PERANCANGAN ALAT BANTU PENJEMURAN HASIL
SABLON UNTUK MENINGKATKAN PRODUKTIVITAS
PADA CV. RAYA SPORT
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh:
MUHAMMAD FIRDAUS
0 7 0 4 0 3 0 2 9
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis sampaikan ke hadirat Allah SWT atas semua
berkat, rahmat, lindungan-Nya sehingga penulis dapat menyelesaikan Tugas
Sarjana ini.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi
oleh setiap mahasiswa dalam menyelesaikan studinya di Departemen Teknik
Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini
merupakan laporan hasil penelitian yang dilakukan oleh penulis dan dibagi ke
dalam tujuh bab dengan judul “Perancangan Alat Bantu Penjemuran Hasil
Sablon Untuk Meningkatkan Produktivitas Pada CV. Raya Sport”.
Penulis sangat menyadari bahwa masih banyak terdapat kekurangan di
dalam Tugas Sarjana ini. Oleh karena itu, diharapkan adanya kritik dan saran
yang membangun dari pembaca demi penyempurnaan Tugas Sarjana ini.
Akhir kata, penulis mengucapkan terima kasih dan semoga laporan ini
bermanfaat.
UNIVERSITAS SUMATERA UTARA,
MEDAN Juli, 2013
UCAPAN TERIMA KASIH
Hamdalah merupakan ekspresi syukur hamba atas kasih dan karunia yang
tiada terkira yang diberikan oleh Allah SWT kepada setiap makhluk. Penulis
menyadari proses panjang telah menyertai dalam penyelesaian Tugas Sarjana ini.
Tidak sedikit pihak yang secara langsung dan tidak langsung membantu penulis
dalam pembuatan Tugas Sarjana ini. Oleh karenanya, sudah selayaknya penulis
mengucapkan terima kasih kepada:
1. Allah S.W.T yang telah tiada hentinya memberikan Rahmat dan Hidayah-Nya
kepada penulis.
2. Ibu Ir. Khawarita Siregar, MT., selaku Ketua Departemen Teknik Industri
USU yang telah memberikan izin, dukungan, dan perhatian setiap saat kepada
penulis.
3. Bapak Ir. Ukurta Tarigan, MT. selaku Sekretaris Departemen Teknik Industri
USU yang telah memberikan dukungan setiap saat kepada penulis.
4. Ibu Ir. Dini Wahyuni, MT, selaku dosen pembimbing II yang telah
memberikan banyak waktu untuk membimbing, mengarahkan, dan
memberikan masukan serta motivasi yang sangat besar kepada penulis
dengan sangat sabar sehingga Tugas Sarjana ini selesai.
5. Bapak Ir.Poerwanto, M.sc., selaku dosen pembimbing I, yang telah
memberikan banyak waktu untuk membimbing, mengarahkan, dan masukan
6. Ibu Ir. Khawarita Siregar, MT., dan Ibu Ir. Anizar, M.kes., selaku dosen
pembanding, terima kasih atas saran-saran dan perbaikan sehingga Tugas
Sarjana ini dapat menjadi lebih baik lagi.
7. Kepada Kak Dina, Bang Mijo, Bang Ridho Buk Ani dan Bang Nurmansyah.
Terima kasih untuk perhatian, dukungan dan semangat yang diberikan kepada
penulis.
8. Bapak Dedi Ahyar, selaku pemilik CV. Raya Sport yang telah memberikan
kesempatan untuk melakukan penelitian kepada penulis.
9. Bang Angga, selaku operator bagian penyablonan CV. Raya Sport yang telah
banyak membantu dan memberikan informasi kepada penulis tentang proses
penyablonan.
10. Ayahanda (Alm) Nazaruddin dan Ibunda Darwani AR, selaku kedua orang
tua penulis yang tiada henti-hentinya memberikan bantuan moril, sprituil dan
materiil sehingga penulis dapat menyelesaikan Tugas Sarjana ini dengan baik.
11. Cutri, Paman, kakanda Herlina, Hayatul fitriah, B’Ogi, B’Suhel, Dikin,
D’Oya selaku anggota keluarga penulis telah banyak memberikan bantuan
moril, sprituil dan materiil sehingga penulis dapat menyelesaikan Tugas
Sarjana ini dengan baik.
12. Saudara Mushawir Masril ST, Armijal ST, Fahri Zulmi ST, Yudi Setiadi ST,
Khairunnisa ST, Nanda Noveri ST Mutia Hasanah ST, Amirul Haji ST, Dolly
Hikmatyar ST, Aidil Kurniawan ST, Zulham ST, Maulana ST, Khadafi ST,
Fahrurrazi ST, Lolok Serta Seluruh rekan-rekan KOSTUTI (Kosong Tujuh
alat, membantu pengumpulan dan pengolahan data, sehingga penulis dapat
menyelesaikan Tugas Sarjana ini. Salam TERSAJAMAT.
13. Kakak dan abang Senior 2004 dan 2005 dan adik-adik junior
2008,2009,2010,2011 dan 2012.
14. Semua pihak yang ikut membantu penulis dalam menyelesaikan Tugas
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT SEMINAR ... iii
ABSTRAK ... iv
KATA PENGANTAR ... v
UCAPAN TERIMA KASIH ... vi
DAFTAR ISI ... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvii
I PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Permasalahan ... I-2
1.3. Tujuan Penelitian ... I-3
1.4. Asumsi dan Pembatasan Masalah ... I-3
1.5. Manfaat Penelitian ... I-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-1
2.3. Struktur Organisasi dan Manajemen Perusahaan ... II-2
2.3.1. Jumlah Tenaga Kerja ... II-3
2.3.2. Jam Kerja ... II-3
2.3.3. Sistem Pengupahan dan Fasilitas Perusahaan ... II-4
2.4. Proses Produksi ... II-4
2.4.1. Bahan Baku ... II-4
2.4.2. Bahan Penolong ... II-5
2.4.3. Bahan Tambahan ... II-5
2.4.4. Uraian Proses Produksi ... II-5
2.4.5. Mesin dan Peralatan yang Digunakan ... II-11
III LANDASAN TEORI
3.1. Musculoskeletal Disorders (MSDs) ... III-1 3.2. Faktor Risiko Musculoskeletal Disorders (MSDs) dan Keluhan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.3. REBA (Rapid Entire Body Assesment) ... III-8 3.4. Produktivitas ... III-20
3.5. Pengukuran Waktu dengan Stop Watch ... III-25 3.6. Peta kerja ... III-27
3.6.1. Jenis-jenis Peta Kerja ... III-28
3.6.2. Peta Proses Operasi (Operation Process Chart) ... III-29 3.6.3. Peta Aliran Proses (Flow Process Chart) ... III-23 3.6.4. Peta Tangan Kiri dan Tangan Kanan ... III-30
3.7. Studi Gerakan... III-33
3.7.1. Therblig ... III-33 3.7.2. Prinsip-Prinsip Ekonomi Gerakan ... III-37
IV METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. Subjek Penelitian ... IV-1
4.3. Jenis Penelitian ... IV-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.5. Instrumen Penelitian ... IV-2
4.6. Variable Penelitian ... IV-3
4.7. Metode Penelitian ... IV-4
4.7.1. Metode Pengumpulan Data ... IV-4
4.7.2. Metode Pengolahan Data ... IV-4
4.7.3. Analisis Pemecahan Masalah ... IV-5
4.9. Kesimpulan dan Saran ... IV-5
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
5.1.1. Elemen Kegiatan pada Stasiun Penyablonan ... V-1
5.1.2. Data FasilitasKerja Aktual ... V-7
5.1.3. Standard Nordic Qustionaire (SNQ) ... V-11 5.1.4. Waktu siklus ... V-14
5.2. Pengolahan Data ... V-12
5.2.1. Penentuan Level Tindakan Postur Kerja dengan Metode
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.2. Peta Tangan Kiri dan Tangan Kanan Penyablonan ... V-19
5.2.3. Kapasitas Area Penjemuran Aktual dan Kebutuhan Area
Penjemuran ... V-22
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis ... VI-1
6.1.1. Analisis Tingkat Keluhan Muskuloskeletal Berdasarkan
SNQ ... VI-1
6.1.2. Analisis Postur Kerja ... VI-1
6.1.3. Analisis Waktu Kerja ... VI-2
6.1.4. Analisis Peta Kerja ... VI-2
6.1.5. Analisis Kapasitas Penjemuran ... VI-3
6.2. Pemecahan Masalah ... VI-3
6.3. Analisis Kondisi Kerja Setelah Perbaikan ... VI-7
VII KESIMPULAN DAN SARAN
7.2. Saran ... VII-1
DAFTAR PUSTAKA
LAMPIRAN
L.1. Standard Nordic Qustionaire
DAFTAR TABEL
TABEL HALAMAN
2.1. Rincian Tenaga Kerja ... II-3
2.2. Mesin dan Peralatan Produksi ... II-11
3.1. Skor Pergerakan Punggung (Batang Tubuh) ... III-10
3.2. Skor Leher REBA ... III-11
3.3. Skor Kaki (Legs)... III-11 3.4. Skor Beban ... III-12
3.5. Skor Lengan Atas ... III-12
3.6. Skor Lengan Bawah REBA ... III-13
3.7. Skor Pergelangan Tangan REBA ... III-13
3.8. Coupling ... III-13 3.9. Perhitungan Grup A untuk REBA ... III-14
3.10. Perhitungan Grup B untuk REBA ... III-14
3.11. Skor Akhir REBA ... III-15
3.12. Skor Aktivitas ... III-15
3.13.Penilaian REBA Kiri dan Kanan ... III-16
3.14. Nilai Level Tindakan REBA ... III-19
3.15. Lambang –lambang Therblig ... III-36 5.1. Waktu Siklus Stasiun Penyablonan ... V-14
5.3. Nilai Level Tindakan REBA Kiri ... V-17
5.4. Hasil Penilaian Postur Kerja Operator ... V-18
5.5 Peta Tangan Kiri dan Tangan Kanan Penyablonan ... V-19
5.6. Flow Process Chart (FPC) Tipe Orang ... V-21 6.1. Perbandingan Antara Metode Kerja Aktual dan Usulan ... VI-9
6.2. Perbandingan nilai REBA Antara Kondisi Kerja Aktual dan Setelah
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi Perusahaan ... II-2
2.2. Pembuatan Pola ... II-6
2.3. Pemotongan Bahan ... II-6
2.4. Aktivitas Penjahitan ... II-7
2.5. Aktivitas Penyetingan Film ... II-8
2.6. Aktivitas Pembuatan Film ... II-8
2.7. Aktivitas Pemasangan Papan Alas Sablon ... II-9
2.8. Aktivitas Penyablonan ... II-9
2.9. Aktivitas Penyetrikaan ... II-10
2.10. Aktivitas Packing ... II-11 3.1. Postur Tubuh Bagian Batang Tubuh ... III-10
3.2. Postur Tubuh Bagian Leher ... III-11
3.3. Postur Tubuh Bagian Kaki (Legs) ... III-11
3.4. Postur Lengan Atas ... III-12
3.5. Postur Lengan Bawah REBA ... III-12
3.6. Postur Tubuh Bagian Pergelangan Tangan (Wrist) ... III-13 3.7. Penilaian REBA Kiri ... III-18
3.8. Penilaian REBA Kanan ... III-19
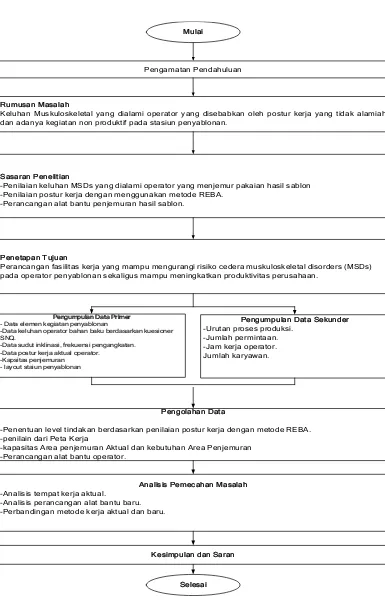
4.2. Block Diagram Metodologi Penelitian ... IV-6 5.1. Aktivitas Mengambil Screen Film... V-1 5.2. Aktivitas Meletakkan dan Menekan Screen Film di Atas Baju ... V-2 5.3. Aktivitas Mengambil Kuas Sablon ... V-2
5.4. Aktivitas Mengoleskan Cat dengan Kuas ke Atas Screen... V-3 5.5. Aktivitas Meletakkan Kuas ... V-3
5.6. Aktivitas Melepaskan Screen dari Atas Kaos ... V-4 5.7. Aktivitas Mengangkat Kaos ... V-5
5.8. Aktivitas Membawa ke Penjemuran ... V-5
5.9. Aktivitas Penyusunan di Meja Penjemuran ... V-6
5.10.Aktivitas Penyusunan di Lantai ... V-6
5.11.Fasilitas Aktual di Stasiun Pembuatan penyablonan ... V-7
5.12.Fasilitas Meja Penyablonan Aktual Tampak Atas ... V-8
5.13.Fasilitas Fasilitas Meja Penyablonan Aktual Tampak Depan ... V-8
5.14 . Fasilitas Kerja aktual di Stasiun Penyablonan Tampak 3D ... V-8
5.15. Screen Film Tampak Atas ... V-9
5.16. Screen Film tampak 3D ... V-9
5.17. Layout Stasiun Penyablonan ... V-10 5.18.Peta Keluhan Tubuh Operator Penyablonan ... V-12
5.19 .Aktivitas Penyusunan Baju Hasil Sablon di Lantai ... V-14
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.21.Penilaian REBA Kiri ... V-17
5.22.Meja Penjemuran Aktual ... V-22
5.23.Papan Alas Penyablonan ... V-23
6.1. Rancangan Alas Tripleks ... VI-4
6.2. Rancangan Pengait Rel Tampak Samping dan Depan ... VI-4
6.3. Rancangan Fasilitas Kerja Tampak Atas ... VI-5
6.4. Rancangan Fasilitas Kerja Tampak Samping ... VI-5
6.5. Rancangan Fasilitas Kerja Tampak 3D ... VI-6
ABSTRAK
CV. Raya Sport merupakan industri kecil dan menengah yang menghasilkan pakaian olahraga. Salah satu stasiun kerjanya adalah stasiun penyablonan. Pada stasiun ini terdapat pekerjaan manual berupa kegiatan membungkuk hampir 90o,yaitu pada saat menjemur (menata) pakaian yang sudah disablon di lantai. Pekerjaan ini dilakukan secara berulang-ulang dengan frekuensi 300 kali setiap harinya. Selain itu, aktivitas membawa baju yang sudah disable ke area penjemuran yang dilakukan secara berulang-ulang menyebabkan waktu penyelesaian proses menjadi lebih lama. Oleh karena itu perlu dilakukan pengkajian dan evaluasi cara kerja operator dan membuat rancangan alat bantu ergonomis dengan mempertimbangkan prinsip postur kerja dan produktivitas kerja. Dari hasil pembahasan dengan metode REBA terdapat elemen kegiatan dengan level risiko dan tindakan sangat tinggi dan segera perbaikan. Jika hal ini dibiarkan dan operator terus melakukannya secara repetitif dapat menimbulkan cedera otot permanen. Usulan desain alat bantu berupa alat bantu penjemuran yang terdiri atas tiang jemuran, rel yang bisa digeser, serta pengait.
Keywords: Musculoskeletal Disorders, REBA, Produktivitas Kerja, Alat Bantu
ABSTRAK
CV. Raya Sport merupakan industri kecil dan menengah yang menghasilkan pakaian olahraga. Salah satu stasiun kerjanya adalah stasiun penyablonan. Pada stasiun ini terdapat pekerjaan manual berupa kegiatan membungkuk hampir 90o,yaitu pada saat menjemur (menata) pakaian yang sudah disablon di lantai. Pekerjaan ini dilakukan secara berulang-ulang dengan frekuensi 300 kali setiap harinya. Selain itu, aktivitas membawa baju yang sudah disable ke area penjemuran yang dilakukan secara berulang-ulang menyebabkan waktu penyelesaian proses menjadi lebih lama. Oleh karena itu perlu dilakukan pengkajian dan evaluasi cara kerja operator dan membuat rancangan alat bantu ergonomis dengan mempertimbangkan prinsip postur kerja dan produktivitas kerja. Dari hasil pembahasan dengan metode REBA terdapat elemen kegiatan dengan level risiko dan tindakan sangat tinggi dan segera perbaikan. Jika hal ini dibiarkan dan operator terus melakukannya secara repetitif dapat menimbulkan cedera otot permanen. Usulan desain alat bantu berupa alat bantu penjemuran yang terdiri atas tiang jemuran, rel yang bisa digeser, serta pengait.
Keywords: Musculoskeletal Disorders, REBA, Produktivitas Kerja, Alat Bantu
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Sebuah organisasi dikatakan berhasil bila mampu memperbaiki kinerja
perusahaannya secara menyeluruh. Pengertian menyeluruh di sini didefinisikan
sebagai keberhasilan perusahaan untuk memperoleh keuntungan bisnis
sebesar-besarnya sekaligus memperhatikan aspek kesehatan, keselamatan dan
kesejahteraan pekerja sebaik-baiknya.
Dalam kehidupan nyata, seringkali perusahaan hanya mementingkan
aspek bisnis dengan mengabaikan kesehatan dan keselamatan pekerjanya. Salah
satu kasus yang paling sering muncul terkait dengan kesehatan dan keselamatan
kerja adalah musculoskeletal disorders (MSDs). MSDs didefinisikan sebagai keluhan pada otot-otot skeletal yang dirasakan seseorang terkait aktivitas fisik
yang dilakukan dan sikap tubuh yang tidak alamiah (Tarwaka, 2004).
CV. Raya Sport merupakan industri yang bergerak di bidang konveksi
yang menghasilkan produk berupa pakaian olahraga dengan sistem make to order. Proses produksi yang terjadi di dalamnya terdiri atas beberapa proses diantaranya
adalah pembuatan pola, pemotongan, penjahitan, pembuatan film, penyablonan
dan pengepakan. Pada stasiun penyablonan terdapat kegiatan tidak alamiah
(awkward posture) berupa kegiatan membungkuk hampir 90o, yaitu pada saat menjemur (menata) pakaian yang sudah disablon di lantai. Pekerjaan ini dilakukan
pendahuluan dengan menyebarkan kueisoner SNQ diperoleh bahwa adanya
keluhan sakit dan sangat sakit yang dirasakan operator. Hal ini menunjukkan
adanya indikasi resiko cedera muskulokeletal pada operator terkait aktivitas yang
dilakukannya di lantai produksi. Ditinjau dari aspek produktivitas kerja,
performansi operator pada bagian penyablonan juga sangat rendah. Hal ini terlihat
dari banyaknya kegiatan non produktif yang dilakukan operator yaitu berupa
kegiatan berjalan yang berulang-ulang. Kegiatan berjalan ini dilakukan pada saat
operator siap menyablon satu buah baju lalu dibawa ke meja penjemuran dan
ditata secara rapi sehingga tidak tumpang tindih antara satu baju dengan baju
berikutnya, setelah itu operator kembali lagi ke meja penyablonan. Hal ini
dilakukan secara terus menerus sampai baju pada batch pertama selesai. Bila hal tersebut dipertahankan secara terus-menerus tanpa ada perbaikan maka akan
mengakibatkan pada rendahnya produktivitas perusahaan.
Beranjak dari permasalahan di atas, maka perlu dilakukan pengkajian,
evaluasi serta perancangan fasilitas kerja yang diharapkan mampu mengurangi
risiko cedera musculoskeletal sekaligus menghilangkan kegiatan non produktif sehingga bisa meningkatkan produktivitas perusahaan.
1.2. Rumusan Permasalahan
Permasalahan yang dihadapi perusahaan adalah fasilitas kerja yang tidak
ergonomis yang menyebabkan sikap tidak alamiah operator yang berisiko
mengakibatkan cedera muskulokeletal serta adanya kegiatan non produktif yang
pengkajian dan evaluasi fasilitas kerja di lantai produksi dengan
mempertimbangkan prinsip kesehatan dan keselamatan kerja serta efesiensi yang
mampu mengurangi risiko MSDs sekaligus meningkatkan produktivitas
perusahaan.
1.3. Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah untuk merancang fasilitas kerja
yang mampu mengurangi risiko cedera musculoskeletal pada operator sekaligus mampu meningkatkan produktivitas perusahaan.
1.4. Asumsi dan Pembatasan Masalah
Asumsi yang digunakan dalam penelitian ini adalah:
1. Proses produksi tidak mengalami perubahan selama penelitian berlangsung.
2. Operator bekerja dalam keadaan normal dan tidak berada dalam tekanan.
3. Faktor lingkungan kerja seperti kebisingan, getaran, dan kondisi termal tidak
mempengaruhi hasil penelitian yang dilakukan.
Sedangkan batasan masalah yang digunakan dalam penelitian ini adalah:
1. Penelitian dilakukan hanya pada stasiun penyablonan.
2. Penelitian ini dilakukan pada jam kerja reguler (bukan pada waktu lembur).
1.5. Manfaat Penelitian
Manfaat dari penelitian ini adalah sebagai berikut:
1. Hasil dari penelitian dapat digunakan sebagai masukan/pertimbangan dalam
perbaikan fasilitas kerja pada stasiun penyablonan CV. Raya Sport.
2. Penelitian ini bermanfaat bagi mahasiswa dalam menerapkan teori-teori
ergonomi ke dalam lingkungan industri secara nyata sehingga diperoleh
penyelesaian permasalahan praktis.
1.6. Sistematika Laporan
Sistematika penulisan laporan Tugas Sarjana adalah sebagai berikut:
Bab I berisi latar belakang penelitian, tujuan penelitian, asumsi dan
batasan masalah yang digunakan dalam penelitian, serta manfaat yang diperoleh
dari penelitian ini.
Bab II berisikan sejarah perusahaan, ruang lingkup bidang usaha, tenaga
kerja, proses produksi, bahan baku, bahan penolong serta bahan tambahan, mesin
dan fasilitas produksi, jam kerja dan space area untuk mendukung informasi mengenai perusahaan di CV. Raya Sport.
Bab III berisi teori mengenai produktivitas, pengukuran waktu, peta kerja,
musculoskeletal disorders (MSDs). standard nordic questionnaire (SNQ), rapid entire body assessment (REBA), yang berkaitan dengan pokok permasalahan dalam tugas akhir ini.
Bab IV berisikan jenis penelitian, lokasi dan waktu penelitian, kerangka
penelitian, langkah-langkah pengumpulan dan pengolahan data, arahan analisis
dan pemecahan masalah, serta kesimpulan dan saran.
Bab V memuat tentang pengumpulan data yang diperoleh dari hasil
pengamatan dan pengukuran yang dilakukan di lapangan meliputi waktu,
kapasitas penjemuran, data keluhan operator, elemen kegiatan kerja aktual,
fasilitas kerja aktual. Pengolahan data meliputi penilaian postur kerja dengan
menggunakan metode REBA.
Bab VI meliputi analisis mengenai analisis kondisi kerja aktual, postur
kerja, space requirement, waktu satandar, peta kerja. rancangan fasilitas usulan, dan kondisi kerja setelah perbaikan (perbandingan kondisi kerja aktual dan usulan,
perbandingan level risiko dan tindakan postur kerja aktual dan usulan, serta
perbandingan waktu penyelesaian serta perbandingan kebutuhan kapasitas
penjemuran usulan dan rancangan.
Bab VII berisikan rangkuman dari masalah yang dibahas dalam penelitian
dan menjawab tujuan penelitian yang diharapkan bermanfaat untuk perusahaan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
CV. Raya Sport merupakan usaha kecil dan menengah yang bergerak di
bidang konveksi, khususnya pakaian olahraga. CV. Raya Sport didirikan pada
tahun 2000 oleh bapak Dedi Ahyar sebagai pendiri sekaligus pemilik perusahaan
ini. Pada awal pendiriannya, perusahaan ini merupakan usaha bersama yang
dikembangkan oleh pak Dedi bersama 3 rekannya selaku pemegang modal
bersama dan ditambah 2 orang karyawan yang membantu proses produksi.
Namun sejak tahun 2004, bapak Dedi Ahyar menjadi pemilik tunggal CV. Raya
Sport ini.
Awalnya CV. Raya Sport berlokasi di rumah pak Dedi sendiri yaitu di
jalan Benteng No 1A. Namun, seiring dengan makin berkembangnya usaha ini
maka proses produksinya kemudian dipindahkan ke Jl. Bakti Luhur no 147 Medan
hingga sekarang.
2.2. Ruang Lingkup Bidang Usaha
CV. Raya Sport memproduksi pakaian olahraga untuk kalangan sekolah
(TK, SD, SLTP dan SLTA), maupun kalangan instansi (pemerintah dan swasta).
2.3. Struktur Organisasi dan Manajemen Perusahaan
Struktur organisasi adalah bagan yang menggambarkan hubungan
kerjasama antara dua orang atau lebih dengan tugas yang saling berkaitan untuk
pencapaian suatu tujuan tertentu. Pendistribusian tugas, wewenang dan tanggung
jawab serta hubungan satu sama lain dapat digambarkan pada suatu struktur
organisasi, sehingga para pegawai dan karyawan akan mengetahui dengan jelas
apa tugas yang harus dilakukan, dari siapa perintah diterima dan kepada siapa
harus bertanggung jawab.
Struktur organisasi yang diterapkan pada CV. Raya Sport adalah struktur
organisasi lini. Tipe ini umum dijumpai dalam perusahaan yang berskala kecil
atau pada UKM, dimana manajemen dan pengawasan umumnya juga dijalankan
pemilik dari perusahaan itu sendiri. Disini semua keputusan baik yang bersifat
strategis maupun operasional akan diambil sendirian oleh pemilik. Strategi utama
yang diterapkan pada tipe organisasi usaha semacam ini adalah bagaimana
perusahaan bisa terus hidup dan beroperasi. Struktur Organisasi CV. Raya Sport
dapat dilihat pada Gambar 2.1.
Gambar 2.1. Struktur Organisasi Perusahaan
Pemilik Op. Packing Op. Penyetrikaan Op. Pembuatan film, pemasangan papan
Alas sablon & penyablonan Op. Penyetingan film Op. Penjahitan Op. Pembatan
pola & Pemotongan
2.3.1. Jumlah Tenaga Kerja
CV. Raya Sport memiliki 21 orang tenaga kerja yang bekerja dalam
kegiatan produksi baju olahraga, dimulai dari pemotongan pola hingga menjadi
pakaian olahraga utuh yang siap untuk dipasarkan. Pemilik bertugas sebagai
pengawas dan manajemen di CV. Raya Sport. Rincian tenaga kerja CV. Raya
Sport dapat dilihat pada Tabel 2.1.
Tabel 2.1. Rincian Tenaga Kerja
No Alokasi Tenaga Kerja Jumlah
(orang)
1 Pembuatan pola dan pemotongan Bahan 1
2 Penjahitan 15
3 Penyetingan film 1
4 Pembuatan film, Pemasangan papan alas sablon dan penyablonan
1
5 Penyetrikaan 2
6 Pengepakan 1
Total 21
Sumber: Dokumentasi Perusahaan
2.3.2. Jam Kerja
Hari kerja di CV. Raya Sport adalah 7 hari per minggu dengan jam kerja
per hari adalah 8 jam yaitu mulai dari pukul 09.00 WIB – 18.00 WIB dengan
waktu istirahat selama 1 jam yaitu pada pukul 12.30 WIB – 13.30 WIB.
Penambahan jam kerja juga dilakukan jika jumlah pesanan tinggi dan terdapat
pesanan yang belum selesai dikerjakan.
Terdapat dua sistem pengupahan karyawan di CV. Raya Sport. Beberapa
karyawan yang telah lama bekerja serta memiliki loyalitas dan dedikasi yang
tinggi kepada perusahaan akan mendapatkan kompensasi berupa gaji tetap setiap
bulannya. Sedangkan beberapa karyawan lainnya dibayar dengan sistem harian
(borongan) dimana jumlah upah yang diterima didasarkan pada jumlah output yang dapat dihasilkan operator. Selain itu juga diberikan tambahan-tambahan
selain upah berupa bonus apabila pemilik merasa hasil kerja dan kinerja
pekerjanya memuaskan. Karyawan juga diberikan fasilitas makan siang yang
ditanggung oleh pemilik usaha.
2.4. Proses Produksi
Proses produksi merupakan suatu proses transformasi (perubahan bentuk
secara fisik maupun kimia) yang mengubah input menjadi output sehingga memiliki nilai tambah.
2.4.1. Bahan Baku
Bahan baku merupakan bahan utama yang digunakan dalam pembuatan
produk. Bahan baku yang digunakan CV. Raya Sport dalam memproduksi satu set
pakaian olahraga adalah kain, benang, cat sablon dan kancing.
2.4.2. Bahan Penolong
Bahan penolong adalah bahan-bahan yang diperlukan dalam
tidak mengurangi nilai tambah produk yang dihasilkan tersebut. Bahan penolong
ini tidak terdapat pada produk akhir. Adapun bahan penolong yang digunakan
oleh CV. Raya Sport adalah kain sutera, obat/ulanol, diazol sensitizer, diazol hartimetel, multi solvent, kertas setingan (HVS), minyak goreng dan sari warna.
2.4.3. Bahan Tambahan
Bahan tambahan merupakan bahan yang digunakan dalam proses produksi
dan bercampur dengan bahan baku membentuk produk akhir. Bahan tambahan
ditambahkan pada proses produksi dalam rangka meningkatkan mutu produk dan
bahan ini merupakan bagian dari produk akhir. Pada proses produksi pakaian
olahraga, bahan tambahan yang digunakan adalah kertas packing yang digunakan untuk menjaga mutu produk yang telah dihasilkan.
2.4.4. Uraian Proses Produksi
Secara umum proses produksi CV. Raya Sport memiliki beberapa tahap
pengerjaan yaitu:
1. Pembuatan pola
Pada tahap ini bahan baku berupa kain digambarkan berdasarkan pola yang
telah dipesan oleh pihak instansi terkait.
Gambar 2.2. Pembuatan Pola
2. Pemotongan Bahan
Pada tahap ini bahan baku berupa kain dipotong berdasarkan pola dasar yang
telah disiapkan. Hasil dari proses pemotongan bahan ini adalah bakal baju
yang terdiri atas tubuh bagian depan dan belakang, lengan, dan kerah.
Aktivitas pemotongan kain berdasarkan pola dasar dapat dilihat pada Gambar
[image:31.595.235.352.85.257.2]2.3.
3. Penjahitan
Hasil dari pemotongan bahan adalah bakal baju. Selanjutnya bakal baju
tersebut akan dijahit/digabungkan menjadi satu kesatuan utuh melalui
beberapa proses yaitu menjahit, mengobras, klim, pemasangan kancing, dan
bordir. Proses penjahitan dapat dilihat pada Gambar2.4.
Gambar 2.4. Aktivitas Penjahitan
4. Penyetingan film
Pada bagian ini, operator dengan menggunakan bantuan komputer
membuat/mendesain setingan film sesuai dengan kebutuhan yang diinginkan
pelanggan. Setingan film ini dapat berupa nama orang, nama klub olahraga,
Gambar 2.5. Aktivitas Penyetingan Film
5. Pembuatan film
Hasil setingan dari bagian penyetingan film kemudian akan diproses menjadi
film. Film ini terdiri atas dua bagian yaitu kerangka (frame) dan layar (screen). Pada screen nantinya akan tercetak setingan seperti yang diinginkan oleh pelanggan. Aktivitas pembuatan film dapat dilihat pada Gambar 2.6.
6. Pemasangan Papan Alas Sablon
Baju yang telah dijahit dari bagian penjahitan kemudian dipasangi papan alas
triplek. Adapun aktivitas pemasangan papan alas dapat dilihat pada Gambar
[image:34.595.204.363.501.692.2]2.7.
Gambar 2.7. Aktivitas Pemasangan Papan Alas Sablon
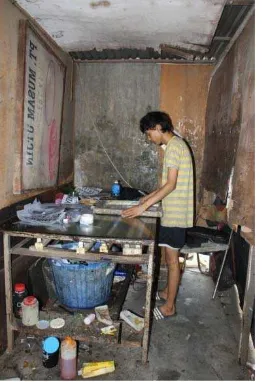
7. Penyablonan
Baju yang telah dipasangi papan alas dan film yang dihasilkan dari bagian
film akan digunakan pada proses penyablonan. Proses penyablonan ini adalah
membuat (menyablon) logo, nama, nomor atau merk pada pakaian. Aktivitas
penyablonan dapat dilihat pada Gambar 2.8.
8. Penyetrikaan
Setelah baju diproses menjadi kesatuan utuh dan telah disablon sesuai dengan
pesanan pelanggan, maka sebelum dipak, terlebih dahulu pakaian tersebut
disetrika sehingga memberikan kesan rapi dan sebagai dedikasi tinggi yang
diberikan perusahaan terhadap kepuasan pelanggan. Aktivitas penyetrikaan
[image:35.595.206.361.236.471.2]dapat dilihat pada Gambar 2.9.
Gambar 2.9. Aktivitas Penyetrikaan
9. Packing
Setelah semua proses selesai dikerjakan, selanjutnya adalah melakukan
pengepakan terhadap produk yang dihasilkan sehingga siap untuk
Gambar 2.10. Aktivitas Packing
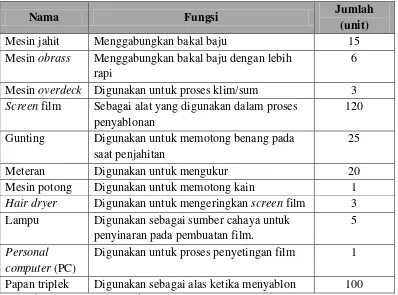
2.4.5. Mesin dan Peralatan yang Digunakan
Proses produksi pembuatan pakaian olahraga dilakukan dengan
menggunakan beberapa mesin dan peralatan. Adapun mesin dan peralatan yang
digunakan di CV. Raya Sport dapat dilihat dari Tabel 2.2.
Tabel 2.2. Mesin dan Peralatan Produksi
Nama Fungsi Jumlah
(unit)
Mesin jahit Menggabungkan bakal baju 15
Mesin obrass Menggabungkan bakal baju dengan lebih rapi
6
Mesin overdeck Digunakan untuk proses klim/sum 3 Screen film Sebagai alat yang digunakan dalam proses
penyablonan
120
Gunting Digunakan untuk memotong benang pada saat penjahitan
25
Meteran Digunakan untuk mengukur 20
Mesin potong Digunakan untuk memotong kain 1 Hair dryer Digunakan untuk mengeringkan screen film 3 Lampu Digunakan sebagai sumber cahaya untuk
penyinaran pada pembuatan film.
5
Personal computer (PC)
Digunakan untuk proses penyetingan film 1
BAB III
LANDASAN TEORI
3.1. Musculoskeletal Disorders (MSDs)1
Keluhan musculoskeletal adalah keluhan pada bagian-bagian otot skeletal yang dirasakan oleh seseorang mulai dari keluhan sangat ringan sampai sangat sakit. Apabila otot menerima beban statis secara berulang dan dalam waktu yang lama, akan dapat menyebabkan keluhan berupa kerusakan sendi, ligamen, dan tendon. Keluhan hingga kerusakan inilah yang biasa diistilahkan dengan musculoskeletal disorders (MSDs) atau cedera pada sistem musculoskeletal (Grandjean, 1993; Lemaster 1996).
Secara garis besar keluhan otot dapat dikelompokkan menjadi dua, yaitu:
1. Keluhan sementara (reversible), yaitu keluhan otot yang terjadi pada saat otot menerima beban statis, namun demikian keluhan tersebut akan hilang apabila pembebanan dihentikan.
2. Keluhan menetap (permanent), yaitu keluhan otot yang bersifat menetap. Walaupun pembebanan telah dihentikan, namun rasa sakit pada otot terus berlanjut.
MSDs menjadi suatu masalah disebabkan karena:
a. Waktu kerja yang hilang karena sakit umumnya disebabkan penyakit otot rangka.
1
b. MSDs terutama yang berhubungan dengan punggung merupakan masalah penyakit akibat kerja yang penanganannya membutuhkan biaya yang tinggi.
c. MSDs menimbulkan rasa sakit yang amat sangat sehingga membuat pekerja menderita dan menurunkan produktivitas kerja.
d. Penyakit MSDs bersifat multi kausal sehingga sulit untuk menentukan proporsi yang semata-mata akibat hubungan kerja.
e. MSDs dapat bermanifestasi dalam berbagai bentuk pada bagian tubuh dengan gejala yang berbeda-beda.
Dari penjelasan diatas, dapat disimpulkan bahwa musculoskeletal disorder
merupakan gangguan fungsi normal pada jaringan tubuh yang mencakup saraf, tendon, otot, dan struktur penunjang seperti discus invertebral. MSDs dapat bermanifestasi dalam berbagai bentuk pada bagian tubuh dengan gejala dan penyebab yang berbeda-beda.
3.2. Faktor Risiko Musculoskeletal Disorders (MSDs) dan Keluhan Musculoskeletal 2
Faktor-faktor risiko musculoskeletal disorders terkait dengan aktivitas manual handling meliputi beberapa faktor berikut: faktor risiko yang terkait dengan karakteristik pekerjaan (task characteristic), karakteristik objek (material/object characteristic), karakteristik lingkungan kerja (workplace characteristic), dan karakteristik individu (Exxon Chemical, 1994).
a. Karakteristik Pekerjaan
Karakteristik pekerjaan yang menjadi faktor risiko musculoskeletal disorders (MSDs) antara lain:
1. Postur Kerja
Postur kerja adalah posisi tubuh pekerja pada saat melakukan aktivitas kerja yang biasanya terkait dengan desain area kerja dan task requirements yang janggal (awkward posture). Postur janggal adalah posisi tubuh yang menyimpang secara signifikan terhadap posisi normal saat melakukan pekerjaan. Bekerja dengan posisi janggal meningkatkan jumlah energi yang dibutuhkan untuk bekerja. Posisi janggal menyebabkan kondisi dimana perpindahan tenaga dari otot ke jaringan rangka tidak efisien sehingga mudah menimbulkan lelah. Termasuk ke dalam postur janggal adalah pengulangan atau waktu lama dalam posisi menggapai, berputar (twisting), memiringkan badan, berlutut, jongkok, memegang dalam kondisi statis, dan menjepit dengan tangan. Postur ini melibatkan beberapa area tubuh seperti bahu, punggung dan lutut, karena bagian inilah yang paling sering mengalami cidera.
2. Frekuensi
akumulasi produk sisa berupa asam laktat pada jaringan.
3. Durasi
Durasi adalah jumlah waktu terpapar faktor risiko. Durasi dapat dilihat sebagai menit-menit dari jam kerja/hari pekerja terpapar risiko. Durasi juga dapat dilihat sebagai paparan/tahun faktor risiko atau karakteristik pekerjaan berdasarkan faktor risikonya. Secara umum, semakin besar paparan durasi pada faktor risiko, semakin besar pula tingkat risikonya.
4. Vibrasi
Vibrasi dapat menyebabkan perubahan fungsi aliran darah pada ekstremitas yang terpapar bahaya vibrasi. Gangguan ini dikenal dengan Reynaud’s disease. Penyakit ini menyebabkan kerusakan saraf tepi.
b. Karakteristik individu.
Karakteristik individu yang menjadi faktor risiko MSDs antara lain :
1. Usia
Usia seseorang berbanding langsung dengan kapasitas fisik sampai batas
tertentu dan mencapai puncaknya pada umur 25 tahun. Pada umur 50-60
tahun kekuatan otot akan menurun sebesar 25 %, kemampuan sensoris
motoris menurun sebanyak 60 %. Selanjutnya kemampuan kerja fisik
seseorang yang berumur > 60 tahun tinggal mencapai 50 % dari umur
orang yang berusia 25 tahun. Bertambahnya umur akan diikuti dengan
penurunan VO2 max, tajam penglihatan, pendengaran, kecepatan membedakan sesuatu, membuat keputusan, dan kemampuan mengingat
pertimbangan dalam memberikan pekerjaan bagi seseorang.
2. Kebiasaan olahraga
Aerobic fitness meningkatkan kemampuan kontraksi otot. Delapan puluh persen (80 %) kasus nyeri tulang punggung disebabkan karena buruknya
tingkat kelenturan (tonus) otot atau kurang berolah raga. Otot yang lemah terutama pada daerah perut tidak mampu menyokong punggung secara
maksimal.
3. Masa kerja
Merupakan faktor risiko dari suatu pekerjaan yang terkait dengan lama
bekerja. Dapat berupa masa kerja dalam suatu perusahaan dan masa kerja
dalam suatu unit produksi. Masa kerja merupakan faktor risiko yang
sangat mempengaruhi seseorang pekerja untuk meningkatkan risiko
terjadinya MSDs, terutama untuk jenis pekerjaan yang menggunakan
kekuatan yang tinggi.
4. Kebiasaan merokok
Penelitian telah membuktikan bahwa kebiasaan merokok dapat
meningkatkan keluhan otot rangka. Semakin lama dan sering frekuensi
rokok, maka keluhan otot rangka yang dirasakan akan semakin tinggi.
Boshuizen (1993) menemukan hubungan yang signifikan antara
kebiasaan merokok dengan keluhan otot pinggang, khususnya untuk
pekerjaan yang memerlukan pengerahan otot.
5. Kesegaran jasmani
yang dalam aktivitas kesehariannya mempunyai cukup waktu untuk
istirahat. Sebaliknya, bagi yang dalam kesehariannya melakukan
pekerjaan yang memerlukan pengerahan tenaga yang besar dan memiliki
waktu istirahat yang kurang, maka hampir dapat dipastikan akan terjadi
keluhan otot. Dari uraian diatas, dapat disimpulkan bahwa tingkat
kesegaran tubuh yang rendah akan mempertinggi risiko terjadinya
keluhan otot.
6. Ukuran antropometri tubuh
Walaupun pengaruhnya relatif kecil, berat badan, tinggi badan dan massa
tubuh merupakan faktor yang dapat menyebabkan terjadinya keluhan
otot. Vessy et all (1990) menyatakan bahwa wanita yang lebih gemuk mempunyai risiko dua kali lipat dibandingkan dengan wanita kurus.
Temuan lain menyatakan bahwa pada tubuh yang tinggi umumnya sering
menderita keluhan sakit punggung, tetapi tubuh tinggi tidak mempunyai
pengaruh terhadap keluhan pada leher, bahu dan pergelangan tangan.
c. Karakteristik material
Karakteristik material yang menjadi faktor risiko MSDs antara lain :
1. Berat objek
Menurut ILO, beban maksimum yang diperbolehkan untuk diangkat oleh
seseorang adalah 23-25 kg. mengangkat beban yang terlalu berat akan
lunak. Selain itu, beban yang berat juga dapat menyebabkan kelelahan
karena dipicu peningkatan tekanan pada discus intervertebra. 2. Besar dan bentuk objek
Ukuran dan bentuk objek juga ikut mempengaruhi terjadinya gangguan
otot rangka. Ukuran objek harus cukup kecil agar dapat diletakkan sedikit
mungkin dari tubuh. Lebar objek yang besar dapat membebani otot
pundak atau bahu lebih dari 300-400 mm, panjang lebih dari 350 mm
dengan ketinggian lebih dari 450 mm. Bentuk objek yang baik harus
memiliki pegangan, tidak ada sudut tajam dan tidak dingin/panas saat
diangkat. Mengangkat objek tidak hanya dengan mengandalkan kekuatan
jari, karena kemampuan otot jari terbatas sehingga dapat cidera pada jari.
d. Karakteristik lingkungan kerja.
Karakteristik lingkungan kerja yang menjadi faktor risiko MSDs antara
lain :
1. Cuaca kerja dan konsentrasi oksigen
Cuaca kerja merupakan kombinasi dari komponen suhu udara, kecepatan
gerakan udara, dan kelembaban udara. Komponen-komponen tersebut
dapat mempengaruhi persepsi kualitas udara dalam ruangan kerja,
sehingga harus selalu dijaga agar berada pada kisaran yang dapat
diterima untuk kenyamanan penghuninya.
2. Desain lingkungan kerja
Suatu lingkungan kerja ergonomis apabila secara antropometris, faal,
mendesain stasiun kerja maka harus berorientasi pada kebutuhan
pemakainya.
3.3. REBA (Rapid Entire Body Assesment) 3
Menurut Mc Atamney dan Hignett (2000), rapid entire body assessment (REBA) adalah sebuah metode yang dikembangkan dalam bidang ergonomi dan dapat digunakan secara cepat untuk menilai posisi kerja atau postur leher, punggung, lengan, pergelangan tangan dan kaki seorang operator. Selain itu metode ini juga dipengaruhi faktor coupling, beban eksternal yang ditopang oleh tubuh serta aktivitas pekerja. Penilaian dengan menggunakan REBA tidak membutuhkan waktu yang lama untuk melengkapi dan melakukan scoring general pada daftar aktivitas yang mengindikasikan perlu adanya pengurangan risiko yang diakibatkan postur kerja operator.
Metode ergonomi tersebut mengevaluasi postur, kekuatan, aktivitas dan faktor
coupling yang menimbulkan cidera akibat aktivitas yang berulang–ulang. Penilaian
postur kerja dengan metode ini dengan cara pemberian skor risiko antara satu sampai lima belas, yang mana skor yang tertinggi menandakan level yang mengakibatkan risiko yang besar (bahaya) untuk dilakukan dalam bekerja. Hal ini berarti bahwa skor terendah akan menjamin pekerjaan yang diteliti bebas dari ergonomic hazard. REBA dikembangkan untuk mendeteksi postur kerja yang berisiko dan melakukan perbaikan segera. REBA dikembangkan tanpa membutuhkan piranti khusus. Ini memudahkan peneliti untuk dapat dilatih dalam melakukan pemeriksaan dan pengukuran tanpa biaya peralatan tambahan. Pemeriksaan REBA dapat dilakukan di tempat yang terbatas
3
tanpa menggangu pekerja. Pengembangan REBA terjadi dalam empat tahap. Tahap pertama adalah pengambilan data postur pekerja dengan menggunakan bantuan video atau foto, tahap kedua adalah penentuan sudut–sudut dari bagian tubuh pekerja, tahap ketiga adalah penentuan berat benda yang diangkat, penentuan coupling, dan penentuan aktivitas pekerja. Dan yang terakhir, tahap keempat adalah perhitungan nilai REBA untuk postur yang bersangkutan. Dengan didapatnya nilai REBA tersebut dapat diketahui level risiko dan kebutuhan akan tindakan yang perlu dilakukan untuk perbaikan kerja.
Penilaian postur dan pergerakan kerja menggunakan metode REBA melalui tahapan–tahapan sebagai berikut:
1. Tahap 1: Pengambilan data postur pekerja dengan menggunakan bantuan video atau foto
Untuk mendapatkan gambaran sikap (postur) pekerja dari leher, punggung, lengan, pergelangan tangan hingga kaki secara terperinci dilakukan dengan merekam atau memotret postur tubuh pekerja. Hal ini dilakukan supaya peneliti mendapatkan data postur tubuh secara detail (valid), sehingga dari hasil rekaman dan hasil foto bisa didapatkan data akurat untuk tahap perhitungan serta analisis selanjutnya.
2. Tahap 2: Penentuan sudut-sudut dari bagian tubuh pekerja.
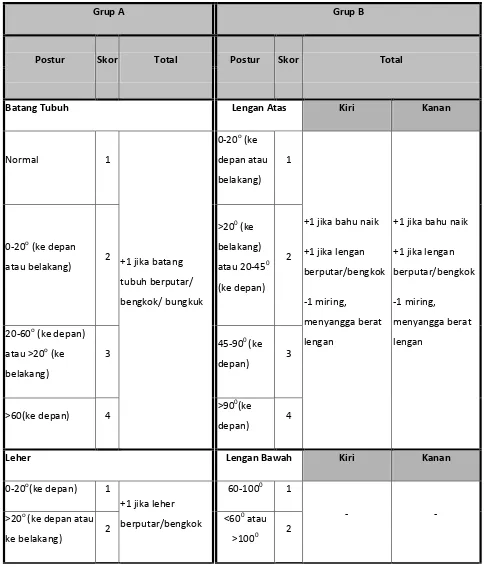
kaki. Sementara grup B meliputi lengan atas, lengan bawah dan pergelangan tangan. Dari data sudut segmen tubuh pada masing–masing grup dapat diketahui skornya, kemudian dengan skor tersebut digunakan untuk melihat tabel A untuk grup A dan tabel B untuk grup B agar diperoleh skor untuk masing–masing tabel. Penilaian masing-masing segmen tubuh dengan metode REBA dapat dilihat pada gambar dan tabel berikut ini:
Grup A
1. Batang Tubuh (trunk)
Gambar 3.1. Postur Tubuh Bagian Batang Tubuh
Tabel.3.1. Skor Pergerakan Punggung (Batang Tubuh)
Pergerakan Skor Perubahan Skor
Tegak 1
+1 jika memutar atau kesamping 0o – 20o Flexion
2 0o – 20o Extension
20o – 60o Flexion
> 60o Flexion 4
2. Leher (neck)
Gambar 3.2. Postur Tubuh Bagian Leher
Tabel 3.2. Skor Leher REBA
Pergerakan Skor Skor Perubahan
0-200 1
+1 jika leher berputar/bengkok >200-ekstensi 2
3. Kaki (legs)
Tabel 3.3. Skor Kaki (Legs)
Pergerakan Skor Skor Perubahan
Posisi normal/seimbang (berjalan/duduk) 1 +1 jika lutut antara 30-600 +2 jika lutut >600
Bertumpu pada satu kaki lurus 2
4. Beban (load)
Tabel 3.4. Skor Beban
Pergerakan Skor Skor Pergerakan
<5 kg 0
+1 jika kekuatan cepat 5-10 kg 1
>10 kg 2
Grup B
Gambar 3.4. Postur Lengan Atas
Tabel 3.5. Skor Lengan Atas
Pergerakan Skor Skor Perubahan
200 (ke depan dan belakang) 1
+1 jika bahu naik
+1 jika lengan berputar/bengkok -1 miring, menyangga berat lengan >200 (ke belakang) atau 20-450 2
45-900 3
>900 4
2. Lengan bawah (lower arm)
Gambar 3.5. Postur Lengan Bawah REBA
Tabel 3.6. Skor Lengan Bawah REBA
Pergerakan Skor
60-1000 1
<600 atau >1000 2
Gambar 3.6. Postur Tubuh Bagian Pergelangan Tangan (Wrist)
Tabel 3.7. Skor Pergelangan Tangan REBA
Pergerakan Skor Skor Perubahan
0-150 (ke atas dan bawah) 1 +1 jika pergelangan tangan putaran menjauhi sisi tengah
>150 (ke atas dan bawah) 2
4. Coupling
Tabel 3.8. Coupling
Coupling Skor Keterangan
Baik 0 Kekuatan pegangan baik
Sedang 1 Pegangan bagus tapi tidak ideal atau kopling cocok dengan bagian tubuh
Kurang baik 2 Pegangan tangan tidak sesuai walaupun mungkin
Tidak dapat diterima 3
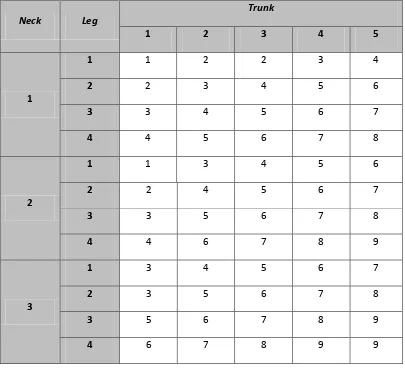
Tabel 3.9. Skor Grup A
Neck Leg
Trunk
1 2 3 4 5
1
1 1 2 2 3 4
2 2 3 4 5 6
3 3 4 5 6 7
4 4 5 6 7 8
2
1 1 3 4 5 6
2 2 4 5 6 7
3 3 5 6 7 8
4 4 6 7 8 9
3
1 3 4 5 6 7
2 3 5 6 7 8
3 5 6 7 8 9
4 6 7 8 9 9
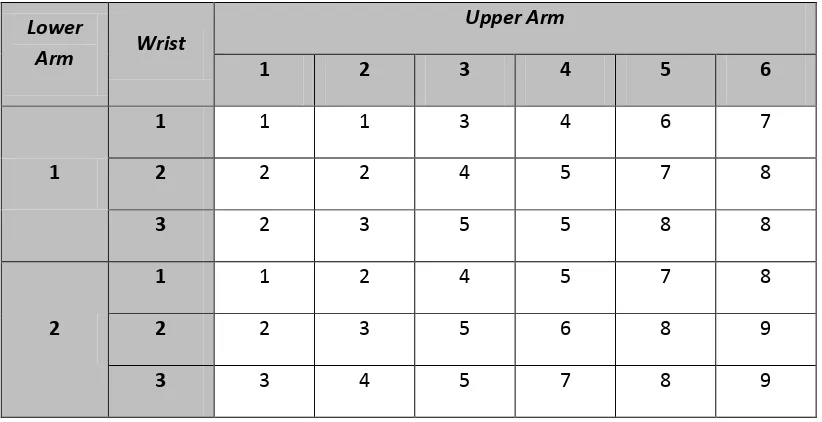
Nilai dari tabel A lalu ditambahkan dengan nilai pembebanan yang akan menghasilkan nilai skor A. Bagian tubuh yang dinilai berikutnya adalah pergelangan tangan, lengan bawah, dan lengan atas. Skor dari ketiga bagian tersebut lalu dimasukkan ke tabel B hingga diperoleh nilai dari tabel B.
Lower
Arm Wrist
Upper Arm
1 2 3 4 5 6
1
1 1 1 3 4 6 7
2 2 2 4 5 7 8
3 2 3 5 5 8 8
2
1 1 2 4 5 7 8
2 2 3 5 6 8 9
3 3 4 5 7 8 9
[image:52.595.79.490.84.295.2]Nilai dari tabel B lalu dijumlahkan dengan nilai genggaman yang akan menghasilkan nilai skor B.
Tabel 3.11. Skor Akhir
Skor
B
Skor A
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 2 3 4 6 7 8 9 10 11 12
2 1 2 3 4 4 6 7 8 9 10 11 12
3 1 2 3 4 4 6 7 8 9 10 11 12
4 2 3 3 4 5 7 8 9 10 11 11 12
5 3 4 4 5 6 8 9 10 10 11 12 12
6 3 4 5 6 7 8 9 10 10 11 12 12
8 5 6 7 8 8 9 10 10 11 12 12 12
9 6 6 7 8 9 10 10 10 11 12 12 12
10 7 7 8 9 9 10 11 11 12 12 12 12
11 7 7 8 9 9 10 11 11 12 12 12 12
12 7 8 8 9 9 10 11 11 12 12 12 12
Skor yang didapat dari Tabel 3.11. ditambah dengan skor aktivitas yang akan menjadi skor akhir untuk REBA.
Tabel 3.12. Skor Aktivitas
Aktivitas Skor Keterangan
Postur statik +1 1 atau lebih bagian tubuh statis/diam Pengulangan +1 Tindakan berulang-ulang
Ketidakstabilan
+1
Tindakan menyebabkan jarak yang besar dan cepat pada postur atau tubuh tidak stabil
Selain itu, penilaian postur kerja dengan menggunakan metode REBA dapat dilakukan dengan menilai tubuh bagian kiri dan kanan menggunakan tabel REBA seperti Tabel 3.13 berikut.
Grup A Grup B
Postur Skor Total Postur Skor Total
Batang Tubuh Lengan Atas Kiri Kanan
Normal 1
+1 jika batang tubuh berputar/ bengkok/ bungkuk
0-20o (ke depan atau belakang)
1
+1 jika bahu naik +1 jika lengan berputar/bengkok -1 miring,
menyangga berat lengan
+1 jika bahu naik +1 jika lengan berputar/bengkok -1 miring,
menyangga berat lengan
0-20o (ke depan atau belakang)
2
>200 (ke belakang) atau 20-450 (ke depan)
2
20-60o (ke depan) atau >20o (ke belakang)
3 45-90
0 (ke depan) 3
>60(ke depan) 4 >90
0 (ke
depan) 4
Leher Lengan Bawah Kiri Kanan
0-20o(ke depan) 1
+1 jika leher berputar/bengkok
60-1000 1
- -
>20o (ke depan atau ke belakang) 2
[image:54.595.41.526.83.650.2]<600 atau >1000 2
Kaki
Pergelangan
Tangan
Kiri Kanan
Posisi normal/seimbang (berjalan/duduk) 1 +1 jika lutut antara 30-600
0-150 (ke atas atau bawah)
1
+1 jika pergelangan tangan putaran menjauhi sisi tengah
+1 jika pergelangan tangan putaran menjauhi sisi tengah Bertumpu pada
satu kaki lurus 2 +2 jika lutut >600
>150 (ke atas atau
bawah) 2
Skor Tabel A Skor Tabel B Kiri Kanan
Beban Coupling Kiri Kanan
<5 kg 0 +1 jika kecepatan cepat
Baik 0
- -
5-10 kg 1 Sedang 1
>10 kg 2 Kurang baik 2
Tidak diterima 3
Skor A =
Skor Tabel A +
Beban
Skor A= +
=
Skor B =
Skor Tabel B + Coupling
Skor
B=
+
=
Skor baik= +
Skor C
[image:56.595.86.522.527.833.2]= Sel perpotongan skor A (baris) Dan B (kolom)
Tabel 3.13. Penilaian REBA Kiri dan Kanan (Lanjutan)
Aktivitas
+ 1
Ada bagian tubuh yang statis > 1 menit
+ 1 Pengulangan gerakan jarak
dekat, > 4 kali/menit Skor Aktivitas
+ 1 Perubahan postur secara cepat atau tidak stabil
Skor REBA =
Skor C + Aktivitas
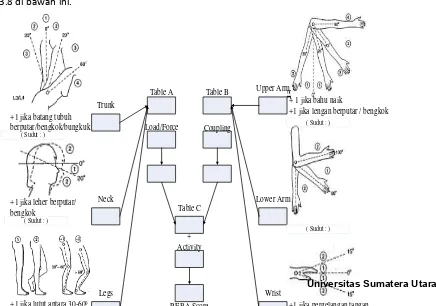
Adapun penilaian REBA bisa juga dihitung seperti pada Gambar 3.7 dan Gambar 3.8 di bawah ini.
+1 jika batang tubuh berputar/bengkok/bungkuk
+1 jika leher berputar/ bengkok
+ 1 jika bahu naik
+1 jika lengan berputar / bengkok Table A Table B
Table C Load/Force Coupling Trunk
Neck Lower Arm
Upper Arm
( Sudut : )
( Sudut : )
Gambar 3.7. Penilaian REBA Kiri
+1 jika batang tubuh berputar/bengkok/bungkuk
+1 jika leher berputar/ bengkok
+1 jika lutut antara 30-600 +2 jika lutut >600
+ 1 jika bahu naik
+1 jika lengan berputar / bengkok
+1 jika pergelangan tangan putaran menjauhi sisi tengah Table A Table B
Table C
+ Activity Load/Force Coupling Trunk
Neck
Legs Wrist
Lower Arm Upper Arm
REBA Score
( Sudut : )
( Sudut : )
Gambar 3.8. Penilaian REBA Kanan
Berikut ini nilai level tindakan REBA yang skornya diperoleh dari skor akhir REBA.
Tabel 3.14. Nilai Level Tindakan REBA
Skor REBA Level Resiko Level Tindakan Tindakan
1 Dapat diabaikan 0 Tidak diperlukan
2-3 Kecil 1 Mungkin diperlukan
4-7 Sedang 2 Perlu
8-10 Tinggi 3 Segera
11-15 Sangat tinggi 4 Sekarang juga
3.4. Produktivitas 4
Produktivitas dipandang dari dua sisi yaitu sisi input dan sisi output. Dengan demikian dapat dikatakan bahwa produktivitas berkaitan dengan efisiensi
penggunaan input dalam memproduksi output (barang atau jasa). Produktivitas
4
tidak sama dengan produksi, tetapi produksi, performansi kualitas, hasil-hasil,
merupakan komponen dari usaha produktivitas.
Pada dasarnya konsep siklus produktivitas terdiri dari empat tahap utama
yaitu:
1. Pengukuran produktivitas
2. Evaluasi produktivitas
3. Perencanaan produktivitas
4. Peningkatan produktivitas
Secara formal, program peningkatan produktivitas harus dimulai melalui
pengukuran produktivitas dari sistem itu sendiri. Apabila produktivitas dari sistem
industri itu telah dapat diukur, langkah berikutnya adalah mengevaluasi tingkat
produktivitas untuk diperbandingkan dengan rencana yang telah ditetapkan.
Berdasarkan evaluasi ini, selanjutnya dapat direncanakan kembali target
produktivitas yang akan dicapai baik dalam jangka pendek maupun jangka
panjang.
Untuk mencapai target produktivitas yang telah direncanakan itu, berbagai
program formal dapat dilakukan untuk meningkatakan produktivitas secara
terus-menerus. Tahap-tahap ini terus berulang secara kontinu untuk mencapai
peningkatan produktivitas terus-menerus dalam sistem industri.
Konsep peningkatan produktivitas ini dapat dikaitkan secara langsung
dengan profitabilitas perusahaan. Landasan untuk meningkatkan produktivitas dan
profitabilitas perusahaan adalah membangun suatu sistem industri yang
kualitas, efektivitas pencapaian tujuan, dan efisiensi penggunaan sumber daya.
Selanjutnya indikator keberhasilan sistem industri itu dipantau melalui
pengukuran produktivitas dan profitabilitas terus-menerus, dimana pengukuran
produktivitas memberikan informasi tentang masalah-masalah internal dari sistem
industri itu, sedangkan pengukuran profitabilitas memberikan informasi tentang
masalah-masalah eksternal dari sistem indusri itu.
Produktivitas pada dasarnya akan berkaitan erat pengertiannya dengan sistem produksi, yaitu sistem
dimana faktor-faktor semacam:
1. Tenaga kerja (direct atau indirect labor)
2. Modal / kapital berupa mesin, peralatan kerja, bahan baku, bangunan pabrik, dan lain-lain.
Bertitik tolak dari hal tesebut, maka selalu berupaya memanfaatkan semua sumber daya untuk
mewujudkan sesuatu secara maksimal dengan memadukan sumber dan hasil dalam bentuk yang optimal. Tenaga
kerja manusia, disamping modal dan sumber produksi lainnya adalah sumber daya yang harus dimanfaatkan secara
penuh dan terarah. Dalam usaha untuk meningkatkan produktivitas memang tidak bisa dikatakan bahwa faktor
manusia ini adalah satu-satunya faktor yang harus diamati, diteliti, dianalisa, dan diperbaiki.
Proses produksi dapat dinyatakan sebagai serangkaian aktivitas yang diperlukan untuk mengolah
ataupun merubah sekumpulan masukan (input) menjadi sejumlah keluaran (output) yamg memiliki nilai tambah
(added value). Pengolahan ataupun perubahan yang terjadi disini bisa secara fisik ataupun non-fisik, dimana
perubahan tersebut bisa terjadi terhadap bentuk, dimensi maupun sifat-sifatnya. Mengenai nilai tambah yang
dimaksudkan disini adalah nilai dari keluaran yang “bertambah” dalam pengertian nilai fungsional (kegunaan)
dan/atau nilai ekonomisnya.
Selanjutnya berbicara tentang produktivitas, maka hal ini secara sederhana dapat didefenisikan sebagai
perbandingan (rasio) antara output dan inputnya. Dengan diketahuinya nilai produktivitas maka akan diketahui pula
seberapa efektif proses produksi telah didayagunakan untuk meningkatkan output dan seberapa efisien pula
sumber-sumber input telah berhasil dihemat. Upaya peningkatan produktivitas secara terus menerus dan
menyeluruh merupakan satu hal yang penting tidak saja berlaku bagi setiap individu pekerja melainkan untuk
perusahaan/industri.
Dengan peningkatan produktivitas maka tanggung jawab manajemen akan terpusat pada segala upaya dan
efisiensi penggunaan sumber-sumber input. Berkaitan dengan maksud dan tujuan ini, maka analisa ergonomi, studi
gerak dan waktu akan memainkan peran yang penting dalam upaya peningkatan produktivitas kerja. Agar
produktivitas kerja bisa meningkat, perlu diupayakan proses produksi bisa memberikan kontribusi sepenuhnya
terhadap kegiatan produktif yang berkaitan dengan nilai tambah.
Faktor-faktor yang mempengaruhi usaha peningkatan produktivitas ada dua yaitu:
1. Faktor teknis, yaitu faktor yang berhubungan dengan pemakaian dan penerapan fasilitas produksi secara lebih baik,
metode penerapan kerja yang lebih baik, penerapan kerja yang lebih efisien dan efektif, dan atau penggunaan
bahan baku yang lebih ekonomis.
2. Faktor manusia, yaitu faktor yang mempunyai pengaruh terhadap usaha-usaha yang dilakukan manusia di dalam
menyelesaikan pekerjaan yang menjadi tugas dan tanggung jawabnya. Disini ada dua hal pokok yang menentukan,
yaitu kemampuan kerja dari pekerja tesebut dan yang lain adalah motivasi kerja yang merupakan pendorong ke
arah kemajuan dan peningkatan prestasi kerja seseorang.
Banyak yang dilakukan manusia dalam usahanya untuk meningkatakan produktivitas. Kemajuan
teknologi akhirnya banyak mengakibatkan tergesernya tenaga manusia untuk diganti menjadi tenaga mesin.
Perbaikan dan kemajuan teknologi memang akan banyak mendorong usaha peningkatan produktivitas, meskipun
pada saat lain hal ini justru berakibat buruk pada segi manusia sebagai pelaksana kerjanya. Produktivitas yang
diharapkan naik justeru turun.
Mekanisasi atau otomatisasi adalah suatu ancaman yang harus dipertimbangkan baik-baik sebab
dengan ini pekerja akan selalu dibayangi ketakutan akan kehilangan pekerjaannya untuk kemudian digantikan oleh
mesin. Jelas disadari bahwa usaha-usaha untuk meningkatkan produktivitas tidaklah selalu harus dilaksanakan lewat
pengembangan ataupun dari perbaikan teknologi daripaada mesin atau fasilitas produksi lainnya. Banyak usaha
telah dikembangkan justru ke arah yang lain, yaitu ke arah manusia sebagai pelaksana kerja.
Penekanan pada faktor manusia sebagai sumber penentu untuk kenaikan produktivitas dalam kondisi tertentu
haruslah mendapatkan prioritas yang lebih tinggi dibandingkan faktor-faktor teknis. Disini haruslah diusahakan
untuk mengeliminir pemakaian dan penerapan teknologi yang lebih berorientasi pada proses mekanisasi dan
otomatisasi.
Manusia bukanlah barang mati seperti halnya mesin atau fasilitas produksi
lainnya. Kerja dari mesin dapat program sesuai dengan spesifikasi dan
kemampuan teknis yang dimiliki. Manusia bukanlah mesin yang dapat diatur dan
terlihat atau tidak yang mempengaruhi segala bentuk kerja dan aktivitasnya yang
akan membuat salah duga terhadap apa-apa yang diprogramkan untuknya dan
harus dilaksanakan. Untuk itu didalam mengelola sumber daya manusia yang ada
dan dimiliki, maka pendekatan yang lebih bersifat manusiawi perlu diperhatikan
agar lebih bisa diharapkan adanya tingkat produktivitas yang lebih tinggi lagi.
3.5. Pengukuran Waktu dengan Stop Watch5
Pengukuran waktu dengan jam henti (stop watch) pertama kali diperkenalkan oleh Frederick W. Taylor sekitar abad 19 yang lalu. Metode ini terutama baik sekali diaplikasikan untuk pekerjaan-pekerjaan yang berlangsung singkat dan berulang-ulang
(repetitive). Dari hasil pengukuran maka akan diperoleh waktu baku untuk
menyelesaikan suatu siklus pekerjaan, yang mana waktu ini akan dipergunakan sebagai standar penyelesaian pekerjaan bagi semua pekerja yang akan melaksanakan pekerjaan yang sama seperti itu. Secara garis besar langkah-langkah untuk pelaksanaan pengukuran waktu kerja dengan jam henti ini dapat diuraikan sebagai berikut:
1. Defenisi pekerjaan yang akan diteliti untuk diukur waktunya dan beritahukan
maksud dan tujuan pengukuran ini kepada pekerja yang dipilih untuk diamati
dan supervisor yang ada.
2. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan,
seperti layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang digunakan dan lain-lain.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetail-detailnya tapi masih
dalam batas-batas kemudahan untuk pengukuran waktunya.
4. Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk
menyelesaikan elemen-elemen kerja tersebut.
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah
jumlah siklus kerja yang dilaksanakan ini sudah memenuhi syarat atau tidak,
uji pula keseragaman data yang diperoleh.
6. Tetapkan rate of performance dari operator saat melaksanakan aktivitas kerja yang diukur dan dicatat waktunya tersebut. Rate of performance ini ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk performance operator. Untuk elemen kerja yang secara penuh dilakukan oleh mesin maka
performance dianggap normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performance yang ditunjukkan oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal.
8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas. Waktu longgar yang akan diberikan ini guna menghadapi kondisi-kondisi
seperti kebutuhan-kebutuhan personil yanga bersifat pribadi, faktor kelelahan,
keterlambatan material dan lain-lainnya.
Berdasarkan langkah-langkah terlihat bahwa pengukuran waktu dengan
jam henti ini merupakan cara pengukuran yang objektif karena disini waktu
ditetapkan berdasarkan fakta yang terjadi dan tidak cuma sekedar diestimasi
secara subjektif. Disini juga akan berlaku asumsi-asumsi dasar sebagai berikut:
1. Metoda dan fasilitas untuk menyelesaikan pekerjaan harus sama dan dibakukan
terlebih dahulu sebelum kita mengaplikasikan waktu baku ini dengan pekerjaan
yang serupa.
2. Operator harus memahami benar prosedur dan metoda pelaksanaan kerja
sebelum dilakukan pengukuran kerja. Operator-operator yang akan dibebani
dengan waktu baku ini diasumsikan memiliki tingkat keterampilan dan
kemampuan yang sama dan sesuai untuk pekerjaan tersebut. Untuk ini
persyaratan mutlak pada waktu memlih operator yang akan dianalisa waktu
kerjanya benar-benar memiliki tingkat kemampuan yang rata-rata.
3. Kondisi lingkungan fisik pekerjaan juga relatif tidak jauh berbeda dengan
kondisi fisik pada saat pengukuran kerja dilakukan.
4. Performance kerja mampu dikendalikan pada tingkat yang sesuai untuk seluruh periode kerja yang ada.
3.6. Peta Kerja6
Peta kerja adalah suatu alat yang menggambarkan kegiatan kerja
secara sistematis dan jelas. Dengan menggunakan peta-peta kerja ini dapat
dilihat semua langkah atau kejadian yang dialami oleh benda kerja dari mulai
masuk ke pabrik yang berbentuk bahan baku, kemudian menggambarkan
semua langkah yang dialaminya, seperti : transportasi, operasi, pemeriksaan
dan perakitan, sampai akhirnya menjadi produk jadi, baik produk lengkap
atau produk setengah jadi. Dengan menggunakan peta kerja ini, maka
pekerjaan dalam usaha memperbaiki metode kerja dari suatu proses
produksi akan lebih mudah dilaksanakan. Perbaikan tersebut ditujukan
untuk mengurangi biaya produksi secara keseluruhan. Jadi dengan demikian
peta kerja ini merupakan alat yang baik untuk menganalisa suatu pekerjaan
sehingga akan mudah untuk menganalisa dan memperbaiki kesalahan dan
akan sangat bermanfaat dalam perencanaan sistem kerja.
3.6.1. Jenis-jenis Peta Kerja
Peta-peta kerja pada dasarnya dibagi atas dua kelompok besar berdasarkan kegiatannya, yaitu:
1. Peta-peta kerja untuk menganalisa kegiatan kerja keseluruhan Yang termasuk peta kerja keseluruhan yaitu:
a. Peta Proses Operasi (Operation Process Chart) b. Peta Aliran Proses (Flow Process Chart)
2. Peta-peta kerja untuk menganalisa kegiatan kerja setempat Yang termasuk peta kerja setempat yaitu :
a. Peta Pekerja dan Mesin (Man-Machine Chart) b. Peta Tangan Kiri dan Tangan Kanan
Suatu kegiatan disebut kegiatan kerja keseluruhan apabila kegiatan tersebut melibatkan sebagian besar atau semua fasilitas yang diperlukan untuk membuat produk yang bersangkutan. Sedangkan suatu kegiatan disebut kegiatan kerja setempat apabila kegiatan tersebut terjadi dalam suatu stasiun kerja yang biasanya melibatkan orang dan fasilitas dalam jumlah terbatas.
3.6.2. Peta Proses Operasi (Operation Process Chart)
Peta proses operasi merupakan suatu diagram yang menggambarkan langkah-langkah proses yang akan dialami bahan baku mengenai urutan-urutan operasi dan pemeriksaan, mulai dari awal sampai menjadi produk jadi utuh maupun sebagai komponen, dan juga memuat informasi-informasi yang diperlukan untuk analisa lebih lanjut, seperti waktu yang dihabiskan, material yang digunakan, dan tempat atau alat atau mesin yang dipakai.
Kegunaan peta proses operasi antara lain:
1. Bisa mengetahui kebutuhan akan mesin dan penganggarannya 2. Bisa memperkirakan kebutuhan akan bahan baku
3. Sebagai alat untuk latihan kerja
Prinsip-prinsip pembuatan peta proses operasi adalah sebagai berikut:
1. Pertama-tama pada baris paling atas dinyatakan kepalanya “Peta Proses Operasi” yang diikuti oleh identifikasi lain, seperti: nama objek, nama pembuat peta, tanggal dipetakan, cara lama atau cara sekarang, nomor peta dan nomor gambar.
2. Material yang akan diproses diletakkan di atas garis horizontal, yang menunjukkan bahwa material tersebut masuk ke dalam proses.
3. Lambang-lambang ditempatkan dalam arah vertikal, yang menunjukkan terjadinya perubahan proses.
4. Penomoran terhadap suatu kegiatan operasi diberikan secara berurutan sesuai dengan urutan operasi yang dibutuhkan untuk pembuatan produk tersebut atau sesuai dengan proses yang terjadi.
5. Penomoran terhadap suatu kegiatan pemeriksaan diberikan secara tersendiri dan prinsipnya sama dengan penomoran untuk kegiatan operasi.
3.6.3 Peta Aliran Proses (Flow Process Chart)