ABSTRACT
EVALUATION EFFECTIVENESS OF PRODUCTION PROCESS CRUMB RUBBER BASED METHOD OVERALL EQUIPMENT EFFECTIVENESS
(OEE)
Natural rubber one of the leading estate commodities in Indonesia, but production of this commodity is not yet effective due to losses during process. The purpose of this study was to determine effectiveness of natural rubber production process based on Overall Equipment Effectiveness (OEE). The study start by identifying problem on production machine because the machine have an important rile in the production activities, the machine used must be in good condition. The effectiveness of the machine can be determined by measuring the OEE value of production machinery rubber. OEE measurement method involves three important factors that influence it, namely availability, performance, and quality to the standard value of these three factors are respectively 90%, 95%, and 99%. As for the standard of the value of OEE is 85%.
The study was conducted at high grade SIR factory (Unit Usaha Way Berulu) for three months observed. The result showed that high grade SIR factory had average 89.58% of Availability, 80.29% of Performance Eficiency, and 99.81% of Quality Ratio, therefore average OEE value was 71.68%.
ABSTRAK
EVALUASI EFEKTIVITAS PROSES PRODUKSI KARET REMAH
BERDASARKAN METODEOVERALL EQUIPMENT EFFECTIVENESS
(OEE)
Oleh
Muhammad Pandutias
Karet alam adalah salah satu komoditas perkebunan terkemuka di Indonesia, tetapi komoditas tersebut belum efektif karena adanya kerugian selama proses produksi. Penelitian ini bertujuan untuk mengetahui efektivitas proses produksi karet alam didasarkan padaOverall Equipment Effectiveness(OEE). Penelitian ini dilakukan pada produk kualitas baik SIR pabrik PTPN VII Unit Usaha Way Berulu selama tiga bulan pengamatan. Penelitian ini dimulai dengan mengidentifikasi masalah yang terjadi pada mesin produksi karena mesin memiliki peranan penting dalam aktivitas produksi, maka mesin yang dipergunakan harus berada dalam kondisi yang baik. Efektivitas mesin dapat diketahui dengan mengukur nilai OEE dari mesin-mesin produksi karet tersebut. Pengukuran dengan metode OEE melibatkan tiga faktor penting yang mempengaruhinya, yaituavailability, performance,danqualitydengan nilai standar ketiga faktor tersebut berturut-turut adalah 90%, 95%, dan 99%.
Hasil penelitian menunjukkan bahwa pabrik SIR kualitas baik di PTPN VII Unit Usaha Way Berulu memiliki nilai rata-rata 89,58% untukAvailability, 80,29% untuk Performance, dan 99,81% untukQuality, sehingga nilai rata-rata OEE adalah 71,68%.
RIWAYAT HIDUP
Penulis dilahirkan di Way Jepara pada tanggal 25 September 1990, sebagai anak kedua dari empat bersaudara, pasangangan Bapak Muhammad Nasir dan Ibu Siti Mujayanah.
Penulis menyelesaikan pendidikan Taman Kanak-kanak (TK) di TK Pertiwi Sumberejo Lampung Timur pada tahun 1996, pendidikan Sekolah Dasar (SD) di SD Negeri 1 Labuhan Ratu Dua Way Jepara Lampung Timur pada tahun 2002, pendidikan Sekolah Menengah Pertama (SMP) di SMP Negeri 1 Way Jepara Lampung Timur tahun 2005, dan pendidikan Sekolah Menengah Atas (SMA) di SMA Negeri 1 Way Jepara Lampung Timur pada tahun 2008. Penulis terdaftar sebagai mahasiswa jurusan Teknologi Hasil Pertanian Fakultas Pertanian Universitas Lampung melalui jalur Seleksi Nasional Masuk Perguruan Tinggi Negeri (SNMPTN) pada tahun 2008.
Penulis melaksanakan Kuliah Kerja Nyata (KKN) pada tahun 2011 selama 40 hari di desa Wiyono, Kecamatan Gedongtataan, Kabupaten Pesawaran dengan tema
“Revitalisasi Pertanian dan Kehutanan untuk Peningkatan Kesejahteraan Masyarakat Petani”. Tahun 2012 penulis juga melaksanakan Praktek Umum (PU) selama 40 hari di Nusantara Tropical Farm (NTF) Lampung Timur dengan
Dengan kerendahan hati yang tulus, bersama keridhaan-Mu
Ya Allah, kupersembahkan karya ini untuk:
Bapak dan Ibu
Muhammad Nasir dan Siti
Mujayanah
Yang selalu menyanyangi dan mencintai setulus hati
Kedua saudariku, Diah dan Resty yang selalu
memberikan keceriaan, semangat, dan kehangatan dalam
setiap langkah penulis selama ini
Mamasku, Rio Mulyanto terima kasih atas nasehat yang
selalu diberikan, keceriaan yang selalu ada dan
perhatian yang selalu diberikan, semoga penulis akan
menjadi lebih baik lagi
Teman-teman dulu A.5 sekarang E.3 (Isnaeni NR,
Syaza, Budi, Pendi, Isnaini R, Udin, Tesa) yang
mengajarkan banyak hal, atas segala perhatian, bantuan
dan semangat kepada penulis.
Untuk teman-teman Soldier of Primbon atas semangat
yang diberikan, kekeluargaan, serta kebersamaannya
Bismillaahirrahmaanirrahiim
“Allah tidak membebani seseorang melainkan sesuai
dengan kesanggupan hambanya….”
(QS. Al Baqarah: 286)
“Sesungguhnya sesudah kesulitan itu ada
kemudahan”
SANWACANA
Segala puji bagi Allah SWT, Tuhan semesta alam, yang telah melimpahkan nikmatnya sehingga penulis dapat menyelesaikan penyusunan skripsi ini yang
berjudul “Evaluasi Efektivitas Proses Produksi Karet Remah Berdasarkan MetodeOverall Equipment Effectiveness(OEE)”. Sebagai manusia biasa, penulis menyadari bahwa dalam skripsi ini masih terdapat kekurangan. Untuk itu, penulis mengharapkan adanya koreksi dan saran agar dikemudian hari skripsi ini akan semakin sempurna.
Pada kesempatan ini penulis ingin mengucapkan banyak terima kasih kepada semua pihak yang telah membantu dalam penyelesaian karya tulis ini:
1. Bapak Prof. Dr. Ir. Wan Abbas Zakaria, M.S., selaku Dekan Fakultas Pertanian;
2. Ibu Ir. Susilawati, M.S., selaku Ketua Jurusan Teknologi Hasil Pertanian; 3. Dr. Erdi Suroso, S.T.P., M.T.A selaku Pembimbing Utama yang telah
begitu banyak memberikan bimbingan, saran, kritik, motivasi, semangat, dan arahannya selama pelaksanaan penelitian dan penulisan skripsi ini. 4. Dr. Ir. Tanto Pratondo Utomo, M.Si selaku Pembimbing Kedua, atas
ii
5. Dr. (Eng) Ir. Udin Hasanudin, M.T.selaku Pembahas atas saran, kritik, dan arahannya dalam penulisan skripsi ini.
6. Dr. Ir. Subeki, M.Si., M.Sc., selaku pembimbing akademik atas bimbingan, saran, dan kritik selama menjadi mahasiswa di THP.
7.
Bapak dan Ibu dosen pengajar, staf administrasi dan laboratorium diJurusan THP atas bimbingan, pengetahuan, dan arahannya selama penulis menjadi mahasiswa.
8. Adik-adik THP 2009, 2010, dan 2011, terimakasih atas keceriaannya. 9. Ikatan Mahasiswa Lampung Timur, terimakasih banyak atas kebersamaan
dan keceriannya.
10. Semua pihak PTPN VII Unit Usaha Way Berulu yang telah banyak membantu sehingga penulis dapat menyelesaikan skripsi ini.
11. Semua pihak yang tidak dapat disebutkan satu per satu, penulis ucapkan terima kasih banyak, sehingga penulis dapat menyelesaikan kuliah S1 ini. Akhir kata, penulis menyadari bahwa skripsi ini masih jauh dari kesempurnaan, akan tetapi sedikit harapan semoga skripsi sederhana ini dapat berguna dan bermanfaat bagi kita semua.Aamiinya Robbal’alamiin…
Bandar Lampung, Juli 2014 Penulis,
iii
DAFTAR ISI
Halaman
DAFTAR ISI ... iii
DAFTAR TABEL ... iv
DAFTAR GAMBAR... v
I. PENDAHULUAN... 1
A. Latar Belakang ... 1
B. Tujuan ... 3
II. TINJAUAN PUSTAKA ... 6
A. Tanaman Karet di Provinsi Lampung ... 6
B. Karet Remah (Crumb Rubber) ... 7
C. Pengolahan Karet Remah ... 8
D. Overall Equipment Effectiveness(OEE) ... 11
1. Availability... 11
2. Performance... 12
3. Quality... 12
III. BAHAN DAN METODE ... 15
A. Tempat dan Waktu Penelitian ... 15
B. Alat ... 15
C. Metode Penelitian ... 15
D. Pelaksanaan Penelitian ... 16
iv
1 PenentuanAvailability ... 17
2 PenentuanPerformance... 18
3. PenentuanQuality... 19
4. PenentuanOverall Equipment Effectiveness(OEE) ... 19
IV. HASIL DAN PEMBAHASAN... 21
A. Proses Pengolahan Karet Remah (Crumb Rubber) di PTPN VII Unit Usaha Way Berulu... 21
B. Kinerja PTPN VII Unit Usaha Way Berulu dalam Pengolahan Karet Remah... 25
1. Pembebanan Waktu (Loading Time)... 25
2. Waktu Tidak Beroperasi (Downtime) ... 26
3. Waktu Operasi (Operation Time)... 28
4. Jumlah Produksi Karet Remah (Crumb Rubber) ... 29
C. Penentuan Kinerja Pabrik Pengolahan Karet Remah Berdasarkan Overall Equipment Effectiveness(OEE)... 31
1. PenentuanAvailability... 31
2. PenentuanPerformance ... 32
3. PenentuanQuality ... 34
4. PerhitunganOverall Equipment Effectiveness(OEE)... 36
V. SIMPULAN DAN SARAN... 39
5.1 Simpulan ... 39
5.2 Saran ... 39
DAFTAR PUSTAKA... 40
DAFTAR TABEL
Tabel : Halaman
1. Penyebaran tanaman karet rakyat di Provinsi Lampung ... 7 2. Data Pembebanan Waktu (Loading Time) di PTPN VII Unit Usaha
Way Berulu Periode Januari 2013–Januari 2014 ... 43 3. Data Waktu Tidak Beroperasi Mesin Produksi Karet Remah di
PTPN VII Unit Usaha Way Berulu Periode Januari 2013–
Januari 2014 ... 44 4. Persentase Waktu Tidak Beroperasi Mesin Produksi
Karet Remah di PTPN VII Unit Usaha Way Berulu Periode
Januari 2013–Januari 2014 ... 45 5. Waktu Operasi Mesin Produksi Karet Remah di VII Unit Usaha
Way Berulu Periode Januari 2013–Januari 2014 ... 45 6. Data Produksi Karet Remah di PTPN VII Unit Usaha Way Berulu
Periode Januari 2013–Januari 2014... 46 7. PerhitunganQualityMesin Produksi di PTPN VII Unit Usaha
Way Berulu Periode Januari 2013–Januari 2014 ... 46 8. PerhitunganAvailabilityMesin Produksi di PTPN VII Unit Usaha
Way Berulu Periode Januari 2013–Januari 2014 ... 47 9. PerhitunganPerformanceMesin Produksi di PTPN VII Unit Usaha
Way Berulu Periode Januari 2013–Januari 2014 ... 47 10. PerhitunganOverall Equipment Effectiveness(OEE) di PTPN VII
v
DAFTAR GAMBAR
Gambar Halaman 1. Proses pengolahan karet remah SIR 3 berbahan baku lateks kebun .. 9 2. Gambar 2. Diagram Alir Penelitian ... 20 3. Proses Pengolahan Karet Remah di PTPN VII Unit Usaha
Way Berulu ... 24 4. Data Pembebanan Waktu (Loading Time) di PTPN VII Unit Usaha
Way Berulu Periode Januari 2013–Januari 2014... 25 5. Data Waktu Tidak Beroperasi Mesin Produksi Karet Remah (a),
dan Persentase JumlahDowntime(b) di PTPN VII Unit Usaha Way
Berulu Periode Januari 2013–Januari 2014 ... 26 6. Waktu Operasi Mesin ProduksiCrumb Rubberdi PTPN VII Unit
Usaha Way Berulu Periode Januari 2013–Januari 2014... 29 7. Data ProduksiCrumb Rubberdi PTPN VII Unit Usaha Way Berulu
Periode Januari 2013–Januari 2014 ... 30 8. PerhitunganAvailabilityMesin Produksi di PTPN VII Unit Usaha
Way Berulu Periode Januari 2013–Januari 2014... 31 9. PerhitunganPerformanceMesin Produksi di PTPN VII Unit Usaha
Way Berulu Periode Januari 2013–Januari 2014... 34 10. PerhitunganQualityMesin Produksi di PTPN VII Unit Usaha Way
Berulu Periode Januari 2013–Januari 2014 ... 35 11. PerhitunganOverall Equipment Effectiveness(OEE)
I. PENDAHULUAN
A. Latar Belakang
Indonesia memiliki potensi pertanian yang dapat dikembangkan. Kinerja ekspor komoditas pertanian menunjukkan pertumbuhan yang cukup baik khususnya pada
hasil perkebunan. Perkebunan merupakan salah satu subsektor unggulan yang dapat
menghasilkan devisa negara yang cukup besar. Komoditi hasil perkebunan yang
menjadi unggulan di Indonesia salah satunya adalah karet alam. Produksi karet alam
Indonesia yang cukup besar dan layak untuk diperhitungkan dalam pasar
internasional. Saat ini Indonesia merupakan negara produsen karet alam kedua terbesar di dunia setelah Thailand. Luas areal pertanaman karet Indonesia 3.445.317 hektar, dengan produksi total sebesar 2.770.308 ton (Damanik,2012).
2
Kepemilikan lahan karet di Indonesia didominasi oleh perkebunan karet rakyat karena hampir 85% luas lahan perkebunan karet Indonesia adalah perkebunan rakyat. Menurut BPS (2008), perkebunan rakyat merupakan usaha budidaya tanaman perkebunan yang diusahakan oleh rumah tangga dan tidak berbentuk badan usaha maupun badan hukum. Total produksi karet yang dapat dihasilkan sekitar 2622,8 ribu ton. Hasil karet sebagian besar di Indonesia dijual dalam bentuk karet alam. Karet alam tersebut memiliki nilai jual yang relative rendah dibandingkan dengan karet yang sudah mengalami proses pengolahan.
Proses pengolahan karet sangat penting untuk diperhatikan karena akan mempengaruhi hasil akhir dari olahan karet tersebut. Pengolahan karet sangat bergantung pada kinerja dari mesin/peralatan yang bekerja pada proses
pengolahan. Mesin/peralatan yang digunakan dengan efisien akan membuat kerja dan pemeliharaan mesin lebih mudah dan memberikan keuntungan yang lebih bagi perusahaan. Mesin atau peralatan yang digunakan apabila mengalami kerusakan maka proses produksi akan terhambat (Hapsari dkk, 2012).
Produktivitas dan efisiensi suatu mesin dapat dilihat dari kondisi mesin dan peralatan
yang mendukungnya. Penggunaan mesin secara kontinyu akan mengalami penurunan
tingkat kesiapan mesin itu sendiri. Usaha untuk menjaga tingkat kesiapan mesin agar
hasil produksi tetap terjamin akibat penggunaan mesin secara terus menerus, maka
dibutuhkan kegiatan pemeliharaan mesin.
3
produksi antara lain dari proses manufaktur dari mesin-mesin,manufacturing cells,danassembly lines. Metode OEE memuat faktor-faktor kinerja dari suatu industri yang meliputi ketersediaan (availability), kinerja (performance), dan kualitas (quality) (Hutagaol, 2009). Metode OEE dikenal sebagai salah satu aplikasi programTotal Productive Maintenance(TPM). Kemampuan
mengidentifikasi akar penyebab permasalahan secara lebih terperinci sehingga membuat usaha perbaikan menjadi terfokus.
Penggunaan indikator OEE diharapkan dapat menjadi dasar untuk menentukan sumber-sumber kehilangan produktivitas suatu industri sekaligus mengetahui posisinya dalam pengkelasan industri. Nilai OEE yang didapat dengan cepat dan akurat tersebut akan dapat membantu bagian instalasi dalam pengambilan
keputusan terkait peralatan produksi secara cepat dan akurat pula (Maknunah dkk, 2013).
B. Tujuan
Tujuan dari penelitian ini adalah untuk mengetahui tingkat efektivitas penggunaan mesin/peralatan produksi dengan menggunakan metode OEE (Overall Equipment Effectiveness) di PTPN VII Unit Usaha Way Berulu.
C. Kerangka Pemikiran
4
Indonesian Rubber(SIR) sebanyak 95%, sedangkan sisanya berupaRibbed Smoked Sheet(RSS) sebanyak 3%, lateks pekat sebanyak 0,7%, dan jenis lain sebanyak 1%. Produk karet Indonesia sebanyak 90% digunakan sebagai bahan baku pembuatan ban (Budiman, 2000).
Suatu mesin pada perusahaan mempunyai peran penting dalam proses produksi, yaitu untuk mempermudah serta membantu kegiatan manusia dalam melakukan suatu proses produksi suatu barang, sehingga proses produksi dari barang-barang yang dihasilkan memiliki jumlah lebih banyak dan memiliki kualitas yang lebih baik. Hal ini pada gilirannya telah memperbesar kebutuhan akan fungsi
pemeliharaan pabrik, khususnya pemeliharaan dan pemeliharaan mesin. Perlu diketahui pula bahwa suatu mesin jika digunakan secara terus menerus akan mengalami penurunan tingkat kesiapan (availability) dan kualitas performansinya, tetapi usia kegunaan pemeliharaan dapat diperpanjang dengan melakukan
pemeliharaan peralatan secara berkala.
5
II. TINJAUAN PUSTAKA
A. Tanaman Karet di Provinsi Lampung
Tanaman karet (Hevea brasiliensis) merupakan salah satu komoditi pertanian penting di lingkungan Internasional dan juga Indonesia. Di Indonesia tanaman karet dikenal sejak zaman penjajahan Belanda. Awalnya karet ditanam di Kebun Raya Bogor sebagai tanaman baru untuk dikoleksi kemudian karet dikembangkan menjadi tanaman perkebunan di beberapa daerah. Hasil devisa yang diperoleh dari karet cukup besar, dengan produksi sebanyak 1,6 ton pada tahun 1998 dengan nilai ekspor sebesar US $ 1.101 milyar (Biro Pusat Statistik, 2000).
Luas tanaman karet di Provinsi Lampung adalah 96.738 Ha terdiri dari tanaman karet milik negara, swasta dan mlik rakyat dengan kapasitas produksi sebesar 56.009 ton serta produktivitas 1.055 Kg/Ha. Tanaman karet ini tersebar di sebagian kabupaten yang ada di Provinsi Lampung. Penyebaran tanaman karet milik rakyat di Provinsi Lampung disajikan pada Tabel 1. Lebih dari setengah luas tanaman karet di Provinsi Lampung milik rakyat. Luas tanaman karet milik rakyat adalah 68.802 Ha dengan kapasitas produksi 31.294 ton serta produktivitas 944 Kg/HA. Produk yang dihasilkan oleh petani karet berupa karet yang
7
Tabel 1. Penyebaran tanaman karet rakyat di Provinsi Lampung
Kabupaten Luas Areal
Sumber : Dinas Perkebunan Provinsi Lampung (2010)
B. Karet Remah (Crumb Rubber)
Pada awalnya sebagian besar karet alam Indonesia diperdagangkan dalam bentuk karet lembaran yakni karet sit asap (RSS =ribbed smoked sheet). Namun sejak diperkenalkan teknologi karet remah (crumb rubber) pada tahun 1968, produksi karet sit secara dramastis menurun, beralih ke karet remah. Tidak kurang dari 90% produksi karet alam nasional setiap tahunnya merupakan karet remah (Anonim, 2008). Karet remah diproduksi dengan menggunakan bahan baku lateks kebun dan koagulum lapangan (lumpdanslab).
8
2000). Tampak bahwa bahan olah karetlumpdanslabsangat penting peranannya sebagai bahan baku untuk pembuatan karet remah.
Karet remah umumnya diperdagangkan dengan spesifikasi mutu teknis dengan bermacam-macam karakteristik antara lain SIR 3L, SIR 3CV, SIR 3WF yang tergolong karet jenis mutu tinggi (high grades) dan SIR10, SIR 20 yang tergolong jenis karet mutu rendah (low grades). Karet remah bermutu tinggi diolah dengan bahan baku berupa lateks kebun, sedangkan mutu rendah diolah dengan bahan baku koagulum lapangan, yakni lateks yang membeku secara alami atau dengan koagulan. Karet remah diperdagangkan dalam bentuk bongkah berukuran 28 x 14 x 6,5 inci3atau 70 x 35 x 16,25 cm3dengan bobot 33,3 kg, 34 kg dan 35 kg per bongkah. Karet remah dibungkus dengan polietilen setebal 0,03 mm dengan titik pelunakan 108oC, berat jenis 0,92 dan bebas dari macam-macam pelapis
(Setyamidjaja, 1993).
C. Pengolahan Karet Remah
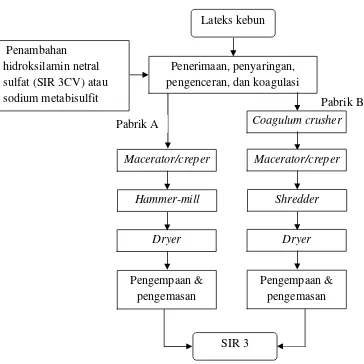
9
Gambar 1. Proses pengolahan karet remah SIR 3 berbahan baku lateks kebun (Maspanger dan Honggokusumo, 2004)
Bahan baku berupa koagulum lapangan akan menghasilkan karet remah jenis SIR 20. Proses pengolahan koagulum lapangan dalam bentuklumpatauslabmenjadi karet remah jenis mutu SIR 20 terdiri dari 1) tahap persiapan dan sortasi bahan olah, 2) pembersihan tahap I dan II, 3) pencampuran (blending) dan penggilingan, 4) pengeringan alami (pre-drying), 5) peremahan, 6) pengempaan dan
pengemasan, dan 7) penyimpanan (Tunas, 2002; Suparto, 2002; Harmantho, 2002; dan Saputra, 1997).
Pabrik B Penambahan
10
Proses pengolahan koagulum menjadi karet remah SIR 20 pada prinsipnya merupakan operasi pembersihan bahan olah yang dilanjutkan dengan proses pengeringan. Pembersihan dilakukan melalui pengecilan ukuran (size reduction). Proses ini bertujuan untuk memperbesar luas permukaan karet, sehingga kotoran semakin mudah dibersihkan dengan air pencuci selain itu, proses pengeringan membutuhkan waktu yang relatif singkat. Pada setiap tahap pengolahan selalu digunakan air sebagai media ekstraksi kotoran dari dalam karet sehingga limbah yang dihasilkan dominan dalam bentuk limbah cair. Air yang digunakan untuk proses pengolahan karet remah sebagian besar digunakan pada tahap pembersihan dan penggilingan. Penggunaan air ini tidak boleh melewati ambang batas yang disyaratkan pada KepMenLH No. 51/MenLH/10/1995 yaitu maksimum 40 m3/ton karet kering (Utomo, 2008).
11
D. Overall Equipment Effectiveness(OEE)
Salah satu indikator yang dapat digunakan untuk mengukur kinerja industri karet adalah menggunakan metodeOverall Equipment Effectiveness(OEE). Metode OEE merupakan cara terbaik untuk memonitor dan meningkatkan efisiensi produksi antara lain dari proses manufaktur dari mesin-mesin,manufacturing cells,danassembly lines. Metode OEE memuat faktor-faktor kinerja dari suatu industri yang meliputi ketersediaan (availability), kinerja (performance), dan kualitas (quality) (Hutagaol, 2009).
Metode OEE mampu mendeteksi sumber-sumber kehilangan produktivitas yang ditunjukkan pada nilai faktor-faktoravailability, performance, dan quality.Selain itu, OEE dapat digunakan sebagai ukuran untuk menentukan posisi suatu industri di jajaran industri kelas dunia lainnya (Gasperz, 2009). Metode OEE dapat dihitung dengan cara sebagai berikut.
Pengukuran OEE ini didasarkan pada pengukuran tiga rasio utama, yaitu:
1. Availability
Availabilitymerupakan suatu rasio yang menggambarkan pemanfaatan waktu yang tersedia untuk kegiatan operasi mesin atau peralatan. Availability memperhitungkandown time lossesyaitu kehilangan waktu produktif akibat down timemesin atau proses kerja.
12
2. Performance
Performancemerupakan suatu rasio yang menggambarkan kemampuan dari peralatan dalam menghasilkan barang. Performancememperhitungkanspeed losessberdasarkan faktor-faktor yang menyebabkan proses berlangsung lebih lambat dibandingkan dengan kecepatan maksimum pada saat beroperasi. Tiga faktor yang dibutuhkan untuk menghitungperformance efficiencyadalah :
a. Ideal cycle time(waktu siklus ideal)
b. Processed amount(jumlah produk yang diproses) c. Operation time(waktu operasi mesin)
3. Quality
Qualityataurate of quality productmerupakan suatu rasio yang menggambarkan kemampuan peralatan dalam menghasilkan produk yang sesuai dengan standar. Qualitymemperhitungkanquality lossberupapartsatau bagian yang tidak memenuhi persyaratan kualitas. Qualitydiukur dalam OEE melalui pencatatan defect per million(DPM) ataupart per milllion(PPM).
Nilai OEE untuk industri kelas dunia dengan proses curah adalah lebih besar dari 85 persen dengan nilai minimal masing-masing faktor adalahavailability90 persen,performance95 persen, danquality 99,9 persen (Gasperz, 2009).
13
1. Downtime Losses
a. Breakdowns losses/Equipment Failuresyaitu kerusakan mesin atau peralatan yang tiba-tiba atau kerusakan yang tidak diinginkan tentu saja akan menyebabkan kerugian, karena kerusakan mesin akan menyebabkan mesin tidak beroperasi menghasilkan output. Hal ini akan mengakibatkan waktu yang terbuang sia-sia dan kerugian material serta produk cacat yang dihasilkan semakin banyak.
b. Setup and Adjusment Lossesatau kerugian karena pemasangan dan penyetelan adalah semua waktuset-uptermasuk waktu penyesuaian (adjusment) dan juga waktu yang dibutuhkan untuk kegiatan-kegiatan pengganti satu jenis produk ke jenis produk berikutnya untuk proses produksi selanjutnya.
2. Speed Loss
a. Idling and Minor Stoppage Lossesdisebabkan oleh kejadian-kejadian seperti pemberhentian mesin sejenak, kemacetan mesin, danidle timedari mesin. Kenyataannya, kerugian ini tidak dapat dideteksi secara langsung tanpa adanya alat pelacak. Ketika operator tidak dapat memperbaiki pemberhentian yang bersifatminor stoppagedalam waktu yang telah ditentukan, dapat dianggap sebagai suatubreakdowns.
14
3. Defect Loss
a. Process Defect,yaitu kerugian yang disebabkan adanya produk cacat maupun karena kerja produk diproses ulanag. Produk cacat yang dihasilkan akan mengakibatkan kerugian material, mengurangi jumlahproduksi, biaya tambahan untuk pengerjaan ulang dan limbah produksi meningkat. Walaupun waktu yang dibutuhkan untuk
memperbaiki produk cacat hanya sedikit, kondisi ini dapat menimbulkan masalah yang lebih besar.
15
III. METODE PENELITIAN
A. Tempat dan Waktu Penelitian
Penelitian ini dilaksanakan di PT. Perkebunan Nusantara VII Unit Usaha Way Berulu Pesawaran jenis Karet Remah (Crumb Rubber) dari bulan Desember 2013 sampai dengan Januari 2014.
B. Alat
Alat yang digunakan dalam penelitian ini berupa seperangkat komputer, printer, kamera,log bookdan alat tulis.
C. Metode Penelitian
Penelitian ini dilakukan dengan metode survei di lapangan. Metode pengumpulan data yang dilakukan adalah dengan cara mengumpulkan data primer dan data sekunder untuk keperluan penelitian (loading time,jumlah produksi,downtime, operation time). Data hasil pengamatan disajikan dalam bentuk tabel dan grafik kemudian dianalisis secara deskriptif (Dermawan dkk, 2014).
16
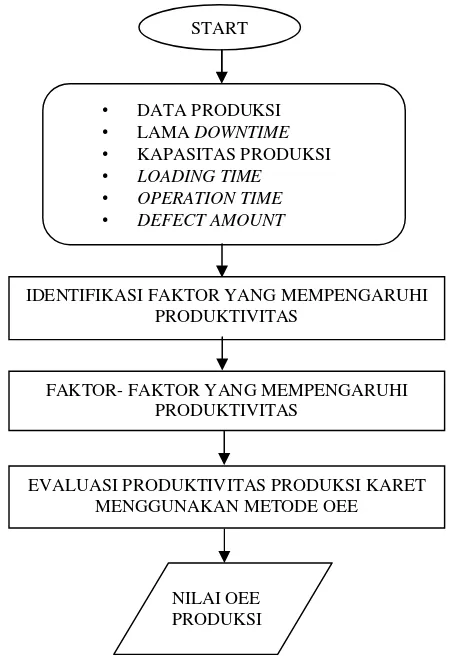
merugikan perusahaan. Permasalahan terkait produktivitas akan diidentifikasi terlebih dahulu untuk meninjau faktor-faktor yang mempengaruhinya. Metode OEE digunakan sebagai pengukuran produktivitas produksi karet remah. Faktor-faktor yang diidentifikasi meliputi tingkat efektivitas waktu, kinerja mesin, serta kualitas produk yang dihasilkan. Selanjutnya, nilai OEE dan faktor-faktor yang mempengaruhinya akan dievaluasi dengan membandingkan dengan standar yang ada.
Hasil identifikasi dan evaluasi produktivitas dengan berbagai faktor yang mempengaruhinya berdasarkan metode OEE akan dilakukan perancangan formulasi model peningkatan produktivitas dilakukan untuk menghasilkan perencanaan produktivitas untuk kedepannya. Formulasi model dibuat dalam bentuk matematis sehingga dapat mewakili kondisi yang sedang terjadi sekaligus memudahkan dalam pemecahan permasalahan yang kompleks.
D. Pelaksanaan Penelitian
Tahapan pelaksanaan penelitian yang akan dilakukan adalah adalah sebagai berikut:
1. Persiapan: pengumpulan data sekunder mengenai kondisi pabrik karet remah (Crumb Rubber).
2. Melakukan survei lokasi disalah satu industri karet remah di Provinsi Lampung.
17
mempengaruhi kerusakan mesin, produktivitas karet, waktu yang tersedia (Loading Time), waktu operasi mesin (Operation Time), jumlah produk cacat (Defect Amount), dan waktu mesin tidak beroperasi (Total Downtime). 4. Melakukan analisis OEE (Overall Equipment Effectiveness)..
5. Hasil dari pengolahan data akan dianalisa, dilakukan pemecahan masalah, lalu diberikan rekomendasi perbaikan
6. Penulisan Laporan hasil kajian
E. Perhitungan
Perhitungan OEE memuat faktor-faktor kinerja dari suatu industri yang meliputi ketersediaan (availability), kinerja (performance), dan kualitas (quality).
Sehingga ketiga faktor tersebut juga perlu diketahui besarnya untuk mengetahui besarnya nilai OEE suatu perusahaan (Hutagaol, 2009).
1. PenentuanAvailability
Availabilitymerupakan rasio darioperation time,dengan mengeliminasi
downtimemesin, terhadaploading time. Rumus yang digunakan untuk mengukur availabilityadalah :
Loading timeadalah waktu yang tersedia (available time) perhari atau perbulan dikurangi denagn waktudowntimemesin yang direncanakan (planned downtime).
Loading time=Total Available Time─ Planned Downtime Operation Time
Availability = x 100%
18
Planned downtimeadalah jumlah waktudowntimeyang telah direncanakan dalam rencana produksi termasuk di dalamnya waktudowntimemesin untuk
pemeliharaan (schedule maintenance) atau kegiatan manajemen lainnya.
Operation timedapat dihitung dengan rumus :
2. PenentuanPerformance
Perhitunganperformancedimulai dengan perhitunganideal cycle time. Ideal cycle timemerupakan waktu siklus ideal mesin dalam bekerja. Rumus yang digunakan untuk mengukur performanceadalah :
Tiga faktor penting yang dibutuhkan untuk menghitungperformance efficiency: 1. ideal cycle( waktu siklus ideal/waktu standar)
2. Processed amount(jumlah produk yang diproses) 3. Operation time(waktu operasi mesin)
Ideal cycle timedihitung dengan rumus :
Cycle timedapat dihitung dengan rumus :
Operation time=Loading Time–Planned Downtime
Processed AmountxIdeal Cycle Time
Performance= x 100%
Operation Time
Ideal Cycle Time = Cycle Timex%Jam Kerja
Loading Time Cycle Time=
19
% Jam kerja dapat dihitung dengan rumus :
3. PenentuanQuality
Qualitymerupakan suatu rasio yang menggambarkan kemampuan mesin dalam menghasilkan produk yang sesuai dengan standar. Formula yang digunakan untuk pengukuran rasio ini adalah :
4. PenentuanOverall Equipment Effectiveness(OEE)
Untuk mengetahui besarnya efektivitas mesin secara keseluruhan di PTPN VII Unit Usaha Way Berulu, maka terlebih dahulu harus diperoleh nilai-nilai availability, performance,danquality. Nilai OEE dihitung dengan rumus :
Total Delay
% Jam Kerja = 1 - x 100%
Available Time
Processed Amount–Defect Amount
Quality= x 100%
Processed Amount
20
Gambar 2. Diagram Alir Penelitian
NILAI OEE PRODUKSI
IDENTIFIKASI FAKTOR YANG MEMPENGARUHI PRODUKTIVITAS
FAKTOR- FAKTOR YANG MEMPENGARUHI PRODUKTIVITAS
EVALUASI PRODUKTIVITAS PRODUKSI KARET MENGGUNAKAN METODE OEE
START
• DATA PRODUKSI
• LAMADOWNTIME
• KAPASITAS PRODUKSI
• LOADING TIME
• OPERATION TIME
V. SIMPULAN DAN SARAN
A. Simpulan
Berdasarkan hasil pengamatan dan analisis yang telah dilakukan diperoleh kesimpulan nilai rata-rataoveral equipment effectiveness(OEE) dari proses pengolahan karet remah di PTPN VII Unit Usaha Way Berulu sebesar 71,68 persen yang tersusun dari nilai rata-rataavailability89,58 persen,performance 80,29 persen, danquality99,81 persen.
B. Saran
1. Perlu upaya untuk meningkatkan nilai OEE dari proses produksi karet remah di PTPN VII Unit Usaha Way Berulu, yaitu dengan memperbaiki kinerja produksi pengolahan karet remah dari segi kinerja mesin produksi. 2. Perlu meningkatkan jumlah bahan baku yang digunakan untuk proses
produksi dengan petani karet rakyat.
DAFTAR PUSTAKA
Anonim. 2008. Upaya Industri Karet Nasional Dalam Menghadapi Persaingan Pasar Karet Remah Di Dunia Internasional. http://web.bisnis.com/ edisi-cetak/edisi-harian/agribisnis/karet/1id40777.html. Diakses tanggal 22 Februari 2014.
Anwar, C. 2005. Prospek Karet Alam Indonesia : Suatu Analisis Integrasi Pasar dan Keragaan Ekspor.Disertasi. Institut Pertanian Bogor. Sekolah Pasca Sarjana. Bogor
Asisco, H., Kifayah A., dan Y.R. Perdana. 2012. Usulan Perencanaan Perawatan Mesin dengan MetodeReliability Centered Maintenance(RCM) di PT. Perkebunan Nusantara VII (Persero) Unit Usaha Sungai Niru Kab.Muara Enim. Universitas Islam Negeri (UIN) Sunan Kalijaga. Yogyakarta. Assauri, S. 2008. Manajemen Produksi dan Operasi Edisi Revisi 2008. Lembaga
Penerbit Fakultas Ekonomi Universitas Indonesia. Jakarta. 2008 Badan Pusat Statistik. 2000. Statistik Ekspor-Impor. Vol. II. BPS. Jakarta.
Budiman A.F.S. 2000. The Future of Natural Rubber Production and Quality in Indonesia.
Corder, A., diterjemahkan Hadi, K., 1992,Tenik Manajemen Pemeliharaan, Erlangga, Jakarta.
Damanik, S. 2012. Pengembangan Karet (Havea Brasiliensis)Berkelanjutan di Indonesia. 12 Halaman.Pusat Penelitian dan Pengembangan
Perkebunan. Bogor.
Gasperz, V. 2009.Overall Equipment Effectiveness(OEE)–Indikator efektifitas TPM. http://www.esnips.com/web/GratisDariVincentGasperz. Diakses 25 Agustus 2013
Hapsari, N., K. Amar, dan Y.R. Perdana. 2012. Pengukuran Efektivitas Mesin dengan Menggunakan MetodeOverall Equipment Effectiveness(OEE) di PT. Setiaji Mandiri. 12 halaman. Universitas Islam Negeri. Yogyakata Hutagaol, J. 2009. Penerapan Total Productive Maintenance untuk Peningkatan
41
IRSG (Internatinal Rubber Study Group). 2011. Rubber Statistical Bulletin: October–December 2011 edition. International Rubber Study Group. Wembley, UK.
Maknunah, L.U., R. Astuti, dan M. Effendi, 2013. Perancangan Aplikasi PengukuranOverall Equipment Effectiveness(OEE) (Studi Kasus Di Pg Krebet Baru II). 13 Halaman. Universitas Brawijaya. Malang.
Maspanger, D., dan Honggokusumo, S. 2004. Dampak Penerapan Produksi Bersih IndustriCrumb Rubberpada Peningkatan Pasar Global. Disampaikan pada Seminar/Temu Usaha Sosialisasi Produksi Bersih IndustriCrumb Rubber. Pekan Baru, 6 Oktober 2004.
Nakajima, S., 1988,TPM Development Program, Productivity Press inc, Cambridge.
Pudji, E. dan F. Ilma. 2012. Perencanaan Pemeliharaan Mesin dengan Menggunakan MetodeMarkov Chainuntuk Mengurangi Biaya Pemeliharaan Di PT. Philips Indonesia.Prosiding Seminar Nasional Aplikasi Sains & Teknologi (SNAST) Periode III ISSN: 1979-911X Yogyakarta, 3 November 2012
Setyamidjaja, D. 1993. Karet : Budidaya dan Pengolahan. Kanisius. Yogyakarta. Tunas, E. 2002. Proses produksi dan penanganan limbah pada industricrumb
rubber. Sosialisasi Profil Teknologi dan Penyusunan Pedoman Penanganan Pencemaran Lingkungan pada Industri Crumb Rubber. Bogor, 17 September 2002.
Utomo, T.P dan Marimin. 2002. “Sistem Pakar Penanganan Limbah Gas Pabrik Karet Remah”.Prosiding Seminar Nasional KOMMIT 2002.Universitas Gunadarma. Jakarta.
Utomo, T.P., A.M. Fauzi, T. Tedja, M. Romli, A. Aman, dan S. Honggokusumo. 2008. Kajian Perbaikan Agroindustri Karet Remah Menggunakan