PERENCANAAN KEBUTUHAN KAPASITAS UNTUK
MEMAKSIMISASI UTILITAS PADA INDUSTRI
PENGOLAHAN PLYWOOD PT. TJIPTA
RIMBA DJAJA
T U G A S S A R J A N A
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar
Sarjana Teknik
Oleh
LISKE FRANCISKA
NIM. 070403059
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Kuasa, yang telah menganugerahkan kasih dan karunia-Nya, sehingga penulis dapat mengerjakan dan menyelesaikan laporan Tugas Sarjana ini.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi untuk menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Penulis melakukan penelitian di PT. Tjipta Rimba Djaja, dengan judul penelitian ”Perencanaan Kebutuhan Kapasitas Untuk Memaksimisasi Utilitas pada Industri Pengolahan Plywood PT. Tjipta Rimba
Djaja.”
Besar harapan penulis, penyusunan laporan penelitian ini dapat menambah pengetahuan bagi pembaca. Penulis menyadari masih banyak kekurangan dalam penulisan laporan ini, karena pengetahuan dan pengalaman penulis yang masih terbatas. Kritik dan saran yang bersifat membangun penulis harapkan demi kesempurnaan laporan ini.
Akhir kata, penulis mengharapkan agar laporan Tugas Sarjana ini dapat memberikan manfaat baik bagi kita semua.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS.
UCAPAN TERIMAKASIH
Puji dan syukur penulis naikkan kepada Tuhan Yesus yang telah memberikan kasih dan karunia-Nya sehingga penulis mendapatkan kesempatan untuk mengikuti pendidikan di Departemen Teknik Industri USU serta telah menyertai penulis selama proses perkuliahan dan penulisan laporan Tugas Sarjana ini.
Dalam proses penulisan Tugas Akhir ini, penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, dan informasi. Oleh karena itu, penulis mengucapkan terima kasih kepada:
1. Kedua orang tua penulis dan saudari penulis yang selalu mendukung penulis dalam doa, dana dan semangat.
2. Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE, selaku Dosen Pembimbing I yang telah memberikan waktu, bimbingan, pengarahan, dan masukan dalam penyelesaian Tugas Sarjana ini.
3. Ibu Ir. Dini Wahyuni, MT, selaku Dosen Pembimbing II yang telah memberikan waktu, bimbingan, pengarahan, dan masukan dalam penyelesaian Tugas Sarjana ini.
4. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini dan dukungan serta perhatian yang diberikan kepada penulis.
6. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng selaku Koordinator Bidang Rekayasa Manufaktur.
7. Bapak Song, sebagai Direktur Pelaksana PT. Tjipta Rimba Djaja yang telah mengizinkan penulis melakukan penelitian di perusahaan tersebut.
8. Bapak Sembiring sebagai Kepala Bagian Mechanical Department PT. Tjipta Rimba Djaja yang telah membantu penulis dalam pengumpulan data.
9. Bapak Dedi sebagai manager HRD (Human Research Development) yang telah memberikan kemudahan dalam birokrasi dan urusan surat-menyurat dengan PT. Tjipta Rimba Djaja.
10.Bapak Galung sebagai manager QC produksi yang telah membantu penulis dalam melakukan penelitian di perusahaan tersebut.
11.Rekan seperjuangan pada saat penelitian, Yessi Rosa Enggani, Endy dan Anton.
12.Sahabat penulis, Lisabella, Eveleen, Lany, Juliana, Reny, Fensi, Winny, Wulan, Puput, Rahma, Darwin Anwat, Herman, Joni, Yawin, William, Tommy, Susanto dan lain-lain.
13.Teman-teman 07 yang terkasih yang selalu memberikan dukungan kepada penulis untuk tetap semangat.
ABSTRAK
PT. Tjipta Rimba Djaja adalah salah satu perusahaan manufaktur yang bergerak dalam bidang produksi kayu terutama beragam jenis kayu lapis (plywood) mulai dari yang berlapis tiga, lima dan tujuh. Dalam strategi produksinya, perusahaan menerapkan sistem make to stock. Pada bulan Oktober Juli 2011, perusahaan tidak dapat memenuhi permintaan, dimana jumlah produksi adalah 1.876 m3 sedangkan jumlah permintaan adalah 1.913 m3. Ketidakmampuan perusahaan tersebut disebabkan oleh adanya ketidaklancaran produksi, yaitu terdapat stasiun kerja menganggur akibat perbedaan kapasitas antara stasiun kerja
rotary (stasiun kerja II) dengan stasiun kerja dryer (stasiun kerja III). Stasiun kerja rotary memiliki kapasitas 16 m3/jam sedangkan stasiun kerja dryer memiliki kapasitas 10 m3/jam. Ketidaklancaran produksi ini juga menandakan rendahnya utilitas pada stasiun kerja. Oleh karena itu penyelesaian yang dilakukan untuk mengatasi ketidaklancaran tersebut adalah dengan melakukan perencanaan kapasitas yang dapat memaksimisasi utilitas.
Dari hasil pengolahan yang dilakukan, didapatkan bahwa ketersediaan kapasitas work centre III pada beberapa periode (Oktober – Desember 2011, Februari, April, Juni, Agustus dan September 2012) tidak mencukupi yaitu dibawah kapasitas yang dibutuhkan. Untuk mengatasi hal tersebut dilakukan beberapa alternatif untuk mengatasinya, yaitu dengan re-adjusment jumlah grup produk, penyiapan buffer pada WC III dan penambahan mesin. Dengan penambahan mesin kapasitas WC III meningkat 6 m3/ jam. Untuk work centre
yang lainnya didapati bahwa ketersediaan kapasitas melebihi kapasitas yang dibutuhkan sehingga diperlukan pengaturan yaitu dengan mengurangi jam kerja sebesar 2 jam yang bertujuan untuk mengurangi biaya produksi dan juga dapat meningkatkan kesejahteraan pekerja. Setelah dilakukan pengaturan kapasitas, maka utilitas dari stasiun kerja meningkat.
DAFTAR ISI
BAB HALAMAN
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
ABSTRAK ... vii
DAFTAR ISI ... viii
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xv
I . PENDAHULUAN ... I-1
1.1. Latar Belakang Masalah ... I-1 1.2. Rumusan Masalah ... I-2 1.3. Tujuan Penelitian ... I-3 1.4. Manfaat Penelitian ... I-3 1.5. Asumsi dan Batasan Penelitian ... I-3 1.6. Sistematika Penulisan Tugas Sarjana ... I-4
II. GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.5.1. Standar Mutu Bahan/ Produk ... II-8 2.5.2. Bahan yang digunakan ... II-10 2.5.2.1. Bahan Baku ... II-10 2.5.2.2. Bahan Tambahan ... II-11 2.5.2.3. Bahan Penolong ... II-12 2.5.3. Uraian Proses Produksi ... II-12 2.5.4. Mesin dan Peralatan ... II-19 2.5.5. Utilitas ... II-20 2.5.6. Safety and Fire Protection ... II-20 2.5.7. Waste Treatment ... II-22
III. LANDASAN TEORI ... III-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
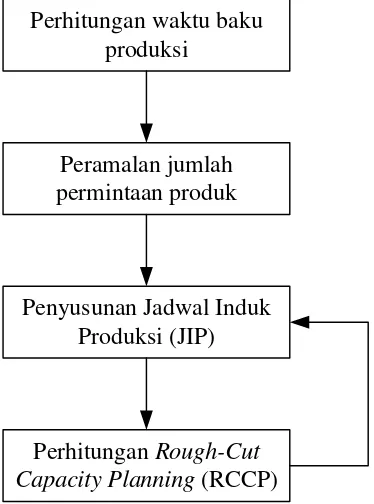
3.2.2.7. Peta Moving Range ... III-23 3.2.3. Penyusunan Jadwal Induk Produksi ... III-25 3.2.4. Rough Cut Capacity Planning (RCCP) ... III-26
IV. METODOLOGI PENELITIAN ... IV-1
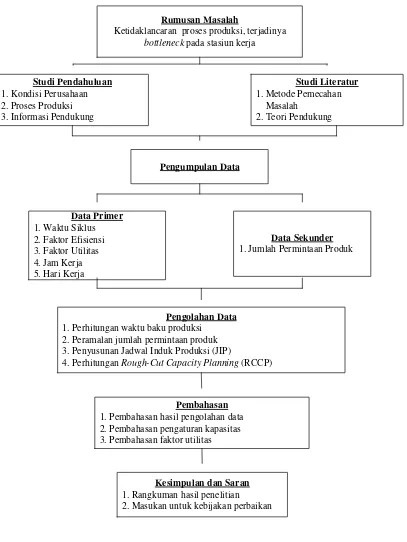
4.1. Lokasi dan Waktu Penelitian ... IV-1 4.2. Jenis Penelitian ... IV-1 4.3. Objek Penelitian ... IV-1 4.4. Kerangka Konseptual Penelitian ... IV-2 4.5. Variabel Penelitian ... IV-2 4.6. Blok Diagram Prosedur Penelitian ... IV-4 4.7. Metode Pengumpulan Data ... IV-4 4.7.1. Sumber Data ... IV-4 4.7.2. Metode Pengumpulan ... IV-6 4.7.3. Instrumen Penelitian ... IV-6 4.8. Metode Pengolahan Data ... IV-7 4.9. Metode Analisis Data ... IV-11 4.10.Kesimpulan dan Saran ... IV-12
V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.1.1. Uji KeseragamanData ... V-4 5.2.1.2. Uji Kecukupan Data ... V-7 5.2.1.3. Waktu Normal ... V-9 5.2.2. Peramalan Jumlah Permintaan Produk ... V-21 5.2.3. Jadwal Induk Produksi (Master Production Scheduling) ... V-30 5.2.4. RCCP (Rough Cut Capacity Planning) ... V-31 5.2.4.1. Kapasitas Dibutuhkan (Capacity Requirement) ... V-31 5.2.4.2. Kapasitas Tersedia (Capacity Available) ... V-36 5.2.4.3. Pengaturan Kapasitas ... V-44
VI. ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Kapasitas Produksi ... VI-1 6.2. Analisis Pengaturan Kapasitas WC yang Berlebih ... VI-4 6.3. Analisis Utilitas Stasiun Kerja ... VI-4
VII. KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Rincian Tenaga Kerja pada PT. Tjipta Rimba Djaja ... II-6 5.1. Jumlah Permintaan dan Produksi Plywood Lima Lapis Tahun
2010/2011 ... V-1 5.2. Jumlah Hari Kerja Tahun 2010/2011 ... V-2
5.3. Jumlah Tenaga Kerja Setiap Work Center ... V-2 5.4. Efisiensi dan Utilitas Work Centre ... V-3 5.5. Waktu Siklus Produk 1 ... V-3 5.6. Waktu Siklus Produk 2 ... V-4 5.7. Rekapitulasi Uji Keseragaman Waktu Siklus Produk 1 ... V-6 5.8. Rekapitulasi Uji Keseragaman Waktu Siklus Produk 2 ... V-7 5.9. Uji Kecukupan Data Produk 1 ... V-8 5.10. Rekapitulasi Uji Kecukupan Data Waktu Siklus Produk 1 ... V-9 5.11. Rekapitulasi Uji Kecukupan Data Waktu Siklus Produk 2 ... V-9 5.12. Nilai untuk p1 dan p2 ... V-10 5.13. Penilaian Rating Factor Pekerja ... V-15 5.14. Perhitungan Waktu Normal ... V-16 5.15. Penilaian Allowance Setiap WC ... V-17 5.16. Perhitungan Waktu Baku ... V-20 5.17. Perhitungan Parameter Peramalan untuk Metode Kuadratis ... V-22 5.18. Perhitungan Parameter Peramalan untuk Metode Siklis ... V-24 5.19. Perhitungan SEE untuk Metode Kuadratis ... V-25 5.20. Perhitungan SEE untuk Metode Siklis ... V-26 5.21. Rekapitulasi Hasil Perhitungan SEE ... V-23 5.22. Perhitungan Hasil Verifikasi ... V-28 5.23. Peramalan Data Permintaan Plywood Lima Lapis ... V-30
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.28. Hasil RCCP ... V-40 5.29. Besar Pengurangan Rencana Produksi ... V-48 5.30. Rencana Produksi Akhir ... V-48 5.31. Penyiapan Buffer dengan Penambahan Hari Kerja ... V-49 5.32. Penyiapan Buffer dengan Sistem Shift ... V-49 5.33. Kelebihan Kapasitas Tiap WC ... V-51 5.34. RCCP Hasil Pengaturan Jam Kerja WC I, II, IV, VI, VII, VIII
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Tjipta Rimba Djaja ... II-4
3.1. Kerangka Dasar Sistem Perencanaan dan Pengendalian Produksi III-12 3.2. Langkah-langkah Peramalan Secara Kuantitatif ... III-12
3.3. Peta Moving Range ... III-24 3.4. Profil Beban W/C 101 Bulan Januari-Juli 2000X ... III-29 4.1. Model Konseptual Penelitian ... IV-2 4.2. Blok Diagram Prosedur Penelitian ... IV-5 4.3. Blok Diagram Pengolahan Data ... IV-7
4.4. Diagram Alir Pengukuran Waktu dengan Stopwatch Time Study IV-8 4.5. Diagram Alir Peramalan dengan Time Series ... IV-10
4.6. Diagram Alir Penyusunan Jadwal Induk Produksi dan Perencanaan Kebutuhan Kapasitas ... IV-11 5.1. Peta Kontrol Waktu Siklus Produk 1 pada WC I ... V-6 5.2. Scatter Diagram Jumlah Permintaan Plywood Lima Lapis .... V-21 5.3. Moving Range Chart ... V-29
5.4. Profil Beban WC III Periode Oktober 2011 s/d September 2012 V-44 5.5. Profil Beban WC III Sesudah Penyesuaian ... V-47
DAFTAR LAMPIRAN
LAMPIRAN
L.1. Uraian Tugas dan Tanggung Jawab L.2. Mesin-Mesin dan Peralatan
L.3. Tabel Rating Westing House
L.4. Tabel Allowance
L.5. Tabel Distribusi F untuk Probabilitas 0,05
ABSTRAK
PT. Tjipta Rimba Djaja adalah salah satu perusahaan manufaktur yang bergerak dalam bidang produksi kayu terutama beragam jenis kayu lapis (plywood) mulai dari yang berlapis tiga, lima dan tujuh. Dalam strategi produksinya, perusahaan menerapkan sistem make to stock. Pada bulan Oktober Juli 2011, perusahaan tidak dapat memenuhi permintaan, dimana jumlah produksi adalah 1.876 m3 sedangkan jumlah permintaan adalah 1.913 m3. Ketidakmampuan perusahaan tersebut disebabkan oleh adanya ketidaklancaran produksi, yaitu terdapat stasiun kerja menganggur akibat perbedaan kapasitas antara stasiun kerja
rotary (stasiun kerja II) dengan stasiun kerja dryer (stasiun kerja III). Stasiun kerja rotary memiliki kapasitas 16 m3/jam sedangkan stasiun kerja dryer memiliki kapasitas 10 m3/jam. Ketidaklancaran produksi ini juga menandakan rendahnya utilitas pada stasiun kerja. Oleh karena itu penyelesaian yang dilakukan untuk mengatasi ketidaklancaran tersebut adalah dengan melakukan perencanaan kapasitas yang dapat memaksimisasi utilitas.
Dari hasil pengolahan yang dilakukan, didapatkan bahwa ketersediaan kapasitas work centre III pada beberapa periode (Oktober – Desember 2011, Februari, April, Juni, Agustus dan September 2012) tidak mencukupi yaitu dibawah kapasitas yang dibutuhkan. Untuk mengatasi hal tersebut dilakukan beberapa alternatif untuk mengatasinya, yaitu dengan re-adjusment jumlah grup produk, penyiapan buffer pada WC III dan penambahan mesin. Dengan penambahan mesin kapasitas WC III meningkat 6 m3/ jam. Untuk work centre
yang lainnya didapati bahwa ketersediaan kapasitas melebihi kapasitas yang dibutuhkan sehingga diperlukan pengaturan yaitu dengan mengurangi jam kerja sebesar 2 jam yang bertujuan untuk mengurangi biaya produksi dan juga dapat meningkatkan kesejahteraan pekerja. Setelah dilakukan pengaturan kapasitas, maka utilitas dari stasiun kerja meningkat.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Perkembangan dunia sekarang ini mengalami laju pertumbuhan yang sangat pesat, ini ditandai dengan bermunculannya berbagai jenis usaha khususnya dalam bidang manufaktur. Dengan pertumbuhan yang pesat tersebut tentu akan akan menimbulkan persaingan antara satu perusahaan dengan perusahaan yang lainnya untuk menjadi yang terdepan. Persaingan dengan perusahaan lain dan ambisi menjadi yang terdepan di bidangnya memerlukan kinerja yang baik dalam perusahaan dan salah satunya adalah sistem produksi yang efisien dan efektif. Perusahaan memiliki sistem produksi yang efisien dan efektif apabila perusahaan tersebut mampu mengelola sumber daya yang ada secara optimal sehingga dapat meningkatkan produktivitas perusahaan.
m3/jam sedangkan stasiun kerja dryer memiliki kapasitas 10 m3/jam. Ketidaklancaran produksi ini juga menandakan rendahnya utilitas pada stasiun kerja. Oleh karena itu penyelesaian yang dilakukan untuk mengatasi ketidaklancaran tersebut adalah dengan melakukan perencanaan kapasitas yang dapat memaksimisasi utilitas.
Penelitian sejenis pernah dilakukan oleh James C.Chen, dkk pada tahun 2011 yang menunjukkan bahwa metode yang paling efektif untuk meningkatkan performansi produksi adalah dengan melaksanakan perencanaan kapasitas yang efektif. Perencanaan kapasitas yang efektif tidak hanya dapat memaksimisasi utilitas tetapi juga mengurangi work in process (WIP), biaya, dan lain-lain. Penelitian lainnya juga dilakukan oleh Nils Altfeld, dkk pada tahun 2011 yang menunjukkan bahwa terjadinya bottleneck berhubungan dengan beban kerja (workload) stasiun kerja dan kapasitas yang ada.
1.2. Rumusan Masalah
1.3. Tujuan Penelitian
Tujuan umum penelitian ini adalah menyusun perencanaan kapasitas yang dapat memaksimisasi utilitas pada lantai produksi PT. Tjipta Rimba Djaja.
Tujuan khusus dari penelitian ini yaitu :
1. Menganalisis kapasitas produksi serta kapasitas tersedia pada lantai produksi. 2. Melakukan pengaturan kapasitas terhadap hasil analisis kapasitas.
3. Menganalisis utilitas terhadap perencanaan kapasitas.
1.4. Manfaat Penelitian
Manfaat dari penelitian ini, yaitu:
1. Dapat memberi masukan kepada perusahaan dalam memecahkan masalah perencanaan kapasitas produksi.
2. Menambah keterampilan dan pengalaman bagi mahasiswa dalam memecahkan masalah sebelum terjun ke dunia kerja.
3. Menjadi tambahan literatur di Departemen Teknik Industri yang dapat dijadikan referensi bagi semua pihak yang ingin mengetahui aplikasi dan prosedur perencanaan kebutuhan kapasitas.
1.5. Asumsi dan Batasan Penelitian
Asumsi-asumsi yang digunakan dalam penelitian ini, yaitu:
1. Tidak ada perubahan proses produksi dan jenis produk di PT. Tjipta Rimba Djaja selama penelitian.
Sementara batasan-batasan yang digunakan dalam penelitian ini, yaitu: 1. Penelitian dilakukan pada bagian produksi PT. Tjipta Rimba Djaja.
2. Jangka waktu perencanaan produksi hanya dibatasi dalam 12 periode (bulan). 3. Sistem produksi pada PT. Tjipta Rimba Djaja bersifat make-to-stock.
4. Varian produk yang diteliti berjumlah dua buah dari grup plywood lima lapis.
1.6. Sistematika Penulisan Tugas Sarjana
Penulisan tugas sarjana ini dibagi ke dalam beberapa bab yang dapat dilihat sebagai berikut:
Bab I Pendahuluan, menguraikan latar belakang masalah yang mendasari peneliti melakukan perencanaan kebutuhan kapasitas, rumusan masalah, tujuan dan manfaat penelitian, batasan masalah dan asumsi penelitian, serta sistematika penulisan tugas sarjana.
Bab II Gambaran Umum Perusahaan, menguraikan sejarah perusahaan, ruang lingkup bidang usaha, organisasi dan manajemen perusahaan yang meliputi uraian tugas dan tanggung jawab, jam kerja, dan sistem pengupahan, proses produksi yang meliputi bahan-bahan yang digunakan dan uraian proses produksi, serta mesin dan peralatan.
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian, objek penelitian, jenis penelitian, kerangka konseptual, variabel peneltian, dan instrumen pengumpulan data serta langkah-langkah penelitian meliputi pengumpulan data, pengolahan data, analisis pemecahan masalah sampai kesimpulan dan saran.
Bab V Pengumpulan dan Pengolahan Data, mengidentifikasi data yang diperlukan baik berupa data primer seperti pengukuran waktu siklus produksi, faktor efisiensi dan utilitas, varian produk dan proporsi permintaan, jumlah pekerja tiap work center, waktu kerja, kemampuan pekerja dan kondisi lingkungan maupun data sekunder seperti jumlah permintaan. Selain itu, juga terdapat tahap pengolahan yang terdiri dari tahap penentuan waktu baku, peramalan permintaan, perhitungan kapasitas dibutuhkan dan kapasitas tersedia, pengaturan kapasitas yang kurang dan berlebih.
Bab VI Analisis Pemecahan Masalah, menguraikan hasil dan alternatif dari pengolahan data serta dilakukan pembahasan mengenai kapasitas tersedia dan kapasitas yang dibutuhkan di lantai produksi. Pembahasan yang dilakukan juga mengenai pengaturan kapasitas tersedia apabila terjadi kekurangan dan pengaturan kapasitas tersedia apabila terjadi kelebihan kapasitas yang tidak efektif. Selain itu juga dilakukan pembahasan mengenai utilitas perusahaan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Tjipta Rimba Djaja Medan didirikan dengan Akte Notaris Nj. Jo Kian Tjaij, SH No. 2 tanggal 1 Juni 1970 dan terdaftar dalam Lembaran Negara No : 71, tanggal 3 September 1971. Perusahaan yang yang bergerak di bidang industri kayu untuk mengolah kayu bulat menjadi kayu lapis dan kayu gergajian ini didirikan pada areal tanah seluas ± 4 hektar berlokasi di Jl. Kom. Laut Yos Sudasrso KM. 7,5 Desa Tanjung Mulia Medan dan berkantor pusat di Jl. Prof. H.M. Yamin S.H, No. 46 Medan.
Perusahaan ini secara resmi berdiri tanggal 4 Mei 1973 dan terdaftar pada Panitia Teknis Penanaman Modal Sub Penanaman Modal Dalam Negeri dengan surat izin No 1675/SKRS/SP PMDN/70. Pada awalnya perusahaan ini hanya bergerak di bidang importir kayu lapis.
Hal yang mendorong PT. Tjipta Rimba Djaja untuk memproduksi kayu lapis sendiri pada tahun 1973, yaitu:
1. Permintaan terhadap kayu lapis yang semakin meningkat baik di dalam negeri maupun di luar negeri.
3. Bahan baku yaitu kayu bulat cukup banyak tersedia di Indonesia, khususnya Sumatera.
4. Hasil studi kelayakan yang menunjukkan keuntungan yang lebih besar memproduksi sendiri.
Kebijakan mutu PT. Tjipta Rimba Djaja, yaitu:
1. Menghasilkan kayu olahan yang bermutu sesuai dengan permintaan pelanggan.
2. Memperhatikan kelestarian hutan dan lingkungan hidup.
3. Menerapkan sistem manajemen mutu terpadu mengacu pada ISO 9002.
2.2. Ruang Lingkup Bidang Usaha
PT. Tjipta Rimba Djaja bergerak di bidang industri kayu, dimana produk utamanya adalah kayu lapis (plywood). Selain plywood, PT. Tjipta Rimba Djaja juga menghasilkan kayu gergajian yang digunakan untuk industri kusen dan sejenisnya. PT. Tjipta Rimba Djaja menghasilkan ribuan m3 kayu lapis per bulannya. Umumnya produk ini diekspor (82%) ke negara tujuan seperti Singapura, Inggris, Eropa, Cina, Jepang, Amerika Serikat, Negara-Negara Timur Tengah, Mesir, Korea, dan 18% sisa produksi dijual ke lokal. Sedangkan kayu hasil gergajian dijual ke lokal untuk bahan bangunan seperti kusen dan lainnya.
PT. Tjipta Rimba Djaja menghasilkan ukuran tebal dan luas kayu lapis yang bermacam-macam. Jumlah kayu lapis yang dihasilkan bervariasi dan ini sesuai dengan standar perusahaan, yaitu:
2. Kayu berlapis lima. 3. Kayu berlapis tujuh.
2.3. Lokasi Perusahaan
PT. Tjipta Rimba Djaja berlokasi di Jl. Kom. Laut Yos Sudarso KM. 7,5 Desa Tanjung Mulia Medan dan berkantor pusat di Jl. Prof H. M. Yamin S.H. No. 48 Medan.
2.4. Organisasi dan Manajemen
2.4.1. Struktur Organisasi Perusahaan
Direktur
Wakil Manajemen
Plant Manager
Manajer Keuangan Manajer Sekretaris
dan Pembantu Umum Manajer Personalia
Manajer Eksploitasi
Hutan Manajer Produksi
Kepala Keamanan
Kepala Pembukuan
& Adm.
Kepala Pengadaan Bahan Baku &
Penolong
Kepala Perkapalan
Kepala Adm. Produksi
Kepala Export Kepala Import
Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan
2.4.2. Uraian Tugas dan Tanggung Jawab
Adapun tugas dan tan1ggung jawab dari masing-masing bagian pada PT. Tjipta Rimba Djaja dapat dilihat pada Lampiran 1.
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja
Tenaga kerja pada PT. Tjipta Rimba Djaja dapat dikategorikan menjadi beberapa, yaitu:
1. Staff
Tenaga kerja yang termasuk bagian ini seperti wakil manajemen, plant manager, manajer, kepala bagian, karyawan kantor, dan lain-lain.
2. Karyawan Tetap
Tenaga kerja yang termasuk bagian ini seperti kasubag, mandor, operator, karyawan, dan satpam.
3. Karyawan Lepas
Tenaga kerja yang termasuk bagian ini seperti operator dan karyawan. Untuk tenaga kerja ini, perusahaan tidak mengadakan kontrak kerja pada pekerja secara langsung tetapi kepada pihak perusahaan yang menjadi penyalurnya.
Tabel 2.1. Rincian Tenaga Kerja pada PT. Tjipta Rimba Djaja
No. Posisi Jumlah (orang)
1 Wakil Manajemen 1
2 Plant Manager 1
3 Manajer Sekretaris dan Pembantu Umum 1
4 Manajer Personalia 1
5 Manajer Keuangan 1
6 Manajer Eksploitasi Hutan 1
7 Manajer Produksi 1
8 Kepala Keamanan 1
9 Kepala Pembukuan dan Administrasi 1
10 Kepala Pengadaan Bahan 1
11 Kepala Perkapalan 1
12 Kepala Ekspor 1
13 Kapala Impor 1
14 Kepada Administrasi Pabrik 1
15 Kepala Teknik 1
16 Kepala Quality Control 1
17 Kepala Pabrik 1
18 Satpam 12
19 Kepala Sub Bagian 10
20 Mandor 20
21 Operator 155
22 Karyawan 355
Jumlah 569
PT. Tjipta Rimba Djaja memiliki aturan jam kerja sebagai berikut: 1. Jam kerja staff
2. Jam kerja karyawan pabrik
a. Kerja aktif : 07.00 – 12.00 WIB b. Istirahat : 12.00 – 13.00 WIB c. Kerja aktif : 13.00 – 19.00 WIB 3. Jam kerja satpam
a. Shift I : 08.00 – 16.00 WIB b. Shift II : 16.00 – 24.00 WIB c. Shift III : 24.00 – 08.00 WIB
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya
Dalam hal pengupahan, PT. Tjipta Rimba Djaja memberikannya sekali setiap bulan di mana besar upah disesuaikan dengan ketentuan Upah Minimum Kota (UMK) Medan yaitu sekitar ± Rp. 1.400.000,-/bulan. Sementara untuk lembur, perusahaan memberikan batasan lembur 2 jam di mana lembur dihitung apabila pekerja bekerja lebih dari jam kerja normal dengan perincian gaji lembur dapat dilihat sebagai berikut:
1. Upah lembur jam pertama adalah 1,5 kali upah normal per jam.
2. Upah lembur jam kedua dan seterusnya adalah 2 kali upah normal per jam. Perusahaan juga memberikan tunjangan dan fasilitas lain untuk menambah kesejahteraan karyawan, yaitu:
1. Tunjangan Hari Raya (THR)
2. Cuti
Lamanya cuti yang diberikan oleh perusahaan yaitu 12 hari kerja setiap tahunnya.
3. Pelayanan Kesehatan
Penyediaan obat P3K dan perawatan terhadap kecelakaan ringan yang dialami
tenaga kerja saat bekerja.
4. Jaminan Sosial Tenaga Kerja (Jamsostek)
Dimana pihak perusahaan mengasuransikan seluruh tenaga kerja pada PT.
Jamsostek. Jaminan yang diberikan meliputi Jaminan Kecelakaan Kerja, Jaminan
Kematian, Jaminan Hari Tua, serta Jaminan Pemeliharaan Kesehatan.
5. Izin Khusus
Yaitu dispensasi yang diberikan kepada tenaga kerja untuk melakukan kegiatan
tertentu, misalnya istirahat karena sakit, beribadah, menikahkan anak,
kemalangan, dan lain-lain.
2.5. Proses Produksi
2.5.1. Standar Mutu Bahan / Produk
Bahan baku yang digunakan dalam pembuatan kayu lapis adalah kayu gelondongan (log). Dalam pengadaan bahan baku, PT. Tjipta Rimba Djaja mendapat pasokan kayu dari Kalimantan dan Riau.
yang cukup besar terhadap mutu plywood. Oleh karena itu, PT.Tjipta Rimba Djaja menetapkan kebijakan bahwa untuk lapisan permukaan kayu lapis, perusahaan lebih mengutamakan pemakaian kayu dari jenis meranti, karena kayu ini memiliki karakteristik yang lebih baik dibandingkan jenis kayu lainnya, baik mengenai kualitas, warna maupun corak lembarannya. Sedangkan untuk lapisan bagian dalam yaitu length core dan cross core, masing-masing dapat menggunakan segala jenis kayu yang umum untuk pembuatan kayu lapis seperti meranti, bintangor, rengas, durian, mersawa, jelutung, belau, dan lain-lain.
Perusahaan menetapkan standar produk plywood yang diproduksi yaitu dengan ketentuan setiap jenis kayu lapis, baik yang berlapis tiga, lima, maupun berlapis tujuh memiliki standar yang harus dipenuhi. Adapun ketentuan tersebut adalah:
1. Kayu lapis yang berlapis tiga (triplex)
Lapisan yang terdapat pada kayu lapis ini terdiri dari:
a. Satu lapisan untuk faceback atau untuk permukaan atas dan bawah kayu lapis
b. Satu lapisan cross core yang terletak di tengah-tengah lapisan kayu lapis Ukuran produk ini pada umumnya adalah 210 cm x 120 cm, dengan ketebalan bervariasi mulai dari 2,7 mm hingga 6 mm
2. Kayu lapis berlapis lima
Lapisan yang terdapat pada kayu lapis ini terdiri dari:
a. Dua lapisan untuk permukaan atas (face) dan bawah (back)
c. Satu lapisan length core yang terletak di tengah-tengah face/back dan
crosscore di atas
Jenis kayu lapis ini diproduksi untuk ukuran ketebalan mulai 8 mm hingga ketebalan 12 mm dengan ukuran umumnya adalah 210 cm x 90 cm
3. Kayu lapis berlapis tujuh
Lapisan yang terdapat pada kayu lapis ini terdiri dari:
a. Dua lapisan untuk permukaan atas (face) dan bawah (back) b. Tiga lapisan cross core.
c. Dua lapisan length core.
Jenis kayu lapis ini diproduksi untuk ukuran ketebalan mulai dari 22 mm sampai 25 mm dengan ukuran 180 cm x 120 cm.
2.5.2. Bahan yang Digunakan
Adapun bahan yang digunakan oleh PT. Tjipta Rimba Djaja dalam menghasilkan produk terdiri dari bahan baku, bahan penolong, dan bahan tambahan yang dapat dilihat dalam uraian berikut ini.
2.5.2.1.Bahan Baku
Untuk pengadaan bahan baku ini, PT. Tjipta Rimba Djaja memiliki areal yang ditetapkan sebagai HPH (Hak Pengusaha Hutan) yang berada di Aceh. Selain itu, PT. Tjipta Rimba Djaja juga memiliki pemasok kayu yang berada di beberapa daearah seperti Kalimantan, Pekan Baru, Dumai, Kabanjahe, Padang dan Kota Pinang.
2.5.2.2.Bahan Tambahan
Bahan tambahan merupakan bahan yang digunakan untuk membantu proses produksi dan merupakan bahan yang bersifat esensial dalam membantu meningkatkan kualitas produk. Bahan tambahan yang digunakan pada produk kayu lapisi ini adalah:
1. Dempul, yaitu bahan yang digunakan untuk mendempul atau menambal permukaan kayu lapis yang cacat atau retak atau berlubang
2. Gum tape, yaitu sejenis pita kertas yang pada salah satu sisinya diberi cat perekat. Bahan ini digunakan untuk mengikat lembaran kayu yang terdiri dari
length core dan cross core agar tidak mudah koyak. Di samping itu, juga digunakan untuk merangkai lembaran faceback yang robek
2.5.2.3.Bahan Penolong
Bahan penolong merupakan bahan yang digunakan untuk membantu proses produksi dan tidak menjadi bagian yang esensial dari suatu produk. Bahan penolong yang digunakan untuk proses pembuatan produk ini adalah air. Dimana air digunakan untuk mencuci kayu bundar sebelum proses pembubutan. Pencucian ini penting untuk membersihkan kotoran dari kayu bundars sehingga dapat diperiksa apakah masih ada paku atau benda keras lainnya yang terdapat pada kayu bundar.
2.5.3. Uraian Proses Produksi
Proses produksi plywood pada PT. Tjipta Rimba Djaja Medan dimulai dari persiapan kayu (log yard), pembubutan balok kayu (rotary), pengeringan (dryer), penyambungan (composer), perekatan (glue spreader), perakitan, dan finishing. Dalam produksinya, walaupun produk yang dihasilkan beragam tetapi mempunyai proses produksi yang sama di mana perbedaannya terletak pada perlakuan terhadap proses dalam work center tertentu.
Uraian proses pembuatan plywood pada PT. Tjipta Rimba Djaja Medan ini adalah :
1. Log Yard
Balok-balok yang terdapat dalam tumpukan balok (log pond) mempunyai panjang dan diameter yang berbeda. Balok-balok tersebut kemudian dipilih sesuai mutu yang telah ditetapkan, dimana untuk lapisan face back (lapisan atas
yang sedikit sekali cacat, sedangkan untuk lapisan cross core (lapisan tengah
plywood) umumnya digunakan balok yang mempunyai cacat berupa retak. Setelah pemilihan balok dilakukan, maka balok dimasukkan ke log bucket/loader untuk dilakukan pengukuran dan pemotongan ukuran balok. Proses pemotongan dilakukan dengan menggunakan chain saw. Setelah balok kayu dipotong sesuai ukuran yang ditetapkan, balok kayu tersebut kemudian dikupas kulit luarnya dengan menggunakan mesin debarker. Setelah dikupas, balok kayu dibersihkan dengan menggunakan air. Tujuan dari pembersihan adalah untuk membuang kotoran dan paku yang menancap pada permukaan batang kayu. Hal ini diperlukan untuk mencegah kerusakan pada mata pisau pada saat pembubutan. Sisa dari potongan kayu yang ukurannya tidak memenuhi syarat, kemudian diangkut ke gudang bahan bakar untuk dijadikan sebagai bahan bakar boiler bagi keperluan produksi.
2. Rotary Peeling
Batang kayu yang telah dibersihkan tersebut, kemudian diangkut ke bagian pembubutan. Tujuan dari pengupasan/pembubutan adalah untuk menghasilkan
berukuran 8 inci. Center log ini digunakan sebagai bahan bakar. Setelah veneer
panjang keluar dari bagian pengupasan, maka lembaran veneer tersebut kemudian digulung dengan reel untuk selanjutnya dikeringkan. Lembaran-lembaran face back dan cross core digulung pada rol reeling deck untuk dikeringkan. Lembaran yang tergulung ini memiliki panjang bervariasi tergantung diameter dan mutu balok. Pada saat penggulungan veneer face back, kedua sisinya dilekatkan pada pita pelekat agar veneer tidak mudah koyak ketika digulung Sedangkan untuk lembaran veneer length core disimpan dalam bentuk potongan jadi yang disusun dalam pallet.
3. Veneer Drying
Veneer pada reeling equipment kemudian dimasukkan ke dalam mesin pengering (dryer) dengan cara memasukkan ujung lembaran-lembaran kayu tersebut terlebih dahulu, kemudian reeling equipment akan berputar sesuai dengan kecepatan pengeringan pada mesin pengering. Ada 2 jenis pengering yaitu roller dryer dan continuous dryer. Mesin roller dryer digunakan untuk mengeringkan lapisan crosscore dan length core. Sedangkan continuous dryer digunakan untuk mengeringkan lapisan face back dan length core. Setiap mesin pengering dilengkapi dengan mesin pemotong otomatis (arisun clipper) yang terletak pada setiap ujung pada tempat pengeluaran lembaran yang melalui poros pengeringan. Pada mesin ini, veneer yang keluar dari mesin pengering dipotong secara otomatis sesuai dengan ukuran yang dikehendaki dan hasil pemotongan disusun di atas
4. Composer
Pada proses penyambungan, veneer ini mengalami proses pensortiran dan
setting. Pada proses penyortiran dilakukan persiapan pekerjaan untuk cross core
yang dilakukan pada bagian hand clipper, sedangkan face back dan length core
dilakukan pada bagian taping. Bagian taping adalah bagian yang memperbaiki kayu yang koyak dengan kertas lem. Lembaran cross core yang telah dikeringkan di mesin pengering terdiri dari dua bagian, yaitu one pieces core (core yang merupakan lembaran hasil pemotongan di autoclipper) dan multipieces core
(lembaran yang koyak dan terputus-putus). Pada one pieces core (opc) dilakukan proses pemeriksaan dan perbaikan pada bagian-bagian yang cacat, sedangkan pada multipieces core (mpc) dilakukan pemotongan pada posisi sejajar dengan serat kayu dan tegak lurus pada posisi lainnya. Potongan-potongan core ini disambungkan satu sama lainnya dengan menggunakan benang, sehingga dapat lembaran-lembaran cross core dengan ukuran 126 cm x 250 cm. Lembaran-lembaran ini disusun di atas pallet dan siap dibawa ke bagian glue spreader untuk dirakit. Pada bagian setting, dilakukan pemeriksaan dan perbaikan terhadap face back dan length core. Bagian-bagian yang berlobang disisip dengan veneer yang sama sehingga dihasilkan permukaan yang rata, sedangkan bagian yang koyak disambung dengan menggunakan kertas perekat (gum tape) dan pita. Untuk lembaran face back dipisah menjadi dua kelompok, yaitu:
b. Kelompok CC, yaitu lembaran-lembaran kayu yang kurang baik, yaitu ada bekas tambal dan bekas sambungan-sambungan. Kelompok ini disiapkan untuk permukaan bawah kayu lapis.
Selanjutnya lembaran-lembaran kayu yang telah disortir tersebut disusun sepasang (1 BB dan 1 CC) dan ditumpuk di atas pallet. Bila dikehendaki plywood dengan ketebalan 8 mm atau lebih, maka diantara pasangan BB dan CC perlu ditambahkan lenght core. Length core yang ditambahkan disesuaikan dengan tebal plywood yang dikehendaki. Tujuan dari lembaran yang diselang-seling ini adalah untuk menciptakan kekuatan plywood sehingga tidak mudah patah.
5. Glue Spreader
Pada bagian ini terjadi proses perekatan lembaran satu terhadap lembaran lainnya. Dalam hal ini posisi dari lembaran yang direkat harus tegak lurus satu sama lainnya. Hal ini bertujuan untuk menambah kekuatan produk yang dihasilkan. Operasi perakitan dan perekatan lembaran-lembaran ini dilakukan pada mesin glue spreader. Bagian utama dari mesin glue spreader ini terdiri dari dua rubber roll dan dua doctor roll. Fungsi doctor roll adalah sebagai roll
distribusi perekat (glue) di permukaan roll karet. Doctor roll terletak pada posisi
input sedangkan rubber roll terdapat pada posisi output. Proses kerja alat ini adalah sebagai berikut:
b. Cross core yang telah diberi perekat melalui conveyor diteruskan ke sisi kanan operator (daerah perakitan) dan disatukan dengan faceback dan length core.
Hasil perakitan pada mesin glue spreader ini ditumpukkan di atas pallet kemudian siap untuk dilakukan proses press dingin bila jumlah hasil perakitan ini sudah memenuhi jumlah yang telah ditentukan.
6. Veneer Assembly
Pallet yang berisi lembaran kayu lapis hasil pengerjaan pada mesin glue spreader kemudian dibawa ke mesin press dingin dengan cara mendorongnya melalui rel-rel yang telah disediakan. Lembaran-lembaran tersebut disusun pada mesin press dingin sampai ketinggian tertentu di mana mesin ini dapat melakukan penekanan maksimal ±100 cm. Kegunaannya untuk meratakan dan menyatukan susunan veneer. Pada mesin ini, susunan lembaran kayu lapis tersebut mendapat tekanan mencapai ±145 kg/cm2 dan ±175 kg/cm2. Setelah itu, lembaran-lembaran kayu lapis tersebut diperiksa dan diperbaiki jika ada kemungkinan terjadi cacat pada lembaran-lembaran tersebut. Setelah melalui pemeriksaan dan perbaikan, kemudian panel tersebut dibawa ke bagian press panas (hot press) dengan cara mendorongnya melalui rel yang telah disediakan. Tujuan press panas ini untuk mengeringkan perekat yang ada pada lembaran-lembaran kayu lapis sambil merapatkan panel-panel tersebut. Pada press panas, veneer dimasukkan ke dalam
panas, kemudian proses pemanasan dan penekanan akan berjalan sekaligus. Temperatur pemanas yang digunakan pada mesin press adalah 115oC-130oC sedangkan tekanan dan lamanya press tergantung pada ketebalan kayu lapis yang akan dipress. Untuk tekanan umumnya berkisar antara 145 kg/cm3 dan 175 kg/cm3.
7. Putty Aplication
Pada work center ini akan dilakukan pendempulan di mana tujuannya untuk memperbaiki lagi kecacatan dari bagian press panas, seperti press sampah, retak, daun timpa, daun kurang, bolong, dan lekang ujung. Dempul harus padat, kalau tidak padat akan mengakibatkan penyusutan.
8. Finishing
Pada bagian ini ada beberapa tahapan, yaitu: a. Sizing
Yaitu pemotongan sesuai dengan ukuran melalui peralatan pemotong (mesin potong). Panel hasil rakitan masih memiliki ukuran lebih besar dari produk, sehingga perlu dipotong sesuai ukuran. Pemotongan dilakukan dengan memakai gergaji ganda (double sizer), yang memotong sisi panjang dan pendek.
b. Sander
mesin amplas selanjutnya dibawa dengan conveyor yang sama dan akhirnya disusun diatas pallet yang dilakukan secara manual.
c. Grading
Setelah lembaran-lembaran kayu lapis keluar dari mesin penghalus, dilakukan pemeriksaan terhadap hasil penghalusan dan kemungkinan cacat lainnya. Pemeriksaan ini dilakukan secara manual oleh pekerja. Lembaran-lembaran kayu lapis yang kurang memenuhi mutu yang telah ditetapkan akan disisihkan untuk diperbaiki sehingga kriteria mutu dapat terpenuhi.
9. Packing
Tumpukan kayu lapis yang telah selesai diberi cap/logo perusahaan kemudian dikirimkan ke bagian pengepakan dengan bantuan kereta sorong. Proses pengepakan dilakukan secara manual oleh operator dimana isi tiap satu pak bervariasi menurut ukuran tebal dari kayu lapis. Setelah dikemas, kemudian dengan bantuan forklift, lembaran kayu lapis tersebut dibawa ke gudang penyimpanan dan siap untuk dipasarkan.
2.5.4. Mesin dan Peralatan
2.5.5. Utilitas
Pemakaian utilitas sangat penting untuk mendukung operasi/kegiatan produksi. Adapun utilitas yang digunakan pada PT.Tjipta Rimba Djaja, yaitu:
1. Boiler
Boiler digunakan untuk merebus air sehingga dapat menghasilkan steam.
Steam yang dhasilkan digunakan untuk pengeringan veneer pada Veneer Jet Dryer dan Roller Dryer.
2. Air
Air yang digunakan oleh PT. Tjipta Rimba Djaja berasal dari 2 sumber yaitu PDAM dan air sumur bor. Air yang berasal dari PDAM digunakan untuk keperluan minum karyawan tiap harinya dan untuk membersihkan toilet sedangkan air yang berasal dari sumur bor digunakan untuk pencucian kayu gelondongan, pencucian peralatan, dan steam boiler.
3. Tenaga Listrik
PT. Tjipta Rimba Djaja memiliki generator listrik sendiri untuk mengatasi gangguan arus listrik dari PLN. Walaupun sebagian besar kebutuhan listrik masih dipenuhi dari PLN.
2.5.6. Safety and Fire Protection
Adapun penerapan dari SMK3 di perusahaan PT. Tjipta Rimba Djaja adalah sebagai berikut :
1. Mensosialisasikan prinsip-prinsip keselamatan dan kesehatan kerja dimana harus diketahui oleh seluruh karyawan yang bekerja di PT. Tjipta Rimba Djaja.
2. Mewajibkan para karyawan yang bekerja di perusahaan untuk selalu menggunakan APD (alat pelindung diri). Adapun beberapa APD yang digunakan yaitu :
a. Sarung tangan khusus yang berfungsi untuk melindungi tangan karyawan dari sayatan, tusukan, terkena benda panas, bahan kimia, dan aliran listrik selama bekerja di lantai produksi.
b. Masker yang berfungsi untuk melindungi karyawan dari debu, asap dan bau yang menyengat selama bekerja di lantai produksi.
c. Sepatu pengaman (sepatu boot) yang berfungsi untuk melindungi kaki karyawan dari benda tajam yang mungkin terinjak sewaktu bekerja, kecelakaan yang disebabkan oleh benda berat yang menimpa kaki, dan tergelincir selama bekerja di lantai produksi.
d. Kaca mata pengaman muka jenis face shield yang berfungsi untuk melindungi mata karyawan dari debu dan serbuk-serbuk kayu yang berterbangan di udara selama bekerja di lantai produksi.
3. Menyediakan alat pemadam kebakaran di setiap departemen produksi yaitu
Apabila terjadinya percikan api yang cukup membahayakan maka dapat dilakukan tindakan pemadaman dengan segera.
4. Melaksanakan program keselamatan diri karyawan bila terjadi kebakaran atau bencana alam. Satpam akan segera membunyikan lonceng sebagai tanda terjadinya suatu kebakaran atau bencana alam.
2.5.7. Waste Treatment
Limbah di PT. Tjipta Rimba Djaja terdiri dari dua jenis yaitu limbah padat dan limbah cair. Adapun penanganan limbah yang dilakukan oleh PT. Tjipta Rimba Djaja sebagai berikut:
1. Limbah padat yang dihasilkan merupakan limbah dari hasil pemotongan dan pengerjaan kayu yang berupa sisa potongan pinggir kayu, serbuk kayu (dust), sisa kupasan veneer, lembaran veener yang rusak, dan serbuk pengamplasan. Keseluruhan limbah padat ini merupakan sisa kayu cut off yang dapat digunakan sebagai bahan bakar boiler (ketel uap).
BAB III
LANDASAN TEORI
3.1. Pengukuran Waktu (Time Study)1
Suatu pekerjaan akan dikatakan diselesaikan secara efisien apabila waktu penyelesaiannya berlangsung paling singkat. Untuk menghitung waktu baku (standard time) penyelesaian pekerjaan guna memilih alternatif metode kerja terbaik, maka perlu diterapkan prinsip-prinsip dan teknik-teknik pengukuran kerja (work measurement atau time study). Pengukuran waktu kerja ini berhubungan dengan usaha-usaha untuk menetapkan waktu baku yang dibutuhkan guna menyelesaikan suatu pekerjaan. Pada garis besarnya teknik-teknik pengukuran waktu dibagi ke dalam dua bagian yaitu :
1. Pengukuran waktu secara langsung
Pengukuran ini dilaksanakan secara langsung yaitu di tempat dimana pekerjaan yang bersangkutan dijalankan. Misalnya pengukuran kerja dengan jam henti (stopwatch time study) dan sampling kerja (work sampling).
2. Pengukuran secara tidak langsung
Pengukuran ini dilakukan dengan menghitung waktu kerja tanpa si pengamat harus ditempat kerja yang diukur. Pengukuran waktu dilakukan dengan membaca tabel-tabel yang tersedia asalkan mengetahui jalannya pekerjaan.
1
Misalnya aktivitas data waktu baku (standard data), dan data waktu gerakan (predetermined time system).
3.1.1. Stopwatch Time Study2
Stopwatch time study adalah pekerjaan mengamati pekerja dan mencatat waktu kerjanya baik setiap elemen ataupun siklus dengan menggunakan alat yang telah disiapkan. Sesuai dengan namanya, maka pengukuran waktu ini menggunakan jam henti (stop watch) sebagai alat utamanya. Langkah-langkah pengukuran waktu kerja dengan menggunakan stopwatch time study adalah :
1. Definisikan pekerjaan yang akan diteliti untuk diukur waktunya dan beritahukan maksud dan tujuan pengukuran ini kepada pekerja yang dipilih untuk diamati dan supervisor yang ada. Dalam penentuan tujuan tersebut, dibutuhkan adanya tingkat kepercayaan dan tingkat ketelitian yang digunakan
dalam pengukuran jam henti.
2. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan seperti layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang digunakan.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetil-detilnya tapi masih dalam batas-batas kemudahan untuk pengukuran waktunya.
4. Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk menyelesaikan elemen-elemen kerja tersebut.
2
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah jumlah siklus yang dilaksanakan ini sudah memenuhi syarat atau tidak, tes pula keseragaman data yang diperoleh.
6. Tetapkan rating factor operator. Rating factor ini ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk performansioperator. Untuk elemen kerja yang sepenuhnya dilakukan oleh mesin maka performansi dianggap normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performansi kerja yang ditunjukkan oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal. 8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas.
Waktu longgar yang diberikan ini guna menghadapi kondisi-kondisi seperti kebutuhan yang bersifat personal, kelelahan, dan keterlambatan material. 9. Tetapkan waktu kerja baku (standard time) yaitu jumlah total antara waktu
normal dan waktu longgar.
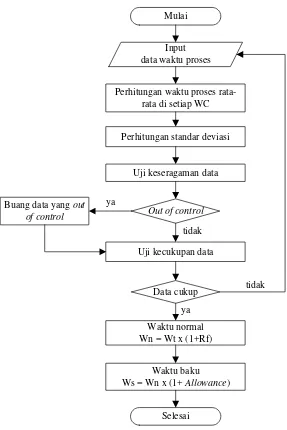
3.1.2. Pengujian Keseragaman Data3
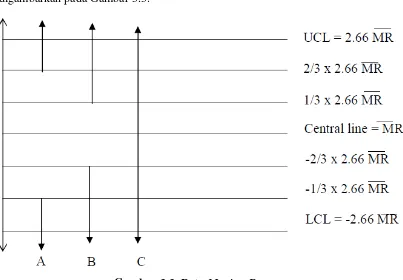
Selama melakukan pengukuran, operator mungkin mendapatkan data yang tidak seragam. Untuk itu digunakan alat yang dapat mendeteksinya yaitu peta kendali. Batas kendali dibentuk dari data yang merupakan batas yang menentukan seragam tidaknya data. Data dikatakan seragam jika berada dalam batas control dan data dikatakan tidak seragam jika berada diluar batas control. Rumus untuk
3
menghitung keseragaman data dengan tingkat ketelitian 5% dan tingkat keyakinan 95% adalah :
dimana:
: waktu rata-rata : simpangan baku
: Batas Kontrol Atas : Batas Kontrol Bawah
3.1.3. Pengujian Kecukupan Data4
Uji kecukupan data dilakukan untuk mengetahui apakah data yang diambil dari penelitian lapangan telah mencukupi untuk digunakan dalam menyelesaikan permasalahan yang ada. Rumus untuk mengetahui berapa jumlah pengamatan/ pengukuran yang sebaiknya digunakan adalah :
(
)
22 2
. / '
−
=
∑
∑
∑
X
X X
N s z N
dimana:
4
X = waktu pengamatan dari setiap elemen kerja untuk masing-masing siklus yang diukur
z = angka deviasi standard untuk t yang besarnya tergantung pada tingkat keyakinan yang diambil, dimana :
1. 90% confidence level : z = 1,65 2. 95% confidence level : z = 2,00 3. 99,7% confidence level : z = 3,00
s = derajat dari data t yang dikehendaki, yang menunjukkan maksimum prosentasi penyimpangan yang bisa diterima dan nilai t yang sebenarnya. Nilai k/s dikenal sebagai Confidence-Precision Ratio dari time study yang dilaksanakan.
N = jumlah pengamatan/pengukuran awal yang telah dilakukan untuk elemen kegiatan tertentu yang dipilih.
N’ = jumlah siklus pengamatan/pengukuran yang seharusnya dilaksanakan agar dapat diperoleh presentase kesalahan (error) minimum dalam mengestimasi t yaitu sebesar S.
3.1.4. Rating Factor5
Rating factor adalah faktor yang diperoleh dengan membandingkan kecepatan bekerja dari seorang operator dengan kecepatan kerja normal menurut ukuran peneliti/pengamat. Dari faktor ini dapat dilihat bahwa:
1. Apabila operator dinyatakan terlalu cepat yaitu bekerja di normal maka rating factor ini akan lebih besar dari pada 1 (Rf>l).
2. Apabila operator bekerja terlalu lambat yaitu bekerja dibawah kewajaran (normal) maka rating factor akan lebih kecil dari 1 (Rf<l).
3. Apabila operator bekerja secara normal atau wajar maka rating factor ini diambil sama dengan 1 (Rf = 1). Untuk kondisi kerja dimana operasi secara penuh dilaksanakan oleh mesin (operating atau machine time) maka waktu yang diukur dianggap waktu yang normal.
6
1. Skill dan Effort
Ada 5 sistem penyesuaian yang sering digunakan, yaitu :
Di sini faktor yang diperhatikan adalah kecakapan dan usaha-usaha yang ditunjukkan oleh operator pada saat bekerja, juga mempertimbangkan kelonggaran (allowance) waktu lainnya.
2. WestinghouseSystemofRating
Ada 4 faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yakni:
5
Wignjosoebroto. Sritomo. op. cit, hal. 194. 6
a. Skill (keterampilan)
Keterampilan adalah kemampuan untuk mengikuti cara kerja yang ditetapkan secara psikologis.
b. Effort (usaha)
Usaha adalah kesungguhan yang ditunjukkan oleh pekerja atau operator ketika melakukan pekerjaannya.
c. Condition (kondisi kerja)
Kondisi kerja adalah kondisi fisik lingkungannya seperti keadaan pencahayaan, temperatur dan kebisingan ruangan.
d. Consistency (konsistensi)
Faktor ini perlu diperhatikan karena angka-angka yang dicatat pada setiap pengukuran waktu tidak pernah semuanya sama.
Besar nilai rating performance secara terperinci menurut cara Westinghouse
dapat dilihat pada Lampiran 3. 3. ShumardRating
Cara ini memberikan penilaian melalui kelas-kelas performansi kerja dimana setiap kelas memiliki nilai tersendiri. Faktor ini diperoleh dengan membandingkan nilai performansi kerja dari kelas yang bersangkutan dengan nilai performansi normal. Dalam hal ini pengukur diberi patokan untuk menilai performansi kerja dari operator menurut kelas-kelas tertentu.
4. ObjectiveRating
pekerjaan. Kedua faktor inilah yang dipandang secara bersama-sama menentukan berapa besarnya harga P untuk mendapatkan waktu normal. Kecepatan kerja adalah kecepatan dalam melakukan pekerjaan dalam pengertian biasa. Disini pengukur melakukan penilaian tentang kewajaran kecepatan kerja yang ditunjukkan oleh operator.
5. SyntheticRating
Metode ini mengevaluasi kecepatan operator berdasarkan data waktu gerakan yang telah ditentukan terlebih dahulu. Prosedurnya adalah dengan mengukur waktu penyelesaian dari setiap elemen gerakan kemudian dibandingkan dengan waktu aktual dari data tabel waktu gerakan untuk kemudian dihitung harga rata-ratanya. Harga rata-rata inilah yang digunakan sebagai faktor penyesuaian.
3.1.5. Penetapan Kelonggaran (Allowance)7
Kelonggaran (Allowance) diberikan berkenaan dengan adanya sejumlah kebutuhan di luar kerja, yang terjadi selama pekerjaan berlangsung. Kelonggaran diberikan untuk tiga hal, yaitu:
1. Kelonggaran untuk kebutuhan pribadi (personal)
Kelonggaran yang termasuk di dalam kebutuhan pribadi adalah hal-hal sepeti minum sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekedarnya untuk menghilangkan ketegangan ataupun kejenuhan dalam sewaktu bekerja
7
2. Kelonggaran untuk menghilangkan rasa fatique
Fatique merupakan hal yang akan terjadi pada diri seseorang sebagai akibat dari melakukan suatu pekerjaan.
3. Kelonggaran untuk hambatan-hambatan tidak terhindarkan (delay)
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar kekuasaan/kendali pekerja, seperti mesin macet, listrik padam, dan lain-lain.
3.1.6. Perhitungan Waktu Standar8
Waktu standard adalah waktu yang digunakan untuk menyelesaikan satu siklus pekerjaan yang dilakukan menurut metode kerja tertentu pada kecepatan normal dengan mempertimbangkan rating performance dan kelonggaran. Untuk menghitung waktu standar perlu dihitung waktu siklus rata-rata yang disebut dengan waktu terpilih, ratingfactor, waktu normal dan allowance. Adapun rumus untuk menghitung waktu normal dan waktu standar adalah :
dimana : Wn = waktu normal Wt = waktu terpilih
Rf = ratingfactor
) %
100 (
% 100 Wn
Ws
Allowance −
× =
dimana : Ws = waktu standar All = allowance
8
3.2. Perencanaan dan Pengendalian Produksi9
Perencanaan dan pengendalian adalah dua fungsi manajemen yang tidak dapat dipisahkan dalam setiap bidang kegiatan temasuk kegiatan produksi. Perencanaan adalah langkah pertama dalam proses manajemen yang meliputi penetapan tujuan dan sasaran yang ingin dicapai dan keputusan tentang bagaimana cara untuk mencapat tujuan dan sasaran tersebut.
3.2.1. Kerangka Dasar10
Sistem perencanaan dan pengendalian produksi terdiri dari beberapa sub-sistem yang dirancang untuk mencapai secara utuh dua sasaran pokok perencanaan dan pengendalian produksi yaitu tercapainya kepuasan pelanggan dan tingginya tingkat utilisasi penggunaan sumber daya produksi. Agar sasaran-sasaran tersebut dapat dicapai secara maksimum, maka seluruh sub-sistem harus secara sinergik melakukan fungsi-fungsi perencanaan dan pengendalian.
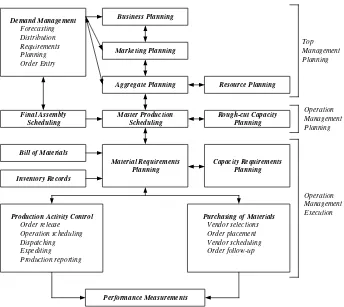
Kerangka dasar sistem perencanaan dan pengendalian produksi yang terintegrasi dan aliran informasi antar sub-sistem adalah seperti yang terlihat dalam Gambar 3.1. Kerangka dasar tersebut memperlihatkan dua tipe integrasi, yaitu pertama integrasi antara rencana jangka panjang, rencana jangka menengah, dan rencana operasional atau rencana eksekusi di lantai pabrik dan kedua ialah integrasi antara unit-unit fungsional dalam setiap fase perencanaan. Perencanaan pada empat sub-sistem pertama yaitu perencanaan bisnis (business planning),
9
Sunalingga, Sukaria. Perencanaan & Pengendalian Produksi. Yogyakarta: Graha Ilmu, 2009. hal 81.
10
perencanaan pemasaran (marketing planning), perencanaan agregat (aggregate planning), dan perencanaan sumber daya (resource planning) adalah termasuk dalam perencanaan strategis (strategic planning). Perencanaan ini merupakan tanggung jawab dan disusun oleh manajemen puncak. Jangkauan waktu keempat perencanaan ini pada umumnya lima tahun atau kurang.
Perencanaan pada empat sub-sistem kedua yang meliputi perencanaan
Business Planning
Marketing Planning
Aggregate Planning Resource Planning Demand Management Forecasting Distribution Requirements Planning Order Entry Master Production Scheduling Rough-cut Capacity Planning Final Assembly Scheduling Material Requirements Planning Bill of Materials
Inventory Records
Capacity Requirements Planning
Production Activity Control
Order release Operation scheduling Dispatching Expediting Production reporting
Purchasing of Materials
[image:59.595.132.476.110.417.2]Vendor selections Order placement Vendor scheduling Order follow-up Performance Measurements Top Management Planning Operation Management Planning Operation Management Execution
Gambar 3.1. Kerangka Dasar Sistem Perencanaan dan Pengendalian
Produksi
3.2.2. Peramalan11
Peramalan adalah proses untuk memperkirakan berapa kebutuhan di masa datang yang meliputi kebutuhan dalam ukuran kuantitas, kualitas, waktu dan lokasi yang dibutuhkan dalam rangka memenuhi permintaan barang ataupun jasa.
Peramalan tidak terlalu dibutuhkan dalam kondisi permintaan pasar yang stabil, karena perubahan permintaannya relatif kecil. Tetapi peramalan akan sangat dibutuhkan bila kondisi pasar bersifat komplek dan dinamis.
11
Dalam kondisi pasar bebas, permintaan pasar lebih banyak bersifat komplek dan dinamis, karena permintaan tersebut akan tergantung dari keadaan sosial, ekonomi, politik, aspek teknologi, produk pesaing dan produk substitusi. Oleh karena itu, peramalan yang akurat merupakaan informasi yang sangat dibutuhkan dalam pengambilan keputusan manajemen.
3.2.2.1.Karakteristik Peramalan yang Baik
Peramalan yang baik mempunyai beberapa kriteria yang penting, antara lain adalah :
1. Akurasi
2. Biaya
Biaya yang diperlukan dalam pembuatan suatu peramalan adalah tergantung dari jumlah item yang diramalkan, lamanya periode peramalan, dan metode peramalan yang dipakai. Ketiga faktor pemicu biaya tersebut akan mempengaruhi berapa banyak data yang dibutuhkan, bagaimana pengolahan datanya (manual atau komputerisasi), bagaimana penyimpanan datanya dan siapa tenaga ahli yang diperbantukan. Pemilihan metode peramalan harus disesuaikan dengan dana yang tersedia dan tingkat akurasi yang ingin didapat, misalnya item-item yang penting akan diramalkan dengan metode yang canggih dan mahal, sedangkan item-item yang kurang penting bisa diramalkan dengan metode yang sederhana dan murah. Prinsip ini merupakan adopsi dari Hukum Pareto.
3. Kemudahan
Penggunaan metode peramalan yang sederhana, mudah dibuat dan mudah diaplikasikan akan memberikan keuntungan bagi perusahaan. Adalah percuma memakai metode yang canggih, tetapi tidak dapat diaplikasikan pada sistem perusahaan karena keterbatasan dana, sumber daya manusia, maupun peralatan teknologi.
3.2.2.2.Prinsip-prinsip Peramalan12
Ada lima prinsip peramalan yang sangat perlu diperhatikan untuk mendapatkan hasil peramalan yang baik, yaitu :
12
1. Peramalan selalu mengandung error. Peramalan mengurangi faktor ketidakpastian tetapi tidak pernah mampu untuk menghilangkannya.
2. Peramalan harus mencakup ukuran dari error. Besarnya error dapat dijelaskan dalam bentuk kisaran sekitar hasil peramalan baik dalam unit atau persentase dan probabilitas tentang permintaan sesungguhnya akan berada dalam kisaran tersebut.
3. Peramalan item yang dikelompokkan dalam famili selalu lebih akurat dibandingkan dengan peramalan dalam item per item.
4. Peramalan untuk jangka pendek selalu lebih akurat dibandingkan dengan peramalan untuk jangka panjang.
5. Apabila dimungkinkan, perkiraan besarnya permintaan lebih disukai berdasarkan perhitungan daripada hasil peramalan.
3.2.2.3.Metode Peramalan13
Metode peramalan dapat diklasifikasikan menjadi dua kelompok besar yaitu metode kualitatif dan metode kunatitatif. Kedua kelompok tersebut memberikan hasil peramalan yang kuantitatif. Perbedaannya terletak pada cara peramalan yang dilakukan. Metode Kualitatif pada umumnya digunakan apabila data kuantitatif tentang permintaan tidak tersedia atau akurasinya tidak memadai. Misalnya peramalan tentang permintaan produk baru yang akan dikembangkan, jelas data masa lalu tidak tersedia, kalau kondisi lingkungan masa yang akan datang sama sekali sudah berbeda dengan kondisi masa lalu maka keberadaan
13
data masa lalu itu tidak akan menolong peramalan pada pemintaan masa yang akan datang. Peramalan berdasarkan metode kuantitatif (intrinsic forecasting) mempunyai asumsi bahwa data permintaan masa lalu dari produk atau item yang diramalkan mempunyai pola yang diperkirakan masih berlanjut ke masa yang akan datang. Pola permintaan tersebut mungkin kurang jelas terlihat karena faktor random yang menghasilkan fluktuasi.
3.2.2.4.Metode Peramalan Kuantitatif14
Peramalan kuantitatif dapat diterapkan bila terdapat tiga kondisi berikut: 1. Tersedia informasi tentang masa lalu.
2. Informasi tersebut dapat dikuantifikasikan dalam bentuk data numerik.
3. Dapat diasumsikan bahwa beberapa aspek pola masa lalu akan terus berlanjut di masa mendatang.
Kondisi yang terakhir ini dikenal dengan asumsi berkesinambungan (assumption of continuity), asumsi ini merupakan premis yang mendasari semua metode peramalan kuantitatif dan banyak metode peramalan teknologis.
15
14
Makridakis, dkk, Metode dan Aplikasi Peramalan. Jakarta: Erlangga, 1993. hal. 8-9.
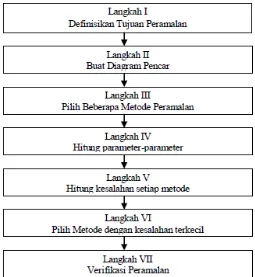
Prosedur umum yang digunakan dalam peramalan secara kuantitatif dapat dilihat pada Gambar 3.2.
15
Gambar 3.2. Langkah-langkah Peramalan Secara Kuantitatif
3.2.2.5.Metode Time Series16
Metode time series adalah metode yang digunakan untuk menganalisis serangkaian data yang merupakan fungsi dari waktu. Langkah penting dalam memilih suatu metode time series yang tepat adalah dengan mempertimbangkan jenis pola data, sehingga metode yang paling tepat dengan pola tersebut dapat diuji. Pola data dapat dibedakan menjadi empat jenis, yaitu:
1. Pola horizontal terjadi bilamana nilai data berfluktuasi di sekitar nilai rata-rata yang konstan (deret seperti itu adalah stasioner terhadap nilai rata-ratanya). Suatu produk yang penjualannya tidak meningkat dan menurun selama waktu tertentu termasuk jenis ini.
16
2. Pola musiman terjadi bilamana suatu deret dipengaruhi oleh faktor musiman (misalnya kuartal tahun tertentu, bulanan, atau hari-hari pada minggu tertentu). Penjualan dari produk seperti minuman ringan, es krim, dan bahan bakar pemanas ruang menunjukkan jenis pola ini.
3. Pola siklis terjadi bilamana datanya dipengaruhi oleh fluktuasi ekonomi jangka panjang seperti yang berhubungan dengan siklus bisnis. Penjualan produk seperti mobil, baja menunjukkan jenis pola ini.
4. Pola trend terjadi bilamana terdapat kenaikan atau penurunan sekuler jangka panjang dalam data. Penjualan banyak perusahaan, produk bruto nasional (GDP), dan berbagai indikator bisnis atau ekonomi mengikuti suatu pola trend
selama perubahannya sepanjang waktu. 17
a. Trend linier
Ada beberapa trend yang digunakan di dalam penyelesaian masalah ini, yaitu:
Bentuk persamaan umum: Yt = a + bt
∑
∑
∑
∑ ∑
− −
= 2 2
) ( t t
n
Y t tY n
b t t
n t b Y
a =
∑
t −∑
b. Trend Eksponensial Bentuk persamaan umum: Yt = aebt
17
∑
∑
∑
∑ ∑
− −
= 2 2
) ( ln ln t t n Y t Y t n
b t t
n t b Y
a=
∑
ln t −∑
ln
c. Trend Logaritma
Bentuk persamaan umum: Yt = a + b log t
∑
∑
∑
∑ ∑
− − = 2 2 ( log ) log log log t t n Y t tY nb t t
n
t b
Y
a =
∑
t −∑
logd. Trend Geometrik
Bentuk persamaan umum: Yt = atb
∑
∑
∑
∑ ∑
− −
= 2 2
) log ( log log log log . log t t n Y t Y t n
b t t
n t b
Y
a =
∑
t −∑
loglog
e. Trend Hyperbola
Bentuk persamaan umum:
Yt = t
b a
∑
∑
∑
∑ ∑
− −= 2 2
) ( log log . log t n t Y t Y t n
n
t b Y
a=
∑
log t −log∑
log
Metode proyeksi kecenderungan dengan regresi merupakan dasar garis kecenderungan untuk suatu persamaan, sehingga dengan dasar persamaan tersebut dapat di proyeksikan hal-hal yang akan diteliti pada masa yang akan datang. Bentuk fungsi dari metode ini dapat berupa:
1. Konstan, dengan fungsi peramalan (Yt):
Yt = a, dimana
N Y
a=
∑
1Dimana : Yt = nilai tambah N = jumlah periode 2. Linier, dengan fungsi peramalan:
Yt = a + bt
Dimana :
n bt Y
a = −
( ) ( )
( )
∑
∑
∑ ∑ ∑
− − = 2 2 t t n y t ty n b3. Kuadratis, dengan fungsi peramalan: Yt = a + bt + ct2
Dimana : n t c t b Y
a=
∑
−∑
−∑
2 ;
∂ − =θ bα
c ; 2
α β θα δ − ∂ − ∂ = b
( )
∑
−∑
=∂ 2 2 4
t n t
∑ ∑
−∑
= t Y n tY
δ
∑ ∑
−∑
= t2 Y n t2Y
∑ ∑
−∑
= 2 3
t n t t α
( )
∑
−∑
= 2 2
t n t
β
4. Eksponensial, dengan fungsi peramalan: Yt = aebt
Dimana :
n t b Y
a=
∑
ln −∑
ln
( )
2 2 ln ln∑
∑
∑
∑
∑
− − = t t n Y t Y t n b5. Siklis, dengan fungsi peramalan:
n t c n t b a
Yˆt = + sin2π + cos2π
Dimana : n tt c n tt b na
Y
∑
sin2τ∑
cos2τ∑
= + + n t n t c n t b n tt a n ttYsin2τ
∑
sin2τ sin2 2π∑
sin2π cos2π∑
= + + n t n t b n t c n t a n tYcos2π
∑
cos2π∑
cos2 2π∑
sin2π cos2π∑
= + +3.2.2.6.Kriteria Performance Peramalan18
Besar kesalahan suatu peramalan dapat dihitung dengan beberapa cara, yaitu:
18
1. Mean Square Error (MSE)
Dimana :
Xt = data aktual periode t
Ft = nilai ramalan periode t N = banyaknya periode
2. Standard Error of Estimate (SEE)
f =derajat kebebasan
f = 1 (data konstan)
f =2 (data linear atau eksponensial)
f = 3 (data kuadratis atau siklis) 3. Persentage Error (PEt)
4. Mean Absolute Persentage Error (MAPE)
1. Tentukan pernyataan awal (Ho) dan pernyataan alternatif (Ha) Ho : Metode X lebih baik daripada metode Y
Ha : Metode Y lebih baik daripada metode X 2. Lakukan tes statistik
Di mana:
S1 = besarnya kesalahan metode peramalan X S2 = besarnya kesalahan metode peramalan Y
3. Bandingkan hasil yang diperoleh dari langkah 2 dengan hasil yang diperoleh dari tabel distribusi F dengan tingkat ketelitian yang telah ditetapkan
Jika Fhitung < Ftabel maka Ho diterima dan jika sebaliknya maka Ho ditolak. Setelah didapatkan metode peramalan mana yang