesia didirikan pada tanggal 10 April 2002 diatas lahan seluas 5000 m ². Pabrik mulai beroperasi pada tanggal 1 September 2003. PT Mark Dynamics Indonesia didirikan oleh investor asing yang berasal dari Malaysia yang bernama Mr. Chien Kien Ping. Orientasi PT Mark Dynemics Indonesia saat ini adalah pembuatan cetakan sarung tangan keramik (former) yang digunakan dalam industri pembuatan sarung tangan (latex) untuk keperluan rumah tangga (household glove), dunia kesehatan (surgical glove), dan latex examination.
Visi perusahaan yakni menjadi perusahaan yang menghasilkan produk bermutu tinggi di dunia.
Misi perusahaan adalah sebagai berikut:
1. High quality, menghasilkan kualitas yang terbaik di dunia.
2. Low cost, meningkatkan efisiensi di segala bidang sehingga biaya produksi dapat ditekan.
3. Menjaga komunikasi yang baik dengan dan memberikan service tepat waktu. 4. Memperkerjakan tenaga-tenaga kerja yang potensial dan berbakat.
5. Selalu berusaha memunculkan ide-ide baru dan produk baru.
2009, PT Mark Dynamics Indonesia memperoleh sertifikat ISO (International Standart Organization) 9001 versi 2000 dibidang Quality Management System
yang diperoleh dari lembaga internasional.
2.2. Ruang Lingkup Bidang Usaha
PT Mark Dynamics Indonesia (PT. MDI) menerima pesanan baik dari dalam negeri maupun dari luar negeri. Namun PT Mark Dynamics Indonesia lebih mengutamakan untuk memenuhi permintaan dalam negeri. Orientasi PT. MDI saat ini adalah pembuatan cetakan sarung tangan keramik (former) yang digunakan dalam industri pembuatan sarung tangan (latex) untuk keperluan rumah tangga (household glove), dunia kesehatan (surgical glove), dan latex examination.
Cetakan sarung tangan ini memiliki model, jenis perlakuan dan ukuran yang berbeda-beda. Setiap permintaan umumnya berbeda-beda dengan permintaan yang lain. PT. MDI akan membuat cetakan saung tangan berdasarkan spesifikasi dari setiap permintaan konsumen.
2.3. Lokasi Perusahaan
PT. MDI berada di Jl. Pelita Barat No. 2, Medan Star Industrial Estate, Jl. Raya Medan-Lubuk Pakam Km 19,35 Tanjung Morawa, Deli Serdang, Sumatra Utara dan didirikan diatas lahan diatas lahan seluas 5000m ².
3 lantai dimana lantai 1 sebagian besar merupakan lantai produksi dan gudang bahan baku, mould, dan barang jadi.
2.4. Daerah Pemasaran
Daerah pemasaran PT. MDI terdiri dari wilayah dalam negeri dan luar negeri. Untuk wilayah dalam negeri yakni Medan dan sekitarnya. Permintaan cetakan sarung tangan antara lain datang dari misalnya Widya Karya, Shamrock, WRP Indonesia, dll. Untuk daerah pemasaran luar negeri mencakup Malaysia, Singapura, dan Cina.
2.5. Proses Produksi
PT. MDI memiliki berbagai jenis produk keluaran yang dihasilkan dari bahan baku tanah liat. PT. MDI termasuk pabrik tipe make to order, dimana tipe dan spesifikasi ditentukan oleh konsumen.
Ada 3 perlakuan pada pembuatan cetakan sarung tangan antara lain Texture, Glaze dan spray on.
1. Texture
Texture adalah perlakuan yang diberikan pada former untuk memberikan
Berdasarkan wilayah pengerjaan perlakuan, maka Texture dibagi atas beberapa jenis yaitu :
− Full Texture yaitu pemberian tekstur pada seluruh bagian dari former
− Palm Texture yaitu pemberian tekstur pada telapak tangan
− Full Finger Texture yaitu pemberian tekstur pada jari-jari tangan former
− Finger Tip yaitu pemberian tekstur pada ujung atas jari-jari former
2. Glaze
Glaze adalah perlakuan yang diberikan pada former untuk membuat
former menjadi kilat dengan mencelupkan former ke dalam formula glaze.
Berdasarkan kekilatan former, glaze dibagi atas:
− Full Glaze yaitu pemberian glaze pada former yang membuat glaze menjadi
mengkilat
− Mild Glaze yaitu pemberian glaze pada former tetapi tidak membuat glaze
mengkilat seperti pada Full Glaze
− Sand Blasting Full Glaze yaitu Full Glaze yang ditembaki dengan bubuk
alumina, sehingga former tidak mengkilat
Berdasarkan wilayah pengerjaan perlakuan, maka glaze dibagi atas beberapa jenis:
− Half Glaze yaitu pengerjaan glaze pada former hanya setengah bagian saja.
3. Spray on
Spray on adalah perlakuan yang diberikan pada former untuk melapisi
former dengan cara menyemprot former dengan formula spray on
Berdasarkan wilayah pengerjaan perlakuan, maka Glaze dibagi atas beberapa jenis yaitu:
− Full Spray on yaitu pemberian formula spray on ke seluruh former
− Half Spray on yaitu pemberian formula spray on setengah bagian former saja
Selama ini telah banyak former yang dipesan oleh customer ke PT MDI, beberapa job order yang telah dikerjakan oleh PT MDI adalah sebagai berikut :
1. Finger Tip Text Full Glaze 2. Finger Text Full Mild Glaze 3. Palm Text Mild Half Full Glaze 4. Finger Text Full Mild Glaze 5. Smooth Full Spray on
6. Sand Blasting (Sb) 10 Full Text Mild Glaze 7. Former Surgical
8. Palm Text Full Spray on 9. Fingger Tip Text Mat Glaze 10. Finger Tip Text UnGlaze 11.Palm Text Full Spray on
15. Palm Text Full Spray on 16. Finger Text Full Spray on 17. Palm Text Mild Half Full Glaze
18. Former Surgical Smooth Full Spray on 19. Smooth Full Glaze
20. Palm Text UnGlaze 21. Dan Lain-Lain
Setiap jenis produk di atas memiliki spesifikasi yang berbeda dan kita dapat mengetahui beberapa karakteristik produk dari nama former tersebut seperti, yaitu:
- Finger Tip Text Full Glaze
Jenis Tekstur : Fingger Tip Texture
Jenis Glaze berdasarkan kilat : Full Glaze Jenis Glaze berdasarkan wilayah pengerjaan : Full Glaze
- Finger Text Full Mild Glaze
Jenis Tekstur : Fingger Texture
Jenis Glaze berdasarkan kilat : Mild Glaze Jenis Glaze berdasarkan wilayah pengerjaan : Full Mild Glaze
2.5.1. Standar Mutu Produk
PT. MDI memiliki beberapa jenis former, hal ini dikarenakan tiap-tiap customer memiliki spesifikasi tertentu yang berbeda satu dengan yang lain.
Namun pada umumnya harapan dari customer untuk produk adalah sama yaitu tidak ada cacat pada former. Untuk mewujudkan harapan dari customer maka PT. MDI berusaha keras untuk menjaga produk keluarannya tidak memiliki cacat. Hal ini tampak dari usaha PT. MDI berupa menerapakan inspeksi kualitas untuk tiap proses atau IPQC (In Proses Quality Control) untuk setiap departemen, sehingga dengan ini diharapkan tidak ada produk cacat yang keluar dari departemen yang bersangkutan. Selain itu juga terdapat FQC (Final Quality Control) yang berada di ujung proses dimana bagian ini bertugas untuk memeriksa qualitas dari semua departemen jika ada produk cacat yang keluar dari departemen. Pemeriksaan dilakukan dari tampak fisik yang dilakukan secara langsung oleh operator yang juga bertindak sebagai pemeriksa kecacatan. Selain secara visual atau tampak fisik, former juga dihitung dimensi dengan toleransi kurang lebih 2 mm dan berat dengan toleransi kurang lebih 30 gram untuk memastikan bahwa produk sesuai dengan spesifikasi customer. Selain itu juga ada uji thermal shock pada tingkatan suhu 180OC, untuk memastikan bahwa former tahan pada suhu tinggi sebelum masuk ke oven.
2.5.2. Bahan yang digunakan
1. Bahan baku.
a. Tanah liat (clay)
Bahan baku utama yang memiliki komposisi 60-70% dari keseluruhan bahan baku
b. Tanah recycle dari filling, washing, dan texture
Merupakan bahan baku penambah dari tanah baru yang dimasukkan kembali ke tangki pengaduk.
c. Sodium silikat
Merupakan bahan pengencer pada saat compounding d. Formula Spray on
Bahan baku yang ditembakkan pada saat proses spray on e. Formula Glaze
Bahan baku yang dicelupkan glaze sehingga former menjadi berkilat setelah pengovenan
f. Pewarna
Untuk mewarnai sisi tapak sesuai warna permintaan konsumen
2. Bahan penolong a. Air
Pelarut dari tanah liat saat compounding b. Larutan sabun
c. Ceramic ball (peluru)
Pembentuk tekstur pada mesin texture d. Tepung putih
Bahan baku pembuatan mould e. Tepung kuning
Bahan baku pembuatan mould. Sifatnya lebih keras dari tepung putih f. Mirapox
Sejenis lembaran fiber glass sebagai salah satu bahan pembuatan mould
3. Bahan tambahan a. Stempel dan tinta
Untuk pelabelan nomor produksi b. Karton
Tempat kemasan dari produk jadi c. Plastik
Pmbungkus produk jadi sabelum dikemas dengan karton
2.5.3. Uraian Proses Produksi
Proses produksi yang ada pada PT MDI adalah proses compounding, filling, washing, texture, spray on, glaze, pengovenan, dan grating dan packing,
Selain departemen diatas, ada satu departemen lain yaitu departemen Moulding. Departemen Moulding ini bertujuan untuk membuat mould. Mould
diperlukan untuk dipakai sebagai wadah pada saat pengisian (filling). Cetakan ini memiki spesifikasi tertentu sesuai dengan bentuk dan ukuran permintaan.
A. Uraian Proses Produksi Pembuatan Mould
Moulding adalah proses pembuatan cetakan former (mould), Cetakan ini
nantinya akan digunakan sebagai alat utama dalam pembuatan former sarung tangan. Proses pembuatan mould ini terdiri dari 4 tahapan utama, yaitu:
1. Pembuatan design mould 2. Pembuatan block mould 3. Pembuatan master mould 4. Pembuatan production mould
1. Pembuatan Design Mould
Pembuatan design mould adalah proses awal dari pembuatan cetakan, Design mould adalah cetakan awal berupa former padat dimana bentuk dan
spesifikasi teknisnya berasal dari konsumen. Design mould terdiri dari 2 bagian besar yaitu bagian tangan dan lengan tangan yang keduanya terbuat dari tepung kuning ditambah dengan tepung putih. Proses pembuatan Design mould adalah sebagai berikut:
Proses Pembuatan tangan
menjadi adonan dengan menambahkan air sehingga berat air 45% dari berat keseluruhan. Kemudian diaduk selama kurang lebih 1 menit.
- Kemudian adonan tersebut dimasukkan ke dalam block mould ataupun production mould dengan jenis sama yang sebelumnya telah ada untuk
dicetak. Block mould ataupun production mould yang dipakai umumnya berukuran lebih besar dari spesfikasi konsumen.
- Dikeringkan selama kurang lebih 15 menit
- Setelah former berbentuk tangan terbentuk, kemudian ukurannya disesuaikan dengan spesifikasi kosumen dengan cara mengikis permukaan former sampai ukuran yang diharapkan didapat.
- Setelah former tangan sudah sesuai ukurannya, kemudian former tangan diberi lubang yang nantinya akan dipergunakan untuk proses peyambungan.
Proses Pembuatan Lengan
- Tepung kuning dan tepung putih dicampurkan dengan perbandingan 30% tepung kuning dan 70% tepung putih, campuran tersebut kemudian dibuat jadi adonan dengan menambahkan air.
- Kemudian adonan tersebut dimasukkan ke dalam block mould ataupun production mould dengan jenis sama yang sebelumnya telah ada untuk
dicetak. Block mould ataupun production mould yang dipakai umumnya berukuran lebih besar dari spesfikasi kosumen
- Dikeringkan selama kurang lebih 15 menit
Silinder. Mesin Silinder ini akan mengikis permukaan dari former lengan.
Kegiatan dengan mesin ini akan dihentikan jika ukuran yang didapatkan telah sesuai dengan target spesifikasi.
- Setelah ukuran telah sesuai, kemudian former lengan tangan dilubangi dari atas sampai bawah ditengahnya
Proses Penggabungan
- Former lengan tangan dan former tangan yang telah diberi lubang, kemudian
disatukan dengan cara diberi lem pada kedua sisi penyambungan kedua former.
- Setelah dilem, kemudian dimasukkan adonan tepung kuning melalui lubang former lengan tadi sampai memenuhi former tangan. Sehingga former akan
menjadi padat.
- Former yang telah mengering, kemudian dipahat dan dikikis untuk
merapikan hasil sambungan tadi.
- Diperiksa kelurusan dan ukurannya untuk memastikan bahwa former telah sesuai dengan spesifikasi.
- Former yang telah selesai dibentuk dan telah melalui pemeriksaan disebut
dengan design mould
2. Pembuatan Block mould
Pembuatan block mould adalah proses kelanjutan dalam pembuatan production mould setelah design mould selesai dibuat. block mould memiliki
atas dan bawah dengan rongga berbentuk former didalam kedua balok tersebut jika digabungkan. block mould dibuat dengan menggunakan design mould.
Proses pembuatan block mould adalah sebagai berikut:
- Design mould diletakkan pada bagian atas block mould lama sejenis,
kemudian dibatasi oleh papan atau fiber yang lebih tinggi dari block mould yang digunakan, papan pembatas dibuat di setiap sisi dari block mould tersebut.
- Membuat adonan tepung putih dari bahan tepung putih ditambah dengan air. Adonan tepung putih kemudian dituangkan ke atas design mould yang telah dibatasi oleh papan atau fiber tersebut sampai menutupi design mould.
- Adonan yang telah dituang tadi didiamkan kurang lebih 15 menit hingga adonan mengering dan mengeras.
- Setelah mengering, design mould yang dituangkan adonan tadi dibalikkan. Design mould yang masih menempel dilepaskan dari adonan yang mengering
tadi, kemudian dibuat lubang di sekitarnya dengan cara dikerok. Lubang ini nantinya akan digunakan sebagai pengait. Adonan yang telah mengering ini disebut dengan block mould. Block mould yang terbentuk masih satu bagian saja, jadi masih perlu dibuat pasangannya.
- Block mould yang telah terbentuk dibersihkan dan dirapikan.
- Design mould dioleskan dengan cairan sabun dengan menggunakan kuas
- Design Mould diletakkan kembali ke dalam block mould yang baru (design
mould diletakkan di atas block mould sesuai dengan pola yang terbentuk)
kemudian dibatasi dengan papan atau fiber di setiap sisinya.
- Dituangkan adonan tepung putih ke atas design mould sampai design mould tertutup seluruhnya.
- Adonan yang telah dituang tadi didiamkan kurang lebih 15 menit hingga adonan mengering dan mengeras.
- Design mould dikeluarkan dari block mould yang telah kering.
- Block mould yang telah terbentuk, dibersihkan dan dirapikan.
- Setelah Block mould selesai dicetak, dilakukan pengujian. Dibuat satu sampel former dan sampel tersebut diproduksi dengan block mould baru. Former
dikerjakan hingga proses akhir lalu lihat apakah ukuran dan dimensi lain yang diperlukan dari sampel former telah sesuai dengan spesifikasi kosumen. Apabila telah sesuai maka proses pengerjaan mould dapat dilanjutkan ke pembuatan Master mould.
3. Pembuatan Master Mould
Master mould adalah Cetakan yang akan digunakan untuk mencetak
production mould. Production mould adalah cetakan yang nantinya akan
digunakan di lantai produksi untuk membuat former. Untuk membuat satu pasang master mould dibutuhkan satu pasang block mould. Master mould terdiri dari
jumlah yang cukup besar, oleh karena itu master mould harus terbuat dari bahan yang cukup keras sehingga dapat digunakan berkali-kali.
Proses pengerjaan master mould adalah sebagai berikut:
- Block mould yang telah selesai dicetak dipindahkan ke meja kerja pembuatan
Master mould.
- Block mould kemudian dikikis permukaan luarnya (bagian yang tidak perlu)
agar tidak banyak menggunakan bahan ketika mencetak mould produksi.
- Block mould diberi cairan sabun, agar cetakan yang akan dibuat tidak lengket
dengan block mould.
- Block mould diberi pembatas di sekelilingnya, kemudian dituangkan
compound (campuran terbuat dari tanah dan air) yang digunakan untuk
membuat former ke dalamnya sehingga block mould tertutup seluruhnya.
- Dikeringkan selama kurang lebih 15 menit sampai compound kering.
- Block mould yang telah diisi dengan compound kering tadi diletakkan di atas
papan dengan posisi terbalik, kemudian block mould diberi cairan sabun.
- Diberi pembatas di setiap sisi block mould dengan kayu, di sisi bawah dan atas pembatas kayu dibuat rapat dengan block mould, di sisi kanan dan kiri pembatas kayu dan block mould diberi jarak 2 cm.
- Kemudian menuangkan adonan tepung kuning kedalam rongga yang terbentuk di sisi kiri dan kanan block mould, sampai tertutup seluruhnya, setelah itu dikeringkan setelah kurang lebih 15 menit.
- Cetakan yang terbentuk dari rongga sisi kiri dan kanan dibersihkan, kemudian diberi cairan sabun, setelah itu cetakan tadi dikembalikan ke posisi semula dimana cetakan tersebut dibentuk.
- Block mould kembali dilapisi oleh pembatas kayu. Di sisi kiri dan kanan
block mould dilapisi cetakan dan kayu, di sisi atas dan bawah block mould
dilapisi pembatas kayu dan diberi jarak 2 cm.
- Kemudian dituangkan adonan tepung kuning kedalam rongga yang terbentuk di sisi bawah dan atas block mould, sampai tertutup seluruhnya, setelah itu dikeringkan setelah kurang lebih 15 menit.
- Pembatas kayu di setiap sisi block mould dibuka kemudian di bersihkan.
- Cetakan yang terbentuk dari rongga sisi bawah dan atas dibersihkan, kemudian diberi cairan sabun.
- Compound yang telah mengering tadi dilepaskan dari Block mould. Block
mould kemudian dibersihkan dengan menggunakan air sabun sampai bersih.
- Block mould diletakkan dalam posisi terbuka keatas di atas kayu, kemudian
dibatasi dengan cetakan dari tepung kuning yang telah dibuat di setiap sisinya.
- Memberi pembatas lagi di setiap sisinya dengan menggunakan kayu. Kemudian diberi pengikat sampai rapat.
- Menuangkan adonan tepung kuning dituangkan ke dalam block mould tadi.
- Setelah kering, adonan tepung kuning yang telah mengeras dilepaskan dari cetakannya kemudian dibersihkan.
- Pembatas samping kiri dan kanan, pembatas bagian atas dan bawah dan cetakan yang baru dibuat disatukan. Ini yang disebut dengan master mould.
Pengerjaan cetakan pasangan master mould ini dilakukan dengan proses yang serupa. Pengerjaannya dengan menggunakan block mould pasangannya.
4. Pembuatan Production Mould
Production mould adalah cetakan yang digunakan di lantai produksi,
Cetakan inilah yang digunakan untuk membuat former. Production mould dibuat setelah proses pembuatan master mould selesai. Penduplikasian production mould dibuat dengan menggunakan master mould.
Proses pengerjaan production mould adalah sebagai berikut:
- Master mould yang telah selesai dicetak di bawa ke meja pengerjaan
Production mould.
- Master mould diberi air sabun agar Production mould yang akan dibuat tidak
lengket dengan master mould.
- Membuat tepung adonan tepung putih berupa campuran antara tepung putih dengan air.
- Master Mould diberi pengait.
- Tepung putih dimasukkan ke dalam master mould
Pengerjaan production mould pasangannya dilakukan dengan proses yang sama. Kemudian setelah kedua pasang production mould terbentuk, proses selanjutnya adalah dengan menggabungkan kedua pasang production mould menjadi satu. Kemudian production mould dipanaskan hingga keras. Production mould telah siap digunakan
B. Uraian Proses Produksi Pembuatan Former
Pembuatan former terdiri dari proses coumponding, filling, washing, Texture, Spray on, dan atau Glaze, oven dan terakhir grating dan packing.
1. Compounding
- Tanah liat baru dibawa ke departemen compounding dengan forklift dari gudang bahan baku.
- Penambahan air, tanah, dan sodium dilakukan sampai berat jenis dan viskositasnya sesuai. Apabila berat jenis tinggi tambahkan air, apabila terlalu rendah tambahkan tanah, apabila viskositas terlalu kental atau beda jauh tambahkan sodium silikat, dan apabila terlalu cair tambahkan tanah untuk kemudian ditimbang lagi
- Dari tangki pengaduk, compound dialirkan lewat tapis (saringan) 1 untuk memisahkannya dari kotoran dan kayu, menuju mixer 1.
- Compound selanjutnya dialirkan dari mixer 1 melalui mangnet listrik pada
tong sirkulasi.
- Dari tong sirkulasi selanjutnya dialirkan menuju tempat magnet batang untuk kemudian dialirkan menuju tapis 2. Pemagnetan dengan menggunakan magnet dilakukan untuk memisahkan compound dari biji-biji logam yang terbawa dari bahan baku.
- Setelah melalui tapis 2, compound kembali dialirkan pada tangki mixer 2 dan kemudian dialirkan ke atas menuju tangki penampungan utama untuk disimpan.
2. Filling
- Compound yang berasal dari departemen compounding dialirkan ke tong
sirkulasi dengan melalui pipa. Compound kemudian dibersihkan dari biji besi dengan menggunakan magnet listrik kembali di dalam tong sirkulasi.
- Kemudian compound dialirkan ke tangki hijau/tangki vakum. Di dalam tangki hijau, compound divakumkan selama 3 hingga 4 jam untuk menghilangkan gelembung udara di dalam compound. Selama proses pemvakuman, compound yang ada di dalam tangki hijau tetap diaduk.
- Dari tangki hijau, kemudian compound diisikan melalui filling gun ke dalam cetakan (mould) yang digerakkan oleh konveyor dengan kecepatan rendah.
- Setelah diisi penuh, compound tapak yang berada pada mould yang lain (sudah hampir kering karena lebih dahulu dibuat di bagian lain) kemudian diletakkan di atas mould tersebut, setelah itu compound diisi lagi sampai mould yang digabungkan tadi penuh. Proses ini bertujuan untuk melekatkan
tapak pada former
- Compound yang berada di dalam mould kemudian dikeringkan sampai berat
dari former sesuai dengan spesifikasi. Pada saat ini dilakukan pengambilan sampel berat untuk menentukan titik tuang yang sesuai sehingga diperoleh titik tempat penuangan yang tepat.
- Air yang tersisa pada mould dituang dari mould dan didiamkan selama 30 menit dengan posisi terbalik.
- Mould dibuka dengan hati-hati dan former ditimbang untuk mengetahui
- Mould yang telah dibuka dibersihkan dengan air gun dan diletakkan pada
konveyor menuju Blower (mesin pengering) supaya nantinya mould diisi kembali.
- Compound yang telah berbentuk tangan diletakkan pada trolley untuk
kemudian di keringkan pada drying machine.
3. Washing
- Proses terlebih dahulu mengambil former yang masih basah yaitu output dari departemen filling, dimasukkan kedalam mesin drying yang sebelumnya disusun diatas trolley.
- Former yang telah disusun diatas trolley yang diletakkan berjajar dengan
jarak yang telah ditentukan dikeringkan di dalam mesin drying selama kurang lebih 5 jam.
- Setelah dikeringkan di drying machine, former yang masih berada di atas trolley, dikeluarkan dan diletakkan di luar mesin dan menunggu untuk
dibersihkan.
- Former yang sudah kering, dibersihkan dengan cara terlebih dahulu
memotong garisan-garisan tebal mulai dari ujung jari, sisi jari, sampai tidak ada lagi garisan tebal pada former. Kemudian meratakan tepi lubang tapak.
- Kemudian mencuci former dengan kain gosok dimulai dari bagian tepi former dilanjutkan kesela-sela jari secara merata.
- Selanjutnya menggosok dengan spon kasar ujung-ujung jari, sela-sela jari, sampai keseluruhan bagian former dari lubang tapak.
- Kemudian dilanjutkan dengan menggosok tepi tapak dengan spon kasar sampai tepi tapak pada former bulat (tidak tajam).
- Dilanjutkan dengan menggosok seluruh bagian former dengan menggunakan spon halus.
- Setelah semuanya selesai dibersihkan, operator harus memastikan bahwa hasil washing sudah bagus dan setelah itu diperiksa oleh leader IPQC beserta leader washing.
4. Texture
- Former yang dari departemen washing, disusun di trolley untuk dilakukan
perlakuan Texture.
- Operator mengambil former kemudian mencelupkan former tersebut kedalam ember yang berisi air sampai batas pergelangan former selama 2-3 detik. Kegunaan pencelupan ini adalah agar former pada waktu ditembak dengan peluru, peluru tersebut dapat menempel ke former dan memungkinkan former tidak pecah.
- Setelah dicelupkan ke air, former dikibas-kibaskan dan dianginkan selama 5 hingga 10 detik.
- Former kemudian dimasukkan kedalam inkubator dengan tangan kiri
- Kemudian tangan kanan memegang gun dan kaki menginjak pedal gas untuk melepas peluru.
- Tangan kanan mengarahkan tembakan kira-kira 5-8 cm kearah former secara merata keseluruh bagian former tetapi tidak boleh dilakukan secara berulang-ulang pada area yang sama karena akan merusak tekstur pada daerah tertentu.
- Periksa hasil Texture sesuai dengan sampel kosumen dan setelah itu former dikeluarkan dari inkubator serta mengecek hasil Texture.
- Meletakkan former ke trolley serta menempelkan identitas pada trolley.
5. Spray on
- Terlebih dahulu membuat formula Spray dengan menyediakan terlebih dahulu bahan yang digunakan dengan komposisi yang telah ditentukan dan sesuai dengan spsesifikasi.
- Setelah dicampur, dilakukan penyaringan campuran tanah dan Glaze tersebut dengan menggunakan magnet listrik untuk menghilangkan biji besi yang ikut tercampur kedalam campuran tersebut agar hasil Spray baik.
- Setelah formula siap untuk digunakan, former yang di-Spray on diambil dan diletakkan diatas meja Spray.
- Kemudian memasang cover (penutup mould) pada former yang gunanya untuk menutupi bagian yang tidak boleh terkena Spray.
- Setelah bersih operator mengambil Spray gun yang telah diisi formula spray kemudian mengarahkan Spray Gun kearah former yang di-Spray on dengan jarak 25-30 cm.
- Selanjutnya semprot former secara merata pada setiap sisi dengan cara menyemprot former dari bagian bawah former sampai keatas (ujung jari) sambil former berputar diatas meja Spray on yang didesain dapat berputar otomatis dengan kecepatan yang sama untuk tiap sisi former.
- Kemudian former yang telah siap di-spray diletakkan diatas trolley.
6. Glaze
- Proses dimulai dengan membuat formula Glaze dengan komposisi bahan yang telah ditentukan terlebih dahulu sesuai spesifikasi.
- Kemudian melakukan cek terhadap former apakah siap untuk dilakukan Glazing dari segi Texture apakah kurang atau melebihi standar spesifikasi.
- Kemudian mengambil kuas yang bersih yang sebelumnya disemprot dengan angin kemudian mengambil former yang telah dicek kekasaran Texture untuk memastikan berapa waktu penguasan yang dibutuhkan.
- Setelah selesai, body former dipegang dan diletakkan di sisi kiri badan operator atau dekat dengan pinggang kiri dan mengarahkan former dengan posisi ibu jari terletak diatas dan kelingking dibawah.
- Kemudian dilakukan penguasan terhadap former tersebut mulai dari ibu jari, celah setiap jari, putar kedua sisi former dan kuas pada telapak former serta body former lalu ujung jari.
- Spon kering digunakan untuk membersihkan ujung jari dari sisa-sisa Glaze yang mengering.
- Former disusun ke dalam trolley sesuai standar.
7. Pengovenan
- Hasil dari Texture, Spray on dan atau Glaze dibawa ke bagian pengovenan dimana disusun per 700 pieces diatas rolling oven.
- Selanjutnya former dimasukkan ke dalam oven melalui kereta rel dimana suhu oven saat itu diatas 100 derajat Celsius (panas dari oven diperoleh dari sisa panas pembakaran sebelumnya). Ini dilakukan selama 2 jam dengan pintu oven dibiarkan terbuka. Proses ini mencegah retaknya former akibat mengalami perlakuan suhu yang drastis dalam selisih waktu yang singkat.
- Pintu oven ditutup dan panel thermal diatur sampai 12000C untuk masak
penuh atau 6000Cselama 5 jam atau selama 7 jam dengan suhu 9000C untuk setengah matang tergantung spesifikasi kekerasan yang diminta konsumen.
- Pintu oven dibuka dan former dibiarkan dingin sampai suhu mencapai 300 derajat selama 4 jam baru bisa dikeluarkan dari tungku oven.
8. Grating dan Packing
- Former dibawa ke bagian grating. Untuk former yang mendapat perlakuan
Glaze, tapak dan ujung-ujung jari former dihaluskan dengan mesin grating.
jari dihaluskan supaya tidak terasa tajam karena mampu mengoyakkan lateks pada proses pembuatan sarung tangan.
- Sedangkan untuk unGlazed (tidak memperoleh perlakuan Glazing), former dibersihkan dari debu-debu yang menempel dengan mesin pembersih debu.
- Sebelum cetakan sarung tangan dikemas, setiap cetakan harus melalui kegiatan final quality control (FQC). Kegiatan ini antara lain uji berat dengan sampel dan uji dimensi untuk seluruh cetakan sarung tangan. Uji berat hanya dilakukan untuk semua produk jika sampel tidak sesuai. Selain itu ada juga uji secara visual untuk melihat kecacatan setiap produk. Uji ini dicatat dan diakumulasikan berdasarkan asal kecacatannya. Tipe–tipe kecacatan terletak pada standar kualitas produk.
BAB III
LANDASAN TEORI
3.1. Konsep Kualitas
Kualitas merupakan salah satu kebutuhan manusia yang cukup penting saat ini. Kata kualitas memiliki banyak definisi yang berbeda dan bervariasi dari yang konvensional sampai yang lebih strategik. Beberapa pakar dalam bidang kualitas mendefinisikan kualitas sebagai berikut:
1. Juran (1962) “kualitas adalah kesesuaian dengan tujuan dan manfaatnya” 2. Crosby (1979) “kualitas adalah kesesuaian dengan kebutuhan yang meliputi
availability, delivery, reliability, maintainability, dan cost effectiveness.” 3. Deming (1991) “kualitas harus bertujuan memenuhi kebutuhan pelanggan
sekarang dan di masa mendatang.”
4. Feigenbaum (1991), “kualitas merupakan keseluruhan karateristik produk dan jasa yang meliputi marketing, engineering, manufacture, dan maintenance dimana produk dan jasa tersebut dalam pemakaiannya akan sesuai dengan kebutuhan dan harapan pelanggan.”
5. Scherkenbach (1991), “kualitas ditentukan oleh pelanggan, pelanggan menginginkan produk/jasa yang sesuai dengan kebutuhan dan harapannya pada suatu tingkat harga tertentu yang menunjukan nilai produk tersebut.” 6. Elliot (1993), kualitas adalah suatu yang berbeda untuk orang yang berbeda
7. Goetch dan Davis (1995), “kualitas adalah suatu kondisi dinamis yang berkaitan dengan produk, pelayanan, orang, proses, dan lingkungan yang memenuhi/melebihi apa yang diharapkan.”
8. Perbendaharaan istilah ISO 8402 dan dari Standar Nasional Indonesia (SNI 19-8402-1991), kualitas adalah keseluruhan cirri dan karakteristik produk atau jasa yang kemampuannya dapat memuaskan kebutuhan, baik yang dinyatakan secara tegas maupun tersamar. Istilah kebutuhan diartikan sebagai spesifikasi yang tercantum dalam kontrak maupun criteria-kriteria yang harus didefenisikan terlebih dahulu.
Berdasarkan definisi tentang kualitas, baik yang konvensional maupun yang lebih strategik, pada dasarnya kualitas mengacu kepada pengertian pokok berikut
1. Kualitas terdiri dari sejumlah keistimewaan produk, baik keistimewaan langsung maupun keistimewaan atraktif yang memenuhi keinginan pelanggan dan dengan demikian memberikan kepuasan atas penggunaan produk itu. 2. Kualitas terdiri dari segala sesuatu yang bebas dari kekurangan atau
kerusakan.
Berdasarkan pengertian dasar tentang kualitas diatas, tampak bahwa kualitas selalu berfokus pada kepuasan pelanggan (customer focused quality).
pelanggan, dapat dimanfaatkan dengan baik, serta diproduksi dan dihasilkan dengan cara yang baik dan benar
3.2. Biaya Kualitas
Setiap kegiatan yang dilakukan perusahaan pasti terkait erat dengan biaya yang harus dikeluarkan perusahaan tersebut. Dalam paradigma baru dikaitkan bahwa quality has no cost yang berarti kualitas tidak memerlukan biaya. Artinya untuk mendapatkan suatu produk yang berkualitas perusahaan dapat melakukannya dengan cara menghilangkan segala bentuk pemborosan, yang biasanya pemborosan ini disebabkan karena perusahaan menghasilkan produk yang ternyata cacat sehingga harus diadakan perbaikan atau harus dibuang
Dalam paradigma lama, dikatakan bahwa kualitas itu mahal. Untuk meningkatkan kualitas produk dan jasa menurut paradigma lama, diperlukan biaya yang tidak sedikit jumlahnya. Ada dua golongan besar biaya kualitas, yaitu biaya untuk menghasilkan produk yang berkualitas dan biaya yang harus dikeluarkan karena menghasilkan produk cacat. Menurut Russel (1996), secara keseluruhan biaya kualitas tersebut meliputi :
1. Biaya untuk menghasilkan produk yang berkualitas (cost of achieving good quality) yaitu biaya yang harus dikeluarkan perusahaan untuk membuat
produk yang berkualitas sesuai dengan keinginan pelanggan, meliputi :
Biaya perencanaan kualitas (quality planning costs) yaitu biaya yang
harus dikeluarkan untuk membuat perencanaan akan produk yang baik yang akan dihasilkan.
Biaya perancangan produksi (production design costs) yaitu biaya
yang harus dikeluarkan untuk merancang produk sehingga produk yang dihasilkan benar-benar berkualitas.
Biaya pemrosesan (process costs) yaitu biaya yang harus dikeluarkan
untuk dapat menjalankan proses produksi sehingga menghasilkan produk yang berkualitas.
Biaya pelatihan (training costs) yaitu biaya yang harus dikeluarkan
untuk mengadakan pelatihan bagi karyawan sehingga karyawan bertanggung jawab untuk selalu membuat produk yang baik.
Biaya informasi akan kualitas produk yang diharapkan pelanggan
(information costs) yaitu biaya yang harus dikeluarkan untuk mengadakan survey pelanggan tentang kualitas produk yang diharapkan pelanggan.
b. Biaya penilaian (appraisal costs) yaitu biaya yang harus dikeluarkan untuk mengadakan pengujian terhadap produk yang dihasilkan meliputi:
Biaya untuk mengadakan inspeksi dan pengujian (inspection and
testing costs), yaitu biaya yang harus dikeluarkan untuk mengadakan
Biaya peralatan pengujian (test equipment costs) yaitu biaya yang
harus dikeluarkan untuk pengadaan alat untuk pengujian terhadap kualitas produk.
Biaya operator (operator costs) yaitu biaya yang dikeluarkan untuk
memberikan upah pada orang yang bertanggung jawab dalam pengendalian kualitas.
2. Biaya yang harus dikeluarkan karena perusahaan menghasilkan produk cacat (cost of poor quality), meliputi :
a. Biaya kegagalan internal (internal failure costs) yaitu biaya yang harus dikeluarkan karena perusahaan telah menghasilkan produk yang cacat tetapi cacat produk tersebut telah diketahui sebelum produk tersebut sampai kepada pelanggan. Biaya ini meliputi:
Biaya yang dikeluarkan karena produk harus dibuang (scrap costs),
yaitu biaya yang telah dikeluarkan perusahaan tetapi produk yang dihasilkan ternyata produk cacat sehingga harus dibuang dan adanya nilai biaya untuk membuang produk tersebut.
Biaya pengerjaan ulang (rework costs), yaitu biaya untuk
memperbaiki produk yang cacat.
Biaya kegagalan proses (process failure costs) yaitu biaya yang
harus dikeluarkan dalam proses produksi tetapi ternyata produk yang dihasilkan adalah produk cacat.
Biaya yang harus dikeluarkan karena perusahaan terpaksa harus
menjual produk di bawah harga patokannya karena produk yang dihasilkannya cacat (price downgrading costs)
b. Biaya kegagalan eksternal (external failure costs) yaitu biaya yang harus dikeluarkan karena menghasilkan produk cacat dan produk ini telah diterima oleh konsumen, meliput i:
Biaya untuk memberikan pelayanan terhadap keluhan pelanggan
(customer complaint costs).
Biaya yang harus dikeluarkan karena produk yang telah disampaikan
kepada konsumen dikembalikan karena produk tersebut cacat (product return costs)
Biaya yang harus dikeluarkan karena perusahaan harus memberikan
jaminan atau garisan bagi konsumen bahwa produk yang dihasilkan adalah baik (product liability costs)
Biaya yang harus dikeluarkan karena perusahaan tidak dipercaya
oleh konsumen sehingga tidak mau lagi membeli ke perusahaan tersebut (lost sales costs)
3.3. Six Sigma
3.3.1. Sejarah Six Sigma
menggunakan financial metrics (yaitu return on investment, ROI) sebagai salah satu alat ukur dari quality improvement process. Dalam perkembangannya, 6σ bukan hanya sebuah metric, namun telah berkembang menjadi sebuah metodologi dan bahkan strategi bisnis.
Konsep ini kemudian dikembangkan lebih lanjut oleh Dr.Mike Harry dan Richard Schroeder yang lebih lanjut membuat metode ini mendapat sambutan luas dari petinggi Motorola dan perusahaan lain. Dalam perjalanan waktu, General Electric (GE) mempopulerkan Six Sigma sebagai suatu trend dan membuat perusahaan lain serta orang berlomba-lomba mencari tahu apa itu Six Sigma serta mencoba mengimplementasikannya di tempat kerja masing-masing. Dalam hal ini, peran CEO Jack Welch boleh dibilang sangat penting mengingat dia orang yang menjadikan Six Sigma sebagai tulang punggung semua proses GE. Dari segi waktu, bisa dikatakan Six Sigma adalah hasil evolusi terakhir dari quality improvement yang berkembang sejak tahun 1940-an.
3.3.2. Pengertian Six Sigma
Hensley dan Dobie, 2005) menyatakan bahwa Six Sigma membantu memperbaiki proses bisnis dengan mengurangi pemborosan, dengan mengurangi biaya-biaya yang diakibatkan oleh rendahnya kualitas yang dihasilkan, dan dengan meningkatkan level efisiensi dan efektivitas dari proses tersebut. Fokus utama dari Six Sigma adalah upaya pengurangan potensi variabilitas dari proses dan produk yang ada dengan menggunakan metodologi perbaikan terus-menerus maupun pendekatan desain ulang yang dikenal sebagai Design For Six Sigma (DFSS).
Six Sigma merupakan konsep statistik yang mengukur suatu proses yang berkaitan dengan cacat atau kerusakan. Mencapai enam sigma berarti bahwa suatu proses menghasilkan hanya 3,4 cacat per sejuta peluang. Six Sigma juga diartikan sebagai falsafah manajemen yang berfokus untuk menghapus cacat dengan cara menekankan pemahaman, pengukuran, dan perbaikan proses. Perusahaan Motorola mendefinisikan Six Sigma sebagai suatu metode atau teknik pengendalian dan perbaikan kualitas secara dramatis yang merupakan terobosan baru dalam bidang manajemen kualitas.
3.3.3. Konsep Six Sigma Motorola
antara industri dan pelanggan. Semakin tinggi target sigma yang dicapai, semakin baik kinerja proses industri. Sehingga 6 sigma otomatis lebih baik dari pada 4 sigma dan 3 sigma. Six Sigma dapat dipandang sebagai pengendalian proses industri berfokus pada pelanggan, melalui penekanan pada kemampuan proses. Terdapat 6 aspek kunci yang perlu diperhatikan dalam aplikasi konsep Six Sigma, yaitu (1) identifikasi pelanggan, (2) identifikasi produk, (3) identifikasi kebutuhan, (4) identifikasi proses, (5) hindari kesalahan yang berakibat pemborosan pada proses, dan (6) tingkat kemampuan proses menuju target sigma.
Pendekatan pengendalian proses Six Sigma Motorola (Motorola’s Six Sigma process control) mengizinkan adanya pergeseran nilai rata-rata (mean)
setiap CTQ individual dari proses industri terhadap nilai spesifikasi target (T) sebesar +1.5 sigma, sehingga akan menghasilkan 3.4 DPMO. Nilai pergeseran 1.5 sigma ini diperoleh dari hasil penelitian Motorola atas proses dan sistem industri, dimana menurut hasil penelitian bahwa sebagus-bagusnya suatu proses industri (khususnya mass production) tidak akan 100 persen berada pada satu titik nilai target tapi akan ada pergeseran sebesar rata-rata 1.5 sigma dari nilai tersebut. Adapun konsep dari Six Sigma Motorola dengan pergeseran 1.5 sigma disajikan pada gambar 3.1.
Gambar 3.1. Konsep Six Sigma Motorola dengn Pergeseran 1.5 sigma Sumber: Gasperz, 2007: 40
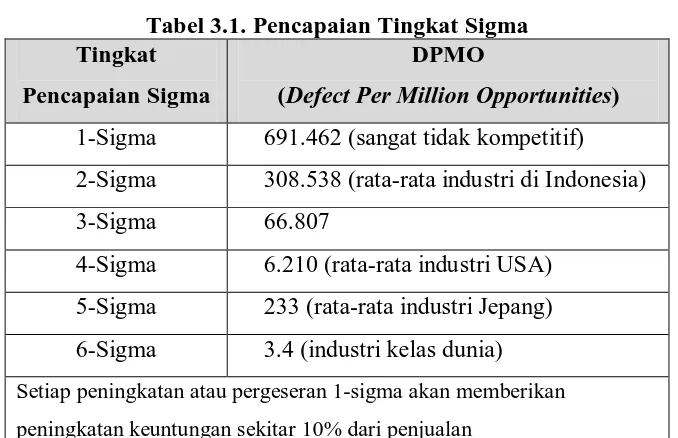
proses yang dilakukan oleh organisasi tersebut. Patut diketahui bahwa rentang nilai sigma yang digunakan adalah 1 hingga 6.
Tabel 3.1. Pencapaian Tingkat Sigma Tingkat
Pencapaian Sigma
DPMO
(Defect Per Million Opportunities) 1-Sigma 691.462 (sangat tidak kompetitif) 2-Sigma 308.538 (rata-rata industri di Indonesia)
3-Sigma 66.807
4-Sigma 6.210 (rata-rata industri USA) 5-Sigma 233 (rata-rata industri Jepang) 6-Sigma 3.4 (industri kelas dunia) Setiap peningkatan atau pergeseran 1-sigma akan memberikan peningkatan keuntungan sekitar 10% dari penjualan
Sumber : Gaspersz, 2007:38
3.3.4. Metodologi Six Sigma
Secara umum Six Sigma memiliki 2 metodologi yang sering digunakan. Kedua metodologi tersebut yaitu Define-Measure-Analyze-Improve-Control (DMAIC) serta Design for Six Sigma (DFSS) to Define-Measure-Analyze-Design-Verify (DMADV). DMAIC digunakan untuk meningkatkan proses bisnis yang
A. DMAIC 1. Define
Langkah ini untuk mendefinisikan rencana-rencana tindakan (action plans) yang harus dilakukan untuk melaksanakan peningkatan dari setiap tahap proses bisnis kunci itu. Termasuk dalam langkah definisi ini adalah menetapkan sasaran dari aktivitas peningkatan kualitas Six Sigma itu.
2. Measure
Terdapat 3 hal penting dalam langkah pengukuran ini, yaitu
a. Memilih karakteristik critical to quality (CTQ) kunci yang berhubungan langsung dengan kebutuhan pelanggan.
b. Mendefinisikan standar-standar pengukuran.
c. Melakukan validasi terhadap sistem pengukuran itu. 3. Analyze
Terdapat 3 hal penting dalam langkah analisis ini, yaitu a. Menetapkan kapabilitas proses (Cp).
b. Mendefinisikan target-target kinerja. c. Mengidentifikasi sumber-sumber variasi. 4. Improve
a. Mengetahui penyebab potensial yang menyebabkan variasi proses. b. Menemukan hubungan variabel-variabel kunci penyebab variasi. c. Menetapkan batas-batas toleransi operasional.
5. Control
Langkah control akan mengendalikan karakteristik sistem yang kritis terhadap nilai untuk pelanggan. Terdapat 3 hal pokok yang harus dilakukan dalam langkah pengendalian, yaitu :
a. Melakukan validasi terhadap sistem pengukuran.
b. Menentukan kapabilitas proses yang telah tercapai sekarang. c. Menerapkan rencana-rencana pengendalian proses.
B. DFSS to DMADV
Pada metodologi DFSS to DMADV program Six Sigma lebih ditekankan pada merancang atau mendesain proses atau produk yang baru untuk menggantikan proses atau produk sebelumnya. Hal ini biasanya dilakukan pada 2 kondisi, yaitu (1) ketika perusahaan sudah menembus level 5- sigma ke atas. Hal ini dikarenakan pada umumnya perbaikan pada proses sangat sedikit sekali memberikan dampak keuntungan secara finansial, sehingga memerlukan terobosan baru dalam pengembangan proses ataupun produk, serta (2) ketika produk yang dihasilkan sudah tidak kompetitif sama sekali di pasaran, sehingga diperlukan produk baru yang inovatif.
1. Define
Mendefinisikan secara formal sasaran dari aktivitas desain proses baru dan atau desain produk baru yang secara konsisten berkaitan langsung dengan permintaan atau kebutuhan pelanggan dan strategi perusahaan.
2. Measure
Mengidentifikasi critical to qualities, kapabilitas produk, kapabilitas proses, evaluasi resiko.
3. Analyze
Mengembangkan dan mendesain alternatif-alternatif, menciptakan high level design, dan mengevaluasi kapabilitas desain agar mampu memilih desain terbaik. 4. Design
Mengembangkan desain secara terperinci, optimasi desain, dan rencana untuk verifikasi desain. Tahap ini mungkin memerlukan simulasi.
5. Verify
Memverifikasi desain, implementasi proses baru, kemudian menyerahkan pada pemilik proses.
3.3.5. Keunggulan Six sigma
Terdapat beberapa alasan mengapa Six Sigma dipandang lebih baik dari pada program perbaikan kualitas sebelumnya
terlebih dahulu mengidentifikasi dan mendefinisikan dampak terhadap lini dasar.
b. Strategi Six Sigma menekankan nilai penting dari kepemimpinan yang kuat dan dukungan yang diperlukan untuk kesuksesan penjabarannya, jauh melebihi penekanan yang diberikan oleh upaya perbaikan kualitas yang lain sebelumnya.
c. Metodologi pemecahan masalah Six Sigma mengintegrasikan elemen manusia (perubahan budaya, fokus pada pelanggan, sarana dan prasarana belt system, dan lian-lain) dan elemen proses (manajemen proses, analisis statistik tehadap data proses, analisis sistem pengukuran, dan lain-lain) di dalam upaya perbaikan yang ditempuh.
d. Metodologi Six Sigma menggunakan tools dan teknik pemecahan masalah di dalam proses bisnis secara berurutan dan taat asas. Masing masing tools dan teknik di dalam metodologi Six Sigma memiliki suatu peranan yang harus dijalankan dan kapan, di mana, mengapa serta bagaimana tools dan teknik-teknik tersebut harus diterapkan merupakan perbedaan dari sukses atau tidaknya proyek Six Sigma.
e. Six Sigma menciptakan suatu sarana dan prasarana dari champion, master black belt, black belt, green belt yang mengarahkan, menjabarkan, dan
menerapkan pendekatan tersebut.
pada tempat yang semestinya. Pengukuran harus dipertimbangkan sebagai suatu bagian dari perubahan budaya.
g. Six Sigma menggunakan konsep pemikiran statistik dan mendorong digunakanya tools dan teknik-teknik statistik untuk mengurangi cacat melalui metode pengurangan variabilitas proses (misalnya statistical process control (SPC) dan rancangan percobaan).
3.3.6. Manfaat Six Sigma
Manfaat yang dapat diperoleh perusahaan yang menggunakan Six Sigma, meliputi:
A. Dana
B. Kualitas
Merupakan tujuan utama penggunaan Six Sigma mengingat mutu mengandung keunggulan-keunggulan sebagai pembangkit hasrat kerja karyawan, unsur yang menanamkan sikap dan kebiasaan yang positif, pencipta gagasan di pasar dan masyarakat, dan pemikat investor. Six Sigma bukan sekedar kualitas, melainkan jenjang kualitas yang hampir sempurna (tingkat akurasinya 99, 9997%) C. Kepuasan Pelanggan
Adalah perasaan senang/gembira/bahagia/lega atau sebaliknya yang ada pada diri pelanggan setelah menerima produk yang sesuai dengan yang diharapkannya. Harapan pelanggan terhadap kinerja barang/jasa yang akan dibeli bermula dari harga jual produk, pengorbanan-pengorbanan waktu, energi dan psikis, berbagai promosi yang diterimanya baik oleh aktivitas perusahaan maupun dari pengalaman orang lain yang dikenalnya. Apabila:
− Persepsi atas kinerja barang/jasa yang dibeli melebihi harapannya, pelanggan
merasa sangat puas/kagum.
− Persepsi atas kinerja barang/jasa yang dibeli sama dengan harapannya,
pelanggan merasa puas
− Persepsi atas kinerja barang/jasa yang dibeli di bawah harapannya, pelanggan
merasa tidak puas/kecewa.
menyempurnakan kinerja proses, barang dan jasa yang dihasilkan, agar persepsi pelanggan sama dengan harapannya.
D. Dampaknya bagi Karyawan
Jika manajemen perusahaan komit/bersepakat melaksanakan Six Sigma guna menyempurnakan proses, memenuhi harapan pelanggan, menghemat biaya, dll, maka dapat para karyawan akan terdorong untuk menopang sepenuhnya. Six Sigma meningkatkan moral kerja dan kebanggaan karyawan. Walaupun tidak semua karyawan harus terlibat langsung pada kegiatan Six Sigma, namun setiap individu mendapatkan peluang untuk berkontribusi secara signifikan mengingat peranan tiap-tiap anggota organisasi untuk menyediakan/menopang input yang diperlukan dalam proses tertentu.
E. Pertumbuhan Bisnis
Jika manajemen berhasil mewujudkan Six Sigma sehingga mampu memenuhi harapan pelanggan secara efektif, dan kepuasan mereka bertambah-tambah, pada gilirannya penghasilan perusahaan akan meningkat; akibatnya tersedia dana yang memadai untuk mengembangkan perusahaan.
F. Keunggulan Kompetitif
memperoleh reputasi di bidang kualitas, mengembangkan budaya, dan kebanggaan berdedikasi pada pelanggan.
3.3.7. Istilah-Istilah Dalam Six Sigma
Sebelum membahas lebih jauh mengenai konsep Six Sigma yang akan digunakan dalam penelitian ini, maka perlu dipahami beberapa istilah yang berkaitan dengan metode Six Sigma itu sendiri:
A. Variation (Variasi)
Variasi merupakan apa yang pelanggan lihat dan rasakan dalam proses transaksi antara pemasok dan pelanggan tersebut. Atau dapat juga disebutkan bahwa variasi adalah penyimpangan atau perbedaan antara keinginan atau ekspektasi pelanggan dengan produk yang ada. Semakin kecil variasi akan semakin diharapkan baik oleh pemasok (perusahaan) maupun oleh pelanggan karena menunjukkan konsistensi dalam kualitas. Terdapat dua sumber atau penyebab timbulnya variasi,
yaitu: