LAPORAN PENELITIAN
“APLIKASI JARINGAN PETRI PADA PEMBUATAN HIDRANT PILAR DUA (TWO WAY HIDRANT) MODEL H-14 AP DI PT. KARYA PADUYASA
LEBAKSIU KABUPATEN TEGAL”
Oleh:
1. Saufik Luthfianto, S.T (KETUA) 2. Drs. Suwandono, M.Pd (ANGGOTA) 3. Siswiyanti, S.T (ANGGOTA)
FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS PANCASAKTI TEGAL
HALAMAN PENGESAHAN
1. a. Judul Penelitian : Aplikasi Jaringan Petri Pada Pembuatan
Hidrant Pilar Dua (Two Way Hidrant) Model H-14 AP Di PT. Karya Paduyasa Lebaksiu Tegal b. Bidang Ilmu : Teknologi (Teknik Industri)
c. Kategori Penelitian : Pengembangan Ilmu Pengetahuan 2. Ketua Peneliti :
a. Nama : Saufik Luthfianto, S.T. b. Jenis Kelamin : Laki-laki
c. Gol. Pangkat dan NIPY : Penata Muda C 1/III A / 18752531981 d. Jabatan Fungsional : Asisten Ahli
e. Jabatan Struktural : Kepala Laboratorium
f. Fakultas/Program Studi : Teknologi Industri/Teknik Industri g. Pusat Penelitian : Universitas Pancasakti Tegal 3. Alamat Ketua Peneliti :
a. Alamat Kantor : Jl. Halmahera Km.1 Tegal Telp. (0283)342519 / Faxs. (0283)342519
b. Alamat Rumah : Perumahan Kaligelang Permai P5 Taman Pemalang
4. Jumlah Anggota Peneliti : 2 orang
a. Nama Anggota Peneliti I : Drs. Suwandono, M.Pd. b. Nama Anggota Peneliti II : Siswiyanti, S.T.
5. Lokasi Penelitian : PT. Karya Paduyasa Lebaksiu Tegal 6. Kerjasama Dengan Institusi Lain
a. Nama Institusi : -
b. Alamat : -
c. Telepon/Faxs/e-mail : - 7. Lama Penelitian : 8 bulan 8. Biaya yang Diperlukan :
a. Sumber dari UPS Tegal : Rp. 1.900.000
Tegal, Juli 2009
Mengetahui, Ketua Peneliti,
Dekan Fakultas Teknologi Industri
(Drs. Suwandono, M.Pd.) (Saufik Luthfianto, S.T.)
NIPY. 5501061958 NIPY. 18752531981
Menyetujui, Ketua Lembaga Penelitian
(Siswanto, S.H, M.H.) NIP. 131996651
ABSTRAK
PT. Karya Paduyasa berdiri pada tanggal 8 April 1964 dengan nama “Karya Yasa”, pada awal berdiri bergerak dibidang pembuatan mesin-mesin tekstil, rekayasa mesin pengolah makanan (mesin soun, mesin bihun, mesin mie) dengan tenaga 6 orang dan saat ini PT. Karya Paduyasa merupakan sebuah perusahaan yang memproduksi Hidrant yang sedang berusaha meningkatkan produknya melalui pengurangan waktu menganggur pada mesin produksinya. Oleh karena itu perlu diperhatikan tentang penjadwalan mesin yang merupakan salah satu komponen utama dalam meningkatkan produktivitas kerja perusahaan. Berdasarkan pertimbangan diatas maka kami dari Fakultas Teknologi Industri Universitas Pancasakti Tegal ingin melakukan penelitian yang bertujuan mengetahui waktu menganggur mesin dan produktivitas dari mesin tersebut. Hal ini juga akan sangat bermanfaat bagi perusahaan sebagai pertimbangan menjadwalkan mesin pada produk hidrant pilar dua. Dalam melakukan penelitian ini, penulis menggunakan metode penjadwalan mesin dengan jaringan petri, metode ini akan diketahui waktu siklus sirkuit yaitu setiap produk diketahui jumlah waktu dalam proses produksinya, kemudian waktu siklus mesin yaitu setiap mesin diketahui jumlah waktunya dalam menghasilkan produk dengan mengakumulasi jumlah waktu membuat produk, dengan begitu kita dapat mengetahui mesin tersibuk dalam proses produksi dan berapa jumlah jeton minimum setiap sirkuit proses produk. Dalam penelitian ini dihasilkan Waktu siklus fabrikasi maksimum adalah pada pembuatan produk 1 yaitu sebesar 96,4 menit, Waktu periode selama pembuatan produk adalah 131,29 menit, dan Produktivitas maksimum dari pembuatan hydrant pilar dua adalah sebesar 10,94 unit / hari
KATA PENGANTAR
Syukur Alhamdulillah penulis panjatkan ke-hadirat Allah SWT yang telah menlimpahkan rahmat dan hidayahNya sehingga penulis dapat menyelesaikan penyusunan laporan penelitian ini
Dalam penyusunan laporan ini penulis menganalisis Aplikasi Jaringan Petri Pada Pembuatan Hidrant Pilar Dua Di PT. Karya Paduyasa Lebaksiu Tegal
Dalam kesempatan ini pula penulis ingin menyampaikan ucapan terima kasih atas dukungan dan bantuan yang diberikan selama proses penyusunan laporan ini , penulis ingin menyampaikan rasa terima kasih yang sebesar-besarnya kepada:
1. Prof. Dr. Tri Jaka Kartana, M.Si selaku Rektor Universitas Pancasakti Tegal
2. Siswanto, S.H, M.H selaku Kepala Lembaga Penelitian dan Pengembangan Universitas Pncasakti Tegal
3. Drs. Suwandono, M.Pd selaku Dekan Fakultas Teknologi Industri 4. Direktur PT. Karya Paduyasa Lebaksiu Kabupaten Tegal
5. Bu Eni selaku Manajer PT. Karya Paduyasa Lebaksiu Kabupaten Tegal 6. Rekan-rekan tim peneliti, terima kasih sumbangsih pemikirannya 7. Rekan-rekan dosen FTI UPS Tegal
8. Mahasiswa Teknik dan Manajemen Industri semester IV angkatan tahun2008 9. Semua pihak yang tidak bisa penulis sebutkan satu per satu
Penulis berharap semoga laporan penelitian ini dapat bermanfaat bagi para pembaca. Penulis sangat berterima kasih atas saran dan kritik yang manbangun untuk dapat menciptakan karya-karya yang lebih kreaatif dan inovatif sebagai pengembangan Universitas Pancasakti dan Fakultas Teknologi Industri.
Tegal, Juli 2009
DAFTAR ISI
Abstrak ... i
Kata Pengantar ... ii
Daftar Isi ... iii
Daftar Tabel ... v Daftar Gambar ... vi BAB I PENDAHULUAN ... 1 1.1 Latar Belakang ... 1 1.2 Perumusan Masalah ... 2 1.3 Asumsi-asumsi ... 2 1.4 Batasan Masalah ... 3
BAB II TINJAUAN PUSTAKA ... 4
2.1 Pengertian Manajemen ... 4
2.2 Pengertian Produksi ... 5
2.3 Sistem Produksi ... 11
2.3.1 Siklus Sistem Produksi ... 14
2.3.2 Produktivitas ... 17
2.4 Penjadwalan Mesin ... 23
2.5 Penjadwalan Mesin dengan Metode Jaringan Petri ... 24
BAB III TUJUAN DAN MANFAAT PENELITIAN ... 27
3.1 Tujuan Penelitian ... 27
3.2 Manfaat Penelitian ... 27
BAB IV METODE PENELITIAN ... 29
4.1 Teknik Pengumpulan Data ... 31
4.2 Teknik Pengolahan Data ... 32
BAB V HASIL DAN PEMBAHASAN ... 37
5.1 Proses Operasi Produk ... 37
5.2 Model Awal Penjadwalan ... 38
5.3 Penyelesaian Job Schedulling ... 39
5.3.1 Menghitung µ(∂i) ... 39
5.3.2 Menghitung µ (Mj) ... 39
5.3.3 Mencari”the bottle neek machine” ... 40
5.3.4 Menghitung jumlah jeton minimum ... 40
5.3.5 Menghitung ddf setiap sirkuit produk ... 40
5.3.6 Model Penjadwalan vertical ... 47
5.3.7 Model Penjadwalan Horizontal ... 48
5.4 Analisis Produktivitas ... 50
5.4.1 Waktu Siklus Fabrikasi ... 50
5.4.2 Waktu Siklus Maksimum ... 50
5.4.3 Periode ... 51
5.4.4 Produktivitas Maksimum ... 51
BAB VI KESIMPULAN DAN SARAN ... 52
6.1 Kesimpulan ... 52
6.2 Saran ... 52 DAFTAR PUSTAKA
DAFTAR TABEL
Tabel 1.1 Contoh Keputusan dalam Produksi ... 14 Tabel 5.1 Degree de Fesability ... 49
DAFTAR GAMBAR
Gambar 2.1 Skema Sistem Produksi ... 6
Gambar 2.2 karakteristik umum Transformasi Produksi ... 8
Gambar 2.3 Siklus fabrikasi ... 15
Gambar 2.4 Siklus Penjadwalan ... 16
Gambar 2.5 Konsep Produktivitas ... 19
Gambar 4.1 Metode Penelitian ... 30
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah
Perkembangan dan kemajuan teknologi meningkat begitu pesat, banyak perusahaan yang memanfatkan hasil teknologi untuk meningkatkan produktivitas di perusahaannya. Produktivitas sering diartikan sebagai ukuran sampai sejauh mana sumber-sumber daya yang ada sebagai masukan sistem produksi dikelola sedemikian rupa untuk mencapai hasil atau keluaran pada tingkat kuantitas tertentu. Maka kerjasama yang baik antara pemimpin dan karyawan dapat tercapainya suatu sasaran atau tujuan perusahaan dimana akan meningkatkan produktivitas kerja dan produk yang dihasilkan.
PT. Karya Paduyasa berdiri pada tanggal 8 April 1964 dengan nama “Karya Yasa”, pada awal berdiri bergerak dibidang pembuatan mesin-mesin tekstil, rekayasa mesin pengolah makanan (mesin soun, mesin bihun, mesin mie) dengan tenaga 6 orang dan saat ini PT. Karya Paduyasa merupakan sebuah perusahaan yang memproduksi Hidrant yang sedang berusaha meningkatkan produknya melalui pengurangan waktu menganggur pada mesin produksinya. Oleh karena itu perlu diperhatikan tentang penjadwalan mesin yang merupakan salah satu komponen utama dalam meningkatkan produktivitas kerja perusahaan.
Penjadwalan mesin sangatlah penting bagi perusahaan yang ingin mengetahui besarnya waktu menganggur (idle time) mesin dalam memproduksi barang/produk, sehingga perusahaan dapat meminimalisir waktu menganggur suatu mesin produksi. Pada umumnya suatu perusahaan melakukan kegiatan produksinya berdasarkan
permintaan konsumen (job order) dan produksi massal (mass production) sehingga proses tersebut dapat menyebabkan mesin menjadi akan sulit untuk dijadwalkan.
Berdasarkan pertimbangan diatas maka kami dari Fakultas Teknologi Industri Universitas Pancasakti Tegal ingin melakukan penelitian yang bertujuan mengetahui waktu menganggur mesin dan produktivitas dari mesin tersebut. Hal ini juga akan sangat bermanfaat bagi perusahaan sebagai pertimbangan menjadwalkan mesin pada produk hidrant pilar dua.
1.2 Perumusan Masalah
Mengacu latar belakang masalah diatas, maka dapat dirumuskan permasalahan sebagai berikut:
“Bagaimana menjadwalkan mesin dengan metode jaringan petri untuk mengetahui produktivitas mesin”
Atas dasar rumusan masalah tersebut, maka peneliti mengambil judul:
“Aplikasi Jaringan Petri Pada Pembuatan Hidrant Pilar Dua Di PT. Karya Paduyasa Lebaksiu Tegal”
1.3 Asumsi-asumsi
Sedangkan untuk membantu dalam memecahkan permasalahan yang berkaitan dengan pengumpulan data, maka asumsi-asumsi yang ditetapkan yakni:
1. Penjadwalan produk dengan metode jaringan petri hanya diusulkan saja, dimana penjadwalan tersebut dianggap sudah mewakili semua alternatif.
2. Tidak ada kegiatan lain yang dapat menyela berjalannya proses produksi. 3. Waktu set-up mesin diabaikan.
4. Data yang diperoleh melalui data buku, observasi, dan wawancara dianggap absah dan dapat dipergunakan.
1.4 Batasan Masalah
Untuk menghindari meluasnya masalah, maka diperlukan suatu batasan masalah, adapun batasan masalahnya yaitu:
1. Penelitian ini dilakukan terhadap produk dari PT. Karya Paduyasa Lebaksiu Tegal. 2. Hanya menganalisa satu produk saja yaitu Hidrant Pilar Dua (Two Way Hidrant)
Model H-14 AP.
3. Tidak membahas masalah biaya per unit produk
4. Penelitian hanya dilakukan pada satu perusahaan saja yaitu PT. Karya Paduyasa Lebaksiu Tegal.
BAB II
TINJAUAN PUSTAKA
2.1 Pengertian Manajemen
Dalam mengartikan dan mendefinisikan manajemen ada berbagai macam, ada yang mengartikan dengan ketatalaksanaan, manajemen, manajemen pengurusan dan lain sebagainya. Bila dilihat dari literatur-literatur yang ada, pengertian manajemen dapat dilihat dari tiga pengertian:
1. Manajemen sebagai suatu proses.
2. Manaj em en sebagai s uatu k olek tivitas manusia 3. Manajemen sebagai ilmu (science) dan sebagai seni (art).
Manajemen sebagai suatu proses, melihat bagai mana cara orang untuk mencapai suatu tujuan yang telah ditetapkan terlebih dahulu. Pengertian manajemen sebagai suatu proses dapat dilihat dari pengertian menurut :
1. Encylopedia of The Social Science, yaitu suatu proses dimana pelaksanaan suatu tujuan tertentu dilaksanakan dan diawasi.
2. Haiman, manajemen yaitu fungsi untuk mencapai suatu tujuan melalui kegiatan orang lain, mengawasi usaha-usaha yang dilakukan individu untuk mencapai tujuan. 3. Georgy R. Terry, yaitu cara pencapaian tujuan yang telah ditentukan terlebih
dahulu dengan melalui kegiatan orang lain.
Manajemen suatu kolektivitas yaitu merupakan suatu kumpulan dari orang-orang yang bekerja sama untuk mencapai suatu tujuan bersama. Kolektivitas atau kumpulan orang-orang inilah yang disebut dengan manajemen, sedang orang yang
bertanggung jawab terhadap terlaksananya suatu tujuan atau berjalannya aktivitas manajemen disebut manajer.
Manajemen sebagai suatu ilmu dan seni, melihat bagaimana aktivitas manajemen dihubungkan dengan prinsip-prinsip dari manajemen. Pengertian manajemen sebagai suatu ilmu dan seni dari :
1. Chaster I Bernard dalam bukunya yang berjudul The function of the Executive, bahwa manajemen yaitu seni dan ilmu, juga Henry Fayol, Alfin Brown Harold, Koontz Cyril O'donnel dan Geroge R Terry.
2. Marry Parker Follett menyatakan bahwa manajemen sebagai seni dalam menyelesaikan pekerjaan melalui orang lain.
Dari definisi di atas dapat ditarik kesimpulan bahwa manajemen yaitu koordinasi semua sumber daya melalui proses perencanaan, pengorganisasian, penetapan tenaga kerja, pengarahan dan pengawasan untuk mencapai tujuan yang telah ditetapkan terlebih dahulu.
2.2 Pengertian Produksi
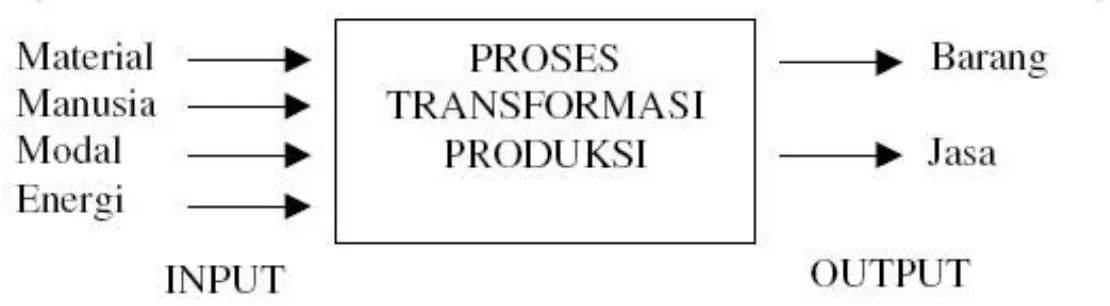
Pada masa lalu pengertian produksi hanya dikaitkan dengan unit usaha fabrikasi yaitu yang menghasilkan barang – barang nyata seperti mobil, perabot, semen dsb, namun pengertian produksi pada saat ini menjadi semakin meluas. Produksi sering diartikan sebagai aktivitas yang ditujukan untuk meningkatkan nilai masukan (input) menjadi keluaran (output). Dengan demikian maka kegiatan usaha jasa seperti dijumpai pada perusahaan angkutan, asuransi, bank, pos, telekomunikasi, dsb menjalankan juga kegiatan produksi. Secara skematis sistem produksi dapat digambarkan sbb:
Gambar 2.1.: Skema Sistem Produksi
Ada sekurang – kurangnya 4 perbedaan pokok antara usaha jasa dan usaha pabrikasi, yaitu :
a. Dalam unit usaha pabrikasi keluarannya merupakan barang real sehingga produktovitasnya akan lebih mudah diukur bila dibandingkan dengan unit usaha jasa yang keluarannya berupa pelayanan
b. Kualitas produk yang dihasilkan dari usaha pabrikasi lebih mudah ditentukan standarnya
c. Kontak langsung dengan konsumen tidak selalu terjadi pada usaha pabrikasi sedangkan pada usaha jasa kontak langsung dengan konsumen merupakan suatu yang tidak dapat dielakkan
d. Tidak akan dijumpai adanya persediaan akhir di dalam usaha jasa sedang dalam usaha pabrikasi adanya persediaan sesuatu yang sulit dihindarkan.
Secara garis besar transformasi produksi dapat diklasifikasikan :
a. Transformasi pabrikasi yaitu suatu transformasi yang bersifat diskrit dan menghasilkan produk nyata. Suatu transformasi dikatakan bersifat diskrit bila
antara suatu operasi dan operasi yang lain dapat dibedakan dengan jelas seperti dijumpai pada pabrik mobil.
b. Transformasi proses yaitu suatu transformasi yang bersifat continue dimana diantara operasi yang satu dengan operasi yang lain kurang dapat dibedakan secara nyata, seperti dijumpai pada pabrik pupuk dan semen.
c. Transformasi jasa yaitu suatu transformasi yang tidak mengubah secara fisik masukan menjadi keluaran; dalam hal ini secara fisik keluaran akan sama dengan masukan, namun transformasi jenis ini akan meningkatkan nilai masukannya, misalnya pada perusahaan angkutan. Sistem transformasi jasa sering disebut sebagai system operasi.
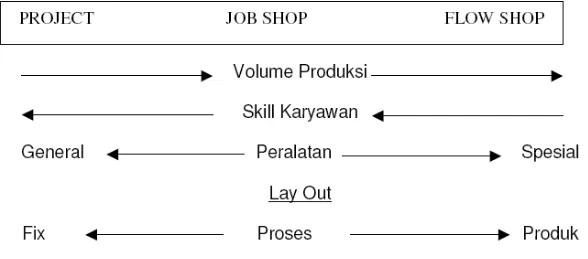
Ditinjau dari kedatangan konsumen dan jumlah yang diminta, transformasi produksi dapat dibedakan atas :
a. Job shop, transformasi produksi bekerja bila ada pesanan saja. Jumlah pesanan relatif tidak terlalu besar dan jenis produk yang dipesan tidak standar sesuai dengan permintaan konsumen
b. Flow shop, transformasi produksi akan selalu bekerja baik ada pesanan maupun tidak. Jumlah pesanan biasanya relatif besar dan jenis produksinya standar. Flow shop dapat dibedakan atas :
1. Flow line / batch 2. Assembly line 3. Continuous
c. Project, adalah bentuk spesial dari transformasi produksi dimana hanya ada satu atau beberapa pesanan yang spesifik dari konsumen.
Karakteristik umum dari ketiga jenis transformasi ini dapat dilihat pada gambar 2.2, berikut ini :
Gambar 2.2. Karakteristik umum transformasi produksi.
Dalam melakukan kegiatan produksi ada berbagai faktor yang harus dikelola yang sering disebut sebagai faktor – faktor produksi yaitu :
a. Material atau bahan
b. Mesin atau peralatan
c. Manusia atau karyawan
d. Modal atau uang
e. Manajemen yang akan memfungsionalisasikan keempat faktor yang lain.
Dengan demikian manajemen operasi berkaitan dengan pengelolaan faktor – faktor produksi sedemikian rupa sehingga keluaran (output) yang dihasilkan sesuai dengan permintaan konsumen baik kualitas, harga maupun waktu penyampaiannya. Sekilas telah disebutkan dari uraian di atas bahwa manajemen produksi operasi bertanggung jawab atas dihasilkannya keluaran (output) baik yang berupa produk maupun jasa yang sesuai dengan permintaan dan kebutuhan konsumen dengan kualitas yang baik dan
harga yang terjangkau serta disampaikan tepat pada waktunya. Bertitik tolak dari tanggung jawab ini maka ukuran kinerja suatu sistem operasi dapat diukur dari :
1. Ongkos Produksi
Bila dikaitkan dengan tujuan suatu sistem usaha, maka ukuran kinerja sering diukur dengan keuntungan yang dapat dicapai, namun seperti diuraikan diatas bahwa sistem produksi hanyalah salah satu dari sub sistem yang ada dalam suatu sistem usaha, sehingga untuk mengukur seberapa besar kontribusi sistem operasi di dalam pencapaian keuntungan bukanlah hal yang mudah. Oleh sebab itu untuk mengukur kinerja sistem produksi diambil ukuran waktu operasi tertentu (biasanya dalam waktu satu tahun)
Ongkos produksi ini meliputi semua biaya yang dikeluarkan untuk menghasilkan produk / jasa ketangan konsumen. Dengan ongkos produksi yang murah diharapkan bahwa produk / jasa dapat dipasarkan dengan harga yang dapat dijangkau oleh konsumen
2. Kualitas Produk / Jasa.
Kenyataan menunjukan bahwa konsumen tidak hanya memilih produk/jasa yang harganya murah namun juga produk/jasa yang berkualitas, oleh sebab itu baik buruknya suatu sistem produksi juga diukur dari kualitas produk/jasa yang dihasilkan. Ukuran kualitas produk yang dimaksudkan disini tentunya yang disesuaikan dengan selera konsumen bukan ukuran kualitas secara teknologi semata 3. Tingkat Pelayanan
Bagi konsumen untuk menilai baik buruknya suatu sistem produksi / operasi lebih dinilai dari pelayanan yang dapat diberikan oleh system produksi kepada konsumen itu sendiri. Berbicara mengenai tingkat pelayanan (service level)
merupakan ukuran yang tidak mudah untuk diukur, sebab banyak dipengaruhi oleh faktor – faktor kualitatif, walaupun demikian beberapa ukuran obyektif yang sering digunakan antara lain :
a. Ketersediaan (availability) dan kemudahan untuk mendapatkan produk / jasa. b. Kecepatan pelayanan baik yang berkaitan dengan waktu pengiriman (delivery
time) maupun waktu pemrosesan (processing time)
Agar dapat dicapai kinerja sistem operasi diatas maka seorang manajer produksi / operasi dituntut untuk mempunyai sedikitnya dua kompetensi, yaitu
a. Kompetensi Teknikal, yaitu kompetensi yang berkaitan dengan pemahaman atas teknologi proses produksi dan pengetahuan atas jenis – jenis pekerjaan yang harus dikelola. Tanpa memiliki kompetensi teknikal ini maka seorang manajer produksi / operasi tidak akan mengerti apa yang sebenarnya harus diperbuat b. Kompetensi Manajerial, yaitu kompetensi yang berkaitan dengan pengetahuan
yang berkaitan dengan pengelolaan sumber – sumber daya (faktor – faktor produksi) serta kemampuan untuk bekerja sama dengan orang lain. Kompetensi ini sangat diperlukan mengingat penguasaan pengelolaan atas faktor -– faktor produksi serta menjalin koordinasi dan kerjasama dengan fungsi – fungsi lain yang ada didalam suatu unit usaha merupakan keharusan yang tak dapat dihindarkan.
2.3 Sistem Produksi
Pengelolaan sistem produksi (manajemen produksi) akan melibatkan serangkaian proses pengambilan keputusan operasional, keputusan – keputusan taktikal bahkan keputusan strategis. Secara umum ada 5(lima) jenis kategori keputusan esensial didalam manajemen produksi, yaitu keputusan yang berkaitan dengan :
1. Proses Produksi
Keputusan yang termasuk dalam kategori ini pada prinsipnya berkaitan dengan penentuan wahana atau fasilitas fisik yang dipergunakan untuk terjadinya transformasi input menjadi produk / jasa. Keputusan yang dimaksud meliputi :
Teknologi produksi Type peralatan
Jenis proses dan aliran proses produksi Tata letak fasilitas
Pada umumnya keputusan – keputusan yang diambil dalam kategori ini berdampak jangka panjang dan tidak mudah diubah dalam waktu yang singkat (long term strategic decision)
2. Kapasitas
Keputusan – keputusan yang termasuk dalam kategori ini berkaitan dengan penentuan kemampuan sistem produksi untuk menghasilkan barang dalam jumlah dan waktu yang tepat. Dipandang dari sudut waktu dibedakan atas :
Keputusan jangka panjang, antara lain penentuan kapasitas design sistem produksi, expansi kapasitas, integrasi vertikal, integrasi horisontal dsb
Keputusan jangka menengah, antara lain penentuan sub kontrak, penambahan mesin, rekrutasi tenaga kerja dsb
Keputusan jangka pendek, pada prinsipnya berkaitan dengan pengalokasian pendayagunaan sumber – sumber yang tersedia untuk menghasilkan barang yang diminta konsumen. Keputusan ini diantaranya adalah penjadwalan produksi (Scheduling & dispatching), pengaturan mesin dlsb.
3. Persediaan (Inventory)
Keputusan yang termasuk dalam kategori ini pada hakekatnya berkaitan dengan pengaturan material yang diperlukan untuk keperluan produksi, mulai dari pengaturan bahan baku, barang setengah jadi maupun produk jadi. Ditinjau dari segi permasalahan yang dihadapi, keputusan ini dapat dibedakan atas keputusan tentang operating system persediaan dan keputusan tentang policy persediaan
4. Tenaga Kerja
Mengelola orang merupakan pekerjaan terpenting yang perlu dibuat oleh seorang manajer mengingat tenaga kerja tidak hanya sebagai salah satu faktor produksi tetapi merupakan faktor penentu dari keberhasilan semua aktivitas didalam sistem produksi. Keputusan dalam kategori ini dimulai sejak proses seleksi karyawan sampai dengan pensiun. Adapun keputusan – keputusan rutin diantaranya penugasan karyawan, pengaturan lembur dan cuti, penggiliran kerja dan sebagainya
5. Kualitas Produksi
Manajer produksi bertanggungjawab atas kualitas dari barang / jasa yang dihasilkan, oleh sebab itu manajer produksi wajib untuk melakukan kegiatan – kegiatan agar produk / jasa yang dihasilkan sesuai dengan standar yang telah ditetapkan.
Tabel berikut ini merupakan salah satu contoh keputusan – keputusan yang dimaksud baik yang bersifat strategik maupun taktis.
Tabel 1.1
Contoh keputusan dalam produksi
Design and Utilization Decision in Operations
Sumber : Schroeder : Operation Management
2.3.1 Siklus Sistem Produksi
Dalam pengelolaan rutin sistem produksi dapat diidentifikasikan adanya siklus fabrikasi dan siklus penjadwalan, sebagai berikut :
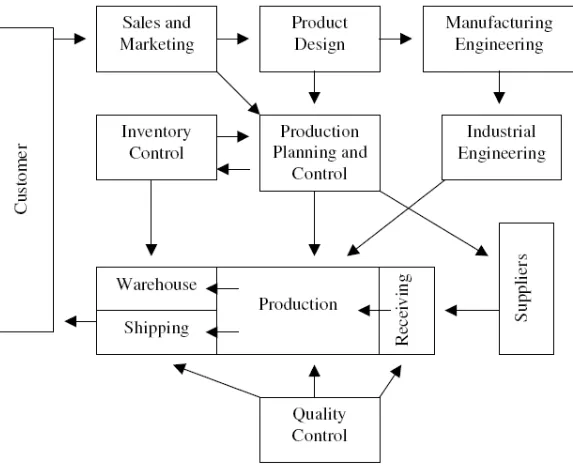
1. Siklus Fabrikasi
Menurut Groover siklus fabrikasi suatu sistem produksi dapat digambarkan sebagai berikut :
Gambar 2.3 Siklus Fabrikasi 2. Siklus Penjadwalan
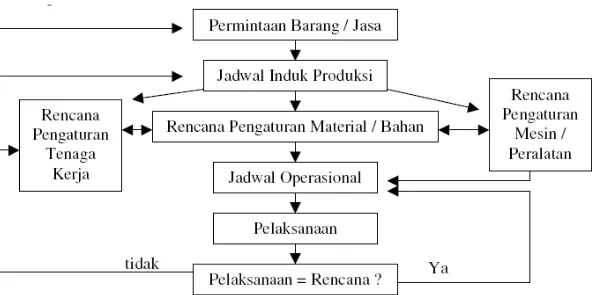
Penjadwalan produksi merupakan kegiatan yang bersifat dinamis dalam artian bahwa kegiatan penjadwalan bukan merupakan kegiatan yang sekali jadi tetapi akan mengalami perubahan tergantung pada pelaksanaan dan kemampuan yang dimiliki. Dengan demikian penjadwalan merupakan suatu siklus yang dapat digambarkan pada gambar 2.4.
Gambar 2.4 Siklus Penjadwalan
Dalam gambar diatas jelas terlihat bahan penyusunan penjadwalan operasi dimulai dari penentuan besarnya volume permintaan barang / jasa yang diminta oleh konsumen yang kemudian dilanjutkan dengan :
a. Rencana pengaturan tenaga kerja b. Rencana pengaturan mesin / peralatan c. Rencana pengaturan material
Selanjutnya begitu jadwal disusun maka akan dioperasionalisasikan dalam bentuk pelaksanaan. Dalam kenyataannya tidak selalu pelaksanaan sesuai dengan rencana. Apabila timbul perbedaan antara pelaksanaan dan rencana maka perlu dilakukan tindakan koreksi terhadap :
1. Jadwal yang telah dibuat, ada kemungkinan rencana yang dibuat terlalu optimis sehingga sulit untuk dilaksanakan atau kemungkinan lain terjadi perubahan volume permintaan yang cukup berarti. Apabila hal ini terjadi maka perlu adanya perubahan rencana yang lebih realistis
2. Pelaksanaan yang dilakukan, tidak jarang terjadi hambatan di dalam pelaksanaan baik yang berkaitan dengan manusianya maupun peralatan serta
faktor – faktor eksternal lain yang mempengaruhinya. Apabila hal ini terjadi maka perlu diadakan perbaikan – perbaikan didalam pelaksanaannya. Dengan demikian akan terlihat bahwa antara proses perencanaan dan perbaikannya (pengendalian) akan selalu terjadi dan menggelinding secara kontinu. Oleh sebab itu antara perencanaan dan pengendalian merupakan 2 kegiatan yang harus dilakukan secara simultan oleh orang yang bertanggungjawab ata kelancaran suatu sistem usaha. Dari urutan tersebut nampak bahwa jadwal operasi tidak selalu sama dengan volune permintaan barang / jasa, sebab tidak semua volume permintaan akan dipenuhi jika sumber daya yang diperlukan untuk merealisasikan tidak tersedia.
2.3.2 Produktivitas
Filosofi dan semangat tentang produktivitas sudah ada sejak dahulu yaitu ketika peradaban manusia memulai suatu aktivitas dengan adanya suatu keinginan (will) dan upaya (effort) untuk meningkatkan kalitas dan penghidupan disegala bidang. Menurut formulasi Nasional Productivity Board (NPB) Singapore, produktivitas adalah sikap mental (attitude of mind) yang mempunyai semangat untuk melakukan peningkatan perbaikan.
Dewasa ini kesadaran akan perlunya peningkatan produktivitas semakin meningkat karena adanya suatu keyakinan bahwa perbaikan produktivitas akan memberikan kontribusi positif dalam perbaikan ekonomi. Pandangan bahwa kehidupan hari ini harus lebih baik dari kehidupan hari kemarin dan kehidupan hari esok harus lebih baik dari hari ini, merupakan suatu pandangan yang memberi dorongan pemikiran kearah produktivitas.
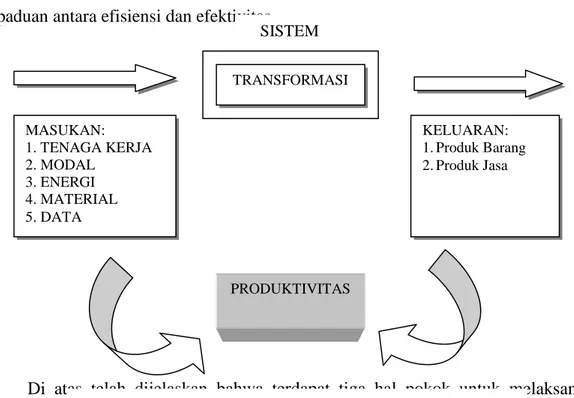
Produktivitas sering diartikan sebagai ukuran sampai sejauh mana sumber-sumber daya yang ada sebagai masukan sistem produksi yang dikelola sedemikian rupa untuk mencapai hasil atau keluaran pada tingkat kuantitas tertentu atau keluaran pada tingkat tertentu.
Mendefinisikan produktivitas sebagai rasio antara output yang dihasilkan per unit dari sumber daya yang dikonsumsi dalam suatu proses produksi sedangkan produktivitas merupakan konsepsi sistem dimana proses produktivitas dalam wujudnya diekspresikan sebagai rasio yang merefleksikan bagaimana memanfaatkan sumber daya yang ada secara efisien untuk menghasilkan keluaran.
Konsep produktivitas seperti disebutkan diatas sangat terkait dengan pengertian efektivitas dan efisiensi kerja. Efisien dapat dikatakan sebagai usaha pengelolaan sumber daya yang maksimal, sedangkan Efektif lebih ditekankan pada pencapaian hasil atau keluaran. Jadi, pengertian produktivitas dapat dikatakan sebagai perpaduan antara efisiensi dan efektivitas.
Di atas telah dijelaskan bahwa terdapat tiga hal pokok untuk melaksanakan perbaikan produktivitas, yaitu adanya pekerja yang mempunyai budaya kerja produktif,
KELUARAN: 1.Produk Barang 2.Produk Jasa PRODUKTIVITAS MASUKAN: 1. TENAGA KERJA 2. MODAL 3. ENERGI 4. MATERIAL 5. DATA TRANSFORMASI SISTEM
Gambar 2.5. Konsep Produktivitas
tersedianya teknologi yang memadai serta adanya kemampuan menajemen yang efektif. Perlu pula disadari bahwa untuk mencapai tingkat produktivitas yang lebih tinggi, memerlukan waktu yang panjang serta usaha yang berkelanjutan.
Menurut Kussriyanto (1991:3) peningkatan produktivitas pada dasarnya dapat dikelompokkan dalam empat bentuk atau cara, yaitu sebagai berikut:
1. Pengurangan sedikit sumber daya untuk memperoleh jumlah produksi yang sama. 2. Pengurangan jumlah sumber daya yang sekedarnya untuk memperoleh jumlah
produksi yang lebih besar.
3. Penggunaan jumlah sumber daya yang sama untuk memperoleh jumlah produksi yang lebih besar.
4. Penggunaan jumlah sumber daya yang lebih besar untuk memperoleh jumlah produksi yang jauh lebih besar lagi
Untuk itu, upaya mencapai produktivitas yang tinggi merupakan program jangka panjang. Sasaran di atas (menurut pengalaman di Jepang) perlu ada dukungan faktor eksternal (situasi lingkungan kerjanya); yang mencakup keadaan politik, ekonomi dan sosial negara; keterlibatan para pemegang saham; serta kondisi usaha yang kompetitif.
Keadaan negara yang penuh damai serta keadaan politik dan ekonomi yang stabil, merupakan pra-syarat terciptanya ketiga faktor penunjang produktivitas. Jepang telah membuktikan hal ini. Walaupun Jepang tidak mempunyai sumber daya alam (bahan baku), namun sejak perang dunia II, Jepang telah menjadi negara yang cinta damai; dan dalam masa damai tersebut mampu mengerahkan sumber dayanya untuk bangkit menjadi negara yang maju tingkat kehidupan ekonomi nasionalnya.
Berkembangnya ekonomi nasional, akan meningkatkan pasar dometik. Lebih lanjut, kuatnya pasar, akan mendorong untuk tumbuhnya industri. Pada suatu saat,
dimana pasar sudah jenuh, tumbuhnya industri akan tersaring secara alamiah oleh adanya situasi kompetisi diantara perusahaan – perusahaan yang efisien, yang akan mampu berkompetisi dan akan tetap bertahan.
Disamping itu, keterlibatan para pemegang saham / pemilik perusahaan, juga sangat mempengaruhi jalannya usaha.
Kalau kita coba telaah lebih dalam, maka terdapat perbedaan yang cukup tajam antara filosofis dasar manajemen Jepang dengan manajemen Barat, khususnya Amerika Serikat.
Dalam memilih strategi dan masalah – masalah pokok yang harus segera diatasi, hasil survey oleh Japan Management Association (JMA) pada bulan November 1979 menyatakan bahwa para pengusaha Jepang menetapkan dua isue kritis, khususnya 5 tahun setelah krisis minyak, yang terkait dengan prodiktivitas diatas, yaitu :
1. Rasionalisasi Investsasi untuk meningkatkan produktivitas 2. Pengembangan sumber daya manusia
Sedang keterlibatan para pemegang saham diperusahaan Jepang, tidak terlalu dominan; sehingga sebagian besar (64%, survey Nihon Keizai Shimbun, 1981) menyatakan bahwa pemilik perusahaan adalah para manajer, pekerja dan pemegang saham.
Di lain pihak, manajemen barat telah menetapkan atrategi dengan prioritas produk pasar; artinya manajemen Barat akan berusaha agar produk yang dibuatnya segera laku dipasar, dengan melakukan (antara lain) merger, investasi di luar negeri, promosi dan sebagainya.
Kondisi ini ditunjang oleh dominannya para pemegang saham dalam mempengaruhi jalannya usaha. Mereka sangat berpengaruh dalam mengarahkan perusahaan agar cepat mendapat keuntungan (strategi jangka pendek); karena mereka
menggunakan kriteria evaluasi terhadap suatu usaha, berdasarkan keuntungan tiap lembar saham.
Kedua filosofis diatas sangat berbeda. Manajemen Jepang, untuk menuju suatu pasar tertentu, telah didahului oleh kesiapan internal (akibat restrukturisasi internal/pengetahuan, teknologi, kemampuan berproduksi dan keterampilan tenaga kerja). Sedangkan manajemen barat, kesiapan factor internal menjadi prioritas kedua setelah kesiapan pasar.
Sasaran dari strategi manajemen Jepang, bersifat jangka panjang, dimana goalnya adalah memperbaiki image tentang barang – barang Jepang, dari barang yang meruh dan jelek, menjadi barang yang murah dan baik.
Untuk mencapai sasaran tersebut, manajemen Jepang menyadari akan pentingnya sumber daya manusia; sehingga pengembangan sumber daya manusia yang terintegrasi dengan pendidikan dan pelatihan, menjadi prioritas manajemen.
Lebih jauh, tercermin dalam sikap masyarakat Jepang, dimana para orang tua sangat antusias untuk menyekolahkan anak – anaknya pada tingkat pendidikan yang berkualitas. Sedangkan sasaran strategi manajemen barat, bersifat jangka pendek, yaitu bagaimana mendapatkan keuntungan secepat mungkin.
Produksi adalah penciptaan barang dan jasa yang kaitannya dengan manajemen operasi yaitu serangkaian kegiatan membuat barang dan jasa melaui perubahan dari masukan menjadi keluaran. Kegiatan membuat barang dan jasa terjadi disemua sektor organisasi , kegiatan ini sering kita lihat pada perusahaan manufaktur dimana terjadi proses dalam pembuatan barang. Manajemen operasi itu sendiri merupakan pengorganisasian untuk menghasilkan barang atau jasa, oleh karena itu diperlukan
dalam menjalankan fungsi-fungsi untuk kelangsungan hidup organisasi. Fungsi tersebut adalah:
1. Pemasaran, yang membuat adanya permintaan atau paling tidak mendapatkan pesanan untuk pembuatan barang atau jasa.
2. Produksi, yang menghasilkan produk.
3. Keuangan, yang memantau apakah perusahaan berjalan dengan baik dilihat dari segi keuangan.
2.4Penjadwalan Mesin
Melaksanakan pekerjaan secara efektif dan efisien agar tujuan tercapai adalah yang diinginkan oleh semua manajemen perusahaan. Oleh karena itu pemahaman mengenai konsep penjadwalan sangat penting, sehingga para pelaksana mengetahui kapan waktu harus memulai suatu pekerjaan dan kapan
waktu mengakhirinya. Penjadwalan akan berimplikasi pada banyak hal diantaranya: 1. Pada penggunaan asset yang dimiliki peruasahaan menjadi efektif sehingga
investasi yang ditanamkan perusahaan akan memberikan hasil yang optimal. 2. Kapasitas yang akan digunakan akan lebih terukur sehingga jumlah output dapat
dipastikan dan pelayanan kepada konsumen dapat lebih baik dari sebelumnya. 3. Pada akhirnya akan lebih cepat pengiriman produk kepada konsumen yang
berarti keunggulan kompetitif bagi perusahaan dalam pelayanan yang cepat dapat tercapai.
Dalam pembahasan mengenai penjadwalan difokuskan pada penjadwalan jangka menengah yang biasanya berkisar antara tiga hingga delapan belas bland an penjadwalan jangka pendek dengan kisaran waktu sampai dengan tiga bulan.
Penjadwalan merupakan salah satu dari fungsi manajemen yang erat kaitannya dengan suatu proses penciptaan barang atapun jasa, hal ini sangat penting karena akan diketahui besarnya waktu dalam memproduksi satu unit produk, penjadwalan itu sendiri yang perlu diperhatikan adalah waktu pengerjaan tiap unitnya dan output yang dihasilkan, jika orang melakukan suatu proses pengerjaan maka orang tersebut dikatakan aktivitas.
Persoalan penjadwalan produksi pada dasarnya adalah pengalokasian sumber daya untuk menyelesaikan sekumpulan pekerjaan agar memenuhi kriteria tertentu. Kriteria tersebut dapat berupa waktu penyelesaian pekerjaan yang minimal, penggunaaan sumber daya yang maksimal.
Ada tiga aspek penting yang akan menentukan pemenuhan kriteria tersebut, yaitu penentuan ukuran lot produksi, penentuan urutan pekerjaan dan penentuan kapasitas produksi yang diperlukan (Tagawa, 1996).
Meski pada kenyataannya keputusan yang dibuat untuk salah satu aspek tersebut akan dipengaruhi atau mempengaruhi keputusan untuk aspek-aspek lainnya, tetapi kebanyakan penelitian hanya difokuskan pada salah satu aspek, seolah-olah ketiga aspek tersebut dapat diselesaikan secara terpisah. Hal ini dapat dilihat antara lain pada (Carlier dan Pinson, 1989), (Askin, 1993) dan (Doktor et. al., 1993) yang membahas penentuan jadwal operasi dari suatu proses jobshop untuk kondisi dimana ukuran lot produksi bukan sebagai besaran tertentu yang dinyatakan dengan waktu proses masing-masing operasi.
Dalam penentuan jadwal ini, kapasitas produksi diabaikan atau diasumsikan tidak terbatas. Sebaliknya, pembahasan mengenai ukuran lot produksi pada umumnya dilakukan untuk kondisi dimana setiap produk yang harus dijadwalkan tidak mengalami
konflik mesin dalam penggunaaan mesin-mesin atau fasilitas produksi lainnya. Hal ini dapat dilihat antara lain pada (Gupta dan Keung, 1990), (Salomon et al., 1991), dan (Bruggemann dan Jahnke, 1994).
Metode jaringan petri adalah salah satu metode penjadwalan mesin yang tersusun atas bagian-bagian dengan menggunakan simbol-simbol diantaranya adalah:
= Place merupakan simbol gudang, Work In Process (Proses yang sedang berlangsung), Finish goods (barang jadi). Place terdiri dari dua macam yaitu pertama, place input adalah place yang arc menuju ke sebuah transisi, kedua, place output adalah place yang dituju oleh sebuah arc
= Transition merupakan simbol dimana proses siap dipindahkan pada proses selanjutnya, transisi dinyatakan siap bla semua place mengandung
jeton atau berisi bahan yang siap diproduksi
= Arc/Arrow merupakan simbol/tanda yang menunjukkan sebuah proses selanjutnya.
= Jeton merupakan simbol suatu produk baik itu produk setengah jadi atau produk jadi, dan menggambarkan jumlah bahan baku atau Work In Process minimum yang berapa pada sirkuit proses produk, jeton ini selalu berada didalam place.
Pada penjadwalan ini akan diketahui waktu siklus sirkuit yaitu setiap produk diketahui jumlah waktu dalam proses produksinya, kemudian waktu siklus mesin yaitu setiap mesin diketahui jumlah waktunya dalam menghasilkan produk dengan mengakumulasi jumlah waktu membuat produk, dengan begitu kita dapat mengetahui mesin tersibuk dalam proses produksi dan berapa jumlah jeton minimum setiap sirkuit proses produk.
BAB III
TUJUAN DAN MANFAAT PENELITIAN
3.1 Tujuan Penelitian
Adapun tujuan yang ingin diketahui dalam penelitian ini adalah:
1. Untuk menjadwalkan pembuatan Hidrant Pilar Dua (Two Way Hidrant) Model H-14 AP.
2. Untuk mengetahui waktu menganggur mesin dalam satu hari kerja 3. Untuk menghitung produktivitas maksimum suatu sistem.
3.2Manfaat Penelitian
Pada dasarnya penelitian ini akan sangat bermanfaat bagi Perusahaan maupun Perguruan Tinggi yang dalam hal ini adalah Universitas Pancasakti Tegal sebagai penunjang Tri Dharma Perguruan Tinggi, adapun manfaat yang terdapat pada penelitian ini adalah:
3.2.1 Bagi Peneliti
1. Sebagai bentuk aplikasi secara langsung penerapan metode dan teori-teori yang telah dipelajari.
2. Sebagai sarana aplikasi Tri Dharma Perguruan Tinggi yaitu: Penelitian 3. Sebagai bentuk penunjang buku ajar berbasis penerapan IPTEK 3.2.2 Bagi Perguruan Tinggi
1. Sebagai sarana media promosi dan eksistensi perguruan tinggi dalam bidang penelitian.
2. Sebagai media langsung antara stake holder dan penyedia layanan produk sehingga dihasilkan suatu produk yang berkualitas.
3. Sebagai sarana pembelajaran terhadap aplikasi secara langsung ke perusahaan.
3.2.3. Bagi Perusahaan
1. Sebagai sarana perbaikan dan peningkatan mutu output produk
2. Sebagai sarana perbaikan terhadap metode penjadwalan yang telah ada
3. Sebagai jembatan penghubung antara perguruan tinggi sebagai masukan dan perusahaan sebagai stake holder
BAB IV
METODE PENELITIAN
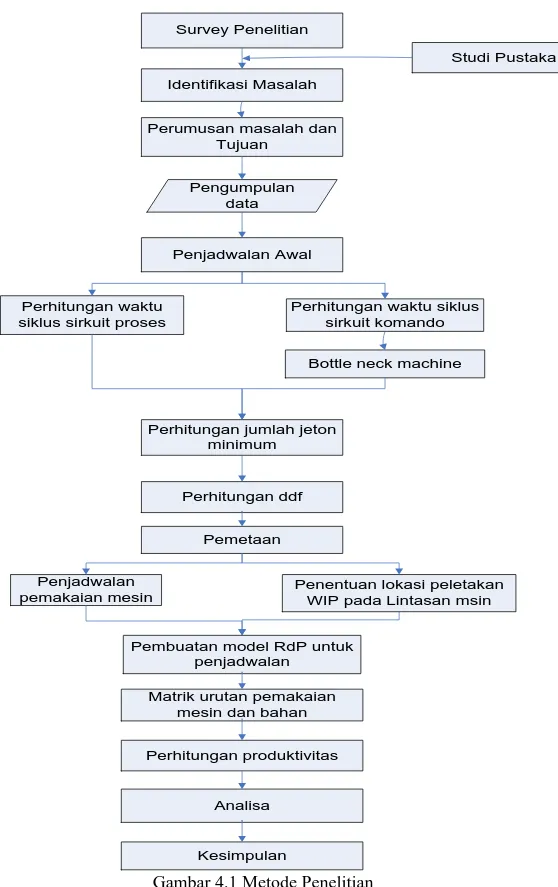
Dalam bab IV ini, untuk mempermudah memecahkan permasalahan yang dihadapi maka perlu diuraikan terlebih dahulu langkah-langkah yang diperlukan untuk memecahkan masalah tersebut. Langkah-langkah yang dilakukan dalam penelitian ini dapat dikelompokkan menjadi beberapa langkah dengan diagram alir (flow chart) seperti pada gambar 4.1
Survey Penelitian
Identifikasi Masalah
Perumusan masalah dan Tujuan
Pengumpulan data
Penjadwalan Awal
Perhitungan waktu siklus sirkuit proses
Perhitungan waktu siklus sirkuit komando
Bottle neck machine
Perhitungan jumlah jeton minimum
Perhitungan ddf
Pemetaan
Penjadwalan
pemakaian mesin Penentuan lokasi peletakan WIP pada Lintasan msin
Pembuatan model RdP untuk penjadwalan
Matrik urutan pemakaian mesin dan bahan
Perhitungan produktivitas
Analisa
Kesimpulan
Studi Pustaka
Gambar 4.1 Metode Penelitian
Dalam gambar 4.1 diatas dijelaskan langkah-langkah penelitian pada penjadwalan mesin dengan metode jaringan petri pada PT. Karya Paduyasa Lebaksiu
kabupaten Tegal, adapun tahapan-tahapan metode penelitian tersebut dapat diuraikan sebagai berikut:
4.1 Teknik Pengumpulan Data
Untuk keperluan analisis data, maka peneliti memerlukan data pendukung yang berasal dari perusahaan. Oleh karena itu, peneliti menggunakan dua macam cara pengumpulan data, yaitu:
4.1.1 Data Primer
Data primer merupakan data yang bersifat pokok dalam menunjang penelitian ini, data primer dapat dikumpulkan dengan dua cara, yaitu:
a. Obervasi (pengamatan), yaitu melihat langsung fakta-fakta yang ada dilokasi penelitian yaitu di PT. Karya Paduyasa Tegal yang kemudian dicatat secara cermat oleh peneliti, hasil pengamatan merupakan data penunjang untuk menyelesaikan permasalahan yang ada maupun dalam mengidentifikasikan varibel penelitian b.Wawancara (interview), yaitu mengadakan tanya jawab secara langsung dengan
operator yang terkait dengan objek penelitian. 4.1.2 Data Sekunder
Data sekunder merupakan data yang bersifat pendukung, adapun data sekunder diperoleh berdasarkan :
a. Studi Pustaka, dalam proses penelitian studi pustaka sangat dibutuhkan sebagai dasar dan pijakan yang mengarahkan untuk memecahkan permasalahan. Studi pustaka juga memperdalam mengenai teori maupun metode yang akan digunakan oleh peneliti. Beberapa teori dan metode penting dalam penelitian adalah manajemen operasi, produktivitas, dan penjadwalan mesin dengan
metode jaringan petri, permasalahan ini ditekankan pada tahap-tahap yang dapat menyimpulkan urutan pemakaian mesin dan produktivitasnya.
b. Laporan-laporan yang ada diperusahaan, laporan ini sangat dibutuhkan sebagai dasar pengumpulan data yang ada diperusahaan yang sifatnya sudah tercatat di lokasi, data ini berupa data jenis produk, data jenis mesin, data proses operasi. 4.2 Teknik Pengolahan Data
Data-data yang diperoleh akan diolah dengan menggunakan teknik sebagai berikut:
a. Memodelkan Penjadwalan Awal
Pada tahap ini dijadwalkan masing-masing sirkuit proses produk dimulai dari mesin dengan waktu kerja terlama, kemudian dijadwalkan setelah penyesuaian. Pada tahap ini dapat disimbolkan untuk produk dan mesin yaitu:
i = Produk ke-i, contoh: 1 = produk ke-1 i
j
M = Mesin ke-j mengerjakan produk ke-i, contoh: M12 = mesin 1
mengerjakan produk 2
Wij = Mesin ke-j mengerjakan produk ke-i setelah penyesuaian.
b. Penyelesaian Job Scheduling
Pada tahap ini penyelesaian Job Schedulling dengan menghitung beberapa siklus produk yaitu dengan cara:
1. Menghitung waktu siklus sirkuit produk i dengan cara menjumlahkan waktu siklus produk yang dihasilkan pada setiap mesin, dengan simbol sebagai berikut:
μ(i) = waktu siklus sirkuit produk i
dengan waktu 46 menit
2. Menghitung waktu siklus mesin j dengan cara menjumlahkan waktu siklus mesin pada setiap mesin yang menghasilkan produk , dengan simbol sebagai berikut:
μ(Mj) = waktu siklus mesin j
contoh: μ(M1) = 20+21+20+6+25 = 92 menit artinya mesin 1 menghasilkan produk dengan waktu 92 menit
3. Mencari “Bottle Neck Machine”
Pada tahap ini mencari waktu dari mesin yang tersibuk (paling banyak dalam melakukan proses produksi) dengan membandingkan waktu siklus setiap mesin.
4. Menghitung Jumlah Jeton Minimum
Pada tahap ini menghitung jumlah jeton minimum pada setiap sirkuit proses produk, dengan menggunakan rumus sebagai berikut:
Keterangan:
μ (i) = waktu siklus sirkuit produk i
μ (bn) = bottle neck machine (waktu mesin tersibuk) N min (i) = jumlah jeton minimum, Contoh: N min (i) =
92 50
= 1, artinya jumlah jeton minimum menggambarkan jumlah bahan baku/WIP (Work In Process) minimum yang harus ada pada sirkuit proses produk 5. Menghitung f setiap sirkuit proses produk i dan memetakan lama
pemakaian mesin pada satu garis horizontal i N min (i) = ) ( ) ( bn i
Pada tahapan ini dpat digunakan rumus sebagai berikut:
Keterangan:
i = Produk ke-i
u =Iterasi setiap horizon produk
μ (i) = Waktu siklus sirkuit produk i
μ(Wi
j) = Mesin ke-j mengerjakan produk ke-i setelah
penyesuaian
μ (bn) = bottle neck machine (waktu mesin tersibuk) N min (i) = jumlah jeton minimum
c. Pemetaaan
Pada tahap ini dipemetakan waktu pemesinan setiap sirkuit proses produk setelah penjadwalan awal.
d. Pembuatan Model RdP (Resau de Petri)/jaringan petri untuk penjadwalan. Pada tahap ini ditentukan penjadwalan dengan metode jaringan petri pada setiap sistem.
e. Matriks Urutan Pemakaian Mesin dan Bahan
Pada tahapan ini dibuat suatu matriks urutan mesin dan Bahan yang digunakan. f. Perhitungan Produktivitas
Pada tahapan ini dihitung produktivitas dengan menghitung terlebih dahulu: Waktu siklus fabrikasi, dengan rumus:
) (u i = 1-
u j i j u j i j W i NMin x bn W i 0 0 ) ( ) ( ) ( ) ( C (i) = ) ( ) ( i N i Waktu Siklus Maksimum, dengan rumus:
g. Periode
Dengan membandingkan waktu siklus maksimum dengan produktivitas sistem produksi untu memilih hasil yang maksimum, dengan rumus sebagai berikut:
c
h. Produktivitas maksimum
Sebagai langkah terakhir, adalah menentukan produktivitas maksimum suatu sistem, yaitu dengan mengunakan rumus:
Keterangan : = Produktivitas maksimum = Periode
( )
maxi C i
max
(
)
,
max
(
)
max
C
c
C
1BAB V
HASIL DAN PEMBAHASAN 5.1 Proses Operasi Produk
5.1 Model Awal Penjadwalan ∂1 ∂2 ∂3 ∂4 ∂5
Model awal penjadwalan ini menggunakan system produksi pembuatan lima jenis produk (∂1, ∂2, ∂3, ∂4, ∂5) dengan menggunakan delapan jenis mesin ( M1, M2, M3, M4, M5,M6, M7, M8). Setiap jenis mesin menghasilkan satu unit produk yang dalam penelitian ini adalah Hidrant Pilar Dua
5.3 Penyelesaian Job Schedulling 5.3.1 Menghitung µ(∂i) µ(∂1) = 36.25+14.6+10.06+11.76+3.13+20.6 = 96.4 menit µ(∂2) =28.04+3.78+31.1+12.59 = 47.51 menit µ(∂3) = 18.88+5.6+32.7 =57.18 menit µ(∂4) = 10.85+5.6+32.7 = 49.15 menit µ(∂5) = 2.09+8.3+32.7 = 43.09 menit 5.3.2 Menghitung µ (Mj) µ (M1) = 36.25 = 36.25 menit µ (M2) = 14.6 =14.6 menit µ (M3) = 10.06+28.04 = 38,1 menit µ (M4) = 11.76+3.78+2.09 = 17.63 menit µ (M5) = 3.13+3.1 = 6.23 menit µ (M6) = 20.6+12.59+32.7+32.7+32.7 = 131.29 menit µ (M7) = 18.88+10.85+8.3 =38.03 menit µ (M8) = 5.6+5.6 = 11.2 menit
5.3.3 Mencari”the bottle neek machine” µ(∂i) = waktu siklus sirkuit i
µ (Mj) = waktu siklus mesin j
131.29 menit > 36.25 menit > 38.03 menit >17.63 menit >14.6 menit > 11.2 menit > 6.23 menit
Jadi mesin yang tersibuk adalah mesin bubut dengan µ (M6) = 131.29 menit 5.3.4 Menghitung jumlah jeton minimum setiap sirkuit proses produk
N min (∂1) = =1 N min (∂1) = =1 N min (∂2) = =1 N min (∂3) = =1 N min (∂4) = =1 N min (∂5) = =1
5.3.5 Menghitung ddf setiap sirkuit produk I dan memetakan lama pemakaian mesin suatu garis horisontal (∂1)
Interasi 1 : d1 (0) = 1- = 0.266→µ =36.25 d2 (0) =1- =0.638 d3 (0) =1- = 0.565 d4(0) =1- = 0.626 N min (i) = ) ( ) ( bn i
d5(0) =1- = 0.672
M1
∂1
0 36,25 131.29Interasi 2 : d1 (0) = 1- = 0.367→µ( )=14.61 d2 (0) =1- =0.638 d3 (0) =1- = 0.565 d4(0) =1- = 0.626 d5(0) =1- = 0.672
M1 M2
∂1
0 36,25 50.85 131.29 Interasi 3 : d1 (2) 1- = 0.434→µ )=10.06 d2 (0) =1- =0.638 d3 (0) =1- = 0.565 d4(0) =1- = 0.626 d5(0) =1- = 0.672M1 M2 M3
∂1
0 36,25 50.85 60.91 131.29 Interasi 4 : d 1 (3) = 1- = 0.496→µ )=11.76 d2 (0) =1- =0.638 d3 (0) =1- = 0.565 d4(0) =1- = 0.626 d5(0) =1- = 0.672 M1 M2 M3 M4∂1
0 36,25 50.85 60.91 72.67 131.29 Interasi 5 : d 1 (4) = 1- = 0.595 d 2 (0) = 1- = 0.638 d 3 (0) = 1- = 0.565→µ = 18.88 d4(0) =1- = 0.626 d5(0) =1- = 0.672M1 M2 M3 M4
∂1
0 36,25 50.85 60.91 72.67 131.29 M7∂3
0 72.67 91.55 131.29 Interasi 6 : d 1 (4) = 1- = 0.595 →µ = 3.13 d 2 (0) = 1- = 0.638 d 3 (1) = 1- = 0.659 d4(0) =1- = 0.626 d5(0) =1- = 0.672 M1 M2 M3 M4 M5∂1
0 36,25 50.85 60.91 72.67 75.8 131.29 M7∂3
0 72.67 91.55 131.29 Interasi 7 : d 1 (5) = 1- = 0.629d 2 (0) = 1- = 0.638 d 3 (1) = 1- = 0.659 d4(0) =1- = 0.626→µ = 10.85 d5(0) =1- = 0.672 M1 M2 M3 M4 M5
∂1
0 36,25 50.85 60.91 72.67 75.8 131.29 M7∂3
0 72.67 91.55 131.29 M7∂4
0 91.5 102.4 131.29 Interasi 8 : d 1 (5) = 1- = 0.629→µ = 20.6 d 2 (0) = 1- = 0.638 d 3 (1) = 1- = 0.659 d4(1) =1- = 0.682d5(0) =1- = 0.672 M1 M2 M3 M4 M5 M6
∂1
0 36,25 50.85 60.91 72.67 75.8 96.4 131.29 M7∂3
0 72.67 91.55 131.29 M7∂4
0 91.5 102.4 131.29 Interasi 9 : d 1 (6) = 1- = 1 d 2 (0) = 1- = 0.638→µ = 28.04 d 3 (1) = 1- = 0.659 d4(1) =1- = 0.682 d5(0) =1- = 0.672 M1 M2 M3 M4 M5 M6∂1
0 36,25 50.85 60.91 72.67 75.8 96.4 131.29 M3∂2
0 102.4 130.44 131.29 M7∂3
0 72.67 91.55 131.29 M7
∂4
0 91.5 102.4 131.29 Interasi 10 : d 1 (6) = 1 d 2 (0) = 1- = 0.811 d 3 (1) = 1- = 0.659→µ )=5.6 d4(1) =1- = 0.682 d5(0) =1- = 0.672 M1 M2 M3 M4 M5 M6∂1
0 36,25 50.85 60.91 72.67 75.8 96.4 131.29 M3∂2
0 102.4 130.44 131.29 M7∂3
0 72.67 91.55 97.15 131.29 M7∂4
0 91.55 102.4 131.295.3.6 Model Penjadwalan vertikal
∂1
0 36,25 50.85 60.91 72.67 75.8 96.4 131.29 M4 M5 M6 M3∂2
0 102.4 130.44 131.29 M6 M7 M8∂3
0 32.7 72.67 91.55 97.15 131.29 M5 M6 M7∂4
0 91.55 102.4 131.29 M4 M7∂5
0 131.29 5.3.7 Model Penjadwalan Horizontal∂1
M1
0 36.25 131.29∂2
M2
0 14.6 131.29∂3 ∂2
M3
0 10.6 14.6 42.64 131.29∂1
M4
0 36.25 48.01 131.29∂2
∂1
M5
0 3.1 48.01 51.14 131.29 ∂3 ∂2 ∂4∂1
M6
0 51.14 71.74 131.29 ∂2 ∂3∂4
M7
0 10.6 29.4 131.29∂4
∂3
M8
0 5.6 29.4 35 131.295.4Analisis Produktivitas 5.4.1 Waktu Siklus Fabrikasi (0)=0,261 μ = ( )=36,25 (0)=0,638 μ = ( )=28,04 (0)=0,565 μ = ( )=18,88 (0)=0,636 μ = ( )=10,85 (0)=0,672 μ = ( )=2,09 (1)=0,367 μ = ( )=14,6 (1)=0,811 μ = ( )=3,78 (1)=0,659 μ = ( )=5,6 (1)=0,682 μ = ( )=5,6 (1)=0,683 μ = ( )=8,3 (2)=0,434 μ = ( )=10,06 (2)=0,842 μ = ( )=3,1 (2)=0,694 μ = ( )=32,7 (2)=0,261 μ = ( )=32,7 (2)=0,729 μ = ( )=32,7 (3)=0,496 μ = ( )=11,76 (3)=0,869 μ = ( )=12,59 (4)=0,595 μ = ( )=3,13 (5)= μ = ( )= 9 5 7 11 2 17 10 12 13 3 18 14 15 16 4 19 6 8 1 Tabel 5.1
Degre de fesability dan waktu pemesinan setiap sirkuit proses produk setelah penjadwalan awal.
Dalam perhitungan produktivitas ini, kita menghitung waktu siklus fabrikasi terlebih dahulu.
5.4.2 Waktu Siklus Maksimum
Dari perhitungan diatas kita memilih hasil perhitungan yang paling maksimum untuk menentukan waktu siklus maksimum.
π = max {c (δi)} π = c (δi) = 96,4 menit
Selanjutnya kita dapat mencari periode dengan membandingkan waktu siklus maksimum dengan produktivitas sistem produksi untuk memilih hasil yang maksimum.
π = max {max | c (oc) |, max | c (o) | }
π = max {131,29 menit, 96,4 menit } = 131,29 menit
5.4.5 Produktivitas Maksimum
Sebagai langkah yang terakhir adalah menentukan produktivitas maksimum suatu sistem.
λ =
BAB VI
KESIMPULAN DAN SARAN 6.1Kesimpulan
Dari hasil dan pembahasan diatas dapat diambil suatu kesimpulan sebagai berikut: 1. Waktu siklus fabrikasi maksimum adalah pada pembuatan produk 1 yaitu sebesar
96,4 menit
2. Waktu periode selama pembuatan produk adalah 131,29 menit
3. Produktivitas maksimum dari pembuatan hydrant pilar dua adalah sebesar 10,94 unit / hari
6.2Saran
Adapun saran – saran dalam penelitian ini adalah:
1. Pemanfaatan dari penjadwalan mesin yang maksimal sehingga dihasilkan suatu produk yang maksimal sehingga tidak mengalami suatu penumpukan pada proses produksinya
2. Penggunaan teknologi terbaru dalam pemanfaatan penjadwalan agar dihasilkan produk yang berkualitas
3. Adanya kerjasama dengan pihak Universitas sebagai pengembangan pemanfaatan teknologi fabrikasi
DAFTAR PUSTAKA
Artana, Ketut, 2001, Sistem Produksi, Modul Kuliah, Institut Teknologi Nasional Malang
Askin, R.G. and C.R. Stdanridge, 1993. Modelling dan Analysis of Manufacturing Systems. John Wiley & Sons, Inc.
Bjork, Joakim, 2003, “How Petri Nets can be Represented in Maude” International Journal of Production Research, vol. 34, no. 9.
Bruggemann, W., and H. Jahnke, 1994. “DLSP for Two-Stage Multi-Item Batch Production”, International Journal of Production Research, vol. 32, no. 4.
Carlier, J. and E. Pinson, 1989. “An Algorithm for Solving the Job Shop Problem”,
Management Science, vol. 35.
Doctor, S.R., T.M. Cavalier, and P.J. Egbelu, 1993. “Schedulling for Machining dan Assembly in a Job Shop Enviroment”, International Journal of Production Research, vol. 31, no. 6.
Gasper, Vincent, 1998, Production Planning And Inventory Control, PT Gramedia Pustaka Utama, Jakarta
Gupta, Y.P., and Y. Keung, 1990. “A Review of Multi-stage Lotsizing Models”,
International of Operation dan Production Management, vol. 10, no. 9.
Heizer, Jay., Dan Render Barry, 2001, Prinsip-Prinsip Manajemen Operasi, Salemba Empat, Jakarta
Manullang, Dasar-dasar Manajemen, Ghalia Indonesia Jakarta, 1983, hal 15-16 Purnomo, Hari, 2004, Pengantar Teknik Industri, Graha Ilmu, Yogyakarta.
Salomon, M., L.G. Kroon, R. Kuik, dan L.N. Van Wassenhove, 1991. “Some Extentions of the Discrete Lotsizing dan Schedulling Problem”, Management Science, vol. 37, no. 7.
Tagawa, S., 1996. “A New Concept of Jobshop Schedulling System Hierachical
Decision Model”, International Journal of Production Economics, vol. 44, no.12. Wignjosoebroto, S.,2003. Pengantar Teknik Industri, P.T. Guna Widya, Jakarta