BAB 1
PENDAHULUAN
1.1 Latar Belakang Masalah
Persaingan di dalam dunia industri memang tidak dapat dipungkiri lagi semakin ketat. Setiap perusahaan industri dan manufaktur berlomba-lomba untuk memuaskan kebutuhan pelanggan dengan diiringi usaha memaksimumkan keuntungan, atau pun meminimumkan biaya, dan menggunakan sumber daya yang dimilikinya seoptimal mungkin.
Untuk memenangkan persaingan yang ketat tersebut, setiap perusahaan pasti dituntut untuk melakukan perencanaan dan pengendalian produksi sebaik mungkin dalam menghasilkan suatu produk tertentu. Perencanaan dan pengendalian tersebut meliputi bagaimana perusahaan mampu mengolah sumber daya yang dimiliki, seperti tenaga kerja, modal, mesin, bahan baku, dan metode kerja sebaik mungkin agar menghasilkan jumlah produksi yang optimal dengan tetap memperhatikan jumlah permintaan pelanggan. Selain menghasilkan jumlah produksi yang optimal, perusahaan juga harus memperhatikan kapasitas sumber daya perusahaan yang ada, misalnya bahan baku, agar tidak terjadi kelebihan ataupun kekurangan bahan baku yang menyebabkan kerugian bagi perusahaan, serta berusaha menghasilkan produk dalam waktu yang cepat dan tepat. Terlebih
lagi, sekarang dunia sedang mengalami krisis global, terutama pada industri otomotif, suatu industri otomotif harus memaksimumkan penggunaan sumber daya yang ada agar mampu bertahan dalam krisis global yang menyebabkan tidak menentunya jumlah permintaan.
Perencanaan dan pengendalian produksi menjadi topik yang baik dan layak untuk dibahas, pada PT Nipress, TBK. Perusahaan ini bergerak dalam bidang otomotif yang memproduksi aki, baik untuk aki kendaraan motor (MCB) dan mobil (AMB). Perusahaan ini sedang menghadapi fluktuasi permintaan akibat krisis global sehingga perencanaan dan pengendalian produksi yang sekarang menjadi tidak terkendali. Perencanaan dan pengendalian produksi yang akan dibahas pada perusahaan ini berupa perencanaan jumlah produksi yang optimal, perencanaan jadwal produksi induk, dan perencanaan kebutuhan material (bahan baku), dan pengendalian aktivitas produksi (pengurutan proses pengerjaan tipe produk aki). Maka diharapkan pembahasan optimasi perencanaan produksi dan pengendalian produksi dapat menjadi masukan bagi PT Nipress, TBK.
1.2 Perumusan Masalah
Dari hasil observasi, ditemukan bahwa perusahaan sering mengalami kesulitan dalam menentukan ukuran produksi yang optimal dalam mencapai target keuntungan dan target produksi, dengan tetap menyesuaikan dengan kapasitas yang dimiliki perusahaan. Perusahaan melakukan perencanaan
produksi hanya berdasarkan peramalan yang bersifat kualitatif, yaitu hanya menyatakan berapa besar yang harus diproduksi untuk tiap tipe akinya, dengan hanya berdasarkan pengalaman produksi pada periode-periode sebelumnya. Hal ini berakibat kurang baik, yaitu perusahaan tidak selalu mencapai target keuntungan yang ditetapkan, sering terjadi kelebihan produksi aki yang berakibat pada penambahan biaya persediaan, dan terjadi kekurangan produksi aki pada periode tertentu sehingga akan menyebabkan permintaan konsumen tidak terpenuhi ataupun terlambat untuk dipenuhi.
Selain itu juga, ditemukan juga bahwa perusahaan masih kurang baik dalam memperhatikan persediaan bahan baku dalam sistem produksinya, sebagian besar bahan baku memiliki jumlah persediaan yang jauh lebih besar dari jumlah yang dibutuhkan tiap periodenya. Maka bisa dikatakan perusahaan tidak melakukan perencanaan kebutuhan bahan baku dengan baik. Hal ini dapat menyebabkan menumpuknya bahan baku pada gudang bahan baku, dan kerusakan bahan baku.
Perusahaan juga mengalami kesulitan dalam mengatur pengerjaan produksi aki pada lantai produksi. Banyaknya jenis aki yang harus diproduksi dengan kuantitas produksi yang berbeda-beda menyulitkan bagian produksi untuk menentukan urutan produksi agar tidak terjadi keterlambatan produksi aki.
Maka pembahasan selanjutnya akan menghasilkan suatu usulan perbaikan perencanaan dan pengendalian produksi yang baik, dengan memperhatikan target yang ingin dicapai perusahaan dan memperhatikan kapasitas sumber daya yang tersedia, sehingga mendapatkan keuntungan yang lebih lagi dengan cara menekan pengeluaran perusahaan, dan memuaskan keinginan pelanggan.
Dari identifikasi masalah di atas, akan disusun perumusan masalah yang berkaitan dengan pembahasan yang akan dilakukan. Perumusan masalahnya adalah sebagai berikut :
1) Bagaimanakah metode peramalan jumlah produk aki yang tepat untuk bulan April 2009, Mei 2009, dan Juni 2009 ?
2) Berapakah jumlah masing-masing produk/tipe aki yang optimal agar mencapai target keuntungan dan memenuhi jumlah permintaan pelanggan, pada bulan April 2009, Mei 2009, dan Juni 2009 ?
3) Bagaimanakah penjadwalan produksi induk yang harus dilakukan berdasarkan hasil optimasi agar sesuai dengan kapasitas produksi pada periode perencanaan (April, Mei dan Juni 2009) ?
4) Bagaimanakah perencanaan kebutuhan material (bahan baku dan komponen) berdasarkan jadwal produksi induk dengan memperhatikan kapasitas produksi yang tersedia pada periode perencanaan (April, Mei dan Juni 2009) ?
5) Bagaimanakah waktu dan ukuran pemesanan bahan baku yang sebaiknya dilakukan pada periode perencanaan (April, Mei dan Juni 2009)?
6) Bagaimanakah pengurutan pengerjaan produksi tipe aki pada lini assembly
AMB dan lini assembly MCB berdasarkan jadwal produksi induk?
1.3 Ruang Lingkup
Lingkup pembahasan yang ada dalam penelitian ini adalah masalah perencanaan dan pengendalian produksi, dengan menggunakan sistem MRP II. Perencanaan produksi dilakukan dengan metode optimasi Linear Goal Programming (LGP), beserta analisa sensitivitas. Hasil optimasi digunakan untuk menyusun jadwal produksi induk, kemudian jadwal produksi induk digunakan untuk menyusun perencanaan kebutuhan material, dan pengendalian aktivitas produksi dengan metode pengurutan pekerjaan dengan algoritma heuristik Pour.
Adapun ruang lingkup yang membatasi pembahasan masalah yang ada pada perusahaan adalah sebagai berikut :
1) Penelitian dilakukan pada bagian produksi dan pergudangan PT Nipress, TBK. Bagian produksi meliputi bagian Injection, Plate Making, dan
Assembly.
2) Data histori penjualan aki bersumber dari PT Nipress, TBK selama 15 periode, dari Januari 2008 sampai Maret 2009.
3) Tipe aki yang dibahas adalah tipe aki motor (MCB) dan mobil (AMB), yang jumlah penjualannya besar dan rutin dijual, dimana konsep pemilihannya menggunakan konsep Pareto.
4) Penelitian dilakukan pada tingkat keyakinan 95% dan tingkat ketelitian 5%.
5) Kapasitas produksi yang dijadikan sebagai pembatas adalah kapasitas bahan baku, jam kerja mesin, jam kerja tenaga kerja langsung, dan kapasitas mesin.
6) Perhitungan biaya produksi mencakup biaya bahan baku langsung, biaya tenaga kerja langsung, dan biaya overhead. Tiap unit aki dikenakan biaya
overhead/unit yang sama besarnya.
7) Perhitungan jumlah optimal dilakukan untuk bulan April, Mei, Juni 2009. 8) Periode perencanaan pada perhitungan Master Production Schedule
(MPS) dan Material Requirement Planning (MRP) adalah selama 3 bulan (April, Mei, Juni 2009).
9) Biaya pemesanan bahan baku dikenakan untuk pemesanan masing-masing bahan baku tanpa memperhatikan adanya pemesanan beberapa bahan baku sekaligus.
10) Belum ada customer order pada periode perencanaan.
11) Tidak ada rencana penerimaan bahan baku untuk periode perencanaan. 12) Biaya pemesanan didapat dari wawancara dengan pihak perusahaan yang
13) Biaya simpan ditetapkan 10% dari harga bahan baku.
14) Pengurutan pekerjaan tipe produk aki dilakukan pada bagian lini
Assembly, yang terbagi dua yaitu lini AMB dan MCB, pada periode yang memiliki hari kerja normal dalam 1 minggunya, yaitu 6 hari.
1.4 Tujuan dan Manfaat 1.4.1 Tujuan
Adapun tujuan yang ingin dicapai dalam penelitian ini antara lain : 1) Mengusulkan metode peramalan yang tepat untuk menentukan jumlah
permintaan produk aki dalam menentukan target produksi agar dapat memenuhi permintaan pelanggan.
2) Menentukan jumlah produksi yang optimal dengan tujuan mencapai target keuntungan dan target produksi untuk melakukan rencana produksi pada periode perencanaan (bulan April, Mei, Juni 2009).
3) Menganalisa sumber daya perusahaan apa yang mempengaruhi jumlah produksi yang optimal.
4) Menyusun suatu penjadwalan produksi induk pada periode perencanaan (bulan April, Mei, Juni 2009).
5) Menentukan berapakah jumlah dan waktu kebutuhan masing-masing material (bahan baku dan komponen) yang dibutuhkan untuk memenuhi jadwal produksi induk.
6) Menentukan waktu dan ukuran pemesanan bahan baku yang sebaiknya dilakukan untuk memininasi biaya inventory.
7) Menentukan urutan pengerjaan tipe produk aki pada bagian assembly
untuk periode yang memiliki hari kerja normal.
1.4.2 Manfaat
Manfaat yang diharapkan dari penelitian ini antara lain :
1) Dengan metode peramalan yang tepat, perusahaan dapat melakukan penentuan target produksi yang sesuai dengan tingkat permintaan pelanggan.
2) Dengan jumlah produksi yang optimal, produksi yang dilakukan akan lebih lebih terencana dan terhindar dari kekurangan ataupun kelebihan produksi.
3) Perusahaan dapat mencapai target keuntungan berdasarkan hasil produksi yang optimal tersebut. Selain itu jumlah produk yang optimal ini dapat menjadi suatu input bagi bagian penjualan dalam memasarkan produk aki. 4) Perusahaan dapat melakukan pengaturan sumber daya atau kapasitas
produksi untuk mengoptimalkan pengeluaran perusahaan dengan menekan tingkat persediaan tanpa merubah hasil optimasi produksi aki.
5) Dengan mengetahui jadwal produksi induk yang tepat untuk memenuhi pesanan pelanggan, perusahaan dapat membuat perencanaan produksi dan kebutuhan bahan baku yang tepat untuk memenuhi jadwal produksi induk tersebut.
5) Dengan mengetahui jumlah masing-masing bahan baku yang diperlukan untuk memenuhi rencana produksi, maka perusahaan dapat melakukan perencanaan pemesanan bahan baku lebih baik lagi, sehingga tidak akan terjadi kekurangan ataupun kelebihan persediaan.
6) Dengan mengetahui waktu dan ukuran pemesanan yang tepat, maka perusahaan dapat meminimasi biaya persediaan.
7) Dengan mendapatkan urutan pengerjaan tipe produk aki yang baik, maka perusahaan dapat meminimasi waktu penyelesaian pekerjaan, sehingga pesanan pelanggan dapat dipenuhi dengan cepat.
1.5 Gambaran Perusahaan 1.5.1 Sejarah Berdirinya Perusahaan
Awalnya PT Nipress Tbk didirikan sebagai perusahaan joint venture
dengan Nippondenchi Kogyo Co. Ltd. Jepang pada tahun 1970 oleh Mr. Robertus Tandiono.
Di awal 1970-an, perusahaan ini hanya memproduksi dan memasarkan pelat dan separator batere. Namun, sejak 1975, mereka mulai membuat batere secara utuh dan dipasarkan dengan merek NS. Perusahaan ini memproduksi
beragam jenis aki untuk mobil, motor, kereta golf, dan juga untuk mesin-mesin komersial berat.
Sampai saat ini PT. Nipress Tbk adalah satu-satunya produsen aki yang memperdagangkan sahamnya di Bursa Efek Jakarta sejak tahun 1991. Produknya dipasarkan pada pasar lokal dan pasar internasional, termasuk Eropa, Asia, Timur Tengah, Afrika, dan Australia. Dengan kemitraan yang kokoh, perusahaan ini menyediakan produk-produk berkualitas premium, harga yang kompetitif, dan pengantaran tepat waktu bagi semua konsumennya di seluruh penjuru dunia. Perusahaan memiliki kapasitas produksi 3,7 juta unit per tahun. 65% produknya untuk ekspor.
Berikut adalah perkembangan usaha PT. Nipress Tbk berdasarkan urutan tahun :
¾ 1970 : PT. Nippres didirikan yang semula bekerja sama dengan Nippondenchi Kogyo CO.
¾ 1974 : Mengubah status perusahaan dari investasi internasional menjadi investasi domestik.
¾ 1985 : Didukung oleh ahli teknik dari Jepang sampai tahun 1985.
¾ 1990 : Meraih penghargaan ”International Grand Prix” di Madrid (Spanyol), meraih piala ”Adi Cipta Nugraha” sebagai produk terbaik tahun 1990, dan meraih penghargaan ”International Trophy for Quality” di Paris (Perancis).
¾ 1991 : Mengubah status menjadi perusahaan publik, dengan memperjualbelikan sahamya di Bursa Efek Jakarta (BEJ) dan Bursa Efek Surabaya (BES).
¾ 1995 : Pindah ke Jl Raya Narogong Km 26, Cileungsi-Bogor, Jawa Barat. ¾ 1997 : Menanggapi dengan cepat krisis keuangan global.
¾ 1999 : Menerapkan DIN EN ISO 9001:1994. ¾ 2000 : Menerapkan DIN EN ISO 9001:2000.
¾ 2003 : Berpartisipasi dalam Proyek AEDSI – KAIZEN PROGRAM in :
Production and Quality Improvement, Production Control, and 5S; Pilot :
AMB Line.
¾ 2004 : Berpartisipasi dalam Proyek AEDSI – KAIZEN PROGRAM in :
Production and Planning Control System, Quality Control System,
Production and Quality Control; Pilot : MCB Line.
¾ 2005 : Berpartisipasi dalam Proyek AEDSI – KAIZEN PROGRAM in :
Lean Production System, Production Improvement; Pilot: Injection to AM. Dan mensertifikasikan GS Mark dari RW TUV.
¾ 2006 : Berpartisipasi dalam Proyek AREDP - KAIZEN PROGRAM Take Root, Solving Problem Activity Pilot : AMB 3 to Related Process.
¾ 2007 : Menerapkan ISO 14001:2004 dari TUV NORD, dan menerapkan ISO TS 14969 dari RW TUV.
1.5.2 Visi dan Misi Perusahaan
PT. Nipress Tbk, menyadari akan pentingnya visi dan misi perusahaan untuk meningkatkan kinerja perusahaan dan meningkatkan produktivitas kerja para karyawan. Oleh karena itu PT. Nipress Tbk, memiliki Visi dan Misi perusahaan sebagai berikut:
Visi:
“Untuk menjadi pemain global dalam solusi energi yang tersimpan” Misi:
1. Berkontribusi dalam melestarikan lingkungan.
2. Menyediakan solusi energi yang andal dan terjangkau. 3. Menyediakan lingkungan belajar yang aman dan nyaman.
Untuk mencapai visi perusahaan tersebut PT. Nipress Tbk, menetapkan kebijakan mutu sebagai berikut:
1. Memuaskan pelanggan dengan membuat produk untuk memenuhi kebutuhan pasar dengan memperhatikan aspek kualitas, harga, dan tepat waktu sesuai dengan peraturan pemerintah di negara bersangkutan.
2. Mengantisipasi kebutuhan masa depan dengan melakukan perbaikan berkelanjutan dan penguasaan teknologi.
PT. Nipress Tbk. menjadikan kalimat “ Moving the World in Silence” sebagai moto perusahaannya dengan filosofi sebagai berikut:
• Green Culture
Lingkungan juga merupakan bagian dari prioritas perusahaan. Teknologi dan metode yang ramah lingkungan serta kebijakan lingkungan hidup yang diterapkan akan menjamin kelestarian alam.
• Grand Innovation
Perusahaan ini menginovasikan, merancang, menciptakan dan memproduksi. Improvisasi tanpa henti dalam mengembangkan proses produksi dengan kontrol kualitas terbaik menjamin keunggulan produk-produk yang dihasilkan.
• Global Presence
Perusahaan ini bertekad memberikan pelayanan terbaik bagi konsumen. Dengan jaringan distribusi kami yang kuat dan tersebar di mana-mana, tanpa henti mengantarkan produk-produk dengan kualitas tertinggi kepada konsumen.
Perusahaan ini sangat menyadari bahwa inti setiap organisasi adalah orang-orang. Tingkat kompetisi sebuah organisasi sangat bergantung pada sumber daya manusia yang berada di dalamnya. Karena itulah Perusahaan menerapkan berbagai kebijakan untuk menyediakan lingkungan kerja yang
ideal dan meningkatkan kesejahteraan pegawai. Program-program pelatihan pun dijalankan untuk meningkatkan kinerja pegawai ke tingkat tertinggi.
1.5.3 Perkembangan Produk
Aki NS sudah melalui semua fase perkembangan teknologi selama hampir 40 tahun keberadaannya di industri ini. Dari yang paling sederhana hingga teknologi terkini. Kala itu, container atau wadah aki masih terbuat dari bahan ebonite atau hard rubber. Lantaran mudah pecah, perusahaan ini, lalu mencari jalan untuk membuat container yang lebih kuat dan tahan banting secara perlahan, bahan ebonite pun digantikan oleh plastik, yang terbukti lebih kuat dan aman. Kini, semua container aki NS terbuat dari bahan plastik.
Box Aki NS Mobil, NS Absolute terbuat dari bahan plastik sehingga lebih kuat dan tidak pecah. Seiring perkembangannya teknologi bahan baku
container, perusahaan ini pun terus memperbarui teknologi untuk kompartemen dalam alias isi aki. Dulu, sebelum bisa digunakan, semua aki baru harus lebih dulu di-charge selama satu malam. Kemudian muncul teknologi dry-charge, yang memakai antimony sebagai penguat timbal di dalam aki, hingga aki Baru bisa langsung digunakan seketika. Meski, tetap saja, konsumen mesti menambahkan air aki setiap dua atau tiga bulan sekali.
Kehidupan yang makin sibuk membuat para konsumen menuntut hadirnya produk-produk yang benar-benar bandel dan bebas perawatan. PT Nipress Tbk, menjawab tuntutan itu dengan meluncurkan aki NS maintenance
free. Teknologi hybrid ini menggunakan bahan kalsium untuk menggantikan
antimony, karena tingkat penguapan kalsium jauh lebih rendah dibandingkan dengan antimony. Dengan demikian, ditambah oleh container yang fully sealed atau tertutup rapat, maka konsumen tak perlu lagi mengisi ulang air Aki. Dan karena bebas dari penguapan, Aki jenis ini bisa ditempatkan di mana saja, termasuk di dalam kabin kendaraan. Malah jika ditempatkan di bagasi atau kabin, aki akan makin awet karena terhindar dari hawa panas mesin kendaraan.
Di Indonesia, PT Nipress Tbk, juga merupakan pelopor dalam penggunaan teknologi “Mata Kucing“. Sejak 1985, aki NS sudah menempatkan “ Mata Kucing “ di bagian atas container aki sebagai indikator kondisi aki. Melalui indikator tersebut, konsumen bisa memastikan kondisi aki, apakah stand-by, kurang air atau malah harus di- charge ulang. Semua aki NS juga memiliki CCA (cold cranking amps) lebih tinggi dibandingkan aki-aki merek lain. Otomatis, cranking power-nya pun tentu tinggi, hingga andal digunakan setiap saat.
Aki NS memang memiliki variasi produk atau range product yang amat luas, dari aki untuk sepeda motor, mobil, mobil bertenaga listrik hingga kendaraan militer seperti tank. Untuk mobil, aki NS tersedia dalam tiga tipe, yakni tipe JIS (Jepang Industrial Standard) untuk mobil-mobil produksi Jepang, tipe DIN (Deutsche Industrial Normale) untuk mobil keluaran Eropa dan tipe BCI (Batere Consult Industrial) bagi mobil-mobil produksi Amerika
Serikat. Range product batere atau Aki untuk sepeda motor pun tak jauh berbeda. Bahkan, NS memiliki produk khusus bagi sepeda motor besar atau
big bike semacam Harley Davidson dan sepeda motor bermesin besar lainya. PT Nipress Tbk, juga memproduksi aki-aki deep cycle atau batere elektrik untuk diaplikasikan pada kendaraan-kendaraan bertenaga listrik seperti golf cart atau menggerakan panel-panel solar cell. Belum lagi batere-batere multifungsi untuk digunakan pada peranti-peranti elektronik seperti UPS, mainan anak-anak atau sepeda listrik.
Beberapa industri juga mengandalkan produk-produk PT Nipress Tbk, untuk mendukung kelancaran usahanya. Industri telekomunikasi, contohnya, sangat terbantu oleh batere produksi PT Nipress Tbk. Yang digunakan di menara-menara BTS (Base Tranceiver Station).
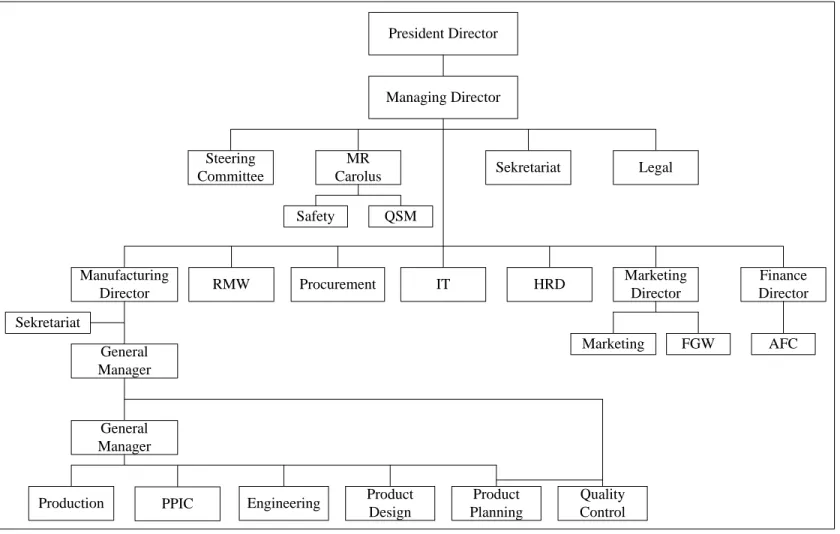
1.5.4 Struktur Organisasi
PT. Nipress Tbk memiliki struktur organisasi fungsional, dimana tanggung jawab dan wewenang terbagi dalam beberapa departemen yang memiliki fungsinya masing-masing dalam kegiatan operasi perusahaan. Pada perusahaan ini, setiap bawahan mempertanggungjawabkan pekerjaannya hanya pada satu atasan. Manajemen perusahaan dipimpin oleh seorang
president director, dimana dalam menjalankan perusahaannya seorang
president director dibantu oleh managing director yang membawahi semua kepala bagian yang ada di tiap departemen.
President Director Managing Director Steering
Committee
MR
Carolus Sekretariat Legal Safety QSM Manufacturing Director RMW Procurement IT HRD Marketing Director Finance Director Sekretariat General Manager Marketing FGW AFC General Manager
Production PPIC Engineering Product Design Product Planning Quality Control Sumber : PT. Nipress, Tbk
1.5.5 Manajemen Organisasi
Tugas, wewenang dan tanggung jawab masing-masing bagian dalam manajemen organisasi PT. Nipress Tbk, adalah sebagai berikut :
1. Manajer Produksi :
• Menangani dan bertanggung jawab terhadap segala sesuatu yang terjadi di dalam bagian produksi
• Mengkoordinasi kegiatan produksi agar dapat memenuhi pesanan langganan dan tujuan dari perusahaan
• Membuat perencanaan yang baik dan melaksanakan pengendalian terhadap operasi produksi secara keseluruhan
• Membuat formula produk dan meninjau contoh produk. 2. Manajer Marketing
• Menyusun rencana kerja pemasaran dan pembelian baik jangka panjang maupun jangka pendek
• Memberikan kebijaksanaan mengenai hal-hal yang berkaitan dengan pemasaran
• Menerima atau menolak order pelanggan
• Mendokumentasikan informasi atau input dari pelanggan
3. Manajer Purchasing (pembelian)
• Mengumpulkan dan mendokumentasikan informasi / data supplier • Melakukan negoisasi harga dengan supplier
• Mencari informasi pembanding untuk barang yang akan dibeli.
4. Manajer HRD
• Melaksanakan promosi, pemindahan, penurunan, serta pemberhentian karyawan.
• Menyusun rencana pendidikan dan pelatihan karyawan.
• Mengatur jadwal recruitment , test dan interview.
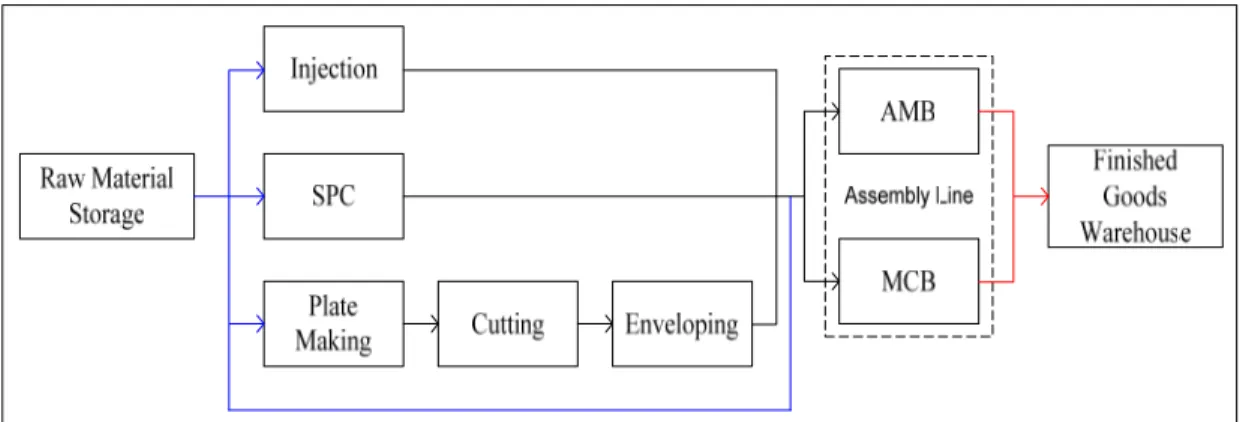
1.5.6 Proses Produksi
Proses produksi pada PT. Nipress Tbk terbagi dalam 3 area, yaitu sebagai berikut :
1. Area 1 : Plate Making
Pada area ini terjadi proses pembuatan plate untuk batere aki, baik plate
positif (+) maupun plate (-). Pada area ini terdapat beberapa proses, yaitu : proses oxide, proses grid casting, proses mixing, proses pasting, proses
curing, proses formation, proses pencucian, proses pengeringan dengan menggunakan oven dan kipas.
2. Area 2 : Assembly
Pada area ini terbagi 2, yaitu line untuk mobil (AMB) dan line untuk motor (MCB). Sebelum masuk ke dalam proses perakitan, sebelumnya
plate yang dihasilkan di area 1 akan di-cutting dari bentuk panel menjadi satuan, dan khusus untuk plate positif (+) akan ditutupi separator yang dibentuk seperti amplop, proses tersebut dinamakan enveloping. Area 2 ini akan menerima hasil produksi dari area 1 dan area 3 untuk dirakit menjadi batere aki yang utuh.
3. Area 3 : Injection
Pada area ini, terdapat proses pembuatan container, cover, handle dan LIDA dengan menggunakan mesin injection. Selain itu juga, ada proses SPC (small part casting) yang termasuk dalam area 3 ini.
Untuk menghasilkan suatu batere aki, proses-proses yang harus dilalui adalah sebagai berikut :
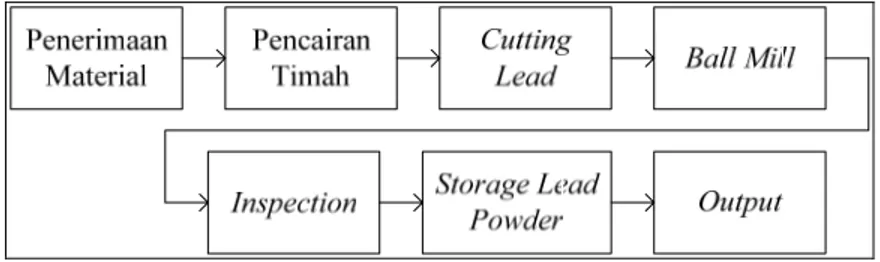
1. Proses Grid Casting
Proses grid casting ada proses pembuatan grid yang merupakan salah satu komponen dasar aki. Bahan baku pembuatan grid adalah timah Sb 2,5%. Setelah terbentuk, grid didiamkan sekitar 3 hari. Fungsinya adalah mengokohkan grid dan menghilangkan kadar minyak yang terdapat pada
grid.
Gambar 1.3 Flow Chart Proses Grid Casting
2. Proses Oxide Milling
Oxide milling adalah proses penggilingan timah menjadi menjadi bubuk yang nantinya dibuat menjadi pasta. Pada tahap ini bahan baku berupa
pure lead 99.97% atau 99.99% (timbal) digiling menjadi lead powder.
3. Proses Mixing
Proses ini terjadi dalam section pasting, dimana terjadi pencampuran tepung (oxide) dengan asam, air dan aditif lainnya sehingga dihasilkan pasta. Input proses ini adalah tepung oxide, air demin, asam sulfat, dan zat aditif lainnya. Pasta untuk plate positif (+) dan negatif (-) dibuat dalam adukan yang berbeda dengan komposisi yang berbeda pula.
Gambar 1.5 Flow Chart Proses Mixing
4. Proses Pasting
Proses pasting merupakan proses pembuatan plate dimana grid sebagai
kerangka ditutupi dengan pasta hasil mixing. Input dari proses ini adalah pasta yang dibuat dari proses mixing.
Gambar 1.6 Flow Chart Proses Pasting
5. Proses Curing
Proses curing bertujuan agar grid dan pasta melekat sempurna. Pada proses ini, kelembaban diatur dan mempercepat proses kimia pada plate. Diperlukan waktu 24 jam untuk membuat plate siap digunakan.
6. Proses Acid Mixing
Salah satu bahan pembentuk aki adalah air zuur. Proses acid mixing
membuat air zuur dengan bahan baku air demin dan larutan asam sulfat (H2SO4). Air demin adalah air tanah yang diubah kadar mineralnya. Larutan asam sulfat yang digunakan adalah H2SO4 SGPR 1.05 dan 1.25. Untuk mencapai kadar ini, dilakukan pengenceran terlebih dahulu karena bahan baku yang diterima tidak sesuai dengan kadar yang digunakan.
Gambar 1.8 Flow Chart Proses Acid Mixing
7. Proses Formasi (Formation)
Proses formasi adalah proses dimana plate hasil proses pasting diberikan arus listrik. Proses charging dilakukan di formation tank, dengan alat penghasil listriknya adalah rectifier (sejenis trafo). Proses charging
memakan waktu selama + 20 jam.
Input proses ini adalah plate unformed, dan output-nya adalah plate formed basah.
8. Proses Oven
Proses oven adalah proses pengeringan plate hasil proses formasi. Mesin
oven yang digunakan antara plate positif (+) dan plate negatif (-) berbeda. Untuk plate positif (+) menggunakan mesin inner gas oven, sedangkan untuk plate negatif (-) menggunakan mesin pafecta oven. Input untuk proses ini adalah plate formed basah, dan output-nya adalah plate formed
kering.
Gambar 1.10 Flow Chart Proses Oven
9. Proses Cutting & Brushing
Proses cutting adalah proses pemotongan plate dari bentuk panel menjadi bentuk satuan. Sedangkan proses brushing adalah proses untuk membersihkan plate satuan sehingga menjadi halus.
Input untuk proses ini adalah plate formed kering bentuk panel, dan
output-nya adalah plate satuan.
10. Proses Enveloping
Pada proses ini plate positif (+) ditutupi separator yang dibentuk seperti amplop. Fungsinya adalah supaya antara plate positif (+) dan plate negatif (-) tidak saling menempel. Input proses ini adalah plate positif (+) dan
separator, dan output-nya adalah plate positif (+) dalam amplop.
Penerimaan
Material Enveloping Inspection Output
Gambar 1.12 Flow Chart Proses Enveloping
11. Proses Injection
Proses ini merupakan proses pembuatan container, cover, dan accessories
untuk batere aki, dengan menggunakan mesin injection. Input berupa bahan baku yang digunakan adalah bijih plastik (polypropylene dan
trilene). Output yang dihasilkan adalah container, cover, dan accessories
seperti handle, LIDA, dan vent plug.
Gambar 1.13 Flow Chart Proses Injection
12. Proses SPC (Small Part Casting)
Proses SPC adalah proses pembuatan part-part kecil yang digunakan pada batere aki, seperti terminal, connector, bushing, lead stick (batang las). Bahan baku yang digunakan adalah timah sb 3% dan timah sb 4% (merupakan timah recycle, lebur ulang). Untuk bushing, akan di-transfer
lagi ke bagian injection, sedangkan part kecil lainnya akan di-transfer ke bagian assembly.
Gambar 1.14 Flow Chart Proses SPC (Small Part Casting) 13. Proses Assembly (Perakitan)
Perakitan merupakan proses akhir untuk menghasilkan suatu batere aki, yaitu proses penggabungan (assembling) semua komponen batere yang telah dibuat pada proses-proses sebelumnya. Pada bagian assembly ini terbagi dalam 2, yaitu satu untuk line motor (MCB) sebanyak 6 line, dan yang satu lagi untuk line mobil (AMB) sebanyak 4 line. Input untuk proses assembly ini antara lain: plate formed, plastic part (container,
cover, dan accessories), SPC, aluminium foil, packaging material, dan lain-lain. Assembly yang dilakukan antara lain : Stacking Plate, Inbox &
Burning, Boxing, dan Heat Seal. Sedangkan test yang dilakukan meliputi
Short Test 1, Polarity Test, Short Test 2, dan Air Leak Test.
Finishing (Packaging)
(Output) Battery
Penerimaan
Material Assembly Test
1.5.7 Sistem Kerja
Pembagian jam kerja pada PT. Nipress TBk, terbagi tiga sesuai dengan bagiannya, yaitu sebagai berikut :
• Karyawan Kantor
Hari kerja : Senin – Jumat
Waktu kerja : Pukul 08.00 – 12.00, dan Pukul 13.00-17.00
• Karyawan Produksi
Hari kerja : Senin – Minggu
Waktu kerja untuk karyawan produksi terbagi dalam 3 shift, dengan pembagian sebagai berikut :
o Shift 1 : Pukul 08.00 - 16.00 o Shift 2 : Pukul 16.00 – 24.00 o Shift 3 : Pukul 24.00 – 08.00
Tidak semua bagian produksi bekerja dalam 3 shift, ada beberapa bagian yang hanya 2 shift saja. Setiap karyawan produksi tetap mendapatkan satu hari libur, walaupun hari kerjanya senin sampai minggu. Setiap karyawan produksi mendapatkan hari libur yang berbeda-beda (1 hari dalam 1 minggu), yakni hari kerja setiap karyawan diatur sedemikian mungkin agar bergantian mendapatkan hari libur.
• Karyawan Engineering
Waktu kerja untuk karyawan produksi terbagi dalam 2 shift, dengan pembagian sebagai berikut :
o Shift 1 : Pukul 08.00 - 16.00 o Shift 2 : Pukul 16.00 – 24.00
Untuk hari libur setiap karyawan engineering, pengaturannya sama seperti karyawan produksi.