SIMULASI PENGARUH TIPE
GATING SYSTEM
TERHADAP
KARAKTERISTIK ALIRAN LOGAM CAIR ALUMINIUM A356
MENGGUNAKAN METODE
COMPUTATIONAL FLUID
DYNAMICS
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
RAMA SANJAYA
100401067
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
ABSTRAK
Dalam rangka meningkatkan kualitas hasil pengecoran, sistem saluran masuk
divariasikan dengan tujuan untuk melihat karakteristik logam cair. Analisa aliran
dilakukan dengan cara mengamati proses pengisian rongga cetak. Penelitian ini
bertujuan untuk mengetahui efek dari posisi ingate terhadap cacat permukaan kecepatan aliran, temperatur, tekanan dan turbulensi cairan dari paduan
aluminium dalam casting dengan menggunakan cetakan pasir. Bahan baku dari
penelitian ini adalah paduan aluminium silikon A356. Penelitian ini akan
dibedakan atas saluran masuk top gating system, parting-line gating system &
bottom gating system. Pengujian cacat permukaan juga dilakukan dengan membandingkan hasil simulasi dengan hasil eksperimental. Proses simulasi
dilakukan dengan menggunakan software berbasis CFD. Hasil penelitian menunjukkan top gating system memiliki kecepatan fluida tertinggi yaitu ±263 cm/s sedangkan kecepatan fluida terendah terjadi pada model saluran parting-line dengan ±178 cm/s. Konsentrasi tertinggi cacat permukaan ditemukan dalam
sistem model saluran parting-line gating system dengan persentase ±0,32%. Sementara konsentrasi cacat terendah adalah pada top gating system dengan
±0,15%. Tekanan tertinggi terjadi pada parting-line gating system yaitu sebesar ±11,65 kPa sementara tekanan terendah ditemukan di top gating system sebesar ±11,14 kPa. Model saluran dengan rata-rata suhu tertinggi terdapat pada parting-line gating system dengan ±729,67 oC sedangkan bottom gating system memiliki suhu rata-rata terendah dengan ±729,11 oC.
ABSTRACT
In order to improve the quality of the castings produced, the gating system was
changed with the intention to see the characteristics of molten metal. Flow
analysis of the component is done in order to visibly analyse the cavity filling
process. This study aims to determine the effects of ingate position to surface
defect, fluid velocity, pressure, temperature and fluid turbulence of aluminum
alloys in casting by using sand molds. The raw material of this study is A356
aluminium alloy. This research will beassessed position of ingate in top, middle
and bottom. Surface defect testing also conducted by comparing simulation result
to experimental works. Simulation process is conducted by using CFD based
analysis software. The results showed top gating system has the highest fluid
velocity that is ±263 cm/s while the lowest fluid velocity occur on parting-line gating system with ±178 cm/s. The highest concentration of surface defects found in the model system of parting-line gating system that is ±0,32%. While the
lowest defect concentration is on top gating system with only ±0,15%. The
highest pressure occurs in parting-line gating system that is equal to ±11,65 kPa
while the lowest pressure found in top gating system that is ±11,14 kPa. Gating
system with highest average temperatur obtained at the parting-line gating system
with ±729,67 oC while bottom gating system has the lowest average temperature with ±729,11 oC.
Keywords: computational fluid dynamics, gating system, flow characteritics,
i
KATA PENGANTAR
Puji dan syukur penulis ucapkan ke hadirat Allah SWT atas segala karunia
dan rahmat-Nya yang senantiasa diberikan kepada penulis, sehingga penulis dapat
menyelesaikan skripsi ini.
Skripsi ini adalah salah satu syarat untuk dapat lulus menjadi Sarjana
Teknik di Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera
Utara. Adapun judul skripsi ini adalah “Simulasi Pengaruh Tipe Gating System Terhadap Karakteristik Aliran Logam Material Aluminium A356 Menggunakan
Metode Computational Fluid Dynamics”.
Selama penulisan skripsi ini penulis banyak mendapat bimbingan dan
bantuan dari berbagai pihak. Oleh karena itu dalam kesempatan ini penulis
menyampaikan banyak terima kasih kepada:
1. Orang tua saya tercinta, Ayahanda Syaiful dan Ibunda Jusmiarti serta kakak –
kakak saya (Silvia dan Shinta Veroza) dan juga abang – abang saya (Heru Joni
Aldi dan Roni Anto) yang telah membesarkan penulis, membimbing,
memberikan kasih sayang, memberikan nasehat memberikan perhatian baik
spiritual maupun material serta semangat yang begitu besar kepada penulis
mulai awal kuliah hingga penyelesaian skripsi ini.
2. Bapak Suprianto, ST. MT selaku dosen pembimbing skripsi yang telah
meluangkan waktu dan pikiran serta kesabaran dalam membimbing dan
mengajar penulis untuk menyelesaikan skripsi ini.
3. Bapak Ir. Tugiman, MT selaku Koordinator Skripsi dan Kepala Laboratorium
Metalurgi.
4. Bapak Dr. Ing. Ikhwansyah Isranuri sebagai Ketua Departemen Teknik Mesin
USU dan Bapak Ir. M Syahril Gultom, MT. sebagai Sekretaris Departemen
Teknik Mesin USU.
5. Seluruh Staf Pengajar DTM FT USU yang telah memberikan bekal
pengetahuan kepada penulis hingga akhir studi selesai, dan seluruh pegawai
ii 6. Teman satu tim (Abdul Rahman) yang telah memberikan kesempatan kepada
penulis untuk bergabung dalam penyelesaian tugas sarjana ini.
7. Seluruh rekan-rekan mahasiswa Departemen Teknik Mesin USU angkatan
2010, khususnya (Nursuci Adek, Chandra Andrika, Fadel Muhammad
Harahap & Aji Pajar Prastia) yang banyak memberikan motivasi kepada
penulis dalam menyusun skripsi ini, atas masukan dan bantuannya dalam
menyelesaikan skripsi ini.
Penulis menyadari bahwa skripsi ini belum sempurna, baik dari segi teknik
maupun dari segi materi. Oleh sebab itu, demi penyempurnaan skripsi ini kritik
dan saran sangat penulis harapkan.
Akhir kata, penulis berharap agar laporan ini bermanfaat bagi pembaca
pada umumnya dan penulis sendiri pada khususnya.
Medan, September 2015
Penulis,
Rama Sanjaya
iii
BAB 2 TINJAUAN PUSTAKA ...5
2.1 Aluminium ...4
2.1.1. Aluminium - Silicon Alloy...5
2.1.2. Aluminium A356...8
2.2 Pengecoran Cetakan Pasir...9
2.3 Sistem Saluran Masuk ...12
2.4 Dinamika Fluida ...16
2.4.1 Aliran Fluida Berdasarkan Gerak... ...16
2.4.2 Aliran Fluida Berdasarkan Gaya Yang Bekerja.... ...17
iv
2.5 Cacat Rongga Udara (Blowhole) ...19
2.6 CFD (Computational Fluid Dinamics) ...20
2.6.1 Proses Simulasi CFD... ...21
2.6.2 Persamaan Pembentuk Aliran... ...22
2.7 Stir Casting ...26
BAB 3 METODOLOGI PENELITIAN ...29
3.1 Waktu dan Tempat Penelitian ...29
3.2 Alat dan Bahan Penelitian ...29
3.2.1 Alat Penelitian ...29
3.2.2 Bahan Penelitian ...30
3.3 Variabel Penelitian...31
3.3.1 Variabel Terikat...32
3.3.2 Variabel Bebas ...32
3.4 Cara Pelaksanaan Penelitian ...31
3.5 Diagram Alir Penelitian ...33
3.6 Set-up Pengujian... ...34
BAB 4 HASIL DAN PEMBAHASAN ...43
4.1 SimulasiHasil Konsentrasi Cacat Permukaan... ...43
4.1.1 Perbandingan antara Konsentrasi Cacat Permukaan Hasil Simulasi dan Hasil Pengecoran Eksperimental... ...48
4.2 Analisa Simulasi Hasil Distribusi kecepatan ...50
4.3Simulasi Hasil Distribusi Temperatur... ...54
v
4.5 Simulasi Hasil Distribusi Tekanan ...60
BAB 5 KESIMPULAN DAN SARAN ...63
5.1 Kesimpulan ...63
5.2 Saran... ...64
vi
DAFTAR GAMBAR
Halaman
Gambar 2.1 Diagram Fasa Al-Si ...6
Gambar 2.2 Daerah Diagram Fasa Al-Si...6
Gambar 2.3 Struktur mikro hypoeutectic, eutectic & hypereutectic.... ...7
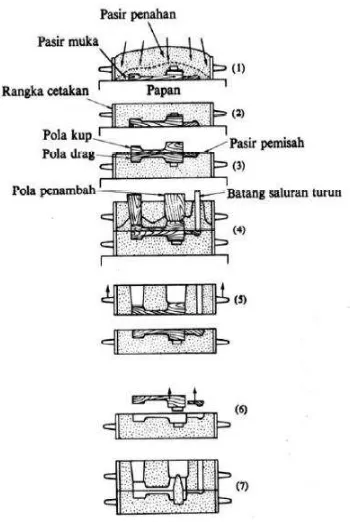
Gambar 2.4 Proses Pembuatan Cetakan ...11
Gambar 2.5 Elemen Dasar pada Sistem Saluran Masuk ...13
Gambar 2.6 Klasifikasi Saluran Masuk Berdasarkan Bidang Pembagi ...13
Gambar 2.7 Klasifikasi Saluran Masuk Berdasarkan Ketinggian ... ...14
Gambar 2.8 Rasio Luas Area Sprue Exit, Runner dan Ingate ...15
Gambar 2.9 Distribusi Kecepatan Aliran Laminar pada Pipa Tertutup ...18
Gambar 2.10 Distribusi Kecepatan Aliran Turbulen Dalam Pipa Tertutup pada Arah Aksial... ...19
Gambar 2.11 Cacat Rongga Udara (Blowholes) ...20
Gambar 2.12 Hukum Kekekalan Massa pada Elemen Fluida 3 Dimensi... ..23
Gambar 2.13 Hukum Kekekalan Momentum Arah Sumbu-x pada Sebuah Elemen Fluida 3 Dimensi... ...24
Gambar 2.14 Kerja yang Dikenakan pada Elemen Arah Sumbu-x.... ...25
Gambar 2.15 Fluks Panas yang melintasi permukaan sebuah elemen... ...25
Gambar 2.16 Skema Eksperimental Mesin Stir Casting... ...27
Gambar 3.1 Cetakan Pasir Tampak Dari Atas Dan Tengah ...30
Gambar 3.2 Mesin Stir Casting... ...30
Gambar 3.3 Diagram Alir Penelitian ...34
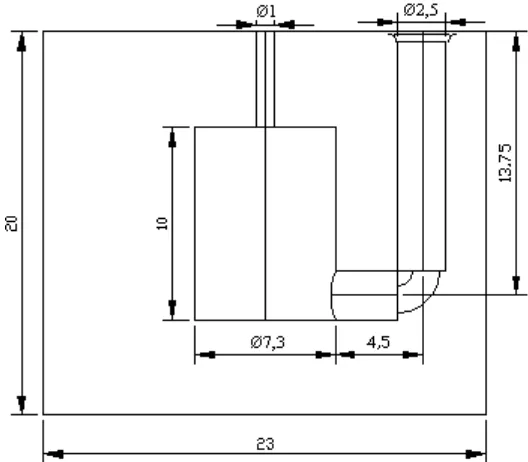
Gambar 3.4 Dimensi Model Cetakan Pasir dengan Tipe Saluran Masuk Top Gating System... ...34
Gambar 3.5 Dimensi Model Cetakan Pasir dengan Tipe Saluran Masuk Parting-line Gating System... ...35
Gambar 3.6 Dimensi Model Cetakan Pasir dengan Tipe Saluran Masuk Bottom Gating System... ...35
vii Gambar 3.8 Model Cetakan Pasir dengan Tipe Saluran Masuk Parting-Line
Gating System... ...36
Gambar 3.9 Model Cetakan Pasir dengan Tipe Saluran Masuk Bottom Gating System... ...37
Gambar 3.10 Bentuk Mesh ...38
Gambar 3.11 Penentuan Parameter Dasar... ...38
Gambar 3.12 Penentuan Sifat – Sifat Fisika dan Gaya pada Percobaan... ..39
Gambar 3.13 Penentuan Jenis Fluida... ...39
Gambar 3.14 Penentuan Material Cetakan... ...40
Gambar 3.15 Diagram Alir Simulasi... ...41
Gambar 4.1 Kontur Distribusi Kecepatan Magnitudo pada Model Saluran Masuk Top Gating System... ...44
Gambar 4.2 Kontur Distribusi Kecepatan pada Model Saluran Masuk Parting-line Gating System... ...44
Gambar 4.3 Kontur Distribusi Kecepatan pada Model Saluran Masuk Bottom Gating System... ...45
Gambar 4.4 Grafik Kecepatan Magnitudo vs. Tipe Saluran Masuk ...46
Gambar 4.5 Kontur Distribusi Temperatur pada Model Saluran Masuk Top Gating System... ...47
Gambar 4.6 Kontur Distribusi Temperatur pada Model Saluran Masuk Parting-line Gating System... ...48
Gambar 4.7 Kontur Distribusi Temperatur pada Model Saluran Masuk Bottom Gating System... ...48
Gambar 4.8 Grafik Temperatur vs. Tipe Saluran Masuk... ...49
Gambar 4.9 Grafik Nilai Kekerasan Rata – Rata vs Tipe Gating System...51
Gambar 4.10 Perbandingan Persebaran Temperatur Terhadap Nilai Kekerasan Model Sistem Saluran Masuk Top Gating System (Tipe A).... ...51
viii Gambar 4.12 Perbandingan Persebaran Temperatur Terhadap Nilai
Kekerasan Model Sistem Saluran Masuk Bottom Gating
System (Type C)... ...52 Gambar 4.13 Kontur Distribusi Tekanan pada Model Saluran Masuk Top
Gating System... ...53 Gambar 4.14 Kontur Distribusi Tekanan pada Model Saluran Masuk
Parting-line Gating System... ...53 Gambar 4.15 Kontur Distribusi Tekanan pada Model Saluran Masuk Bottom
Gating System.... ...54 Gambar 4.16 Grafik Tekanan vs. Tipe Saluran Masuk... ...55
Gambar 4.17 Fase Terbentuknya Cacat Permukaan pada Model Saluran
Masuk Top Gating System... ...56 Gambar 4.18 Fase Terbentuknya Cacat Permukaan pada Model Saluran
Masuk Parting-line Gating System... ...57 Gambar 4.19 Fase Terbentuknya Cacat Permukaan pada Model Saluran
Masuk Bottom Gating System... ...58
Gambar 4.20 Kontur Konsentrasi Cacat Permukaan Hasil Simulasi &
Eksperimen Top Gating System... ...60
Gambar 4.21 Kontur Konsentrasi Cacat Permukaan Hasil Simulasi &
Eksperimen Parting-line Gating System... ...60
Gambar 4.22 Kontur Konsentrasi Cacat Permukaan Hasil Simulasi &
Eksperimen Parting-line Gating System... ...61
Gambar 4.23 Grafik Konsentrasi Cacat Permukaan Pada 3 Model Saluran
ix
DAFTAR TABEL
Halaman
Tabel 2.1 Kandungan Si Terhadap Temperatur Titik Beku Paduan
Aluminium... ...8
Tabel 2.2. Spesifikasi Fluida... ...9
Tabel 2.3 Elemen Penyusun Aluminium Alloy A356... ...9
Tabel 4.1 Konsentrasi Cacat Permukaan Maksimum... ...48
Tabel 4.2 Distribusi Kecepatan Magnitudo Berdasarkan Titik Pengukuran... ...54
Tabel 4.3 Distribusi Temperatur Pada Pada 9 Titik Pengukuran... ...57
Tabel 4.4 Data hasil pengujian kekerasan... ...58
x
DAFTAR NOTASI
Simbol Definisi Satuan
τ tegangan geser pada fluida N/m2
μ viskositas dinamik fluida N.s/m2
du/dy gradient kecepatan 1/s
ṁ laju aliran massa kg/s
t waktu s
ρ massa jenis fluida kg/m3
F gaya N
T temperatur oC
m massa kg
a percepatan m/s2
P tekanan N
W daya joule
ABSTRAK
Dalam rangka meningkatkan kualitas hasil pengecoran, sistem saluran masuk
divariasikan dengan tujuan untuk melihat karakteristik logam cair. Analisa aliran
dilakukan dengan cara mengamati proses pengisian rongga cetak. Penelitian ini
bertujuan untuk mengetahui efek dari posisi ingate terhadap cacat permukaan kecepatan aliran, temperatur, tekanan dan turbulensi cairan dari paduan
aluminium dalam casting dengan menggunakan cetakan pasir. Bahan baku dari
penelitian ini adalah paduan aluminium silikon A356. Penelitian ini akan
dibedakan atas saluran masuk top gating system, parting-line gating system &
bottom gating system. Pengujian cacat permukaan juga dilakukan dengan membandingkan hasil simulasi dengan hasil eksperimental. Proses simulasi
dilakukan dengan menggunakan software berbasis CFD. Hasil penelitian menunjukkan top gating system memiliki kecepatan fluida tertinggi yaitu ±263 cm/s sedangkan kecepatan fluida terendah terjadi pada model saluran parting-line dengan ±178 cm/s. Konsentrasi tertinggi cacat permukaan ditemukan dalam
sistem model saluran parting-line gating system dengan persentase ±0,32%. Sementara konsentrasi cacat terendah adalah pada top gating system dengan
±0,15%. Tekanan tertinggi terjadi pada parting-line gating system yaitu sebesar ±11,65 kPa sementara tekanan terendah ditemukan di top gating system sebesar ±11,14 kPa. Model saluran dengan rata-rata suhu tertinggi terdapat pada parting-line gating system dengan ±729,67 oC sedangkan bottom gating system memiliki suhu rata-rata terendah dengan ±729,11 oC.
ABSTRACT
In order to improve the quality of the castings produced, the gating system was
changed with the intention to see the characteristics of molten metal. Flow
analysis of the component is done in order to visibly analyse the cavity filling
process. This study aims to determine the effects of ingate position to surface
defect, fluid velocity, pressure, temperature and fluid turbulence of aluminum
alloys in casting by using sand molds. The raw material of this study is A356
aluminium alloy. This research will beassessed position of ingate in top, middle
and bottom. Surface defect testing also conducted by comparing simulation result
to experimental works. Simulation process is conducted by using CFD based
analysis software. The results showed top gating system has the highest fluid
velocity that is ±263 cm/s while the lowest fluid velocity occur on parting-line gating system with ±178 cm/s. The highest concentration of surface defects found in the model system of parting-line gating system that is ±0,32%. While the
lowest defect concentration is on top gating system with only ±0,15%. The
highest pressure occurs in parting-line gating system that is equal to ±11,65 kPa
while the lowest pressure found in top gating system that is ±11,14 kPa. Gating
system with highest average temperatur obtained at the parting-line gating system
with ±729,67 oC while bottom gating system has the lowest average temperature with ±729,11 oC.
Keywords: computational fluid dynamics, gating system, flow characteritics,
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Industri pengecoran logam tumbuh seiring dengan perkembangan teknik
dan metode pengecoran serta berbagai model produk cor yang membanjiri pasar
domestik. Produk cor banyak kita jumpai mulai dari perabotan rumah tangga,
komponen otomotif, pompa air sampai propeler kapal. Permintaan pasar akan
produk logam cor yang prospektif dan luas ini, kurang diimbangi dengan
peningkatan kualitas produk yang dihasilkan sehingga banyak kita jumpai produk
dengan kualitas yang rendah yakni banyaknya cacat yang timbul pada produk cor
khususnya pada pengecoran menggunakan cetakan pasir, salah satunya yaitu cacat
permukaan [1].
Cacat permukaan tersebut dipengaruhi oleh banyak hal salah satunya
adalah desain sistem saluran yang kurang baik. Sistem saluran pada cetakan pasir
meliputi cawan tuang, saluran turun (sprue), dam atau waduk, saluran pengalir (runner), saluran penambah (riser), dan saluran masuk (ingate) [2]. Penelitian ini
akan mendalami tentang letak saluran masuk (ingate). Saluran masuk memiliki peranan penting karena merupakan saluran dimana logam cair akan masuk ke
rongga cetakan. Telah banyak dilakukan upaya penelitian secara meluas untuk
mempelajari pengaruh perancangan sistem saluran pada pola aliran logam cair
saat memasuki cetakan. Penelitian-penelitian tersebut menunjukkan bahwa
kerugian-kerugian pada pengecoran seperti: turbulensi pada aliran logam cair,
udara yang terjebak, inklusi pasir, lapisan oksida danterak dapat diantisipasi
dengan perancangan saluran yang optimal [3].
Cacat yang terjadi pada coran dapat diakibatkan desain yang kurang baik.
2 desain grafis tiga dimensi ini mampu menampilkan suatu produk atau hasil akhir
seperti benda sesungguhnya sebelum proses pembuatan benda kerja dilakukan
sehingga suatu produk dapat diketahui bentuk dan dan dapat dianalisa
karakteristiknya sebelum diproduksi [4].
Taufik dan Slamet (2010) melakukan penelitian terhadap pengaruh model
saluran tuang pada cetakan pasir terhadap hasil cor logam. Metode penelitian
yang digunakan adalah menerapkan model saluran tuang tipe offset basin dan
offset stepped basin. Hasil penelitian yang menggunakan pemeriksaan mikrografi menunjukkan menggunakan cawan tuang offset basin maupun offset stepped
basin dapat menghasilkan coran logam dengan cacat porositas lebih kecil dibandingkan tanpa menggunakan cawan tuang [5].
Roziqin, dkk. (2004) melakukan penelitian tentang pengaruh bentuk
sistem saluran terhadap sifat mekanis pada paduan aluminium. Sistem saluran
yang digunakan yaitu saluran tuang permukaan, saluran tuang atas dan saluran
atas dengan saluran penambah. Hasil pengecoran menunjukkan bahwa sistem
saluran tuang atas paling banyak mengalami cacat penyusutan, cacat porositas dan
memiliki tingkat kekerasan yang paling rendah [6].
Hafid, dkk. (2011) melakukan penelitian yaitu berupa simulasi terhadap
produk pengecoran inlet manifold yang dibuat dari material aluminium AC2B dengan metode permanent mold gravity casting dengan variasi penambahan riser menggunakan software simulasi Adstefan. Hasil penelitian menunjukkan terjadinya penurunan turbulensi aliran sebelum dan sesudah penambahan riser
yang menyebabkan penurunan shrinkage yang awalnya sebesar 10% berkurang menjadi 5% [7].
Berdasarkan penelitian-penelitian diatas terdapat beberapa penelitian dan
simulasi tentang pengaruh model sistem saluran masuk terhadap hasil pengecoran
aluminium tetapi masih jarang yang menggunakan metode simulasi untuk
menganalisa bagaimana terjadinya cacat dan karakteristik aliran fluida pada saat
cairan memenuhi cetakan. Oleh karena itu, penelitian ini akan membahas
3 eksperimental. Dengan mempertimbangkan hal-hal diatas, diharapkan akan
meningkatkan kualitas produk cor pada pengecoran aluminium menggunakan
cetakan pasir.
1.2 Perumusan Masalah
Cacat coran merupakan salah satu faktor utama yang perlu diperhatikan
dalam memproduksi produk cor yang berkualitas tinggi. Salah satu cacat yang
sering muncul pada pengecoran menggunakan cetakan pasir yaitu cacat
permukaan. Melalui simulasi menggunakan software berbasis CFD (Computational Fluid Dynamics) dapat dilihat berbagai karakteristik cairan logam dan bagaimana proses terbentuknya cacat permukaan pada benda coran sekaligus
dapat diidentifikasi penyebabnya. Oleh karena itu, penulis tertarik untuk
mambahas hal tersebut dengan tujuan untuk menciptakan benda coran dengan
kualitas yang lebih baik.
1.3 Tujuan Penelitian
Tujuan penelitian ini dibagi atas tujuan umum dan tujuan khusus.
1.3.1 Tujuan Umum
Tujuan umum penelitian ini yaitu untuk mengetahui pengaruh bentuk
saluran masuk terhadap karakteristik aliran cairan aluminium cair di dalam
cetakan pasir dengan tiga tipe gating system menggunakan perangkat lunak berbasis Computational Fluid Dynamics (CFD).
1.3.2 Tujuan Khusus
1. Mengetahui fenomena turbulensi di dalam cetakan pasir.
2. Mengetahui kecepatan aliran saat penuangan logam cair.
3. Mengetahui distribusi temperatur cairan logam di dalam rongga cetakan.
4. Mengetahui distribusi tekanan cairan logam didalam cetakan.
5. Mengetahui besarnya konsentrasi cacat dan bagaimana proses terjadinya cacat
4 6. Melakukan analisa dan membandingkan hasil simulasi dengan hasil percobaan
eksperimental.
1.4 Batasan Masalah
Batasan masalah pada penelitian ini adalah:
1. Pengecoran dilakukan menggunakan cetakan pasir dengan tiga variasi saluran
masuk; antara lain: top gating system, parting-line gating system dan bottom
gating system.
2. Cetakan pasir yang digunakan terbentuk dari campuran pasir, air dengan
bentonit sebagai bahan pengikat.
3. Material coran yang digunakan yaitu pada simulasi yaitu aluminium alloy A356 sedangkan material yang digunakan untuk pengujian yaitu aluminium
alloy A356 dengan penambahan material silikon karbida sebesar 3,5%.
4. Topik pembahasan di dalam penelitian ini dikhususkan pada turbulensi,
kecepatan, temperatur cairan logam, tekanan dan cacat permukaan pada hasil
coran.
1.5 Sistematika Penulisan
Sistematika penulisan ini disajikan dalam tulisan yang terdiri dari 5 bab.
BAB I Pendahuluan. Bab ini memberikan gambaran menyeluruh mengenai tugas
akhir yang meliputi pembahasan latar belakang, perumusan masalah, tujuan
penulisan, dan sistematika penulisan. BAB II Tinjauan Pustaka, dimana pada
bab ini berisikan landasan teori dan studi literatur yang berkaitan dengan pokok
permasalahan serta metode pendekatan yang digunakan untuk menganalisa
persoalan. BAB III Metode Penelitian berisikan metode dari pengerjaan meliputi
langkah – langkah pengolahan dan analisa data. BAB IV Hasil dan Pembahasan.
Bab ini berisi tentang hasil pengujian eksperimental dan simulasi disertai analisa
mengenai topik yang dibahas. BAB V Kesimpulan dan Saran. Bab ini berisikan
rangkuman jawaban dari permasalahan yang telah dibahas pada bab – bab
5
BAB II
TINJAUAN PUSTAKA
2.1 Aluminium
Aluminium merupakan unsur kimia golongan IIIA dalam sistim periodik
unsur, dengan nomor atom 13 dan berat atom 26,98 gram per mol. Aluminium
memiliki struktur kristal FCC (Face-Centered Cubic), sehingga aluminium tetap ulet meskipun pada temperatur yang sangat rendah. Dengan kata lain aluminium
mempunyai sifat mampu bentuk yang baik. Aluminium memiliki densitas 2,7
g/cm³ dan digolongkan sebagai material yang ringan.
2.1.1. Aluminium –Silicon Alloy
Aluminium mempunyai sifat-sifat yang sangat baik dan bila dipadu
dengan logam lain bisa mendapatkan sifat-sifat yang tidak bisa ditemui pada
logam lainnya. Kekuatan dan kekerasan yang rendah merupakan beberapa
kekurangan yang dimiliki aluminium ini bila dibandingkan dengan logam lain
seperti besi dan baja. Memadukan aluminium dengan unsur lainnya merupakan
salah satu cara untuk memperbaiki sifat aluminium tersebut. Paduan adalah
kombinasi dua atau lebih jenis logam, kombinasi ini dapat merupakan campuran
dari dua struktur kristalin. Paduan mudah terbentuk bila pelarut dan atom yang
larut memiliki ukuran yang sama dan strukrur elektron yang serupa. Paduan Al-Si
sangat baik kecairannya, mempunyai permukaan yang sangat bagus, tanpa
kegetasan panas, dan sangat baik untuk paduan coran. Karena memiliki kelebihan
yang baik, paduan ini sangat banyak dipakai.
Diagram fasa paduan Al-Si ditunjukkan pada Gambar 2.1 dimana diagram
fasa ini digunakan sebagai pedoman untuk menganalisa perubahan fasa pada
6 Gambar 2.1 Diagram Fasa Al-Si
(Rahmawati, Z.S 2010)
Paduan logam Aluminium memiliki daerah sistem biner, mulai dari sistem
yang paling sederhana hingga sistem yang paling kompleks. Secara garis besar
paduan Aluminium-Silikon dibagi 3 daerah utama, seperti terdapat pada gambar
2.2 yaitu [8]:
Gambar 2.2 Daerah Diagram Fasa Al-Si
7 1. Daerah Hypoeutectic
Paduan Al-Si disebut Hypoeutectic yaitu apabila pada paduan tersebut terdapat kandungan silicon < 11.7% dimana struktur akhir yang
terbentuk pada fasa ini adalah struktur ferrite (alpha) yang kaya akan aluminium dengan struktur eutektik sebagai tambahan.
2. Daerah Eutectic
Paduan Al-Si disebut Eutectic yaitu apabila pada paduan tersebut terdapat kandungan silikon sekitar 11.7% sampai 12.5%. Pada komposisi
ini paduan Al-Si dapat membeku secara langsung (dari fasa cair ke fasa
padat).
3. Daerah Hypereutectic
Paduan Al-Si disebut Hypereutectic yaitu apabila pada paduan tersebut terdapat kandungan silikon lebih dari 12.2% sehingga kaya akan
kandungan silikon dengan fasa eutektik sebagai fasa tambahan.
(A) (B) (C)
Gambar 2.3 (a) Struktur Mikro Paduan Hypoeutectic. (B) Struktur Mikro Paduan Eutectic. (C) Struktur Mikro Paduan Hypereutectic.
8 Tipe paduan tergantung pada presentase kandungan silikon ini akan
berpengaruh terhadap titik beku (freezing point) yang dipakai pada proses pengecoran aluminium yang dapat dilihat pada tabel 2.1 [9].
Tabel 2.1. Kandungan Si Terhadap Temperatur Titik Beku Paduan Aluminium
Alloy Si content BS alloy Typical freezing
Aluminium alloy A356 terdiri dari 7% Si, 0.3% Mg alloy dan 0.2% Fe dan
0.10% Zn. Campuran logam ini memiliki kualitas pengecoran dan pemesinan
yang baik. Material ini sering digunakan pada proses perlakuan panas. Material ini
cukup tahan korosi dan sangat bagus bila digunakan pada pengelasan. Jenis
aluminium ini sering digunakan pada bagian pesawat, housing pompa, impeler,
blower berkecepatan tinggi dan pengecoran pada struktur yang kuat.
Berikut ini merupakan spesifikasi aluminium alloy A356 pada keadaan atmosfir yang di tabulasikan pada tabel 3.1 [10].
9 Aluminium alloy A356 terdiri dari berbagai elemen penyusun seperti ditunjukkan pada Tabel 2.3 berikut ini [10]:
Tabel 2.3. Elemen Penyusun Aluminium Alloy A356
No Elemen Persentase (%)
Pengecoran cetakan pasir adalah proses pengecoran logam yang menggunakan pasir sebagai bahan cetakan. Istilah “cetakan pasir" juga dapat merujuk kepada wadah cairan logam bertemperatur tinggi (molten metal) yang dihasilkan melalui proses pengecoran cetakan pasir. Coran pasir diproduksi di
pabrik-pabrik khusus yang disebut dengan foundri [11]. Lebih dari 70% dari
semua pengecoran logam dihasilkan melalui pengecoran cetakan pasir [12].
Pengecoran cetakan pasir relatif murah dan tahan terhadap temperatur
tinggi bahkan digunakan untuk pengecoran baja. Sebagai bahan penambah dan
perekat, tanah liat dicampur dengan pasir. Campuran dibasahi, biasanya dengan
air, tapi kadang-kadang dengan zat lain, untuk menambah kekuatan dan plastisitas
tanah liat sehingga cocok untuk pembentukan cetakan. Pasir biasanya ditempatkan
dalam sistem pola atau kotak cetakan. Rongga cetakan dan sistem saluran masuk
diciptakan dengan cara pemadatan pasir disekitar model, atau pola, atau diukir
langsung ke pasir.
Cetakan pasir untuk pembentukan benda tuangan melalui pengecoran
10 sesuai dengan bentuk benda kerja sehingga diperoleh bentuk yang sempurna
sesuai dengan yang kita kehendaki.
Bagian-bagian dari cetakan pasir ini antara lain meliputi:
1. Pola, mal atau model (pattern). 2. Inti (core).
3. Cope dan drag. 4. Gate dan riser.
Cetakan pasir merupakan cetakan yang paling banyak digunakan, karena
memiliki keunggulan:
a. Dapat mencetak logam dengan titik lebur yang tinggi, seperti baja, nikel
dan titanium.
b. Dapat mencetak benda cor dari ukuran kecil sampai dengan ukuran besar.
c. Jumlah produksi dari satu sampai jutaan.
Ada beberapa syarat bagi pasir untuk cetakan yang harus dipenuhi agar
hasil coran tersebut sempurna, antara lain:
1. Kemampuan pembentukan
Sifat ini memungkinkan pasir cetak memiliki kadar kekentalan yang tepat
dan bisa mengisi semua sisi dari ujung dan pola sehingga menjamin bahwa hasil
coran memiliki dimensi yang benar.
2. Plastisitas
Plastisitas bisa bergerak naik maupun turun mengisi rongga-rongga yang
kosong. Sifat plastisitas ini berkait erat dengan kandungan air pada pasir cetak
yang bertindak sebagai pelumas sehingga memungkinkan pasir cetak mudah
11 3. Kekuatan basah
Kekuatan ini menjamin cetakan tidak hancur/rusak ketika diisi dengan
cairan logam ataupun ketika dipindah-pindahkan. Kekuatan ini tergantung pada
jumlah dan jenis pengikat dari pasir cetak.
4. Kekuatan kering
Kekuatan ini diperlukan pada saat cetakan mengering karena perpindahan
panas dengan cairan logam. Kekuatan ini juga tergantung pada jumlah dan jenis
pengikat.
5. Permeabilitas
Sifat ini memungkinkan udara dan uap atau gas-gas lain dari evaporasi air
dan pengikat. Jika bahan-bahan ini menempati rongga cetakan maka akan menjadi
hasil pengecoran yang kurang baik terutama bila terjebak pada hasil coran yang
menjadikan cacat pada coran.
Gambar 2.4 Proses Pembuatan Cetakan
12 Pasir cetak yang lazim digunakan dalam proses pengecoran adalah sebagai
berikut [12][14]:
1. Pasir Silika
Pasir silika didapat dengan cara menghancurkan batu silika,
kemudian disaring untuk mendapatkan ukuran butiran yang diinginkan.
Pasir silika merupakan pasir yang paling umum digunakan karena mudah
didapat dan jumlah yang besar serta biaya yang rendah. Kelemahannya
yaitu yang ekspansi termal yang tinggi, yang dapat menyebabkan cacat
pada pengecoran logam bertitik leleh tinggi, serta konduktivitas termal
yang rendah.
2. Pasir Zirkon
Pasir Zirkon berasal dari pantai timur australia yang mempunyai
daya yahan api yang efektif untuk mencegah sinter. Pasir zirkon memiliki
ekspansi termal yang rendah dan konduktifitas termal yang tinggi.
Dikarenakan memiliki karakteristik yang baik pasir ini bisa digunakan
pada pengecoran baja dan campuran logam sejenisnya.
3. Pasir Olivin
Pasir Olivin didapat dengan cara menghancurkan batu yang
membentuk 2MgO, SiO2 dan 2FeO.SiO2. Pasir olivin mempunyai daya hantar panas yang lebih besar dibanding pasir silika.
2.3 Sistem Saluran Masuk
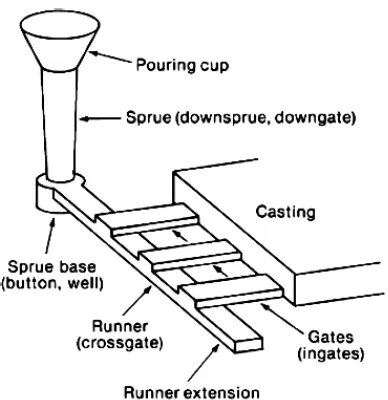
Elemen dasar pada sistem saluran masuk termasuk pouring basin, sprue,
13 Gambar 2.5 Elemen Dasar ada Sistem Saluran Masuk
(ASM 1988:1281)
1. Berdasarkan bidang pembagi, sistem saluran terbagi atas sistem
saluranhorizontal dan sistem saluran vertikal seperti terlihat pada gambar 2.6.
Gambar 2.6 Klasifikasi Saluran Masuk Berdasarkan Bidang Pembagi (a)
Saluran Masuk Horizontal dan (b) Saluran Masuk Vertikal
(Iyengar, S., 2002)
a. Sistem Saluran Masuk Horizontal
Sistem saluran ini dibagi oleh bidang horizontal. Sistem saluran ini sangat
cocok untuk pengecoran mendatar seperti pada green sand casting dan gravity die
14 b. Sistem Saluran Masuk Vertikal
Sistem saluran ini dibagi oleh bidang vertikal. Pada high pressure sand molding, shell molding dan gravity die casting, sprue menjulang pada sumbu vertikal tetapi pada pressure die casting sprue terletak pada bidang pembagi. Sangat cocok untuk pembuatan produk coran dengan ketinggian tertentu.
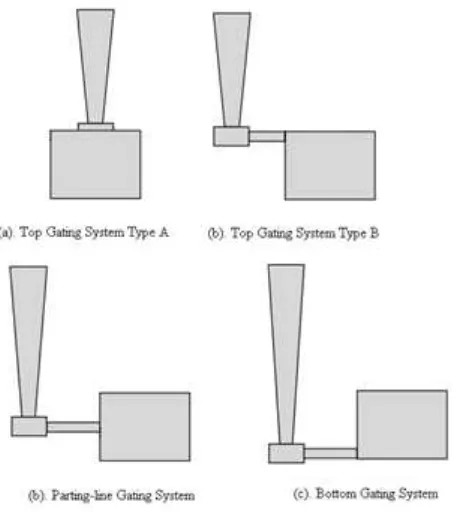
2. Berdasarkan posisi ingate, sistem saluran terbagi atas top, bottom dan
parting-line gating system seperti terlihat pada Gambar 2.7:
Gambar 2.7 Klasifikasi Saluran Masuk Berdasarkan Ketinggian Saluran Masuk
(Iyengar, S., 2002)
a. Top Gating System
Pada sistem saluran ini cairan logam mengalir ke cavity langsung dari atas cetakan. Keuntungan sistem saluran ini yaitu adanya solidifikasi langsung dari
15 cavity yang menghasilkan pengisian cairan logam tercepat dibanding parting-line gating system dan bottom gating system.
b. Parting-line Gating System
Pada sistem saluran masuk ini pintu saluran terletak ditengah cetakan.
Memiliki keuntungan yang sama dengan bottom gating system yaitu menghindari
gerak jatuh bebas tetapi memiliki waktu pengisian cairan yang lebih cepat
dibandingkan bottom gating system. Efek turublensi juga lebih kecil jika
dibandingkan dengan top gating system.Sering digunakan pada pengecoran
dengan saluran masuk horizontal.
c. Bottom Gating System
Pada sistem saluran ini cairan logam mengalir dari bawah ke atas
cavity.Sangat cocok pada pengecoran yang cukup tinggi dimana gerak jatuh bebas cairan logam sangat dihindari. Keuntungannya sistem saluran ini yaitu sedikitnya
gangguan pada saat cairan logam masuk kedalam cetakan. Kerugiannya yaitu
waktu pengisian cairan logam yang lebih lama dan kurangnya kecepatan saat
cairan logam memasuki cavity.
3. Berdasarkan perbandingan rasio luas area sprue exit, runner dan ingate (AS : AR : AG) sistem saluran ini dibagi atas pressurized system dan non pressurized system.
a. Pressurized System
16 Pada sistem ini tekanan pada saluran masuk cendrung stabil. Untuk
membuat sistem cetakan seperti ini luas area pada ingate harus lebih kecil dari luas area pada sprue exit (AG< AS). Sistem ini menjaga sistem saluran penuh dengan cairan logam. Rasio pengisian cairan juga bertambah. Bagaimanapun,
kecepatan pengisian cairan logam yang tinggi menyebabkan turbulensi.
b. Non Pressurized System
Pada sistem ini choke ditempatkan pada sprue exit. Luas area sprue exit area lebih sedikit dari luas area pada ingate ( AS< AG ), sebagai contoh 1:2:2, 1:4:4. Karena rendahnya kecepatan, waktu pengisian akan lebih sedikit.
Kerugiannya yaitu terpisahnya aliran cairan logam yang juga menyebabkan
turbulensi [16].
2.4 Dinamika Fluida
Dinamika fluida merupakan subdisiplin dari mekanika fluida yang
berhubungan dengan aliran fluida atau disebut juga sebagai ilmu yang membahas
mengenai pergerakan fluida (cairan dan gas). Dinamika fluida membawahi
beberapa subdisiplin diantaranya aerodinamis dan hidrodinamis. Dinamika fluida
menawarkan struktur sistematis dan mendasari disiplin ilmu yang mencakup
hukum empiris dan semi-empiris yang berasal dari pengukuran aliran dan
digunakan untuk memecahkan masalah praktis [17]. Solusi untuk masalah
dinamika fluida biasanya melibatkan perhitungan berbagai properti dari fluida,
seperti kecepatan aliran, tekanan, kepadatan, dan suhu, sebagai fungsi ruang dan
waktu.
Fluida secara khusus didefinisikan sebagai zat yang berdeformasi terus
menerus selama dipengaruhi suatu tegangan geser. Sebuah tegangan geser
terbentuk apabila sebuah gaya tangensial bekerja pada sebuah permukaan.
Apabila benda-benda padat biasanya seperti baja atau logam-logam lainnya
dikenai oleh suatu tegangan geser, mula-mula benda itu akan berdeformasi
17 Aliran fluida terbagi atas beberapa kategori, dibagi berdasarkan sifat-sifat yang
paling dominan dari aliran tersebut, atau berdasarkan jenis dari fluida terkait [18].
2.4.1 Berdasarkan pergerakannya aliran fluida terdiri dari:
1. Steady Flow
Steady flow merupakan suatu aliran fluida dimana kecepatannya tidak terpengaruh oleh perubahan waktu, sehingga kecepatan konstan pada setiap titik
pada aliran tersebut.
2. Non Steady Flow
Non steady flow terjadi apabila ada suatu perubahan kecepatan pada aliran tersebut terhadap perubahan waktu.
3. Uniform Flow
Uniform flow merupakam aliran fluida yang terjadi besar dan arah dari vector-vektor kecepatan tidak berubah dari suatu titik ke titik berikutnya dalam
aliranfluida tersebut.
4. Non Uniform Flow
Aliran Non Uniform Flow terjadi jika besar dan arah vector-vektor
kecepatan fluida selalu berubah terhadap lintasannya. Ini terjadi apabila luas
penampang medium fluida juga berubah.
2.4.2 Aliran fluida berdasarkan gaya yang bekerja pada fluida tersebut:
1. Aliran Laminar
Aliran laminar didefinisikan sebagai aliran dengan fluida yang bergerak
dalam lapisan- lapisan, atau lamina-lamina dengan satu lapisan meluncur secara
18 kecenderungan-kecenderungan terjadinya gerakan relative antara lapisan.
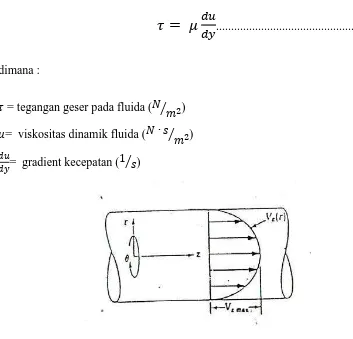
Sehingga aliran laminar memenuhi pasti hukum viskositas Newton, yaitu:
...(2.1)
dimana :
= tegangan geser pada fluida ( ⁄ )
= viskositas dinamik fluida ( ⁄ )
= gradient kecepatan ( ⁄)
Gambar 2.9 Distribusi Kecepatan Aliran Laminar pada Pipa Tertutup
(Monson, B., 2004)
2. Aliran Turbulen
Aliran turbulen didefinisikan sebagai aliran yang dimana pergerakan
partikel-partikel fluida sangat tidak menentu karena mengalami pencampuran
serta putaran partikel antar lapisan, yang mengakibatkan saling tukar momentum
dari satu bagian fluida kebagian fluida yang lain dalam skala yang besar.
Turbulensi yang terjadi mengakibatkan tegangan geser yang merata diseluruh
19 Gambar 2.10 Distribusi Kecepatan Aliran Turbulen Dalam Pipa Tertutup pada
Arah Aksial
(Monson, B., 2004)
3. Aliran Transisi
Aliran transisi merupakan aliran peralihan dari aliran laminar ke aliran turbulen.
2.4.3 Aliran berdasarkan bisa tidaknya dikompres yaitu sebagai berikut:
1. Compressible flow, dimana aliran ini merupakan aliranyang mampu mampat.
2. Incompressible flow yaitu aliran tidak mampu mampat.
2.5 Cacat Rongga Udara (Blowhole)
Cacat rongga udara (blowhole) merupakan salah satu jenis cacat pada pengecoran dimana cacat tersebut berupa lubang pada permukaan benda coran
[19]. Biasanya berukuran ±3 mm dengan permukaan dalam yang cenderung
berkilau dikarenakan adanya lapisan grafit yang terbentuk pada permukaan [20].
Cacat ini terjadi karena adanya gas yang terperangkap pada cairan logam
pada saat proses solidifikasi. Penyebabnya antara lain bisa berupa permeabilitas
pasir yang terlalu rendah, teknik pengumpanan yang kurang baik dan
ketidaktepatan sistem saluran. Cacat ini dapat dikurangi dengan mendesain sistem
saluran sedemikian rupa agar aliran pada saat penuangan lebih merata dan teratur
20 Gambar 2.11 Cacat Rongga Udara (Blowholes)
(Prabowo, T. 2003)
2.6 CFD (Computational Fluid Dinamics)
Aliran fluida baik cair maupun gas merupakan suatu zat yang sangat
umum dalam kehidupan sehari-hari. Misalnya pengkondisian udara bagi
bangunan dan mobil, aliran kompleks pada alat penukar kalor dan reaktor kimia,
pembakaran di motor bakar, dan lain-lain, yang mana cukup menarik untuk
diteliti, diselidiki, dan analisis. Penelitian untuk membahas fenomena tersebut
membutuhkan suatu cara yang mampu mendesain dan memprediksi hasil dari
berbagai macam atau jenis karakteristik fluida yang diteliti atau disimulasi dengan
akurat dan cepat. Maka berkembanglah suatu ilmu yang dinamakan computational
fluid dynamics [23].
Computational fluid dynamics, atau disingkat CFD, merupakan salah satu bidang pembelajaran dari fluida dinamis yang merupakan salah satu cabang dari
fluida mekanik yang menggunakan analisis numerik dan algoritma untuk
menganalisa dan memecahkan semua masalah yang berkaitan dengan aliran fluida
[24]. Mulai dari aliran fluida, perpindahan panas dan reaksi kimia yang terjadi
pada fluida. Atas prinsip-prinsip dasar mekanika fluida, hukum kekekalan energi,
momentum, massa, serta penghitungan dengan CFD dapat dilakukan.
Pengembangan sebuah perangkat lunak (software) CFD mampu memberikan kekuatan untuk mensimulasikan aliran fluida, perpindahan panas, perpindahan
massa, benda-benda bergerak, aliran multifasa, reaksi kimia, interaksi fluida dan
struktur, dan sistem akustik hanya dengan permodelan dikomputer. Dengan
menggunakan software ini dapat dibuat virtual prototype dari sebuah sistem atau alat yang ingin dianalisa dengan menerapkan kondisi nyata dilapangan. Dengan
21 kurva-kurva yang menunjukkan prediksi dariperformansi keandalan sistem yang
akan didesain [25].
Secara sederhana proses penghitungan yang dilakukan oleh aplikasi CFD
adalah dengan kontrol-kontrol perhitungan yang memanfaatkan
persamaan-persamaan. Persamaan-persamaan ini adalah persamaan yang melakukan
perhitungan pada semua parameter yang terlibat dalam domain. Misalnya ketika
suatu model yang akan dianalisa berkaitan dengan temperatur maka model
tersebut melibatkan persamaan energi atau konservasi dari energi tersebut.
Inisialisasi awal dari persamaan tersebut adalah boundary condition. Boundary
condition adalah kondisi dimana kontrol-kontrol perhitungan didefinisikan sebagai definisi awal yang akan dilibatkan ke kontrol-kontrol penghitungan
yang berdekatan dengannya melalui persamaan-persamaan yang terlibat.
2.6.1 Proses Simulasi CFD
Pada umumnya terdapat tiga tahapan yang harus dilakukan ketika
melakukan simulasi pada solver CFD, yaitu sebagai berikut [25]:
1. Preposessor 2. Processor 3. Post processor
Prepocessor mencakup proses penginputan data mulai dari pendefinisian domain serta pendefinisian kondisi batas (boundary condition). Ditahap ini juga wilayah kerja atau ruangan benda yang akan dianalisa dibagi-bagi dengan jumlah
grid tertentu atau sering juga disebut dengan meshing. Tahap selanjutnya adalah processor, pada tahap ini terdapat proses penghitungan data-data input dengan persamaan yang terlibat secara iteratif. Artinya penghitungan dilakukan hingga
hasil menuju error terkecil atau hingga mencapai nilai yang konvergen.
Penghitungan dilakukan secara menyeluruh terhadap volume kontrol dengan
proses integrasi persamaan diskrit. Tahap akhir merupakan tahap post-processor dimana hasil perhitungan divisualisasikan ke dalam gambar, grafik bahkan
22 Hal yang paling mendasar kenapa konsep CFD banyak sekali digunakan
dalam dunia industri dikarenakan dengan software berbasis CFD dapat dilakukan analisa terhadap suatu sistem dengan menghemat waktu dan biaya untuk
melakukan eksperimen. Dengan kata lain desain pemesinan yang dilakukan lebih
singkat. Hal ini yang mendasari pemakaian konsep CFD yaitu pemahaman yang
lebih dalam mengenai suatu masalah yang akan diselesaikan atau dalam hal ini
pemahaman lebih dalam tentang karakterisrik aliran fluida dengan melihat hasil
berupa grafik, vektor, kontur dan bahkan animasi [26].
Pemakaian CFD secara umum dipakai untuk memprediksi :
a. Aliran dan panas.
b. Transfer massa.
c. Perubahan fasa seperti pada proses melting, pengembunan dan
pendidihan.
d. Reaksi kimia seperti pembakaran.
e. Gerakan mekanis seperti piston dan fan.
f. Tegangan dan tumpuan pada benda solid.
g. Gelembung elektromagnetik.
2.6.2 Persamaan Pembentuk Aliran
Pemodelan dengan metode komputasi pada dasarnya menggunakan
persamaan dasar dinamika fluida, momentum, dan energi. Persamaan-persamaan
ini merupakan pernyataan matematis untuk tiga prinsip dasar fisika :
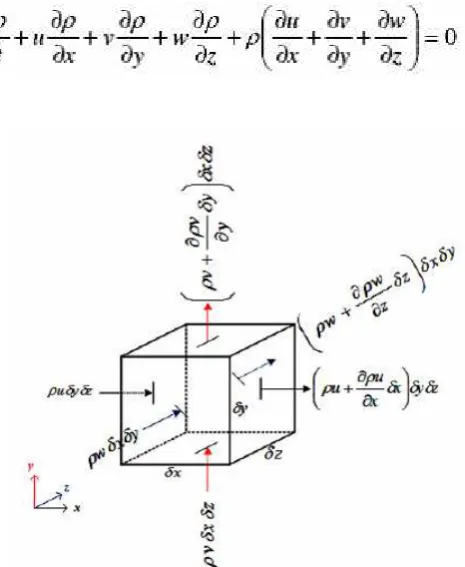
1. Hukum Kekekalan Massa (The Conservation of Mass)
2. Hukum Kekekalan Momentum (The Conservation of Momentum) sebagai interpretasi dari hukum kedua Newton (Newton’s Second Law of Motion)
3. Hukum Kekekalan Energi (The Conservation of Energy)
23 Konsep utama hukum ini adalah laju kenaikan massa dalam volume
kontrol adalah sama dengan laju net aliran massa fluida ke dalam elemen batas.
Secara sederhana dapat ditulis:
...(2.17)
Secara umum hukum kekekalan massa (The Conservation of Mass) 3 dimensi dapat ditulis dengan persamaan sebagai berikut:
...(2.18)
Gambar 2.12 Hukum Kekekalan Massa pada Sebuah Elemen Fluida 3 Dimensi
(Ambarita, H. 2011)
2. Hukum Kekekalan Momentum (The Conservation of Momentum)
Hukum kekekalan momentum ini merupakan interpretasi dari hukum ke-2
Newton (arah sumbu-x) yaitu :
24 Gambar 2.13 Hukum Kekekalan Momentum Arah Sumbu-x pada Sebuah Elemen
Fluida 3 Dimensi
(Ambarita, H. 2011)
Secara umum hukum kekekalan momentum (The Conservation of
Momentum) arah sumbu-x 3 dimensi dapat ditulis dengan persamaan sebagai berikut:
...(2.20)
Dengan cara dan bentuk yang sama persamaan kekekalan momentum 3
dimensi arah sumbu-y dan arah sumbu-z dapat ditulis dengan persamaan sebagai
berikut.
...(2.21)
dan
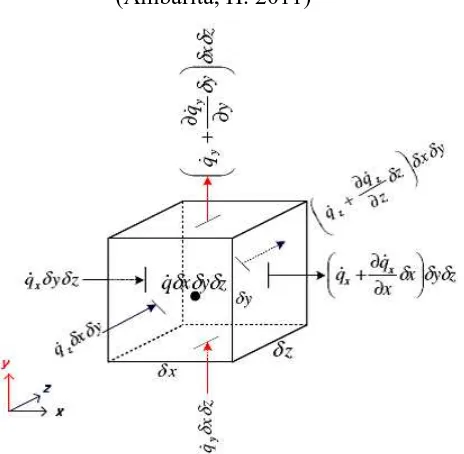
25 3. Hukum kekekalan Energi (The Conservation of Energy)
Hukum ini merupakan aplikasi dari hukum ketiga fisika (termodinamika)
yaitu laju perubahan energi dalam suatu elemen adalah sama dengan jumlah net
fluks panas yang masuk ke dalam elemen dan kerja yang dikenakan pada elemen
tersebut. Pernyataan ini dapat ditulis dalam bentuk persamaan :
...(2.23)
Gambar 2.14 Kerja yang Dikenakan pada Sebuah Elemen Arah Sumbu-x
(Ambarita, H. 2011)
Gambar 2.15 Fluks Panas yang Melintasi Permukaan Sebuah Elemen
26 Secara umum kerja yang dikenakan arah sumbu-x, sumbu-y dan sumbu-z
dapat ditulis dengan persamaan sebagai berikut.
...(2.24a)
...(2.24b)
...(2.24c)
Sedangkan persamaan fluks panas yang melintasi permukaan sebuah
elemen dapat ditulis dengan persamaan.
...(2.25)
Dengan mensubstitusi persamaan (2.22) dan (2.23) ke dalam persamaan
(2.21) di atas akan diperoleh sebuah persamaan (2.24) untuk hukum kekekalan
energi di mana i, j, k = 1, 2, 3 yang menunjukkan arah sumbu-x, -y, dan –z.
...(2.26)
Di mana Φ adalah fungsi dissipasi dengan bentuk sebagai berikut.
....(2.27)
2.7 Stir Casting
27 melebur logam murni tersebut kemudian logam murni yang sudah mencair
tersebut diaduk-aduk secara terus menerus hingga terbentuk sebuah pusaran,
kemudian unsur penguat (berupa serbuk) tersebut dicampurkan sedikit demi
sedikit melalui tepi dari pusaran yang telah terbentuk itu. Mesin stir casting dapat dilihat pada gambar 2.16 berikut ini:
Gambar 2.16 Skema Eksperimental Mesin Stir Casting (Haque, S. 2014)
Sebuah proses stir casting, bahan penguat didistribusikan kedalam logam paduan yang mencair dengan pengadukan mekanik. Stir casting dari metal matrix composite dimulai pada 1968, ketika S. Ray memperkenalkan partikel – partikel alumina yang terdapat pada peleburan aluminium yang dicampur pada proses
pencampuran aluminium alloys yang mengandung serbuk keramik pada proses pengadukan. Pengadukan mekanik dalam furnance adalah elemen kunci dari proses ini. Proses pencampuran logam paduan dengan serbuk keramik dapat
digunakan pada die casting, permanent mold casting atau sand casting.
Komposit coran kadang–kadang dapat menurunkan porositas,
memperhalus mikrostruktur dan keseragaman distribusi dari proses penguatan
logam paduan. Perhatian sekarang ini yang dihubungkan dengan proses stir
casting adalah terpisahnya partikel–partikel penguat dari logam paduan yang
28 peleburan dan proses pengecoran. Distribusi terakhir dari partikel – partikel pada
saat pembekuan bergantung pada sifat–sifat material dan parameter – parameter
proses seperti kondisi cair dari partikel – partikel pada saatpencampuran, kekuatan
dari pengadukan, density, dan waktu pembekuan. Distribusi dari partikel – partikel pada saat pencampuran matrix bergantung pada geometry dari pengadukan mekanik, parameter pengadukan, letak dari pengaduk mekanik pada saat
pencampuran, temperatur peleburan dan karakteristik dari partikel yang
ditambahkan.
Sebuah perkembangan yang menarik dalam stir casting adalah proses pencampuran dua langkah. Dalam proses ini material utama dipanaskan diatas
temperatur cairnya sehingga logam benar – benar tercampur. Campuran
kemudian didinginkan pada temperatur antara titik cair dan padat dan dan dijaga
tetap pada sebuah temperatur tersebut .pada langkah ini, partikel – partikel yang
sudah dipanaskan di tambahkan dan dicampur. Hasil pencampuran dipanaskan
lagi ke bentuk cair yang sempurna dan dicampurkan secara menyeluruh [27].
Ada beberapa keuntungan dari proses stir casting, diantaranya adalah [28]:
1. Dapat memperoleh suatu material tertentu yang sulit dan tidak mungkin
didapatkan dengan proses lain (memadukan suatu logam dengan suatu
bahan penguat).
2. Proses stir casting mempunyai prospek yang sangat baik dalam bidang pekerjaan karena produk dari stir casting tersebut relatif lebih baik sifat mekaniknya bila dibandingkan dengan hasil-hasil casting yang lain.
3. Proses stir casting lebih ekonomis karena material paduan yang ditambahkan merupakan material sisa-sisa dari suatu produksi yang pada
umumnya sudah tidak dipakai lagi.
4. Dengan adanya proses pengadukan dalam stir casting maka hasil produk cor akanmenjadi lebih baik. Karena memungkinkan gelembung-gelembung
udara yang terperangkap dalam logam cair selama proses penuangan untuk
naik ke permukaan logam cair, sehingga cacat akibat terjebaknya udara
29
BAB 3
METODOLOGI PENELITIAN
3.1 Tempat dan Waktu Penelitian
Waktu penelitian ini direncanakan selama delapan bulan yang dimulai
dari bulan Juni 2014 sampai dengan Februari 2015. Tempat dilaksanakannya
penelitian ini adalah di Laboratorium Foundry Departemen Teknik Mesin, Fakultas Teknik, Universitas Sumatera Utara.
3.2 Alat dan Bahan Penelitian
3.2.1 Alat Penelitian
a. Komputer
Proses simulasi yang dilakukan merupakan jenis pengujian komputasional
dengan menggunakan seperangkat komputer dengan spesifikasi:
- Processor : Intel Atom - Ram : 1 Gb
- Software : Flow-3D
- VGA : Intel Media Accelerator 3150
b. Cetakan Pasir
Cetakan pasir berfungsi untuk tempat atau wadah penuangan Aluminium
30 Gambar 3.1 (a) Cetakan Pasir tampak dari atas dan (b) Cetakan pasir tampak
dari tengah.
c. Mesin Stir Casting
Mesin stir casting digunakan untuk mencampur serbuk magnesium ke dalam leburan aluminium melalui proses stirring atau pengadukan. Gambar mesin
stir casting dapat dilihat pada Gambar 3.2 berikut ini.
Gambar 3.2 Mesin Stir Casting
3.2.2 Bahan Penelitian
Bahan yang digunakan pada saat pengecoran berupa campuran material
aluminium A356 dengan silikon karbida. Bahan aluminium berasal dari
aluminium ingot . Silikon karbida berbentuk serbuk berwarna kelabu adalah bahan keramik yang berperan sebagai pengeras bahan. Pada saat material aluminium
melebur seluruhnya, cover flux ditabur ke atas permukaan aluminium cair dengan tujuan untuk mengikat kotoran-kotoran berupa oksida - oksida dan impurities
31 lainnya yang terdapat di dalam aluminium cair. Kotoran yang telah berikatan
dengan fluxing agent dibuang dengan cara drossing di permukaan Aluminium dengan menggunakan sendok plat besi yang telah di-coating dan selanjutnya dibuang.
3.3 Variabel Penelitian
Ditentukan dua buah variabel penelitian, yakni variabel terikat dan variabel
bebas.
3.3.1 Variabel Terikat
Untuk menyederhanakan permasalahan pada kajian pengecoran
menggunakan cetakan pasir, maka dalam penelitian ini di tetapkan variabel terikat
yakni:
1. Material cetakan pasir.
2. Jenis cairan logam.
3. Metode pengecoran.
3.3.2 Variabel Bebas
Variabel bebas pada penelitian ini merupakan pengaruh yang diakibatkan
oleh adanya variabel terikat yakni:
1. Kecepatan aliran.
Untuk melakukan analisa karakteristik pada cetakan pasir ini, diperlukan
urutan proses agar dalam pengerjaan tugas akhir ini dapat berjalan dengan baik
32 1. Pengumpulan Data Awal
Tahap ini merupakan tahapan dilakukan pengumpulan data tentang
informasi perkembangan pengecoran tradisional menggunakan cetakan pasir dan
perkembangan penelitian mengenai masalah dan kendala yang sering muncul pada
pengecoran tersebut serta spesifikasi dan dimensi data yang dibutuhkan saat
penelitian.
2. Studi Literatur
Penelitian ini harus dilakukan berlandaskan pada azas-azas teoritis yang
diakui di dalam dunia ilmu pengetahuan sehingga dapat dijadikan rujukan
penyelesaian penelitian ini. Studi literatur ini dilakukan dengan cara
memperolehnya dari buku buku referensi, jurnal jurnal ilmiah, kumpulan
simposium, diskusi personal, atau bahkan lewat media internet.
3. Perhitungan dan Analisa Data Hasil Komputasi
Perhitungan data pada penelitian ini dilakukan melalui simulasi software. Data-data yang dibutuhkan selama proses pengerjaan di input kedalam proses
komputasi data. Selanjutnya akan dilakukan pembahasan terhadap data yang
dihasilkan dari simulasi.
4. Proses Pengecoran
Pada tahap ini dilakukan pengecoran yang mana dimulai dari peleburan
bahan, penuangan cairan logam kedalam cetakan hingga pengeringan hasil coran.
5. Pengumpulan Data dan Penarikan kesimpulan
Setelah mendapatkan semua data-data yang dibutuhkan kemudian dilakukan
penarikan kesimpulan. Penarikan kesimpulan ini berdasarkan korelasi terhadap
tujuan penelitian yang telah ditetapkan sebelumnya. Dengan demikian diharapkan
33
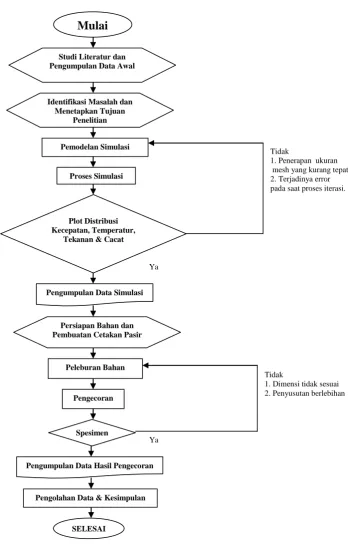
3.5 Diagram Alir Penelitian
Secara garis besar, pelaksanaan penelitian ini akan dilaksanakan berurutan dan sistematis seperti ditunjukkan pada Gambar 3.3
34
3.6 Set-up Pengujian
3.6.1. Proses Simulasi
3.6.1.1Tahap Pre-processing
Proses pre-processing merupakan proses yang dilakukan sebelum pengujian (simulasi). Proses ini mencakup pembuatan model, penentuan domain dan pembuatan mesh (meshing).
1. Pembuatan Model
Langkah awal sebelum proses simulasi dilakukan adalah membuat model
geometrik objek pengecoran. Data geometrik dibuat menggunakan salah satu
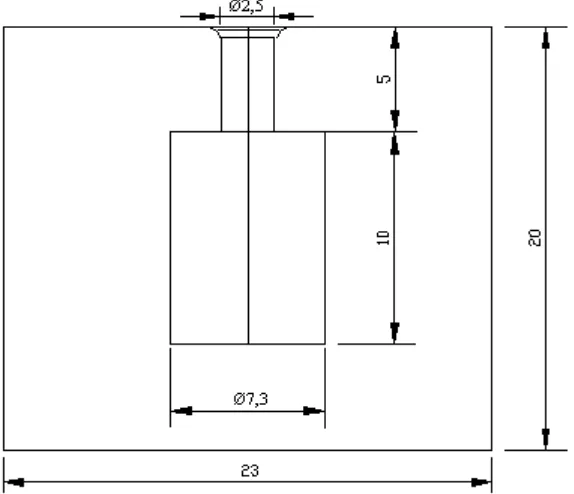
software berbasis CAD yaitu program AutoCAD. File yang berbentuk stereolithography (STL) kemudian diinput kedalam software Flow-3D. Model cetakan pasir mengacu kepada bentuk dan dimensi yang sebenarnya. Gambar 3.4,
3.5, 3.6 berikut ini merupakan dimensi masing-masing model cetakan.
Gambar 3.4 Dimensi Model Cetakan Pasir dengan Tipe Saluran Masuk Top
35 Gambar 3.5 Dimensi Model Cetakan Pasir dengan Tipe Saluran Masuk
Parting-line Gating System
Gambar 3.6 Dimensi Model Cetakan Pasir dengan Tipe Saluran Masuk Bottom
36 Berikut adalah bentuk geometri masing-masing model cetakan setelah
diinput kedalam software Flow-3D seperti ditunjukkan Gambar 3.7, 3.8, dan 3.9.
Gambar 3.7 Model Cetakan Pasir dengan Tipe Saluran Masuk Top Gating System
37 Gambar 3.9 Model Cetakan Pasir dengan Tipe Saluran Masuk Bottom Gating
System
2. Pembuatan Mesh
Unit-unit volume pada software simulasi diinterpretasikan dengan pembentukan mesh atau grid. Meshing adalah proses dimana geometri secara keseluruhan dibagi-bagi dalam elemen-elemen kecil. Elemen - elemen kecil ini
nantinya berperan sebagai kontrol surface atau volume dalam proses perhitungan yang kemudian tiap-tiap elemen ini akan menjadi inputan untuk elemen
disebelahnya. Hal ini akan terjadi berulang-ulang hingga domain penuh.
Dalam meshing elemen-elemen yang akan dipilih disesuaikan dengan kebutuhan dan bentuk geometri objek simulasi. Kesalahan pengaturan mesh
menyebabkan ketidakakuratan dalam penampilan data simulasi. Gambar 3.10
berikut ini adalah merupakan hasil meshing dengan konfigurasi ukuran elemen
38 Gambar 3.10 Bentuk Mesh
3. Menentukan Parameter Dasar
Pada bagian ini ditentukan jenis cairan, unit dan jumlah fluida dan unit
simulasi. Untuk pengaturan lainnya digunakan pengaturan default seperti terlihat pada Gambar 3.11.
Gambar 3.11 Penentuan Parameter Dasar
4. Menentukan Gaya dan Sifat-Sifat Fisis
Pada bagian ini ditentukan sifat-sifat fisika yang akan mempengaruhi
39 lain: gravitasi, perpindahan panas, solidifikasi, defect tracking, turbulensi dan viskositas fluida seperti pada Gambar 3.12.
Gambar 3.12 Penentuan Sifat – Sifat Fisika dan Gaya pada Percobaan
5. Menentukan Jenis Fluida dan Material Cetakan
Pada bagian ini diinput data material cetakan. Data diambil dari Flow-3D
Fluids dan Solids Database. Jenis fluida yang diinput yaitu aluminium alloy A356 dengan bahan pengikat silikon karbida. Jenis pasir yang diinput yaitu pasir silika.
40 Gambar 3.14 Penentuan Material Cetakan
3.6.1.2Tahap Post-processing
Pada tahap ini ditentukan hasil yang ingin didapatkan dari proses simulasi.
Untuk penelitian ini hasil yang ingin didapat dari simulasi adalah nilai surface
defect concentration, magnitudo kecepatan aliran dan temperatur.
3.6.1.3Menjalankan dan Menampilkan Hasil Simulasi
Setelah tahap post-processing dan solution telah selesai diatur, maka simulasi dimulai. Proses solving merupakan tahap akhir dari proses simulasi,
selanjutnya tinggal menunggu hasil simulasi.. Setelah simulasi selesai kemudian
melihat hasil simulasi yang telah dilakukan.
Dalam melihat hasil simulasi dapat dilakukan dengan berbagai cara,
dilihat secara keseluruhan maupun target tertentu saja dengan menetukan bidang,
garis atau titik pengamatan. Karena target utama adalah untuk melihat bagaimana
pengaruh perubahan bentuk saluran masuk terhadap bentuk aliran dan cacat
permukaan, maka akan dilihat kontur cacat permukaan dan vektor kecepatan
secara keseluruhan dan terhadap satu bidang dengan tujuan melihat garis aliran
41
3.6.1.4Diagram Alir Simulasi
Secara garis besar, proses simulasi akan dilaksanakan seperti yang ditunjukkan pada Gambar 3.15.
Gambar 3.15 Diagram Alir Simulasi Selesai
Hasil Simulasi Sesuai dengan Hasil Eksperimental Plot Kontur Visualisasi Kecepatan, Temperatur, Tekanan dan Cacat Permukaan
Proses Solving
Input Data &
Pendefinisian Properties Proses Meshing
Proses Import Model pada Flow-3D Pembuatan Geometri di AutoCAD
MULAI
Ya
42
3.6.2. Proses Pengecoran
Pengecoran aluminium dilakukan di Laboratorium Foundry Departemen Teknik Mesin Universitas Sumatera Utara. Adapun prosedur yang dilakukan pada
proses pengecoran aluminium adalah sebagai berikut:
a. Bahan yang akan dilebur adalah aluminium yang berasal dari ingot
aluminium.
b. Bahan penambah yaitu serbuk silikon karbida.
c. Krusibel dimasukkan kedalam tungku kemudian arang kayu laut yang sudah
disiapkan dimasukkan ke dalam dalam tungku peleburan.
d. Velg aluminium yang sudah ditimbang massanya dimasukkan kedalam
crucible.
e. Jika suhu aluminium mencapai ± 735°C yang diukur dengan menggunakan
termokopel, maka serbuk silikon karbida yang sudah ditimbang massanya
dimasukkan kedalam krusibel.
f. Setelah semua dimasukkan, turunkan pengaduk dari mesin stir casting. g. Letakkan pengaduk stir casting kedalam krusibel dan putar dengan kecepatan
175 rpm dengan waktu pengadukan 1 menit.
h. Setelah selesai pengadukan, maka dilakukan penuangan pada cetakan pasir
yang sudah dipersiapkan dan tunggu hingga spesimen dingin.
i. Setelah spesimen dingin, hancurkan cetakan pasir sampai spesimen dapat
43
BAB 4
HASIL DAN PEMBAHASAN
Bab ini membahas mengenai hasil analisa model aliran fluida dilakukan
pada ketiga jenis saluran masuk yang digunakan pada penelitian ini. Model
cetakan pasir yang geometri dan parameternya telah didefinisikan dimasukkan
kedalam ruang simulasi untuk memperoleh karakteristik aliran fluida yang
mengalir melaluinya.
Pembahasan yang dilakukan meliputi analisa kontur arah dan kecepatan
aliran logam cair, temperatur cairan logam dan pengaruhnya terhadap kekerasan
benda coran, tekanan cairan logam , hingga perbandingan antara cacat permukaan
hasil simulasi dan cacat permukaan pada hasil pengecoran eksperimental. Kondisi
fluida dan parameter keadaan yang diuji pada ketiga jenis saluran masuk ini
adalah sama.
Jenis saluran masuk yang akan dibahas antara lain model saluran masuk top
gating system (tipe A), parting-line gating system (tipe B), dan bottom gating system (tipe C). Setelah diperoleh hasil simulasi dan hasil pengecoran, maka akan dibandingkan dan dianalisa satu sama lain untuk memperoleh kandidat jenis
saluran masuk yang terbaik.
4.1 Analisa Simulasi Hasil Distribusi Kecepatan
Telah dilakukan simulasi numerik untuk melihat kontur kecepatan
magnitudo dan turbulensi cairan logam yang diperlihatkan dalam bentuk kontur 2
dimensi terhadap bidang x-z. Analisa hasil simulasi dilakukan saat cairan logam
44 Gambar 4.1 Kontur Distribusi Kecepatan Magnitudo pada Model Saluran Masuk
Top Gating System
45 Gambar 4.3 Kontur Distribusi Kecepatan pada Model Saluran Masuk Bottom
Gating System
Gambar 4.1, 4.2, dan 4.3 memperlihatkan kontur kecepatan dan pola aliran
pada setiap model saluran masuk. Kecepatan aliran tertinggi terdapat pada model
saluran masuk top gating system yaitu sebesar ± 263 cm/s seperti yang ditunjukkan oleh kontur berwarna merah pada gambar 4.1. Hal ini dikarenakan gerakan jatuh
bebas cairan logam yang langsung menuju ke dasar cetakan pada saat proses
penuangan. Sedangkan kecepatan fluida terendah ditunjukkan oleh model saluran
masuk parting-line gating system dengan kecepatan maksimum dalam cetakan yang hanya mencapai ± 178 cm/s. Hal ini dikarenakan aliran yang berpisah membentuk dua jalur pada saat cairan logam keluar dari saluran turun menuju
dinding cetakan seperti tampak pada Gambar 4.2. Aliran yang terpecah tersebut
berdampak pada tingginya turbulensi pada model saluran ini.
Semakin besar turbulensi yangterjadi maka akan semakin besar pula
kemungkinan cacat yang ada pada produk hasil coran. Hal ini terjadi karena akan
mempermudah terjebaknya gas-gas yang ada pada saat proses penuangan logam
46 Tabel 4.1 Distribusi Kecepatan Magnitudo pada Berdasarkan Titik
Pengukuran.
Variasi Bagian Kecepatan Magnitudo (cm/s) Rata - Rata
Tabel 4.1 memperlihatkan hasil simulasi berupa distribusi kecepatan pada
9 titik pengukuran. Grafik kecepatan magnitudo ditunjukkan oleh Gambar 4.4.
Gambar 4.4 Grafik Kecepatan Magnitudo vs. Tipe Saluran Masuk
Gambar 4.4 menunjukkan kecepatan magnitudo pada setiap model saluran.
Data tersebut memperlihatkan rata-rata kecepatan tertinggi terdapat pada model