DESAIN MODEL DAN SIMULASI SISTEM KONTROL SEBAGAI
MODUL PEMBELAJARAN BERBASIS PLC SKALA
LABORATORIUM
NASKAH PUBLIKASI
Diajukan Untuk Memenuhi Syarat
Guna Mencapai Gelar S-1
Jurusan Teknik Industri
Disusun Oleh:
GANCANG BAYU KUNCORO
D600 090 008
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
DESAIN MODEL DAN SIMULASI SISTEM KONTROL SEBAGAI MODUL PEMBELAJARAN BERBASIS PLC SKALA LABORATORIUM
1Gancang Bayu Kuncoro, 2Ratnanto Fitriadi, ST, MT, 3Ahmad Kholid Al Ghofari ST, MT
Jurusan Teknik Industri, Fakultas Teknik Universitas Muhammadiyah Surakarta
Jl. Ahmad Yani Tromol Pos 1 Pabelan Kartasura 57102 Telp 0271 717417 Email: [email protected]
Abstrak
Semakin canggih teknologi yang digunakan pada industri manufaktur di era globalisasi ini seperti sistem otomatisasi, komputerisasi guna membentuk efektifitas dan efisiensi yang tinggi dalam pengoprasian. Sistem kontrol otomatis sudah tidak dipungkiri keberadaannya, banyak industri manufaktur yang menggunakan sistem kontrol otomatis tersebut seperti yang dijelaskan diatas.. Kondisi di Laboratorium Jurusan Teknik Industri dilengkapi dengan software LG GMWIN 4.17 untuk membuat diagram Ladder dan untuk memperjelas presentasi untuk mahasiswa dan juga dilengkapi alat peraga seperti Water Level, Conveyor dan lain lain. Tujuan penelitian penelitian ini supaya fasilitas yang ada di laboratorium dapat digunakan secara maksimal dengan cara pembelajaran sistem kontrol sehingga kita dapat mempunyai gambaran dan memberikan perwakilan sistem kontrol yang diterapkan di industri manufaktur yang akan dikemas dalam bentuk modul pembelajaran sistem kontrol otomatis menggunakan PLC (Programmable Logic Controller), beserta software pendukungnya LG Glofa GMWIN 4.17 yang dilengkapi dengan pemodelan sistem. Hasil penelitian didapatkan 5 kategori yang mewakili sistem kontrol pada industri manufaktur yaitu: proses produksi, proses pengepakan, proses pengendalian kualitas, proses kontrol, dan proses transportasi. Berdasarkan hasil identifikasi tersebut dihasilkan rancangan modul pembelajaran antara lain: filling and capping process, pengepakan makanan kemasan plastik, quality control water level, pintu gudang otomatis, dan traffic lamp T-junction.
Kata Kunci: Sistem Kontrol PLC LG Glofa, Pemodelan Sistem
Pendahuluan
Di dunia industri pada era globalisasi ini sebagian besar menggunakan teknologi yang canggih seperti sistem otomatisasi, komputerisasi guna membentuk efektifitas dan efisiensi yang tinggi dalam pengoprasian.
Banyak industri manufaktur yang menggunakan sistem kontrol otomatis untuk meningkatkan produktifitas antara lain digunakan untuk sistem kontrol proses, sistem kontrol energy, sistem kontrol transportasi, hingga sistem kontrol non-teknis. Sistem kontrol otomatis sudah tidak dipungkiri keberadaannya, maka kita dituntut untuk menguasai sistem kontrol tersebut dimaksudkan agar dapat mengetahui apa itu sistem kontrol, bagaimana itu bisa dilakukan, dan lain lain, yang digunakan di industri manufaktur salah satunya dengan menggunakan PLC (Programable Logic Controller).
Kondisi Laboratorium Teknik Industri yang memadai dan telah dilengkapi KIT PLC LG Glofa beserta software GMWIN 17 dan alat peraga, tujuan penulis melakukan penelitian ini adalah mengemas sistem kontrol yang berada pada industri manufaktur kedalam bentuk modul pembelajaran sistem kontrol PLC yang dilengkapi pemodelan sistem.
Landasan Teori
SISTEM KONTROL
Hanif Said dalam bukunya mendefinisikan sistem kontrol pada umumnya terbagi menjadi 2 yaitu sistem konvensional atau lebih dikenal dengan Fixed Wired Control menggunakan relay elektromagnetik maupun Solid State Relay sebagai komponen kontrolnya dan sistem kontrol modern slah satunya menggunakan Programable Logic Controller (PLC)
PROGRAMABLE LOGIC CONTROLLER (PLC)
Sebuah PLC (kepanjangan dari Programable Logic Controller) adalah sebuah alat yang digunakan untuk menggantikan rangkaian sederetan relai yang dijumpai pada sistem kontrol proses konvensional. PLC Bekerja dengan cara mengolah inputan (Sensor, Tombol ) yang kemudian diproses sehingga mendapatkan keluaran seperti conveyor, Lampu, dll (logic, 0 atau 1, hidup atau mati). PLC menggunakan bahasa pemograman yang biasa disebut diagram Ladder software yang digunakan juga harus sesuai dengan KIT PLC. Oleh karena itu dinamakan PLC (Progromable Logic Controller) yaitu Pengontrolan dengan menggunakan bahasa Logika (Pemograman) yang dapat diprogram fleksibel. Menurut Raju (2011) perbandingan PLC dengan sistem kontrol yang lain adalah sebagai berikut:
a. PLC versus kontrol relay
Fungsi kontrol dapat secara mudah diubah dengan mengubah program menggunakan software, implementasi proyek cepat, pengkabelan relative sederhana dan rapi, monitoring proses terintergasi.
b. PLC dengan microcontroller
Microcontroller pada dasarnya adalah sebuah komputer yang dirancang untuk melakukan tugas tugas kontrol. Secara fungsional PLC dan mikrocontroller ini hampir sama, tetapi secara teknis pengontrolan mesin dengan microcontroller relative lebih sulit.
c. PLC dengan interpersonal PC
Dengan perangkat antarmuka tambahan sebuah PC dapat digunakan untuk mengendalikan peralatan luar. Tetapi PC tidak dirancang untuk ditempatkan pada lokasi getaran ekstrim yang umum dijumpai dipabrik.
Pada perancangan dan pembuatan modul pembelajaran sistem kontrol berbasis PLC, PLC yang akan digunakan adalah PLC LG Glofa dengan spesifikasi dan karakteristik sebagai berikut:
a. Spesifikasi b. Karakteristik
Merek : LG Glofa 20 I/O Metode kontrol : Penyimpan Program
Model : GMWIN 4.17 Bahasa Pemograman : LD GMWIN
Tegangan suplai : 220 V AC Max I/O point : 32
Frekuensi : 50 – 60 Hz Output : 12
Daya : 30 VA Input : 8
Arus Input : 5 mA / 12 mA Model Operasi : run, stop, pause, reset Tegangan Output : 24 V DC, 220 V AC
Gambar 1 KIT PLC LG Glofa
a. Blok PLC Glofa
PLC Glofa adalah PLC keluaran LG, PLC yang digunakan adalah PLC ber seri G7M-DR20U dengan 20 I/O yaitu 12 Input dan 8 output. Alasan pemilihan PLC ini diantaranya adalah : bentuknya yang kompak dan tegangan 220 V dapat langsung masuk tanpa membutuhkan adaptor.
b. Blok Power Source
Merupakan bagian yang berhubungan dengan adanya sumber tegangan yang masuk pada PLC. Kit training ini memiliki pengaman berupa fuse yang dapat membatasi arus yang masuk pada PLC dan merupakan pengaman jika terjadi hubung singkat pada rangkaian. Terdapat pula Indikator yang akan menunjukan nilai tegangan sumber yang masuk pada PLC, hal ini dimaksudkan agar PLC tidak mendapatkan sumber tegangan yang tidak sesuai dengan yang diinginkan (terlalu besar / kecil / tidak stabil).
c. Blok Output Source
Blok Output source ini adalah bagian yang merupakan perpanjangan jalur power supply. Blok ini memberikan output tegangan 220VAC dan 24VDC yang nantinya akan berguna pada saat pemilihan input atau output PLC. Tegangan yang keluar dari output source dipasangkan pada port COM yang terdapat pada blok input atau output, atau dapat pula dipasangkan pada device luar yang diinginkan.
d. Blok Selektor
Blok selector adalah blok yang berfungsi memilih sumber input dan output yang akan masuk atau keluar dari PLC. Blok ini digunakan untuk memilih input yang dipakai apakah saklar (internal) atau peripheral luar (eksternal), dan juga untuk memilih apakah output yang dipakai adalah lampu indikator (internal) atau output untuk kontrol peralatan luar (eksternal)
e. Blok Input
Blok input adalah bagian yang menunjukan adanya input/masukan data pada PLC. Masing-masing input terhubung dengan port input yang ada pada PLC. Dengan menekan switch pada bagian input, maka PLC akan menerima data sebagaimana port yang kita tekan. Input PLC disediakan dari dua sumber yaitu internal dan eksternal, input internal dipilih jika kontrol PLC hanya merupakan input simulasi dan tidak perlu device tambahan. Input eksternal adalah input yang berasal dari device eksternal yang dapat berupa berbagai jenis tombol dan sensor industri
Blok PLC Glofa
f. Blok Output
Blok output adalah perpanjangan dari bagian port output PLC, setiap port pada blok output mewakili port output PLC. Ketika selector PLC dipilih pada sisi internal, maka lampu-lampu pada blok output akan aktif, jadi ketika port output PLC aktif (bertegangan) maka lampu pada blok input akan menyala. Jika selector dipilih pada sisi eksternal, maka jika port output PLC aktif (bertegangan) maka port pada blok output akan ikut aktif (bertegangan sesuai yang masuk pada Port COM).
SOFTWARE LG GLOFA GMWIN 4.17
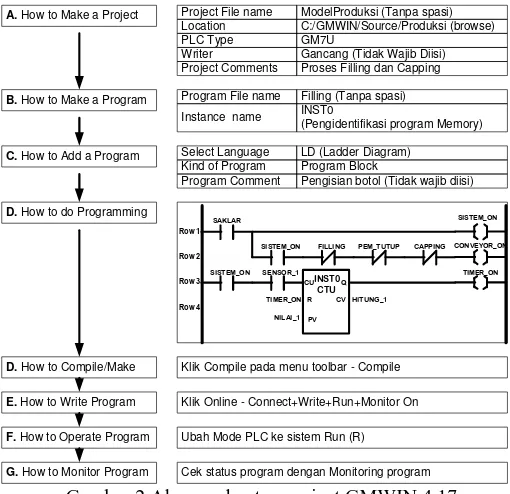
Software ini digunakan untuk membuat diagram ladder yang nantinya akan ditransfer ke PLC melalui komputer. Pada awalnya diagram ladder digunakan untuk mempresentasikan rangkaian logika kontrol secara hardwired untuk mesin mesin atau peralatan. Intruksi dasar Alur pembuatan projek dari GMWIN 4.17 ditunjukan pada gambar 2 sebagai berikut:
A. How to Make a Project
B. How to Make a Program
D. How to do Programming
Project File name ModelProduksi (Tanpa spasi) PLC Type GM7U
Writer Gancang (Tidak Wajib Diisi) Project Comments Proses Filling dan Capping Location C:/GMWIN/Source/Produksi (browse)
Program File name Filling (Tanpa spasi)
Select Language LD (Ladder Diagram) Kind of Program Program Block Instance name INST0
(Pengidentifikasi program Memory)
C. How to Add a Program
Program Comment Pengisian botol (Tidak wajib diisi)
INST0 CTU
SAKLAR SISTEM_ON
CONVEYOR_ON SISTEM_ON FILLING PEM_TUTUP CAPPING
SISTEM_ON SENSOR_1 TIMER_ON
TIMER_ON NILAI_1 R PV
CV CU Q
HITUNG_1
Row 1
Row 2
Row 3
Row 4
D. How to Compile/Make KlikCompile pada menu toolbar - Compile
E. How to Write Program KlikOnline - Connect+Write+Run+Monitor On
F. How to Operate Program Ubah Mode PLC ke sistem Run (R)
G. How to Monitor Program Cek status program dengan Monitoring program
Gambar 2 Alur pembuatan project GMWIN 4.17
KLASIFIKASI MODEL
Model ini sebenarnya merupakan prosedur yang dinyatakan dalam symbol simbolyang tepat. Istilah simulasi menunjuk pada cara dimana model yang digunakan untuk prediksi dengan pengertian setiap model adalah suatu simulasi dari kenyataan yang ada dalam lingkup kebutuhan persoalan-persoalan tersebut dan merupakan prosedur untuk menyatakan (execution) proses-proses tersebut.
Pengujian model ada 2 yaitu:
a. Validasi Model
Proses menentukan apakah rancangan model konseptual yang dibuat merefleksikan sistem nyata dengan tepat.
b. Verifikasi Model
Proses menentukan apakah model simulasi yang dirancang merefleksikan model konseptual dengan tepat.
secara keseluruhan dan menjelaskan urutan dari prosedur-prosedur yang ada didalam sistem. Dengan kata lain, flowchart ini merupakan deskripsi secara grafik dari prosedur-prosedur yang terkombinasi yang membentuk suatu sistem, simbol-simbol ditunjukan pada Tabel 1 berikut ini:
Tabel 1 Simbol Flowchart
Metodologi Penelitian
Dalam penelitian ini menghasilkan output modul pembelajaran sistem kontrol berbasis PLC yang mewakili penggunaan sistem kontrol pada industri manufaktur. Prosedur dari penelitian ini adalah:
1. Identifikasi Awal 2. Identifikasi Model
a. Observasi b. Tinjauan Pustaka 3. Pembuatan Model
a. Pemodelan sistem kontrol otomatis b. Uji Validasi dan Verifikasi Model c. Pembuatan dan Simulasi Program d. Analisa
4. Pembuatan Modul
Hasil dan Pembahasan
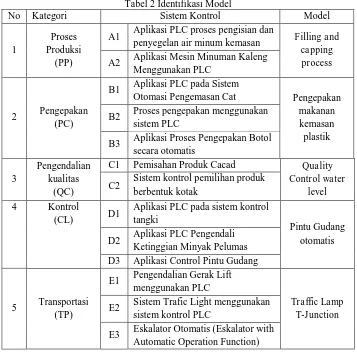
Identifikasi Model
Tabel 2 Identifikasi Model
No Kategori Sistem Kontrol Model
1
Proses Produksi
(PP)
A1 Aplikasi PLC proses pengisian dan
penyegelan air minum kemasan Filling and capping process A2 Aplikasi Mesin Minuman Kaleng
Menggunakan PLC
2 Pengepakan (PC)
B1 Aplikasi PLC pada Sistem
Otomasi Pengemasan Cat Pengepakan makanan kemasan plastik B2 Proses pengepakan menggunakan
sistem PLC
B3 Aplikasi Proses Pengepakan Botol secara otomatis
3
Pengendalian kualitas
(QC)
C1 Pemisahan Produk Cacad Quality
Control water level C2 Sistem kontrol pemilihan produk
berbentuk kotak
4 Kontrol
(CL) D1
Aplikasi PLC pada sistem kontrol tangki
Pintu Gudang otomatis D2 Aplikasi PLC Pengendali
Ketinggian Minyak Pelumas D3 Aplikasi Control Pintu Gudang
5 Transportasi (TP)
E1 Pengendalian Gerak Lift menggunakan PLC
Traffic Lamp T-Junction E2 Sistem Trafic Light menggunakan
sistem kontrol PLC
E3 Eskalator Otomatis (Eskalator with Automatic Operation Function)
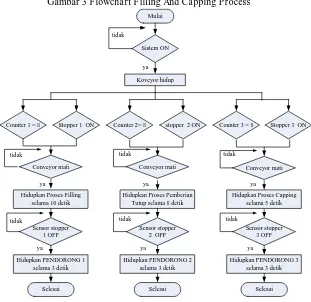
Pemodelan Sistem Kontrol Otomatis
Mulai
Hidupkan Proses Filling selama 10 detik
Hidupkan Proses Pemberian Tutup selama 8 detik
Hidupkan Proses Capping selama 5 detik
Hidupkan PENDORONG 1 selama 3 detik
Hidupkan PENDORONG 2 selama 3 detik
Hidupkan PENDORONG 3 selama 3 detik
Selesai Selesai Selesai
Conveyor mati Conveyor mati Conveyor mati
tidak tidak tidak
ya ya ya
Gambar 3 Flowchart Filling And Capping Process
Gambar 4 Flowchart Pengepakan makanan Gambar 5 Proses Quality Control Water Level Kemasan plastik
Proses Pengemasan Plastik selama 3 detik
Kemasan Masuk ke dalam Kardus
Isi Kardus Counter = 10 Tidak
Ya
Conveyor 2 ON selam 3 detik untuk menganti kardus baru
Selesai
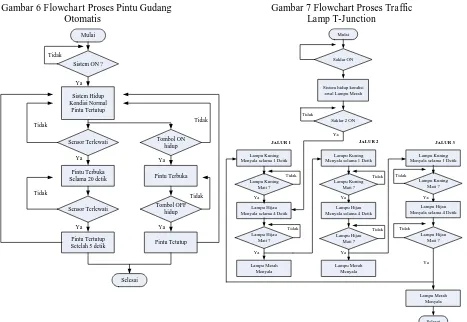
Mulai
Sistem ON ??
Conveyor Berjalan Lampu Latar hidup
Botol Melewati sensor ??
Conveyor Berhenti selama waktu 8 detik
Botol Terisi Penuh ??
Sensor Aktifkan pemisah selama 5 detik ke jalur 1
Gambar 6 Flowchart Proses Pintu Gudang Gambar 7 Flowchart Proses Traffic
Otomatis Lamp T-Junction
Validasi dan Verifikasi model
Pemodelan sistem akan dilakukan tahap validasi dan verifikasi model untuk mengetahui apakah konsep dan model sesuai. Validasi adalah proses menentukan apakah model simulasi merefleksikan model konseptual dengan tepat, dan verifikasi adalah menentukan apakah konsep merefleksikan model dengan tepat. Pada tahap ini akan dilakukan validasi dan verifikasi model dengan cara komparasi (comparasion). Hasil ditunjukan pada tabel 3 sebagai berikut:
Tabel 3 Validasi dan Verifikasi Model
Model
Validasi Model Verifikasi Model
Sistem nyata Konsep
Hasil Sistem nyata Konsep Hasil
I O P I O P I O P I O P masing masing sehingga telah melewati uji validasi dan verivikasi model.
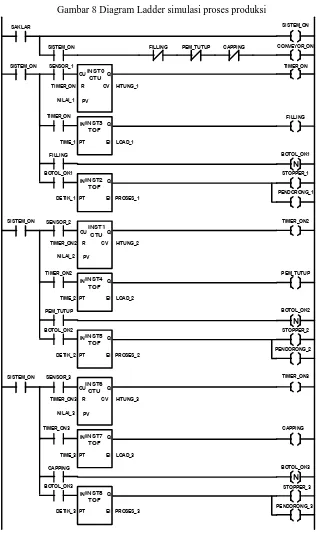
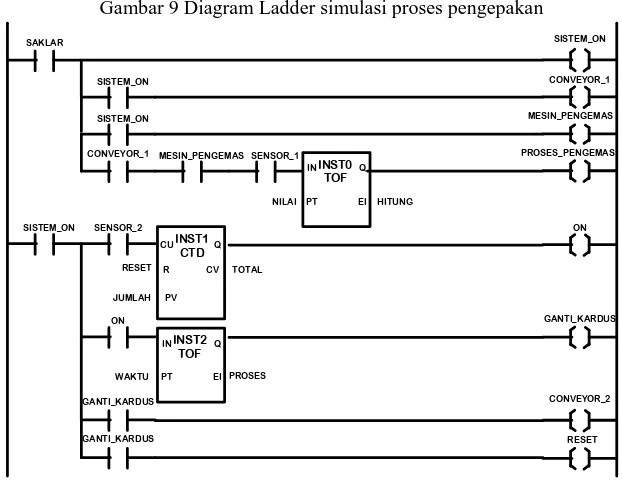
Pembuatan dan simulasi program
Pembuatan program dan masing masing model yaitu proses produksi, proses pengepakan, proses pengendalian kualitas, proses kontrol, dan proses transportasi simulasi ditunjukan dengan diagram ladder pada gambar 8 sampai 12:
Mulai
Sistem hidup kondisi awal Lampu Merah
Saklar 2 ON
Lampu Hijau Menyala selama 4 Detik
Lampu Hijau Mati ?
Lampu Merah Menyala
Lampu Kuning Menyala selama 1 Detik
Lampu Kuning Mati ?
Lampu Hijau Menyala selama 4 Detik
Lampu Hijau Mati ?
Lampu Merah Menyala
Lampu Kuning Menyala selama 1 Detik
Lampu Kuning Mati ?
Lampu Hijau Menyala selama 4 Detik
Lampu Hijau Mati ?
Lampu Merah Menyala Lampu Kuning
Menyala selama 1 Detik
Lampu Kuning
Gambar 8 Diagram Ladder simulasi proses produksi SISTEM_ON FILLING PEM_TUTUP CAPPING
Gambar 9 Diagram Ladder simulasi proses pengepakan
INST1 CTD
INST0 TOF
INST2 TOF
SAKLAR SISTEM_ON
CONVEYOR_1 SISTEM_ON
MESIN_PENGEMAS
SENSOR_1
ON
PROSES WAKTU
JUMLAH
NILAI
R
PV CV CU Q
GANTI_KARDUS Q
IN
PT EI
Q IN
PT EI
HITUNG
RESET TOTAL SISTEM_ON
CONVEYOR_1 MESIN_PENGEMAS
ON
PROSES_PENGEMAS
SISTEM_ON SENSOR_2
GANTI_KARDUS CONVEYOR_2
GANTI_KARDUS RESET
Gambar 10 Diagram Ladder proses pengendalian kualitas
INST0 TOF
INST1 TOF
SAKLAR SISTEM_ON
LAMPU_ON SISTEM_ON
CONVEYOR_ON
SENSOR_1
JALUR_2 PROSES
NILAI
Q IN
PT EI
Q IN
PT EI JALUR_1 SISTEM_ON
PENGECEKAN
SENSOR_2 SISTEM_ON
PENGECEKAN
PENGECEKAN SISTEM_ON
Gambar 11 Diagram Ladder proses kontrol
Gambar 12 Diagram Ladder proses transportasi
Analisa
Pada tahap analisa menunjukan hasil dari sistem kontrol yang telah dirancang, dan di analisa rekapitulasi kebutuhan alat dari hasil input dan output dari model sistem kontrol. Ditunjukan pada tabel 4
Tabel 4 Analisa kebutuhan Model
Model Produksi
Kode Alat Kode Alat
1 Counter 1 8 Kontrol Pendorong 2
2 Counter 2 9 Kontrol Pendorong 3
3 Counter 3 10 Mesin Filling
4 Kontrol Stopper 1 11 Mesin Pemberi tutup 5 Kontrol Stopper 2 12 Mesin Capping 6 Kontrol Stopper 3 13 1 set Box 7 Kontrol Pendorong 1 14 1 set Conveyor
Model Pengepakan
Kode Alat Kode Alat
1 Sensor 5 Stand dropper
2 Counter 6 Conveyor 1
3 Box/ Kardus 7 Conveyor 2
4 1 set Mesin pengemas
Model Pengendalian kualitas
Kode Alat Kode Alat
1 Lampu Penerang 5 Botol
2 Sensor 1 6 Kontrol Pemisah
3 Sensor 2 7 Papan Background sensor
4 Plat Jalur Produk 8 1 set Conveyor
Model Kontrol
Kode Alat Kode Alat
1 Sensor Ultrasonik 5 Buzzer
2 Sensor fotoelektrik 1 6 Push Button On/off 3 Sensor fotoelektrik 2 7 1 set Motor pintu
4 Lampu indikator
Model Transportasi
Kode Alat Kode Alat
1 1 set Traffic Lamp Jalur 1* 4 Papan
2 1 set Traffic Lamp Jalur 2* 5 1 set Kontrol Box 3 1 set Traffic Lamp Jalur 3* *) Lampu Merah, kuning, hijau
Pembuatan Modul
Modul pembelajaran PLC yang dihasilkan berjumlah 5 modul yaitu:
a. Modul pembelajaran proses produksi “Filling And Capping Process”.
b. Modul pembelajaran proses pengepakan “Pengepakan makanan kemasan plastik”.
c. Modul pembelajaran proses pengendalian kualitas “Quality Control Water Level”.
d. Modul pembelajaran proses kontrol “Pintu Gudang Otomatis”.
e. Modul pembelajaran proses transportasi “Traffic Lamp T-Junction
Kesimpulan
Dari hasil penelitian ini dapat diambil kesimpulan sebagai berikut:
1. Terdapat 5 identifikasi kategori aplikasi PLC yang mewakili sistem kontrol pada industri manufaktur antara lain:
a. Sistem kontrol proses produksi b. Sistem kontrol proses pengepakan
c. Sistem kontrol proses pengendalian kualitas d. Sistem kontrol pengendalian
e. Sistem kontrol transportasi.
2. Pemodelan sistem kontrol otomatis terdapat rancangan model yang dihasilkan berdasarkan identifikasi model sistem kontrol industri manufaktur yaitu: Filling and Capping process (proses produksi), Pengepakan makanan kemasan plastik (proses pengepakan), Quality control water level (proses pengendalian kualitas), Pintu gudang otomatis (Proses pengendalian kontrol), dan “Traffic Lamp T-Junction” yang telah telah diuji validasi dan verifikasi model dengan cara komparisasi sistem kontrol nyata pada industri manufaktur.
3. Modul pembelajaran PLC yang dihasilkan berjumlah 5 modul pembelajaran dari masing-masing sistem kontrol yang berisi tentang pengenalan PLC, pengoprasian software GMWIN 4.17 beserta dasar penggunaan, dan cara kerja dari masing-masing model sistem kontrol yang dirancang.
Saran
Saran yang dapat diambil dari penelitian ini adalah:
1. Diharapkan modul yang telah dirancang dapat direalisasikan dengan membuat prototype simulasi kontrol sehingga dapat mempermudah proses pembelajaran dan dapat menambah pengetahuan mengenai sistem kontrol.
2. Dapat dilakukan pembuatan modul-modul selanjutnya secara kontinyu sehingga dapat terus meng-update sistem kontrol pada industri manufaktur yang semakin canggih.
Ucapan Terima Kasih
Penulis ingin mengucapkan terima kasih kepada Bapak Ratnanto Fitriadi selaku Pembimbing I dan Bapak Ahmad Kholid Al Ghofari selaku Pembimbing II yang telah memberikan arahan, masukan, semangat kepada penulis sehingga penulis dapat menyelesaikan penelitian ini
Daftar Pustaka
Ardiansyah, Andi. 2012. Dasar Sistem Kontrol (Modul), Jakarta :Universitas Mercu Buana Eko Putra, Agfianto. 2007. PLC Konsep, Pemograman dan Aplikasi, Yogyakarta: Gavamedia
Firman Supriadi, Raju. 2011. Judul Skripsi : Perencanaan dan Pembuatan Modul Pembelajaran Sistem SCADA berbasis PLC untuk penyortiran produksi, Yogyakarta : UII
Said, Hanif. 2012. Aplikasi Programable Logic Controller (PLC) dan Sistem Pneumatik pada Manufaktur Industri, Yogyakarta: Andi Offset