PENJADWALAN PRODUKSI DENGAN METODE
TABU
SEARCH
PADA LANTAI PABRIK PADA PD. ANEKA
INDUSTRI DAN JASA (PDAIJ) SUMATERA UTARA
T U G A S S A R J A N A
Diajukan untuk Memenuhi Sebagian dariSyarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh :
RENY
070403071
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena
atas Rahmat dan Karunia-Nya, penulis dapat menyelesaikan Tugas Sarjana ini
dengan baik.
Tugas Sarjana ini berjudul “Penjadwalan Produksi Dengan Metode
Tabu Search Pada Lantai Pabrik Pada PD. Aneka Industri Dan Jasa (PDAIJ)
Sumatera Utara”. Laporan ini berisi tentang langkah yang perlu dilakukan dalam
mengatasi keterlambatan yang terjadi pada perusahaan dengan menerapkan
beberapa metode yang dijadikan usulan perusahaan untuk mendapatkan urutan job
yang valid dan nilai makespan yang minimum.
Penulis menyadari bahwa dalam penulisan Tugas Sarjana ini masih
banyak kekurangan yang terdapat di dalam Laporan Tugas Sarjana ini. Oleh
karena itu, penulis mengharapkan kritik dan saran yang membangun dari pembaca
untuk kesempurnaan Tugas Sarjana ini. Akhir kata, penulis berharap agar Tugas
Sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
Medan, April 2012
UCAPAN TERIMA KASIH
Penulis menyadari bahwa laporan tugas sarjana ini tidak akan dapat selesai
tanpa bantuan dari berbagai pihak baik berupa materi, spiritual, informasi maupun
administrasi. Penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Jurusan Teknik Industri
Universitas Sumatera Utara.
3. Ibu Ir. Rosnani Ginting, MT selaku dosen Koordinator Tugas Sarjana yang
telah memberi dukungan dan bantuan selama pelaksanaan Tugas Sarjana.
4. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng., selaku Koordinator Bidang
Rekayasa Sistem Manufaktur, yang telah membimbing Penulis selama
pengerjaan Pra-proposal Tugas Sarjana.
5. Bapak Ir. Poerwanto, M.Sc, selaku Dosen Pembimbing I atas bimbingan,
pengarahan, dan masukan yang diberikan dalam penyelesaian Laporan Tugas
Sarjana ini.
6. Ibu Tuti Sarma Sinaga, ST, MT, selaku Dosen Pembimbing II atas bimbingan,
pengarahan, dan masukan yang diberikan dalam penyelesaian Laporan Tugas
Sarjana ini.
7. Bapak Johan Iskandar selaku Kepala Bagian Pemasaran PD. Aneka Industri
dan Jasa Sumatera Utara Unit Percetakan yang memberi bantuan berupa
8. Bapak Julham selaku Kepala Seksi Produksi PD. Aneka Industri dan Jasa
Sumatera Utara Unit Percetakan yang menjadi pembimbing lapangan selama
melakukan penelitian.
9. Semua pekerja pada bagian produksi PD. Aneka Industri dan Jasa Sumatera
Utara Unit Percetakan, yang telah memberikan informasi selama melakukan
penelitian.
10.Keluarga dan teman penulis yang telah memberikan dukungan sepenuhnya
kepada penulis baik doa, moral maupun materi dalam menyelesaikan Tugas
Sarjana ini.
11.Rekan satu tim Tugas Sarjana yaitu Yessi Rosa Enggani, Sri Rejeki
Wulandary, Puput Mayrina Arnissa, Meity, dan Eva Handayani atas
kerjasamanya dalam kunjungan ke pabrik dan masukan yang berarti bagi
Laporan Tugas Sarjana.
12.Bang Nurmansyah, Bang Mijo, Kak Dina, Kak Ani, dan Bang Ridho atas
bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian
Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam penyelesaian
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan
terima kasih. Semoga laporan ini bermanfaat bagi kita semua.
Medan, Maret 2012
ABSTRAK
Penelitian ini dilakukan di PD. Aneka Industri dan Jasa (PD AIJ) Sumatera Utara yang merupakan perusahaan yang bergerak di bidang percetakan, dengan produk tetapnya adalah formulir, blok formulir, kop surat, dan kartu box yang dipesan oleh dinas-dinas yang berada di wilayah pemerintahan Provinsi Sumatera Utara, namun penelitian ini dilakukan pada produk blok formulir dan kop surat, karena produk ini memiliki jumlah pemesanan yang lebih banyak dibandingkan dengan produk lainnya. Tujuan dilakukan penelitian adalah untuk mendapatkan suatu model penjadwalan yang mampu memberikan nilai makespan yang
minimum dengan menggunakan metode Algoritma Tabu Search. Pada Algoritma Tabu Search termasuk jenis metode heuristik yang memiliki potensi besar untuk menyelesaikan permasalahan optimalisasi, dimanajumlah iterasi sebanyak 30 kali.
Dari hasil penelitian, makespan yang dihasilkan pada jadwal perusahaan dan Algoritma Tabu Search untuk produk blok formulir masing-masing adalah 3256,780 menit, 2828,540 menit. Sedangkan untuk produk kop surat, makespan yang dihasilkan masing-masing adalah 1437,510 menit, 1283,400 menit. Dapat disimpulkan bahwa Algoritma Tabu Search efektif dalam menyelesaikan permasalahan optimalisasi .
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
ABSTRAK ... vi
DAFTAR ISI ... vii
DAFTAR GAMBAR ... xiii
DAFTAR TABEL... xv
DAFTAR LAMPIRAN ... xx
I PENDAHULUAN ... I-1
1.1. Latar Belakang Masalah ... I-1
1.2. Rumusan Masalah... I-5
1.3. Tujuan Penelitian ... I-6
1.4. Manfaat Penelitian ... I-6
1.5. Batasan dan Asumsi Penelitian ... I-7
1.6. Sistematika Penulisan Tugas Akhir ... I-8
II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Tujuan Perusahaan ... II-3
2.4. Letak Geografi Perusahaan ... II-3
2.5. Daerah Pemasaran ... II-3
2.6. Organisasi dan Manajemen Perusahaan... II-4
2.6.1. Struktur Organisasi ... II-4
2.6.2. Uraian Tugas dan Tanggung Jawab ... II-6
2.6.3. Tenaga Kerja Perusahaan ... II-6
2.6.4. Jam Kerja ... II-6
2.6.5. Sistem Pengupahan ... II-7
2.7. Proses Produksi ... II-7
2.7.1. Standar Mutu Produk ... II-7
2.7.2. Bahan-bahan yang Digunakan ... II-7
2.7.3. Uraian Proses Produksi ... II-9
2.8. Mesin dan Peralatan ... II-12
2.8.1. Mesin Produksi ... II-12
2.8.2. Peralatan ... II-13
2.8.3. Utility ... II-13
2.9. Safety and Fire Protection ... II-13
DAFTAR ISI (Lanjutan)
BAB HALAMAN
III KERANGKA TEORITIS ... III-1
3.1. Pengertian Penjadwalan ... III-1
3.2. Beberapa Defenisi dalam Penjadwalan ... III-3
3.3. Tujuan Penjadwalan... III-6
3.4. Masalah Penjadwalan ... III-7
3.5. Aturan Prioritas ... III-10
3.6. Algoritma Tabu search ... III-11
3.6.1. Klasifikasi Memori ... III-15
3.6.2. Intensifikasi dan Diversifikasi ... III-15
3.6.3. Penentuan Kandidat Solusi Terbaik ... III-16
3.7. Pengukuran Waktu (Time Study) ... III-16
3.8. Pengukuran Waktu Kerja dengan Stopwatch Time Study ... III-19
3.9. Penilaian Performance Kerja ... III-23
3.10. Penetapan Kelonggaran (Allowance) ... III-28
3.11. Efficiency Index dan Relative Error ... III-30
IV METODOLOGI PENELITIAN ... IV-1
4.1. Lokasi Penelitian ... IV-1
4.2. Rancangan Penelitian ... IV-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.4. Prosedur Penelitian ... IV-2
4.5. Pengumpulan Data ... IV-4
4.5.1. Sumber Data... IV-4
4.5.2. Metodologi Pengumpulan ... IV-5
4.5.3. Instrumen Penelitian ... IV-5
4.6. Pengolahan Data ... IV-6
4.7. Jadwal Penelitian ... IV-11
V PENGUMPULAN DAN PENGOLAHAN DATA... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Data Order... V-1
5.1.2. Data Stasiun Kerja ... V-2
5.1.3. Pengamatan Waktu Proses Tiap Job ... V-3
5.1.3.1. Pengamatan Waktu Proses pada Produk Blok
Formulir ... V-4
5.1.3.2. Pengamatan Waktu Proses pada Produk Kop
Surat ... V-6
5.1.4. Waktu Set-up Mesin ... V-9
5.1.5. Penilaian Rating Factor Operator ... V-9
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2. Pengolahan Data ... V-12
5.2.1. Uji Keseragaman Data dan Kecukupan Data ... V-12
5.2.1.1. Uji Keseragaman Data dan Kecukupan Data
pada Blok Formulir ... V-12
5.2.1.2. Uji Keseragaman Data dan Kecukupan Data
pada Kop Surat ... V-29
5.2.2. Perhitungan Waktu Standard ... V-43
5.2.3. Perhitungan Total Waktu Proses ... V-44
5.2.4. Penjadwalan Aktual Perusahaan ... V-47
5.2.5. Penjadwalan dengan Algoritma Tabu Search ... V-48
5.2.5.1. Blok Formulir ... V-49
5.2.5.2. Kop Surat ... V-52
5.2.5.3. Penentuan Solusi Penjadwalan Terbaik ... V-55
5.2.5.3.1. Penentuan Solusi Penjadwalan
Terbaik Blok Formulir ... V-55
5.2.5.3.2. Penentuan Solusi Penjadwalan
Terbaik Kop Surat ... V-56
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.1. Perbandingan Hasil Urutan Job pada Algoritma Tabu
Search dengan Kondisi Aktual Perusahaan ... VI-1
6.2. Perbandingan Makespan Algoritma Tabu Search dengan
Kondisi Aktual Perusahaan ... .. VI-3
6.3. Analisis Kebaikan Model Penjadwalan ... VI-8
6.4. Analisis Utilitas Mesin ... VI-6
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PD Aneka Industri dan Jasa Sumatera
Utara ... II-5
2.2. Blok Diagram Uraian Proses Produks i Blok Formulir ... II-11
2.3. Blok Diagram Produk Kop Surat ... II-12
3.1. Peta Gantt (Gantt Chart) ... III-3
3.2. Penjadwalan Produksi dengan M Mesin/Pekerja Paralel .... III-7
3.3. Penjadwalan Produksi dengan M Mesin/Pekerja Serial ... III-7
3.4. Flowchart Algoritma Simulated Annealing ... III-12
4.1. Kerangka Konseptual Penelitian ... IV-2
4.2. Block Diagram Metodologi Penelitian ... IV-3
4.3. Blok Diagram Pengolahan Data ... IV-6
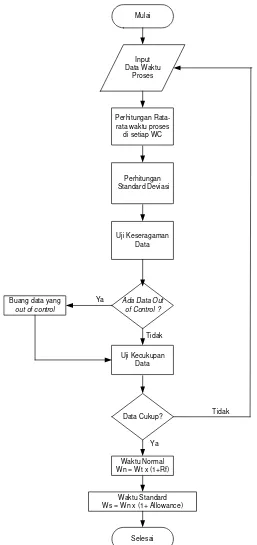
4.4. Flowchart Pengukuran Waktu ... IV-8
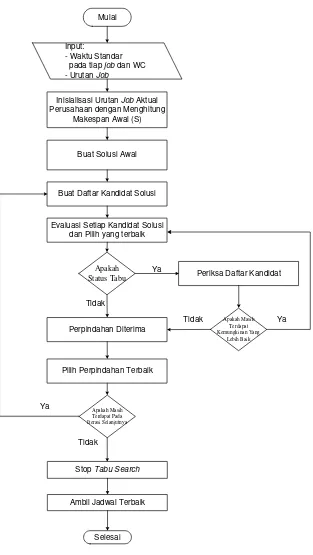
4.5. Flowchart Algoritma Tabu Search ... IV-9
5.1. Aliran Proses Produk Blok Formulir ... V-3
5.2. Aliran Proses Produk Kop Surat ... V-2
5.3. Peta Kontrol Blok Formulir Job I pada WC II ... V-13
5.4. Peta Kontrol Blok Formulir Job I pada WC IV ... V-20
5.5. Peta Kontrol Blok Formulir Job III (Revisi I) pada WC V . V-22
5.6. Peta Kontrol Blok Formulir Job IV (Revisi I) pada WC V . V-24
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.8. Peta Kontrol Kop Surat Job I pada WC II... V-29
5.9. Peta Kontrol Kop Surat Job I pada WC IV... V-36
5.10. Peta Kontrol Kop Surat Job III (Revisi I) pada WC II ... V-38
DAFTAR TABEL
TABEL HALAMAN
2.1. Data Alokasi Tenaga Kerja di PD Aneka Industri dan Jasa
Unit Percetakan ... II-6
2.2. Mesin Produksi pada PD Aneka Industri dan Jasa Unit
Percetakan... II-12
3.1. Westinghouse Factor ... III-25
3.2. Rating Performance Menurut Cara Schumard ... III-27
5.1. Data Order pada Produk Blok Formulir ... V-1
5.2. Data Order pada Produk Kop Surat ... V-1
5.3. Data Stasiun Kerja ... V-3
5.4. Waktu Proses Blok Formulir pada Job I ... V-4
5.5. Waktu Proses Blok Formulir pada Job II ... V-4
5.6. Waktu Proses Blok Formulir pada Job III ... V-5
5.7. Waktu Proses Blok Formulir pada Job IV ... V-5
5.8. Waktu Proses Blok Formulir pada Job V ... V-5
5.9 Waktu Proses Blok Formulir pada Job VI ... V-6
5.10. Waktu Proses Kop Surat pada Job I ... V-6
5.11. Waktu Proses Kop Surat pada Job II ... V-6
5.12. Waktu Proses Kop Surat pada Job III ... V-7
5.13. Waktu Proses Kop Surat pada Job IV... V-7
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.15. Waktu Proses Kop Surat pada Job VI... V-8
5.16. Waktu Proses Kop Surat pada Job VII ... V-8
5.17. Waktu Setup pada Tiap Mesin ... V-9
5.18. Penilaian Westinghouse Factor Operator... V-9
5.19. Penetapan Allowance Terhadap Proses Produksi ... V-10
5.20. Uji Keseragaman Data Blok Formulir Job I pada WC II... V-12
5.21. Rekapitulasi Uji Keseragaman Data Blok Formulir pada
Job I ... V-14
5.22. Rekapitulasi Uji Keseragaman Data Blok Formulir pada
Job II ... V-14
5.23. Rekapitulasi Uji Keseragaman Data Blok Formulir pada
Job III ... V-15
5.24. Rekapitulasi Uji Keseragaman Data Blok Formulir pada
Job IV ... V-15
5.25. Rekapitulasi Uji Keseragaman Data Blok Formulir pada
Job V ... V-16
5.26. Rekapitulasi Uji Keseragaman Data Blok Formulir pada
Job VI ... V-16
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.28. Rekapitulasi Uji Kecukupan Data I Blok Formulir pada
Job I ... V-17
5.29. Uji Keseragaman Data II Blok Formulir Job I pada WC IV .. V-18
5.30. Rekapitulasi Uji Keseragaman Data II Blok Formulir pada
Job I ... V-20
5.31. Uji Keseragaman Data II Blok Formulir Job III (Revisi I)
pada WC V ... V-21
5.32. Uji Keseragaman Data II Blok Formulir Job IV (Revisi I)
pada WC V ... V-23
5.33. Uji Keseragaman Data II Blok Formulir Job IV (Revisi II)
pada WC V ... V-24
5.34. Uji Kecukupan Data Blok Formulir Job I pada WC IV ... V-26
5.35. Rekapitulasi Uji Kecukupan Data II Blok Formulir ... V-27
5.36. Uji Keseragaman Data Kop Surat Job I pada WC II ... V-28
5.37. Rekapitulasi Uji Keseragaman Data Kop Surat pada Job I .... V-29
5.38. Rekapitulasi Uji Keseragaman Data Kop Surat pada Job II ... V-30
5.39. Rekapitulasi Uji Keseragaman Data Kop Surat pada Job III .. V-30
5.40. Rekapitulasi Uji Keseragaman Data Kop Surat pada Job IV .. V-31
5.41. Rekapitulasi Uji Keseragaman Data Kop Surat pada Job V ... V-31
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.43. Rekapitulasi Uji Keseragaman Data Kop Surat pada Job VII V-32
5.44. Uji Kecukupan Data Kop Surat Job I pada WC II ... V-33
5.45. Rekapitulasi Uji Kecukupan Data I Kop Surat... V-33
5.46. Uji Keseragaman Data II Kop Surat Job I pada WC IV ... V-34
5.47. Rekapitulasi Uji Keseragaman Data II pada Kop Surat ... V-36
5.48. Uji Keseragaman Data Kop Surat Job III (Revisi I) pada
WC II ... V-37
5.49. Uji Keseragaman Data Kop Surat Job IV (Revisi I) pada
WC II... V-39
5.50. Uji Kecukupan Data II Kop Surat Job I pada WC IV ... V-41
5.51. Rekapitulasi Uji Kecukupan Data II Kop Surat ... V-42
5.52. Rekapitulasi Perhitungan Waktu Standard pada Blok
Formulir... V-43
5.53. Rekapitulasi Perhitungan Waktu Standard pada Kop Surat .... V-44
5.54. Rekapitulasi Perhitungan Total Waktu Proses pada Produk
Blok Formulir ... V-44
5.55. Rekapitulasi Perhitungan Total Waktu Proses pada Produk
Kop Surat ... V-45
5.56. Waktu Penyelesaian Job pada setiap Stasiun Kerja untuk
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.57. Waktu Penyelesaian Job pada setiap Stasiun Kerja untuk
Produk Kop Surat ... V-46
5.58. Perhitungan Makespan Awal pada Blok Formulir ... V-47
5.59. Perhitungan Makespan Awal pada Kop Surat ... V-47
5.60. Perhitungan Makespan Iterasi I ... V-50
5.61. Perhitungan Makespan Iterasi II ... V-50
5.62. Hasil Iterasi Pertukaran Urutan Job untuk Blok Formulir ... V-51
5.63. Perhitungan Makespan Iterasi I ... V-53
5.64. Perhitungan Makespan Iterasi II ... V-53
5.65. Hasil Iterasi Pertukaran Urutan Job untuk Kop Surat ... V-54
5.66. Perhitungan Makespan pada Urutan Job Terbaik ... V-55
5.67. Perhitungan Makespan pada Urutan Job Terbaik ... V-56
6.1. Perbandingan Algoritma Simulated Annealing dan
Dannenbring dengan Aktual Perusahaan pada Blok Formulir VI-3
6.2. Perbandingan Algoritma Simulated Annealing dan
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Uraian Tugas dan Tanggung Jawab ... L-1
2. Tabel Westinghouse Factor ... L-15
3. Tabel Penentuan Allowance (Kelonggaran) Berdasarkan
Faktor-faktor yang Berpengaruh... L-16
4. Perhitungan Makespan pada Algoritma Tabu Search ... L-19
5. Surat Permohonan Tugas Sarjana Halaman 1
(FM-GKM-TI-TS-01-01A) ... L-50
6. Formulir Penetapan Tugas Sarjana Halaman 2
(FM-GKM-TI-TS-01-01A) ... L-51
7. Surat Permohonan Riset Tugas Sarjana ke PD Aneka
Industri dan Jasa Unit Percetakan ... L-52
8. Surat Balasan Penerimaan Riset Tugas Sarjana di PD
Aneka Industri dan Jasa Unit Percetakan ... L-53
9. Surat Keputusan Tugas Sarjana Mahasiswa ... L-54
10. Perubahan Surat Keputusan Tugas Sarjana Mahasiswa... L-55
10. Berita Acara Laporan Tugas Sarjana
(FM-GKM-TI-TS-01-04A) dengan Dosen Pembimbing I ... L-56
11. Berita Acara Laporan Tugas Sarjana
ABSTRAK
Penelitian ini dilakukan di PD. Aneka Industri dan Jasa (PD AIJ) Sumatera Utara yang merupakan perusahaan yang bergerak di bidang percetakan, dengan produk tetapnya adalah formulir, blok formulir, kop surat, dan kartu box yang dipesan oleh dinas-dinas yang berada di wilayah pemerintahan Provinsi Sumatera Utara, namun penelitian ini dilakukan pada produk blok formulir dan kop surat, karena produk ini memiliki jumlah pemesanan yang lebih banyak dibandingkan dengan produk lainnya. Tujuan dilakukan penelitian adalah untuk mendapatkan suatu model penjadwalan yang mampu memberikan nilai makespan yang
minimum dengan menggunakan metode Algoritma Tabu Search. Pada Algoritma Tabu Search termasuk jenis metode heuristik yang memiliki potensi besar untuk menyelesaikan permasalahan optimalisasi, dimanajumlah iterasi sebanyak 30 kali.
Dari hasil penelitian, makespan yang dihasilkan pada jadwal perusahaan dan Algoritma Tabu Search untuk produk blok formulir masing-masing adalah 3256,780 menit, 2828,540 menit. Sedangkan untuk produk kop surat, makespan yang dihasilkan masing-masing adalah 1437,510 menit, 1283,400 menit. Dapat disimpulkan bahwa Algoritma Tabu Search efektif dalam menyelesaikan permasalahan optimalisasi .
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Perkembangan yang sangat cepat dalam bidang industri seiring dengan
kemajuan ilmu pengetahuan dan teknologi mengakibatkan munculnya persaingan
antara perusahaan yang satu dengan yang lainnya. Perusahaan yang dapat
bertahan dalam persaingan tersebut harus berusaha untuk mempertahankan atau
menambah jumlah konsumennya. Salah satu usahanya adalah dengan
meningkatkan volume produksi dan menyelesaikan pesanan sesuai dengan waktu
yang telah disepakati.
Perusahaan PDAIJ yang ingin bersaing juga harus memperhatikan proses
produksi agar berjalan optimal. Sebelum melakukan proses produksi, perusahaan
tersebut sebaiknya membuat penjadwalan. Penjadwalan yang dibuat tersebut
seringkali mengalami perubahan yang menyebabkan terjadinya ketidakstabilan
produksi. Hal ini disebabkan oleh beberapa faktor, baik faktor internal maupun
faktor eksternal. Faktor internal perusahaan antara lain kerusakan pada mesin dan
peralatan, sedangkan faktor eksternal antara lain keterlambatan pada pengiriman
bahan baku, perubahan permintaan konsumen dan penyebab-penyebab tidak
teknis lainnya yang menyebabkan terjadinya ketidakstabilan produksi.
Dalam suatu industri, perencanaan produksi memegang peranan penting
dalam membuat penjadwalan produksi terutama dalam pengaturan operasi atau
dilakukan kurang tepat maka akan dapat mengakibatkan stasiun kerja dalam
lintasan produksi mempunyai kecepatan produksi yang berbeda. Hal ini juga
terlihat pada lintasan produksi tidak efisien karena terjadi penumpukan material di
antara stasiun kerja yang tidak berimbang kecepatan produksinya.
Semakin besar fleksibilitas dalam dalam mengkombinasikan beberapa
tugas, maka semakin tinggi pula tingkat keseimbangan tingkat keseimbangan
yang dapat dicapai, hal ini akan membuat aliran yang mulus dengan membuat
utilisasi tenaga kerja dan perakitan yang tinggi (Nasution, 1999:137). Adanya
kombinasi penugasan kerja terhadap operator atau grup operator yang menempati
stasiun kerja tertentu juga merupakan awal masalah keseimbangan lintasan
produksi, sebab penugasan elemen kerja yang berbeda akan menimbulkan
perbedaan dalam jumlah waktu yang tidak produktif dan variasi jumlah pekerjaan
yang dibutuhkan untuk menghasilkan keluaran produksi tertentu dalam lintasan
tersebut. Keuntungan keseimbangan lintasan adalah pembagian tugas secara
merata sehingga kemacetan bisa dihindari dan penjadwalan produksi terutama
dalam pengaturan operasi atau penugasan kerja yang dilakukan lebih optimal.
(Setiawan, 2000).
Untuk menghasilkan produk yang sesuai dengan spesifikasi atau mutu
standar yang telah ditetapkan, peran dari operasi mesin juga sangat berpengaruh.
Agar mesin selalu beroperasi dengan baik, diperlukan sistem manajemen
perawatan yang baik. Namun, hal ini merupakan salah satu sasaran mutu yang
belum dicapai perusahaan sehingga produktivitas produksi menjadi semakin
perusahaan adalah tidak berjalannya kegiatan produksi di lantai produksi akibat
adanya kerusakan mesin produksi.
Kerusakan yang terjadi pada mesin-mesin produksi mengakibatkan
dampak buruk bagi perusahaan dimana jadwal produksi dan kegiatan produksi
perusahaan menjadi tertunda. Keterlambatan produksi ini mengakibatkan tingkat
produktivitas produksi menjadi rendah. Selain itu, kerusakan atau kegagalan yang
terjadi mengakibatkan rendahnya kemampuan atau utilitas mesin dalam
menghasilkan produk yang sesuai dengan spesifikasi yang telah ditetapkan.
Ketika terjadi kerusakan, pihak perusahaan hanya mengganti komponen yang
rusak tanpa memperhatikan keandalannya. Selain itu, pihak perusahaan juga
belum memiliki prosedur perawatan yang jelas.
PD. Aneka Industri dan Jasa Sumatera Utara menerima pesanan dalam
periode tiga bulan sekali. Saat pesanan datang, perusahaan selalu menyetujui
transaksi tanpa meninjau terlebih dahulu sumber daya yang tersedia. Perusahaan
juga mengerjakan pesanan dengan hanya mempertimbangkan kebijakan dari
pimpinan produksi tanpa berdasarkan analisis dan penjadwalan persediaan. Cara
ini dapat menimbulkan kegagalan perusahaan dalam memenuhi pesanan sesuai
dengan batas waktu, di samping kemungkinan harus mengadakan kerja lembur
(overtime) pada saat pekerjaan menumpuk. Masalah tersebut perlu diatasi karena
dapat menyebabkan pemborosan bagi perusahaan, di samping menurunnya
Kasus penjadwalan produksi yang terjadi di PD. Aneka Industri dan Jasa
(PD AIJ) sebenarnya merupakan kasus penjadwalan biasa yang diselesaikan tanpa
menggunakan metode penjadwalan produksi. Namun karena terdapat hasil yang
kurang efektif dari penjadwalan produksi perusahaan, maka pada penelitian ini
digunakan penjadwalan produksi dengan menggunakan metode Tabu Search.
Permasalahan tersebut adalah bahwa pada penjadwalan produksi yang
dilakukan perusahaan seringkali kurang mampu memberikan peningkatan
efisiensi dalam unit operasi. Hal ini ditandai dengan asumsi bahwa setiap job yang
pertama datang harus diselesaikan terlebih dahulu dari job lain (yang memiliki
batas waktu pengerjaan yang sama). Hal ini tidak sesuai jika diterapkan
sebagaimana yang terjadi di PD. Aneka Industri dan Jasa (PD AIJ).
Produk yang menjadi objek penelitian adalah blok formulir dan kop surat,
karena produk ini memiliki jumlah pemesanan yang lebih banyak dibandingkan
dengan produk lainnya. Perusahaan ini beroperasi dengan sistem make to order.
Pembuatan blok formulir dan kop surat ini mempunyai urutan dan waktu proses
yang berbeda, serta membutuhkan waktu set-up mesin terlebih dahulu. Dengan
urutan dan waktu proses yang berbeda, tetapi melalui fasilitas mesin yang sama,
akan mengakibatkan terjadinya waktu menganggur pada sebuah mesin.
Oleh karena itu, untuk menghindari hal semacam ini, perlu disertai adanya
metode penjadwalan yang tepat. Dengan adanya metode penjadwalan yang tepat,
diharapkan waktu penyelesaian produk (makespan) yakni jumlah waktu yang
Dengan demikian, waktu yang masih tersisa dapat digunakan untuk
menyelesaikan rencana produksi komponen lain.
Penjadwalan produksi dilakukan dengan menggunakan metode heuristik.
Salah satu metode heuristik yang digunakan yaitu Algoritma Tabu Search, di
mana metode ini memiliki potensi yang besar untuk menyelesaikan permasalahan
optimalisasi secara global.
Penelitian sejenis dilakukan oleh Betrianis dan Putu Teguh Aryawan,
menggunakan algoritma Tabu Search pada paket pesanan dan memperoleh
makespan sebesar 74 jam (3 hari), lebih singkat daripada makespan perusahaan
sebesar 107,1 jam (5 hari).
Dalam penelitian ini akan digunakan algoritma Tabu Search agar
diperoleh makespan yang lebih singkat dibandingkan dengan jadwal yang disusun
oleh perusahaan.
1.2. Rumusan Masalah
Berdasarkan latar belakang yang telah diuraikan di atas maka pokok
permasalahan yang menjadi fokus penelitian ini adalah persoalan pengalokasian
pekerjaan ke fasilitas, peralatan ataupun tenaga kerja bagi suatu kegiatan operasi,
pada kondisi fasilitas, peralatan ataupun tenaga kerja mempunyai kapasitas dan
jumlah terbatas (hanya dapat menangani satu job pada saat yang sama).
Dalam mengatasi masalah tersebut, maka perusahaan membutuhkan suatu
proses keseluruhan yang optimal sehingga dapat meminimisasi waktu
penyelesaian seluruh pesanan (makespan).
1.3. Tujuan Penelitian
Tujuan umum adalah untuk mendapatkan hasil penjadwalan produksi yang
efektif pada PD. Aneka Industri dan Jasa (PD AIJ)
Tujuan khusus yang akan dicapai dari penelitian ini yaitu :
1. Merumuskan metode penjadwalan produksi yang memberikan hasil yang
optimal dengan metode penjadwalan Tabu Search.
2. Melakukan penjadwalan terhadap order untuk mendapatkan nilai kriteria
minimisasi makespan.
3. Menentukan suatu model pengurutan job (job sequence), sehingga akan
meminimumkan waktu proses pengerjaan dan mengatasi keterlambatan dari
tiap order.
1.4. Manfaat Penelitian
Manfaat yang diharapkan dari penelitian ini yaitu :
1. Bagi pihak perusahaan
Sebagai alat yang membantu dalam penjadwalan produksi untuk mengurangi
dampak negatif dari permasalahan yang terjadi.
2. Bagi peneliti
b. Menambah keterampilan dan pengalaman dalam menganalisis masalah
serta memecahkan masalah sebelum memasuki dunia kerja.
3. Bagi universitas
Menjadi tambahan literatur yang dapat dijadikan referensi bagi semua pihak
yang ingin mengetahui aplikasi dari penjadwalan produksiflow shop.
1.5. Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini yaitu :
1. Penelitian hanya dilakukan pada lantai produksi PD. Aneka Industri dan Jasa.
2. Penelitian dilakukan terhadap produk tetap PD. Aneka Industri dan Jasa, yaitu
blok formulir dan kop surat.
3. Data order seluruh tipe varian produk yang akan dijadwalkan diambil dari data
order pada bulan Desember 2011.
4. Sistem produksi pada PD. Aneka Industri dan Jasa bersifat berdasarkan
pesanan (make-to-order).
Asumsi-asumsi yang digunakan dalam penelitian ini yaitu :
1. Tidak ada perubahan proses produksi dan jenis produk selama penelitian
dilakukan pada PD. Aneka Industri dan Jasa.
2. Mesin yang dijadwalkan beroperasi dengan baik selama penelitian
berlangsung.
3. Operator bekerja normal.
4. Tiap operasi hanya dapat dikerjakan oleh satu mesin tertentu sesuai dengan
5. Tidak terjadi interupsi terhadap mesin (tidak memberhentikan sementara
proses yang sedang berjalan untuk memberi ruang kepada proses yang
prioritasnya lebih tinggi).
6. Bahan baku telah tersedia sebelum penjadwalan dilakukan.
7. Tidak terjadi perubahan permintaan dari konsumen.
8. Telah terjadi keseimbangan lintasan pada setiap work center.
1.5. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan laporan tugas akhir ini dapat
diuraikan sebagai berikut :
Pada Bab I: Pendahuluan, menguraikan latar belakang permasalahan yang
mendasari penelitian, rumusan permasalahan, tujuan penelitian, ruang lingkup
penelitian, asumsi yang digunakan dalam penelitian, dan sistematika penulisan
tugas akhir.
Di dalam Bab II: Gambaran Umum Perusahaan, menjelaskan sejarah dan
gambaran umum perusahaan, struktur organisasi dan manajemen serta proses
produksi. Juga disertakan tata letak fasilitas (layout) dan uraian peta aliran proses
(flow process chart) dari produk yang dihasilkan.
Kemudian pada Bab III: Landasan Teori, berisikan teori-teori yang
digunakan dalam analisis pemecahan masalah antara lain Teori Pengukuran
Waktu, Teori Penjadwalan Produksi, dan Teori Algoritma Tabu Search. Sumber
teori atau literatur yang digunakan dapat berupa buku-buku dan jurnal penelitian
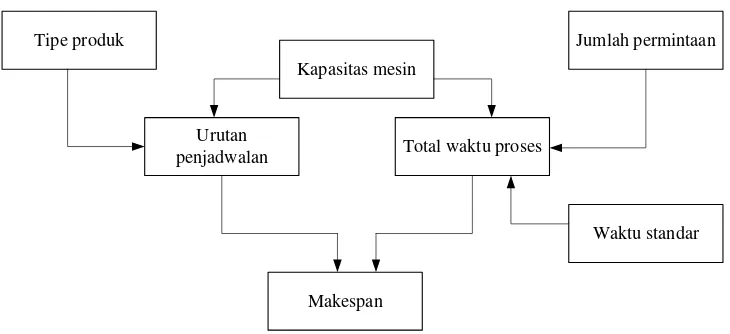
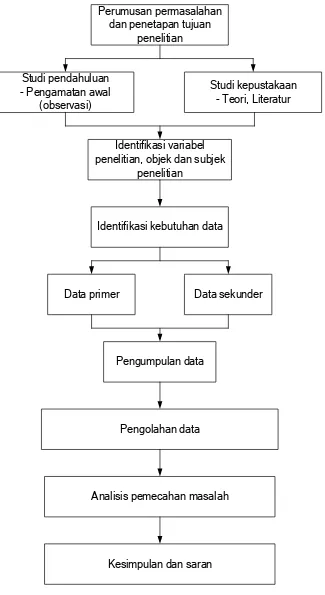
Selanjutnya, Bab IV: Metodologi Penelitian, memaparkan
langkah-langkah dan tahapan penelitian meliputi lokasi dan waktu penelitian, jenis
penelitian, kerangka konseptual, variabel penelitian, prosedur penelitian, metode
pengumpulan data, metode pengolahan data, dan analisis pemecahan masalah.
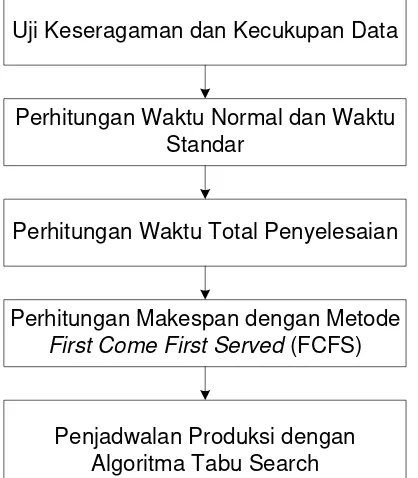
Pada Bab V: Pengumpulan dan Pengolahan Data berisi data primer dan
sekunder yang diperoleh dari penelitian, yaitu data waktu proses, waktu setup,
rating factor, allowance, kapasitas mesin, jumlah permintaan, data stasiun kerja,
serta tipe dan spesifikasi produk. Sedangkan pada pengolahan data berisi tentang
uji keseragaman dan kecukupan data, perhitungan waktu standard, perhitungan
total waktu proses, penjadwalan aktual perusahaan, penjadwalan dengan
Algoritma Tabu Search.
Kemudian pada Bab VI: Analisis Pemecahan Masalah meliputi analisis
dari hasil pengolahan data dan alternatif dari pemecahan masalah. Pada bab ini
akan dibandingkan antara keadaan aktual perusahaan dengan Algoritma Tabu
Serach.
Bab VII: Kesimpulan dan Saran, merupakan bagian akhir yang berisi
kesimpulan yang diperoleh dari hasil penelitian serta saran-saran yang bermanfaat
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan
Perusahaan Daerah Aneka Industri Jasa Medan didirikan pada tahun 1985
berdasarkan Peraturan Daerah (PERDA) No. 26 tahun 1985 tanggal 27 Juli 1985
mengenai pendirian Perusahaan Daerah (PD) Aneka Industri dan Jasa Provinsi
Sumatera Utara yang disahkan oleh Menteri Dalam Negeri dengan SK Nomor
539.22-1435 tanggal 16 Oktober 1985. Perusahaan ini merupakan gabungan dari 8
(delapan) perusahaan daerah yang masing-masing berdiri sendiri sebelumnya,
yaitu :
1. Perusahaan Daerah Sumber daya, dengan Perda No. 5 Tahun 1979
2. Perusahaan Daerah Pabrik Batu Bata, dengan Perda No. 6 Tahun 1979
3. Perusahaan Daerah Obor, dengan Perda No. 7 Tahun 1979
4. Perusahaan Daerah Percetakan, dengan Perda No. 8 Tahun 1979
5. Perusahaan Daerah Es Parwita Yasa, dengan Perda No. 9 Tahun 1979
6. Perusahaan Daerah Hiburan, dengan Perda No. 9 Tahun 1979
7. Perusahaan Daerah Toko Buku dan Niaga Alat Kantor, dengan Perda No. 14
Tahun 1979
8. Perusahaan Daerah Perisai, dengan Perda No. 15 Tahun 1979
Ke delapan perusahaan tersebut berkedudukan di Propinsi Sumatera Utara
dan Kuala Simpang sebagai Sub Unit dari Perusahaan Daerah Es Parwita Yasa.
perusahaan-perusahaan tersebut belum dapat berkembang sebagaimana yang
diharapkan. Oleh sebab itu untuk meningkatkan peranan dari
perusahaan tersebut, maka perlu melakukan penggabungan pada
perusahaan-perusahaan tersebut. Berdasarkan penggabungan ini, maka seluruh kekayaan,
personalia, hak, kewajiban, dan tanggung jawab dari ke delapan perusahaan yang
ada sebelumnya teralih kepada PD Aneka Industri dan Jasa Sumatera Utara.
PD Aneka Industri dan Jasa memiliki kantor pusat yang berkedudukan di
Medan dan unit-unit usaha yang ada sebelumnya sebagai cabang. Berdasarkan
Perda No. 26 Tahun 1985, perusahaan ini berbentuk badan hukum yang berhak
melakukan usahanya berdasarkan peraturan daerah yang dikeluarkan, dengan
lapangan usaha yaitu melaksanakan semua usaha yang bergerak di bidang industri
dan jasa yang dikeluarkan oleh peraturan perundang-undangan yang berlaku.
2.2. Ruang Lingkup Bidang Usaha
Pada tahun 1986, setelah perusahaan tersebut berjalan setahun, terjadi
pengurangan terhadap beberapa unit usaha yang ada. Hal ini dilakukan untuk
memusatkan kegiatan perusahaan kepada usaha-usaha yang lebih efisien dan
efektif, karena beberapa dari unit usaha tersebut mengalami kerugian yang terus
menerus dan dirasakan kurang bermanfaat. Dari delapan unit usaha yang
bergabung dalam PD Aneka Industri dan Jasa Medan, yang saat ini masih aktif
ialah Unit Percetakan, Pabrik Es Parawita Yasa, Unit Hiburan, serta Toko Buku
Deli. Pada penelitian ini ruang lingkup bidang usaha yang menjadi objek
2.3. TujuanPerusahaan
Tujuan perusahaan sesuai dengan PERDA Nomor 26 Tahun 1985 sebagai berikut :
1. Tujuan Perusahaan : Mengembangkan perekonomian daerah dan untuk menambah Pendapatan Asli Daerah (PAD).
2. Lapangan Usaha : Melakukan semua usaha yang bergerak dalam bidang industri dan jasa yang dibenarkan peraturan perundang-undangan yang berlaku.
3. Tempat Kedudukan : Medan dan mempunyai unit usaha di tempat lain.
2.4. Letak Geografi Perusahaan
Unit percetakan PD Aneka Industri dan Jasa berlokasi di Jalan Putri Merak
Jingga (Jalan Gudang) No. 3 Medan, dibangun di atas tanah 3.834 m2 dengan luas
bangunan 1.361,75 m2. Kapasitas produksi terpasang 108.500 lembar/jam atau
217 rim/jam.
2.5. Daerah Pemasaran
PD Aneka Industri dan Jasa merupakan perusahaan daerah yang kegiatan
pemasaran unit percetakannya masih terbatas di wilayah Provinsi Sumatera Utara,
yaitu dinas-dinas di pemerintahan daerah tingkat I, seperti dinas pendapatan
daerah, dinas pendidikan, dinas perpajakan, rumah sakit jiwa, SAMSAT dan
2.6. Organisasi dan Manajemen Perusahaan
2.6.1. Struktur Organisasi
Struktur organisasi suatu perusahaan merupakan salah satu hal yang cukup
penting. Struktur organisasi ialah suatu kerangka yang menunjukkan kedudukan,
tugas dan wewenang anggota perusahaan dalam rangka mencapai tujuan
perusahaan. Dengan adanya struktur organisasi ini maka akan terlihat jelas
hubungan antara bagian, wewenang dan tanggung jawab masing-masing bagian
yang ada dalam perusahaan.
Susunan organisasi dan tata kerja PD Aneka Industri dan Jasa Sumatera
Utara ditetapkan berdasarkan keputusan direksi PD Aneka Industri dan Jasa
Sumatera Utara No. 018/SK/AIJ/1989 tanggal 19 Juni 1989, Sk Gubernur
Sumatera Utara No. 060.2711/K/tahun 1989 tanggal 24 Agustus 1996 dan dengan
persetujuan Menteri Dalam Negeri No. 529/2226/PUOD/1996 tanggal 8 Agustus
1996 tentang penggantian Direksi dengan pengangkatan seorang Direktur.
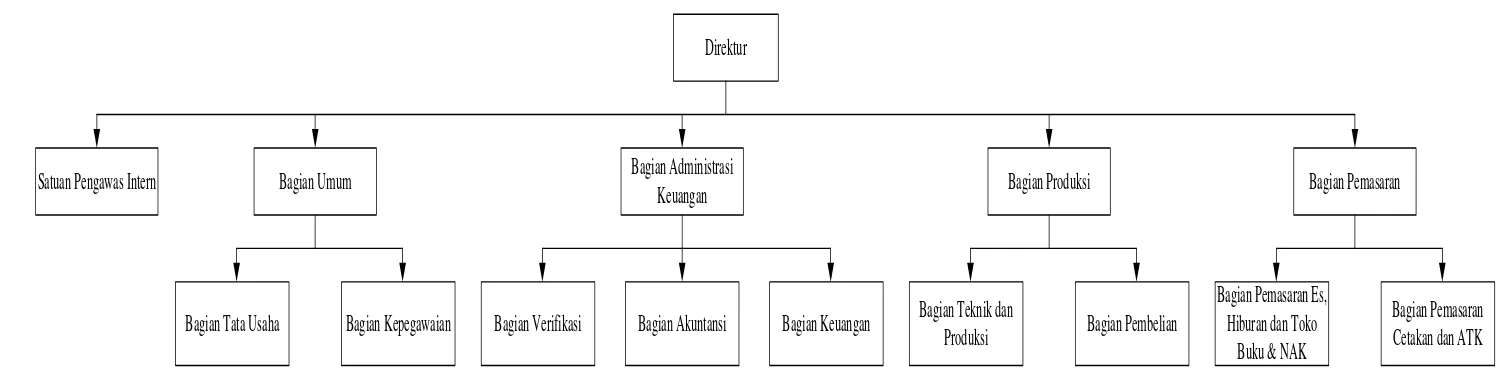
Struktur organisasi PD. Aneka Industri dan Jasa Medan berpedoman pada
SK Direksi No. 018/SK/AIJ/VI/1989 yang telah mendapat pengesahan Gubernur
dan persetujuan Mendagri. Struktur organisasi perusahaan tergolong organisasi
fungsional. Struktur organisasi PD Aneka Industri dan Jasa Medan dapat dilihat
Direktur
Satuan Pengawas Intern Bagian Umum
Bagian Tata Usaha Bagian Kepegawaian
Bagian Administrasi Keuangan
Bagian Keuangan Bagian Akuntansi
Bagian Verifikasi
Bagian Pemasaran
Bagian Pemasaran Cetakan dan ATK Bagian Pemasaran Es,
Hiburan dan Toko Buku & NAK Bagian Produksi
Bagian Teknik dan
[image:37.842.61.810.135.326.2]Produksi Bagian Pembelian
2.6.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab dari setiap jabatan pada PD Aneka
Industri dan Jasa Sumatera Utara dapat dilihat pada Lampiran 1.
2.6.3. Tenaga Kerja Perusahaan
Data alokasi tenaga kerja pada PD Aneka Industri dan Jasa Sumatera Utara
Unit Percetakan dapat dilihat pada Tabel 2.1.
Tabel 2.1. Data Alokasi Tenaga Kerja di PD Aneka Industri dan Jasa Unit
Percetakan
No. Bagian Jumlah Tenaga Kerja
1. Direktur 1
2. Satuan Pengawas Intern 2
3. Bagian Administrasi dan Keuangan 7
4. Bagian Umum 7
5. Bagian Pemasaran 6
6. Bagian Produksi 43
TOTAL 66
Sumber : PD Aneka Industri dan Jasa Unit Percetakan
2.6.4. Jam Kerja
Jam kerja di PD Aneka Industri dan Jasa Sumatera Utara terdiri dari satu
shift saja, dengan rincian sebagai berikut:
1. Senin-Kamis : 08.30 - 16.30 WIB
2. Jumat : 08.30 - 16.00 WIB
Kegiatan lembur dimungkinkan bila diperlukan untuk pemenuhan
permintaan agar produk dapat diterima oleh konsumen sesuai dengan kesepakatan
yang telah dibuat. Lembur dilakukan dengan penambahan waktu kerja yaitu pada
2.6.5. Sistem Pengupahan
Sistem pengupahan dilakukan berdasarkan Surat Keputusan (SK) Direktur,
dimana pemberian gaji juga mempertimbangkan golongan dari setiap karyawan.
Gaji yang diperoleh oleh karyawan merupakan pendapatan yang diperoleh PD
Aneka Industri dan Jasa, sehingga tidak ada bantuan yang diterima dari
pemerintah daerah Sumatera Utara.
2.7. Proses Produksi
2.7.1. Standar Mutu Produk
Kegiatan produksi pada PD Aneka Industri dan Jasa berdasarkan pesanan
(make-to-order) sehingga standar mutu produk yang dihasilkan bergantung
kepada desain dan spesifikasi yang diinginkan oleh konsumen.
2.7.2. Bahan-bahan yang Digunakan
Bahan-bahan yang digunakan oleh PD Aneka Industri dan Jasa dalam
melaksanakan proses produksinya adalah sebagai berikut:
1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk
dan memiliki persentase yang besar dalam produk dibandingkan dengan
bahan-bahan lainnya. Bahan baku yang digunakan antara lain :
a. Kertas, seperti kertas HVS, kertas tik, kertas linen holland, kertas
dorsellahg, kertas non karbon, kertas strobot, kertas konstruk, kertas
b. Tinta, digunakan dalam kegiatan pencetakan. Warna tinta yang
digunakan yaitu black, cyan, magenta, dan yellow.
2. Bahan Penolong
Bahan penolong adalah bahan yang secara tidak langsung mempengaruhi
kualitas dan fungsi produk, baik itu digunakan secara langsung maupun tidak
langsung terhadap bahan baku dalam suatu proses produksi. Bahan penolong
yang digunakan yaitu:
a. Printing plate, digunakan sebagai bahan pembuatan plat cetak.
b.Air dan cairan etching, digunakan untuk membersihkan pelat yang telah
terpasang pada mesin cetak dan juga membantu kelancaran pada saat
proses pencetakan berlangsung.
c. Larutan kimia diprofel dan pixer, digunakan sebagai pembersih pada pelat
yang telah tercetak.
d.Bensin dan minyak lampu, digunakan untuk membersihkan mesin cetak.
3. Bahan Tambahan
Bahan tambahan merupakan bahan yang digunakan untuk mempermudah
proses dan meningkatkan kualitas dari produk yang dihasilkan guna
meningkatkan citra produk dan nilai tambah dimata konsumen. Bahan
tambahan yang digunakan yaitu:
a. Tali pembatas atau pita, digunakan sebagai pembatas pada produk.
b.Kertas pembungkus, digunakan untuk membungkus produk pada saat
pengiriman.
2.7.3. Uraian Proses Produksi
PD Aneka Industri dan Jasa menghasilkan berbagai produk berbahan baku
kertas dengan produk tetapnya adalah formulir, blok formulir, kop surat, dan kartu
box, namun penelitian hanya dilakukan untuk produk blok formulir dan kop surat.
Tahapan proses pencetakan untuk produk-produk tersebut hampir memiliki urutan
proses yang sama. Perbedaannya yaitu pada kegiatan proses penjilidan. Jika
digunakan mesin cetak besar, maka tidak dibutuhkan kegiatan pemotongan
sebelum melakukan kegiatan pencetakan, sedangkan untuk produk yang berupa
lembaran tidak membutuhkan proses penjilidan, tetapi membutuhkan kegiatan
pemotongan sebelum melakukan kegiatan pencetakan, karena pada saat
pencetakan, produk tersebut menggunakan mesin cetak kecil. Proses produksi
pada PD Aneka Industri dan Jasa pada produk blok formulir dan kop surat adalah
sebagai berikut:
1. Proses Pembuatan Pelat Cetak
Pelat cetak digunakan sebagai cetakan untuk membuat produk, dimana produk
yang akan dihasilkan akan sesuai dengan desain dari pelat cetak. Sebelum
pembuatan pelat cetak dilakukan desain (setting) produk sesuai dengan
keinginan konsumen, kemudian diprint pada kertas kalkir menggunakan
printer laser jet merk HP atau difilmkan pada kertas film menggunakan mesin
film. Saat ini, perusahaan menggunakan kertas kalkir karena biaya dan waktu
yang dikeluarkan lebih kecil dibandingkan dengan kertas film. Setelah proses
tersebut, maka dilakukan proses pembuatan pelat cetak menggunakan mesin
dengan menggunakan larutan kimia diprofel, air bersih, dan pixer. Persiapan
yang dilakukan hanya menghidupkan mesin.
2. Proses Pencetakan
Pada proses ini dilakukan kegiatan pencetakan dengan menggunakan mesin
cetak (SORS) untuk ukuran kertas plano. Dalam satu kertas plano, memuat 10
buah blok formulir. Pada produk blok formulir, proses pencetakan dilakukan
pada 5 kertas yaitu: kertas plano warna putih, merah, biru, kuning, dan hijau.
Persiapan yang dilakukan pada proses pencetakan adalah memasukkan pelat
seng, tinta, kertas, dan air, membersihkan pelat seng dengan air bersih,
menghidupkan mesin, dan melakukan tes cetak dengan menggunakan kertas
reject. Jumlah air dan tinta yang dimasukkan harus seimbang, karena jika
tidak, maka cetakan akan kotor ataupun tinta tidak timbul di kertas.
3. Proses Pemotongan
Pada proses ini dilakukan kegiatan pemotongan dengan menggunakan mesin
potong. Pada produk blok formulir dan kop surat, pemotongan dilakukan
sesuai dengan ukuran kertas yang telah tercetak. Persiapan yang dilakukan
hanya menghidupka n mesin dan merapikan kertas yang akan dipotong.
4. Proses Penjilidan
Proses penjilidan dilakukan secara manual oleh operator pada produk blok
formulir, sedangkan pada produk kop surat tidak melalui proses penjilidan.
Proses ini dilakukan kegiatan penyusunan kertas putih dengan kertas warna
yang dilakukan oleh 3 orang operator secara beregu dan kegiatan pemblokkan
6. Proses Pengepakan
Pada proses ini dilakukan kegiatan pengepakan oleh 2 orang operator secara
beregu, dimana 1 orang operator mengambil blok formulir, menyusun, dan
merapikannya, sedangkan 1 orang operator membungkusnya dengan kertas
pembungkus. Dalam 1 bungkus terdapat 10 blok formulir, sedangkan pada
produk kop surat terdapat 1500 lembar (3 rim).
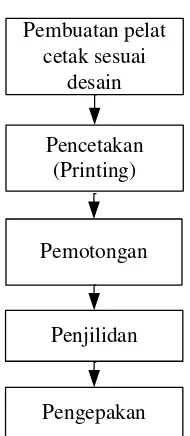
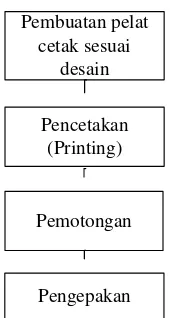
Blok diagram kegiatan pencetakan di PD Aneka Industri dan Jasa pada
produk blok formulir dan kop surat dapat dilihat pada Gambar 2.2. dan Gambar
2.3.
Pencetakan (Printing)
Pemotongan
Penjilidan Pembuatan pelat
cetak sesuai desain
[image:43.595.264.359.354.572.2]Pengepakan
Pencetakan (Printing) Pemotongan Pembuatan pelat cetak sesuai desain Pengepakan
Gambar 2.3. Blok Diagram Produk Kop Surat
2.8. Mesin dan Peralatan
2.8.1. Mesin Produksi
Daftar mesin yang digunakan pada PD Aneka Industri dan Jasa Unit
[image:44.595.269.354.109.268.2]Percetakan dapat dilihat pada Tabel 2.2.
Tabel 2.2. Mesin Produksi pada PD Aneka Industri dan Jasa Unit Percetakan
No Nama Mesin Fungsi Merk Buatan Jumlah 1 Mesin Cetak
Kecil (Folio)
Mencetak dengan ukuran kertas 21,6 cm x 33 cm (Folio).
Toko Hamada Jepang 3
2 Mesin Cetak Sedang (SORM)
Mencetak dengan ukuran kertas setengah plano yaitu 52 cm x 74 cm.
Heidelberg Jerman 1
3 Mesin Cetak Besar (SORS)
Mencetak dengan ukuran kertas plano yaitu 102cmx72cm.
Heidelberg Jerman 1
4 Mesin Cetak dan Penomoran
Mencetak, membuat penomoran, membuat porporasi dengan ukuran kertas 43,2 cm x 33 cm (Double Folio).
Toko Hamada Jepang 1
5 Mesin Cetak dan Penomoran
Mencetak, membuat penomoran, membuat porporasi dengan ukuran kertas 36 cm x 52 cm
Heidelberg Jerman 1
6
Mesin Penomoran Aktien
Membuat penomoran dengan ukuran kertas 36 cm x 52 cm.
Heidelberg Jerman 1
7 Mesin Potong Memotong kertas. Polar Mohr Jerman 1
2.8.2. Peralatan
Peralatan yang digunakan pada PD Aneka Industri dan Jasa adalah
alat-alat yang digunakan secara manual untuk membantu proses produksi, antara lain
yaitu alat penyetel mesin cetak, obeng, kunci pas, kuas, stapler besar, jarum, dan
martil.
2.8.3. Utility
Listrik dan air merupakan utilitas yang sangat penting sebagai sarana
utama penunjang berlangsungnya kegiatan operasional atau proses percetakan.
Pasokan listrik untuk PD Aneka Industri dan Jasa bersumber dari PLN, sedangkan
untuk kebutuhan air untuk proses percetakan bersumber dari air PAM.
2.9. Safety and Fire Protection
Safety and Fire Protection di PD Aneka Industri dan Jasa Sumatera Utara
telah didukung oleh sarana dan prasarana yang disediakan oleh perusahaan antara
lain adalah kegiatan keselamatan kerja yang dilengkapi dengan alat pelindung diri
(APD) seperti helm, sarung tangan dan masker. Untuk menanggulangi bahaya
kebakaran perusahaan juga dilengkapi dengan menggunakan alat pemadam api
(protector).
2.10. Limbah
Limbah yang dihasilkan terdiri dari limbah padat dan limbah cair. Limbah
pencincangan kertas sebelum dibuang ataupun dijual. Sedangkan, limbah cair
dihasilkan dari kegiatan perawatan yaitu pembersihan mesin cetak dengan
menggunakan campuran bensin dan minyak lampu. Cairan sisa pembersihan
BAB III
LANDASAN TEORI
3.1. Pengertian Penjadwalan1
Pengertian penjadwalan secara umum dapat diartikan seperti : “Scheduling
is the allocation of resources overtime to perform collection of risk”, yang artinya
penjadwalan adalah pengalokasian sumber daya yang terbatas untuk mengerjakan
sejumlah pekerjaan. Permasalahan muncul apabila pada tahapan operasi tertentu
beberapa atau seluruh pekerjaan itu membutuhkan stasiun kerja yang sama.
Dengan dilakukannya pengurutan pekerjaan ini unit-unit produksi (resources)
dapat dimanfaatkan secara optimum. Pemanfaatan ini antara lain dilakukan
dengan jalan meningkatkan utilitas unit-unit produksi melalui usaha-usaha
mereduksi waktu menganggur (idle time) dari unit-unit yang bersangkutan.
Pemanfaatan lainnya dapat juga dilakukan dengan cara meminimumkan
inprocess inventory melalui reduksi terhadap waktu rata-rata pekerjaan yang
menunggu (antri) dalam baris antrian pada unit-unit produksi. Pengertian
penjadwalan diatas tidak terbatas hanya untuk penjadwalan mesin saja sebagai
faktor utama dalam penentuan penjadwalan tetapi meliputi unit-unit produksi
(resources) yang berkaitan langsung pada proses produksi, seperti yang
dikemukakan berikut ini : “…….each activity requires certain amounts of
specified resources for a specified time called the process time. Resources also
have elementary parts called machine, cells, transport, delay and so on”i, yang
1
artinya setiap aktivitas yang diminta pada jenis sumber daya untuk sebuah waktu
yang disebut waktu proses. Sumber daya juga memiliki bagian-bagian yang
disebut mesin, sel, transportasi, penundaan dan sebagainya. hal ini menunjukkan
bahwa penjadwalan tidak hanya terbatas pada mesin saja tetapi setiap elemen
kerja yang membutuhkan waktu. Untuk dapat mencapai tujuan di atas, dilakukan
melalui pengurutan pekerjaan pada proses produksi. Pada kenyataannya,
seringkali masalah yang dihadapi bersifat kompleks, sehingga sulit untuk
melakukan pendekatan optimal. Dalam keadaan ini, pendekatan tidak menjamin
penyelesaian yang optimum.
Secara garis besar, pengurutan pekerjaan pada mesin terdiri atas 2 jenis :
1. Pengurutan n pekerjaan terhadap 1 mesin.
2. Pengurutan n pekerjaan terhadap m mesin.
Pengurutan n pekerjaan terhadap m mesin juga terdiri atas dua jenis, disesuaikan
dengan kondisi permasalahan, yaitu :
1. m mesin pararel, maksudnya masing-masing pekerjaan (job) diproses pada 1
mesin yang disusun secara pararel.
2. m mesin seri, maksudnya masing pekerjaan harus melewati
masing-masing mesin.
Model-model penjadwalan akan memberikan rumusan masalah yang
sistematik dengan solusi yang diharapkan. Sebagai alat bantu yang digunakan
dalam menyelesaikan masalah penjadwalan dikenal satu model yang sederhana
dan umum digunakan secara luas yakni peta Gantt (Gantt chart) merupakan grafik
digambarkan jenis sumber daya yang digunakan dan sumbu horizontal
digambarkan satuan waktu. Peta Gantt Chart dapat dilihat pada Gambar 3.1.
Gambar 3.1. Peta Gantt (Gantt Chart)
Dari Gantt Chart kemudian ditentukan urutan (sequence) dari job yang
memberikan kriteria penjadwalan terbaik, miaslnya waktu pemrosesan tersingkat,
utilitas mesin/peralatan tertinggi, idle time minimum, dan lain-lain.
3.2. Beberapa Defenisi dalam Penjadwalan2
“Sebelum membahas teori yang berkenaan dengan penjadwalan yang akan
dikerjakan pada mesin-mesin yang ada dalam sistem produksi, terlebih dahulu
diberikan pengertian beberapa defenisi yang digunakan dalam penjadwalan mesin,
yaitu :
1. Processing time (ti) adalah waktu yang dibutuhkan untuk mengerjakan suatu
pekerjaan. Dalam waktu proses ini sudah termasuk waktu yang dibutuhkan
untuk persiapan dan pengaturan (set-up) selama proses berlangsung.
2
2. Due-date (di) adalah batas waktu dimana operasi terakhir dari suatu pekerjaan
harus selesai.
3. Slack time (SLi) adalah waktu tersisa yang muncul akibat dari waktu
prosesnya lebih kecil dari due-date-nya.
4. Flow time (Fi) adalah waktu yang dibutuhkan oleh suatu pekerjaan dari saat
pekerjaan tersebut masuk ke dalam suatu tahap proses sampai pekerjaan yang
bersangkutan selesai dikerjakan. Dengan kata lain, flow time adalah waktu
proses ditambah dengan waktu menunggu sebelum diproses.
5. Lateness (Li) adalah selisih antara Completion time (Ci) dengan due-date-nya
(di). Suatu pekerjaan memiliki lateness yang bernilai positif apabila pekerjaan
tersebut diselesaikan setelah due date-nya, pekerjaan tersebut akan memiliki
keterlambatan yang negatif. Sebaliknya jika pekerjaan diselesaikan setelah
batas waktunya, pekerjaan tersebut memiliki keterlambatan yang positif.
6. Completion time (Ci) adalah waktu yang dibutuhkan untuk menyelesaikan
pekerjaan mulai dari saat tersedianya pekerjaan (t = 0) sampai pada pekerjaan
tersebut selesai dikerjakan.
7. Tardiness (Ti) adalah ukuran waktu terlambat yang bernilai positif jika suatu
pekerjaan dapat diselesaikan lebih cepat dari due-date-nya, pekerjaan tersebut
akan memiliki keterlambatan yang negatif. Sebaliknya jika pekerjaan
diselesaikan setelah batas waktunya, pekerjaan tersebut memiliki
8. Makespan (M) adalah total waktu penyelesaian pekerjaan-pekerjaan mulai
dari urutan pertama yang dikerjakan pada mesin atau work center pertama
sampai kepada urutan pekerjaan terakhir pada mesin atau work center terakhir.
Ukuran performansi merupakan tujuan dari pembuat jadwal akan hasil
yang diinginkan. Kriteria ukuran performansi yang digunakan untuk mengevaluasi
penjadwalan mesin dapat diklasifikasikan menjadi 3 bagian, yaitu:
1. Kriteria berdasarkan atribut tugas
a. Minimisasi Completion time, yaitu saat selesai pemprosesan job.
Cmax = max (Ci)
b. Minimisasi Mean Flow time, yaitu waktu yang dihabiskan job i di lantai
pabrik.
c. Minimisasi Mean Weight Flow time, memiliki arti yang hampir sama
dengan Mean Flow time, hanya saja mempertimbangkan prioritas
pengerjaan setiap job dalam perhitungannya.
d. Minimisasi Maksimum Lateness, yaitu besarnya simpangan maksimum
atau selisih waktu penyelsaian seluruh job yang dijadwalkan terhadap
batas waktu penyelesaian job-job tersebut (due date).
Lmax = max (Li)
e. Minimisasi Mean Tardiness, yaitu rata-rata keterlambatan seluruh job
yang dijadwalkan.
f. Minimisasi Mean Weight Tardiness, yaitu rata-rata keterlambatan seluruh
job yang dijadwalkan dengan memasukkan faktor prioritas pengerjaan
2. Kriteria berdasarkan atribut shop/pabrik
a. Maksimisasi Utilitas mesin (Un), yaitu rasio dari seluruh waktu proses
yang dibebankan pada mesin dengan rentang waktu untuk menyelesaikan
seluruh tugas pada semua mesin.
b. Minimisasi makespan, yaitu jangka waktu penyelesaian seluruh job yang
dijadwalkan yang merupakan jumlah dari seluruh waktu proses.
c. Pemenuhan due date, yaitu batas waktu penyerahan produk oleh produsen
yang ditetapkan oleh konsumen. Produsen selalu bersedia memnuhi due
date tersebut.
3.3. Tujuan Penjadwalan3
Bedworth (1987) mengidentifikasikan beberapa tujuan dari aktivitas
penjadwalan adalah sebagai berikut :
1. Meningkatkan penggunaan sumber daya atau mengurangi waktu tunggunya,
sehingga total waktu proses dapat berkurang, dan produktivitas dapat
meningkat.
2. Mengurangi persediaan barang setengah jadi atau mengurangi sejumlah
pekerjaan yang menunggu dalam antrian ketika sumber daya yang ada masih
mengerjakan tugas yang lain. Teori Baker mengatakan jika aliran kerja suatu
jadwal konstan, mengurangi rata-rata persediaan barang setengah jadi.
3. Mengurangi beberapa kelambatan pada pekerjaan yang mempunyai batas
waktu penyelesaian sehingga meminimisasi penalty cost (biaya kelambatan).
3
4. Membantu pengambilan keputusan mengenai perencanaan kapasitas pabrik
dan jenis kapasitas yang dibutuhkan sehingga penambahan biaya yang mahal
dapat dihindarkan.
3.4. Masalah Penjadwalan
Permasalahan penjadwalan dapat dilihat dari:
1. Produk dan mesin / pekerja dikelompokan menjadi dua, yaitu:
a. Mesin / pekerja paralel
Bentuk permasalahan mesin / pekerja secara paralel dapat dilihat pada
Gambar 3.2.
Gambar 3.2. Penjadwalan Produksi dengan M Mesin/Pekerja Paralel
b. Mesin / pekerja serial
Bentuk permasalahan mesin / pekerja secara serial dapat dilihat pada
Gambar 3.3. Pada tipe ini setiap produk dalam proses penyelesaian atau
pengerjaannya harus melewati ke-m mesin (tahap) dengan urutan yang
sama.
Gambar 3.3. Penjadwalan Produksi dengan M Mesin/Pekerja Serial
- Algoritma Johnson (minimasi makespan pada 2 mesin)
- Algoritma Campbell (minimasi makespan pada 2 mesin)
- Algoritma Campbell, Dudeck dan Smith (minimasi makespan pada m
mesin)
2. Berdasarkan pola aliran proses dapat dibedakan atas:
a. Job Shop
Setiap pekerjaan memiliki pola aliran kerja yang berbeda. Aliran proses
yang tidak searah ini mengakibatkan pekerjaan yang dikerjakan pada suatu
mesin dapat berupa pekerjaan baru atau pekerjaan yang sedang dikerjakan
(work in proses) atau pekerjaan yang akan menjadi produk jadi (finished
good) telah diproses di mesin tersebut.
b. Flow Shop
Penjadwalan flow shop merupakan suatu pergerakan unit-unit yang
terus-menerus melalui suatu rangkaian stasiun-stasiun kerja yang disusun
berdasarkan produk. Susunan suatu proses produksi jenis flow shop dapat
diterapkan dengan tepat untuk produk-produk dengan desain yang stabil
dan diproduksi secara banyak.
3. Berdasarkan pola kedatangan terdiri dari dua, yaitu:
a. Statis
Pola statis, pekerjaan datang bersamaan pada waktu nol dan siap
dikerjakan atau kedatangan pekerjaan bisa tidak bersamaan tetapi saat
kedatangan telah diketahui sejak waktu nol.
Pola dinamis mempunyai sifat kedatangan pekerjaan tidak menentu,
artinya terdapat variabel waktu sebagai faktor yang berpengaruh.
4. Berdasarkan elemen penjadwalan dapat dibedakan atas dua bagian, yakni:
a. Deterministik.
Pada model deterministik memiliki kepastian informasi tentang parameter
dalam model.
b. Stokastik
Pada model stokastik mengandung unsur ketidakpastian.
Masalah penjadwalan dapat diselesaikan dengan cara:
1. Sequencing, bisa diselesaikan dengan metode :
a. Priority Rule
b. Queue
2. Timing, awal dan akhir tiap job dihitung berdasarkan pada urutan, routing dan
waktu proses
Metode-metode penyelesaian masalah penjadwalan,yaitu:
1. Heuristik
2. Matematis
3. Simulasi
3.5. Aturan Prioritas
Aturan prioritas (priority rule) adalah aturan dalam penjadwalan
dahulu. Aturan prioritas ini digunakan untuk membantu menyusun
penjadwalan dalam usaha mencapai tujuan penjadwalan, yaitu meminimasi
keterlambatan, dan meningkatkan utilitas mesin. Beberapa aturan prioritas
yang paling banyak digunakan antara lain sebagai berikut.
1. Acak (random) mengerjakan job secara urutan yang acak, job yang mana
saja dapat diproses terlebih dahulu.
2. FCFS (First Come First Serve) mengerjakan job sesuai dengan urutan
waktu kedatangannya, yang datang lebih awal akan diproses terlebih dahulu.
3. SPT (Shortest Processing Time). Proses pengerjaan job dilakukan sesuai
dengan urutan waktu proses dari yang paling kecil.
4. EDD (Earliest Due Date). Urutan pengerjaan job dilakukan berdasarkan
dari batas waktu penyelesaiannya yang lebih kecil.
5. LPT (Longest Processing Time). Aturan ini bertolak belakang dengan SPT,
yaitu mengerjakan job berdasarkan urutan waktu proses dari yang paling
besar atau yang paling lama.
CR (Critical Ratio). Aturan ini mengurutkan job-job dengan menghitung waktu
sisa sampai dengan batas waktu kerjanya.
3.6. Algoritma Tabu search4
Tabu search (TS) pertama kali diperkenalkan oleh Glover sekitar tahun
1986. Glover menyatakan bahwa TS adalah salah satu prosedur metaheuristik
tingkat tinggi untuk penyelesaian permasalahan optimisasi kombinatorial. TS ini
4
dirancang untuk mengarahkan metode-metode lain (atau komponen proses TS itu
sendiri) untuk keluar atau menghindari dari masuk dalam solusi optimal yang
bersifat lokal. Kemampuan TS dalam menghasilkan solusi yang mendekati
optimal telah dimanfaatkan dalam beragam permasalahan klasik dan parktis dari
berbagai bidang mulai bidang penjadwalan hingga bidang telekomunikasi .
Glover mengatakan bahwa prosedur TS ini dapat ditemukan dalam tiga
pola (scheme) utama. Pola pertama adalah adanya penggunaan struktur memori
berbasiskan atribut-atribut fleksibel yang dirancang untuk membolehkan sebuah
kriteria evaluasi dan hasil pencarian di masa lalu dieksploitasi lebih mendalam.
Pola ini menjadikan TS berbeda dengan aplikasi lain yang menggunakan struktur
memori yang rigid (kaku) atau tanpa menggunakan struktur memori (seperti
simulated annealing). Pola kedua adalah penggunaan mekanisme atau kondisi
yang dapat membatasi atau membebaskan suatu proses pencarian yang sedang
berlangsung. Pola kedua ini dikenal sebagai mekanisme tabu restriction dan
aspiration criteria. Pola ketiga adalah pelibatan suatu fungsi memori dengan
rentang waktu yang berbeda yakni berupa memori jangka pendek (short term
memory) dan memori jangka panjang (long term memory) untuk menjalankan
strategi intensifikasi dan diversifikasi dalam proses pencarian solusi. Strategi
intensifikasi adalah strategi pencarian yang mengarahkan/ mengfokuskan
pencarian pada suatu area tertentu, sedangkan strategi diversifikasi adalah strategi
pencarian yang mengarahkan pencarian pada area baru.
Pemilihan kandidat terbaik didasarkan nilai fungsi tujuan. Pemeriksaan
nilai fungsi tujuan sebuah kandidat lebih baik dari yang lain, maka kandidat
tersebut berpotensi untuk diterima sehingga perlu diperiksa status tabunya. Urutan
pemeriksaan nilai fungsi tujuan kemudian status tabu memberikan kemungkinan
proses penyelesaian program yang lebih cepat. Pemilihan kandidat solusi terbaik
yang dilakukan oleh TS menggunakan prinsip global-best strategy (GB) bukan
first-best strategy (FB). GB adalah strategi dimana algoritma akan mengganti
solusi terbaik saat ini dengan solusi terbaik yang ada pada neighborhood. Adapun
FB adalah strategi dimana algoritma akan mengganti solusi terbaik saat ini secara
langsung jika solusi yang lebih baik ditemukan.
Gendreau et.al (1998) menyatakan bahwa TS adalah pendekatan yang
paling efektif untuk pemecahan masalah penentuan rute kendaraan. Kelebihan TS
terletak pada struktur memori yang fleksibel. Struktur memori itu akan
membolehkan pencarian terus dilakukan meskipun solusi yang diperoleh saat ini
tidak ada yang lebih baik dari solusi terbaik yang telah diperoleh. Struktur memori
tersebut juga mampu menjaga agar proses pencarian tidak jatuh pada lokal
optimal yang pernah muncul pada pencarian sebelumnya. Adanya strukur memori
fleksibel ini yang membedakan TS dengan branch and bound yang menggunakan
struktur memori kaku atau simulated annealing yang tidak menggunakan struktur
memori (Glover, 1990).
TS umumnya tidak menggunakan pembentukan kandidat solusi secara
acak sebagaimana simulated annealing dan genetic algorithm. Pemilihan kandidat
solusi dalam TS juga tidak dilakukan secara probabilistik sebagaimana ant colony
solusi yang dihasilkan TS akan sama setiap kali dilakukan proses pencarian solusi
terhadap suatu permasalahan. Karakterstik ini juga menjadi salah satu keunggulan
TS dibanding ant colony system, simulated annealing dan genetic algorithm.
Tabu search adalah sebuah metode optimasi yang berbasis pada local
search. Proses pencarian bergerak dari satu solusi ke solusi berikutnya, dengan
cara memilih solusi terbaik dari neighborhood solusi sekarang (current) yang
tidak tergolong solusi terlarang (tabu). Ide dasar dari algoritma tabu search
adalah mencegah proses pencarian dari local search agar tidak melakukan
pencarian ulang pada ruang solusi yang sudah pernah ditelusuri, dengan
memanfaatkan suatu struktur memori yang mencatat sebagian jejak proses
pencarian yang telah dilakukan.
Struktur memori fundamental dalam tabu search dinamakan tabu list.
Tabu list menyimpan atribut dari sebagian move (transisi solusi) yang telah
diterapkan pada iterasi-iterasi sebelumnya. Tabu search menggunakan tabu-list
untuk menolak solusi-solusi yang memenuhi atribut tertentu guna mencegah
proses pencarian mengalami cycling pada daerah solusi yang sama, dan menuntun
proses pencarian menelusuri daerah solusi yang belum dikunjungi. Tanpa
menggunakan strategi ini, local search yang sudah menemukan solusi optimum
lokal dapat terjebak pada daerah solusi optimum lokal tersebut pada iterasi-
iterasi berikutnya.
Perekaman solusi secara lengkap dalam sebuah forbidden list dan
pengecekan apakah sebuah kandidat solusi tercatat dalam list tersebut merupakan
komputasi. Jadi tabu list hanya menyimpan langkah transisi (move) yang
merupakan lawan atau kebalikan dari langkah yang telah digunakan dalam iterasi
sebelumnya untuk bergerak dari satu solusi ke solusi berikutnya. Dengan kata
lain tabu list berisi langkah-langkah yang membalikkan solusi yang baru ke
solusi yang lama.
Pada tiap iterasi, dipilih solusi baru yang merupakan solusi terbaik dalam
neighborhood dan tidak tergolong sebagai tabu. Kualitas solusi baru ini tidak
harus lebih baik dari kualitas solusi sekarang. Apabila solusi baru ini memiliki
nilai fungsi objektif lebih baik dibandingkan solusi terbaik yang telah dicapai
sebelumnya, maka solusi baru ini dicatat sebagai solusi terbaik yang baru.
Sebagai tambahan dari tabu-list, dikenal adanya kriteria aspirasi, yaitu
suatu penanganan khusus terhadap move yang dinilai dapat menghasilkan solusi
yang baik namun move tersebut berstatus tabu. Dalam hal ini, jika move tersebut
memenuhi kriteria aspirasi yang telah ditetapkan sebelumnya, maka move
tersebut dapat digunakan untuk membentuk solusi berikutnya (status tabunya
dibatalkan).
3.6.1. Klasifikasi Memori
Struktur memori dalam tabu search memiliki empat elemen penting yaitu
recency, frequency, quality dan influence.Elemen ini yang menjadikan struktur
memori dalam tabu search bersifat fleksibel. Elemen recency dan frequency
merupakan elemen yang saling melengkapi untuk menjaga jejak setiap solusi
kualitas solusi yang dikunjungi selama pencarian. Dalam hal ini, memori dapat
digunakan untuk mengidentifikasi beberapa solusi. Elemen keempat yaitu
influence mempertimbangkan pengaruh dari solusi yang dipilih selama proses
pencarian berlangsung baik dari kualitas maupun struktur.
3.6.2. Intensifikasi dan Diversifikasi
Dua strategi yang penting dalam tabu search adalah intensifikasi dan
diversifikasi. Kedua komponen ini bekerja pada memori jangka pendek dan
jangka panjang. Strategi intensifikasi dilakukan dengan melakukan penguatan
pada langkah yang telah dijalani sehingga diperoleh solusi yang baik. Jika
diperlukan proses pencarian akan terus berulang di daerah yang menarik untuk
melakuan pencarian yang lebih teliti. Identifikasi set solusi dilakukan untuk
memperoleh solusi baru. Lain halnya dengan intensifikasi, strategi diversifikasi
merupakan langkah pencarian yang berorientasi pada daerah baru. Setelah
langkah pengulangan masih belum menemukan, maka proses akan dilanjutkan
dengan pencarian di daerah baru. Penentuan titik pengambilan posisi baru
didasarkan pada identifikasi data pada memori.
3.6.3. Penentuan Kandidat Solusi Terbaik
Salah satu proses penting dalam tabu search adalah penentuan kandidat
solusi terbaik y