UNIVERSITI TEKNIKAL MALAYSIA MELAKA
INFLUENCE OF CUTTING CONDITION ON PRODUCT
QUALITY WHEN CUTTING ALUMINUM ALLOYS
This report submitted in accordance with requirement of the Universiti Teknikal
Malaysia Melaka (UTeM) for the Bachelor Degree of Manufacturing Engineering
(Manufacturing Process) (Hons.)
by
MOHD FAHAME BIN CHE DAUD B050910265
880503 - 11 - 5511
FACULTY OF MANUFACTURING ENGINEERING
DECLARATION
I hereby, declared this report entitled “Influence of Cutting Condition on Product Quality When Cutting Aluminum Alloys” is the results of my own research except as
cited in references.
Signature :
Author‟s Name : Mohd Fahame Bin Che Daud
APPROVAL
This report is submitted to the Faculty of Manufacturing Engineering of UTeM
as a partial fulfillment of the requirements for the degree of Bachelor of
Manufacturing Engineering (Process Engineering) (Hons.). The member of the
supervisory is as follow:
………
i
ABSTRAK
Sasaran Projek Tahun Akhir ini adalah untuk mengenalpasti pengaruh terhadap
kondisi pemotongan kepada kualiti produk apabila memotong aluminium aloi
menggunakan parameter yang berbeza seperti kelajuan pemotongan (70 m/min, 90
m/min, dan 110 m/min), kadar suapan (0.1 mm/rev, 0.45 mm/rev, dan 0.8 mm/rev) ,
dan juga panjang alat pemotong (95 mm,105 mm, dan 115 mm). Projek ini juga
bertujuan untuk mengumpul maklum balas data dari operasi penggerudian dengan
menggunakan penguji kekasaran permukaan untuk mengenalpasti kekasaran
permukaan bahan kerja aluminium aloi. Alat pemotong jenis keluli berkelajuan
tinggi adalah alat utama yang digunakan sehingga akhir eksperimen ini. Perkiraan
analisis ini dijalankan apabila analisis regresi telah digunakan untuk menganalisa
kesan parameter penggerudian terhadap kualiti lubang produk yang digerudi pada
aluminium aloi. Setiap inci keputusan eksperimen ini boleh diambil kira tanpa
sebarang sisa data dan ia akan dikumpulkan dan dianalisis menggunakan pakej
perisian komersial MINITAB 16. Sebagai pengesahan, model regresi telah
dibangunkan untuk mendapatkan keputusan yang lebih tepat dalam projek ini.
Formula yang dijalankan ini adalah berkait rapat dengan apa yang telah dikaji oleh
objektif dan mewujudkan korelasi biasa parameter yang dipilih untuk mempengaruhi
kondisi pemotongan pada kualiti produk semasa menjawab persoalan terhadap
kekasaran permukaan. Data perkembangan ini telah dibandingkan dengan data yang
disahkan dan akan membuahkan hasil yang tepat. Kemudian, parameter yang
berbeza pada setiap data yang diambil telah dibenarkan dengan syarat dianalisis
dengan ujian berpasangan (T-Test) di mana menyedari hipotesis yang diperolehi
ii
ABSTRACT
The aim of this Final Year Project was to influence of cutting condition on product
quality when cutting aluminum alloys using different parameter such as cutting speed
(70 m/min, 90 m/min, and 110 m/min), feed rate (0.1 mm/rev, 0.45 mm/rev, and 0.8
mm/rev), and also tool length (95 mm, 105 mm, and 115 mm). The project purposed
also want to collect data response from CNC Machining Center operation by using
surface roughness tester to utilize the surface roughness of the aluminum alloys work
piece. High Speed Steel cutting tool was the major tool that used of up to finish the
experiment. An arrangement of this analysis were conducted when regression
analysis had been employed to analyze the effect of drilling parameters on the
product quality of drilled holes on aluminum alloy. Every inch of the results of this
experiment could be taken into account without any residual data and it would be
collected and analyzed using the commercial software package MINITAB 16. As
comfirmation, a regression model was developed to get the desired accuracy results
in this project. This formula was closely related on what were researched by the
objective of created a common correlation selected parameter to influence cutting
condition on product quality with current responding in surface roughness. The
development data was compared with the validated data would yield accurate results.
Then, each data taken has allowed provided different parameters were analyzed by
iii
DEDICATION
To my father; Che Daud Bin Mat Ali, my mother; Che Junaidah Bt Che Daud, my
siblings and my friends. Your love is my driving force.
To my supervisor, Mr.Ab Rahman Bin Mahmood that mostly guide me with patient.
To FKP technician that mostly guide me in this project
Thank you for all your supports, guidance, helps and co-operation, directly or in
iv
ACKNOWLEDGEMENT
Humbly express gratitude to the Allah SWT; finally I went with the successful this
Final Year Project (Projek Sarjana Muda). Highly appreciation to my supervisor, Mr
Ab Rahman Bin Mahmood, who had given mentoring and tutoring privately and
publicly clear during the completion of this Final Year Project. I also would like to
thank the Universiti Teknikal Malaysia Melaka (UTeM) that allowed us to take the
module requirements for award of a Bachelor. Not forgetting to my Process
Engineering Faculty lab technician because providing guidance and information
to lead me in this Final Year Project for using related machine. Besides that, I‟m appreciating what I learn about Final Year Project and also want to thank a lot for
another Universiti Teknikal Malaysia Melaka (UTeM) staff that guide me to
complete project engineering. Lastly, I not was forgetting to my family who give a
v
List Abbreviations, Symbols and Nomenclatures xiv
CHAPTER 1 : INTRODUCTION
2.3 Fundamentals of the Drilling Process 8 - 9
2.4 Types of Drills 10 - 14
2.5 Type of Drill Materials 14
vi
2.5.1.1 Style 114/114A Solid Carbide, 14- 15
High Performance Stub Length Drill
2.5.1.2 Style 113 Solid Carbide, 15 -16
2.11 Vibrations and Chatter in Machining Operations 26
2.10.1 Forced Vibration 26
2.10.2 Self-excited Vibration 27
2.12 Surface Roughness 28 - 29
2.13 Aluminum Alloys 30 - 32
2.13.1 Designation of Wrought Aluminum Alloys 33
2.13.2 Designation of Cast Aluminum Alloys 34
2.14 Multiple Linear Regression 34 – 35
CHAPTER 3: METHODOLOGY
3.1 Procedures of Project 38
vii
3.2.1 Determining process variables 40
3.2.1.1 Cutting Speed 41
4.2 Sampling Data Structure 50
4.3 Drilling Operation 52 - 54
4.4 Experimental Results 55 - 56
viii
4.4.2 Main Effect Analysis 59 – 60
4.5 Multiple Linear Regression 61
4.5.1 Best Subsets for Constructing Best Model 62 – 63
4.5.2 Regression Analysis 63 – 65
4.5.3 Residual Plots 65
4.5.3.1 Normal Probability Plot for Deviation 66
4.5.3.2 Residual Plots versus Fitted Values 66
4.5.3.3 Histogram 66
4.5.3.4 Residual Plots versus Order 67
4.6 Model Validation 67
4.6.1 Null Hypothesis 67 – 68
4.6.2 Two Samples T-Test 69 – 71
CHAPTER 5: CONCLUSION AND RECOMMENDATION
5.1 Conclusion 72 – 73
5.2 Recommendation 74 - 75
ix
LIST OF TABLES
1 Properties of selected aluminum alloys at room temperature 30
2 Some common aluminium alloys, their characteristics and
Common uses 31 - 32
3 Desire parameter value 45
x
LIST OF FIGURE
2.1 CNC Machining Center 6
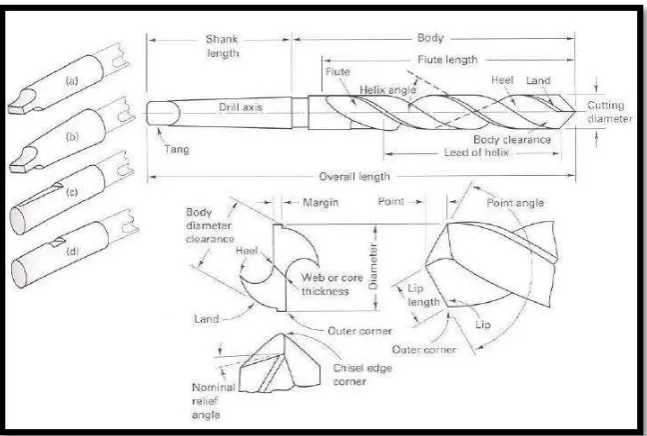
2.2 Nomenclature and geometry of conventional twist drill. 7
2.3 Conventional drill geometry viewed from the point showing
how the rake angle varies from the chisel edge to the
outer corner along the lip. 9
2.4 Types of twist drills and shanks. 10
2.5 Center core drills can greatly reduce the thrust force. 12
2.6 Style 114/114A Solid Carbide, High Performance, Stub Length 15
2.7 Style 113 Solid Carbide, High Performance, Stub Length Drill 16
2.8 International Tools PSD HSS Stub Drill Bit, DIN 1897N 17
2.9 Phantom High Speed Steel (HSS) drill Bits 18
2.10 Phantom HSS Double-Ended Stub Drills 18
2.11 Typical causes of drilling problems. 19
2.12 Two of the most commonly used types of drill chucks. 20
2.13 Some suggestions for correct chucking of carbide drills. 21
2.14 Excessive speed will cause wear at outer corners of drills. 22
2.15 Excessive feed sets up abnormal end thrust. 22
2.16 Excessive clearance result in lack of support behind
cutting edge 22
2.17 Insuffient clearance causes the drill to rub behind the
cutting edge 23
xi
2.19 Standard Terminology and Symbols to Describe Surface Finish 29
3.1 Flow Chart of Project 37
3.2 Flow Chart of Experiment 39
3.3 Sample of test cutting speed parameter 41
3.4 Sample of test feed rate parameter 42
3.5 Sample of test tool length parameter 43
3.6 vibDaq vibration monitoring system 44
3.7 Surface Roughness Tester 44
3.8 Main user interface overview 46
3.9 Data acquisition control panel 47
3.10 Cnc Macining Center 47
3.11 Schematic diagram of the experiment setup 48
3.12 Drilling holes setup 49
4.1 Experiment data 51
4.2 CNC Machine Center with setup device for operation 52
4.3 Position of the axial X and Y for accelerometer device at the jig 53
4.4 Position of the axial Z for accelerometer device at the spindle
head 53
4.5 Aluminum alloy work piece had been machined 54
4.6 Vibration waveform signals of X, Y, and Z axis 57
4.7 Multi Channel or combination of signal simulator. 58
4.8 Analysis results of influenced parameter used and the
xii
4.9 Surface Roughness process 60
4.10 Part of the data transferred into Minitab 61
4.11 List of subset regressions for six predictors or parameters 62
4.12 Regression analysis of subsets 64
4.13 Residual plots for deviation 65
4.14 Worksheet for validation model 69
4.15 Display results T-Test 70
4.16 Result of response for both experiments of model development
and model validation 71
5.1 Linear regression equation of actual data 73
xiii
LIST OF ABBREVIATIONS, SYMBOLS AND
NOMENCLATURES
ANOVA - Average value of the dependent variable
UTeM - Universiti Teknikal Malaysia Melaka
MRR - Material Removal Rate
TiN - Titanium Nitride
HSS - High-Speed Steel
NC - Numerical Control
TIR - Total Indicator Run out
vibDAQ - Vibration Data Acquisition
FFT - Fast Fourier Transform
USB PC - Universal Serial Bus
JPEG - Joint Photographic Experts Group
CAD/CAM - Computer Aided Design / Computer Aided
Manufacturing
RA - Surface Roughness
1
CHAPTER 1
INTRODUCTION
This project entitled “Influence of cutting condition on product quality when cutting
aluminum alloys.” This chapter has covered on the general view of manufacturing, objectives, scopes and limitations which have involved in this project.
Drills typically have high length-to-diameter ratios. Hence, they were capable of
produced relatively deep holes. However, drills were somewhat flexible and should
be used with care in order to drill holes accurately and to prevent breakage. Among
traditional machining processes, drills was the most important metal cutting
operations, comprising 33% of all metal cutting operations (Chen W C et.al, 1999).
Furthermore, the chip that were produced within the hole moved in a opposite
direction to the forward movement of the drill. Thus, chip disposal and ensuring
cutting-fluid effectiveness can present significant difficulties in drilling. So, in
industrial environment, we need to know the feed rate of drill which was forced into
the workpiece material and can be expressed as in./rev (mm/rev). Cutting speed was
the velocity at which a point on the circumference of the drill passes the wall of the
hole being drilled and can be expressed as surface ft/min (m/min). Besides that, feed
rate and tool length also can be adjusted with every different step or process to get
the different results on surface roughness of drilling process.
As gone too far with influence of cutting condition on product quality when cutting
aluminum alloys, more characteristic would be known about the facts and problems
with drill uses. As a facts, drilling operation was evaluated based on the performance
characteristics such as surface roughness, material removal rate (MRR), tool wear,
2
correlated with the cutting parameters such as cutting speed, feed, depth of cut, and
tool geometry (Chryssolouris G et.al, 1990, Chua MS et.al, 1993, Yang H et.al,1998,
Paulo davim.J et.al,2003). Therefore, the cutting efficiency of a drill was determined
by the characteristic and condition of the point of the drill. Most new drills were
provided with a general-purpose point (118° point angle and an 8° to 12° lip
clearence). Besides, excessive feed rate caused the abnormal trust on drill bit which
can lead to breakdown of chiesel point and cutting lips. Failure induced by this
abnormality caused a broken or split drill. The result of cutting condition when
cutting aluminum alloy was insufficient clearenced between drill and workpiece
exist, that would caused the drill to rub behind the cutting edge. It could be made the
drill work hard, generate heat, and increase end thrust. This results in poor holes
quality and drill breakage also reflected on cutting condition.
As contained in the sequence of experimental equipment, a lot of measurement such
as the usage of accelerometer devices was used for vibration measurement on the
work piece during the drilling process. In line with the main focus of this experiment,
the greatest surface roughness data should be studied as a response by using the
method procedures of MINITAB software. In addition, the mathematical models
based on linear regression and neutral network (normal) techniques had been
constructed to establish validated model with data development.
Other than that, in influence of cutting condition, drilling process should be not too
blunt that cannot be cut. Over blunt of any metal-cutting tool generally shown in
poor production rates, inaccurate work, and the shortening of the tool life. Premature
blunt of a drill caused by any one of a number of factors such as; the drill speed may
be too high for the hardness of the material being cut, the feed may be too heavy and
overload the cutting lips, and also the feed may be too light and cause the lips to
scrape rather than cut. Thus, this project might be intelligent solution when to know
the response of product quality based on multiple parameter used. So, referred to the
guideline of this experiment, it must be carried out with successful procedure in
3
1.1 Problem Statement
Usually certain industry when running the drilling process will refer to their pass
experience, in other word it is by trial and error method of machining process. From
this method we cannot classify it as a standard characteristic of industrial principle.
Other than that, commonly workers do not have specific instruction or guide line
about how to drill holes with different parameters likes when there is an existence of
tool wear while doing machining. Based on past inference of statistical analysis there
exist influence of cutting condition i.e. cutting speed, feed rate, and tool length on
product quality. This quantitative research will be carried out to investigate and infer
this statement especially when drilling aluminum alloys. The result of this research
was by knowing the response and parameters influencing toward that response
hopefully it will help machinist in reducing development cost.
1.2 Objectives
The main objectives of this project are:
1. To study the effect of cutting condition on surface roughness product in flood
drilling process of aluminum alloy based on multiple parameter used.
2. To investigate and analyze the response as a result of introducing different
drilling parameters.
3. To establish and validate the empirical model for influence of cutting
condition on product quality (surface roughness) when cutting aluminum
4
1.3 Scope of Project
In this project, CNC machining centre will be used to perform process of drilling
holes on aluminum alloys specimen. From this machining process, different
parameters such as cutting speed, feed rate, and varies tool length will be
incorporated to complete this research. Therefore, the response which was a product
quality as a result of surface roughness and influence of different cutting parameters
will be analyzed. This model was important as a guide line for machining quality
analysis and selection of optimum cutting parameters. At the end of the project a full
analysis and inference about the influence of cutting tool parameters and surface
roughness on product quality when cutting aluminum alloys will then be carried out
5
second reference to each study. The references of this research were constituted of an
internet search, reading from journals, magazines information, understanding of
reference books, and so on. In other word, it made an important referenced when all
the backgrounds and equipment were used as important factors. In drilling process,
more factors had been established in terms of to balance the systematic parameter
usage that will lead the product quality affected while machining process on
aluminum alloy. Other than that, there was a phenomenon of cutting tool usage
during the drilling process when it caused adversely affected the product quality. The
various sentiments should be studied with depth especially from parameters usage
such as the implementation of the existence of feed rate, cutting speed, and tool
length. As engineering principles that was something could be side affected in
processing methods and should be carried out very carefully for manufacturing
sentiment. Therefore, this projects were very concerned about the response of surface
roughness which was activated as a study to determine influence of cutting condition
6
2.1 CNC Machining Center
A machining center is an advanced computer-controlled machine tool that is capable
of performing a variety of machining operations on different surfaces and different
orientations of work piece without having to remove it from its work holding device
or fixture. The work piece generally is stationary, and the cutting tools rotate as they
do in milling, drilling, honing, tapping, and similar operations. Whereas, in transfer
lines or in typical shops and factories, the work piece is brought to the machine, in
machining centers it is the machining operation that is brought to the work piece.
In using the word work piece, we should point out that the work piece in a machining
center also can consist of all types of tooling. Tooling includes forming and cutting
tools, cutters and tool holders, tool shanks for holding tool inserts molds for casting,
male and female dies for forming, punches for metalworking and powder metallurgy,
rams for extrusion, work-holding devices, and featuring all of which also have to be
manufactured. Since the geometries often are quite complicated and a variety of
machining operations are necessary, these tools commonly are produced in
machining centers. (Kalpakjian, S. and Steven, S., 2010)
7
2.2 Drilling
In manufacturing it is probable that more holes are produced than any others shape,
and a large proportion of these are made by drilling. All of the machining processes
performed, drilling makes up about 25%. Consequently, drilling is a very important
process. Although drilling appears to be relatively simple process, it is really a
complex process. Most drilling is done with a tool having two cutting edges, or lips.
This is a twist drill, the most common drill geometry.
The cutting edges are at the end of a relatively flexible tool. Cutting action takes
place inside the work piece. The only exit for the chips is the hole that is mostly
filled by drill. Friction between the margin and the holes will produces heat that is
additional to that due to chip formation. The counter flow of the chips in the flutes
makes lubrication and cooling difficult. There are four major actions taking place at
the point of drill.
a) A small hole is formed by the web – chips are not cut here in the normal sense.
b) Chips are formed by the rotating lips.
![EVALUASI PEMB. ABK 7 [Compatibility Mode]](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)