Optimisasi Parameter Pelapisan Celup Panas Baja AISI 1020 Dengan Aluminium.
ABSENSI SEMINAR
(Tugas Akhir)
s
Nama : Dede Yudo Prasongko
NPM : 06150211055
Waktu/Tgl : 13.00 WIB/ 26 Juli 2012
Tempat : Ruang H 1.3
Judul :
ABSTRACT
PARAMETER OPTIMIZATION OF HOT-DIPPING COATING OF AISI 1020 STEEL WITH ALUMINUM
By
DEDE YUDO PRASONGKO
In the hot dip coating process, the enhancement of temperatur melted metal, will be increasing the diffusion of steel and alluminum atomic so the thickneses coat will be increasing as long with the melted temperature increasted.
To get the exatc parameters on aluminum hot dipping method and carried out at temperatures and temperature variations. After the data obtained the thickness dipping result, the optimization is performed to get the time and temperature was done to know which time and temperature that correct to gain optimum thickness.
Based on a research already done to 27 specimens with two independent paramenter, so the exact time and temperature to gain the optimum value resulted. So to gain the highest thickness just use 802 °C the temperature and 16.667 secon for the immersion.
ABSTRAK
OPTIMISASI PARAMETER PELAPISAN CELUP PANAS BAJA AISI 1020 DENGAN ALUMINIUM
Oleh
DEDE YUDO PRASONGKO
Pada proses pelapisan celup panas (hot-dipping), peningkatan temperature logam cair akan meningkatkan laju difusi atom-atom logam besi dan aluminium sehingga ketebalan lapisan akan meningkat seiring peningkatan temperatur logam cair.
Untuk mendapatkan parameter yang tepat pada metode celup panas alumunium dan dilakukan variasi pada temperature dan suhu. Setelah didapatkan data ketebalan dari hasil pencelupan, maka dilakukan optimisasi untuk mendapatkan suhu dan waktu yang tepat pada metode pelapisan untuk mengetahui berapa suhu dan waktu yang tepat untuk mendapatkan ketebalan yang optimal.
Berdasarkan penelitian yang dilakukan terhadap 27 spesimen dengan 2 paramenter independen maka diperoleh suhu dan waktu tepat untuk mendapatkan nilai yang optimal. Untuk mendapatkan ketebalan tertinggi dipergunakan suhu 802,5 °C dan lama pencelupan 16.667 detik.
Bab 1
PENDAHULUAN
1.1 Latar Belakang
Baja karbon rendah banyak digunakan dalam komponen teknik. Baja karbon rendah
dipergunakan karena lebih murah dibanding dengan baja karbon tinggi atau paduan
dan aplikasi kerugian yang terjadi akibat interaksi antara baja karbon rendah dengan
lingkungan menyebabkan korosi. Perlu dilakukan pelapisan permukaan untuk
melindungi baja dari korosi. Prinsip pelapisan pada baja adalah semakin tebal hasil
pelapisan akan sangat mempengaruhi ketahanan dari umur material. Salah satu cara
perlakuan permukaan baja atau logam adalah dengan memberi perlindungan pada
permukaan baja dengan logam lain, salah satu cara pelapisannya dengan cara celup
panas (hot dipping).
Pada proses pelapisan celup panas (hot-dipping), peningkatan temperature logam
cair akan meningkatkan laju difusi atom-atom logam besi dan aluminium sehingga
ketebalan lapisan akan meningkat seiring peningkatan temperatur logam cair
(Suharno. B, 2007). Sejumlah penelitian telah dilakukan untuk meneliti ketebalan
lapisan hasil proseshot-dipping(G. H. Awan, 2008),tetapi belum adanya optmisasi untuk proses hot-dipping. Untuk mendapatkan parameter yang tepat pada metode celup panas alumunium dan dilakukan optimisasi yang dikaitkan dengan nilai
mendapatkan ketebalan lapisan yang terbaik dengan beberapa variasi, perlunya
digunakan metode optimisasi guna mendapatkan hasil lapisan yang optimal.
Sehubungan dengan uraian diatas maka peneliti akan meneliti mengenai
“OPTIMISASI PARAMETER PELAPISAN CELUP PANAS (HOT
DIPPING) BAJA AISI 1020 DENGAN ALUMINIUM”.
1.2 Tujuan Penelitian
Adapun tujuan penelitian kali ini adalah untuk mendapatkan waktu dan suhu yang
optimum pada pelapisan baja AISI 1020 dengan menggunakan alumunium.
1.3 Batasan Masalah
Berdasarkan uraian diatas agar penelitian bisa berjalan dengan sesuai maka peneliti
membatasi masalah penelitiannya sebagai berikut:
1. Baja yang dilapisi adalah baja karbon rendah (AISI 1020) dengan menggunakan
alumunium 99%.
2. Waktu proses hot dippingadalah 9, 16, dan 25 detik dan suhu yang digunakan adalah 700, 750, dan 800 °C.
3. Pengujian kekerasan dilakukan dengan alat mikro Vickers.
4. Pengujian foto mikro dilakukan untuk mengetahui fase intermetalik yang
ternbentuk dan ketebelan lapisan pelindung Al dan Fe.
1.4 Sistematika Penulisan Laporan
PENDAHULUAN
Menjelaskan tentang pranalar latar belakang masalah, tujuan, batasan masalah, dan
sistematika penulisan laporan.
TINJAUAN PUSTAKA
Berisi teori-teori dasar yang berkaitan dengan materi yang diangkat pada laporan
tugas akhir ini.
METODE PENELITIAN
Menjelaskan mengenai metode-metode yang dilakukan dalam mengumpulkan
informasi, dan menjabarkan tahapan-tahapan kegiatan yang dilakukan selama
penelitian berlangsung sampai pada penyusunan laporan serta menjabarkan
pengukuran dan pengujian.
DATA DAN PEMBAHASAN
Bab ini membahas tentang data pengujian batu alam imitasi yang dibuat.
PENUTUP
Berisi kesimpulan dan saran dari hasil pembahasan.
DAFTAR PUSTAKA
Bab 2
TINJAUAN PUSTAKA
2.1 Optimisasi
Optimisasi adalah upaya untuk memperoleh nilai optimal dari suatu respon. Secara
umum optimisasi dibagi menjadi dua, yaitu optimisasi matematik dan optimisasi
statistik. Optimisasi matematik adalah upaya pendekatan nilai optimum dengan
menggunakan metode matematik. Sedangkan optimisasi statistic adalah upaya
untuk pendekatan nilai maksimum dengan menggunakan metode statistic
(Rustagi, 1994). Dalam penenlitian ini menggunakan metode luas permukaan
(RSM), yaitu gabungan metode statistic dan matematik yang digunakan dalam
optimisasi untuk mendapatkan nilai optimal. Setelah ditentukan variable dan
nilai optimisasinya maka digunakan program matlab untuk menggambarkan
grafik nilai optimisasinya.
2.2 Response Surface Method(RSM)
Response Surface Methodmerupakan suatu metode gabungan antara teknik statistik dan matematika yang digunakan untuk menganalisis permasalahan dimana
beberapa variabel independen mempengaruhi variabel respon dan tujuan akhirnya
adalah untuk mengoptimalkan respon. Membuat model dan menganalisa suatu
respon Y yang dipengaruhi oleh beberapa variabel bebas x guna mengoptimisasi
respon tersebut. Hubungan antara respon Y dan variabel bebas x adalah sebagai
Y = f (x1, + x2, ..., + xk) + ……… ( 1 )
Dimana:
Y = VARIABEL RESPON
Xi= Variabel bebas / faktor ( i = 1, 2, ... k)
= Kesalahan pendugaan ( error)
Langkah pertama dari Response Surface Method adalah menentukan huibungan antara respon Y dan respon X melalui persamaan Polinomialorde 1 dan digunakan model RL ( Regresi Linear ) atau yang lebih dikenal dengan model orde L
i
Xi: Faktor yang berpengaruh terhadap variabel respon,i=1,2, …,k
Rancangan orde II lebih detil dan rancangan ini sesuai untuk masalah optimisasi
(Nuryanti, 2008). Di dalam penelitian ini akan digunakan program matlab untuk
mendapatkan nilai optimisasinya. Respon surface method memiliki beberapa
kegunaan antara lain:
1. Menunjukkan bagaimana variable respon Y dipengaruhi oleh variable bebas x
2. Menentukan pengaturan variable bebas yang paling tepat dimana akan
memberikan hasil yang memenuhi spesifikasi dari respon yang berupa hasil,
kekerasan, ketangguhan dan kekasaran dan lain sebagainya.
3. Mengeksplorasi ruang dari variable bebas x untuk mendapatkan hasil
maksimum dan menentukan sifat dasar dari nilai maksimum.
Untuk melaklsanakan respon surface method, ada tahap-tahap perencanaan yang dilakukan, dimana definisi perencanaan adalah proses, cara atau kegiatan
merencanakan, menyusun dan menguraikan langkah-langkah pelaksanaan suatu
kegiatan. Adapun tahap-tahap perencanaan untuk memulai pelaksanaan respon surface methodantara lain :
1. Menetukan persamaan orde kedua, dimana suatu desain eksperimen dilakukan
untuk pengumpulan data dan arah penelitian selanjutnya
2. Setelah arah penelitian selanjutnya diperoleh, kemudian ditentukan level factor
untuk pengumpulan data selanjutnya.
3. Menentukan persamaan model orde kedua. Penentuan model dilakukan dengan
melakukan desain eksperimen dengan level yang telah .
4. Menentukan titik optimum dari factor-factor yang diteliti.
Salah satu pertimbanga yang muncul dalam respon surface methodology adalah bagai mana menentukan factor dan level yang dapat cocok dengan model yang akan
dikembangkan. Jika factor atau model dalam suatu eksperimen tidak tepat maka
kemungkinan terjadinya ketidakcocokan model akan sangat besar, dan jika itu
terjadi maka penelitian yang dilakukan itu bersifat bias (Albert, 2009). Respon
pelaksanaanya data yang dikumpulkan adalah melalui desain eksperimen. Beberapa
alasan mengapa eksperimen sangat dibutuhkan, antara lain:
1. Variable input yang penting yang mempengaruhi respon sering merupakan salah
satu variable yang tidak akan diubah.
2. Hubungan antara variable respon dan berbagai variable input mungkin
dipengaruhi oleh variable yang tidak tercatat dimana variabel tersebut
mempengaruhi variable respond dan variable input. Hal tersebut dapat
membangun suatu korelasi yang salah.
3. Data operasi masa lalu sering mengandung celah dan mengandung informasi
tambahan yang penting.
2.3 ProsesHot Dipping
Pelapisan hot dipping adalah pelapisan logam dengan cara mencelupkan pada sebuah material yang terlebih dahulu dilebur dari bentuk padat menjadi cair pada
sebuah pot atau tangki, menggunakan energi dari gas pembakaran atau
menggunakan energi alternative seperti panas listrik. Titik lebur yang digunakan
pada pelapisan material ini adalah biasanya beberapa ratus derajat celcius (tidak
melebihi 1000 °C). Yang harus dilakukan untuk mengerjakan proses hot dip adalah
persiapan permukaan, komposisi kimia yang berhubungan dengan larutan kimia
yang berhubungan dengan material logam (kemurnian dan komposisi campuran)
dan temperatur. (Indarto, 2009). Sebelum dilapisi dalam proses hot dipping permukaan benda kerja harus bersih dari kotoran seperti lemak, oksida dan kotoran
lain. Lapisan yang terbentuk relatif tipis. Dalam pelaksanaan proses ini haruslah
1. Permukaan benda kerja yang dilapisi harus bersih dan bebas dari kotoran. Oleh
karena itu harus dibersihkan terlebih dahulu dengan larutan pembersih yang
digunakan untukhot dipping.
2. Logam yang akan dilapisi harus mempunyai titik lebur yang lebih tinggi dan
untuk logam pelapis (timah, seng atau aluminum) mempunyai titik lebur yang
lebih rendah.
3. Jumlah deposit logam yang akan melapisi permukaan bendahendaknya
proposional.
2.4 Sifat Mekanik
Sifat mekanik adalah sifat atau kemampuan yang dimiliki suatu benda terhadap
gaya atau pembebanan yang diberikan pada benda tersebut secara fisik. Adapun
beberapa sifat fisik yang akan digunakan sebagai variable independen dalam
penelitian ini seperti sifat kekerasan dan sifat kekasaran.
2.4.1 Sifat kekerasan
Kekerasan adalah ketahanan suatu bahan terhadap deformasi (perubahan
bentuk) yang permanen. Kekerasan linier dengan kekuatan artinya semakin
tinggi kekuatan maka semakin keras benda tersebut dan semakin kecil kekuatan
maka semakin lunak benda tersebut. Kekerasan adalah kemampuan bahan
menahan kehausan atau cakaran (Ulfa, 2011).
2.4.2 Sifat ketangguhan (Impact)
Yaitu kemampuan suatu bahan/material dalam menyerap energy atau gaya yang
2.4.3 Sifat kekasaran
Kekasaran permukaan adalah penyimpangan rata aritmetik dari garis
rata-rata profil (Supriadi, 2008). Jadi untuk menentukan besar kekerasan adalah
dengan menghitung penyimpangan permukaan yang terdapat pada spesimen
uji/benda kerja.
2.5 Matlab
Matlab merupakan suatu program komputer yang bisa membantu memecahkan
berbagai masalah matematis yang kerap kita temui dalam bidang teknis. Kita bisa
memanfaatkan kemampuan matlab untuk menemukan solusi dari berbagai masalah
numeric secara cepat, mulai hal yang paling dasar, misalkan sistem 2 persamaan
dengan 2 variabel:
x–2y = 32 ……….(3)
12x + 5y = 12………..………(4)
hingga yang kompleks, seperti mencari akar-akar polinomial, interpolasi dari
sejumlah data, perhitungan dengan matriks, pengolahan sinyal, dan metoda
numerik. Salah satu aspek yang sangat berguna dari matlab ialahkemampuannya
untuk menggambarkan berbagai jenis grafik, sehingga kita bisa memvisualisasikan
data dan fungsi yang kompleks (Teguh Widiarsono, 2005).
2.6 Aluminium
Aluminium sebagai salah satu logam non ferrous merupakan material yang sangat
segmen khususnya pada dunia industri dimana sebagian besar digunakan pada
bidang konstruksi, aplikasi elektronika, kontainer, tranportasi, serta peralatan
mekanik. Fenomena kecenderungan penggunaan aluminium ini dikarenakan
material ini memiliki keunggulan-keunggulan diantaranya berat jenisnya yang
ringan, konduktivitas listriknya baik, ketahanan terhadap korosinya yang cukup
Bab 3
METODE PENELITIAN
3.1 Tempat dan Waktu
Pembuatan dan pengujian spesimen dalam penelitian ini dilakukan di Laboratorium
Material Teknik Mesin Fakultas Teknik Universitas Lampung dan PUSPITEK
Serpong.
3.2 Alat dan Bahan Penelitian
Untuk mendukung terlaksannya penelitian ini maka digunakan peralatan dan bahan.
Rincian bahan dan peralatan yang digunakan adalah sebagai berikut :
1. Spesimen baja AISI 1020.
Baja AISI1020 yang telah disiapkan berbentuk specimen.
Gambar 3.1 Spesimen uji.
2. Aluminium 99%.
Gambar 3.2 Aluminium 99%.
3. Larutan pembersih.
Gambar 3.3 Larutan pembersih.
4. Furnace.
5. Alat uji X-RD.
Menggunakan X-RD untuk mengetahui komposisi pelapis pada specimen hasil
hot-dipping.
Gambar 3.5 Alat uji X-RD.
6. Alat uji SEM
Alat dipergunakan untuk uji SEM.
Gambar 3.6 Alat uji SEM.
7. Alat uji .foto mikro.
Alat ini dipergunakan untuk melakukan uji OM untuk melihat perubahan fasa
intermetalik.
8. Komputer.
9. Jangka sorong digital
Jangka sorong dipergunakan untuk mengukur ketebalan specimen.
Gambar 3.8 Jangka sorong
10. Alat uji vickers.
Alat ini dipergunakan untuk mengukeur nilai kekerasan.
3.3 Prosedur Kerja
Adapun prosedur kerja penelitian yang akan dilakukan sebagai berikut:
3.3.1 Penentuan model percobaan
Penentuan model percobaan yang akan dilakukan yaitu:
- Penentuan faktor penelitian
Faktor-faktor yang dipilih dalam penelitian ini ada dua factor yaitu: jumlah
lama pencelupan, dan suhu.
Tabel 3.1Simbol faktor
Simbol Faktor
X1 Lama pencelupan
- Penetapan titiksettingfaktor
Penetapan setting faktor pada pengujian adalah berdasarkan suhu yang digunakan dan lama pencelupan..
- Penetapanrangefaktor
Penetapan range fator perlu ditetapkan karena didalam penelitian ini. Adanya level rendah dan level tinggi dari factor yang diteliti. Level tinggi
akan disimbolkan dengan angka 1. Sedangkan level rendah akan disimbolkan dengan angka -1 dan level menengah disimbolkan dengan
angka0.
Pada penelitian kali ini nilai ketebalan ditetapkan sebagai nilai respon.
3.3.2 Persiapan benda uji
Material yang akan diuji pada penelitian ini adalah baja karbon rendah.
Sedangkan banyaknya benda uji adalah 29 buah, yaitu 9 untuk varasi hot-dipping dan masing-masing 3 spesimen. Sedangkan 2 spesimen digunakan sebagai pembanding uji kekerasan dan foto struktur mikro. Berikut adalah tahap
1. Pemotongan spesimen uji
Pemotongan spesimen uji ini dilakukan dengan menggunakan gergaji besi.
Dengan ukuran spesimen panjang 1 cm, lebar 2 cm dan tebal 0,2 cm.
2. Cleaning
Yang dimaksud dengancleaning yaitu pembersihan permukaan logam yang dimaksudkan untuk menghilangkan kontaminasi, kotoran dan membentuk
struktur permukaan spesimen yang baik. Dalam hal ini ada beberapa proses
yang dilakukan antara lain :
- Prosesgrinding
Proses pengamplasan pada specimen dengan amplas ukuran 500, 400
dan 1000.
- Proses pencucian lemak
Pencucian lemak dengan menggunakan etanol dimaksudkan agar benda
kerja bebas dari lemak atau minyak yang dapat mengganggu daya rekat
hasil pelapisan.
- Proses pembilasan
Proses pembilasan dengan menggunakan air yang berfungsi untuk
menghilangkan sisa-sisa etanol yang masih ada pada permukaan benda
kerja. Digunakannya aquades karena mempunyai daya hantar listrik
yang kecil daripada air biasa dan mengandung anion dan kation rendah.
- Pickling
Dalam hal ini ada beberapa proses yang dilakukan antara lain pencucian
denganNaOH dan H3PO4
Proses pencucian dilakukan pada permukaan benda kerja yang masih
mengandung lemak atau minyak. Merendam benda kerja kedalam
larutan NaOH+H3PO4+aquades dengan perbanding 1 : 1 : 1.
- Fluxing
Proses ini dilakukan baja difluxing dengan alumunium flux tujuan dari
proses fluxing ini adalah agar logam dapat tertutupi semua bagian luarnya sehingga oksidasi dengan udara luar tidak terjadi dan sebagai
katalisator. Tahap akhir perlakuan awal ini adalah pengeringan baja
tersebut di dalam udara dengan temperatur kamar.
3. Dipping
Proses dipping adalah proses akhir dilaksanakan dengan mencelup baja dalam Al cair. Untuk waktu pencelupan yang akandilakukan dalam proses
pelapisan ini adalah dengan 3 variasi waktu tahan berbeda yaitu 9 detik, 16
detik dan 25 detik. Variasi suhu yang digunakan 700, 750 dan 800 °C.
4. Proses pendinginan(cooling)
Proses ini adalah proses pendinginan material yang telah melalui proses
3.3.3 Pengolahan data
Pengolahan data menggunakan metode RSM orde kedua agar tidak hanya
mendapatkan titik masimum dan minimum tetapi juga titik tengah dari data
yang didapatkan. Adapun langkah yang dilakukan sebagai berikut:
- Membuat table komposisi nilai respon.
- Menentukan terlebih dahulu koefisien dan model dengan pendekatan
matriks.
- Mendaftarkan nilai predictor X matriks X dan nilai respon Y.
- Membuat persamaan normal dengan bentuk X’X dan X’Y.
- Membuatinversedari matriks X’X menjadi bentuk (X’X)-1.
- Menentukan koefisien regresi dengan cara mengalikan (X’X)-1 dengan (X’Y).
- Menentukan fungsi persamaan model orde ke-dua.
- Menginput data yang telah didapat kedalam program matlab untuk
mendapatkan hasil grafik dan hasil perhitungan optimisasi.Menentuan titik
Bab 5
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari penelitian terhadap optimisasi parameter pelapisan celup panas baja AISI 1020
dengan menggunakan aluminium, simpulan yang dapat diambil adalah sebagai
berikut :
1. Nilai hasil optimisasi ketebalan tertinggi terdapat pada suhu 802,5 °C serta
waktu yang digunakan16,67 detik, hal ini menunjukan bahwa untuk
mendapatkan ketebalan tertinggi hanya dibutuh waktu 16,67 detik dalam
pencelupan pada temperature 802,5 °C dengan aluminium.
2. Hasil dari proses palapisan celup panas, terdapat lapisan intermetalik yang
terdiri dari beberapa ikatan antara Fe dan Al yang membentuk lapisan
intermetalik seperti Fe2Al5 dan FeAl3yang menyelubungi substrat..
3. Terjadinya peningkatan lapisan ketebalan hasil proses hot-dipping seiring dengan peningkatan temperature Aluminium cair sebagai pelapis substrat.
5.2 Saran
Untuk pengembangan penelitian serta penelitian lebih lanjut, penulis memberikan
saran sebagai berikut :
1. Dalam pembuatan spesimen baiknya dilakukan dengan alat yang lebih
memadai, karena alat yang memadai mempengaruhi waktu pengerjaan dan
permukaannya agar tidak kotor sehingga tidak menghasilkan permukaan yang
RIWAYAT HIDUP
Dede Yudo Prasongko, dilahirkan di tanjung
karang, Bandar Lampung pada tanggal 6 April
tahun 1988, sebagai anak ke tiga dari empat
bersaudara dari pasangan Mustofa A. S dan Sri
Wahyu Ningsih.
Pendidikan formal dimulai dari Sekolah Taman
Kanak-kanak Al-Azhar Bandar Lampung pada tahun 1992-1994,
kemudian dilanjutkan ke Sekolah Dasar Al-Azhar Bandar Lampung
pada tahun 1994-2000. Kemudian dilanjutkan ke Sekolah Menengah
Pertama (SMP) Al-Kautsar pada tahun 2000-2003, setelah itu
melanjutkan ke Sekolah Menengah Atas Negeri 5 Bandar Lampung
pada tahun 2003-2006 dan pada tahun tersebut penulis diterima sebagai
mahasiswa Jurusan Teknik Mesin Fakultas Teknik Universitas
Lampung melalui jalur Seleksi Penerimaan Mahasiswa Baru (SPMB).
Selama menjadi mahasiswa UNILA, penulis pernah aktif dibeberapa
lebaga internal maupun eksternal kampus. Pada tahun 2007 mulai aktif
dilembaga internal kampus yaitu di Lembaga Himpunan Mahasiswa
Teknik Mesin (HIMATEM) dan lembaga eksternal kampus yaitu
lembaga Jurnalis Teknik (CREMONA).
OPTIMISASI PARAMETER PELAPISAN CELUP
PANAS BAJA AISI 1020 DENGAN ALUMINIUM
Oleh
DEDE YUDO PRASONGKO
Skripsi
Sebagai Salah Satu Syarat Untuk Mencapai Gelar SARJANA TEKNIK
Pada
Jurusan Teknik Mesin
Fakultas Teknik Universitas Lampung
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
OPTIMISASI PARAMETER PELAPISAN CELUP
PANAS BAJA AISI 1020 DENGAN ALUMINIUM
(Skripsi)
Oleh
DEDE YUDO PRASONGKO
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
DAFTAR GAMBAR
Gambar
Halaman
Gambar 3.1 Spesimen uji ………...11
Gambar 3.2 Aluminium 99% ………...12
Gambar 3.3 Larutan pembersih ………...12 Gambar 3.4 furnace ………...12
Gambar 3.5 Alat uji X-RD ………...13
Gambar 3.6 Alat uji SEM ………...13
Gambar 3.7 Komputer ………...13
Gambar 3.8 Jangka sorong ………...14
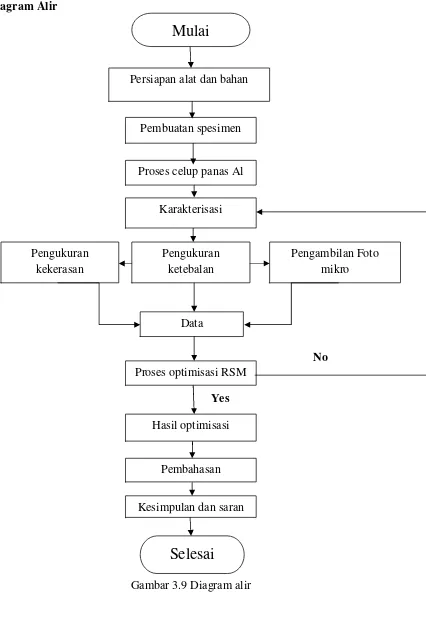
Gambar 3.9 Diagram alir ………...15
Gambar 4.1 M-File command matlab ………...24
Gambar 4.2 M-File command ketebalan ………...25
Gambar 4.3 Grafik penambahan ketebalanhot-dipping ………...25
Gambar 4.4 Optimisasi ketebalan ………...26
Gambar 4.5 Optimisasi ketebalan ………...26
Gambar 4.6 SEM pada specimen hasil hot-dipping pada suhu 700 °C selama 16 detik ………...27
Gambar 4.7 SEM pada specimen hasil hot-dipping pada suhu 750 °C selama 9 detik ………...28
Gambar 4.8 SEM pada specimen hasil hot-dipping pada suhu 800 °C selama 25 detik ………...29
Gambar 4.9 X-ray pola difraksi pada baja AISI 1020 yang dilapisi celup panas Al pada temperatur 700, 750, 800 °C ………...30
Gambar 4.10 (a) Plot linier data ketebalan lapisan terhadap waktu pencelupan dan (b) Plot parabolik data ketebalan lapisan terhadap waktu pencelupan pada suhu 700 °C ………...31
Gambar 4.12 (a) Plot linier data ketebalan lapisan terhadap waktu pencelupan dan
(b) Plot parabolik data ketebalan lapisan terhadap waktu pencelupan pada suhu 800
DAFTAR ISI
1.4 Sistematika Penulisan Laporan. ………2
II. TINJAUAN PUSTAKA 2.1 Optimisasi ………4
2.2Response Surface Method(RSM) ………4
2.3 ProsesHot Dipping ………...7
2.4 Sifat mekanik ………8
2.4.1 Sifat kekerasan ………...9
2.4.2 Sifat ketangguhan (Impact) ………...9
2.4.3 Sifat kekasaran ………...9
2.5 Matlab ………...9
2.6 Aluminium ………...9
3.2 Alat dan Bahan Penelitian ………...11
3.3 Prosedur Kerja ………...14
3.3.1 Penentuan model percobaan ………...14
3.3.2 Persiapan benda uji ………...15
3.3.3 Pengolahan data ………...18
3.3.4 Diagram alir ………...19
IV. HASIL DAN PEMBAHASAN
4.1 Data Hasil Penelitian ………...20
4.2 Perhitungan Optimisasi Dengan MATLAB ………...22
4.3 Pembahasan Optimisasi dan Lapisan Aluminium ………...26
V. KESIMPULAN DAN SARAN
5.1 Kesimpulan ………...35
5.2 Saran ………...35
DAFTAR PUSTAKA
DAFTAR PUSTAKA
Albert. 2009. Studi Respon Surface Methodology (RSM) Dalam Proses Pembuatan Botol Untuk Peningkatan Produktivitas Produk Botol Di CV. BOBOFOOD.UNSU. Medan.
Supriadi, Harnowo dan Joko Irwanto. 2008. Modul Praktikum Metrologi Industri. Universitas Lampung. Bandar Lampung.
Indiarto, Dwi. 2009. Pengaruh Waktu Tahan Proses Waktu Hot Dipping Baja Karbon Rendah Terhadap Ketebalan Lapisan, Kekuatan Tarik Dan Harga Impak Dengan Bahan Pelapis Aluminium. Universitas Muhammadiyah Surakarta. Surakarta.
Material, Peer Group. 2008. Panduan Praktikum Pengujian Bahan Teknik Material Testing Laboratory.Universitas Lampung. Bandar Lampung. Nuryanti’, D, H, S. 2008.Metode Permikaan Respon Dan Aplikasinya Pada
Optimasi Eksperimen Kimia. Batan.
Rashmi, Nanda. 2008. DSP Architcture Optimization in Matlab/Simulink Environment. University Of California. California.
Rustagi, Jadig S. 1994.Optimization Tecniqust In Statistic. The Ohaio State Ubeversity colombus. Ohio.
Suharno, Bambang., Dimiyati, Rima., Arifin, Bustanul., dan Hajanto, Sri. 2007. Morfologi dan Karakteristik Lapisan Intermetalik AkibatDie Soldering Pada Permukaan Baja Cetakan (Dies) Dalam Proses Pengecoran Tekan Paduan Aluminium Silikon. Universitas Indonesia. Depok.
Ulfa, Lusttyah., Ade P, Sofyan., Vania S, Andini Nur., Angga, Yanuan. 2011. Sifat Mekanik Bahan. Institut teknologi Spuluh Surabaya. Surabaya.
DAFTAR TABEL
Tabel Halaman
Tabel 3.1Simbol factor ………...14
Tabel 3.2 range factor ………...15
Tabel 4.1 Nilai ketebalan lapisan hasilhot-dippingpada suhu 700° C ……...20
Tabel 4.2 Nilai ketebalan lapisan hasilhot-dippingpada suhu 750° C ……...21
Tabel 4.3 Nilai ketebalan lapisan hasilhot-dippingpada suhu 800°C ……...21
Tabel 4.4 tabel komposisi nilai respon ……...……...……...……...……...22
Tabel 4.5 Komposisi kimia specimen uji suhu 700 °C ……...……...……...27
Tabel 4.6 Komposisi kimia specimen uji suhu 750 °C ……...……...……...28
Judul Skripsi :Optimisasi Parameter Pelapisan Celup Panas Baja AISI 1020 Dengan Aluminium
Nama Mahasiswa :Dede Yudo Prasongko Nomor Pokok : 0615021055
Jurusan : Teknik Mesin
FAkultas : Teknik
MENYETUJUI 1.Komisi Pembimbing
Dr. M. Badaruddin, Ph.D Drs. Sugiyanto, M.T. NIP. 197212111998031002 NIP. 195704111986101001
2. Ketua Jurusan Teknik Mesin
MENGESAHKAN
1. Tim Penguji
Ketua :Dr. M. Badaruddin, Ph.D ………
Sekertaris :Drs. Sugiayanto, M.T. ………
Penguji
Bukan Pembimbing :Harnowo Supriadi, S. T., M. T. ………
2. Dekan Fakultas Teknik Universitas Lampung
Dr. Ir. Lusmeilia Afriani, D.E.A NIP. 1965505101993032008
MOTTO
Tafsir Suroh Al-Baqarah ayat 153
153)Wahai orang-orang yang beriman!
Mohonlah p e r t o l o n g a n dengan sabar dan shalat; sesung-guhnya Allah SWT adalah beserta orang-orang yang sabar.
BISMILL
✄KHIROHM✄NIROKHIM
ENGIINER ITU DILIH✄T BUK✄N D✄RI ☎✄ ✆✄ HIDUPNY✄,
TETAPI DARI APA YANG DIA HASILKAN SEWAKTU HIDUP
KITA TIDAK TAU BILA BELUM DICOBA..
KITA BISA, HARUS BISA DAN PASTI BISA..
PERNYATAAN PENULIS
SKRIPSI INI DIBUAT SENDIRI OLEH PENULIS DAN BUKAN HASIL
PLAGIAT SEBAGAIMANA DIATUR DALAM PASAL 44 PERATURAN
AKADEMIK UNIVERSITAS LAMPUNG DENGAN SURAT KEPUTUSAN
REKTOR No. 159/H26/PP/2010.
YANG MEMBUAT PERNYATAAN
SANWACANA
Alhamdulillahhirobbilalamin….., Puji syukur penulis panjatkan kepada Allah
SWT untuk semua anugrah dan karunia yang diberikan kepada penulis sehingga
dapat menyelesaikan LAporan Tugas Akhir ini.
Skripsi dengan judul “Optimisasi Parameter Pelapisan Celup Panas Baja AISI 1020
Dengan Aluminium” adalah salah satu syarat untuk memperoleh gelar Sarjana
Teknik pada jurusan Teknik Mesin Fakultas Teknik Universitas Lampung.
Dalam kesempatan ini penulis ingin mengucapkan terimakasih yang tulus dan
sedalam-dalamnya kepada :
1. Allah SWT, yang telah memberikan rizki, hidayah dan kesempatan untuk dapat
melalui skripsi ini hingga selesai.
2. Bapak dan ibu, yang senantiasa mendukung dan mendoakanku dalam segala
hal, meskipun penulis sering melakukan byk kesalahan tetapi mereka selalu
mendukung tanpa pamrih dan selalu menyayangu apa adanya.
3. Mas eddy, mas yoga, dan adikku dema atas dukungannya dan doanya.
4. Bapak M. Badaruddin selaku pembimbing I, atas bantuannya membimbing
penulis hingga dapat menyelesaikan skripsi.
5. Bapak sugiyanto selaku pembimbing II yang telah memberikan semangat
kepada penulis untuk terus maju.
6. Bapak Harnowo Supriadi selaku dosen penguji yang telah banyak membantu
9. Bapak Jorfri Sinaga yang telah memberikan banyak masukan.
10. Alfis Syarif bomber, yang telah banyak membantu dalam memotong grafik.
11. Wengki montok, ketut gelap, fiiul si pelompat pagar, memet lebai (persiba) atas
bantuan dan kekompakannya.
12. Teman-teman persiba yang selalu membuat motifasi satu sama lain untuk tidak
mau kalah dalam setiap hal.
13. Lucki cahyadi yang telah membantu dalam pengabadian data.
14. Bambang tuwir, irsyad latah, hendi gagap yang selalu memberi masukan dalam
penelitian penulis.
15. Sheila younita gendud yang tidak kenal lelah mendukung jiwa dan raga penulis
dalam penelitian ini.
16. Teman-teman angkatan 2006 untuk semua masukan dan dukungannya.
17. Teman-teman angkatan 2007 untuk semua bantuan dan semangatnya.
18. Teman-teman angkatan 2008 untuk semua bantuan dan semangatnya.
19. Mas dadang dan mbak dewi yang telah membantu banyak dalam kepengurusan