i
PROSES PENGALENGAN KALIO DAGING SAPI DAN KAJIAN
PENGARUH STERILITAS (Fo) PEMANASAN PADA BERBAGAI
SUHU TERHADAP PERUBAHAN SIFAT FISIKNYA
SKRIPSI
AWALIYATUS SHOLIHAH
F24061375
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
ii
STUDY ON CANNING PROCESS AND EFFECT OF STERILITY VALUE (Fo)
AT VARIOUS CANNING TEMPERATURES ON PHYSICAL PROPERTIES OF
BEEF KALIO
Awaliyatus Sholihah, Purwiyatno Hariyadi, and Eko Hari Purnomo
Department of Food Science and Technology, Faculty of Agricultural Technology, Bogor Agricultural University, IPB Darmaga Campus, PO Box 220, Bogor, West Java, Indonesia.
Phone +62856 4253 4877, e-mail : awaliyatussholihah@ymail.com
ABSTRACT
The objectives of this study was to obtain a relationship between increasing sterility value (Fo) with changes in physical properties (hardnes, color of meat, and color of gravy) and organoleptic preference score of kalio, so that it can be used as a reference in thermal process optimization. Blanched meat cut and cooked gravy were canned and retorted with Fo value of 3, 10.7, and 18 minutes at retort temperature 111, 116, and 121° C. Hardness of meat were evaluated by texture analyser, whereas color of meat dan gravy by Minolta Chromameter. During heating, all of the physical properties changed nonlinearly, and temperature differences of the same Fo value did not affect them. But these physical properties changes did not influence consumer preference to all of the sensory atributes (color, aroma, flavor, texture) and over all product, with average score were about 5 (rather like).
iii AWALIYATUS SHOLIHAH. F24061375. Proses Pengalengan Kalio Daging Sapi dan Kajian Pengaruh Sterilitas (Fo) Pemanasan pada Berbagai Suhu Terhadap Perubahan Sifat Fisiknya. Di bawah bimbingan Purwiyatno Hariyadi dan Eko Hari Purnomo. 2011
RINGKASAN
Indonesia dikenal sebagai Negeri yang kaya akan ragam kebudayaan, termasuk di dalamnya adalah menu masakan tradisional. Pengembangan produk pangan berbasis kuliner lokal dengan sentuhan teknologi pangan dalam upaya pelestarian warisan budaya diharapkan dapat memberikan nilai tambah bagi produk tersebut. Salah satu menu kuliner nusantara yang telah dikenal luas adalah kalio daging khas daerah Minangkabau. Proses thermal, sebagai salah satu teknologi pengolahan dan pengawetan pangan yang digunakan secara luas, mempunyai peluang yang baik untuk diaplikasikan pada menu tradisional tersebut. Aplikasi panas pada proses pengalengan memungkinkan dihasilkannya produk yang siap konsumsi (ready to eat).
Tujuan umum penelitian ini adalah mengaplikasikan teknologi pengalengan pada produk kalio, serta melihat pengaruh nilai Fo pemanasan pada berbagai kombinasi suhu dan waktu terhadap perubahan sifat fisik produk dan kesukaan panelis untuk menentukan proses pemanasan optimum.
Berdasarkan hasil yang diperoleh, terbukti bahwa teknologi pengalengan dapat diaplikasikan pada produk kalio. Proses pemanasan yang diberikan selama sterilisasi dapat sekaligus mematangkan daging, sehingga tidak perlu dilakukan pemanasan sebelum filling. Namun diperlukan proses blansir (90° C selama 5 menit dengan medium uap jenuh) untuk mengurangi cairan dalam daging yang dapat keluar dan mengencerkan bumbu selama sterilisasi. Proses blansir yang dilakukan ini mengurangi komponen gizi yang terlarut dalam cairan daging yang keluar. Diperlukan pula penumisan bumbu sebelum filling untuk membentuk warna dan aroma kalio. Berdasarkan evaluasi penetrasi panas ke dalam produk dan perhitungan dengan metode formula Ball, diperoleh nilai fh dan jh masing-masing sebesar 57.56 dan 1.68.
Korelasi antara perubahan nilai Fo pada berbagai suhu pemanasan dengan susut masak dan sifat fisik terukur (kekerasan, warna) tidak terjadi secara linier, karena pengaruh faktor antemortem dan postmortem yang kompleks. Susut masak dan kekerasan daging dipengaruhi secara signifikan oleh perbedaan nilai Fo, tetapi perbedaan suhu sterilisasi dengan nilai Fo yang sama tidak memberikan pengaruh signifikan. Susut masak cenderung meningkat selama pemanasan, sebagai akibat dari penyusutan sarkomer selama pemanasan. Sementara nilai kekerasan daging untuk ketiga suhu menurun sampai Fo = 3 menit, kemudian terus meningkat perlahan sampai Fo 18 menit. Penurunan nilai kekerasan pada awal pemanasan diduga berkaitan dengan denaturasi kolagen, sedangkan peningkatan nilai tersebut pada pemanasan lanjut diduga merupakan akibat dari penyusutan sarkomer yang terjadi secara terus menerus.
iv sempurna pada saat proses blansir dan bercampur dengan bumbu saat sterilisasi. Dalam hal ini, optimasi kecerahan warna bumbu masih dapat dilakukan dalam tahap formulasi.
Memperhatikan hasil tersebut, optimasi proses difokuskan pada perubahan kekerasan daging, yang tidak dipengaruhi secara signifikan oleh suhu proses (Tr). Karena itu proses produksi dapat dilakukan pada suhu yang lebih tinggi (121° C), yang akan memerlukan waktu lebih singkat untuk memperoleh nilai sterilitas yang diinginkan dengan lebih cepat. Hasil evaluasi organoleptik menunjukkan bahwa ternyata perubahan sifat-sifat fisik akibat perbedaan nilai Fo tersebut tidak berpengaruh nyata terhadap nilai kesukaan panelis secara keseluruhan. Maka penentuan proses optimum dapat dilakukan dengan mengambil proses yang paling efisien dalam hal waktu dan biaya, yaitu dengan suhu 121° C dan nilai Fo = 3 menit. Faktor kritis dalam hal ini hanya menyangkut level keamanan produk secara mikrobiologis. Nilai Fo = 3 menit sudah cukup untuk mereduksi 13 siklus log C. botulinum, dengan demikian sudah memenuhi standar perdagangan dunia menurut USDA-FSIS.
Skor rata-rata kesukaan panelis untuk atribut warna, aroma, tekstur, rasa, dan produk secara keseluruhan adalah sekitar 5, atau “agak suka”. Sebanyak 56% dari 97% panelis yang menyatakan bahwa produk layak disebut sebagai kalio, memilih rasa sebagai faktor penentu kesukaan secara keseluruhan. Dengan demikian upaya peningkatan nilai kesukaan konsumen dapat dilakukan dengan memperbaiki formulasi bumbu untuk menyesuaikan selera masyarakat secara umum.
v
PROSES PENGALENGAN KALIO DAGING SAPI
DAN KAJIAN PENGARUH STERILITAS (Fo) PEMANASAN PADA
BERBAGAI SUHU TERHADAP PERUBAHAN SIFAT FISIKNYA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar SARJANA TEKNOLOGI PERTANIAN pada Departemen Ilmu dan Teknologi Pangan,
Fakultas Teknologi Pertanian, Institut Pertanian Bogor
Oleh
AWALIYATUS SHOLIHAH F24061375
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
vii
PERNYATAAN MENGENAI SKRIPSI DAN SUMBER INFORMASI
Saya menyatakan dengan sebenar-benarnya bahwa skripsi dengan judul Proses Pengalengan Kalio Daging Sapi Dan Kajian Pengaruh Sterilitas (Fo) Pemanasan Pada Berbagai Suhu Terhadap Perubahan Sifat Fisiknya adalah hasil karya saya sendiri
dengan arahan Dosen Pembimbing Akademik, dan belum diajukan dalam bentuk apa pun pada perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Bogor, Maret 2011
Yang membuat pernyataan
viii
© Hak cipta milik Awaliyatus Sholihah, tahun 2011 Hak cipta dilindungi
Dilarang mengutip dan memperbanyak tanpa izin tertulis dari Institut Pertanian Bogor, sebagian atau seluruhnya dalam bentuk apa pun, baik cetak, fotokopi, mikrofilm,
ix
BIODATA PENULIS
Awaliyatus Sholihah. Lahir di Brebes, 6 April 1989 dari ayah Satori dan ibu Janatun, sebagai putri keempat dari lima bersaudara. Penulis menamatkan SMA pada tahun 2006 dari SMAN 1 Brebes, dan pada tahun yang sama diterima di IPB melalui jalur Undangan Seleksi Masuk IPB (USMI). Selama mengikuti perkuliahan, penulis aktif dalam berbagai organisasi mahasiswa, seperti KPMDB (Organisasi Mahasiswa Daerah) dan BEM Fakultas Teknologi Pertanian (tahun 2007-2008). Penulis juga sempat menjadi asisten praktikum Biologi Dasar pada Departemen Biologi tahun 2008-2009. Pada tahun 2009, penulis bersama 3 orang rekan mengikuti Program Pengembangan Kewirausahaan Mahasiswa yang diselenggarakan oleh Carrier Development and Alumni Affairs (CDA) IPB, dan diberi kepercayaan untuk mengembangkan produk bakery berbasis tepung jagung. Pada tahun yang sama, penulis juga menjadi pengajar freelance pada Lembaga Bimbingan Belajar
x
KATA PENGANTAR
Puji dan syukur dipanjatkan ke hadapan Allah SWT atas karuniaNya sehingga skripsi ini berhasil diselesaikan. Penelitian dengan judul Proses Pengalengan Kalio Daging Sapi Dan Kajian Pengaruh Sterilitas (Fo) Pemanasan Pada Berbagai Suhu Terhadap Perubahan Sifat Fisiknya ini dilaksanakan di Laboratorium Departemen Ilmu dan
Teknologi Pangan dan Seafast sejak bulan Juni sampai Desember 2010.
Dengan selesainya penelitian hingga tersusunnya skripsi ini, penulis ingin menyampaikan penghargaan dan terimakasih sebesar-besarnya kepada :
1. Bapak, Mamah, Mba Yus, Mba Iim, Mas Mawi, Mba Etin, Apip, Om Yudi, dan seluruh keluarga besar atas dorongan dan bimbingan kepada penulis yang tiada henti 2. Bapak Prof. Dr. Ir. Purwiyatno Hariyadi, M.Sc., Bapak Dr. Eko Hari Purnomo,
S.TP., M.Sc., Ibu Elvira Syamsir, S.TP., M.Si, Ibu Dr. dra. Waysima, M.Sc., serta segenap dosen Departemen Ilmu dan Teknologi Pangan IPB atas bimbingan dan dorongan baik moril maupun materil selama perkuliahan dan penyelesaian tugas akhir.
3. Bapak Gatot Supriyadi, Bapak Nurwanto, Ibu Rubiyah, Mbak Siti, Bapak Wahid, serta segenap laboran dan teknisi laboratorium Departemen Ilmu dan Teknologi Pangan yang telah banyak membantu dan memberikan bimbingan selama penyelesaian penelitian
4. Teman-teman Kos Aisyah (Risma, Achie, Susi Sutardi, Lely, Leni, Cita, Mba Aw, Ipit, Nanda), terimakasih untuk pelajaran hidup yang sangat berharga : kebersamaan 5. Teman-teman seperjuangan selama perkuliahan di ITP (Olif, Anna, Widya, Manik,
dkk.) dan teman-teman di Okai Company (Olif, Sukardi, Ipit, Adi, dkk.) yang telah bersama-sama belajar dan memperbaiki kesalahan
6. Segenap pihak yang tidak dapat disebutkan satu per satu, yang telah banyak membantu selama perkuliahan dan penyelesaian tugas akhir penulis.
Akhirnya penulis berharap semoga tulisan ini bermanfaat dan memberi kontribusi nyata terhadap perkembangan ilmu pengetahuan di bidang Ilmu dan Teknologi Pangan, khususnya dalam lingkup industri dan pengembangan pangan lokal.
Bogor, Januari 2011
xi
DAFTAR ISI
Halaman
KATA PENGANTAR... x
DAFTAR ISI... xi
DAFTAR TABEL... xiii
DAFTAR GAMBAR... xiv
DAFTAR LAMPIRAN... xv
I. PENDAHULUAN ... 1
A. Latar Belakang... 2
B. Tujuan... 3
II. TINJAUAN PUSTAKA ... 3
A. Kalio... 3
B. Daging Sapi... 4
1. Struktur dan Komposisi Daging ... 4
2. Parameter Spesifik Kualitas Daging dan Perubahannya Selama Pemasakan ... 6
C. Pengalengan Pangan... 10
1. Prinsip Pengalengan ...10
2. Tahapan Proses Pengalengan Konvensional ...11
3. Perhitungan Kecukupan Panas dan Perancangan Jadwal Proses...14
D. Pengalengan Produk Berbasis Daging... 17
III. METODOLOGI PENELITIAN ...19
A. Alat dan Bahan... 19
B. Metode... 19
1. Standarisasi Formula dan Proses Pembuatan Kalio dalam Kaleng ...21
2. Evaluasi Penetrasi Panas pada Produk dan Perancangan Jadwal Proses ...21
3. Analisis Susut Masak (Soeparno, 2005) ...22
4. Analisis Sifat Fisik Produk ...23
a.Viskositas (Faridah et al. 2009) ...23
b.Warna (Faridah et al. 2009) ...23
c.Tekstur (Faridah et al., 2009) ...24
5. Evaluasi Organoleptik (Waysima dan Adawiyah, 2008) ...25
6. Analisis Proksimat dan Pengukuran pH ...25
a. Kadar Air (AOAC, 1995) ...25
b. Kadar Protein (AOAC, 1995) ...25
c. Kadar Lemak (AOAC, 1995) ...26
d. Kadar Abu (AOAC, 1995)...26
e. Kadar Karbohidrat (by difference) ...26
f. Pengukuran pH (Apriyantono, et al, 1989) ...27
IV. HASIL DAN PEMBAHASAN ...28
xii
2. Standarisasi Resep/Formula Rendang ...28
3. Standarisasi Proses Pembuatan Kalio untuk Proses Pengalengan ...29
B. Evaluasi Penetrasi Panas... 35
C. Perancangan Jadwal Proses... 37
D. Susut Masak dan Sifat Fisik Produk... 38
1. Susut Masak Daging Selama Sterilisasi ...38
2. Kekerasan Daging ...39
3. Warna Bumbu dan Daging ...40
E. Evaluasi Organoleptik... 42
F. Komposisi Kimia Produk... 44
V. SIMPULAN DAN SARAN ...46
A. Simpulan... 46
B. Saran... 47
DAFTAR PUSTAKA... 48
xiii
DAFTAR TABEL
Halaman
Tabel 1. Faktor Konversi Penetapan Viskositas ... 23
Tabel 2. Rekapitulasi nilai sifat fisik terukur dari produk acuan ... 28
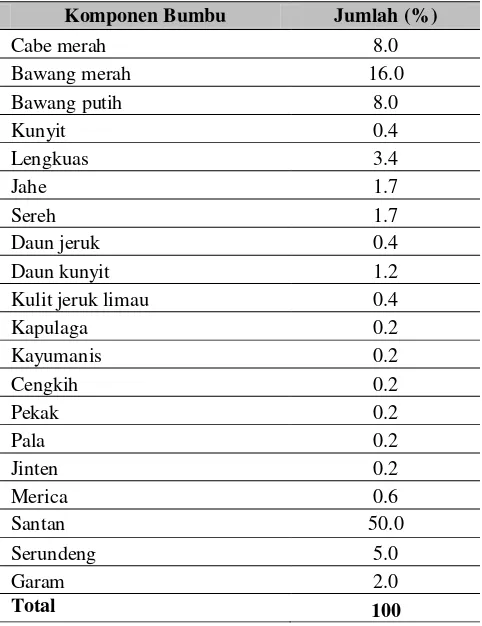
Tabel 3. Perbandingan komposisi bumbu kalio ... 29
Tabel 4. Hasil percobaan penggantian santan alami dengan santan kental siap pakai ... 29
Tabel 5. Proporsi bumbu kalio standar yang digunakan ... 30
Tabel 6. Hasil Pengamatan Terhadap Percobaan Standarisasi Pengalengan (Tahap 1)... 33
Tabel 7. Perlakuan dan Hasil Pengamatan Terhadap Percobaan Standarisasi Pengalengan (Tahap 2) 34 Tabel 8. Rekapitulasi perancangan scheduled process ... 38
Tabel 9. Penampakan Produk Secara Visual ... 41
xiv
DAFTAR GAMBAR
Halaman
Gambar 1. Diagram alir proses pembuatan kalio dan rendang ... 3
Gambar 2. Struktur daging (Tornberg, 1996) ... 5
Gambar 3. Hubungan Nilai pH dengan Water Holding Capacity (WHC) (Soeparno, 2005) ... 7
Gambar 4. Perubahan Kimia Molekul Mioglobin (Mancini dan Hunt, 2005) ... 9
Gambar 5. Skema mekanisme penutupan kaleng (double seaming) ([FAO], 2009) ... 12
Gambar 6. Still Retort Vertikal ([FAO], 2009) ... 13
Gambar 7. Contoh plot data penetrasi panas ... 16
Gambar 8. Diagram alir tahapan penelitian ... 20
Gambar 9. Ilustrasi Pemasangan Termokopel pada kaleng ... 22
Gambar 10. Diagram alir pengalengan kalio langsung dari daging mentah ... 31
Gambar 11. Diagram alir pengalengan kalio dari daging yang dimasak terlebih dahulu bersama bumbu (perlakuan b) ... 32
Gambar 12. Standar proses pembuatan kalio dalam kaleng ... 35
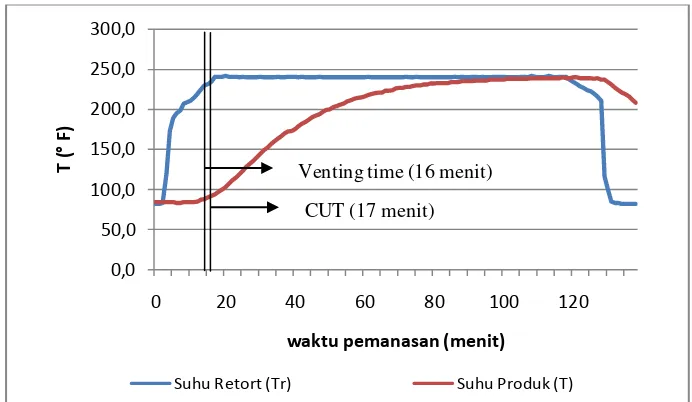
Gambar 13. Profil peningkatan suhu retort dan suhu coldest point produk dalam kemasan kaleng 307x113 pada suhu 116° C (241° F) ... 36
Gambar 14. Perubahan Lethal Rate Selama Pemanasan ... 37
Gambar 15. Profil Penetrasi Panas Rendang Daging Sapi dalam Kemasan Kaleng 307x113 ... 37
Gambar 16. Perubahan susut masak akibat perbedaan suhu dan nilai Fo pemanasan ... 39
Gambar 17. Perubahan Kekerasan Daging Akibat Perbedaan Suhu dan Fo ... 40
Gambar 18. Perubahan Nilai Komponen-Komponen Warna Daging dan Bumbu Akibat Perbedaan Suhu dan Fo ... 42
Gambar 19. Grafik skor kesukaan panelis terhadap mutu sensori produk ... 43
xv
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Komposisi Kimia Santan Kental “Kara” ... 52
Lampiran 2. Viskositas Bumbu Rendang Basah Acuan ... 52
Lampiran 3. Viskositas Bumbu Sampel ... 52
Lampiran 4. Warna Daging Rendang Basah Acuan ... 53
Lampiran 5. Warna Daging Rendang Basah Sampel ... 53
Lampiran 6. Tekstur Daging Rendang Basah Acuan ... 53
Lampiran 7. Tekstur Daging Rendang Sampel ... 54
Lampiran 8. Evaluasi Penetrasi Panas Ke Dalam Produk Pada Suhu 116° C ... 55
Lampiran 9. Perhitungan Parameter Karakteristik Penetrasi Panas pada Produk ... 58
Lampiran 10. Perancangan Scheduled Process... 58
Lampiran 11. Susut Masak (Cooking Loss) Daging Selama Sterilisasi ... 59
Lampiran 12. Warna Bumbu Rendang Basah Daging Sapi pada Berbagai Perlakuan ... 61
Lampiran 13. Warna Daging Rendang Basah Daging Sapi pada Berbagai Perlakuan ... 64
Lampiran 14. Tekstur Daging pada Berbagai Perlakuan ... 67
Lampiran 15. Lembar Kuesioner Analisis Organoleptik ... 70
Lampiran 16. Identitas Panelis untuk Analisis Organoleptik... 72
Lampiran 17. Data Analisis Organoleptik ... 74
Lampiran 18. Analisis Sidik Ragam Pengaruh Nilai Fo Terhadap Kesukaan Panelis Terhadap Tekstur, Warna, Tekstur, Rasa, dan Produk Secara Keseluruhan... 78
Lampiran 19. Kadar Air Produk Terpilih ... 79
Lampiran 20. Kadar Protein Produk Terpilih (Metode Kjeldahl) ... 79
Lampiran 21. Kadar Lemak Produk Terpilih (Metode Soxhlet) ... 79
Lampiran 22. Kadar Abu Produk Terpilih... 80
1
I.
PENDAHULUAN
A.
LATAR BELAKANG
Indonesia dikenal sebagai Negeri yang kaya akan ragam kebudayaan, termasuk di dalamnya adalah menu masakan tradisional. Pengembangan produk pangan berbasis kuliner lokal dengan sentuhan teknologi pangan dalam upaya pelestarian warisan budaya diharapkan dapat memberikan nilai tambah bagi produk tersebut, berupa kemudahan distribusi dan perpanjangan umur simpan. Dengan demikian peluang ekspor untuk mendatangkan devisa bagi Negara juga terbuka. Hal ini tentu dapat memberikan keuntungan bagi banyak pihak, baik industri, Negara, maupun masyarakat secara umum. Perluasan lingkup pemasaran produk warisan budaya ini juga membantu promosi budaya asalnya.
Kalio merupakan salah satu produk pangan tradisional dari Sumatera Barat yang sudah dikenal luas, umumnya dibuat dari bahan utama daging sapi yang dimasak dengan campuran bumburempah tertentu. Kalio adalah sejenis rendang dengan formulasi bumbu rempah-rempah ralatif sama dengan rendang tetapi memiliki kadar air kurang lebih dua kali lebih tinggi dengan kuah jauh lebih encer dibanding rendang (Murhadi, 1994).
Proses thermal, sebagai salah satu teknologi pengolahan dan pengawetan pangan yang digunakan secara luas, mempunyai peluang yang baik untuk diaplikasikan pada menu tradisional tersebut. Beberapa keuntungan dari proses termal, antara lain : (1) terbentuknya tekstur dan citarasa yang khas dan disukai; (2) rusak atau hilangnya beberapa komponen antigizi; (3) peningkatan ketersediaan beberapa zat gizi, misalnya peningkatan daya cerna protein dan karbohidrat; (4) terbunuhnya mikroorganisme sehingga meningkatkan keawetan dan keamanan pangan; (5) menyebabkan inaktifnya enzim-enzim perusak, sehingga mutu produk lebih stabil selama penyimpanan (Hariyadi, 2000). Aplikasi panas pada proses pengalengan memungkinkan dihasilkannya produk yang siap konsumsi (ready to eat). Keuntungan ini memberikan peluang lebih besar terhadap upaya pengembangan produk, mengingat terjadinya pergeseran pola hidup masyarakat kita yang kini lebih menyukai kepraktisan.
2
B.
TUJUAN DAN MANFAAT
Tujuan umum penelitian ini adalah mengaplikasikan teknologi pengalengan pada kalio, serta melihat pengaruh nilai sterilitas (Fo) pemanasan pada berbagai kombinasi suhu dan waktu terhadap perubahan sifat fisik produk dan kesukaan panelis untuk menentukan proses pemanasan optimum. Secara khusus, setiap tahapan proses bertujuan untuk: (i) menentukan formulasi dan proses pengolahan standar kalio untuk proses pengalengan; (ii) mendesain skedul proses dengan berbagai Fo pada berbagai kombinasi suhu dan waktu; (iii) menganalisis tekstur, susut masak, dan warna daging, serta warna bumbu kalio daging sapi dalam kaleng; (iv) menganalisis nilai kesukaan panelis pada atribut warna, aroma, rasa, tekstur, rasa, dan produk secara over all; (v) menentukan proses sterilisasi optimum berdasarkan perubahan sifat fisik dan organoleptik akibat perbedaan nilai Fo pada berbagai kombinasi suhu dan waktu; serta (vi) melakukan analisis proksimat pada produk yang diperoleh dari proses optimum.
3
II.
TINJAUAN PUSTAKA
A.
KALIO
Kalio merupakan salah satu produk pangan tradisional dari Sumatera Barat, umumnya dibuat dari bahan utama daging sapi yang dimasak dengan campuran bumbu dari rempah-rempah tertentu. Kalio adalah sejenis rendang dengan formulasi bumbu rempah-rempah ralatif sama dengan rendang, tetapi memiliki kadar air kurang lebih dua kali lebih tinggi dengan kuah jauh lebih encer dibanding rendang (Murhadi, 1994). Gambar 1 menyajikan diagram alir proses pembuatan kalio dan rendang daging sapi.
Gambar 1. Diagram alir proses pembuatan kalio dan rendang (Murhadi, 1994)
Air santan kelapa
Pemotongan
Pembuangan lemak dan urat otot
Pencucian dengan air bersih (3-5x)
Penirisan (5-10 menit)
Potongan daging sapi siap olah
Pemasakan I (95-97° C, 90 menit)
Bumbu I : Cabe merah, bawang merah,
bawang putih, jahe, lengkuas,
kunyit
Penumbukan sampai halus (blender + sedikit
santan)
Bumbu II : Daun salam, daun
kunyit, serai dapur, asam kandis
(potong-potong) Kalio
Pemasakan II (90-93° C, 60 menit)
4 Kombinasi berbagai rempah menyebabkan bumbu kalio dan rendang secara alamiah memiliki efek penghambatan yang cukup besar terhadap pertumbuhan mikroorganisme. Edy (1998) melaporkan bahwa bumbu rendang mentah dengan 60% cabe merah (Capsicum annuum L.) memiliki efek penghambatan optimal terhadap beberapa jenis mikroorganisme pembusuk dan patogen. Tetapi proses pemasakan ternyata menurunkan efek penghambatan bumbu tersebut terhadap pertumbuhan sebagian besar bakteri (Katrina, 2000).
Total mikroba kalio meningkat selama penyimpanan. Penyimpanan selama 12 jam telah meningkatkan total mikroba kalio hingga mencapai 8.6x106 dan menimbulkan aroma basi. Hal ini diduga erat hubungannya dengan kadar air kalio yang cukup tinggi (56.42-63.17%). Adapun bakteri yang dominan tumbuh pada kalio setelah penyimpanan selama 12 jam (25-30o C) adalah spesies Bacillus sp. I dan Bacillus sp. II, Bacillus sp. III, Bacillus sp. IV, Staphylococcus aureus, Staphylococcus sp. I, Enterobacter sp. IV (E. liquefaciens), Klebsiella aerogenes, Proteus sp., serta satu isolat yang belum teridentifikasi. Bakteri paling tahan panas pembentuk spora di antara spesies-spesies tersebut adalah Bacillus sp. III, dengan nilai D90°C dan nilai zsebesar 7.86 menit dan 16.9° C; sedangkan yang tidak membentuk spora yaitu Yersinia enterocolitica, dengan nilai D75° C dan nilai z sebesar 0.27 menit dan 13.6° C. Keduanya merupakan bakteri yang bersifat aerobik (Murhadi, 1994), sehingga keberadaannya dalam produk yang dikemas secara anaerobik tidak terlalu dihawatirkan.
Aplikasi teknologi pengemasan dan penyimpanan pangan memiliki peluang yang cukup besar untuk diaplikasikan pada kalio. Pada percobaan pengalengan rendang, ditemui kendala berupa ketidakseragaman pola penetrasi panas ke dalam produk akibat tekstur yang tidak seragam. Selain itu, pemasakan rendang tidak dapat dilakukan bersamaan dengan proses sterilisasi, sehingga rendang tetap perlu dimatangkan terlebih dahulu sebelum proses pengisian (filling) (Jaenah, 1994). Pada pengalengan kalio, perlakuan panas selama sterilisasi diduga dapat sekaligus mematangkan daging, sehingga perlakuan pendahuluan pada bahan dapat dilakukan seminimum mungkin sebelum proses pengisian (filling) ke dalam kaleng.
Umumnya kalio dan rendang dibuat dari daging yang tinggi kolagen seperti betis (round), karena itu harus dimasak pada suhu yang tidak terlalu tinggi (kurang dari 100° C) dengan waktu pemasakan yang cukup lama, seperti tampak pada Gambar 1. Proses tersebut akan membuat tekstur daging menjadi lebih lunak, tetapi menjadi kurang efisien jika diaplikasikan dalam skala industri. Mainofri (1999) membandingkan keempukan rendang dari dua jenis daging yang rendah kolagen, yaitu daging has luar (sirloin) dan lamusir (cube roll). Hasilnya daging has luar (sirloin) menghasilkan rendang dengan keempukan yang lebih baik. Karena itu pada penelitian ini digunakan daging has luar. Pada penelitian ini akan dilihat pengaruh perbedaan suhu sterilisasi terhadap perbedaan tekstur (kekerasan) daging. Suhu sterilisasi yang lebih tinggi akan menghasilkan pencapaian nilai Fo yang lebih cepat, sehingga proses sterilisasi akan lebih efisien.
B.
DAGING SAPI
1.
Struktur dan Komposisi Daging
5 dipotong. FDA membatasi definisi daging hanya pada bagian muskulus yang berserat, yaitu yang berasal dari otot skeletal atau lidah, diafragma, jantung, dan esofagus, dengan atau tanpa lemak yang menyertainya, serta bagian-bagian dari tulang, urat, urat syaraf, dan pembuluh-pembuluh darah (Muchtadi, 1996).
Komposisi kimia daging terdiri dari sekitar 75% air, 20% protein, 3% lemak, dan 2% substansi non-protein terlarut. Substansi non-protein terarut tediri dari vitamin dan mineral (3%), substansi nitrogen non-protein (45%), karbohidrat (34%), dan komponen anorganik (18%) (Tornberg, 2005). Protein, sebagai komponen terbesar setelah air, berperan sebagai unsur pokok yang menyusun struktur produk-produk berbasis daging dan perubahannya selama pemanasan.
Protein yang terkandung di dalam daging terbagi menjadi tiga kelompok, yaitu protein miofibrillar (50-55%), protein sarkoplasmik (30-34%), dan protein jaringan ikat (10-15%). Lebih lanjut, protein miofibrillar yang merupakan protein fibrosa terbagi menjadi tiga kelompok, yaitu protein miofilamen (aktin dan miosin) yang menyusun struktur miofibril, protein regulatori (kompleks tropomiosin-troponin, α- dan β-aktinin, M-protein, dan C-protein), dan terakhir protein pembentuk struktur (titin, nebulin, desmin, vimentin, dan synemin). Protein sarkoplasmik merupakan protein globular terlarut yang terdapat dalam sarkoplasma, terutama enzim kreatin kinase dan mioglobin (Tornberg, 2005). Protein jaringan ikat merupakan fraksi protein fibrosa yang tidak larut, terdiri dari kolagen, elastin, dan retikulin (Muchtadi, 1996). Kolagen, yang merupakan glikoprotein, merupakan komponen struktural utama dari jaringan ikat (55-95% dari bahan kering), dan tersusun atas monomer tropokolagen yang memiliki diameter 14-15 Å, panjang 2800 Å dan bobot molekul 300,000. Molekul tropokolagen teragregasi untuk membentuk serabut yang lebih besar pada epimisium dan perimisium, serta terutama sebagai matriks struktural pada endomisium (Tornberg, 2005). Struktur daging disajikan dalam Gambar 2.
6
2.
Parameter Spesifik Kualitas Daging dan Perubahannya Selama
Pemasakan
Nilai pH, Daya Ikat Air (Water Holding Capacity), Susut Masak (Cooking loss), dan Juiciness
Nilai pH merupakan karakteristik kimia daging yang paling penting, berkaitan erat dengan daya ikat air (DIA), susut masak (cooking loss), dan juiciness daging. Secara tidak langsung, nilai pH juga mempengaruhi warna dan tekstur daging (Soeparno, 2005). Normalnya, pH daging mentah berkisar antara5.4 sampai 5.8. Variasi pH daging merupakan pengaruh dari berbagai faktor, antara lain stress sebelum pemotongan, pemberian injeksi hormon atau obat-obatan kimia tertentu, spesies, individu ternak, macam otot, stimulasi listrik, serta aktivitas enzim yang mempengaruhi glikolisis (Soeparno, 2005).
Water Holding Capacity (WHC) atau Daya Ikat Air (DIA) adalah kemampuan daging untuk mengikat air di dalamnya atau air yang ditambahkan selama ada pengaruh kekuatan dari luar, misalnya pemotongan daging, pemanasan, penggilingan, dan tekanan. Atribut mutu ini sangat penting dalam daging dan produk berbasis daging. Selain mempengaruhi penyusutan bobot selama penyimpanan dan pengolahan, DIA daging juga berpengaruh pada sebagian besar sifat fisik daging, termasuk warna, tekstur, kekerasan daging mentah, serta keempukan dan juiciness daging matang (Soeparno, 2005).
DIA terkait dengan kondisi kimiawi air dalam daging. Air yang terikat dalam daging dapat dibagi menjadi tiga kompartemen, yaitu : (i) air yang terikat secara kimiawi oleh protein otot sebagai lapisan monomolekular pertama (4-5%); (ii) air terikat agak lemah sebagai lapisan kedua dari grup hidrofilik (sekitar 4%); serta (iii) lapisan ketiga yang merupakan molekul-molekul air bebas di antara molekul protein (Soeparno, 2005).
Nilai pH mempengaruhi muatan dari gugus reaktif protein daging. Pada titik isoelektrik, jumlah muatan positif dari gugus reaktif protein sama dengan jumlah muatan negatifnya, sehingga cenderung berinteraksi antar-sesamanya dan menurunkan kemampuan mengikat molekul air (Aberle et al., 2001). Nilai pH yang lebih tinggi menyebabkan pembebasan sejumlah muatan positif, sehingga terdapat surplus muatan negatif yang mengakibatkan penolakan miofilamen dan memberi lebih banyak ruang untuk molekul-molekul air. Demikian pula pada pH lebih rendah, terdapat kelebihan muatan positif yang mengakibatkan penolakan miofilamen dan memberi lebih banyak ruang untuk molekul-molekul air. Jadi, DIA meningkat pada pH lebih tinggi atau lebih rendah dari pH isoelektrik, seperti tampak pada Gambar 3. Nilai pH isoelektrik daging berkisar antara 5.0 sampai 5.1 (Soeparno, 2005).
7 Gambar 3. Hubungan Nilai pH dengan Water Holding Capacity (WHC) (Soeparno, 2005)
Susut masak adalah jumlah air yang keluar dari jaringan akibat terjadinya denaturasi kolagen dan kompleks aktomiosin selama pengolahan. Jumlah air terikat menurun dengan meningkatnya suhu, karena itu meningkatnya suhu pemasakan umumnya meningkatkan susut masak. Kisaran suhu yang menyebabkan susut masak paling tinggi adalah 50-70° C (Palka dan Daun 1999). Susut masak berkaitan erat dengan penyusutan sarkomer dari miofibril, di mana semakin tinggi tingkat penyusutan sarkomer, cairan daging yang keluar sebagai susut masak juga semakin banyak (Palka dan Daun 1999). Demikian pula dengan peningkatan waktu pemasakan, umumnya meningkatkan susut masak (Barbera dan Tassone 2006).
Umumnya susut masak bervariasi antara 15-40%. Besarnya susut masak dapat digunakan untuk mengestimasikan jumlah jus dalam daging masak. Daging dengan susut masak yang lebih rendah mempunyai kualitas yang relatif lebih baik dibanding daging dengan susut masak yang lebih besar, karena kehilangan nutrisi selama pemasakan akan lebih sedikit. Persentase susut masak ditentukan dengan persamaan 1 (Soeparno, 2005).
Susut Masak % bb = Bobot sebelum dimasak −Bobot setelah dimasak
Bobot sebelum dimasak x 100% (1) Selain faktor pH dan pemasakan, DIA juga dipengaruhi oleh spesies dan umur ternak, fungsi otot, pakan, perlakuan sebelum dan setelah pemotongan, transportasi, temperatur, kelembaban, penyimpanan, serta kandungan lemak intramuskuler (Soeparno, 2005).`
Tekstur
8 1999). Faktor-faktor yang berpengaruh terhadap perubahan tekstur daging terdiri dari faktor antemortem (spesies, bangsa, fisiologi, umur, jenis kelamin, stress) dan faktor postmortem (metode pelayuan, chilling, refrigerasi, pembekuan, serta metode pengolahan) (Soeparno, 2005).
Selama pemanasan, terdapat sedikitnya empat mekanisme pokok terhadap perubahan tekstur, yaitu: (a) inaktivasi enzim proteolitik endogenous; (b) denaturasi termal jaringan ikat yang menyebabkan keempukan; (c) denaturasi termal protein kontraktil (miofibril) yang menyebabkan meningkatnya kekerasan; (e) penyusutan diameter dan panjang sel serta peningkatan densitas; serta (d) turunnya water holding capacity (WHC) serta kekurangan cairan seperti air dan lemak (Wirakartakusumah et al. 1992). Tornberg (1999) menambahkan mekanisme rusaknya membran sel serta agregasi dan pembentukan gel oleh protein sarkoplasmik sebagai faktor yang turut berperan dalam perubahan tekstur selama pemasakan.
Perubahan tingkat kekerasan pada kisaran suhu 70-80° C terutama terkait dengan denaturasi termal protein miosin (40-60° C), aktin (66-73° C), dan penyusutan kolagen (56-62° C) (Martens et al. 1982 dalam Palka dan Daun 1999). Sebagian besar protein sarkoplasma juga teragregasi pada suhu 40-60° C, menyebabkan terbentuknya gel yang menghubungkan serabut-serabut miofibril dalam serabut otot, dan mengakibatkan meningkatnya kekerasan daging (Tornberg, 2005). Penurunan tingkat kekerasan daging pada suhu di atas 80° C dimungkinkan akibat gelatinisasi kolagen (Locker 1984; Fritz et al. 1992; dalam Palka dan Daun 1999).
Karena kompleksnya faktor-faktor tersebut, maka tidak diharapkan adanya perubahan fisik yang berkorelasi linier dengan perubahan suhu maupun waktu pemanasan (Wirakartakusumah et al., 1992), seperti pada pengamatan Palka dan Daun (1999), Tornberg (2005), dan Combes et al. (2003). Variasi hasil pengamatan merupakan akibat dari variasi biologis antar-otot dan antara otot yang berbeda (Tornberg, 2005).
Warna
Seperti halnya tekstur, warna daging dan produk turunannya merupakan hasil reaksi yang kompleks antara faktor genetika hewan, kondisi ante- dan post-mortem, kondisi kimia otot, dan berbagai faktor lain terkait proses pengolahan, pengemasan, distribusi, penyimpanan, serta penyiapan produk tepat sebelum dikonsumsi (Mancini dan Hunt, 2005).
9 Aplikasi panas pada daging non-curing menyebabkan perubahan warna dari merah menjadi coklat atau abu-abu. Warna kecoklatan terutama disebabkan karena denaturasi mioglobin yang membentuk globin hemikromogen pada suhu 80-85° C (Soeparno, 2005). Pemanasan dengan suhu yang terlalu tinggi dapat menyebabkan warna daging menjadi gelap akibat dehidrasi gugus amine dari asam amino yang membuat protein otot bereaksi dengan gula pereduksi dan menyebabkan reaksi pencoklatan Maillard (Thippareddi dan Sanchez, 2006).
Gambar 4. Perubahan Kimia Molekul Mioglobin (Mancini dan Hunt, 2005)
Flavor dan Aroma
Flavor daging merupakan hasil interaksi yang kompleks antara ratusan senyawa yang terlibat, termasuk di dalamnya senyawa-senyawa hidrokarbon, aldehida, keton, alkohol, furan, trifena, pirol, piridin, pirazin, oxazol, tiazol, komponen yang mengandung sulfur, dan sebagainya. Senyawa-senyawa tersebut mengalami perubahan selama penyimpanan dan pemasakan (Calkins dan Hodgen, 2007).
Pembentukan aroma dan rasa daging selama pemasakan banyak ditentukan oleh prekursor yang larut dalam air dan lemak, dan pembebasan substansi atsiri (volatil) yang terdapat di dalam daging (Soeparno, 2005). Pemasakan daging di atas 70° C akan memperkuat flavor daging dan merubah flavor blood-like dari daging segar menjadi flavor daging matang. Pemanasan asam lemak, dengan keberadaan udara, akan memicu terjadinya oksidasi yang akan memodifikasi profil flavor. Beberapa komponen terdegradasi akibat hidrolisis, menghasilkan komponen penguat rasa, seperti asam glutamat dan turunannya. Pembentukan flavor juga dipengaruhi keberadaan garam, rempah, dan curing agent yang digunakan (Thippareddi dan Sanchez, 2006).
10
C.
PENGALENGAN PANGAN
1.
Prinsip Pengalengan
Proses termal merupakan salah satu metode paling penting yang dilakukan dalam pengolahan pangan, tidak hanya karena perubahan mutu makan (eating quality) yang dikehendaki, tapi juga karena efek pengawetan yang ditimbulkan akibat inaktivasi enzim, mikroorganisme, serangga, serta parasit (Fellows, 2000). Teknologi pengalengan merupakan salah satu aplikasi proses termal yang banyak dilakukan di industri pangan. Sharma et al. (2000) mendefinisikan proses pengalengan pangan sebagai suatu prosedur pengawetan pangan menggunakan kemasan yang tertutup secara hermetis dan memanaskannya untuk membunuh mikroorganisme patogen dan penyebab kebusukan beserta sporanya, serta untuk menginaktivasi enzim yang dapat merusak mutu. Teknologi ini dapat mempertahankan daya simpan produk sampai lebih dari enam bulan (Kusnandar et al., 2006).
Istilah pengalengan tidak hanya merujuk pada pengemasan bahan pangan menggunakan kaleng, tetapi juga termasuk penggunaan kemasan hermetis lainnya seperti retort pouch, tetrapack, glass jar, dan sebagainya. Kemasan hermetis merupakan kemasan kedap udara yang tidak memungkinkan adanya kontak antara bahan pangan dengan lingkungan di sekitarnya, sehingga mencegah terjadinya rekontaminasi dari lingkungan setelah proses pemanasan (Muchtadi, 1995).
Berdasarkan suhu, waktu, dan tujuan pemanasan, pengalengan terbagi menjadi dua proses yaitu pasteurisasi dan sterilisasi komersial. Pasteurisasi terutama ditujukan untuk produk pangan yang mudah rusak oleh panas, atau berasam tinggi, atau jika akan dilakukan kombinasi dengan metode pengawetan lain seperti penyimpanan dingin. Sedangkan sterilisasi komersial terutama diterapkan pada produk pangan berasam rendah (Kusnandar et al., 2006).
Sterilisasi komersial merupakan metode yang paling banyak diaplikasikan dalam skala industri (Fellows, 2000). Istilah ini merujuk pada pemusnahan mikroba pembusuk dan patogen sampai level aman tertentu. Spora bakteri non-patogen yang tahan panas mungkin saja masih ada di dalam makanan setelah proses sterilisasi, tetapi bersifat dorman (tidak dalam kondisi aktif bereproduksi), sehingga keberadaannya tidak membahayakan jika produk tersebut disimpan dalam kondisi normal. Kondisi steril komersial diterapkan karena kondisi steril absolut sulit diterapkan dalam prakteknya, terutama terkait dengan pertimbangan mutu gizi dan mutu organoleptik (Hariyadi, 2000).
11 10-9jika diasumsikan jumlah awalnya ≤ 103 (Hariyadi, 2008 dan Thippareddi dan Sanchez, 2006).
Secara teknis, terdapat dua metode umum pengalengan, yaitu metode konvensional dan inkonvensional. Metode konvensional merujuk pada makna pengalengan secara harfiah, yaitu teknik appertizing, sterilisasi produk dilakukan di dalam wadah setelah pengisian. Sedangkan metode inkonvensional atau aseptic canning merupakan metode yang sering diterapkan untuk produk dengan kemasan pouch, tetrapack, botol plastik, dan sebagainya. Metode ini melibatkan sterilisasi bahan dan wadah secara terpisah, kemudian pengisian bahan ke dalam kemasan (filling) dilakukan secara aseptik dalam ruangan yang bebas mikroba (Muchtadi, 1994). Tahapan proses pengalengan pangan secara konvensional dan perhitungan kecukupan panas akan dipaparkan lebih lanjut pada sub bab berikut.
2.
Tahapan Proses Pengalengan Konvensional
Secara umum, proses pengalengan konvensional terdiri dari beberapa tahap, yaitu pemilihan dan persiapan bahan, blansir, hot filling, exhausting, penutupan (double seaming), sterilisasi, dan pendinginan (Hariyadi dan Kusnandar, 2000). Setiap tahap dilakukan untuk menciptakan kondisi optimum dalam wadah yang memberikan jaminan keamanan sesuai standar.
Blansir adalah perlakuan panas pendahuluan yang sering dilakukan dalam sebelum filling dengan tujuan untuk memperbaiki mutu bahan sebelum dikenai proses lanjutan. Proses blansir berguna untuk : (i) membersihkan jaringan dan mengurangi jumlah mikroba awal; (ii) meningkatkan suhu bahan; (iii) membuang udara yang masih ada dalam jaringan; (iv) menginaktivasi enzim; (v) menghilangkan rasa mentah; (vi) mempermudah proses pemotongan; (viii) mempermudah pengupasan (untuk buah dan sayur); (ix) memberikan warna yang dikehendaki; (x) mempermudah pengaturan produk dalam kaleng. Blansir yang baik akan memberikan tingkat vakum dan integritas yang baik. Hal ini disebabkan selama blansir produk akan mengerut dan membuang gas yang terperangkap dalam jaringan dan sel sehingga mengurangi tekanan dalam wadah selama pemanasan (Hariyadi, 2000). Blansir dapat dilakukan dengan medium air panas maupun uap panas (Kusnandar et al., 2006).
12 Exhausting dilakukan untuk menghilangkan sebagian besar udara dan gas-gas lain dari dalam kaleng sesaat sebelum dilakukan penutupan kaleng. Selama proses exhausting dan sterilisasi, headspace diisi oleh uap air dari produk. Uap air tersebut kemudian terkondensasi setelah proses pendinginan, sehingga menyebabkan kondisi vakum dalam kaleng. Kondisi ini memberikan beberapa keuntungan, antara lain : (i) spora bakteri pembusuk yang bersifat anaerobik umumnya tidak tahan panas sehingga lebih mudah dimusnahkan pada proses pemanasan; dan (ii) dapat mengurangi reaksi oksidasi yang mungkin terjadi baik selama pemanasan maupun selama penyimpanan setelah diproses. Tingkat kevakuman kaleng setelah penutupan juga dipengaruhi oleh perlakuan blansir, karena blansir membantu mengeluarkan udara/gas dari dalam jaringan. Exhausting dapat dilakukan dengan berbagai cara, antara lain : (i) melakukan pengisian produk ke dalam kaleng saat produk masih dalam kondisi panas; (ii) memanaskan kaleng beserta isinya sampai pada suhu 80-95° C dengan tutup kaleng masih terbuka; atau (iii) secara mekanik dilakukan penyedotan udara dengan sistem vakum (Hariyadi dan Kusnandar, 2000).
Segera setelah proses exhausting, kaleng ditutup secara hermetis. Penutupan kaleng ini lebih dikenal dengan istilah double seaming. Pengemasan secara hermetis merupakan pengemasan yang sangat rapat, tidak dapat ditembus udara, air, mikroba, atau bahan asing lain. Teknik ini memungkinkan terlindungnya produk dari kebusukan, perubahan kadar air, kerusakan akibat oksidasi, atau perubahan cita rasa (Muchtadi , 1994). Skema penutupan kaleng disajikan dalam Gambar 5.
Gambar 5. Skema mekanisme penutupan kaleng (double seaming) ([FAO], 2009)
Tahap berikutnya yaitu sterilisasi dalam tabung pemanas bertekanan yang disebut retort atau autoklaf. Tahap ini merupakan tahap yang paling penting dan kritis dalam proses pengalengan yang menentukan sukses atau tidaknya proses sterilisasi secara keseluruhan (Hariyadi dan Kusnandar, 2000).
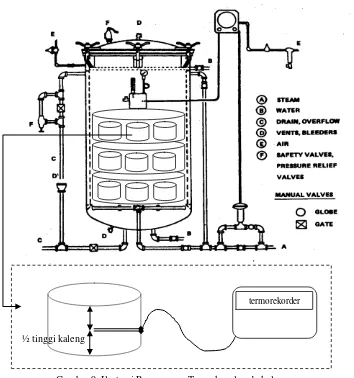
13 Sebagian besar produk daging steril komersial diproses menggunakan still retort. Retort ini merupakan bejana bertekanan yang beroperasi di atas tekanan atmosfir dan menggunakan air atau uap jenuh sebagai medium pemanas. Retort jenis ini bekerja dengan sistem batch, karena itu jadwal proses harus berjalan ketat untuk memastikan level keamanan yang sama pada setiap batch produk (Pearson dan Tauber, 1984). Jadwal proses mencakup venting time (waktu venting), come-up time (waktu untuk mencapai suhu target), dan operator time (waktu pemanasan sejak dicapai suhu target sampai retort dimatikan). Gambar 6 menyajikan ilustrasi still retort vertikal yang digunakan.
Gambar 6. Still Retort Vertikal ([FAO], 2009)
Udara di dalam retort harus dikeluarkan terlebih dahulu dengan membuka katup venting sampai suhu di titik terdingin mencapai 105° C. Hal ini dilakukan untuk menjamin bahwa tidak terdapat udara di dalam ruang pemanasan yang dapat mengganggu aliran panas dari uap jenuh. Setelah retort mencapai suhu 105° C, katup venting ditutup dan retort dibiarkan mencapai suhu target. Waktu yang diperlukan retort untuk mencapai suhu tersebut dikenal dengan istilah venting time, sedangkan waktu yang diperlukan untuk mencapai suhu target dikenal dengan istilah come-up-time. Waktu pemanasan, atau lebih dikenal dengan istilah waktu operator, dihitung sejak retort mencapai suhu target (Fields, 1990).
14
3.
Perhitungan Kecukupan Panas dan Perancangan Jadwal Proses
Tingkat sterilitas produk merupakan pertimbangan utama dalam menentukan kombinasi suhu dan waktu pemanasan. Semakin tinggi tingkat sterilitas, produk yang dihasilkan semakin aman. Akan tetapi, di sisi lain faktor ekonomi dan degradasi mutu produk menjadi pembatas. Karena itu, perlu dilakukan optimasi proses pemanasan yang dapat memberikan jaminan keamanan produk tanpa overprocessing (Sharma et al, 2000).
Evaluasi kecukupan proses pemanasan melibatkan dua rangkaian parameter, yaitu kinetika pemusnahan mikroba dalam produk dan karakteristik penetrasi panas dari sistem pemanasan yang digunakan (Sharma et al, 2000). Kedua parameter tersebut akan berbeda untuk setiap jenis produk dan sistem pemanasan yang digunakan.
Kinetika pemusnahan mikroba oleh panas merupakan fungsi dari waktu, suhu, serta jumlah mikroorganisme awal dalam produk. Parameter yang digunakan dalam hal ini antara lain nilai D, nilai z, lethal rate (Lr), dan nilai letalitas (Fo). Nilai D adalah waktu yang diperlukan untuk menurunkan jumlah mikroba sebesar 10 fold (1 siklus log, atau 90%) pada suhu tertentu, sedangkan nilai z adalah perubahan suhu yang diperlukan untuk merubah nilai D sebesar 10 fold. Lethal rate (Lr) merupakan waktu pemanasan pada suhu 250° F (121° C) yang menghasilkan efek pemusnahan yang ekuivalen dengan pemanasan 1 menit pada suhu proses, sedangkan nilai sterilitas (Fo) adalah waktu pemanasan pada suhu 250° F (121° C) yang ekuivalen dengan pemanasan selama proses. Kinetika pemusnahan mikroba ini bersifat spesifik untuk setiap jenis mikroba. Penentuan nilainya bergantung pada mikroba target, yaitu mikroba paling tahan panas yang terdapat dalam produk (Sharma et al, 2000).
Parameter yang kedua, yaitu karakteristik penetrasi panas, mencakup parameter respon suhu (fh) dan lag factor (jh). Nilai fh menunjukkan kecepatan panas berpenetrasi ke dalam produk selama proses pemanasan, sedangkan nilai jh menunjukkan waktu kelambatan sebelum kecepatan penetrasi panas mencapai fh (Sharma et al, 2000). Karakteristik penetrasi panas ini diperoleh melalui evaluasi penetrasi panas dalam produk, yang akan menghasilkan profil hubungan suhu dan waktu selama proses pemanasan. Pengukuran suhu produk dilakukan pada titik terdingin (coldest point atau slowest heating point), untuk memberikan jaminan bahwa suhu yang terukur sudah tercapai pada semua titik. Titik terdingin berbeda untuk setiap jenis produk, di mana umumnya untuk produk cair (perambatan panas secara konveksi) titik terdingin terletak di tengan bagian pada ketinggin 1/3 dari tinggi kaleng diukur dari dasar, sementara untuk produk padat (perambatan panas secara konduksi) titik terdingin terletak tepat di tengah dimensi kaleng (Kusnandar et al, 2009).
15 Perhitungan nilai Fo dengan metode umum dilakukan dengan integrasi lethal rate selama proses pemanasan terhadap waktu, seperti yang disajikan dalam persamaan 2 dan 3. Aplikasi perhitungan integral menggunakan spreadsheet (misalnya Microsoft Office Excel) dilakukan dengan metode trapesium. Nilai F parsial dihitung sebagai luas bidang trapesium pada grafik lethal rate vs. waktu dengan interval waktu tertentu, seperti disajikan dalam persamaan 3. Nilai sterilisasi total diperoleh dari hasil penjumlahan nilai Fo parsial selama proses pemanasan (Subarna et al, 2008).
Lr = 10
(T-Tref)
z (2)
Fo= L
r.dt
t
to (3)
Fo parsial = Lr n+ Lr n−1
2 x Δt (4) Keterangan :
T = suhu proses (° C)
Tref = suhu referensi, biasanya digunakan 121° C Lr = lethal rate
Fo = nilai sterilitas
z = waktu yang diperlukan untuk menurunkan nilai D sebesar 1 siklus log Lr(n) = lethal rate pada menit ke-n, dihitung dengan persamaan 1
Lr(n-1) = lethal rate pada menit sebelumnya, dihitung dengan persamaan 1 ∆t = interval waktu
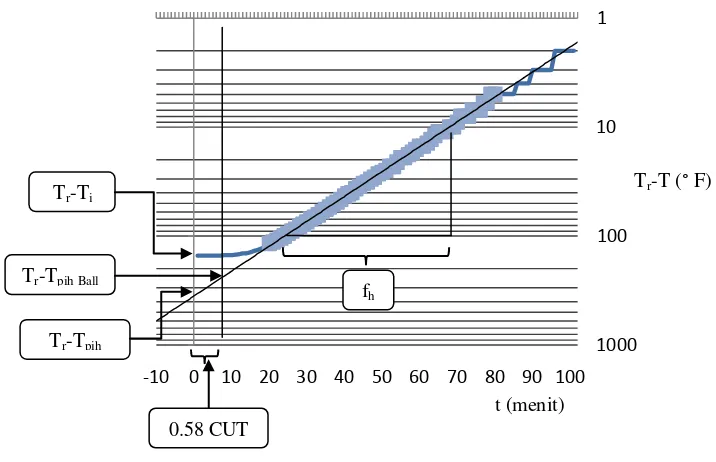
Untuk perhitungan proses termal menggunakan metode formula, data penetrasi panas diplotkan ke dalam grafik t vs. (Tr-T), dengan sumbu y (Tr-T) menggunakan skala logaritma. Plot kurva ini kemudian diputar 180°, sehingga akan tampak seperti Gambar 7.
Berdasarkan grafik yang dibentuk dari fase linier, diperoleh persamaan umum seperti disajikan dalam persamaan 5 dan 6.
Tr−T = Tr− Tpih . 10− t fh (5)
log Tr−T = log Tr−Tpih − t
fh
(6)
Keterangan :
Tr = suhu retort T = suhu akhir produk
Tpih = suhu awal semu produk (pseudo initial heating) t = waktu pemanasan
16 Gambar 7. Contoh plot data penetrasi panas
Persamaan tersebut dapat diperoleh secara otomatis menggunakan spreadsheet seperti Microsoft Office Excel, dengan bentuk berbeda, yaitu sebagai berikut (persamaan 7).
y = a. e−bx (7)
Log y = Log a− b. Log e . x (8)
Dengan demikian, (Tr-T) = y (Tr-Tpih) = a
fh = 1/(b.log e).
t = x
Metode Ball menggunakan asumsi bahwa retort mencapai suhu proses pada 0.58 come-up-time dan tidak ada proses pemanasan sebelum itu. Dengan demikian to dimulai pada 0.58 come-up-time (tc), dan waktu proses Ball adalah 0.42 tc ditambah waktu operator (waktu sejak retort mencapai suhu proses sampai dimatikan, tp). Penyesuaian persamaan (6) dengan metode Ball menghasilkan persamaan (9). Nilai (Tr – Tpih Ball) diperoleh dari persamaan (6) saat t = to, seperti tampak pada persamaan (10). Nilai Jh diperoleh dengan membagi (Tr-Tpih Ball) dengan (Tr-Ti) atau Ih, sehingga bentuk persamaan umum tampak pada persamaan (12) dan (13). Variabel g atau (Tr-TB) menunjukkan perbedaan suhu retort dan suhu produk di akhir pemanasan (waktu Ball), yang secara teoritis tidak akan mencapai angka nol. Nilai Log g digunakan untuk menentukan nilai (fh/U) dengan grafik atau Tabel log g vs. (fh/U) yang diperoleh dari Lopez (1981). Nilai fh/U ini selanjutnya digunakan untuk menentukan nilai Fo pemanasan dengan persamaan (14). Nilai Fo yang diperoleh dari metode Ball kemudian diverifikasi dengan nilai Fo yang diperoleh dengan metode grafik.
1
10
100
1000 -10 0 10 20 30 40 50 60 70 80 90 100
Tr-T (° F)
t (menit) Tr-Ti
Tr-Tpih
fh Tr-Tpih Ball
17 log (Tr− TB) = log Tr− Tpih Ball −tB
fh (9)
log Tr−Tpih Ball = log Tr− Tpih −to
fh (10)
Jh=(Tr−Tpih Ball)
(Tr−Ti)
(11)
log Tr−TB = log[ Jh(Tr−Ti)]− tB
fh
(12)
log g = log[ Jh. Ih]− tB
fh
(13)
Fo= fhx Lr
(fh
U)
(14)
Keterangan :
TB = suhu maksimum produk pada akhir pemanasan tB = waktu pemanasan Ball
Ti = suhu awal produk
Ih = perbedaan suhu retort dan suhu awal produk = (Tr-Ti)
g = perbedaan suhu akhir produk dengan suhu medium pemanas = (Tr - TB) U = nilai sterilitas = Fo/Lr
(Subarna et al, 2008).
Perancangan jadwal proses dilakukan berdasarkan nilai fh dan Jh yang diperoleh dari evaluasi penetrasi panas. Kedua variabel tersebut dapat digunakan untuk produk yang sama dengan dimensi kemasan yang sama, dalam suhu proses (Tr) yang berbeda (Sharma et al, 2000). Waktu proses Ball ditentukan dengan persamaan (16), dengan terlebih dahulu menentukan nilai log g dari nilai (fh/U) yang diperoleh dari persamaan (15).
fh U
= fh x Lr
Fo
(15)
tB = fhx (log JhIh)−(log g) (16)
(Subarna et al, 2008).
D.
PENGALENGAN PRODUK BERBASIS DAGING
18 perubahan signifikan pada flavor, tekstur, dan warna, yang merupakan fungsi dari suhu dan waktu pemanasan (Pearson dan Tauber, 1984). Pemanasan daging dalam kaleng pada suhu lebih tinggi dari 125° C dapat menyebabkan gelatinisasi kolagen, karena itu dapat memodifikasi karakter produk daging yang kaya kolagen (Thippareddi dan Shancez, 2006).
Material kaleng yang biasa digunakan dalam pengalengan produk daging biasanya berupa pelat baja berlapis timah. Pelapisan timah dilakukan dg tujuan : (a) melindungi permukaan baja dari pengkaratan akibat reaksi dengan bahan pangan; (b) sebagai medium dalam proses soldering untuk melekatkan pelat kaleng. Bagian dalam kaleng juga biasanya dilapisi dengan bahan organik untuk mencegah interaksi antara bahan pangan dengan metal. Lapisan organik yang biasa digunakan dalam pengalengan produk pangan antara lain lapisan resisten asam (acid-resistant) dan resisten sulfur (sulfur-resistant). Produk daging menggunakan lapisan sulfur-resistant untuk mencegah interaksi antara lapisan timah dengan sulfur yang dilepas dari protein selama pemanasan yang dapat menimbulkan warna hitam pada produk. Untuk produk padat yang sulit dikeluarkan, kaleng juga biasanya dilapisi dengan lapisan pelicin (release agent) (Pearson dan Tauber, 1984).
Masalah dalam pengalengan daging biasanya lebih akut karena produk daging merupakan produk berasam rendah (low-acid food). Pertumbuhan mikroorganisme pembusuk pada produk daging menimbulkan penyimpangan warna, bau, dan flavor. Mikroorganisme patogen yang menjadi perhatian utama dalam produk berbasis daging antara lain Eschericia coli O157:H7, Salmonella spp., Listeria monocytogenes, Staphyllococcus aureus, Clostridium perfringens, serta Clostridium botulinum (Thippareddi dan Sanchez, 2006). Berkaitan dengan hal ini, USDA-FSIS menetapkan standar pelaksanaan (performance standards) proses pemanasan untuk produk proses termal, yaitu produk dikemas secara hermetis dan dipanaskan secara steril komersial untuk menurunkan level C. botulinum minimal 12 siklus D (Hariyadi, 2008, Thippareddi dan Sanchez, 2006). Selain C. botulinum, kelima mikroorganisme lainnya merupakan mikroorganisme aaerobik yang tidak terlalu dihawatirkan keberadaannya dalam makanan kaleng yang diproduksi secara optimal.
Untuk menjamin keamanan produk, sebelum produk didistribusikan, diambil beberapa sampel dari masing-masing lot dan masing-masing batch untuk disimpan pada suhu 95±2° F selama 10-30 hari. Pada akhir waktu inkubasi, produk dievaluasi apakah terjadi kebusukan akibat proses pengalengan yang kurang optimum. Jika tidak ditemukan kebusukan dalam sampel-sampel yang dievaluasi, produk dalam lot yang bersangkutan diizinkan untuk didistribusikan (Pearson dan Tauber, 1984).
19
III.
METODOLOGI PENELITIAN
A.
BAHAN DAN ALAT
Bahan-bahan yang digunakan dalam penelitian ini terdiri atas daging sapi bagian has luar (sirloin), bumbu kalio, bahan pengemas berupa kaleng berukuran 307x113, serta bahan-bahan kimia untuk analisis proksimat.
Peralatan yang digunakan meliputi peralatan masak, peralatan proses pengalengan, instrumen pengukuran sifat fisik, serta peralatan kimia untuk analisis proksimat. Peralatan proses pengalengan terdiri atas boiler, exhauster, double seamer, retort, termokopel, dan termorekorder; Instrumen analisis fisik yang digunakan terdiri atas Minolta Chromameter CR-310 dan Microstable Texture Analyser TX-2.
B.
METODE PENELITIAN
Tujuan penelitian ini adalah mengaplikasikan teknologi pengalengan pada kalio, serta melihat pengaruh nilai sterilitas (Fo) pemanasan pada berbagai kombinasi suhu dan waktu terhadap perubahan sifat fisik produk dan kesukaan panelis untuk menentukan proses pemanasan optimum.
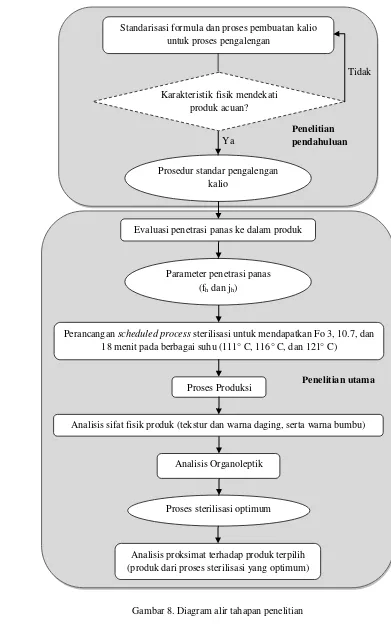
Skema tahapan proses penelitian disajikan dalam Gambar 8. Tahap pertama yaitu standarisasi formula dan proses pembuatan kalio untuk proses pengalengan. Formula dan prosedur standar yang diperoleh dari tahap tersebut digunakan selama penelitian. Selanjutnya dilakukan evaluasi penetrasi panas pada produk untuk memperoleh parameter penetrasi panas berupa nilai fh dan jh. Keduanya digunakan dalam perancangan jadwal proses untuk mendapatkan nilai Fo 3, 10.7, dan 18 menit pada berbagai suhu (111° C, 116° C, dan 121° C).
Tahap berikutnya dilakukan proses produksi dengan jadwal proses yang telah ditentukan. Pada produk kalio dari kesembilan perlakuan tersebut, dilakukan analisis susut masak, sifat fisik, serta mutu organoleptiknya. Sifat fisik yang diamati meliputi warna bumbu, warna daging, dan tekstur daging. Sedangkan evaluasi organoleptik yang dilakukan adalah uji afektif, yang bertujuan menilai respon subjektif panelis dalam hal penerimaan atau preferensi terhadap produk dan beberapa atribut sensorinya. Berdasarkan kedua analisis tersebut diperoleh nilai terukur dari sifat-sifat fisik yang memiliki respon nilai kesukaan paling tinggi. Hal ini dijadikan sebagai dasar dalam penentuan proses pengalengan kalio yang optimum. Terakhir, dilakukan analisis proksimat terhadap produk yang dihasilkan dari proses optimum.
20 Gambar 8. Diagram alir tahapan penelitian
Penelitian utama Penelitian
pendahuluan Standarisasi formula dan proses pembuatan kalio
untuk proses pengalengan
Karakteristik fisik mendekati produk acuan?
Prosedur standar pengalengan kalio
Evaluasi penetrasi panas ke dalam produk
Parameter penetrasi panas (fh dan jh)
Perancangan scheduled process sterilisasi untuk mendapatkan Fo 3, 10.7, dan 18 menit pada berbagai suhu (111° C, 116° C, dan 121° C)
Proses Produksi
Analisis sifat fisik produk (tekstur dan warna daging, serta warna bumbu)
Analisis Organoleptik
Proses sterilisasi optimum
Analisis proksimat terhadap produk terpilih (produk dari proses sterilisasi yang optimum)
Ya
21
1.
Standarisasi Formula dan Proses Pembuatan Kalio dalam kaleng
Tahap ini bertujuan menentukan formulasi dan proses pengolahan kalio untuk proses pengalengan yang menghasilkan produk dengan karakteristik mendekati produk kalio dengan pemasakan konvensional. Karakteristik yang dimaksud meliputi karakteristik sensori (warna, aroma, rasa, kekerasan daging) dan sifat fisik terukur (viskositas bumbu, warna bumbu dan daging, serta nilai kekerasan daging). Metode pengukuran sifat fisik secara objektif dengan instrumen dipaparkan lebih lanjut pada sub bab berikutnya.
Penentuan formula dan proses pengolahan standar dilakukan dengan benchmarking terhadap beberapa karakteristik terukur dari produk acuan, yang diperoleh dari tiga rumah makan khas Padang di Lingkungan Kampus IPB Darmaga. Karena itu mula-mula dilakukan penilaian terhadap karakteristik yang dimaksud, meliputi penampakan produk secara visual, pengukuran objektif terhadap viskositas bumbu, warna bumbu, dan nilai kekerasan daging.
Selanjutnya dilakukan standarisasi formula bumbu kalio. Standarisasi formula dimulai dengan pengujian formula menggunakan metode pemasakan konvensional untuk memastikan bahwa karakteristik sensori dari produk yang diperoleh cukup baik. Untuk memudahkan proses produksi dan standarisasi mutu produk, dilakukan penggantian santan alami dengan santan kental siap pakai merek “Kara”. Komposisi lengkap santan Kara dapat dilihat pada lampiran 1. Penyesuaian jumlah santan siap pakai dilakukan beberapa kali, dengan asumsi awal bahwa sejumlah 200 ml santan kental siap pakai setara dengan santan dari separuh butir kelapa.
Setelah diperoleh formula standar, selanjutnya dilakukan standarisasi proses pembuatan kalio dalam kaleng. Penyesuaian kondisi pemasakan yang dilakukan meliputi tingkat kematangan bumbu dan daging pada saat filling, serta perbandingan bobot keduanya. Tahap ini juga dilakukan beberapa kali sampai ditemukan kondisi proses yang menghasilkan kalio dengan karakteristik fisik dan sensori mendekati kalio acuan.
2.
Evaluasi Penetrasi Panas pada Produk dan Perancangan Jadwal Proses
22 Gambar 9. Ilustrasi Pemasangan Termokopel pada kaleng
Data yang terkumpul berupa waktu pola peningkatan suhu retort (Tr) dan suhu produk (T), dengan interval waktu satu menit. Data ini diolah dengan metode umum dan metode formula untuk menentukan total Fo selama pemanasan, serta karakteristik penetrasi panas yang mencakup parameter respon suhu (fh) dan lag factor (jh). Teknik perhitungannya tercantum dalam Gambar 12 dan persamaan 1 sampai 13.
Karakteristik penetrasi panas dalam produk (fh dan jh) yang diperoleh selanjutnya digunakan dalam perancangan scheduled process. Waktu operator ditentukan dengan persamaan 15 dan 16.
3.
Analisis Susut Masak (Soeparno, 2005)
Analisis susut masak dilakukan untuk melihat penyusutan bobot daging akibat proses blansir dan sterilisasi. Hal ini dilakukan dengan menimbang bobot daging sebelum dan setelah pemasakan, kemudian dihitung dengan persamaan 17.
Susut masak % bb = Bobot sebelum pemasakan −Bobot setelah pemasakan
Bobot sebelum pemasakan x100% (17) ½ tinggi kaleng
23
4.
Analisis Sifat Fisik Produk
Tahap pendahuluan melibatkan analisis fisik berupa viskositas bumbu serta warna dan tekstur (kekerasan) daging dari produk acuan dan sampel percobaan. Sedangkan pada penelitian utama, dilakukan analisis fisik berupa warna bumbu, warna bumbu, dan kekerasan daging.
a. Viskositas (Faridah et al. 2009)
Pengukuran viskositas dilakukan dengan menggunakan Brookfield Viscometer. Digunakan spindle nomor 4 dengan kecepatan putaran 3 rpm. Sebanyak 100 ml sampel ditempatkan dalam gelas ukur 100 ml, kemudian spindle yang telah terpasang pada viscometer dicelupkan ke dalam sampel sampai tanda garis tercelup. Pengukuran dilakukan dengan menekan tombol ON dan membiarkan spindle berputar sampai detik ke-30, kemudian dihentikan dengan menekan tuas penjepit sehingga jarum penunjuk tidak berubah posisi. Nilai yang terbaca berupa persen torque, yaitu persentase dari kecepatan maksimum rotasi spindle. Nilai ini dikalikan dengan faktor konversi pada Tabel 1 untuk menghasilkan nilai viskositas dalam satuan cP atau mPa.s.
Tabel 1. Faktor Konversi Penetapan Viskositas
Speed (rpm) Spindle
1 2 3 4
0.3 200 1000 4000 20000
0.6 100 500 2000 10000
1.5 40 200 800 4000
3.0 20 100 400 2000
6.0 10 50 200 1000
12.0 5 25 100 500
30.0 2 10 40 200
60.0 1 5 20 100
b. Warna (Faridah et al. 2009)
Pengujian sifat fisik warna dilakukan dengan menggunakan alat Minolta Chroma Meters CR310. Sebelum digunakan, terlebih dahulu dilakukan kalibrasi alat menggunakan standar warna putih, dengan nilai Y = 92,89; x = 0,3178; serta y = 0,3338. Nilai-nilai tersebut terdapat pada penutup bagian dalam pelat kalibrasi. Data kalibrasi tersebut dimasukkan setelah menekan tombol “calibrate”. Dilakukan pengukuran terhadap pelat kalibrasi dengan menekan tombol “measure” atau tombol yang terletak pada measuring head saat measuring head sudah diletakkan pada pelat kalibrasi. Alat secara otomatis melakukan 3 kali pengukuran, kemudian akan menyimpan data kalibrasi dalam memorinya.
24 mudah diinterpretasikan dan paling banyak digunakan. Konversi nilai Yxy ke dalam skala L*a*b* dilakukan secara otomatis oleh alat dengan persamaan 15, 16, dan 17.
L = 10 Y (18)
a = 17,5 1,02X−Y
Y (19)
b = 7 Y−0,847 Z
Y (20)
Nilai L menunjukkan tingkat kecerahan yang memiliki nilai antara 0 (hitam) sampai 100 (putih). Nilai a menunjukkan warna kromatik merah sampai hijau. Nilai + a (positif) mempunyai kisaran 0 sampai 100 untuk warna merah dan nilai – a (negatif) dari 0 sampai -80 untuk warna hijau. Nilai b menunjukkan warna kromatik biru sampai kuning dengan kisaran 0 sampais +70 untuk warna kuning dan nilai 0 sampai -70 untuk warna biru.
c. Tekstur (Faridah et al., 2009)
Pengukuran tekstur daging rendang dilakukan secara empiris menggunakan Texture Analyzer tipe TX21 dengan probe knife blade. Sampel dengan ketebalan 1 cm dan lebar 3 cm diletakkan pada piringan, dan plunger diaktifkan dengan menekan TA quick run as test atau tombol Ctrl dan Q pada komputer. Sebelum digunakan terlebih dahulu harus diatur jarak masuk dan kecepatan masuk probe ke dalam sampel yang diukur. Probe akan bergerak ke bawah dan memotong sampel secara melintang, kemudian kembali ke tempat semula. Hasil pengukuran akan terekam dalam bentuk kurva. Berikut disajikan parameter proses pengukuran yang diterapkan.
Test mode and option : Measure force in compression Parameter :
Pre test speed : 1,5 mm/s Test speed : 1,5 mm/s Post test speed : 10,0 mm/s Rupture test distance : 1,0 mm Distance : 30,0 mm
Force : 100 g
Time : 5 s
Count : 5 Trigger :
Type : auto
Force : 40 g
25
5.
Evaluasi Organoleptik (Waysima dan Adawiyah, 2008)
Evaluasi organoleptik yang dilakukan adalah uji afektif, yaitu uji rating hedonik menggunakan skala kategori 7 poin. Digunakan sebanyak 70 orang panelis tidak terlatih yang merupakan representasi dari populasi target konsumen. Panelis diminta memberikan penilaian terhadap kesukaan pada atribut warna, aroma, tekstur, rasa, dan keseluruhan produk (over all), serta penilaian subjektif terhadap kelayakan produk disebut sebagai kalio. Berikut skala kategori yang digunakan.
1 = sangat tidak suka 2 = tidak suka 3 = agak tidak suka 4 = netral
5 = agak suka 6 = suka 7 = sangat suka
Data yang diperoleh dianalisis dengan analisis ragam. Jika ditemukan perbedaan signifikan terhadap nilai kesukaan panelis, dilakukan uji lanjut dengan Duncan’s Multiple Comparison Test (DMRT). Pengolahan data dilakukan menggunakan software SAS 9.1.3. Portable.
Selain penilaian tingkat kesukaan terhadap masing-masing atribut, panelis juga diminta menentukan atribut sensori apa yang paling menentukan kesukaan mereka terhadap produk secara keseluruhan. Dengan diketahuinya atribut sensori penentu kesukaan panelis ini, diharapkan penentuan proses optimum dapat dilakukan dengan lebih tepat sasaran.
6.
Analisis Proksimat dan Pengukuran pH
a. Kadar Air (AOAC, 1995)
Cawan aluminium dikeringkan dalam oven selama 15 menit dan didinginkan dalam desikator selama 10 menit dan ditimbang (A). Sampel ditimbang sebanyak ± 2 g dalam cawan (B). Cawan beserta isi dikeringkan dalam oven 100oC selama 6 jam. Cawan dipindahkan ke dalam desikator lalu didinginkan dan ditimbang. Cawan beserta isinya dikeringkan kembali sampai diperoleh berat konstan (C). Perhitungan kadar air disajikan pada persamaan 20.
Kadar Air % bb = B−(C−A )
B x100% (21)
b. Kadar Protein (AOAC, 1995)
26 campuran larutan 60 % NaOH- 5 %Na2S2O3. Sambungkan labu tadi dengan alat destilasi dan kondensor yang telah dilengkapi dengan penampung yang berisi larutan H3BO3. Destilasi sampai volume destilat 15 ml kemudian titrasi dengan NaOH 0.1N sampai larutan kuning (titk akhir). Total nitrogen dan kadar protein kasar dihitung dengan persamaan 22 dan 23.
Total Nitrogen % bb = ml HCl−ml blanko .N HCl .14,007
gr sampel .100 (22) Kadar protein = Total Nitrogen (%) x faktor konversi (23)
Keterangan :
Faktor konversi = 6.25
c. Kadar Lemak (AOAC, 1995)
Labu lemak disediakan sesuai dengan ukuran alat ekstraksi soxhlet yang digunakan. Labu dikeringkan dalam oven dengan suhu 105-110oC selama 15 menit, kemudian didinginkan dalam desikator lalu ditimbang (A). Ditimbang sebanyak ± 5 g sampel (B) dalam kertas saring, kemudian ditutup dengan kapas bebas lemak. Kertas saring beserta isinya dimasukkan ke dalam ekstraksi soxhlet dan dipasang pada alat kondensor. Pelarut heksana dituangkan ke dalam labu soxhlet secukupnya. Dilakukan refluks selama 5 jam sampai pelarut yang turun kembali menjadi bening. Pelarut yang tersisa dalam labu lemak didestilasi dan kemudian labu dipanaskan dalam oven pada suhu 105oC. Setelah dikeringkan sampai berat tetap dan didinginkan dalam desikator kemudian labu beserta lemak ditimbang (C) dan dilakukan perhitungan kadar lemak. Perhitungan kadar lemak dilakukan dengan persamaan 23.
Kadar Lemak% bb = C−A
B x100% (24)
d. Kadar Abu (AOAC, 1995)
Disiapkan cawan untuk melakukan pengabuan, kemudian dikeringkan dalam oven selama 15 menit lalu didinginkan dalam desikator dan ditimbang (A). Sampel ditimbang sebanyak ± 3 g dalam cawan (B), kemudian dibakar dalam ruang asap sampai tidak mengeluarkan asap lagi. Selanjutnya dilakukan pengabuan di dalam tanur listrik pada suhu 400-600oC selama 4-6 jam sampai terbentuk abu berwarna putih atau memiliki berat yang tetap. Abu beserta cawan didinginkan dalam desikator kemudian ditimbang (C). perhitungan kadar abu disajikan dalam persamaan 24.
Kadar Abu % bb = C−A
B x100% (25)
e. Kadar Karbohidrat (by difference)
Karbohidrat dihitung berdasarkan metode by difference dengan persamaan 25.
27 Keterangan :
P = kadar protein (% bb) A = kadar air (% bb) Ab = kadar abu (% bb) L = kadar lemak (% bb)
f. Pengukuran pH (Apriyantono, et al, 1989)
Sebelum pengukuran, pH meter telah dinyalakan dan distabilkan selama 15-30 menit, kemudian dikalibrasi dengan menggunakan larutan buffer pada pH 4 dan pH 7. elektroda dibilas dengan akuades dan dikeringkan dengan kertas pengering.
28
IV.
HASIL DAN PEMBAHASAN
A.
STANDARISASI FORMULA DAN PROSES PEMBUATAN KALIO
DALAM KALENG
1.
Peng