i
PLC
TUGAS AKHIR
Oleh:
Jesman 32105005
Disusun untuk memenuhi syarat kelulusan Program Diploma III pada Program Studi Tekhni Elektronika
Politeknik Batam
PROGRAM STUDI TEKNIK ELEKTRONIKA POLITEKNIK BATAM
BATAM 2010
ii
PENGONTROLAN MIXING MACHINE BERBASIS PLC
TUGAS AKHIR
Oleh:
Jesman 32105005
Di ajukan dan di sahkan sebagai laporan Tugas Akhir Program Studi Teknik Elektronika
Politeknik Batam
Batam, Juni 2010
Pembimbing 1 , Pembimbing 2 ,
M.SYAFEI GOZALI. ST DANIEL SUTOPO. MT NIK : 107050 NIK : 100006
iii
KATA PENGANTAR
Puji syukur kehadirat Allah SWT yang telah memberikan rahmat dan hidayahnya sehingga penulis dapat menyelesaikan laporan tugas akhir ini dengan baik, tak lupa pula shalawat serta salam penulis panjatkan kepada junjungan nabi besar Muhammad SAW yang telah membawa umat manusia ke masa peradaban dan teknologi.
Penulisan laporan tugas akhir ini dimaksudkan untuk melengkapi persyaratan kelulusan tingkat Diploma III Program Studi Teknik Elektro Politeknik Batam. Untuk memenuhi persyaratan tersebut maka penulis mencoba untuk merancang dan membuat suatu sistem pengontrolan mixing machine berbasis PLC.
Penulisan laporan tugas akhir ini dapat disusun dan diselesaikan dengan baik tak lepas dari bantuan dan dukungan dari pembimbing dan ikut dalam membimbing penulis untuk menyelesaikan laporan tugas akhir ini. Pada kesempatan ini, penulis ucapkan terima kasih kepada:
1. Kedua orang tua, yang memberikan didikan, dukungan dan bimbingan dan kasih sayang sampai sekarang.
2. Bapak Dr. Priyono Eko Sanyoto, selaku Direktur Politeknik Batam.
3. Bapak Iman Fahruzi, ST. selaku Ka. Prodi Teknik Elektro.
4. Bapak M. Syafei Gozali, ST. selaku dosen pembimbing dan wali kelas.
5. Bapak Daniel Sutopo, MT. selaku pembimbing.
6. Seluruh Dosen-dosen Teknik Elektro dan.
7. Seluruh teman-teman yang selalu memberikan bantuan dan dukungan kepada penulis dalam meyelesaikan tugas akhir ini
iv
Harapan penulis semoga amal dan kebaikan yang di berikan mempunyai nilai-nilai luhur di sisi Allah SWT, penulis menyadari dalam pembuatan laporan tugas akhir ini masih banyak kekurangan dan kesalahannya yang harus di perbaiki, maka penulis mengharapkan kritik dan saran yang membangun untuk perbaikan dan pengembangan di masa-masa mendatang.
Batam, Juni 2010
Penulis
v
ABSTRAK
Otomasi merupakan alternatif yang tidak dapat dielakkan lagi untuk memperoleh sistem kerja yang efisien dan efektif. Untuk menunjang proses ini dapat digunakan Programmable Logic Controller (PLC). Tujuan dari sistem pengontrolan mixing machine berbasis PLC untuk menghasilkan proses pengolahan yang dapat di aplikasikan untuk industri. Sensor yang digunakan dalam sistem ini adalah sensor level dan tombol yang terhubung ke ADC PLC.
Serta mengunakan motor pengaduk bahan baku yang diatur dengan DAC PLC dan mengunakan pompa. Selain itu sistem pengontrolan mixing machine berbasis PLC dapat dijalankan dengan manual dan otomatis serta dilengkapi dengan sistem emergency sebagai pengaman.
kata kunci : PLC,ADC,DAC,Sensor level, Ladder Diagram
vi
LEMBARAN PENGESAHAN ii
KATA PENGANTAR iii
ABSTRAK v
DAFTAR ISI vi DAFTAR GAMBAR x DAFTAR TABEL xii
BAB I PENDAHULUAN 1
1.1 Latar Belakang 1
1.2 Tujuan dan Manfaat 2
1.3 Batasan Masalah 2
1.4 Metode Penulisan 3
1.5 Sistematika Penulisan 3
BAB II IKHTISAR SISTEM 5
2.1 Deskripsi Umum 5
2.2 Karakteristik 8
2.3 Lingkungan Operasi Pengembangan 8
BAB III LANDASAN TEORI 9
3.1 Motor Arus Searah (DC) 9
3.2 Motor AC 11
3.3 RELAY 13
3.4 Saklar 14
vii
BAB IV PERANCANGAN SISTEM 32
4.1 Perancangan Rangkaian 32
4.1.1 Rangkaian Power Supply 32
4.1.2 Rangkaian Level Sensor 33
4.1.3 Rangkaian Relay 34
4.1.4 Rangkaian Driver Motor 35
4.2 Perancangan Mekanik 35
4.3 Perancangan Input / Output 38
4.3.1 Pengawatan Device Input ke Modular Digital ke PLC 38 4.3.2 Pengawatan Device Input ke Modular analog PLC 39 4.3.3 Pengawatan Device Output ke Modular Digital ke PLC 40 4.3.4 Pengawatan Device Output ke Modular Analog Output PLC 40
4.4 Perancangan Ladder Diagram 45
4.4.1 Pengontrolan Auto/manual 45
4.4.2 Perancangan Ladder Sensor Level 48
4.4.3 Pengontrolan Pompa Mengunakan Sensor Level 49
4.4.4 Pengontrolan Motor Pengaduk 50
BAB V PENGUKURAN, PENGUJIAN, DAN ANALISA SISTEM 52
5.1 Pengukuran 52
5.1.1 Pengukuran Tegangan Keluaran Power Supply 52
5.1.2 Pengukuran Sensor Level 53
viii
5.2.1 Pengujian Sistem Otomatis 56
5.2.2 Pengujian Sistem Manual 56
5.3 Analisa 57
BAB VI KESIMPULAN DAN SARAN 59
6.1 Kesimpulan 59
6.2 Saran 59
DAFTAR PUSTAKA 60
LAMPIRAN
ix
DAFTAR GAMBAR
Gambar 2.1 Blok Diagram Mixing Machine 5
Gambar 2.2 Flowchart Mixing Machine 7
Gambar 3.1 Prinsip Kerja Motor DC 10
Gambar 3.2 Belitan Antara 2 Kutub 11
Gambar 3.3 Bagian Relay 13
Gambar 3.4 Common Schematic Relay 13
Gambar 3.5 Saklar 14
Gambar 3.6 Sensor Level 15
Gambar 3.7 Hubungan PLC Dengan Perangkat lain 16
Gambar3.8 CQM1-PA203 17 Gambar 3.9 CPU 17
Gambar 3.10 Peta Memori PLC 18
Gambar 3.11 CQM1-ID212 20
Gambar 3.12 CQM1-0D214 21
Gambar 3.13 Software CX-Programmer 22
Gambar 3.14 Contoh Diagram Ladder 24
Gambar 3.15 Intruksi Diagram Ladder 25
Gambar 3.16 Intruksi AND 25
Gambar 3.17 Intruksi OR 26
x
Gambar 3.18 Intruksi AND LOD 27
Gambar 3.19 Intruksi OR LOD 27
Gambar 3.20 Intruksi NOT 28
Gambar 3.21 Intruksi SET dan RISET 28
Gambar 3.22 Intruksi TIM (TIMER) 29
Gambar 3.23 Intruksi CNT (Counter) 31
Gambar 3.24 Intruksi OUT 31
Gambar 4.1 Rangkaian Power Supply 33
Gambar 4.2 Rangkaian Sensor 34
Gambar 4.3 Rangkaian Relay 34
Gambar 4.4 Rangkaian Driver Motor 35
Gambar 4.5 Kotak Power Suplly 36
Gambar 4.6 Kontrol Panel 36
Gambar 4.7 Mekanik Mixing Machine 37
Gambar 4.8 Wiring Digital Input PLC 38
Gambar 4.9 Wiring ADC PLC 39
Gambar 4.10 Wiring Digital Output PLC 40
Gambar 4.11 Diagram Output Analog 41
Gambar 4.12 Wiring DAC PLC 42
Gambar 4.13 Flowchart Program Mixing Machine 44
xi
Gambar 4.14 Perancangan Ladder Diagram Auto/Manual 47 Gambar 4.15 Perancangan Ladder Diagram Sensor Level 48 Gambar 4.16 Perancangan Ladder Diagram Pengontrolan Pompa 49 Gambar 4.17 Perancangan Ladder Diagram Motor Pengaduk 51
Gambar 5.1 Titik Pengukuran Power Supply 52
Gambar 5.2 Pengukuran Sensor Level
53 Gambar 5.3 Pengukuran Keluaran DAC PLC
55
xii
DAFTAR TABEL
Tabel 3.1 List Program Diagram ledder 25
Tabel 3.2 Tabel Kebenaran Gerbang AND 25 Tabel 3.3 Tabel Kebenaran Gerbang OR . 26
Tabel 3.4 Tabel Kebenaran Gerbang NOT 28 Tabel 4.3 Alamat Input pada PLC 43
Tabel 4.4 Alamat Output pada PLC 43
Tabel 5.2 HasilPengukuranSensorLevel 53
Tabel 5.3 Hasil Pengukuran Volume Bahan Baku dengan Tegangan 54
Tabel 5.4 Hasil Pengukuran Keluaran DAC PLC 55
Tabel 5.5 Hasil Pengujian Sistem Manual 57
BAB I PENDAHULUAN 1.1 Latar Belakang
Dalam rangka peningkatan mutu pengolahan baik pada industri besar maupun industri kecil, maka sudah seharusnya dapat di ciptakanya suatu alat untuk melakukan proses dengan sistem otomasi. Sistem otomasi dapat didefinisikan sebagai suatu tekhnologi yang berkaitan dengan aplikasi mekanik, elektronik dan sistem yang berbasis komputer (komputer, PLC atau mikro).
Semuanya bergabung menjadi satu untuk memberikan fungsi terhadap manipulator (mekanik) sehingga akan memiliki fungsi tertentu. Dengan sistem otomasi maka akan terciptanya suatu sistem pengolahan yang lebih mudah, serta menjaga kwalitas hasil produksi. Faktor-faktor tersebut memberikan peranan penting terhadap kinerja industri terutama terhadap proses produksi mutu dan produk yang dihasilkan.
Alasan dibuatnya alat ini agar mempermudah melakukan prose pencampuran, yang sebelumnya dilakukan secara manual dapat berkembang dengan melakukan pengontrolan secara konvensional, untuk melakukan pengontrolan secara konvensional kita dapat menggunakan PLC.
Programmable logic controllers adalah suatu alat teknologi yang secara konseptual mirip dengan relay. Tetapi PLC jauh lebih lengkap serta mempunyai banyak fitur-fitur yang tidak dimiliki oleh relay. Serta mempunyai fitur-fitur yang lengkap seperti Analog Digital Converter (ADC) dan Digital Analog Converter (DAC).
1.2 Tujuan dan Manfaat
Tujuan Pembuatan dan Perancangan Tugas Akhir : 1. Mengaplikasikan sistem kontrol dengan PLC.
2. Membuat dan mempelajari sistem pengontrolan pengolahan mengunakan mixing machine.
Manfaat Pembuatan dan Perancangan Tugas Akhir :
1. Dapat digunakan dalam indutri bahan kimia, industri makanan dan minuman baik sekala besar ataupun industri kecil.
2. Dapat digunakan sebagai modul untuk pembelajaran PLC.
1.3 Batasan Masalah
Pada pembahasan penulisan ini menitik beratkan pada pembuatan aplikasi PLC dari sudut pandang sistem proses pencampuran. Hal-hal yang menyangkut pembahasan mengenai perangkat keras lainya yaitu motor, buzzer akan dibahas lebih singkat tanpa mengurangi dan mengubah tujuan penulisan, tanpa mengabaikan pentingnya penulisan akan hal tersebut. Dalam pembuatan alat serta penulisan mempunyai batasan masalah sebagai berikut:
1. Mengunakan PLC jenis Omron CQM1H.
2. Bahan yang digunakan adalah air
3. Pada proses pengolahan hanya terdapat sensor level tanpa adanya sensor lain yang berfungsi untuk mengetahui apakah sistem bekerja dengan baik atau tidak.
4. Pada pengisian vessel bahan baku tidak terdapat sistem yang bekerja untuk pengisian bahan baku.
5. Pemprograman mengunakan ladder diagram.
1.4 Metode Penulisan
Dalam pembuatan laporan ini, penulis mendapatkan data dan informasi dari internet, serta buku-buku atau media lainnya yang menyangkut tentang materi yang di kerjakan.
1.5 Sistematika Penulisan
Dalam sistematika penulisan laporan sangat penting, karena mempermudah pemahaman pembaca terhadap isi yang terkandung di dalamnya, hal ini untuk menghindari kesalahan penafsiran. Maka dari itu, penulis di sini bertindak sebagai pembuat laporan dan pembaca pertama, sehingga penulis mempunyai pertimbangan-pertimbangan khusus agar laporan ini mudah untuk dipahami.
Penulisan laporan ini dikelompokkan menjadi beberapa bagian antara lain:
BAB I Pendahuluan berisikan latar belakang, tujuan dan manfaat tugas akhir, Batasan masalah Metode penulisan dan sistematika penulisan.
BAB II Ikhtisar sistem Berisikan Deskripsi umum, karakteristik dan lingkungan operasi dan pengembangan.
BAB III Landasan Teori menerangkan teori dasar yang di gunakan untuk membuat alat beserta pendukung-pendukungnya.
BAB IV Perancangan Sistem menggambarkan desain perangkat keras (hardware) secara lengkap.
BAB V Pengujian dan Analisa Sistem. Menjelaskan tentang cara pengujian dan menganalisa sistem yang di rancang.
BAB VI Kesimpulan dan Saran merupakan ringkasan dari hasil analisa yang di buat.
BAB II
IKHTISAR SISTEM 2.1 Deskripsi Umum
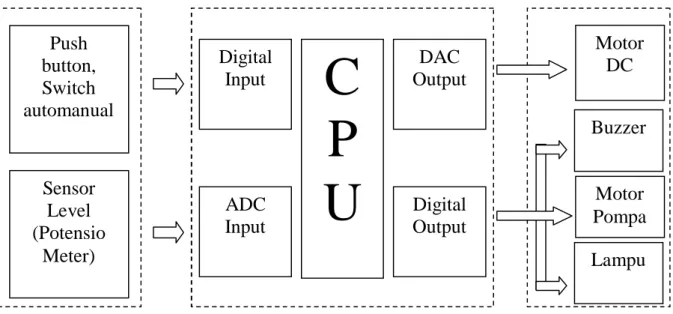
Sistem pengontrolan mixing machine berbasis PLC merupakan alat yang berfungsi untuk mencampur bahan dasar sehingga dari hasil proses pencampuran tersebut akan dihasilkan produk yang berbeda dari bahan dasar pembuatnya.
Sistem ini mengunakan PLC sebagai control utamanya. Dibagian input terdapat push button dan switch kemudian masuk ke digital input PLC. Sedangkan sensor level kebagian ADC input.
Input PLC Output
Gambar 2.1 Blok Diagram Pengontrolan Mixing Machine Berbasis PLC
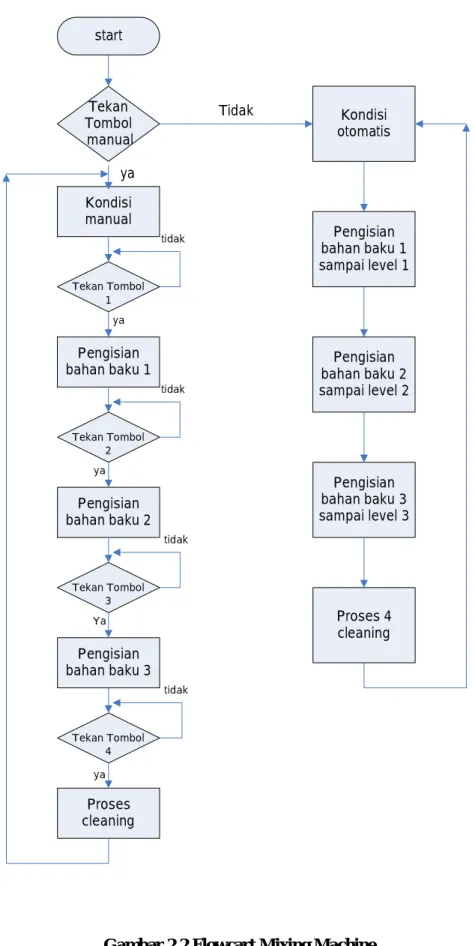
Cara kerja sistem pencampur yaitu dengan menakan tombol start maka rangkaian akan bekerja, setelah itu kita dapat memilih cara kerja mesin secara auta atau manual, apabila kita menekan tombol auto maka mesin akan bekerja secara otomatis, sistem akan bekerja sesuai program yang telah dibuat. Sedangkan
Push button, Switch automanual
Sensor Level (Potensio
Meter)
C P U
Digital Input
ADC Input
DAC Output
Digital Output
Motor DC
Buzzer
Motor Pompa Lampu
pada keadaan pengolahan manual, sistem bakerja sesuai apa yang dikehendaki oleh operator.
Dengan menekan tombol start maka Pompa 1 berfungsi memompa bahan baku dari vessel bahan baku pertama. Ketika mencapai pada level yang ditentukan maka pompa 1 akan mati, mengaktifkan motor DC dan menghidupkan Pompa 2 yang berfungsi untuk memompa bahan baku dari vessel bahan baku kedua,disini motor DC akan berputar semakin cepat dengan mengikuti level air. pompa 3 menyala ketika pompa 2 mati, begitu juga dengan pompa 4 yang berfungsi untuk memompa bahan baku menuju vessel hasil, seteah beberapa menit mengaduk bahan yang dicampur melalui 4 vassel yang disatukan dalam 1 vessel maka kita memperoleh hasil yang kita ingginkan, dan pompa 5 berfungsi untuk memompa pembersih dari vessel pembersih menuju vessel pengolahan agar vasel pengolahan bersih kembali. Pompa 6 adalah pompa untuk memompa cairan setelah pembersihan.
Proses tersebut akan berlangsung secaara terus – menerus sampai kita menekan tombol Stop, namun proses tidak akan berhenti begitu saja saat menekan tombol Stop, mesin ini akan berhenti setelah melakukan proses terakhir.
start
Tekan Tombol manual
Kondisi otomatis
Pengisian bahan baku 1 sampai level 1
Proses 4 cleaning Pengisian bahan baku 3 sampai level 3 Pengisian bahan baku 2 sampai level 2 Kondisi
manual
Pengisian bahan baku 2
Pengisian bahan baku 1
Pengisian bahan baku 3
Proses cleaning ya
ya
Tidak
Tekan Tombol 2
Tekan Tombol 3 Tekan Tombol
1
Tekan Tombol 4 ya
ya
Ya
tidak
tidak tidak
tidak
Gambar 2.2 Flowcart Mixing Machine
2.2 Karakteristik
Perancangan pada mixing machine memiliki beberapa karakteristik diantaranya adalah sebagai berikut:
1. Waktu yang diperlukan dalam 1 proses pencampuran 2 menit 35,8 detik.
2. Kapasitas Vessel bahan baku 2.7 liter.
Vassel pengolahan + pembersih 4,5 liter 3. Dapat di operasikan secara automanual.
4. Dilengkapi emergency button.
2.3 Lingkungan Operasi Pengembangan
Pengontrolan mixing machine berbasis PLC ini di desain untuk digunakan pada suatu industri, baik yang berskala besar ataupun kecil. Baik industri makanan dan minuman atau pun industri kimia yang membutuhkan pencampuran bahan baku dalam pengolahan produknya. Untuk perkembangan dapat disempurnakan dengan kecepatan motor yang terkendali serta pengunaan sensor level yang akurat untuk dapat diaplikasikan ke industri.
BAB III LANDASAN TEORI
3.1 Motor DC
Motor adalah sebuah kawat yang dialiri arus diletakkan diantara dua kutub magnet yang berlawanan, maka pada kawat tersebut akan bekerja suatu gaya yang menggerakkan kawat tersebut. Gaya menimbulkan torsi yang akan menghasilkan rotasi mekanik, sehingga motor akan berputar. Jadi motor arus searah ini menerima sumber arus searah kemudian diubah menjadi energi mekanik.
1. Adanya garis-garis gaya medan magnet (fluks), antara kutub yang ada di stator.
2. Penghantar yang dialiri arus ditempatkan pada jangkar yang berada dalam medan magnet tadi.
3. Pada penghantar timbul gaya yang menghasilkan torsi. Prinsip kerja motor DC dapat dilihat pada Gambar 3.1.
(a) Medan yang dihasilkan oleh kutub
(b) Medan sebagai hasil arus yang mengalir pada penghantar
(c) Interaksi kedua medan menghasilkan gaya Gambar 3.1 Prinsip Kerja Motor DC
Keterangan gambar :
1. Garis-garis gaya medan magnet (fluks) dihasilkan oleh kutub-kutub magnet seperti Gambar 3.1(a).
2. Penghantar yang dialiri arus maka pada penghantar timbul medan magnet (garis-garis gaya fluks) seperti Gambar 3.1(b).
3. Medan yang tidak seragam seperti Gambar 3.1(c) sehingga timbul gaya.
Gaya tersebut menghasilkan torsi yang akan memutar jangkar.
Karena garis gaya berusaha mencari jalan yang sependek-pendeknya, maka kawat akan mendapat tekanan yang arahnya kebawah. Hal ini disebabkan gaya saling dorong dari kedua medan magnet. Bila sebuah belitan terletak dalam medan magnet yang serupa, tetapi kedua sisi belitan itu mempunyai arus yang arahnya berlawanan, maka arah gerak kawat berlainan sehingga menghasilkan suatu gaya putaran atau disebut kopel.
Sedangkan pada Gambar 3.1 menunjukkan belitan yang sebenarnya diantara dua kutub. Pada motor listrik kopel ini diteruskan oleh jangkar pada porosnya sehingga dapat memutar perkakas lain yang diputar olehnya.
Kalau belitan sudah berputar, maka terdapat suatu belitan yang berputar didalam medan magnet. Didalam medan magnet yang demikian akan bangkit suatu tegangan.
Gambar 3.2 Belitan Antara Dua Kutub
3.2 Motor AC
Motor AC digunakan secara luas, dipemukiman, kawasan perdagangan, industri, maupun dibidang lain. Motor AC mengubah energi listrik menjadi energi mekanik. Motor AC bisa menjadi bagian dari pompa air, kipas angin atau disambungkan dengan beberapa bentuk peralatan mekanik lainnya seperti blower, konveyor, atau mixer. Motor AC ditemukan dalam berbagai aplikasi dari yang memerlukan motor tunggal sampai aplikasi yang memerlukan beberapa motor.
Prinsip kerja motor AC ialah digerakkan oleh sebuah arus bolak-balik (AC) yang terdiri dari 2 bagian dasar yaitu
1. Sebuah stator yang diam memiliki lilitan (coil) yang disuplai arus AC untuk menghasilkan medan magnet berputar
2. Sebuah rotor dibagian dalam yang disambungkan keporos keluaran yang diberi torsi putar oleh medan magnet yang berputar
Dari segi hubungan putaran dan frekuensi /putaran fluks magnet stator, motor AC dibedakan atas, pertama, motor serempak (motor sinkron ), disebut demikian karena putaran motor sama dengan putaran fluks magnet stator, motor tidak dapat berputar sendiri meski lilitan stator telah dihubungkan dengan tegangan luar, agar bergerak perlu penggerak permulaan, umumnya menggunakan machine lain. Kedua,motor asinkron (motor takserempak), putaran motor tidak sama dengan putaran fluks magnet stator, ada selisih yang disebut slip .
Sedangkan dari segi cara rotor menerima tegangan atau arus , ada dua jenis motor yaitu: motor yang rotornya menerima tegangan secara langsung motor induksi, penerimaan tegangan dan arus pada rotor dilakukan dengan jalan induksi.
Jadi pada motor induksi, rotor tidak langsung menerima tegangan atau arus dari luar.
Ditinjau dari jumlah fasa tegangan yang digunakan dapat dikenal dua jenis motor :
1. motor satu fasa, untuk menghasilkan tenaga mekanik, dimasukkan tegangan satu fasa. Yang sering digunakan motor satu fasa dengan lilitan dua fasa (maksudnya dalam motor satu fasa lilitan statornya terdiri dua jenis lilitan, yaitu lilitan pokok dan lilitan bantu. Dibuat sehingga walaupun arus yang mengalir pada motor adalah arus/tegangan satu fasa tetapi akan mengakibatkan arus yang mengalirpada masing-masing lilitan mempunyai perbedaan fasa, disebut juga motor fasa bela, ada bermacam motor satu fasa:
motor kapasitor, motor kutub bayangan, motor repulse, motor seri.
2. motor tiga fasa, untuk menghasilkan tenaga mekanik tegangan yang dimasukkan pada motor tersebut adalah tegangan tiga fasa.
3.3 Relay
Relay terdiri dari coil dan contact. coil adalah gulungan kawat yang mendapat arus listrik, sedang contact adalah sejenis saklar yang pergerakannya tergantung dari ada tidaknya arus listrik di coil. Contact ada 2 jenis : Normally Open (kondisi awal sebelum diaktifkan open), dan Normally Closed (kondisi awal sebelum diaktifkan close). Secara sederhana berikut ini prinsip kerja dari relay : ketika Coil mendapat energi listrik (energized), akan timbul gaya elektromagnet yang akan menarik armature yang berpegas, dan contact akan menutup.
Gambar 3.3 Bagian Relay Berikut ini simbol yang digunakan untuk relay:
Gambar 3.4 Common Schematic Relay
3.4 Saklar
Saklar digunakan sebagai komponen untuk mengakses masukan pada PLC. Terdapat 2 jenis saklar yaitu switch dan push button. Switch berfungsi untuk memutuskan atau menghubungkan suatu jalur aliran listrik. Terdapat 2 jenis kontak point dari switch yaitu NO (normally open) dan NC (normally close).
Push button merupakan saklar yang di operasikan secara ditekan. Push button akan menghubungkan aliran listrik ketika dalam keadaan ditekan.
Gambar a. Push button Gambar b. Switch Gambar 3.5
3.5 Sensor Level
Komponen yang digunakan untuk sensor level ini ialah potensiometer 100 kΩ dan potensiometer 20 kΩ. Kedua komponen ini yang berguna untuk menurunkan tegangan. Sehingga jarak perubahan tegangan yang menjadi masukan ADC pada PLC adalah 0 sampai 10 Vdc. untuk membedakan volume bahan baku yang akan dimasukan ke dalam vessel pengolahan. Analog Digital Converter adalah fitur dari PLC yang berguna untuk mengubah sinyal analog menjadi sinyal digital.
Adanya sensor level disini berguna untuk menentukan komposisi bahan baku yang akan dicampur. Karena sensor ini akan dijadikan masukan untuk ADC pada PLC. Sensor ini bekerja karena resistor 100 kΩ dihubungkan dengan
pelampung yang akan mengikuti ketinggian bahan baku yang telah dipompakan ke dalam vessel pengolahan.
Masukan ADC PLC yang membutuhkan perubahan tegangan antara -10 sampai 10 Vdc, mengharuskan resistor diberi tegangan 12 Vdc dan diseri dengan resistor 20 kΩ. Sehingga akan didapat perubahan tegangan antara 0 sampai 10 Vdc. Untuk sensor ini mengunakan perubahan dari 0-10 Vdc, maka perubahan ini yang akan dibaca oleh ADC PLC menjadi nilai hexadecimal antara 0030h sampai 07d0h. Perubahan nilai hexadecimal tersebut yang akan dibaca oleh PLC sehingga pompa dapat memompakan bahan baku sesuai dengan nilai hexadecimal yang dibaca PLC.
Gambar 3.6 Sensor Level 3.6 Programmable Logic Controller (PLC)
Menurut NEMA (National Electrical Manufacturers Association - USA), definisi PLC ialah: “Alat elektronika digital yang menggunakan programmable memory untuk menyimpan instruksi dan untuk menjalankan fungsi - fungsi khusus seperti: logika, sequence (urutan), timeing (pewaktuan), penghitungan dan operasi aritmetika untuk mengendalikan mesin dan proses”.
Definisi lain menyebutkan bahwa PLC ialah “Komputer industri khusus untuk mengawasi dan mengendalikan proses industri menggunakan bahasa pemrograman khusus untuk control industri (ladder diagram), didesain untuk
tahan terhadap lingkungan industri yang banyak gangguan (noise, vibration, shock, temperature, humidity).
Dari ukuran dan kemampuannya, PLC dapat dibagi menjadi jenis-jenis berikut :
1. Tipe compact
Seluruh komponen (Power supply, CPU, modul input, modul output, modul komunikasi) menjadi satu.
Umumnya berukuran kecil (compact).
Mempunyai jumlah input / output relatif sedikit 2. Tipe modular
Komponen - komponennya terpisah ke dalam modul - modul
Berukuran besar
Memungkinkan untuk ekspansi jumlah input / output (sehingga jumlah lebih banyak)
Memungkinkan penambahan modul – modul khusus
Dari gambar dibawah tampak bahwa PLC memiliki komponen yang terhubung dengan input device dan output device. PLC juga terhubung dengan PC untuk kebutuhan pemrograman (umumnya menggunakan RS 232 serial port).
Gambar 3.7 Hubungan PLC Dengan Perangkat Lain
Secara umum PLC terbagi dalam beberapa komponen berikut : 1. Power Supply
Power supply merupakan penyedia daya bagi PLC. Tegangan yang dimilikinya bisa berupa tegangan AC (misal : 120/240 Vac) maupun tegangan DC (misal : 24 Vdc). PLC juga memiliki power supply (24Vdc) internal yang bisa digunakan untuk menyediakan daya bagi input/output devices PLC.
Berikut adalah gambar power supply CQM1-PA203.
Gambar 3.8 CQM1–PA203 2. Processor (Central Processing Unit)
Processor ialah bagian PLC yang bertugas membaca dan mengeksekusi instruksi program. Processor mempunyai elemen kontrol yang disebut Arithmetic and Logic Unit (ALU), sehingga mampu mengerjakan operasi logika dan aritmetika.
gambar 3.9 CPU (Central Processing Unit)
3. Memory
Memory ialah tempat penyimpanan data dalam PLC. Memori ini umumnya menjadi satu modul dengan processor/CPU. Jika berbentuk memori eksternal maka itu merupakan memori tambahan.
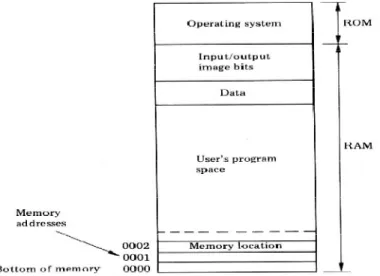
Gambar 3.10 Peta Memori PLC
Dari gambar di atas, masing – masing bagian dapat dijelaskan sebagai berikut:
Operating System Memory
Berfungsi untuk menyimpan operating system PLC. Memori ini berupa ROM (Read Only Memory) sehingga tidak dapat dirubah oleh user.
Data (Status) Memory
Berfungsi untuk menyimpan status input-output tiap saat. Memori ini berupa RAM (Random Access Memory) sehingga dapat berubah sesuai kondisi input/output. Status akan kembali ke kondisi awal jika PLC mati.
Program Memory
Berfungsi untuk menyimpan program pengguna. Jenis memori ini berupa RAM. RAM dapat menggunakan battery back up untuk menyimpan
program selama jangka waktu tertentu. Selain itu memori dapat berupa EEPROM (Electrically Erasable Programmble Read Only Memory), yaitu jenis ROM yang dapat diprogram dan dihapus oleh user.
Selain itu didalam memory terdapat RAM yang digunakan untuk menyimpan bagian-bagian seperti berikut.
•Register
Register berfungsi untuk menyimpan sekumpulan bit data, baik berupa : nibble (4 bit), byte (8 bit), maupun word (16 bit).
• Flag register
Flag register berfungsi untuk mengindikasikan perubahan kondisi (state) input/output fisik. Flag register berupa satu bit data. CPU umumnya mempunyai internal flag untuk berbagai keperluan internal PLC.
• Auxiliary relays
Auxiliary relays ialah elemen memori 1 bit dalam RAM yang digunakan untukmanipulasi data dalam program. Auxiliary relays disebut juga relay yang imajiner,karena dapat menggantikan fungsi relay namun berbentuk program.
• Timer
Timer adalah pemberi penundaan waktu dalam suatu proses. Timer berasal dari built in clock oscillator dalam CPU. Timer umumnya memiliki alamat khusus.
• Counter
Counter adalah komponen penghitung input pulsa yang diberikan input device. CPU memiliki counter internal. Counter ini umumnya memiliki alamat khusus .
4. Input dan output module
Input - output module ialah perantara dari PLC ke peralatan di dunia nyata.
Gambar berikut menunjukkan posisi keduanya.
I/O module pada PLC compact umumnya sudah built-in di PLC. Sedang untuk PLC modular berupa modul I/O tersendiri yang terpisah dari CPU. Secara umum terbagi menjadi :
• Digital Input Module
Digital Input Module berfungsi untuk menghubungkan input diskrit fisik (switch,sensor) dengan PLC. Modul ini tersedia dalam tegangan DC dan AC (umumnya : 240Vac, 120Vac, 24Vdc dan 5Vdc). Didalamnya terdapat
“optoisolator” untuk mencegah lonjakan tegangan tinggi masuk PLC (sebagai pengaman).
Berikut ini skema di dalam digital input module untuk tegangan DC dan AC. Sebagai catatan, modul input yang dapat menerima tegangan AC memiliki rangkaian penyearah di dalamnya.Berikut adalah jenis digital input module CQM1-ID212 yang mempunyai 16 input.
Gambar 3.11 CQM1–ID212
• Digital Output Module
Digital Output Module menghubungkan output diskrit fisik (lampu, relay, solenoid,motor) dengan PLC. Jenis – jenis Digital Output Module ialah :
• Triac output (output tegangan AC)
• Transistor output (output tegangan DC)
• Relay output (output tegangan AC/DC)
• Analog input/output module
Selain modul input/output diskrit, terdapat juga modul input/output analog.
Modul input analog dapat menerima tegangan dan arus dengan level tertentu (misal 0 –10 V, 4 – 20 mA) dari input device analog (misal : sensor analog, potensiometer). Sedang modul output analog dapat memberikan tegangn dan arus dengan level tertentu (misal 0– 10 V, 4 – 20 mA) pada outpu device analog (misal : motor DC, motor AC, control valve).Berikut adalah gambar digital output module CQM1-0D214 yang mempunyai 16 keluaran.
Gambar 3.12 CQM1–OD214
5. Programming device
Programming Device ialah alat untuk membuat atau mengedit program PLC. Keuntungannya ialah dapat dibawa ke mana saja karena bentuknya kecil, namun alat ini sulit untuk melihat program secara keseluruhan karena yang ditampilkan ialah program per baris saja.
6. Software
Software yg digunakan untuk memprogram PLC yang di gunakan pada proyek akhir ini adalah CX-Programmer, dengan menggunakan leader diagram maka proses pemprograman akan lebih mudah kita lakukan. Software ini sangat banyak membantu dalam merancang program, karena dilengkapi dengan I/O bit, Timer, Conter, DAC, ADC dan masih banyak lagi perintah – printah yang dapat kita masukkan dan atur sesuai dengan keinginan kita.
Gambar 3.13 Software CX-Programmer
Terdapat banyak instruksi untuk memrogram PLC, tetapi tidak semua instruksi dapat digunakan pada semua model PLC. Instruksi pemrograman dapat dikelompokkan sebagai berikut:
Klasifikasi menurut pengkodean mneumonik:
Instruksi dasar
Instruksi khusus
Klasifikasi menurut kelompok fungsi:
Instruksi sisi kiri (ladder)
Instruksi sisi kanan
Klasifikasi menurut kelompok fungsi:
Instruksi ladder
Instruksi kendali bit
Instruksi timer/counter
Instruksi geser bit
Instruksi sub routine
Instruksi ekspansi
Pada dasarnya, tingkat pemahaman pemakai PLC ditentukan oleh seberapa banyak instruksi yang telah dipahaminya. Oleh karena itu, untuk pemula berikut ini hanya dijelaskan beberapa instruksi saja. Untuk pendalaman lebih lanjut dapat mempelajari manual pemrograman yang diterbitkan oleh pemilik merk PLC.
1. Diagram Ladder
Diagram ladder terdiri atas sebuah garis vertikal di sebelah kiri yang disebut bus bar, dengan garis bercabang ke kanan yang disebut rung. Sepanjang garis instruksi, ditempatkan kontak-kontak yang mengendalikan/mengkondisikan instruksi lain di sebelah kanan. Kombinasi logika kontak-kontak ini menentukan kapan dan bagaimana instruksi di sebelah kanan dieksekusi. Contoh diagram ladder ditunjukkan pada gambar di bawah ini.
Gambar 3.14 Contoh Diagram Ladder
1. Instruksi Diagram Ladder
Instruksi diagram ladder adalah instruksi sisi kiri yang mengkondisikan instruksi lain di sisi kanan. Pada program diagram ladder instruksi ini disimbolkan dengan kontak-kontak seperti pada rangkaian kendali elektromagnet.
Instruksi diagram ladder terdiri atas enam instruksi ladder dan dua
instruksi blok logika. Instruksi blok logika adalah instruksi yang digunakan untuk menghubungkan bagian yang lebih kompleks. Instruksi LOD dimulai dengan barisan logic yang dapat diteruskan menjadi ladder diagram rung. Instruksi LOD digunakan setiap kali rung baru dimulai.
Gambar 3.15 Intruksi diagram ladder
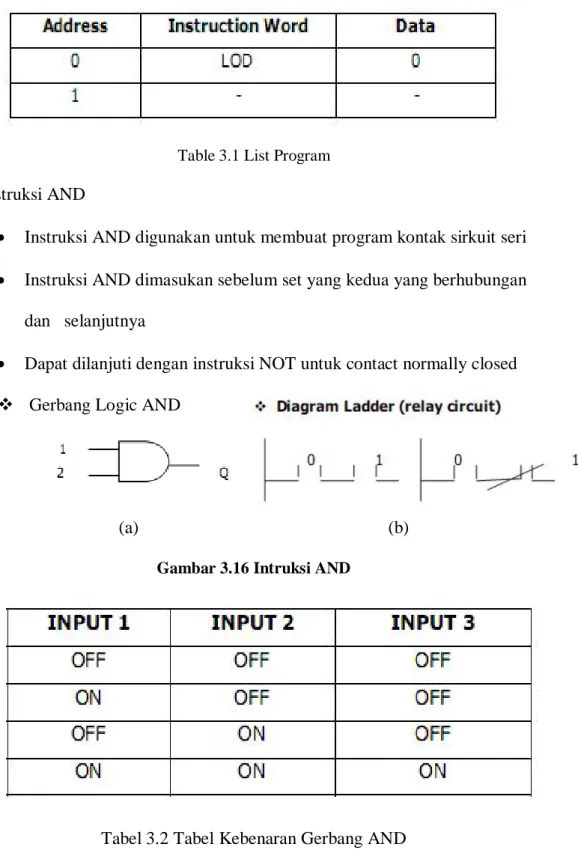
Table 3.1 List Program
2. Instruksi AND
Instruksi AND digunakan untuk membuat program kontak sirkuit seri
Instruksi AND dimasukan sebelum set yang kedua yang berhubungan dan selanjutnya
Dapat dilanjuti dengan instruksi NOT untuk contact normally closed
Gerbang Logic AND
(a) (b)
Gambar 3.16 Intruksi AND
Tabel 3.2 Tabel Kebenaran Gerbang AND 3. Instruksi OR
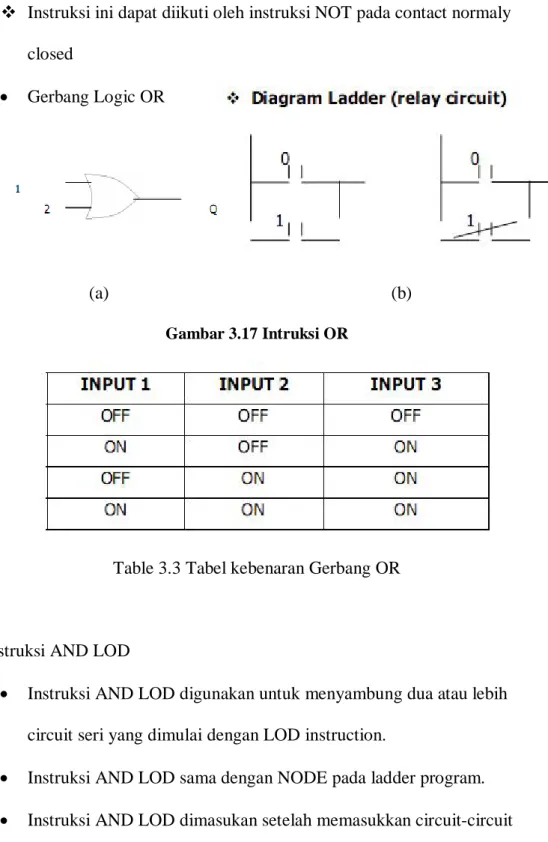
Instruksi OR digunakan untuk memprogram parallel contact circuit
Instruksi OR dimasukan sebelum set kedua dan selanjutnya
Instruksi ini dapat diikuti oleh instruksi NOT pada contact normaly closed
Gerbang Logic OR
(a) (b)
Gambar 3.17 Intruksi OR
Table 3.3 Tabel kebenaran Gerbang OR
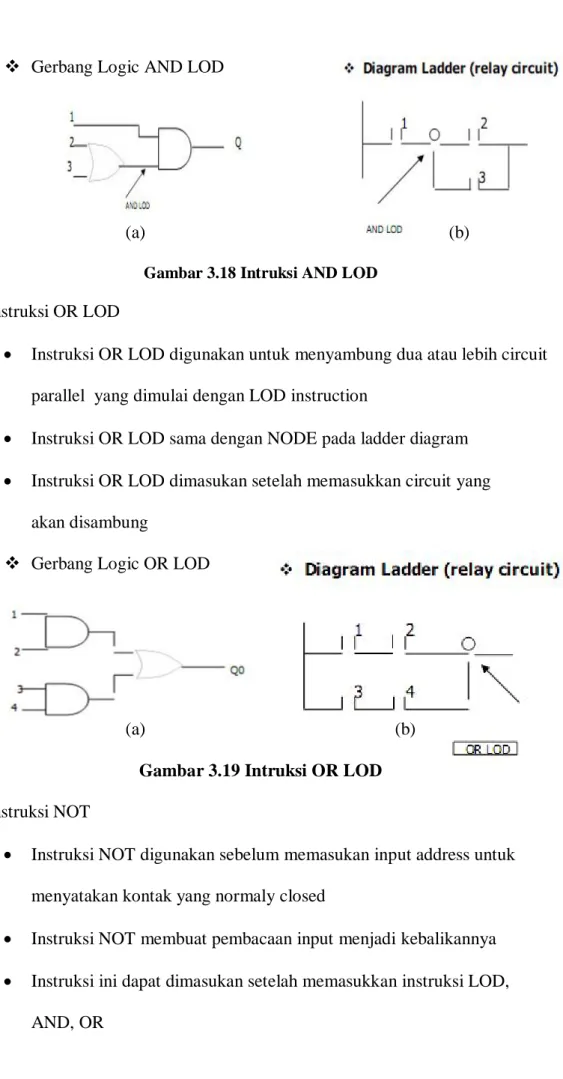
4. Instruksi AND LOD
Instruksi AND LOD digunakan untuk menyambung dua atau lebih circuit seri yang dimulai dengan LOD instruction.
Instruksi AND LOD sama dengan NODE pada ladder program.
Instruksi AND LOD dimasukan setelah memasukkan circuit-circuit yang akan disambung.
Gerbang Logic AND LOD
(a) (b)
Gambar 3.18 Intruksi AND LOD 5. Instruksi OR LOD
Instruksi OR LOD digunakan untuk menyambung dua atau lebih circuit parallel yang dimulai dengan LOD instruction
Instruksi OR LOD sama dengan NODE pada ladder diagram
Instruksi OR LOD dimasukan setelah memasukkan circuit yang akan disambung
Gerbang Logic OR LOD
(a) (b)
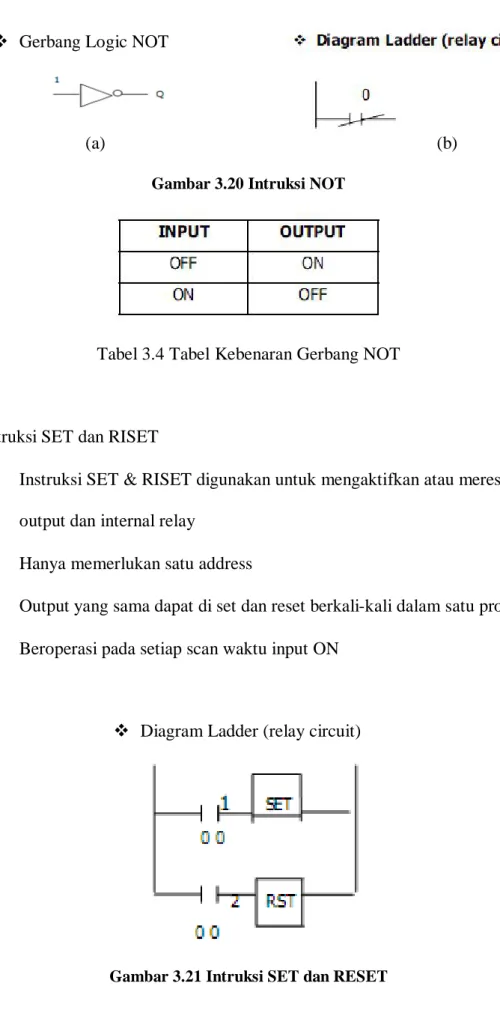
Gambar 3.19 Intruksi OR LOD 6. Instruksi NOT
Instruksi NOT digunakan sebelum memasukan input address untuk menyatakan kontak yang normaly closed
Instruksi NOT membuat pembacaan input menjadi kebalikannya
Instruksi ini dapat dimasukan setelah memasukkan instruksi LOD, AND, OR
Gerbang Logic NOT
(a) (b)
Gambar 3.20 Intruksi NOT
Tabel 3.4 Tabel Kebenaran Gerbang NOT
7. Instruksi SET dan RISET
Instruksi SET & RISET digunakan untuk mengaktifkan atau mereset output dan internal relay
Hanya memerlukan satu address
Output yang sama dapat di set dan reset berkali-kali dalam satu program
Beroperasi pada setiap scan waktu input ON
Diagram Ladder (relay circuit)
Gambar 3.21 Intruksi SET dan RESET
8. Instruksi TIM (TIMER)
100-msec, Time down timer
Selalu diperlukan dua address
Instruksi timer dimasukkan pada address pertama yang diikuti oleh nomer timer
Nilai preset dimasukan pada address kedua, preset timer antara 0 – 9999
Nomer timer, T 0 sampai T 79
(a) (b) Gambar 3.22 Intruksi TIM (TIMER)
Persyaratan Instruksi Timer:
Time down dari nilai yang telah ditentukan akan dimulai setelah timer input aktif.
Output dari timer akan menyala jika nilai angka mencapai nol.
Nilai waktu kembali ke setting awal jika timer input mati.
Nomor timer yang sama tidak dapat di program lebih dari sekali, jika dicoba maka akan ERROR MESSAGE.
Nilai preset timer dapat diubah tanpa harus mentransfer seluruh program ke memory pack lagi. Jika nilai timer diubah pada waktu time down, perubahan akan mulai efektif pada siklus yang
berikutnya.
Jika nilai preset timer diubah menjadi nol, timer akan menghentikan operasi dan timer output akan langsung aktif.
9. Instruksi CNT (Counter)
Tersedia 100 Counter tambahan.
Counter diprogram dalam urutan RESET INPUT, PULSE INPUT dan CNT.
Nilai preset Counter adalah 0 sampai 9999.
Dua address diperlukan, pertama untuk instruksi counter, kedua untuk nilai presetnya.
Nomor Counter yang sama tidak dapat di program lebih dari sekali.
Ketika reset OFF, counter menghitung pulse input yang dibandingkan dengan nilai preset.
Ketika nilai terhitung mencapai nilai preset, output aktif dan tetap aktif sampai reset itu dinyalakan.
Ketika input reset berubah dari OFF ke ON, nilai Counternya terulang/reset.
Ketika reset input ON semua pulse input diabaikan.
Jika power mati, nilai counter dapat dipertahankan dengan menggunakan konfigurasi CPU FUN7.
Nilai Counter preset dapat diubah tanpa mentransfer seluruh program kembali.
Input reset mempunyai prioritas diatas input pulse. Satu scan setelah preset input akan mengubah dari ON ke OFF, counter akan mulai menghitung pulse input setelah berubah dari OFF ke ON.
Gambar 3.23 Intruksi CNT (Counter)
10. Instruksi OUT
Instruksi OUT akan mengakhiri logic Line yang berhubungan dengan ladder diagram baris
Internal relay IR dapat digunakan dengan instruksi OUT
Diagram Ladder (relay circuit)
Gambar 3.24 Intruksi OUT
BAB IV
PERANCANGAN SISTEM 4.1 Perancangan Rangkaian Elektrik
Pada sistem ini mengunakan rangkaian power supply sebagai sumber tegangan DC. Pada input terdiri dari rangakain sensor level dan switch serta push button. Sedangkan pada output terdiri dari rangkain penguat arus pada output DAC dan rangkaian relay sebagai pengendali pompa. Serta PLC sebagai Controller dari sistem mixing machine. Penggunaan rangkaian dalam sistem ini akan dijelaskan secara perblok menurut dari fungsinya.
4.1.1 Rangkaian Power supply
Rangkaian power supply digunakan sebagai sumber tegangan DC dari semua rangkaian. Pada rangkaian power supply ini berfungsi untuk mengubah tegangan 220 Vac menjadi tegangan DC 12 Vdc dan 24 Vdc. Tegangan 220 Vac yang diambil dari PLN diturunkan tegangannya menggunakan trafo tipe step down 3A menjadi 30 Vac dan 15 Vac. Untuk menjadikan tegangan sekunder yang keluar dari trafo menjadi tegangan DC, dibutuhkan dioda bridge sebagai penyearah sehingga tegangan yang dihasilkan maenjadi tegangan DC.
Untuk menghaluskan keluaran dari penyearah digunakan kapasitor, semakin besar nilai suatu kapasior maka hasil keluaran akan semakin baik. Untuk menstabilkan tegangan digunakan IC regulator, pada rangkaian ini digunakan IC regulator jenis LM7824 dan LM7812. 7824 menyatakan keluaran 24 Vdc sedangkan 7812 menyatakan keluaran 12 Vdc. Penjelasan keterangan diatas dapat dilihat pada gambar rangkaian berikut ini:
Gambar 4.1 Rangkaian Power Supply
4.1.2 Rangkaian Level Sensor
Pada input level pada vessel pengolahan mengunakan potensiometer 100 kΩ dan potensiometer 20 kΩ. Cara kerja sensor level adalah dengan menghubungkan pelampung dengan potensiometer 100 kΩ. Sehingga apabila air yang masuk ke dalam vessel secara otomatis akan memberikan tekanan kapada flow untuk mengikuti ketinggian air tersebut sehingga akan meningkatkan nilai resistansi pada potensiometer 100 kΩ. Nilai resistif inilah yang akan diberi tegangan 10 Vdc sehingga bisa digunakan sebagai masukan pada card ADC yang tersedia pada PLC. Dengan kata lain masukan pada ADC PLC adalah perubahan tegangan dari 0 sampai 10 Vdc.
Karena potensiometer yang digunakan pada sistem 100 kΩ maka perlu adanya potensiometer 20 kΩ yang berguna untuk menurunkan tegangan . Sehingga jarak perubahan tegangan yang menjadi masukan ADC pada PLC adalah 0 sampai 10 Vdc. Jarak perubahan tegangan 0 sampai 10 Vdc akan diubah menjadi 0000 h sampai 07d0 h atau 0 -2000 desimal.Sehingga PLC dapat membaca perubahan tegangan setalah diubah dari analog manjadi digital.
Penjelasan tentang rangkaian di atas dapat dilihat dari gambar rangkaian di bawah ini.
Gambar 4.2 Rangkaian Sensor Level
4.1.3 Rangkaian relay
Pada rangkaian ini digunakan relay 24 VDC 220 Vac 3A sebagai saklar pengaktifan dari pompa. Karena mengaktifkan pompa di butuhkan tegangan 220 Vac sedangkan output dari PLC yang digunakan 24 Vdc maka membutuhkan relay sebagai switch untuk masukan tegangan 220 Vac ke pompa. Sedangkan untuk mengaktifkan relay mengunakan keluaran dari PLC sebesar 24 Vdc. Dan pada rangkaian ini di tambahkan lampu indikator 24 Vdc sebagai indikator apakah relay dan pompa aktif atau tidak.
Gambar 4.3 Rangkaian Relay
4.1.4 Rangkaian driver motor
Untuk mengendalikan motor DC 180 rpm digunakan output DAC PLC.
Namun pada keluaran ADC PLC jenis Omron tipe CQM1H mempunyai jarak perubahan nilai tegangan -10 sampai 10 Vdc pada keluaran tegangan, sedangkan pada keluaran arus mempunyai jarak 0-20 mA. Karena untuk melakukan proses pengadukan mengunakan motor 12 Vdc 180 rpm yang mempunyai konsumsi arus 28 -120 mA, untuk itu dibutuhkan driver motor yang berfunsi untuk menguatkan arus keluaran dari keluaran DAC PLC. Driver ini mengunakan transistor jenis tip 122 serta resistor 12 k ohm dan 100 ohm.
Gambar 4.4 Rangkaian Driver Motor
Dengan digunakannya resistor 12 k dan 100 ohm maka kota dapat mencari penguatan motor DC tersebut, Ic = Vs / R, Ic = 12v / 100 ohm = 120 mA sedangkan Ib = Vb / R, Ib = 10v / 12 Kohm = 0,8 mA setelah didapat Ib dan Ic maka didapat hasil penguatan dengan rumus hfe = Ic/Ib, hfe = 120 / 0,8 = 150
4.2. Perancangan mekanik
Pada perancangan mekanik terdiri 2 bagian yaitu, chasing untuk komponen elektronika. Chasing ini berfungsi sebagai pelindung rangkaian
elektronika.Dan mekanik yang berfungsi sebagai device antara lain motor, pompa, vessel, kerangka serta pipa plastik.
Gambar 4.5 Kotak Power Supply
keterangan bagian-bagian box:
1 Kotak berfungsi sebagai tempat penyimpanan rangkaian power supply
2 Terdapat 6 indikator lampu 24 Vdc dan switch untuk menyalakan power supply.
Adapun untuk ukuran kotak tersebut adalah dengan dimensi kotak adalah 20 cm x 15 cm. Sedangkan tinggi dari kotak tersebut adalah 9 cm.
Gambar 4.6 Kontrol Panel
keterangan bagian-bagian box:
1. Kotak dibagian dalam berisi rangkaian relay.
2. Terdapat tombol start, stop , emergency, auto / manual, procees keadaan 1 dan keadaan 2.
Adapun untuk ukuran kotak tersebut adalah dengan dimensi kotak adalah 15cm x 10 cm. Sedangkan tinggi dari kotak tersebut adalah 6 cm.
Untuk perancangan mekanik vessel serta sensor dan penempatan pompa mengunakan kotak yang terbuat dari kayu dan besi yang berfunsi sebagai penyangga vessel dan pembatas. Berikut adalah gambar rancangan mekanik yang menunjukan bentuk mekanik pengontrolan mixing machine berbasis PLC keseluruhan serta tata letak tiap-tiap bagian.
2 3 6
1 4 5 7
Gambar 4.7 Mekanik Mixing Machine
Keterangan gambar :
1. Vessel bahan baku 1 2. Vessel bahan baku 2 3. Vessel bahan baku 3 4. Vessel air pembilas 5. Vessel pengaduk (mixing) 6. Vessel untuk hasil
7. Sensor level
4.3 Perancangan pengawatan device Input / output ke PLC 4.3.1 Pengawatan device input ke modular digital input PLC
Pada sistim ini, input terdiri dari 7 buah tombol. Diantaranya adalah 4 buah tombol push button dan 3 switch. 4 buah tombol difungsikan sebagai start, stop, emergency, serta tombol proses. Sedangkan 3 buah tombol push button difungsikan sebagai switch untuk auto manual, keadaan 1 dan keadaan 2
.
Gambar 4.8 Wiring Digital Input PLC
4.3.2 Pengawatan device input ke modular analog PLC
Pada sistim input analog, masukan input berupa sensor level. CQMIH- ADO41 adalah SYSMAC CQM1H bagian analog input yang berfungsi. Untuk mengubah analog sinyal menjadi digital sinyal. Analog input mempunyai masukan sinyal -10 sampai 10 volt dan 1 sampai 5 volt. Dan dapat dikombinasikan dengan masukan berupa arus dengan range 4 sampai 20 mA.
Gambar 4.9 Wiring ADC PLC
4.3.3 Pengawatan device output ke modular digital output PLC
Pada sistim ini, Untuk alamat output PLC berada pada alamat 102.00 sampai 102.07.Alamat itu digunakan untuk keluaran yang menuju relay. Relay inilah yang akan mengaktifkan pompa.Serta alamat keluaran yang berfungsi untuk mengaktifkan buzzer.
Gambar 4.10 Wiring Digital Output PLC
4.3.4 Pengawatan device output ke modular analog output PLC
Pada sistim ini, output relay yang dihasilkan akan mengaktifkan alamat yang berfungsi sebagai DAC untuk keluaran motor pengaduk.
CQM1H – ADO41 adalah SYSMAC CQM1H bagian analog yang berfungsi untuk mengubah digital sinyal menjadi analog sinyal.Digital output mempunyai jarak 0 sampai 20 mA dan keluaran tegangan dengan jarak -10 sampai 10 V.
Output voltage (V)
Output data (V) Gambar 4.11 Diagram Output Analog
Pada digram diatas analog terminal PLC DA021 merubah dari sinyal menjadi tegangan 0 sampai 10 VDC dan 0 sampai -10 Vdc. Tiap perubahan 1 bit hexadesimal akan mempengaruhi perubahan tegangan 0,0049 Vdc.
Gambar 4.12 Wiring DAC PLC
Tabel 4.3 Daftar alamat Input pada PLC
Input alamat
start 0
stop 1
auto/manual 2
emergency 3
keadaan 1 4
keadaan 2 5
proses 6
sensor level V+ dan V-
Tabel 4.4 Daftar alamat Output pada PLC
Output alamat
pompa 1 102.01
pompa 2 102.00
pompa 3 102.07
pompa 4 102.02
pompa 5 102.03
pompa 6 102.04
buzzer 102.06
motor pengaduk 100.00
Gambar 4.13 Flowchart Program Mixing Machine
4.4 Perancangan ladder diagram 4.4.1 Pengontrolan Auto/manual
Gambar 4.14 Ladder Diagram Auto/Manual
Program ladder diatas merupakan sistem pengontrolan mixing machine dengan mengunakan timer. Timer digunakan untuk mengaktifkan serta mematikan keluaran berupa pompa dalam keadaan otomatis.
Sedangkan pada keadaan manual untuk mematikan dan menyalakan pompa berdasar pada masukan pada kontrol panel.
4.4.2. Perancangan Ladder Sensor Level
Gambar 4.15 Ladder Diagram Sensor Level
Sensor level merupakan sensor yang berguna untuk mengetahui level ketinggian bahan baku yang telah dipompakan menuju vessel pengolahan. Perubahan ketinggian bahan baku yang telah dipompa akan menghasilkan perubahan tegangan yang akan masuk kedalam ADC PLC.
ADC yang terdapat pada PLC merubah sinyal tegangan menjadi bilangan desimal, sehingga akan memudahkan dalam pemprograman.
4.4.3 Pengontrolan Pompa Mengunakan Sensor Level.
Gambar 4.16 Ladder Diagram Pengontrolan Pompa
Sensor level berguna sebagai masukan untuk sistem dalam mengatur aktif dan tidaknya pompa. Tegangan dari sensor level diubah menjadi bilangan desimal. Pompa 1 aktif apabila sensor level telah mencapai tegangan 3 Vdc (1248 desimal) serta pompa 2 akan aktif apabila sudah mencapai 6 Vdc (2448 desimal) dan pompa 2 mematikan pompa 1. Pompa 3 akan aktif apabila tegangan pada sensor level 9 Vdc (3648 desimal) dan dengan akyifnya pompa 3 maka pompa 2 akan mati.
4.4.4. Pengontrolan Motor Pengaduk.
Gambar 4.17 Ladder Diagram Motor Pengaduk
Motor pengaduk diaktifkan oleh DAC pada PLC. Bilangan desimal sebagai keluaran DAC PLC diubah menjadi tegangan untuk mengerakan motor pengaduk. Karena arus pada DAC PLC hanya mencapai 40 mA sehingga membutuhkan rangakaian penguat Arus.
BAB V
PENGUKURAN, PENGUJIAN, DAN ANALISA SISTEM
5.1 Pengukuran
Pengukuran dilakukan untuk mengetahui operasi system yang dibuat sesuai dengan spesifikasi alat yang telah dibuat atau tidak. Pada pengukuran sistem, penulis menggunakan multimeter. Metode pengukuran yang dilakukan adalah pengukuran secara terpisah, yakni dengan cara mengukur alat perblok atau perbagian. Pengukuran dari beberapa bagian yakni:
5.1.1 Pengukuran tegangan keluaran power supply
Tegangan sumber yang diinginkan memiliki dua keluaran tegangan yaitu 12 Vdc dan 24 Vdc. Untuk menyesuaikan spesifikasi keluaran tegangan sumber, maka dilakukan pengukuran tegangan tersebut. Berdasarkan pengukuran yang telah dilakukan, maka didapat hasil pengukuran pada V1 tegangan yang dihasilkan sebesar 11,57 Vdc sedangkan pada V2 tegangan yang dihasilkan sebesar 23,61 Vdc.
Gambar 5.1 Titik Pengukuran Power Suplly
V2 V1
5.1.2 Pengukuran sensor level
Dalam pegukuran jarak ini digunakan sebuah multimeter sebagai alat ukurnya. Hasil ini di gunakan untuk bahan acuan dalam pembuatan program.
Gambar pengukuran dan hasil pengukuran dapat dilihat pada tabel berikut ini:
Gambar 5.2 Pengukuran Sensor Level
Tabel 5.2 Hasil Pengukuran Sensor Level
R variabel V Output rata-rata Output ADC (hexadecimal )
10 k ohm 4.20 Vdc 1728
20 k ohm 6.04 Vdc 2464
30 k ohm 7.35 Vdc 2988
40 k ohm 8.09 Vdc 3284
50 k ohm 8.64 Vdc 3504
Tabel 5.3 Hasil Pengukuran Volume Bahan Baku Berbanding dengan Tegangan
60 k ohm 8.86 Vdc 3592
70 k ohm 9.12 Vdc 3696
80 k ohm 9.54 Vdc 3864
90 k ohm 9.82 Vdc 3976
100 k ohm 9.87 Vdc 3996
Volume (mL) Tegangan (V) Output ADC (desimal )
0 0 48
250 0 48
500 0 48
750 0 48
1000 0 48
1250 0,81 110
1500 5.62 2296
1750 8.93 3620
2000 9.12 3696
2250 9.57 3876
2500 9.57 3876
5.1.3 Pengukuran motor pengaduk
Dari pengukuran motor digunakan multimeter sebagai alat untuk mengukur arus dan tegangan pada motor dan keluaran. Output untuk mengerakan motor pengaduk mengunakan alamat DAC PLC dengan alamat pada V2+ dan V1-. Sehingga pada pengukuran motor terdapat 2 titik pengukuran. Yaitu V+
input dan V- output dari rangakain penguat arus dari output ADC PLC.
Gambar 5.3 Pengukuran DAC PLC
Tabel 5.4 Tabel Hasil Penguuran Keluaran DAC PLC
pengukuran vi vo Ii Io
1 9.64 volt DC 6.67 volt DC 20 ma 76 ma
2 9.60 volt DC 6.70 volt DC 20 ma 76 ma
3 9.58 volt DC 6.69 volt DC 20 ma 78 ma
4 9.64 volt DC 6.67 volt DC 20 ma 76 ma
5 9.67 volt DC 6.68 volt DC 20 ma 79 ma
5.2 Pengujian
Pengujian dilakukan untuk mengetahui kemampuan kerja dari suatu rangkaian. Sehingga dapat diketahui kinerja dari sistem yang telah dirancang.
Adapun pengujian ini dilakukan perblok dengan tujuan mempermudah dalam melakukan pengujian.
5.2.1 Pengujian sistem otomatis
Pada pengujian ini dilakukan untuk mengetahui apakah sistem otomatis yang telah dibuat dapat bekerja dengan baik atau tidak. Proses otomatis bekerja bila tombol start ditekan dan pada tombol auto/manual dalam keadaan otomatis.
Dan akan berhenti bila tombol emergency di tekan dan buzzer akan berbunyi.
Apabila tombol stop ditekan, maka sistem akan berhenti bekerja setelah melakukan satu siklus pengolahan. Lamanya waktu bekerjanya sistem untuk mencapai satu siklus adalah kurang lebih 2 menit 35,8 detik. Hasil ini di dapat dari 5 kali percobaan.
5.2.2 Pengujian sistem manual
Pada pengujian ini dilaukan untuk mengetahui apakah sistem dalam keadaan manual dapat bekerja sesuai dengan masukan yang telah di alamatkan pada PLC. Sistem manual bekerja ketika tombol start atau tombol proses ditekan.
Untuk sistem ini pompa bekerja selama tombol ditekan dan akan berhenti apabila tombol dilepaskan. Untuk pemilihan pompa yang akan bekerja mengunakan 2 buah tombol keadaan, yaitu “tombol keadaan 1” dan “tombol keadaan 2”. Berikut adalah hasil pengujian tombol manual selama 5 kali berturut-turut dapat dilihat pada tabel dibawah ini.
Tabel 5.5 Hasil Pengujian Sistem Manual
Tombol yang di tekan Keadaan 1 Keadaan 2 Pompa yang bekerja
Proses 0 0 Pompa 1
Proses 0 1 Pompa 2
Proses 1 0 Pompa 3
Proses 1 1 Pompa 5
Start 0 0 Pompa 4
Start 0 1 Pompa 6
5.3 Analisa
Berdasarkan hasil pengukuran dan pengujian dapat di analisa bahwa keluaran pada rangkaian yang ada bekerja sesuai dengan fungsinya. Keluaran tegangan pada power supply yang diinginkan adalah 12 Vdc dan 24 Vdc, walaupun dari hasil pengukuaran tidak mendekati dari hasil yang diinginkan.
Hasil ini dikarenakan setiap komponen mempunyai toleransi sehingga hasil yang diinginkan tidak seideal yang diinginkan. Dimana hasil pengukuran yang didapat adalah 11.57 Vdc dan 23.61 Vdc.
Sedangkan pada level sensor pelampung tidak dapat langsung naik apabila bahan baku mulai masuk ke dalam vessel pengolahan. Hal ini terjadi karena agar pelampung dapat mengapung, membutuhakn bahan baku yang cukup untuk memberikan tekanan pada pelampung sehingga dapat terangkat. Pada sensor level menunjukan pelampung dapat terangkat ketika bahan baku sudah, mencapai volume 1,75 liter. Karena pelampung yang digunakan sebagai bahan pengerak sensor mempunyai massa yang akan memberikan tolakan terhadap tekanan dari
air sehingga membutuhkan tekanan yang besar untuk bahan baku dapat mengangkat pelampung.
Sedangkan massa yang terdapat pada pelampung itu yang akan memberikan tekanan kebawah sehingga pelampung dapat turun mengikuti permukaan bahan baku pada vessel pengolahan. Sehingga ketika permukaan yang terdapat pada vessel pengolahan naik atau turun, pelampung akan mengikuti ketinggian permukaan tersebut. Dari sifat tersebut maka flow dihubungkan dengan potensio yang diberi tegangan sehingga akan memberikan masukan dalam bentuk ADC pada PLC.
Pada ADC PLC maka masukan akan terbaca dalam bentuk bilangan decimal. Sehingga perubahan tegangan yang akan masuk ke PLC dari 0 sampai 10 Vdc akan diubah menjadi 0048 sampai 4048 dalam bilangan desimal atau 0030 sampai 07d0 dalam bilangan hexadecimal.
Pada DAC PLC keluaran sesuai dengan masukan pada ADC PLC. Tetapi karena bentuk pemprograman sistem yang mengunakan perbandingan, maka perubahan pada keluaran DAC PLC tidak dapat dilihat perubahan yang signifikan.
BAB VI KESIMPULAN DAN SARAN
6.1 Kesimpulan
Dari hasil analisa data diatas dapat diambil beberapa kesimpulan diantaranya:
1. Pengunaan sensor level dengan bahan pengerak yang berasal dari flow (pelampung) mempunyai kelemahan, karena pelampung baru dapat terangkat apabila tekanan dari air sudah cukup besar.
2. Pengunaan sensor level mempunyai akurasi lebih baik untuk melakukan perbandingan dari pada melakukan proses pemompaan mengunakan timer.
Karena pada sistem ini berubahnya kecepatan pompa tidak mempengaruhi perbandingan jumlah bahan baku yang telah dipompakan.
6.2 Saran
Untuk sistem yang lebih baik kedepannya perlu ditambahkan beberapa hal diantaranya :
1. Agar sistem mixing device dengan ADC dan DAC menjadi lebih baik, digunakan pemprograman dengan sistem skala sehingga sistem akan bersifat continues.
2. Adanya pengontrolan motor pengaduk secara manual.
3. Rangkaian penguat motor mengunakan penguat arus yang lebih stabil.
4. Mengunakan potensio untuk level sensor yang mempunyai akurasi dan presisi tinggi.
DAFTAR PUSTAKA 1. http://www.semiconductors.philips.com 2. http://www.controlsupply.com
3. http://www.st.com
4. Modul SYSMAC CQM1H Series
5. Ir. Hamzah Berahim, Teknik Tenaga Listrik, Andi Offset Yogyakarta, Yogyakarta, 1991, hal. 44
Lampiran
Program secara keseluruhan