harapan untuk dapat mewujudkan harapanku
kupersembahkan karya kecilku ini untuk
keluargaku
Atas segala pengorbanan yang tak terbalaskan, doa, kesabaran,
keikhlasan, cinta dan kasih sayangnya
Semua orang yang meberikan dukungannya
Sumber inspirasi dan kebanggaan dalam hidupku
Teman-teman Seperjuangan Penulis
Mesin 06
Berjuanglah untuk perubahan ke arah yang lebih
baik
Raihlah cita-cita dan kebebasan yang kamu
inginkan
Jangan menyerah dan berkata tidak sebelum
mencoba
Setiap manusia dibekali dengan kemampuan dan kelemahan
yang berbeda-beda dan terbatas, maka janganlah kamu menjadi
sombong dengan kemampuan yang kamu miliki, namun juga
jangan mejadi lemah dengan segala kekurangan yang ada
CHARACTERISATION OF MEDIUM CARBON STEEL AISI 1045 COATED WITH ALUMINIUM USING HOT DIPPING METHOD
By:
KETUT DEWANTARA
Aplication of medium cabon steel is very comman to the construction component. On the
enviromental aplication, the medium carbon will accuring corrotion. Effort wich can be done
to control corrotion on medium carbon steel is coating method. One of the coating method is
aluminium hot dipping. Hot dipping is a coating process, and the process is dipping the metal
material into metal coating medium, that melting process before. The aim of this research is
to know about holding time effect toward thickness from uluminium layer, hadrness value on
coating and then intermetalic phase that form coating layer on the carbon steel surface that
coated using aluminium.
This research using medium carbon steel coated using aluminium as test
speciment.aluminium melting process using electric furnace on700 oC. Dipping time variation difference will resulting characteristic differences on each speciment that alredy
tested
From coating thickness test data result, shows longer holding time in hot dipping process.
The thickness of aluminium layer will increase. And the data as 9 second = 60 µm, 16 second
= 65 µm, 25 second = 70 µm.
KARAKTERISASI BAJA KARBON SEDANG AISI 1045 YANG DILAPISI ALUMINIUM DENGAN METODE CELUP PANAS (HOT DIPPING)
Oleh:
KETUT DEWANTARA
Baja karbon sedang banyak sekali digunakan untuk komponen konstruksi. Dalam penggunaanya di lingkungan, maka baja karbon sedang ini akan mengalami korosi. Upaya yang dapat dilakukan untuk pengendalian korosi pada baja karbon sedang adalah dengan metode pelapisan. Salah satu cara pelapisannya dengan cara hot dipping menggunakan aluminum. Hot dipping yaitu proses pelapisan dengan proses mencelupkan material logam kedalam media pelapis logam yang sebelumnya mengalami proses peleburan terlebih dahulu. Tujuan penelitian ini adalah mengetahui pengaruh waktu tahan proses hot dipping terhadap ketebalan lapisan Al, nilai kekerasan pada lapisan, serta fase inter metalik yang membentuk lapisan pada permukaan baja karbon sedang yang dilapisi aluminium.
Penelitian ini dilakukan dengan spesimen uji baja karbon sedang AISI 1045 dengan aluminium sebagai bahan pelapisnya. Aluminium dilebur menggunakan furnace tenaga listrik dengan suhu 700oC. Variasi waktu pencelupan yang dilakukan pada penelitian ini adalah selama 9 detik, 16 detik, dan 25 detik. Perbedaan variasi waktu pencelupan ini akan menghasilkan perbedaan karakteristik pada masing-masing spesimen hasil pengujiannya.
Dari data pengujian ketebalan lapisan dihasilkan semakin lama waktu tahan dalam proseshot dipping baja akan semakin bertambah ketebalan lapisan Al yaitu waktu 9 detik = 60μ m,16 detik = 65μ m,25 detik =70 μ m.
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Semakin berkembangnya industri dan teknologi, khususnya dalam bidang
material, maka banyak sekali inovasi-inovasi baru yang terdapat dalam dunia
material. Hal ini dikarenakan meningkatnya kebutuhan untuk memperoleh
material yang mempunyai kualitas tinggi, serta dapat bertahan lama. Dari
produk-produk yang dihasilkan tersebut material diharapkan mempunyai kekuatan
(strength) dan ketangguhan (toughness) serta ketahanan terhadap korosi yang
tinggi selama aplikasinya.
Semakin banyak jenis-jenis material, maka suatu perusahaan merancang
bagaimana material tersebut mempunyai kualitas tinggi. Bahan logam lebih
banyak digunakan atau dimanfaatkan manusia karena logam mempunyai
kelebihan dari material yang lain. Jelas bahwa logam penting sekali bagi
kemajuan teknologi khususnya bidang rekayasa modern. Dengan adanya kontak
material dengan lingkungan, maka baja akan mengalami degradasi terutama
Melihat kerugian yang mungkin terjadi karena korosi ini, maka berbagai usaha
dilakukan oleh manusia atau peneliti untuk dapat mencegah korosi, salah satunya
yaitu dengansurface treatment.Surface treatment sendiri mempunyai tujuan yaitu
untuk menghasilkan tampilan yang lebih menarik, lebih halus (smooth), bertekstur
atau berwarna, tahan terhadap gesekan atau korosi. Dalam dunia material dikenal
dengan nama pelapisan ataucoating.Yang termasuk dalam pelapisan ataucoating
salah satunya adalah dengan proses celup panas atau hot dipping. Material logam
yang banyak digunakan dalam proses hot dipping adalah aluminium, seng dan
timah. Dari ketiganya aluminum mempunyai kelebihan dibandingkan yang lain
seperti mempunyai sifat yang lebih ringan dari besi, mampu bentuk baik,
konduktivitas baik, ketahanan korosi baik. Aplikasi dari pelapisan hot dipping
aluminium banyak sekali kegunaannya dalam kehidupan kita sehari-hari, baik
dalam bentuk lembaran, kawat maupun pipa yang digunakan untuk konstruksi,
industri mobil dan industri pesawat. Sehubungan dengan uraian di atas maka
penulis akan meneliti tentang “KARAKTERISASI BAJA KARBON SEDANG
AISI 1045 YANG DILAPISI ALUMINIUM DENGAN METODE CELUP
PANAS (HOT DIPPING)”
1.2 Tujuan Penelitian
Tujuan penelitian tentang pelapisan ini adalah:
1. Mengetahui teknologi pelapisan logam terutama pada baja karbon sedang AISI
2. Mengetahui karakteristik nilai kekerasan dan struktur mikro dari baja karbon
sedang AISI 1045 yang dilapisi aluminium dengan metode celup panas (hot
dipping).
1.3 Batasan Masalah
Metode celup panas merupakan salah satu metode dalam pelapisan logam yang
dalam hal ini digunakan adalah baja karbon sedang AISI 1045. Dimana metode ini
diterapkan pada perusahaan-perusahaan besar yang bergerak dalam bidang
material. Agar penelitian ini lebih terfokus dan tidak melebar maka permasalahan
dibatasi pada hal-hal sebagai berikut :
1. Proses yang akan dilakukan adalah peleburan aluminium 99% pada
temperature 700oC.
2. Bahan yang dilapisi adalah baja karbon sedang AISI 1045.
3. Waktu proseshot dippingadalah 9 detik, 16 detik, dan 25 detik.
4. Pengujian kekerasan dilakukan dengan alat mikro Vickers.
5. Pengujian foto mikro, SEM/EDS, serta XRD dilakukan untuk mengetahui
ketebelan lapisan Al dan Fe-Al serta fase intermetalik yang ternbentuk.
1.4 Sistematika Penulisan
Untuk lebih mudah dalam penulisan tugas akhir ini, diberikan gambaran tentang
BAB I PENDAHULUAN
Pada bab ini menguraikan latar belakang penelitian tugas akhir, tujuan penelitian
tugas akhir, batasan masalah dan sistematika penulisan.
BAB II TINJAUAN PUSTAKA
Pada bab ini menguraikan tinjauan pustaka yang dijadikan sebagai landasan teori
untuk mendukung penelitian ini.
BAB III METODOLOGI PENELITIAN
Pada bab ini menjelaskan metode penelitian, langkah-langkah pelaksanaan serta
alat dan bahan yang digunakan untuk mencapai hasil yang diharapkan dalam
penelitian ini.
BAB IV HASIL DAN ANALISA
Pada bab ini menguraikan hasil dan membahas data yang diperoleh dari penelitian
yang telah dilakukan.
BAB V SIMPULAN DAN SARAN
Pada bab ini menyimpulkan dari hasil dan pembahasan sekaligus memberikan
saran yang dapat menyempurnakan penelitian ini
DAFTAR PUSTAKA
Berisikan literatur-literatur atau referensi yang diperoleh penulis untuk
mendukung penyusunan laporan ini.
LAMPIRAN
BAB II
TINJAUAN PUSTAKA
2.1 Baja
Baja pada dasarnya ialah besi (Fe) dengan tambahan unsur karbon (C) sampai dengan
1.67% (maksimal). Bila kadar unsur karbon (C) lebih dari 1.67%, maka material
tersebut biasanya disebut sebagai besi cor (Cast Iron).
Makin tinggi kadar karbon dalam baja, maka akan mengakibatkan hal- hal sbb:
a. Kuat leleh dan kuat tarik baja akan naik,
b. Keliatan / elongasi baja berkurang,
c. Semakin sukar dilas.
Oleh karena itu adalah penting agar kita dapat menekan kandungan karbon pada
kadar serendah mungkin untuk dapat mengantisipasi berkurangnya keliatan dan sifat
sulit dilas diatas, tetapi sifat kuat leleh dan kuat tariknya tetap tinggi.
Penambahan unsur–unsusr ini dikombinasikan dengan proses heat treatment akan
menghasilkan kuat tekan yang lebih tinggi, tetapi keuletan dan keliatan serta
kemampuan khusus lainnya tetap baik. Unsur–unsur tersebut antara lain: Mangan
Tetapi proporsional pertambahan kekuatannya tidak sebesar karbon. Pertambahan
kekuatannya semata–mata karena unsur tersebut memperbaiki struktur mikro baja.
Untuk memahami pengaruh komposisi kimia dan heat treatment terhadap sifat akhir
baja, maka kita perlu menganal faktor–faktor sebagai berikut:
2.1.1. Struktur mikro
Unsur Fe dan C menyususn diri dalam suatu struktur berulang dalam pola tiga
dimensi yang dinamakan dengan kristal. Kristal-kristal yang berorientasi (arah
pengulangan/susunan) sama disebut sebagai butir. Susunan kumpulan butir satu
dengan yang lain pada suatu fasa tertentu dinamakan struktur mikro, contoh struktur
mikro antara lain: ferit, perlit dan sementit.
2.1.2. Ukuran butir
Penghalusan butir baja akan menghasilkan peningkatan kuat leleh (yield strength)
perbaikan sifat keuletan (toughness) dan keliatan (ductility). Penghalusan butiran
dapat dilakukan dengan penambahan unsur Niobium, Vanadium dan Aluminium
dengan jumlah maksimal 0.05% atau dengan heat treatment.
2.1.3. Kandungan unsur-unsur non logam
Unsur–unsur non-logam yang umumnya dibatasi jumlahnya didalam produk baja
adalah Sulfur (S) dan Fosfor (P). Kedua unsur tersebut dapat menurunkan keliatan
(ductility) baja dan meningkatkan kemungkinan retak pada sambungan las. Pada baja
khusus mampu las, kandungan kedua unsur diatas dibatasi kurang dari 0.05%.
2.1.4. Endapan di permukaan antar butiran
Antimon (Sb) dan Arsen (As) hingga baja menjadi getas. Sifat getas ini ditimbulkan
oleh pengendapan atau berkumpulnya unsur–unsur di atas pada bidang batas antar
butir baja dalam suhu 500oC–600oC . 2.1.5. Kandungan unsur-unsur non logam
Baja yang mengandung gas terlarut dalam kadar yang tinggi terutama Oksigen (O)
dan Nitrogen (N) dapat menimbulkan sifat getas. Untuk mengurangi kadar gas
tersebut biasa digunakan unsur yang dapat mengikat kedua unsur gas di atas agar
menjadi senyawa yang cukup ringan sehingga senyawa tersebut akan mengapung ke
permukaan baja yang masih panas dan cair. Unsur-unsur pengikat gas N dan O
biasanya digunakan unsur Silicon (Si) atau aluminium (Al) yang fungsinya disebut
sebagai Deoxidant.
2.1.6. Sifat tahan panas dan tahan korosi
Sifat–sifat khusus baja dapat dicapai dengan penambahan unsur–unsur utama yaitu
Chrom (Cr), Nikel (Ni) dan molybdenum (Mo). Baja tahan karat umumnya
mengandung unsur Chrom lebih dari 12%, dimana pada kondisi seperti itu baja akan
bersifat pasif terhadap proses oksidasi. Baja tahan karat dapat dibedakan sesuai
struktur mikronya yaitu: baja tahan karat martensit, baja tahan karat ferit dan baja
tahan karat austenit. Baja tahan karat martensit mengandung chrom 13%. Kuat leleh
dan tariknya diperoleh dari proses pendinginan pada kondisi udara luar, sesuai untuk
lingkungan korosif ringan, serta biasanya digunakan untuk saluran dan rumah–rumah
turbin. Baja tahan karat ferit mengandung chrom 16%, sesuai untuk lingkungan
komponen–komponen dalam industri kimia. Baja karat austenit mengandung
chrom-nikel 18%, dimana sifat tahan karatnya didapat melalui pemanasan pada suhu 1000–
11000 lalu didinginkan dengan direndam kedalam air, sesuai untuk lingkungan yang mengandung garam, serta biasanya digunakan untuk baling–baling kapal. Baja tahan
panas biasanya dinamakan untuk baja yang tahan pada suhu 6500, dimana sifat itu didapat pada kodisi kadar chrom dan nikel yang cukup tinggi. Berbeda dengan baja
tahan karat adalah umunya kandungan karbonnya lebih tinggi. Umumnya digunakan
pada ketel uap, boiler, tungku dan lain–lain.
2.2 Baja Karbon
Baja dengan kadar Mangan kurang dari 0,8 % Silicon kurang dari 0.5 % dan unsur
lain sangat sedikit, dapat dianggap sebagai baja karbon. Mangan dan Silicon sengaja
di tambahkan dalam proses pembuatan baja sebagai deoxidizer untuk mengurangi
pengaruh buruk dari beberapa unsur pengotoran. Baja karbon diproduksi dalam
bentuk balok, profil, lembaran dan kawat. Baja karbon dapat di golongkan menjadi
tiga bagian berdasarkan jumlah kandungan karbon yang terdapat di dalam baja
tersebut, penggolangan yang dimaksud adalah sebagai berikut :
2.2.1 Baja karbon rendah
Baja karbon rendah adalah baja yang mengandung 0,022–0,3 %C yang dibagi
menjadi empat bagian menurut kandungannya yaitu :
a. Tidak responsif terhadapperlakuan panas yang bertujuan membentuk
martensit
c. Relatif lunak, ulet dan tangguh
a. Lebih kuat dan keras dari pada baja karbon rendah.
b. Tidak mudah di bentuk dengan mesin.
c. Lebih sulit di lakukan untuk pengelasan.
d. Dapat dikeraskan (quenching) dengan baik.
2.2.3. Baja karbon tinggi.
(Amanto,1999) Baja karbon tinggi memeiliki kandungan karbon antara 0,6–1,7 %C
karbon dan memiliki ciri-ciri sebagai berikut :
a. Kuat sekali.
b. Sangat keras dan getas/rapuh.
c. Sulit dibentuk mesin.
d. Mengandung unsur sulfur ( S ) dan posfor ( P ).
e. Mengakibatkan kurangnya sifat liat.
Baja paduan dihasilkan dengan biaya yang lebih mahal dari pada baja karbon karena
bertambahnya biaya untuk penambahnya yang khusus yang di lakukan dalam industri
atau pabrik. Baja paduan didefenisikan sebagai suatu baja yang dicampur dengan satu
atau lebih unsur campuran. Seperti nikel, kromium,molibden, vanadium, mangan atau
wolfram yang berguna untuk memperoleh sifat-sifat yang di kehendaki ( kuat, keras,
liat), tetapi unsur karbon tidak di anggap sebagai salah satu unsur campuran.
Suatu kombinasi antara dua atau lebih unsur campuran, misalnya baja yang di campur
dengan unsur kromium dan molibden, akan menghasilkan baja yang mempunyai sifat
keras yang baik dan sifat kenyal (sifat logam ini membuat baja dapat di bentuk
dengan cara dipalu, ditempa, digiling dan ditarik tanpa mengalami patah atau
retak-retak). Jika di campurkan dengan krom dan molibden akan menghasilkan baja dengan
sifat keras yang baik dan sifat kenyal yang memuaskan serta tahan terhadap panas.
Tabel 2.1 Klasifikasi baja karbon berdasar kandungan karbon
Jenis baja karbon
Prosentase unsur karbon
(% C)
1 Baja karbon rendah < 0,25 %
2 Baja karbon medium 0,25 % - 0,55 %
3 Baja karbon tinggi > 0,55 %
Sedangkan unsur pembentuk lainnya seperti Mn tidak lebih dari 0,8%, Si tidak lebih
karbon berdasarkan kandungan karbonnya, juga dikelompokkan berdasarkan
komposisi prosentasi unsur pemandu karbonnya. Baja hypoeutektoid kurang dari
0,8% C, baja eutektoid 0,8% C, sedangkan baja hypereutektoid lebih besar dari 0,8%
2.3 Pelapisan Dengan Metode Pencelupan (Hot Dipping)
Pelapisanhot dipping adalah pelapisan logam dengan cara mencelupkan pada sebuah
material yang terlebih dahulu dilebur dari bentuk padat menjadi cair pada sebuah pot
atau tangki, menggunakan energi dari gas pembakaran atau menggunakan energi
listrik. Titik lebur yang digunakan pada pelapisan material ini adalah biasanya
beberapa ratus derajat Celcius (tidak melebihi 1000 oC). Yang harus dilakukan untuk mengerjakan proses hot dipping adalah persiapan permukaan, komposisi kimia yang
berhubungan dengan larutan kimia yang berhubungan dengan material logam
(kemurnian dan komposisi campuran) dan temperatur.
Chamberlain (1991) Dalam metode hot dipping ini, struktur material yang akan
dilapisi dicelupkan ke dalam bak berisi lelehan logam pelapis. Antara logam pelapis
dan logam yang dilindungi terbentuk ikatan metalurgi yang baik karena terjadinya
perpaduan proses antarmuka (interface alloying). Bila dibandingkan dengan proses
lain, proses hot dipping memerlukan perhatian yang lebih teliti pada proses
pelapisannya. Pengaturan tebal lapisan dalam proses ini sulit, lapisan cenderung tidak
merata, yaitu tebal pada permukaan sebelah bawah tetapi tipis pada permukaan
sebelah atas. Meskipun demikian, seluruh permukaan yang terkena lelehan logam itu
akan terlapisi. Proses hot dipping terbatas untuk logam-logam yang memiliki titik
Gambreel (2009), sebelum proses hot dipping benda harus dibersihkan atau
disemprot, disikat dengan larutan berupa HCl dengan konsentrasi tertentu untuk
membersihkan agar bebas dari minyak dan kotoran lainnya dan diakhiri dengan
mencelupkan benda kerja ke dalam fluxesatau menyemprotkan fluxeske benda yang
akan dilapisi. Fluxesadalah cairan yang digunakan untuk lebih merekatkan pelapisan
logam.Fluxesyang biasa digunakan terdiri dari campuranzinc amonium chloride.
Bahan logam yang bisa digunakan untuk melapisi pada proses hot dipping adalah
timah, seng, aluminum, timah hitam dan campuran lain.
2.4 Prinsip DasarHot Dipping
Sebelum dilapisi dalam proses hot dipping permukaan benda kerja harus bersih dari
kotoran seperti lemak, oksida dan kotoran lain. Lapisan yang terbentuk relatif tipis.
Dalam pelaksanaan proses ini haruslah dipenuhi persyaratan antara lain:
2.4.1 Permukaan benda kerja yang dilapisi harus bersih dan bebas dari kotoran.
Oleh karena itu harus dibersihkan terlebih dahulu dengan larutan pembersih
yang digunakan untukhot dipping.
2.4.2 Logam yang akan dilapisi harus mempunyai titik lebur yang lebih tinggi dan
untuk logam pelapis (timah, seng atau aluminum) mempunyai titik lebur yang
lebih rendah
2.4.3 Jumlah deposit logam yang akan melapisi permukaan benda hendaknya
2.5 PerencanaanHot Dipping
Penentuan ketebalan suatu lapisan hot dipping tergantung pada lingkungan operasi
yang diinginkan. Beberapa aplikasi tertentu telah ditentukan spesifikasi yang
diijinkan. Dalam pelapisan dengan hot dipping ketebalan yang benar - benar merata
sulit dicapai. Ketebalan yang diperoleh dalam satuan waktu tertentu sangat ditentukan
oleh kemampuan logam yang akan dilapisi untuk mengikat logam cair yang akan
melapisi. Hal ini disebabkan oleh rancangan benda dengan berbagai bentuk dan juga
pengaruh logam pelapis dan logam yang dilindungi untuk membentuk ikatan
metalurgi yang baik karena terjadinya perpaduan proses antarmuka (interface
alloying).
2.6 Tahap Persiapan Pelapisan
Sebelum melakukan pelapisan terlebih dahulu harus dipastikan bahwa permukaan
benda yang dilapisi sudah bersih dan bebas dari kotoran. Dalam tahap persiapan ini
selain dimaksudkan untuk menghilangkan pengotor juga mendapatkan keadaan fisik
yang baik. Bila tahap persiapan dikerjakan dengan baik dan benar, biasanya akan
menghasilkan proses hot dipping dengan kualitas baik. Oleh karena itu tahap
persiapan penting untuk diperhatikan dalam proseshot dippingyaitu ;.
2.6.1 Cleaning
Yang dimaksud dengan cleaning yaitu pembersihan permukaan logam yang
struktur permukaan spesimen yang baik. Dalam hal ini ada beberapa proses
yang dilakukan antara lain :
2.6.2 ProsesPolishing
Adalah proses penggosokan pada logam yang menggunakan amplas dari
200-1000.
2.6.3 Proses Pencucian Lemak
Pencucian lemak dengan menggunakan etanol dimaksudkan agar benda kerja
bebas dari lemak atau minyak yang dapat mengganggu daya rekat hasil
pelapisan.
2.6.5 Proses Pembilasan
Proses pembilasan dengan menggunakan air yang berfungsi untuk
menghilangkan sisa-sisa etanol yang masih ada pada permukaan benda kerja.
2.6.6Pickling
Proses pickling adalah proses pembersihan material setelah proses claeaning
dengan menggunakan bahan kimia yang mengandung asam.
Dalam hal ini ada beberapa proses yang dilakukan antara lain pencucian
dengan NaOH dan H3PO4. Proses pencucian dilakukan pada permukaan
benda kerja yang masih mengandung lemak atau minyak. Merendam benda
kerja kedalam larutanNaOH+H3PO4+air dengan perbanding 1 : 1 : 1.
2.6.7Fluxing
Proses ini dilakukan baja difluxing dengan alumunium flux tujuan dari proses
oksidasi dengan udara luar tidak terjadi dan sebagai katalisator. Tahap akhir
perlakuan awal ini adalah pengeringan baja tersebut di dalam udara dengan
temperatur kamar.
2.6.8Dipping
Prosesdippingadalah proses akhir dilaksanakan dengan mencelup baja dalam
Al cair. Untuk waktu pencelupan yang akandilakukan dalam proses pelapisan
ini adalah dengan 3 variasi waktu tahan berbeda yaitu 9 detik, 16 detik dan 25
detik
2.6.9 Proses pendinginan(cooling)
Proses ini adalah proses pendinginan material yang telah melalui proses
dippingdengan meletakkan specimen pada kondisi suhu ruangan agar lapisan
logam yang melapisi segera mendingin.
Zat pengotor yang dianggap mempengaruhi proses pelapisan hot dipping antara lain :
• Senyawa organik, minyak, gemuk dan lapisan polimer.
• Partikel-partikel halus yang tersuspensi didalam senyawa organik tersebut
diatas.
• Senyawa oksida atau produk korosi lainnya.
2.7 HotDippingAluminium
Townsend (1994), dalam pemanfaatan logam terutama aluminium untuk pelapisan,
2.7.1 Pelapisan Aluminum Type 1 (Pelapisan Al–Si) Lapisan tipe ini adalah
lapisan yang tipis yaitu dengan ketebalan menurut kelasnya. Untuk kelas 40
tebal lapisannya adalah 20–25 μ m dan untuk kelas 25 biasanya untuk
kepentingan tertentu yaitu tebal pelapisan 12 μ m. Silicon yang dicampurkan
pada pelapisan tipe 1 ini rata – rata adalah 5–11% untuk perintah mencegah
pembentukan lapisan tebal antara logam besi–aluminum, dimana akan
merusak pelekatan lapisan dan kemampuan untuk membentuk.
2.7.2 Pelapisan Aluminum Type 2 (Al Murni) Lapisan ini adalah lapisan yang
tebal dengan ketebalan pelapisan adalah 30–50 μ m. Aluminum yang
digunakan adalah aluminum murni. Produk yang dihasilkan biasanya
digunakan pada konstruksi luar ruangan yaitu atap rumah, pipa air bawah
tanah,menara yang memerlukan perlindungan terhadap ketahanan korosi
udara dan juga lingkungan perairan laut, karena pelapisan ini sangat baik
ketahanannya terhadap korosi celah.
2.8 Pelapisan Alumunium Pada Baja Karbon Sedang
Baja karbon sedang yang mengalami pelapisan dengan cara pencelupan kedalam
alumunuim yang dicairkan pada suhun700 oC akan mengalami penambahan. Hasil penelitian dari Chaur-Jeng Wang (2009) menunjukan bahwa lapisan alumunium
terdiri atas lapisan luar alumunium yaitu FeAl3 dan laipsan utamanya Fe2Al5. Baja
karbon sedang yang mengalami proses hot dipping dengan mengunakan alumunium
pembemtukan Al2O3yang baik sebagai lapisan permukaan pada baja karbon sedang.
Hal ini berguna untuk mencegah proses oksidasi ketika baja digunakan pada
temperatur yang tinggi .
Lapisan yang melindungi baja karbon sedang tergantung pada komposisi saat
pencelupan baja ke dalam alumunium yang mengalami proses interdifusi sepanajang
proses pencelupan. Dalam pengujian pelapisan alumunium pada baja karbon sedang
bertujuan untuk mengetahui ketebalan lapisan dari proses hot dipping dengan waktu
tahan yang telah ditentukan akan didapat tebal lapisan, yang menunjukan dimana
untuk tiap stripnya mewakili 2,5μ m. Dari ketebalan yang akan diperoleh akan
BAB III
METDOLOGI PENELITIAN
3.1 Metode Penelitian
Dalam penelitian ini dilakukan percobaan untuk menganalisa pengaruh ketebalan
lapisan hot dippingAl yang dihasilkan dari proses pelapisan baja karbon sedang,
sebelum dan sesudah pengaruh waktu tahan proses pelapisan hot dipping Al
dengan pengaruh variasi waktu tahan 9 detik, 16 detik dan 25 detik.
3.2 Tempat Penelitian
Penelitian ini dilakukan di laboraturium Material Teknik, laboratorium Produksi,
dan laboratoriun Metrologi Industri Teknik Mesin Universitas Lampung.
3.3 Prosedur Kerja
Persiapan Benda Uji
Material yang akan diuji pada penelitian ini adalah baja karbon sedang AISI 1045.
Sedangkan banyaknya benda uji adalah 12 buah, yaitu 4 untuk uji kekerasan, 4
untuk uji struktur mikro, dan 4 adalah untuk uji ketebalan untuk setiap
3.3.1 Pemotongan Spesimen Uji
Pemotongan spesimen uji ini dilakukan dengan menggunakan gergaji besi.
Dengan ukuran spesimen 10 mm x 2 mm.
3.3.2Cleaning
Yang dimaksud dengan cleaning yaitu pembersihan permukaan logam
yang dimaksudkan untuk menghilangkan kontaminasi, kotoran dan
membentuk struktur permukaan spesimen yang baik. Dalam hal ini ada
beberapa proses yang dilakukan antara lain :
3.3.2.1 Prosesgrinding
Adalah proses penggosokan pada logam yang menggunakan amplas
dari 200-1000.
3.2.32. Proses Pencucian Lemak
Pencucian lemak dengan menggunakan etanol dimaksudkan agar
benda kerja bebas dari lemak atau minyak yang dapat mengganggu
daya rekat hasil pelapisan.
3.3.2.3 Proses Pembilasan
Proses pembilasan dengan menggunakan air yang berfungsi untuk
menghilangkan sisa-sisa etanol yang masih ada pada permukaan benda
kerja.
3.3.2.4 Pickling
Proses pickling adalah proses pembersihan material setelah proses
claeaning dengan menggunakan bahan kimia yang mengandung asam.
Dalam hal ini ada beberapa proses yang dilakukan antara lain
permukaan benda kerja yang masih mengandung lemak atau minyak.
Merendam benda kerja kedalam larutan NaOH+H3PO4+air dengan
perbanding 1 : 1 : 1.
3.3.2.5 Fluxing
Proses ini dilakukan baja difluxing dengan alumunium flux tujuan dari
proses fluxing ini adalah agar logam dapat tertutupi semua bagian
luarnya sehingga oksidasi dengan udara luar tidak terjadi dan sebagai
katalisator. Tahap akhir perlakuan awal ini adalah pengeringan baja
tersebut di dalam udara dengan temperatur kamar.
3.3.3Dipping
Proses dipping adalah proses akhir dilaksanakan dengan mencelup baja
dalam Al cair. Untuk waktu pencelupan yang akandilakukan dalam proses
pelapisan ini adalah dengan 3 variasi waktu tahan berbeda yaitu 9 detik, 16
detik dan 25 detik
3.3.4 Proses pendinginan(cooling)
Proses ini adalah proses pendinginan material yang telah melalui proses
dipping dengan cara mencelupkan ke dalam air agar lapisan logam yang
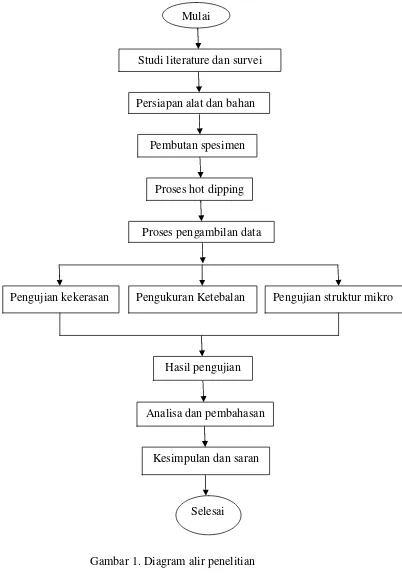
3.4 Diagram Alir
Gambar 1. Diagram alir penelitian Mulai
Studi literature dan survei
Pengujian kekerasan Pengujian struktur mikro Persiapan alat dan bahan
Pembutan spesimen
Proses hot dipping
Proses pengambilan data
Hasil pengujian
Kesimpulan dan saran Analisa dan pembahasan Pengukuran Ketebalan
BAB V
KESIMPULAN DAN SARAN
5.1 KESIMPULAN
Hasil penelitian pelapisan hot dipping baja AISI 1045 dengan Aluminium cair
pada temperatur 700°C kesimpulan yang dapat diambil dari hasil penelitian ini
adalah:
1. Variasi waktu pencelupan yang berbeda menghasilkan ketebalan lapisan
yang berbeda.
2. Semakin lama waktu tahan pada proses pencelupan semakin banyak difusi
atom Al pada premukaan substrat baja yang mengakibatkan semakin tebal
lapisan Al pada permukaan substrat.
3. Semakin tebal lapisan Al pada permukaan baja maka nilai kekerasan pada
permukaanya akan menurun.
4. Metode celup panas Al pada baja dan paduannya pada temperatur 700°C,
umumnya menghasilkan komponen fasa intermetalik Fe-Al, yaitu FeAl3dan
5.2 SARAN
Setelah melakukan penelitian ini, ada beberapa saran yang perlu dijadikan
bahan pertimbangan antara lain :
1. Perlu dilakukan pnelitian lanjutan mengenai ketahanan terhadap korosi dan
efisiensi dari proseshot dippingAl pada baja karon sedang AISI 1045 agar
dapat diketahui nilai efisiensi dari proses pelapisan ini.
2. Alat dan tempat harus mendukung karena mempengaruhi kwalitas suatu
(skripsi)
Oleh:
KETUT DEWANTARA
FAKULTAS TEKNIK UNIVERSITAS LAMPUNG
i
2.3 pelapisan dengan metode pencelupan ... 11
2.4prinsip dasar hot dipping………... 12
2.5 perencanaan hot dipping ... 13
2.6 hot dipping aluminium………... 15
2.7 pelapisan aluminium pada baja karbon sedang………... 16
BAB III. METODOLOGI PENELITIAN 3.1 Metode Penelitian ... 18
ii
3.3.2cleaning………... 19
3.3.3 Dipping ... 20
3.3.4 Proses Pendinginan (cooling) ... 20
3.4 Diagram Alir ... 21
BAB IV. HASIL DAN PEMBAHASAN 4.1 Data dan pembahasan ... 18
1. data pengukuran ketebalan lapisan... 20
2. hasil pengujian struktur mikro………... 24
3. data hasil pengujian kekerasan ………... 27
4. data hasil pengujian SEM dan EDS ………... 28
5. hasil analisis XRD ………... 30
BAB V. KESIMPULAN DAN SARAN 5.1 Kesimpulan ... 32
5.2 Saran ... 33
DAFTAR PUSTAKA
iii
Gambar 3.1. Diagram alir penelitian ... 21
Gambar 4. 1 Plot linier data ketebalan lapisan terhadap waktu pencelupan... 23
Gambar 4.2 Struktur mikro dengan waktu tahan 9... 24
Gambar 4.3 Struktur mikro dengan waktu tahan 16... 24
Gambar 4.4 Struktur mikro dengan waktu tahan 25... 26
Gambar 4. 5 SEM dan EDS ... 28
iv
Tabel 2.1. Klasifikasi baja karbon berdasar kandungan karbon ... 10
Tabel 4.1data pengukuran ketebalan lapisan…………... 22
Tabel 4.2 data pengujian kekerasan……... 19
Chamberlain J., Trethewey KR.. 1991, KOROSI (Untuk Mahasiswa dan Rekayasawan), PT Gramedia Pustaka Utama, Jakarta.
Cheng, Wei-Jen and Chaur-Jeng Wang. 2009. Growth of intermetallic layer in the aluminide mild steel during hot-dipping. National Taiwan University of Science and Technology. Taiwan
Gambrell, J.W. 1992. Surface Engineering ASM Handbook volume 5. ASM International.
http://data.tp.ac.id/dokumen/perlak+bahan+aluminium+campuran+crom (27 Oktober 2011)
http://digilib.petra.ac.id/viewer.php?page=7&qual=high&submitval=next&fname=% 2Fjiunkpe%2Fs1%2Fmesn%2F1999%2Fjiunkpe-ns-s1-1999-24492011-10419-tabung-chapter2.pdf&submit.x=12&submit.y=24 (26 Oktober 2011)
http://www.meco.co.id/aluminiumFuelRoadTanker.php (27 Oktober 2011)
PANAS (HOT DIPPING)
Nama Mahasiswa :KETUT DEWANTARA
Nomor Pokok Mahasiswa : 0615021087
Jurusan : Teknik Mesin
Fakultas : Teknik
MENYETUJUI
1. Komisi Pembimbing
Dr. Mohammad Badaruddin Drs. Sugiyanto , M.T.
NIP. 197212111998031002 NIP. 195704111986101001
2. Ketua Jurusan Teknik Mesin
1. Tim Penguji
Ketua Penguji : Dr. Mohammad Badaruddin ………
Anggota Penguji : Drs. Sugiyanto , M.T. ..………..
Penguji Utama : Harnowo Supriadi, S.T., M.T. ………
2. Dekan Fakultas Teknik Universitas Lampung
Dr. Ir. Lusmeilia Afriani, D.E.A. NIP. 196505101993032008
SKRIPSI INI DIBUAT OLEH PENULIS DAN BUKAN HASIL PLAGIAT
SEBAGAIMANA DIATUR DALAM PASAL 44 PERATURAN
AKADEMIK UNIVERSITAS LAMPUNG DENGAN SURAT KEPUTUSAN
REKTOR No. 159/H26/PP/2010.
YANG MEMBUAT PERNYATAAN
KETUT DEWANTARA
Penulis dilahirkan di Desa Legundi kecamatan Ketapang
Lampung Selatan pada tanggal 10 September 1987 sebagai
anak keempat dari lima bersaudara, dari pasangan Pan
Karyawati dan Men Karyawati
Penulis menyelesaikan Pendidikan di Sekolah Dasar (SD)
Negeri Tri Dharmayoga Lampung Selatan pada tahun 2000,
SLTP Negri 2 Penengahan Lampung Selatan pada tahun 2003,
SMU Negeri 14 Bandar Lampung pada tahun 2006. Sejak
tahun 2006 penulis terdaftar sebagai Mahasiswa Teknik Mesin
Fakultas Teknik Universitas Lampung melalui jalur Seleksi
Penerimaan Mahasiswa Baru (SPMB).
Selama menjadi mahasiswa, penulis menjadi Pengurus Himpunan Mahasiswa Teknik
Mesin (HIMATEM) untuk periode 2008-2009 sebagai anggota penelitian dan
pengembangan, UKM H (Unit Kegiatan Mahasiswa Hindu) sebagai anggota. Pada
bidang akademik, penulis melaksanakan Kerja Praktek (KP) di PTPN VII Rejosari
Natar, Lampung Selatan pada tahun 2010. Sejak bulan Desember 2011 penulis mulai
melakukan penelitian mengenai Karakterisasi Baja Karbon Sedang AISI 1045 Yang
Dilapisi Aluminium Dengan Metode Celup Panas (Hot Dipping) dengan bapak Dr.
Mohammad Badaruddin selaku pembimbing utama dan Bapak Drs. Sugiyanto,
Puji syukur penulis haturkan kehadapan Tuhan Yang Maha Esa ( Hyang Widhi )
karena berkat anugrah-Nya penulis dapat menyelesaikan skripsi ini. Skripsi ini
Sebagai salah satu syarat untuk mencapai gelar Sarjana Teknik. Skripsi dengan
judul “KARAKTERISASI BAJA KARBON SEDANG AISI 1045 YANG
DILAPISI ALUMINIUM DENGAN METODE CELUP PANAS (HOT
DIPPING)”.
Dalam penyusunan skripsi ini, penulis telah mendapatkan banyak motivasi dan
dukungan dari berbagai pihak. Oleh karena itu, pada kesempatan ini penulis ingin
menyampaikan rasa terima kasih kepada:
1. Bapak dan Ibu tercinta yang selalu memberikan kasih sayang dan
mendoakan atas harapan akan kesuksesan penulis hingga dapat
menyelesaikan studi.
2. Kepada kakak dan adikku atas nasehat, dukungan, motivasi, pengertian,
doa dan kasih sayangnya (wish we all the best).
3. Bapak Harmen Burhanuddin, S.T., M.T. selaku Ketua Jurusan Teknik
Mesin Universitas Lampung yang telah memberikan pengarahan kepada
penulis selama masa studi di Universitas Lampung.
4. Ibu novri tanti, S.T., M.T. Selaku pembimbing akademik, terima kasih atas
semua saran-saran, bimbingan, dan juga atas segala nasehat dan
selama penyelesaian tugas akhir penulis.
6. Bapak Drs. Sugiyanto , M.T. selaku dosen pembimbing utama tugas akhir,
terima kasih atas semua arahan, bimbingan dan ilmu yang diberikan
selama penyelesaian tugas akhir penulis.
7. Bapak Harnowo Supriadi, ST , M.T. Selaku dosen pembahas dalam
seminar tugas akhir dan penguji dalam sidang sarjana terima kasih atas
semua saran-saran, bimbingan, dan juga atas segala nasehat dan
motivasinya terhadap penulis.
8. Seluruh staf pengajar Jurusan Teknik Mesin yang telah banyak
memberikan ilmunya kepada penulis dan staf administrasi yang telah
banyak membantu penulis dalam menyelesaikan studi di Jurusan Teknik
Mesin.
9. Segenap keluarga besar. Terima kasih atas dukungan, motivasi, cinta dan
kasih sayang.
10. Teman-teman seperjuangan Wengky Berlianto, Dede Yudo, Yusfiul, Alek,
Dodi, Hanif, Yoga, Alfis, Wayan, Dimas Cahyo, Budi Waluyo, Gians
Aditya Gumelar S.T., Rino S.T., Heru Dwi Putra S.T., Setiyo Birowo S.T.,
Ismail S.T., Zaenal Arifin S.T., Mei Indra Kusuma, Nurhadi, Lucky
Cahyadi, Dedi Iskandar, Hadi Prayitno, Subekti Bagus, Puji Firmansyah,
Cholian Perwira, Edo Trinando, Danan Purnajaya, Prima Kumbara, Imron
Oktariawan, Almarhum Alfuadi, Dimas Rilham, Rahmat Iskandar, Yoga
Adi Nugraha, Sulistiyono, Agung Palembang, Afrino Biantoro, Adit
S.T., dan rekan-rekan Teknik Mesin 2006 lainnya yang telah membantu
dan memberikan dukungannya. Semoga persaudaraan kita tetap terjaga
dengan slogan“Solidarity Forever”.
11. Rekan-rekan angkatan 1998-2004 dan 2005-2011 Teknik Mesin Unila dan
semua pihak yang telah membantu penulis.
Dan semua pihak yang tidak dapat disebutkan satu per satu, terimakasih penulis
ucapkan atas bantuan yang diberikan sehingga terselesaikannya skripsi ini.
Semoga skripsi ini dapat bermanfaat bagi kita semua.
Bandar Lampung, 03 Agustus 2012
Penulis