PRARANCANGAN PABRIK PEMBUATAN OLEIN
DAN STEARIN DARI RBDPO DENGAN KAPASITAS
PRODUKSI OLEIN 1000 TON/HARI
KARYA AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana
Program Diploma IV (D-IV)
Program Studi Teknologi Kimia Industri FT – USU
DISUSUN OLEH:
INDRAYANDA RAJAP BATUBARA
NIM: 025201012
DEPARTEMEN TEKNIK KIMIA
PROGRAM D - IV TEKNOLOGI KIMIA INDUSTRI
FAKULTAS TEKNIK
PRA RANCANGAN PABRIK PEMBUATAN
OLEIN DAN STEARIN DARI RBDPO
DENGAN KAPASITAS PRODUKSI OLEIN
1000 TON/HARI
KARYA AKHIR
Diajukan Untuk Memenuhi Persyaratan
Wisuda Sarjana Teknologi Kimia Industri
Oleh:
IndraYanda Rajap Batubara
NIM : 025201012Diperiksa/Disetujui Oleh:
Dosen Pembimbing I Dosen Pembimbing II
Dr. Ir. Iriany, Msi Erni Misran, ST, MT
NIP : 131.882.286 NIP : 132.258.002
Dosen Penguji I Dosen Penguji II
Dr. Ir. Iriany, Msi
Dr.Halimatuddahliana ST, Msc
NIP : 131.882.286NIP : 132 206 947
Dosen Penguji III
Koordinator Karya AkhirINTISARI
Pabrik pembuatan olein dan stearin dari RBDPO ini direncanakan
berkapasitas produksi 1000 ton/hari. Bahan baku yang digunakan untuk proses produksi per harinya adalah sebesar 1.885 ton/hari.
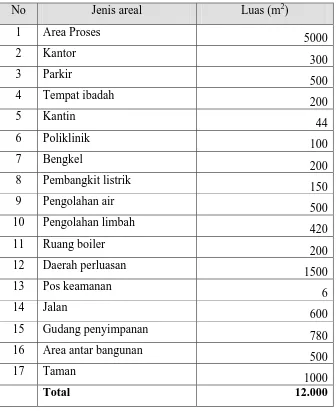
Lokasi pabrik direncanakan di Kecamatan Besitang Kabupaten Langkat Sumatera Utara yang dekat dengan bahan baku yaitu RBDPO, dengan luas areal pabrik 12.000 m2.
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik ini berjumlah 75 orang karyawan dengan bentuk badan usaha adalah Perseroan Terbatas (PT)
dan struktur organisasi adalah sistem garis.
Hasil analisa terhadap aspek ekonomi pabrik ini adalah sebagai berikut:
a. Total modal investasi : Rp 2.833.993.899.909,-
b. Biaya produksi (per tahun) : Rp 4.734.498.464.747,-
c. Hasil penjualan (per tahun) : Rp 6.477.502.331.520,-
d. Laba bersih : Rp 1.220.120.206.741,-
e. Profit Margin (PM) : 27 % f. Break Even Point (BEP) : 13 % g. Return On Investment (ROI) : 43,1 % h. Pay Out Time (POT) : 2,323 tahun i. Return On Network (RON) : 71.755 % j. Internal Rate of Return (IRR) : 51,21 %
DAFTAR ISI
KATA PENGANTAR ... i
INTISARI... iii
DAFTAR ISI... iv
DAFTAR GAMBAR ... vii
DAFTAR TABEL... viii
BAB I PENDAHULUAN ... I-1 1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-2 1.3. Tujuan Perancangan Pabrik... I-2 1.4. Manfaat Rancangan... I-2 BAB II TINJAUAN PUSTAKA ... II-1
2.1. Sejarah Kelapa Sawit ... II-1 2.2. Minyak Kelapa Sawit... II-2 2.3. Komposisi Minyak Kelapa Sawit ... II-8 2.4. Pembuatan Minyak Goreng... II-9 2.5. Deskripsi Proses ... II-10 BAB III NERACA MASSA ... III-1
3.1. Filter Press ... III-1
3.2. Tangki Kristalisasi ... III-1 3.3. Heat Exchanger ... III-2
3.4. Bak Penampung ... III-2 BAB IV NERACA PANAS ... IV-1
4.1. Tangki RBDPO ... IV-1 4.2. Heat Exchanger ... IV-1
4.3. Tangki Kristalisasi ... IV-2
4.4. Bak Penampung ... IV-2 BAB V SPESIFIKASI ALAT... V-1
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1
6.2. Keselamatan Kerja ... VI-5 6.3. Keselamatan Pada Pabrik Pembuatan Olein dan Stearin ... VI-6 BAB VII UTILITAS... VII-1
7.1. Kebutuhan Uap (Steam) ... VII-1 7.2. Kebutuhan Air ... VII-1 7.3. Kebutuhan Bahan Kimia ... VII-10 7.4. Kebutuhan Listrik ... VII-11 7.5. Kebutuhan Bahan Bakar ... VII-11 7.6. Unit Pengolahan Limbah ... VII-13 7.7. Spesifikasi Peralatan Utilitas ... VII-15 BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
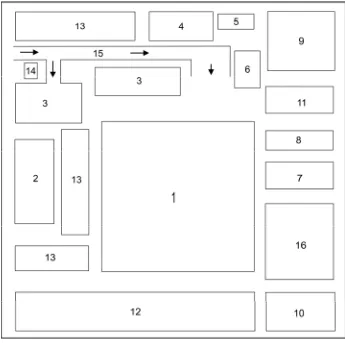
8.1. Lokasi Pabrik ... VIII-1 8.2. Tata Letak Pabrik ... VIII-3
8.3. Perincian Luas Tanah... VIII-4
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN... IX-1
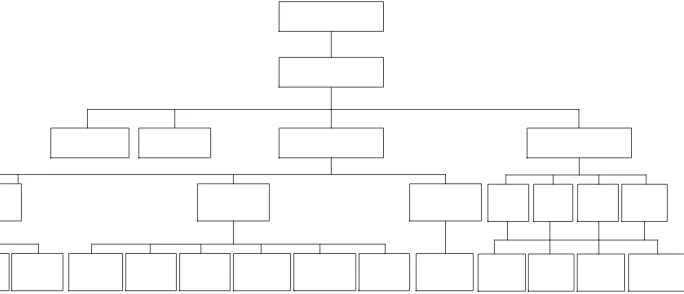
9.1. Pengertian Organisasi dan Manajemen... IX-1 9.2. Bentuk Badan Usaha ... IX-1 9.3. Struktur Organisasi ... IX-2 9.4. Tugas, Wewenang dan Tanggung Jawab ... IX-2 9.5. Sistem Kerja dan Jam Kerja ... IX-5 9.6. Sistem Upah ... IX-6 9.7. Kesejahteraan Karyawan... IX-6
9.8. Analisa Jabatan ... IX-7 9.9. Jumlah Dan Tingkat Pendidikan Tenaga Kerja ... IX-7
BAB X ANALISA EKONOMI ... X-1
10.1. Modal Investasi ... X-1 10.2. Biaya Produksi Total... X-4
10.3. Total Penjualan ... X-5 10.4. Perkiraan Rugi/Laba Perusahaan ... X-5
LAMPIRAN A. PERHITUNGAN NERACA MASSA ... LA-1 LAMPIRAN B. PERHITUNGAN NERACA PANAS ... LB-1 LAMPIRAN C. PERHITUNGAN SPESIFIKASI PERALATAN... LC-1 LAMPIRAN D. PERHITUNGAN SPESIFIKASI PERALATAN
DAFTAR GAMBAR
Gambar 2.1. Penampang Buah Kelapa Sawit ... II-2 Gambar 6.1. Instrumen pada Heat Exchanger ... VI-4 Gambar 6.2. Instrumentasi Pada Tangki ... VI-4 Gambar 6.3. Instrumentasi Pada Pompa ... VI-4 Gambar 6.4. Instrumentasi Pada Chiller ... VI-5 Gambar 8.1. Tata Letak Pabrik Pembuatan Olein dan Stearin ... VIII-5 Gambar 9.1. Struktur Organisasi... IX-9 Gambar LA.1 Diagram Alir Pembuatan Olein dan Stearin ... LA-1
Gambar LC.1 Ukuran Tangki ... LC-2 Gambar LD.1 Grafik Entalpi dan Temperatur Cairan pada
Cooling Tower (CT)... LD-26 Gambar LD.2 Kurva Hy terhadap 1/(Hy*-Hy)... LD-27 Gambar LD.3 Siklus Refrigerasi ... LD-28
DAFTAR TABEL
Tabel 2.1. Beda Tebal Tempurung dari Berbagai Tipe Kelapa Sawit ... II-2 Tabel 2.2. Sifat-sifat minyak kelapa sawit dan minyak inti sawit ... II-8 Tabel 2.3. Komposisi Asam Lemak... II-9 Tabel 3.1. Neraca Massa pada Filter Press ... III-1 Tabel 3.2. Neraca Massa pada Tangki Kristalisasi ... III-1 Tabel 3.3. Neraca Massa pada Heat Exchanger... III-2 Tabel 3.4. Neraca Massa pada Bak Penampungan ... III-2 Tabel 4.1. Neraca Panas pada Tangki RBDPO... IV-1
Tabel LC.1 Densitas bahan dalam tangki molase ... LC-1 Tabel LC.2 Densitas bahan dalam reactor ... LC-3 Tabel LC.3 Densitas bahan dalam tangki penampung fermentasi... LC-12 Tabel LC.4 Densitas filtrat pada filter press I ... LC-16 Tabel LC.5 Densitas cake pada filter press I... LC-17 Tabel LC.6 Densitas filtrat pada filter press II... LC-18 Tabel LC.7 Densitas cake pada filter press II ... LC-18 Tabel LC.8 Komposisi bahan pada alur Vd ... LC-29 Tabel LC.9 Komposisi bahan pada alur Lb ... LC-29 Tabel LC.10 Deskripsi Kondensor... LC-34 Tabel LC.11 Komposisi Distilat ... LC-39
INTISARI
Pabrik pembuatan olein dan stearin dari RBDPO ini direncanakan
berkapasitas produksi 1000 ton/hari. Bahan baku yang digunakan untuk proses produksi per harinya adalah sebesar 1.885 ton/hari.
Lokasi pabrik direncanakan di Kecamatan Besitang Kabupaten Langkat Sumatera Utara yang dekat dengan bahan baku yaitu RBDPO, dengan luas areal pabrik 12.000 m2.
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik ini berjumlah 75 orang karyawan dengan bentuk badan usaha adalah Perseroan Terbatas (PT)
dan struktur organisasi adalah sistem garis.
Hasil analisa terhadap aspek ekonomi pabrik ini adalah sebagai berikut:
a. Total modal investasi : Rp 2.833.993.899.909,-
b. Biaya produksi (per tahun) : Rp 4.734.498.464.747,-
c. Hasil penjualan (per tahun) : Rp 6.477.502.331.520,-
d. Laba bersih : Rp 1.220.120.206.741,-
e. Profit Margin (PM) : 27 % f. Break Even Point (BEP) : 13 % g. Return On Investment (ROI) : 43,1 % h. Pay Out Time (POT) : 2,323 tahun i. Return On Network (RON) : 71.755 % j. Internal Rate of Return (IRR) : 51,21 %
BAB I
PENDAHULUAN
1.1Latar Belakang
Kelapa sawit (Elaeis Guinensis Jacg) di Indonesia dewasa ini merupakan komoditas primadona. Minyak yang berasal dari kelapa sawit terbagi menjadi beberapa macam. Olein dan stearin atau yang biasa disebut minyak goreng dan margarin adalah minyak yang berasal dari daging buah kelapa sawit. Olein berbentuk cair dan stearin berbentuk padat dalam suhu kamar. Disamping digunakan sebagai bahan mentah industri pangan juga digunakan sebagai bahan mentah industri nonpangan. Jika dilihat dari biaya bahan bakunya, komoditas kelapa sawit jauh lebih rendah daripada minyak nabati lainnya (Risza, 1994).
Penggunaan minyak kelapa sawit sebagai olein sejak tahun 1985 tercatat telah mencapai 55,3 % atau meningkat 27 % pertahun. Saat ini (1995) olein merupakan produk utama dalam negeri yaitu mencapai 70 % dari jumlah produk kelapa sawit yang dipasarkan dalam negeri. Pemerintah Indonesia dewasa ini telah bertekad untuk menjadikan industri kelapa sawit sebagai salah satu industri nonmigas yang handal. Diperkirakan total konsumsi olein di Indonesia pada tahun 2013 adalah 2.533 juta liter (Amang, 1996).
Penghasil minyak sawit terbesar di dunia adalah Malaysia (50% dari produksi dunia) yang menjadi sumber devisa utama bagi negara tersebut, sedangkan Indonesia hanya 20 % dari produksi dunia. Indonesia masih jauh tertinggal dari Malaysia terutama dari segi teknologi budidaya, pengolahan, dan pemasaran.
Sampai saat ini ekspor minyak sawit Indonesia masih dalam bentuk minyak mentah atau Crude Palm Oil (CPO), hanya sebagian kecil dalam bentuk olein dan
I-2
Minyak mentah atau CPO yang berasal dari ekstraksi kelapa sawit dilanjutkan dengan proses bleaching (pemutihan) dan deodorizing (penghilang bau) agar minyak tersebut menjadi jernih, bening dan tak berbau atau biasa disebut
refined, bleached and deodorized Palm Oil (RBDPO). Kemudian dilakukan
fraksinasi untuk memisahkan olein dan stearin.
1.2Perumusan Masalah
Sebelum masa orde baru olein yang dikonsumsi masyarakat didominasi oleh jenis olein asal kelapa, akan tetapi sejak tahun 1970-an sejajar dengan meningkatnya produksi kelapa sawit, olein asal kelapa tergeser oleh olein asal kelapa sawit. Sejalan dengan semakin menurunnya produksi kelapa dan meningkatnya produksi kelapa sawit, konsumsi olein yang berasal dari kelapa sawit terus mengalami peningkatan. Oleh karena itu perlu dirancang pabrik Refined Bleached Deodorized Palm Oil
(RBDPO).
1.3Tujuan Perancangan Pabrik
Tujuan perancangan pabrik olein adalah untuk mengaplikasikan ilmu Teknologi Kimia Industri yang meliputi neraca massa, neraca energi, operasi teknik kimia, utilitas, dan bagian ilmu Teknologi Kimia lainnya yang disajikan pada Pra Rancangan Pabrik Pembuatan Olein dan Stearin Dari Refined Bleached Deodorized
Palm Oil(RBDPO).
1.4 Manfaat Rancangan
Manfaat dari “ Pra Rancangan Pabrik Pembuatan Olein dan Stearin dari
Refined Bleached Deodorized Palm Oil” adalah sebagai studi kelayakan yang
BAB II
TINJAUAN PUSTAKA
2.1 Sejarah Kelapa Sawit
Berdasarkan bukti-bukti yang ada, kelapa sawit diperkirakan berasal dari Nigeria, Afrika Barat. Namun ada pula yang menyatakan bahwa tanaman tersebut berasal dari Amerika, yakni dari Brazilia. Kelapa sawit berasal dari daratan tersier, yang merupakan daratan penghubung yang terletak di antara Afrika dan Amerika.
Kedua daratan ini kemudian terpisah oleh lautan menjadi benua Afrika dan Amerika sehingga tempat asal komoditas kelapa sawit ini tidak lagi dipermasalahkan orang.
Kelapa sawit (Elaeis Guinensis Jacq) saat ini telah berkembang pesat di Asia Tenggara, khususnya Indonesia dan Malaysia, dan justru bukan di Afrika Barat atau Amerika yang dianggap sebagai daerah asalnya. Masuknya bibit kelapa sawit ke Indonesia pada tahun 1948 hanya sebanyak 4 batang yang berasal dari Bourbon (Mauritius) dan Amsterdam. Keempat batang bibit kelapa sawit tersebut ditanam di Kebun Raya Bogor dan selanjutnya disebarkan ke Deli, Sumatera Utara.
Pada tahun 1869 Pemerintah Kolonial Belanda mengembangkan tanaman kelapa sawit di Muara Enim dan pada tahun 1970 di Musi Hulu. Bapak kelahiran industri perkebunan kelapa sawit di Indonesia adalah seorang berkebangsaan Belgia bernama Adrien Hallet. Beliau pada tahun 1911 membudidayakan kelapa sawit secara komersial dalam bentuk perkebunan di Sungai Liput (Aceh) dan Pulu Raja (Asahan).
Pada masa penjajahan Belanda, pertumbuhan perkebunan besar kelapa sawit telah berjalan sangat cepat sehingga sangat menguntungkan perekonomian pemerintah Belanda, yang kemudian diteruskan oleh Jepang sampai terjadinya serangan Sekutu pada tahun 1943 (Risza, 1994)
Kelapa sawit yang banyak digunakan oleh para petani dan perusahaan perkebunan kelapa sawit di Indonesia terdiri dari empat macam tipe atau varietas,
Tabel 2.1 Beda Tebal Tempurung dari Berbagai Tipe Kelapa Sawit
Tipe Tebal tempurung (mm)
Macro carya Tebal Sekali 5
Dura Tebal 3 – 5
Tenera Sedang 2 – 3
Pisifera Tipis < 2
Sumber : Ketaren (1986)
Perbedaan ketebalan daging buah kelapa sawit menyebabkan perbedaan jumlah rendeman minyak sawit yang dikandungnya. Rendeman minyak paling tinggi terdapat pada varietas Tenera yaitu mencapai 22 – 24 % karena daging buah (perikarp) yang sangat tebal dan tempurungnya tipis, sedangkan pada varietas Dura hanya 16 – 18 %. (Fauzi, 2002 ). Penampang buah kelapa sawit ditunjukkan pada gambar berikut
Gambar 2.1 Penampang buah kelapa sawit
2.2 Minyak Kelapa Sawit
2.2.1 Pengertian
Minyak dan lemak termasuk salah satu anggota dari golongan lipid, yaitu merupakan lipid netral. Lipid itu sendiri dapat diklasifikasikan menjadi 4 kelas, yaitu:
Lipid netral, fosfatida, spingolipid dan glikolipid. Semua jenis Lipid ini banyak
terdapat di alam.
Minyak dan lemak yang telah dipisahkan dari jaringan asalnya mengandung sejumlah kecil komponen selain trigliserida, yaitu: Lipid kompleks (yaitu lesythin,
cephalin, fosfatida, glikolipid), sterol (berada dalam keadaan bebas atau terikat
hidrokarbon. Komponen tersebut mempengaruhi warna dan flavor produk, serta berperan dalam proses ketengikan (Ketaren, 1986)
Minyak adalah gliserida dari asam lemak dengan gliserol yang disebut juga
dengan trigliserida. Ikatan ini terjadi juga karena ketiga gugus hidroksi (OH) pada
gliserol diganti oleh tiga gugus asam lemak (fatty acid) yaitu RCOO-. Secara umum trigliserida memiliki struktur sebagai berikut:
O CH2 – O – C – R1
O CH – O – C – R2
O CH2 – O – C – R3
Angka (1), (2) dan (3) pada struktur di atas menyatakan gugus alkil yang
sama atau berbeda. Minyak atau lemak dapat juga dikatakan sebagai hasil reaksi
esterifikasi asam lemak (fatty acid) dengan gliserol. Reaksi sebagai berikut :
CH2– OH CH2 – OOCR
CH – OH + 3 RCOOH CH – OOCR + 3H2O
CH2 – OH CH2 – OOCR
Gliserol Asam lemak Trigliserida Air
Perbedaan lemak dan minyak sebagai berikut:
1. Lemak mengandung asam lemak jenuh lebih banyak, sedangkan minyak
mengandung asam lemak tak jenuh lebih banyak.
2. Pada suhu kamar berupa zat padat, sedang minyak berupa zat cair.
Berdasarkan sumbernya minyak yang terdapat di alam dibedakan atas 3, yaitu sebagai berikut:
Contoh: minyak lampu, bensin dan lain-lain.
2. Minyak nabati/hewani, yaitu berasal dari tumbuhan/hewan.
3. Minyak essensial/atsiri, yaitu minyak yang diperoleh dari tanaman melalui proses ekstraksi menggunakan pelarut tertentu lalu didistilasi.
Minyak nabati memiliki beberapa jenis asam lemak tak jenuh yang dibedakan atas tiga, yaitu sebagai berikut:
1. Drying Oil, yaitu minyak yang sifatnya mudah mengering bila dibiarkan di
udara.
Contoh: minyak kacang kedelai, safflower, biji karet dan biji poppy 2. Semi Drying Oil, yaitu minyak yang berubah karena pengaruh suhu.
Contoh: minyak biji kapas, bunga matahari, jagung dan gandum
3. Non Drying Oil, yaitu minyak yang tidak mengering karena pengaruh suhu.
Contoh: minyak zaitun, kelapa, kacang tanah, inti alpukat dan mustard
2.2.2 Sifat-sifat Minyak dan Lemak
A. Sifat Fisika (Ketaren, 1986)
1. Warna
Zat warna dalam minyak terdiri dari 2 golongan, yaitu: zat warna alamiah dan warna dari hasil degradasi zat warna alamiah.
2. Kelarutan
Minyak dan lemak tidak larut dalam air, kecuali minyak jarak (castor oil). 3. Titik cair dan polymerphism
Asam lemak tidak memperlihatkan kenaikan titik cair yang linier dengan bertambahnya panjang rantai atom karbon. Asam lemak dengan ikatan trans mempunyai titik cair yang lebih tinggi daripada isomer asam lemak yang berikatan cis.
Polymerphism pada minyak dan lemak adalah suatu keadaan dimana terdapat
Polymerphism penting untuk mempelajari titik cair minyak atau lemak dan
asam-asam lemak beserta ester-ester. Polymerphism mempunyai peranan penting dalam berbagai proses untuk mendapatkan minyak atau lemak.
4. Titik didih
Titik didih dari asam-asam lemak akan semakin bertambah besar dengan bertambahnya rantai karbon dari beberapa asam lemak tersebut.
5. Bobot jenis
Bobot jenis dari minyak dan lemak biasanya ditentukan pada temperatur 25
0
C, akan tetapi dalam hal ini dianggap penting juga untuk diukur pada temperatur 40 0C atau 60 0C untuk lemak yang titik cairnya tinggi. Pada penentuan bobot jenis, temperatur dikontrol dengan hati-hati dalam kisaran temperatur yang pendek.
6. Indeks bias
Indeks bias adalah derajat penyimpangan dari cahaya yang dilewatkan pada suatu medium yang cerah. Indeks bias pada minyak dan lemak dipakai untuk
pengenalan unsur kimia dan pengujian kemurnian minyak/lemak.
Abbe refractometer mempergunakan alat temperatur yang dipertahankan pada
25 0C. Untuk pengukuran indeks bias lemak yang bertitik cair tinggi,
dilakukan pada temperatur 400C atau 600C, selama pengukuran temperatur harus dikontrol dan dicatat. Indeks bias ini akan meningkat pada minyak atau lemak dengan rantai karbon yang panjang dan juga dengan terdapatnya sejumlah ikatan rangkap. Nilai indeks bias dari asam lemak juga akan bertambah dengan meningkatnya bobot molekul, selain dengan naiknya ketidakjenuhan dari asam-asam lemak tersebut.
7. Titik lunak
Titk lunak dari minyak lemak ditetapkan dengan maksud untuk mengidentifikasi minyak atau lemak tersebut, dimana titik tersebut adalah temperatur pada saat permukaan dari minyak atau lemak dalam tabung kapiler mulai naik setelah didinginkan.
8. Titik lebur (melting point)
9. Titik kekeruhan
Temperatur pada waktu mulai terjadi kekeruhan, dikenal sebagai titik kekeruhan (Turbidity Point)
10.Titik asap, titik nyala dan titik api
Pada minyak atau lemak dapat dilakukan penetapan titik asap, titik nyala dan titk api. Titik asap adalah temperatur pada saat lemak atau minyak menghasilkan asap tipis yang kebiru-biruan pada pemanasan. Titik nyala adalah temperatur pada saat campuran uap dan minyak dengan udara mulai terbakar. Sedangkan titik api adalah temperatur pada saat dihasilkan pembakaran yang terus menerus sampai habisnya contoh uji.
11.Shot melting point
Shot melting point adalah temperatur pada saat terjadi tetesan pertama dari
minyak atau lemak. Pada umumnya lemak atau minyak mengandung komponen-komponen yang berpengaruh terhadap titik cairnya.
B. Sifat Kimia (Ketaren. 1986)
1. Hidrolisis
Dalam proses hidrolisis, minyak/lemak akan diubah menjadi asam-asam lemak bebas.
Proses hidrolisis dapat mengakibatkan kerusakan pada minyak/lemak karena terdapatnya sejumlah air pada minyak/lemak tersebut. Proses ini dapat menyebabkan terjadinya Hydrolitic Rancidity yang menghasilkan aroma dan rasa tengik pada minyak/lemak.
Reaksi: O
CH2 – O – C – R CH2OH
O O CH – O – C – R + 3H – OH CHO + 3RCOOH
O
CH2 – O – C – R CH2OH
2. Oksidasi
Reaksi ini menyebabkan ketengikan pada minyak/lemak. terdapatnya sejumlah O2 serta logam-logam seperti tembaga (Cu), seng (Zn) serta logam
lainnya yang bersifat sebagai katalisator oksidasi dari minyak/lemak. Proses
oksidasi ini akan bersifat sebagai katalisator pembentukan aldehid dan keton
serta asam-asam lemak bebas yang akan menimbulkan bau yang tidak disenangi. Proses ini juga menyebabkan terbentuknya peroksida. Untuk mengetahui tingkat ketengikan minyak/lemak dapat ditentukan dengan menentukan jumlah peroksida yang terbentuk pada minyak/lemak tersebut. Reaksi:
H H
R – (CH2)n –C = C – H + O2 R – (CH2)n – C – C – H
H H O O
asam lemak peroksida
R – (CH2)n– C = O + CH2
H O Aldehid Keton
3. Hidrogenasi
Proses hidrogenasi sebagai suatu proses industri bertujuan untuk menjenuhkan ikatan rangkap dari rantai karbon asam lemak pada minyak atau lemak. Reaksi hidrogenasi ini dilakukan dengan menggunakan hidrogen murni dan ditambahkan serbuk nikel sebagai katalisator. Setelah proses
hidrogenasi selesai, minyak didinginkan dan katalis dipisahkan dengan cara
penyaringan.
4. Esterifikasi
Reaksi esterifikasi bertujuan untuk merubah asam-asam lemak dari
trigliserida dalam bentuk ester. Reaksi esterifikasi dapat dilakukan melalui
dan asam kaproat yang menyebabkan bau tidak enak, dapat ditukar dengan rantai panjang yang bersifat tidak menguap.
2.2.3 Minyak Kelapa Sawit
Warna minyak ditentukan oleh adanya pigmen yang masih tersisa setelah proses pemucatan. karena asam-asam lemak dan gliserida tidak berwarna. Warna orange atau kuning disebabkan adanya pigmen karotene yang larut dalam minyak.
Bau dan flavor dalam minyak terdapat secara alami, juga terjadi akibat adanya asam-asam lemak berantai pendek akibat kerusakan minyak. Bau khas minyak kelapa sawit ditimbulkan oleh persenyawaan beta ionone. Sedangkan sebagian sifat-sifat minyak kelapa sawit terdapat pada tabel dibawah ini.
Tabel 2.2 Sifat-sifat minyak kelapa sawit dan minyak inti sawit.
Sifat Minyak Sawit (CPO) Minyak Inti Sawit (CPKO)
Bobot jenis 0,9 0,900 – 0,913
Indeks bias D 400C 1,4565 – 1,4585 1,495 – 1,415
Bilangan Iod 48 – 56 14 – 20
Bilangan Penyabunan 196 – 205 244 – 254
Sumber: Ketaren (1986)
2.3 Komposisi Minyak kelapa Sawit
Kelapa sawit terdiri dari 2 bagian utama, 80 % perikarp (daging) dan 20 % biji, kadar minyak dalam perikarp sekitar 34-40 persen. Minyak kelapa sawit adalah lemak semi padat yang mempunyai komposisi yang tetap. Bahan yang tidak dapat disabunkan jumlahnya sekitar 0,3 %. Rata-rata komposisi asam lemak minyak kelapa
Tabel 2.3 Komposisi Asam Lemak Minyak Kelapa Sawit dan Minyak Inti Kelapa Sawit.
Asam Lemak Minyak kelapa sawit
(% masa)
Minyak inti sawit (% masa )
Asam kaprilat (C8H14O2) - 3 – 4
Asam Kaproat (C10H18O2) - 3 – 7
Asam Laurat (C14H24O2) - 46 – 52
Asam Miristat (C14H26O2) 1,1 – 2,5 14 – 17
Asam Palmitat (C16H30O2) 40 – 46 6,5 – 9
Asam stearat (C18H34O2) 3,6 – 4,7 1 – 2,5
Asam Oleat (C18H32O2) 39 – 45 13 – 19
Asam Linoleat (C18H30O2) 7 – 11 0,2 – 2
Sumber : Ketaren. (1986)
2.4 Pembuatan Olein.
Proses pembuatan olein dapat dibagi ke dalam dua kelompok, yaitu pertama, pembuatan olein secara tradisional di pedesaan. Kedua, pembuatan minyak dengan teknologi modern. Proses pengolahan dalam pabrik yang menggunakan teknologi modern sendiri dapat digolongkan menjadi dua cara yaitu cara kering dan basah.
Dalam proses basah ini minyak sawit ditambah suatu campuran wetting agent yang terdiri dari 30 % MgSO4 dan 4,4 % Na(NH4)SO4. Dengan proses ini CPO
langsung difraksinasi untuk memperoleh Crude Olein dan Crude Stearin yaitu melalui proses pencucian, bleaching, dan kemudian disaring. Proses secara basah tersebut dapat diperoleh sekitar 65-70 % Olein dan 30 % Stearin
Sedangkan cara yang lain adalah cara kering yaitu dengan pemanasan atau
proses non kimia. Melalui proses ini CPO dirafinasi, diputihkan (bleached), dan dihilangkan baunya (deodorized), dan hasilnya biasa disebut refined bleached and
deodorized palm olein (RBDPO). Dari proses ini didapatkan FFA (4-5 %) dan
Pertimbangan itu pulalah yang menjadi dasar pemilihan cara kering tersebut sebagai proses yang digunakan pada pra rancangan pabrik ini.
2.5 Deskripsi Proses
1. Proses Kristalisasi
Dari tangki timbun Refined Bleached dan Deodorized Palm Oil (RBDPO) (T101) dengan suhu 300Cdinaikkan hingga 60-65 oC, dipompakan dengan tekanan
1,5 atm menuju heat exchanger (HE101) dan dipanaskan sampai 760C, untuk
memudahkan proses kristalisasi. Pemanasan dilakuakan dengan menggunakan steam yang memasuki HE. Kemudian RBDPO dipompakan menuju tangki kristalisasi (C101). Dimana pada tangki kristalisasi terjadi penurunan suhu minyak melalui 2 tahapan.
Tahapan penurunan suhu pertama :
Dari suhu minyak 76 0C, diturunkan menjadi 500C. Dari suhu minyak 50 0C, diturunkan menjadi 400C.
Disini media pendinginnya dipergunakan air dari cooling tower dengan suhu 240C (suhu ini adalah suhu yang dapat dihasilkan oleh cooling tower tersebut).
Kemudian tahap penurunan suhu kedua :
Dari suhu minyak 40 0C, diturunkan menjadi 330C. Dari suhu minyak 33 0C, diturunkan menjadi 28 0C. Dari suhu minyak 28 0C, diturunkan menjadi 24 0C.
Pada proses penurunan suhu yang kedua ini media pendingin yang dipergunakan adalah air dari chiller dengan suhu 10-110C.
Ruang dalam tangki kristalisasi terbagi atas dua kolom yaitu kolom minyak dan kolom air, dimana air dan minyak tidak bercampur.
2. Proses Filtrasi
Untuk memisahkan minyak goreng (olein) dari stearin yang mengkristal dipergunakan cara penyaringan (filtrasi). Minyak yang sudah mengkristal dipompakan menuju filter press (FP101) jenis plate and frame yang terbuat dari
II-11
setelah proses kristalisasi. Idealnya tebal stearin antara 2,5-3 cm. Untuk mendapatkan kondisi seperti itu biasanya diperlukan waktu kurang lebih 20 menit (berdasarkan hasil pengamatan selama proses tersebut pada PT. Bintang Tenera, 2006). Setelah semua olein keluar dari filter maka pompa akan mati dan kran masuk minyak ke filter akan tertutup. Kemudian stearin yang masih lembek (masih bercampur dengan olein) di dalam filter, di-squeezing (diperas) dengan menggunakan udara bertekanan ke dalam membran filter agar stearin menjadi keras. Lama squeezing antara 20-25 menit untuk mendapatkan stearin yang keras dan sedikit kandungan olein-nya. Setelah itu filter akan terbuka, dan stearin jatuh ke dalam bak penampung (BP101) yang terdapat di bagian bawah filter. Dalam bak
tersebut terdapat pipa pemanas dengan suhu 700C yang dipergunakan untuk
memanaskan stearin. Tujuan pemanasan adalah agar stearin yang jatuh ke dalam bak tersebut bisa menjadi cair, agar memudahkan stearin dipompakan ke dalam tangki timbun stearin (T103). Kandungan stearin dalam olein 0,5%, begitu juga sebaliknya. (pengamatan di PT. Bintang Tenera kandungan stearin dalam olein 0.5-1 %).
3. Pengemasan
BAB III
NERACA MASSA
Hasil perhitungan neraca bahan pada Pra Rancangan Pabrik Pembuatan
Olein dan Stearin dari Refined Bleached Degummed Palm Oil adalah sebagai
berikut:
Kapasitas = 1000 ton/hari
Operasi = 24 jam/hari
Basis perhitungan = 1 jam operasi
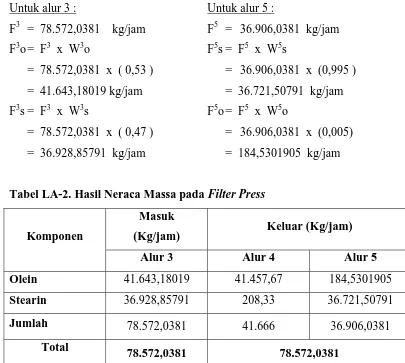
1. Filter Press
Tabel 3.1 Neraca massa pada Filter Press
Masuk
(Kg/jam) Keluar (Kg/jam)
Komponen
Alur 3 Alur 4 Alur 5
Olein 41.643,18019 41.457,67 36.721,50791
Stearin 36.928,85791 208,33 184,5301905
Jumlah 78.572,0381 41.666 36.906,0381
Total
78.572,0381 78.572,0381
2. Tangki Kristaslisasi
Tabel 3.1 Neraca massa pada Tangki Kristaslisasi
Masuk (kg/jam) Keluar (Kg/jam) Komponen
Alur 2 Alur 3
Olein 41.643,18019 41.643,18019
Stearin 36.928,85791 36.928,85791
III-2
3. Heat Exchanger
Tabel 3.3 Neraca massa pada Heat Exchanger
Masuk (kg/jam) Keluar (Kg/jam) Komponen
Alur 1 Alur 2
Olein 41.643,18019 41.643,18019
Stearin 36.928,85791 36.928,85791
Total 78.572,0381 78.572,0381
4. Bak Penampung Yang Dilengkapi HE
Tabel 3.4 Neraca massa pada bak penampung yang dilengkapi HE
Masuk (kg/jam) Keluar (Kg/jam) Komponen
Alur 5 Alur 6
Olein 184,5301905 184,5301905
Stearin 36.721,50791 36.721,50791
BAB IV
NERACA PANAS
Hasil perhitungan neraca panas pada Pra Rancangan Pabrik Pembuatan
Olein dan Stearin dari Refined Bleached Degummed Palm Oil adalah sebagai
berikut:
Kapasitas = 1000 ton/hari
Operasi = 24 jam/hari
Basis perhitungan = 1 jam operasi
Satuan panas = kilokalori (kkal)
Suhu referensi = 25 oC
1. Tangki RBDPO
Tabel 3.1 Neraca panas pada Tangki RBDPO
Komponen Masuk (kkal/jam) Keluar (kkal/jam) Olein
Stearin Steam
92.515,78859 82.634,82112 1.050.903,658
647.610,5201 578.443,7478
-
Total 1.226.054,268 1.226.054,268
2. Heat Exchanger
Tabel 3.2 Neraca panas pada Heat Exchanger
Komponen Masuk (kkal/jam) Keluar (kkal/jam) Olein
Stearin Steam
647.610,5201 578.443,7478 560.481,951
943.661,0436 842.875,1754
-
IV-2
3. Tangki Kristaslisasi
Tabel 3.3 Neraca panas tahap I pada Tangki Kristaslisasi
Komponen Masuk (kkal/jam) Keluar (kkal/jam) Olein
Stearin
Air pendingin
943.661,0436
842.875,1754 - 1.261.084,39
277.547,3658
247.904,4634 -
Total 525.451,829 525.451,829
Tabel 3.4 Neraca panas tahap II pada Tangki Kristaslisasi
Komponen Masuk (kkal/jam) Keluar (kkal/jam) Olein
Stearin
Air Pendingin Panas Kristalisasi
277.547,3658 247.904,4634 -1.390.901,179
-
-18.503,15772 -16.526,96422
- -830.419,2278
Total -865.449,3498 -865.449,3498
4. Bak Penampung Yang Dilengkapi Koil Pemanas
Tabel 3.5 Neraca panas pada bak penampung yang dilengkapi Koil Pemanas
Komponen Masuk (kkal/jam) Keluar (kkal/jam) Olein
Stearin Steam
-81,99160584 -16.434,1678 759.743,3327
3.689,622263 739.537,5511
-
BAB V
SPESIFIKASI ALAT
1. Tangki RBDPO (T101)
Fungsi : Penyimpanan RBDPO untuk kebutuhan selama 1 hari
Bentuk : Silinder tegak, alas dan tutup ellipsoidal
Bahan Konstruksi : Carbon steel, SA-283 Grade C
Jumlah : 3 Unit
Suhu : 600C
Volume : 2.168,816 m3
Diameter : 12,576 m
Tinggi : 23,056m
Tebal plat : 7/8 in
2. Heat Exchanger (HE101)
Fungsi : Menaikkan suhu RBDPO yang akan di kristalkan
Jenis : 1-2 Shell and Tube
Bahan Konstruksi : Carbon Steel
Jumlah : 1 Unit
Laju alir minyak : 41.643,18019 kg/jam
Laju alir steam : 990,8968491 kg/jam Panas yang dipindahkan : 560.481,951 kkal/jam Suhu steam masuk : 180 0C
Jumlah tube : 32 buah
Diameter shell : 10 in
Diameter tube : 1 in
3. Pompa pada tangki timbun RBDPO (P101)
Fungsi : Memompa bahan baku dari tangki RBDPO ke HE
Jenis : Sentrifugal Pump
Bahan Konstruksi : Comersial steel
Suhu : 600C
Jumlah : 1 Unit
Laju alir volumetrik : 397,835 gpm
Spesifikasi pipa Ukuran nominal : 6 in Schedule : 40 Spesifikasi pompa
Effisiensi motor : 80%
Daya pompa : 8,5 HP
4. Tangki Kristalisasi (C101)
Fungsi : Tempat mengkristalkan RBDPO melalui proses
pendinginan
Bentuk : Tangki berjaket dengan alas dan tutup elipsoidal
Bahan Konstruksi : Carbon steel, SA-283 Grade C
Jumlah : 2 Unit
Suhu : 760C
Volume tangki : 867,526 m3
Diameter : 8,720 m
Tinggi : 15,986 m
Tebal plat : 7/16 in
Jenis pengaduk : Flat six-blade open turbine
Jumlah daun : 6 buah
Jumlah baffle : 4 buah
Daya pengaduk : 24 1/4 HP
Jarak jaket : 1 in
5. Pompa Heat Exchanger (P102)
Fungsi : Memompa bahan baku dari HE ke tangki kristalisasi
Jenis : Sentrifugal Pump
Bahan Konstruksi : Comersial steel
Suhu : 760C
Jumlah : 1 Unit
Laju alir volumetrik : 397,888 gpm
Spesifikasi
Ukuran nominal : 6 in
Schedule : 40
Spesifikasi pompa
Effisiensi motor : 80%
Daya pompa : 4,5 Hp
6. Filter Press (FP101)
Fungsi : Memisahkan olein dan stearin
Bentuk : Plate and Frame
Bahan Konstruksi : Tefflon
Jumlah : 3 unit
Suhu : 24 0C
Volume filtrat : 16,397 m3
Tebal cake : 0,0635 m
Luas frame : 2,9 m2
Jumlah plate : 83 buah
7. Pompa Tangki Kristalisasi (P103)
Fungsi : Memompa bahan baku dari tangki kristalisasi ke filter
press
Jenis : Sentrifugal Pump
Bahan Konstruksi : Comersial steel
Suhu : 760C
Jumlah : 1 Unit
Spesifikasi
Ukuran nominal : 6 in
Schedule : 40
Spesifikasi pompa
Effisiensi motor : 80%
Daya pompa : 2 HP
8. Bak penampung stearin yang dilengkapi dengan koil pemanas (BP101)
Fungsi : Menampung dan memanaskan stearin dari filter press
Bentuk : Persegi panjang
Bahan Konstruksi : Carbon steel, SA-283 Grade C
Jumlah : 3 unit
Suhu : 24 0C
Volume cake : 20,618 m3
Panjang bak : 4,352 m
Lebar bak : 2,176 m
Tinggi bak : 2,176 m
Panjang tube : 4 m
Diameter tube : 1 in
Jumlah tube : 40 buah
9. Tangki Timbun Olein (T102)
Fungsi : Tempat penyimpan produk olein
Bentuk : Silinder tegak, alas dan tutup ellipsoidal
Bahan Konstruksi : Stainless steel, SA-283 Grade C
Jumlah : 3 unit
Suhu : 24 0C
Volume : 472,118 m3
Diameter : 7,119 m
Tinggi : 11,848 m
10. Pompa Filter Press (P104)
Fungsi : Memompakan olein dari filter press ketangki timbun olein
Jenis : Sentrifugal Pump
Bahan Konstruksi : Comersial steel
Suhu : 700C
Jumlah : 3 unit
Laju alir volumetrik : 72,197 gpm
Spesifikasi
Ukuran nominal : 2 1/2 in
Schedule : 40
Spesifikasi pompa
Effisiensi motor : 80%
Daya pompa : 1 Hp
11. Tangki Timbun Stearin (T103)
Fungsi : Tempat penyimpan produk stearin selama 1 hari
Bentuk : Silinder tegak, alas datar, dan tutup ellipsoidal
Bahan Konstruksi : Stainless steel, SA-283 Grade C
Jumlah : 3 Unit
Suhu : 30 0C
Volume : 395,874 m3
Diameter : 6,713 m
Tinggi : 13,427 m
Tebal plat : 7/16 in
12. Pompa Tangki Stearin (P105)
Fungsi : Memompa olein ke tangki timbun stearin
Jenis : Sentrifugal Pump
Bahan Konstruksi : Comersial steel
Suhu : 700C
Laju alir volumetrik : 60,537 gpm
V-6
Spesifikasi
Ukuran nominal : 2 1/2 in
Schedule : 40
Spesifikasi pompa
Effisiensi motor : 80%
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi merupakan sistem dan susunan peralatan yang dipakai di dalam suatu proses kontrol untuk mengatur jalannya proses agar diperoleh hasil sesuai dengan yang diharapkan. Di dalam suatu pabrik kimia, pemakaian instrumen merupakan suatu hal yang sangat penting karena dengan adanya rangkaian instrumen tersebut maka operasi semua peralatan yang ada di dalam pabrik dapat dimonitor dan dikontrol dengan cermat, mudah dan efisien. Dengan demikian kondisi operasi selalu berada dalam kondisi yang diharapkan.
Secara garis besar, fungsi instrumentasi adalah sebagai berikut: 1. Penunjuk (Indicator)
2. Pencatat (Recorder) 3. Pengontrol (Controler)
4. Pemberi tanda bahaya (Alarm)
Peralatan instrumentasi biasanya bekerja dengan tenaga mekanis atau
tenaga listrik dan pengontrolannya dapat dilakukan secara manual ataupun otomatis (menggunakan komputer berkecepatan tinggi). Penggunaan instrumen pada suatu peralatan proses tergantung pada pertimbangan ekonomis dan sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumen juga harus ditentukan apakah alat-alat tersebut dipasang di atas papan instrumen dekat peralatan proses (kontrol manual) atau disatukan di dalam suatu ruang kontrol pusat (control
room) yang dihubungkan dengan kontrol otomatis.
Variabel–variabel proses yang biasanya dikontrol/diukur oleh instrumen adalah:
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
Sistem pengendalian pada dasarnya terdiri dari:
1. Elemen Perasa/Elemen Utama (Sensing Element/Primary Element)
Yaitu elemen yang menunjukkan adanya perubahan dari harga variabel yang
diukur.
2. Elemen Pengukur
Yaitu elemen yang menerima output dari elemen primer dan melakukan pengukuran, dalam hal ini termasuk alat-alat penunjuk (indikator) maupun alat-alat pencatat (recorder).
3. Elemen Pengontrol
Yaitu elemen yang mengadakan harga-harga perubahan dari variabel yang dirasakan oleh elemen perasa dan diukur oleh elemen pengukur untuk mengatur sumber tenaga sesuai dengan perubahan yang terjadi. Tenaga tersebut dapat berupa tenaga mekanis maupun tenaga listrik.
4. Elemen Pengontrol Akhir
Yaitu elemen yang sebenarnya mengubah input ke dalam proses sehingga variabel yang diukur tetap berada dalam range yang diizinkan.
Jika sistem pengendalian proses dirancang dengan cermat, maka permasalahan instrumentasi, seperti keterlambatan transmisi, siklisasi karena respon yang lambat atau tidak dijawab, radiasi, dan faktor lainnya dapat dihilangkan.
Adapun instrumentasi yang digunakan di pabrik minyak goreng ini mencakup:
1. Temperature Indicator Controller (TIC)
Adalah alat/instrumen yang digunakan sebagai alat pengatur suhu dan pengukur sinyal mekanis atau listrik. Pengaturan temperatur dilakukan dengan
mengatur jumlah material proses yang harus ditambahkan/dikeluarkan dari dalam suatu proses yang sedang bekerja.
Prinsip kerja:
Rate fluida masuk atau keluar alat dikontrol oleh diafragma valve. Rate fluida
2. Pressure Indicator Controller (PIC)
Adalah alat/instrumen yang dapat digunakan sebagai alat pengatur tekanan dan pengukur tekanan atau pengubah sinyal dalam bentuk gas menjadi sinyal
mekanis. Pengatur tekanan dapat dilakukan dengan mengatur jumlah uap/gas yang keluar dari suatu alat dimana tekanannya ingin dideteksi.
Prinsip kerja:
Pressure Indicator control (PIC) akibat tekanan uap keluar akan
membuka/menutup diafragma valve. Kemudian valve memberikan sinyal kepada PIC untuk mengukur dan mendeteksi tekanan apakah sesuai dengan
set point.
3. Flow Controller (FC)
Adalah alat/instrumen yang bisa digunakan untuk mengatur kecepatan aliran fluida dalam pipa atau unit proses lainnya. Pengukuran kecepatan aliran fluida dalam pipa biasanya diatur dengan mengatur out put dari alat.
Prinsip kerja:
Kecepatan aliran diatur oleh regulating valve dengan mengubah tekanan
discharge dari pompa. Tekanan discharge pompa melakukan bukaan/tutupan
valve dan FC menerima sinyal untuk mendeteksi dan mengukur kecepatan aliran apakah sesuai dengan set point.
4. Level Indicator Controller (LIC)
Adalah alat/instrumen yang dipakai untuk mengatur ketinggian (level) cairan dalam suatu alat dimana cairan tersebut bekerja. Pengukuran tinggi permukaan cairan dilakukan dengan operasi dari sebuah control valve, yaitu dengan mengatur rate cairan masuk atau keluar proses.
Prinsip kerja:
Jumlah aliran fluida diatur oleh control valve. Kemudian rate fluida melalui
valve ini akan memberikan sinyal kepada LIC untuk mendeteksi tinggi
Pada pra rancangan pabrik pembuatan olein dan stearin dari RBDPO
(Refined, Bleached, Deodorized Palm Oil ) ini, jenis-jenis instrumen yang
digunakan adalah sebagai berikut:
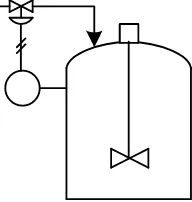
1. Alat pengatur temperatur pada Heat Exchanger
TC Bahan masuk
Bahan keluar
Steam
[image:37.595.240.393.216.339.2]Kondensat
Gambar 6.1 Instrumentasi Pada Heat Exchanger
[image:37.595.269.365.415.516.2]2. Alat mengukur dan mengatur ketinggian cairan pada Tangki
Gambar 6.2 Instrumentasi Pada Tangki
3. Alat mengatur kecepatan aliran fluida pada Pompa
FC
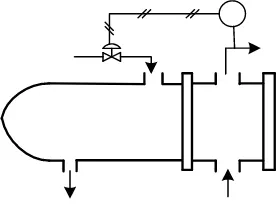
4. Alat mengukur dan mengatur temperatur pada Chiller
Gambar 6.4 Instrumentasi Pada Chiller
6.2 Keselamatan Kerja
Keselamatan kerja merupakan suatu usaha untuk mencegah terjadinya kecelakaan, cacat, ataupun pada saat bekerja di suatu perusahaan/pabrik. Kecelakaan dapat disebabkan oleh mesin, bahan baku, produk, serta keadaan tempat kerja, sehingga harus mendapat perhatian yang serius dan dikendalikan dengan baik oleh pihak perusahaan. Keselamatan kerja merupakan jaminan perlindungan bagi keselamatan karyawan dari bahaya cacat jasmani dan kematian. Selain itu, dengan adanya usaha-usaha pencegahan yang baik dapat meningkatkan semangat karyawan, untuk bekerja lebih baik, tenang, dan efisien.
Hal-hal yang perlu dipertimbangkan pabrik untuk menjamin keselamatan kerja, antara lain:
1. Menanamkan kesadaran akan keselamatan kerja bagi seluruh karyawan. 2. Memasang papan peringatan pada daerah proses yang rawan kecelakaan. 3. Memasang penerangan yang cukup dan sistem pertukaran udara/ventilasi yang
baik.
4. Menempatkan peralatan keselamatan dan pencegahan kebakaran di daerah
yang rawan akan kecelakaan atau kebakaran.
5. Memasang alarm (tanda bahaya), sehingga bila terjadi bahaya dapat segera diketahui.
6. Menyediakan poliklinik dengan sarana yang memadai untuk pertolongan
6.3Keselamatan Kerja pada Pabrik Pembuatan Olein dan Stearin
Usaha untuk mencegah kecelakaan kerja yang mungkin terjadi dalam pabrik pembuatan Olein dan stearin ini mencakup:
1. Pencegahan Terhadap Bahaya Mekanis
Upaya pencegahan kecelakaan terhadap bahaya mekanis adalah :
1. Melengkapi sistem yang menangani fluida bertekanan tinggi (steam)
dengan katup-katup pengaman seperti pada boiler dan heat exchanger. 2. Menggunakan dasar lantai yang terbuat dari plat baja dengan permukaan
yang agak sedikit kasar untuk mengurangi tergelincir.
3. Memasang alat–alat dengan penahan yang cukup kuat untuk mencegah
kemungkinan terguling atau terjatuh.
4. Membersihkan area produksi khususnya lantai secara periodik untuk
menghilangkan kotoran seperti tumpahan minyak yang mengganggu.
5. Membuat sistem ruang gerak karyawan cukup lebar dan tidak
menghambat kegiatan karyawan.
6. Meletakkan jalur perpipaan berada di atas permukaan tanah atau pada atap lantai pertama kalau di dalam gedung atau setinggi 4,5 meter bila di luar gedung agar tidak menghalangi kendaraan yang lewat.
7. Meletakkan alat sedemikian rupa sehingga para operator dapat bekerja dengan tenang dan tidak akan menyulitkan apabila ada perbaikan atau pembongkaran.
8. Memberikan tutup pelindung pada alat–alat yang bergerak atau berputar untuk menghindari terjadinya kecelakaan kerja.
9. Menyediakan peralatan pemadam kebakaran yang dilengkapi dengan
pompa-pompa hidran pada tiap jarak tertentu
2. Keselamatan Kerja Terhadap Listrik
Usaha-usaha yang dapat dilakukan untuk menjaga keselamatan kerja terhadap listrik, antara lain:
1. Memasang sekring pemutus arus listrik otomatis pada setiap instalasi dan peralatan listrik dan merancang secara terpadu dengan tata letak pabrik untuk menjaga keselamatan kerja dan kemudahan jika harus dilakukan perbaikan.
2. Memasang papan tanda larangan yang jelas pada daerah sumber tegangan tinggi.
3. Menempatkan motor-motor listrik pada tempat yang tidak mengganggu
lalu lintas pekerja.
4. Mengisolasi kawat hantaran listrik yang sesuai dengan keperluan.
Khususnya kabel listrik yang berdekatan dengan alat-alat yang bekerja pada suhu tinggi.
5. Memasang penangkal petir yang dibumikan pada setiap peralatan atau
bangunan yang menjulang tinggi.
3. Pencegahan Terhadap Gangguan Kesehatan
1. Mewajibkan setiap karyawan untuk memakai pakaian kerja selama berada di dalam lokasi pabrik.
2. Mewajibkan karyawan memakai sarung tangan karet serta penutup hidung dan mulut saat menangani bahan-bahan kimia yang berbahaya.
3. Mewajibkan karyawan memakai pelindung telinga pada saat bekerja di
tempat alat yang bersuara tinggi seperti boiler dan generator. 4. Menyediakan poliklinik yang memadai di lokasi pabrik.
4. Peralatan Perlindungan Diri
1. Pakaian kerja, masker, sarung tangan, dan sepatu pengaman khusus bagi karyawan yang bekerja berhubungan dengan bahan kimia, misalnya pekerja di laboratorium.
2. Helm, sepatu pengaman khusus, dan pelindung mata, bagi karyawan yang bekerja di bagian alat-alat berat, seperti penutup telinga bagi karyawan bagian boiler, kamar listrik (generator).
5. Kesadaran dan Pengetahuan yang Memadai bagi Karyawan
Salah satu faktor yang penting sebagai usaha menjamin keselamatan kerja adalah dengan menumbuhkan dan meningkatkan kesadaran karyawan akan pentingnya usaha menjamin keselamatan kerja. Usaha-usaha yang dapat dilakukan antara lain:
1. Melakukan pelatihan secara berkala bagi karyawan.
2. Membuat peraturan tata cara dengan pengawasan yang baik dan memberi sanksi bagi karyawan yang tidak disiplin.
3. Membekali karyawan dengan keterampilan menggunakan peralatan secara benar dan cara-cara mengatasi kecelakaan kerja.
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai– nilai disiplin bagi para karyawan yaitu:
1. Mengikuti pedoman–pedoman yang sesuai dalam bertugas.
2. Mematuhi setiap peraturan dan ketentuan yang ada.
3. Memiliki keterampilan untuk mengatasi kecelakaan dengan menggunakan peralatan yang ada.
4. Melaporkan dengan segera setiap kecelakaan atau kejadian yang
merugikan pada atasan.
5. Mengingatkan antara karyawan akan perbuatan yang dapat menimbulkan
bahaya.
6. Mengontrol secara periodik terhadap alat instalasi pabrik oleh petugas
BAB VII
UTILITAS
Utilitas dalam suatu pabrik adalah sarana penunjang utama di dalam
kelancaran proses produksi. Agar proses produksi tersebut dapat terus
berkesinambungan, haruslah didukung oleh sarana dan prasarana utilitas yang baik.
Sarana utilitas yang terdapat pada Pra Rancangan Pabrik Pembuatan Olein dan
Stearin ini adalah :
1. Kebutuhan uap (steam) 2. Kebutuhan air
3. Kebutuhan bahan kimia
4. Kebutuhan bahan bakar
5. Kebutuhan listrik
7.1 Kebutuhan Uap (Steam)
Dari perhitungan neraca panas diketahui kebutuhan steam adalah:
Tangki RBDPO = 1.824,776272 kg/jam
Heat Exchanger = 990,8968491 kg/jam
Bak penampung Stearin = 1.319,209kg/jam + Total = 4.134,882 kg/jam
Tambahan untuk faktor keamanan diambil 30 % maka:
Total uap yang harus dihasilkan = 1,3 x 4.134,882 = 5.375,3466 kg/jam
7.2 Kebutuhan Air
Kebutuhan air dalam suatu pabrik meliputi kebutuhan air dalam suatu pabrik
meliputi air pendingin, air umpan ketel, air domestik, dan air tambahan untuk
7.2.1 Kebutuhan air pendingin
Air pendingin dibutuhkan pada tangki kristalisasi dengan sumber air dari water cooling tower dan chiller.
a. Water Cooling Tower
Water cooling tower dapat mendinginkan air dengan menggunakan udara dimana suhu keluar 24 oC. Air yang telah digunakan sebagai pendingin dapat
dipergunakan kembali setelah didinginkan pada water cooling tower, dengan menganggap adanya kehilangan air selama proses sirkulasi, sehingga dibutuhkan
penambahan air sebanyak:
Wm = We + Wd + Wb (Perry, 1999)
We = 0,00085 Wc (T1-T2)
1 S
We Wb
Dimana:
Wm = Air segar yang harus ditambahkan (m3/jam)
We = Air yang hilang akibat penguapan (m3/jam)
Wb = Air yang terhembus (m3/jam)
Wd = Air yang hilang sepanjang aliran (m3/jam)
= 0,1 – 0,2 %, diambil 0,2 %
Wc = Kebutuhan air pendingin (m3/jam)
T1 = Temperatur masuk = 380C
T2 = Temperatur keluar = 240C
S = Perbandingan antara padatan terlarut dengan air yang ditambahkan
adalah 3 sampai 5 (diambil S = 5 )
ρair = 1000 kg/m3
Laju volumetrik air pendingin :
m = 90.077,45643 kg/jam
jam m 077 , 90 1000
43 90.077,456
Wc 3
We = 0,00085 x 90,077x (38 – 24) = 1,071 m3/jam
m 0,264 1,071
Diambil 0,2 %
Wd = 0,002 x 90,077 = 0,180 m3/jam
Jumlah air tambahan yang dibutuhkan untuk air pendingin dari WCT:
= 1,071+ 0,264 + 0,180 = 1,518 m3/jam
= 1.518 kg/jam
Jumlah air pendingin yang digunakan kembali:
= 90.077,45643 – 1.518
= 88.559,456 kg/jam
b. Chiller
Chiller dapat mendinginkan air hingga 10-11 oC dengan menggunakan
referigerant. Referigerant yang digunakan adalah amoniak (NH3).
Dari neraca panas diperoleh laju masa air pendingin dari chiller adalah: 115.908,4316 kg/jam. Diperkirakan air tambahan 5 % maka:
Air tambahan untuk chiller = 0,05 x 115.908,4316 kg/jam
= 5.795,421 kg/jam
7.2.2 Air umpan ketel
Diperkirakan 80% kondensat dapat digunakan kembali maka:
- Kondensat yang digunakan kembali = 80% x 5.375,3466 = 4300 kg/jam
- Kebutuhan air tambahan untuk ketel = 20% x 5.375,3466 = 1.075,068 kg/jam
7.2.3 Air domestik
Kebutuhan air domestik meliputi kebutuhan air rumah tangga, kantin, dan lain
sebagainya. Kebutuhan air untuk masyarakat industri diperkirakan 10 l/jam tiap
orang. Jumlah karyawan 75 orang dan ρ air = 1000 kg/m3 = 1 kg/l, maka total air
kebutuhan domestik adalah:
= 75 x 10 l/jam = 750 l/jam x 1 kg/l
7.2.4 Air tambahan
Kebutuhan air tambahan untuk keperluan lain-lain (laboratorium, pencucian
peralatan, dan lain sebagainya) diperkirakan 6 % dari total kebutuhan air.
= 6 % (1.518 + 5.795,4 + 1.075,068 + 750)
= 548,3 kg/jam
Jadi kebutuhan total air tambahan adalah:
= 1.518 + 5.795,4+ 1.075,068 + 750 + 548,3
= 9.683,63 kg/jam
7.3 Unit Pengolahan Air
Sumber air pada pabrik ini berasal dari air sumur bor. Kualitas air sumur bor
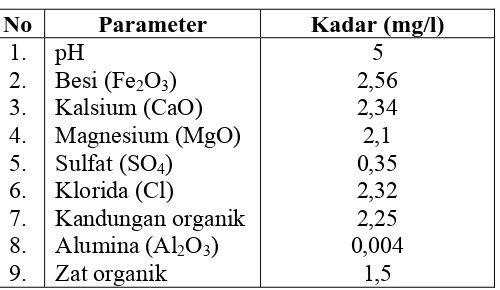
[image:45.595.190.440.394.539.2]kawasan Besitang dapat dilihat pada Tabel 7.1.
Tabel.7.1: Mutu Air Sumur Bor Besitang
No Parameter Kadar (mg/l)
1. 2. 3. 4. 5. 6. 7. 8. 9.
pH
Besi (Fe2O3)
Kalsium (CaO) Magnesium (MgO) Sulfat (SO4)
Klorida (Cl)
Kandungan organik Alumina (Al2O3)
Zat organik
5 2,56 2,34 2,1 0,35 2,32 2,25 0,004
1,5
Sumber : Laporan air minum Kabupaten Langkat, Sumut, 2002
Untuk menjamin kelangsungan penyediaan air, maka dibangun fasilitas
penampungan air (water intake) yang juga merupakan pengolahan awal air sumur bor.
Pengolahan ini meliputi penyaringan kotoran-kotoran yang ada pada air.
Selanjutnya dilakukan pengolahan agar dapat digunakan untuk keperluan pabrik
1. Pengendapan
Pada bak penampungan partikel-partikel padat yang berdiameter besar akan
mengendap secara gravitasi. Ukuran partikel yang mengendap ini berkisar antara
10 mikron hingga 10 milimeter.
2. Klarifikasi
Klarifikasi merupakan proses penghilangan kekeruhan di dalam air. Air dari
bak penampungan dialirkan ke dalam clarifier bersamaan dengan larutan alum (Al2(SO4)3) dan soda abu (Na2CO3), dimana alum berfungsi sebagai koagulan
dan soda abu sebagai bahan pembantu untuk mempercepat pengendapan dan
menetralkan pH.
Setelah pencampuran dan sambil dilakukan pengadukan, maka akan
terbentuk flok-flok yang akan mengendap ke dasar clarifier secara gravitasi. Sedangkan air jernih akan keluar melimpah (over flow) yang selanjutnya masuk ke dalam penyaring pasir (sand filter) untuk penyaringan.
Pemakaian alum dan soda abu umumnya hingga 50 ppm dan 27 ppm
terhadap jumlah air yang akan diolah (Nalco,1988).
Total kebutuhan air = 9.683,63 kg/jam
Al2(SO4)3 yang dibutuhkan = (50/106) x 9.683,63 = 0,484 kg/jam
Na2CO3 yang dibutuhkan = (27/106) x 9.683,63 = 0,261 kg/jam
3. Filtrasi
Filtrasi dilakukan untuk memisahkan flok dan koagulan yang masih terikut bersama air. Penyaring pasir (sand filter) yang digunakan terdiri dari 3 lapisan, yaitu :
- Lapisan I : terdiri dari pasir hijau setinggi 24 in = 60,96 cm
- Lapisan II : terdiri dari antrakit setinggi 12,5 in = 31,75 cm
- Lapisan III : terdiri dari batu grafel setinggi 7 in = 17,78 cm
wash). Dari penyaring (sand filter) ini, air dipompakan ke menara air sebelum didistribusikan untuk berbagai pemakaian.
Untuk air umpan ketel masih diperlukan pengolahan air lebih lanjut, yaitu
demineralisasi dan deaerasi. Untuk memenuhi standar air domestik diperlukan klor sebagai desinfektant untuk membunuh kuman di dalam air. Klor yang digunakan biasanya dalam bentuk kaporit, Ca(ClO2).
4. Pengolahan air domestik
Kebutuhan air domestik = 750 kg/jam
Kaporit yang digunakan direncanakan mengandung klorin 30 %
Kebutuhan klorin = 2 ppm dari berat air (Nalco, 1988) Kebutuhan kaporit = (2 x 750) / (0,3 x1000.000)
= 0,005 kg/jam = 0,12 kg/hari
5. Demineralisasi air umpan ketel
Air untuk umpan ketel harus murni dan bebas dari garam-garam terlarut.
Untuk itu perlu dilakukan proses demineralisasi. Alat demineralisasi dibagi atas:
a. Penukar Kation (Cation Exchanger)
Penukar kation berfungsi untuk mengikat logam-logam alkali dan
mengurangi kesadahan air yang digunakan. Proses yang terjadi adalah pertukaran
antara kation Ca, Mg dan kation lain yang larut dalam air dengan kation dari
resin. Resin yang digunakan bermerek Daulite C-20. Reaksi yang terjadi:
2H+R + Ca2+ → Ca2+R2 + 2H+
2H+R + Mg2+→ Mg2+R2 + 2H+
Untuk regenerasi dipakai H2SO4 berlebih dengan reaksi:
Ca2+R2 + 2 H2SO4→ CaSO4 + 2H+R
Perhitungan Kesadahan Kation
Dari Tabel 7.1 di atas diketahui bahwa air sumur bor Besitang mengandung Ca2+,
Mg2+, dan Fe3+ masing-masing dengan kadar 2,34 mg/l, 2,1 mg/l, dan 2,56 mg/l.
Kebutuhan air yang akan diolah = 1.075,068 kg/jam
Total kesadahan kation = 2,34 + 2,1 + 2,56 = 7 mg/l
Densitas air = 1000 kg/m3
Volume =
menit galon 73 , 4 jam m ,075 1 1000 1.075,068
ρ
m 3
1 mg/l =
galon grain 17,1
1
Total muatan = kgrain
1000 1 x menit galon ,73 4 x galon 17,1
grain 7
= 0,0019 kgrain/menit = 2,78 kgrain/hari
Digunakan ion exchanger 1 unit dengan service flow maksimum 19 galon/menit. Dari Tabel 12 Nalco (1988), diperoleh data sebagai berikut:
Diameter tangki : 1 ft
Luas permukaan, A : 0,7854 ft2
Resin yang digunakan adalah Daulite C – 20, dengan nilai EC (Exchanger Capacity, yaitu kemampuan penukar ion untuk menukar ion yang ada pada air yang melaluinya) = 17 kgrain/ft3 (Nalco, 1988).
Kebutuhan resin = 0,16ft /hari
kgrain/ft 17
i kgrain/har 78
,
2 3
3
Tinggi yang dapat ditempati oleh resin
ft 0,20 7854
, 0
0,16 permukaan
luas
resin kebutuhan
h
Faktor kelonggaran diambil 80%, maka tinggi resin
h = 1,8 x 0,20 = 0,37 ft
Regenerasi
Volume resin, V = h x A = 2,5 x 0,7854 = 1,9635 ft3
Siklus regenerasi, t
2,78 17 x 1,9635 muatan
total
resin kapasitas x
resin volume
= 12 hari
Sebagai regeneran digunakan H2SO4, dimana pemakaiannya sebanyak 8 lb
H2SO4/ft3 untuk setiap regenerasi (Nalco, 1988)
Kebutuhan H2SO4 =
resin kapasitas
regenerasi kapasitas
x muatan Total
=
3
3 4 2
ft kgrain 17
ft SO H lb 8 x hari kgrain 78 , 2
= 1,30
hari regenerasi 12
1 x regenerasi
lb
= 0,10 lb/hari
= 0,049 kg/hari
b. Penukar Anion (Anion Exchanger)
Penukar anion berfungsi untuk menukar anion yang terdapat dalam air
dengan ion hidroksida dari resin. Resin yang digunakan bermerek R-Dowex.
Reaksi yang terjadi:
2ROH + SO42- → R2SO4 + 2OH
ROH + Cl- → RCl + OH
-Untuk regenerasi dipakai larutan NaOH dengan reaksi:
R2SO4 + 2NaOH → Na2SO4 + 2ROH
RCl + NaOH → NaCl + ROH
Perhitungan Kesadahan Anion
Dari Tabel 7.1 diketahui air sumur bor Besitang mengandung SO42- dan Cl
-masing-masing dengan kadar 0,35 mg/l dan 2,32 mg/l.
Kebutuhan air yang akan diolah = 1.075,068 kg/jam
Total kesadahan anion = 0,35 + 2,32 = 2,67 mg/l
Volume = menit galon 73 , 4 jam m ,07 1 1000 1.075,068 ρ m 3
1 mg/l =
galon grain 17,1
1
Total muatan = kgrain
1000 1 x menit galon 73 , 4 x galon 17,1 grain 2,67
= 0,0007 kgrain/menit = 1 kgrain/hari
Digunakan ion exchanger 1 unit dengan service flow maksimum 19 galon/menit. Dari Tabel 12 Nalco (1988), diperoleh data sebagai berikut:
Diameter tangki : 1 ft
Luas permukaan, A : 0,7854 ft2
Resin yang digunakan adalah R-Dowex, dengan nilai EC (Exchanger Capacity, yaitu kemampuan penukar ion untuk menukar ion yang ada pada air yang melaluinya) = 12 kgrain/ft3 (Nalco, 1988).
Kebutuhan resin = 0,085ft /hari
kgrain/ft 12 i kgrain/har 1 3 3
Tinggi yang dapat ditempati oleh resin
ft 0,10 0,7854 8 0 0, Permukaan Luas resin Kabutuhan
h
Faktor kelonggaran diambil 80%, maka tinggi resin
h = 1,8 x 0,10 = 0,18 ft
Tinggi minimum resin = 2,5 ft
Regenerasi
Volume resin, V = h x A = 2,5 x 0,7854 = 1,9635 ft3
Siklus regenerasi, t
1 12 x 9635 , 1 muatan total resin kapasitas x resin Volume
= 23,56 hari
Sebagai regeneran digunakan NaOH, dimana pemakaiannya sebanyak 5 lb
Kebutuhan NaOH =
resin kapasitas
regenerasi kapasitas
x muatan Total
=
3
3
ft kgrain 12
ft NaOH lb
5 x hari kgrain 1
= 0,41
hari regenerasi 23,56
1 x regenerasi
lb
= 0,017 lb/hari
= 0.007 kg/hari
6. Deaerasi
Deaerator berfungsi untuk memanaskan air yang keluar dari alat penukar ion (ion exchanger) sebelum dikirim sebagai air umpan ketel. Air hasil
demineralisasi dikumpulkan pada tangki umpan ketel sebelum dipompakan ke
deaerator. Pada deaerator ini, air dipanaskan hingga 90oC supaya gas-gas yang terlarut dalam air, seperti O2 dan CO2 dapat dihilangkan, sebab gas-gas tersebut
dapat menyebabkan korosi. Pemanasan ini juga berfungsi untuk mencegah
perbedaan suhu yang besar antara air umpan dengan suhu di dalam ketel
sehingga beban ketel dapat dikurangi.
7.3 Kebutuhan Bahan Kimia
Kebutuhan bahan kimia adalah sebagai berikut:
1. Al2(SO4)3 = 11,616 kg/hari
2. Na2CO3 = 6,264 kg/hari
3. Kaporit = 0,12 kg/hari
4. H2SO4 = 0,049 kg/hari
7.4 Kebutuhan Listrik
Perincian kebutuhan listrik diperkirakan sebagai berikut:
1. Unit Proses = 38,75 Hp
2. Unit Utilitas = 66,25 Hp
3. Ruang kontrol dan laboratorium = 20 Hp
4. Penerangan dan kantor = 20 Hp
Total kebutuhan listrik = 145 Hp
Untuk cadangan diambil 20 %, maka :
Listrik yang dibutuhkan = 1,2 x 145 Hp = 174 Hp
= 174 Hp x 0,7457 kW/Hp = 129,75 kW
Untuk memenuhi kebutuhan listrik pada power plant digunakan 3 unit diesel engine generating set (2 operasi dan 1 stand-by).
Effisiensi generator = 75% (Pande, 1985)
=
75 , 0
75 ,
129 kW
= 173 kW
7.5 Kebutuhan Bahan Bakar
Bahan bakar yang digunakan untuk ketel uap dan pembangkit tenaga listrik
dan furnace adalah minyak solar (minyak solar mempunyai nilai bahan bakar tinggi). Keperluan bahan bakar :
1 Bahan bakar generator
Kebutuhan total listrik = 173 kW
1 kW = 860,4 kkal/jam
Nilai kalor solar = 10.220 kkal/kg (Perry, 1999)
Densitas bahan bakar solar = 0,89 kg/ltr (Perry, 1999)
Daya generator dihasilkan = 173 kW x 860,4 kkal/jam = 148.849,2 kkal/jam
Jumlah bahan bakar =
kkal/ltr 10.220
kkal/jam 2
, 849 . 148
= 14,56 ltr/jam
2 Ketel Uap
Total steam yang dihasilkan = 5.375,3466 kg/jam Entalpi steam, Hs (1800C, 2 atm) = 2.828,6 kJ/kg
Kondensat digunakan, Mc = 3.143,985 kg/jam
Entalpi kondensat, Hc(100o C) = 419 kJ/kg
Kondensat digunakan, Md = 990,89 kg/jam
Entalpi kondensat, Hd(110o C) = 462 kJ/kg
Air umpan segar, Mf = 1.075,068 kg/hari
Entalpi air umpan, Hf (90o C) = 376,9 kJ/kg
Entalpi umpan ketel, Hb =
068 , 075 . 1 985 , 143 . 3 89 , 990 ) 9 , 376 068 , 075 . 1 ( ) 419 985 , 143 . 3 ( ) 462 89 , 990 (
x x
x
= 418,49 kJ/kg
Panas yang dibutuhkan = Qs (Hs - Hb)
= 5.375,3466 (2.828,6 – 418,49)
= 12.955.176,59 kJ/jam
Efisiensi alat = 85 %
Total kebutuhan panas =
85 , 0 jam kJ 59 , 176 . 955 . 12
= 15.241.384,23 kJ/jam
= 3.642.778,25 kkal/jam
Digunakan bahan bakar minyak solar
Nilai kalor bakar = 10.220 kal/kg (Perry, 1999)
Jumlah solar yang digunakan =
kkal/kg 10.220 kkal/jam 25 , 778 . 642 . 3
= 356,43 kg/jam
Densitas solar = 0,89 kg/ltr
Volume solar yang digunakan = 356,43/ 0,89
= 400 ltr/jam
7.6 Unit Pengolahan Limbah
Limbah dari suatu pabrik harus diolah sebelum dibuang ke badan air atau
atmosfer, karena limbah tersebut mengdanung bermacam-macam zat yang dapat
membahayakan alam sekitar maupun menusia itu sendiri. Demi kelestarian
lingkungan hidup, maka setiap pabrik harus mempunyai unit pengolahan limbah.
Limbah cair yang berasal dari pabrik meliputi:
1. Limbah cair hasil pencucian peralatan pabrik.
Limbah ini diperkirakan mengandung kerak dan kotoran-kotoran yang melekat
pada peralatan pabrik.
2. Limbah domestik
Limbah ini mengandung bahan organik sisa pencernaan yang berasal dari kamar
mandi di lokasi pabrik, serta limbah dari kantin berupa limbah padat dan limbah
cair
3. Limbah laboratorium
Limbah yang berasal dari laboratorium ini mengandung bahan-bahan kimia yang
digunakan untuk menganalisa mutu bahan baku yang dipergunakan dan mutu
produk yang dihasilkan, serta yang dipergunakan untuk penelitian dan
pengembangan proses.
Diperkirakan jumlah air buangan pabrik:
Buangan domestik
Diperkirakan air buangan tiap orang = 3 ltr/jam
Jumlah pekerja = 75 orang
Total air buangan domestik = 75 x 3 = 225 ltr/jam
Laboratorium diperkirakan = 624,829 kg/jam
Total air buangan = 225 + 461,125
= 686,125 ltr/jam x 24 jam/hari
= 3
ltr/m 1000
hari ltr 467 . 16
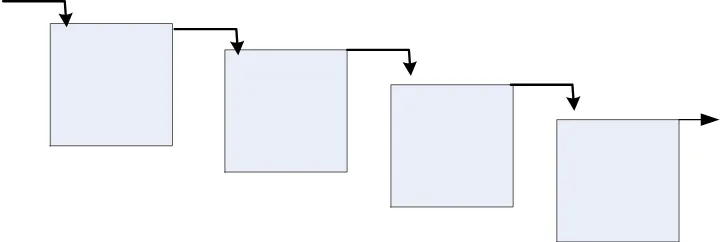
Pengolahan limbah cair pada pabrik pembuatan olein dan stearin ini direncanakan melalui bak penampung, bak pengendapan, dan bak penetralan dengan
[image:55.595.125.485.169.290.2]proses sebagai berikut:
Gambar 7.1 Proses pengolahan limbah
Keterangan:
BP 1 : Bak penampung
BP 2 : Bak pengendapan
BP 3 : Bak penentralan
BP 4 : Pengolahan dengan lumpur aktif
7.7 Spesifikasi Peralatan Utilitas 1. Bak Pengendapan (BP201)
Fungsi : Menampung dan mengendapkan kotoran terbawa dari air
tanah.
Bentuk : Bak dengan permukanan persegi panjang
Bahan Konstruksi : Beton kedap air
Jumlah : 3 Unit
Volume : 23,240 m3
Panjang : 4,711 m
Lebar : 3,14 m
2. Tangki Alumunium Sulfat (T201)
Fungsi : Membuat larutan alumunium sulfat
Bentuk : Silinder tegak, alas datar dan tutup ellipsoidal
Bahan Konstruksi : Stainless Steel
Jumlah : 1 Unit
Suhu : 300C
Volume : 1,022 m3
Diameter : 1,086 m
Tinggi : 1,709 m
Tebal plat : 3/16 in
Jenis pengaduk : Flat six-blade open turbine
Diameter Impeller : 0,362 m Kecepatan pengadukan : 1 rps
Daya pengadukan : 1 Hp
3. Tangki Natrium Karbonat (T202)
Fungsi : Membuat larutan natrium karbonat
Bentuk : Silinder tegak, alas datar dan tutup ellipsoidal
Bahan Konstruksi : Stainless Steel
Jumlah : 1 Unit
Suhu : 300C
Volume : 0,768 m3
Diameter : 1,322 m
Tinggi : 2,203 m
Tebal plat : 3/16 in
Jenis pengaduk : Flat six-blade open turbine
Diameter Impeller : 0,440 m Kecepatan pengadukan : 1 rps
4. Clarifier (CL201)
Fungsi : Memisahkan endapan yang terbentuk karena penambahan
alum dan soda abu.
Bahan Konstruksi : Carbon Steel SA-53 Grade B
Jumlah : 2 Unit
Suhu : 300C
Volume : 9,684 m3
Diameter : 6,232 m
Tinggi : 6,232 m
Waktu pengendapan : 0,783 jam
Tebal plat : 3/8 in
Jenis pengaduk : Flat six-blade open turbine
Daya pengadukan : 2,5 Hp
5. Sand Filter (SF201)
Fungsi : Menyaring air yang berasal dari clarifier
Bentuk : Silinder tegak, alas dan tutup ellipsoidal
Bahan Konstruksi : Carbon Steel SA-53 Grade B
Jumlah : 2 Unit
Suhu : 30 0C
Volume : 2,90 m3
Diameter : 1,16 m
Tinggi : 3,78 m
Tebal plat : 3/16 in
6. Menara Air (MA201)
Fungsi : Mendistribusikan air untuk berbagai keperluan
Bentuk : Silinder tegak, alas dan tutup datar
Bahan Konstruksi : Carbon Steel SA-53 Grade B
Jumlah : 1 Unit
Suhu : 300C
Diameter : 2,455 m
Tinggi : 2,716 m
Tebal plat : 1/4 in
7. Penukar Kation (CE201)
Fungsi : Mengurangi kesadahan air
Bentuk : Silinder tegak, alas dan tutup ellipsoidal
Bahan Konstruksi : Plate steel SA-167, grade 304
Jumlah : 1 Unit
Suhu : 300C