Studi Sifat Mekanik campuran Polypropylene (PP),Polyethylene (PE) dan Alumunium Powder (AL) Menggunakan Mesin Mixer
Teks penuh
Gambar



Dokumen terkait
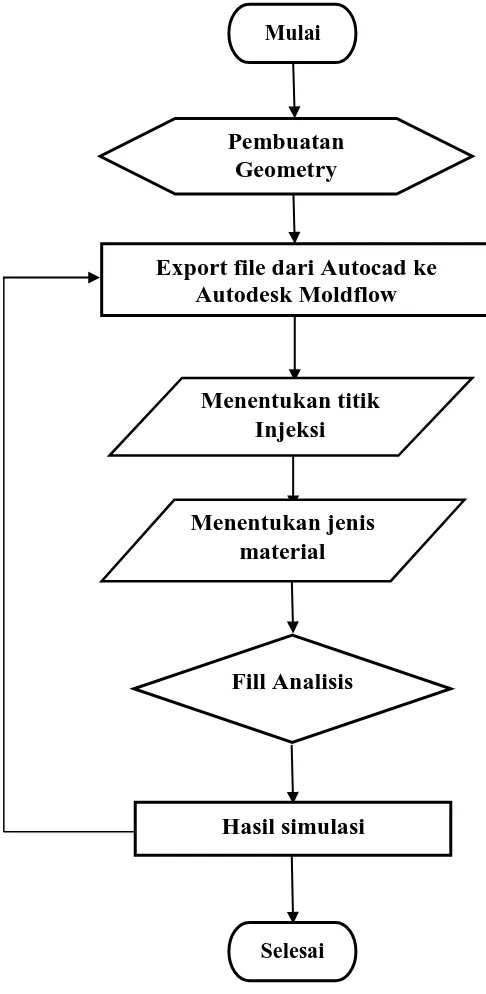
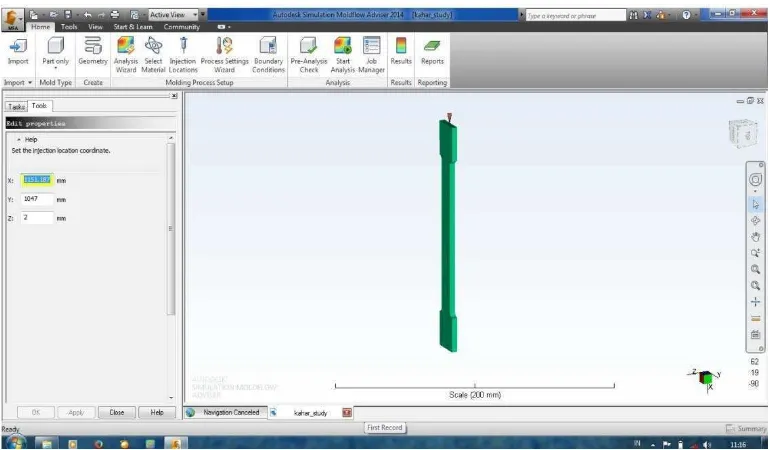
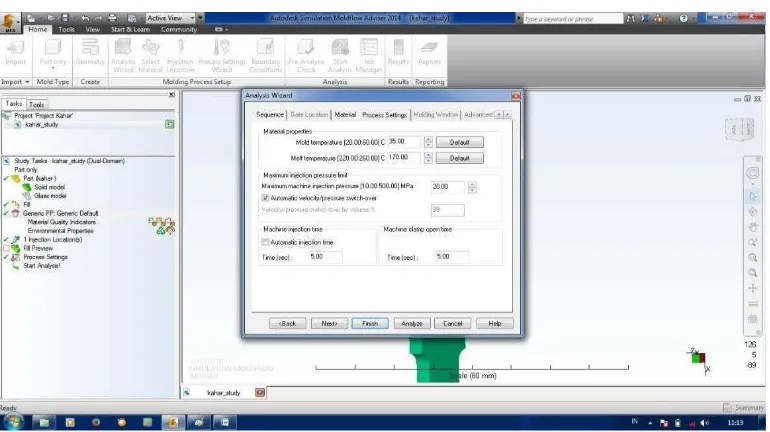
Pengujian juga dilakukan dengan simulasi moldflow adviser untuk membandingkan proses fill time dan air traps dengan proses manual hidrolic hot press.. Setelah didapatkan
Mesin mixer peralatan yang sangat penting yang digunakan pada proses.. percampuran dua atau lebih material dalam suatu industri yang
Peristiwa elementer pencampuran adalah penyisipan antar partikel jenis yang satu diantara partikel jenis lain (atau beberapa jenis bahan yang lain) dalam kimia, suatu
terhadap kekuatan tekan dan rendam air, Departemen Teknik Mesin,.. Fakultas Teknik,
STUDI EXPERIMENTAL PENGARUH VARIASI TEMPERATUR DAN PUTARAN TERHADAP SIFAT MEKANIK CAMPURAN POLYPROPYLEN, POLYETYLEN DAN FIBER GLASS MENGGUNAKAN MESIN MIXER BUATAN
Penelitian ini bertujuan untuk mendesain, pembutan mesin mixer serta pengujian pengaruh temperatur dan putaran percampuran terhadap kehomogenan dan sifat mekanis
