vi
INTISARI
Belakangan ini banyak sekali bermunculan bentuk bisnis yang menawarkan jasa cuci pakaian atau laundry. Tampaknya bisnis ini mengikuti kecenderungan perilaku sosial yang ingin serba praktis, cepat, dan hasil memuaskan. Oleh karena itu akan banyak dibutuhkan seperangkat mesin cuci yang memadai. PT Aqualis Fabricare sebagai penyedia jasa laundry berskala besar berupaya memanfaatkan mesin cuci bekas berkapasitas sedang untuk diperbarui mekanisme kendali pengoperasiannya. Menurutnya cara ini lebih ekonomis dari pada membeli mesin cuci baru. Pengendali mesin cuci menggunakan PLC (Programmable Logic
Control) dan HMI (Human Machine Interface) menjadi pilihannya.
Pada penelitian ini perangkat PLC menggunakan Mitsubishi FX3U, dan perangkat HMI menggunakan OMRON NB5Q. PLC digunakan untuk mengendalikan kerja mesin. Sedangkan HMI akan digunakan untuk membantu teknisi cuci memasukkan data parameter pencucian serta membantu operator menjalankan program cuci. Putaran ruang pencucian diatur oleh inverter dan dikendalikan oleh PLC.
Mesin cuci dengan pengendali PLC Mitsubishi FX3U serta HMI Omron NB5Q dapat berfungsi dengan baik, 98% persyaratan pelanggan bisa terpenuhi. Komunikasi HMI, PLC, dengan sensor dan aktuator berjalan stabil. Tersedia lima program pencucian, dimana parameter tiap program dapat diatur sesuai karakteristik jenis cucian, dapat dijalankan sesuai urutan pencucian yang dikehendaki, dan mudah dioperasikan. Kesalahan – kesalahan yang mungkin terjadi selama proses pencucian dapat diminimalisir dengan dibuatnya program-program keamanan.
vii
ABSTRACT
Lately a lot of businesses that offer services of washing clothes or laundry. This business seems to follow the trend of social behavior that want very practical, quick and satisfying results. Therefore, it would be a much needed set of good quality washer. PT Aqualis Fabricare as a large service providers of laundry seek to take advantage that make used washing machine with middle capacity. According to this way is more economical than buying a new washing machine. To update the washing machine it is using controller PLC (Programmable Logic Control) and HMI (Human Machine Interface).
In this study use of Mitsubishi FX3U PLC and HMI devices using the OMRON NB5Q. PLC is used to control the machine work. HMI will be used to assist the technician wash to washing program, to enter data, and to help operators run a washing program. Rotation of washing drum is regulated by inverter and controlled by PLC.
Washing machines with Mitsubishi FX3U PLC controllers and HMI Omron NB5Q to function properly, 98% of requirements can be solved. Washing program can be selected and arranged the paramaters easily.
i
TUGAS AKHIR
PENERAPAN PROGRAMMABLE LOGIC
CONTROLLER (PLC) DAN HUMAN MACHINE
INTERFACE (HMI) SEBAGAI SISTEM KENDALI
PADA MESIN CUCI
Diajukan untuk memenuhi salah satu syarat
memperoleh gelar Sarjana Teknik pada
Program Studi Teknik Elektro
Jurusan Teknik Elektro Fakultas Sains dan Teknologi
Universitas Sanata Dharma
disusun oleh :
FERNANDUS DENDY WIDYANTORO
NIM : 125114058
PROGRAM STUDI TEKNIK ELEKTRO
JURUSAN TEKNIK ELEKTRO
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
ii
FINAL PROJECT
APPLICATION OF PROGRAMMABLE LOGIC
CONTROLLER (PLC) AS A CONTROL SYSTEM IN
WASHING MACHINE
In partial fulfilment of the requirements
for the degree of Sarjana Teknik
Electrical Engineering Study Program
Electrical Engineering Department
Science and Technology Faculty Sanata Dharma University
FERNANDUS DENDY WIDYANTORO
NIM : 125114058
ELECTRICAL ENGINEERING STUDY PROGRAM
ELECTRICAL ENGINEERING DEPARTMENT
FACULTY OF SCIENCE AND TECHNOLOGY
SANATA DHARMA UNIVERSITY
I{ALAMAN
PERSETU.IIIAN
TUGASAKHIR
PENERAPAN
PROGRAMMABLE
LOGIC
CONTROLLER
(PLC)
DAN HUMAN
MACHINE
INTERFACE (HN{I) SEBAGAI
SISTEM
KENDALI
PADA MESIN CUCI
FERNAND
ANTORO
Pembimbing:
B. Wuri
Harini,
S.T.,M.T.
24
-tl
-
A{LA]V[{N
PENGESA}IAN
TUGAS
AKHIR
PENERAPAN
PROGRAMMABLE
LOGIC
CONTROLLER
(PLC)
DAN HUMAN
MACHINE
INTERFACE
GIMI)
SEBAGAI
SISTEM
KENDALI
PADA
MESTN
CUCI
disusun oleh :
FERNANDUS DENDY
WIDYANTORO
NIM
:
125114058Telah dipertahankan di depan panitia penguji
pada tanggal 25 September 2015
dan dinyatakan memenuhi syamt
Susunan
Panitia Penguji
:Nama Lengkap
Penguji
I
Peaguji 2
Penguji 3
: Ir. Th. Prima Ari Setiyani, M.T.
: B, Djoko Untoro Suwamo,S.Si., M.T.
: B. Wuri Harini, S.T., M.T.
Yogyakarta,
ztl
Noveahr
2o1E
v
HALAMAN PERSEMBAHAN DAN MOTTO HIDUP
MOTTO :
Wong pinter kang isih gelem njaluk rembuging liyan iku
dianggep manungsa wutuh.
Sing rumangsa pinter banjur suthik njaluk rembuging liyan iku
manungsa setengah wutuh.
Lan sing sapa ora gelem njaluk rembuging liyan iku
bisa kinaranan babar pisan durung manungsa.
vi
INTISARI
Belakangan ini banyak sekali bermunculan bentuk bisnis yang menawarkan jasa cuci pakaian atau laundry. Tampaknya bisnis ini mengikuti kecenderungan perilaku sosial yang ingin serba praktis, cepat, dan hasil memuaskan. Oleh karena itu akan banyak dibutuhkan seperangkat mesin cuci yang memadai. PT Aqualis Fabricare sebagai penyedia jasa laundry berskala besar berupaya memanfaatkan mesin cuci bekas berkapasitas sedang untuk diperbarui mekanisme kendali pengoperasiannya. Menurutnya cara ini lebih ekonomis dari pada membeli mesin cuci baru. Pengendali mesin cuci menggunakan PLC (Programmable Logic
Control) dan HMI (Human Machine Interface) menjadi pilihannya.
Pada penelitian ini perangkat PLC menggunakan Mitsubishi FX3U, dan perangkat HMI menggunakan OMRON NB5Q. PLC digunakan untuk mengendalikan kerja mesin. Sedangkan HMI akan digunakan untuk membantu teknisi cuci memasukkan data parameter pencucian serta membantu operator menjalankan program cuci. Putaran ruang pencucian diatur oleh inverter dan dikendalikan oleh PLC.
Mesin cuci dengan pengendali PLC Mitsubishi FX3U serta HMI Omron NB5Q dapat berfungsi dengan baik, 98% persyaratan pelanggan bisa terpenuhi. Komunikasi HMI, PLC, dengan sensor dan aktuator berjalan stabil. Tersedia lima program pencucian, dimana parameter tiap program dapat diatur sesuai karakteristik jenis cucian, dapat dijalankan sesuai urutan pencucian yang dikehendaki, dan mudah dioperasikan. Kesalahan – kesalahan yang mungkin terjadi selama proses pencucian dapat diminimalisir dengan dibuatnya program-program keamanan.
vii
ABSTRACT
Lately a lot of businesses that offer services of washing clothes or laundry. This business seems to follow the trend of social behavior that want very practical, quick and satisfying results. Therefore, it would be a much needed set of good quality washer. PT Aqualis Fabricare as a large service providers of laundry seek to take advantage that make used washing machine with middle capacity. According to this way is more economical than buying a new washing machine. To update the washing machine it is using controller PLC (Programmable Logic Control) and HMI (Human Machine Interface).
In this study use of Mitsubishi FX3U PLC and HMI devices using the OMRON NB5Q. PLC is used to control the machine work. HMI will be used to assist the technician wash to washing program, to enter data, and to help operators run a washing program. Rotation of washing drum is regulated by inverter and controlled by PLC.
Washing machines with Mitsubishi FX3U PLC controllers and HMI Omron NB5Q to function properly, 98% of requirements can be solved. Washing program can be selected and arranged the paramaters easily.
viii
PERNYATAAN KEASLIAN KARYA
Saya menyatakan dengan sesungguhnya bahwa tugas akhir ini tidak memuat
karya atau bagian karya orang lain, kecuali yang telah disebutkan dalam kutipan dan
daftar pustaka sebagaimana layaknya karya ilmiah.
Yogyakarta, 22 September 2015
ix
HALAMAN PERSETUJUAN
PUBLIKASI KARYA ILMIAH UNTUK
KEPENTINGAN AKADEMIS
Yang bertanda tangan di bawah ini, saya mahasiswa Universitas Sanata Dharma:
Nama : Fernandus Dendy Widyantoro
Nomor Mahasiswa : 125114058
Demi pengembangan ilmu pengetahuan, saya memberikan kepada Perpustakaan
Universitas Sanata Dharma karya Ilmiah saya yang berjudul :
PENERAPAN PROGRAMMABLE LOGIC
CONTROLLER (PLC) DAN HUMAN MACHINE
INTERFACE (HMI) SEBAGAI SISTEM KENDALI
PADA MESIN CUCI
Beserta perangkat yang diperlukan (bila ada). Dengan demikian saya memberikan
perpustakaan Universitas Sanata Dharma hak untuk menyimpan, mengalihkan dalam
bentuk media lain, mengelolanya dalam bentuk pangkal data, mendistribusikan secara
terbatas dan mempublikasikannya di internet atau media lain untuk kepentingan akademis
tanpa perlu meminta ijin dari saya maupun memberika royalti kepada saya selama tetap
mencantumkan nama saya sebagai penulis.
Yogyakarta, 22 September 2015
x
KATA PENGANTAR
Puji syukur ke hadirat Tuhan Yang Maha Kuasa, atas limpahan rahmat dan
karunia-Nya sehingga penulis dapat meyelesaikan penulisan tugas akhir dengan judul :
Penerapan Programmable Logic Controller (PLC) dan Human Machine Interface (HMI)
Sebagai Sistem kendali pada mesin cuci. Penulisan ini untuk memenuhi salah satu syarat
menyelesaikan studi, serta syarat memperoleh gelar Sarjana Teknik Strata Satu, pada
program studi Teknik Elektro Fakultas Sains dan Teknologi Universitas Sanata Dharma
Yogyakarta.
Penghargaan dan terima kasih sebesar-besarnya kepada seluruh dosen, keluarga,
teman sepekerjaan, yang telah memberikan dukungan. Semoga Tuhan melimpahkan
rahmat, kesehatan, karunia, dan berkat, atas budi baik yang telah diberikan kepada penulis.
Penghargaan dan terima kasih penulis berikan kepada Ibu Bernadetta Wuri Harini,
S.T., M.T. selaku pembimbing yang telah membantu penulisan tugas akhir ini. Serta
ucapan terima kasih kepada :
1. Bp. Johanes Eka Priyatma, M.Sc., Ph.D. selaku Rektor Universitas Sanata Dharma
Yogyakarta
2. Ibu Paulina Heruningsih Prima Rosa, S.Si., M.Sc. selaku Dekan Fakultas Sains dan
Teknologi Universitas Sanata Dharma Yogyakarta
3. Bapak Petrus Setyo Prabowo, S.T., M.T. selaku Ketua Program Studi Teknik
Elektro Fakultas Sains dan Teknologi Universitas Sanata Dharma Yogyakarta
4. Bapak Teddy Tjoegito, selaku Direktur PT Aqualis Fabricare
5. Seluruh karyawan PT ATMI SOLO unit kerja MDC
Akhir kata penulis menyadari bahwa penulisan tugas akhir ini masih jauh dari
kesempurnaan. Oleh karenanya penulis memohon saran dan kritik yang membangun.
Semoga bermanfaat bagi kita semua.
xi
DAFTAR ISI
Halaman Sampul (Bahasa Indonesia) ... i
Halaman Sampul (Bahasa Inggris) ... ii
Halaman Persetujuan ... iii
Halaman Pengesahan ... iv
Halaman Persembahan dan motto hidup ... v
Intisari ... vi
Abstract ... vii
Pernyataan Keaslian Karya ... viii
Halaman Persetujuan Publikasi... ix
Kata Pengantar ... x
Daftar Isi ... xi
Daftar Gambar ... xiv
Daftar Tabel ... xviii
BAB I : PENDAHULUAN 1.1.Latar Belakang ... 1
1.2.Tujuan dan Manfaat Penelitian ... 3
1.3.Pembatasan Masalah ... 3
1.4.Metodologi Penelitian ... 4
BAB II : DASAR TEORI 2.1. Programmable Logic Controller (PLC) ... 5
2.1.1. Perangkat Keras PLC ... 5
2.1.2. Arsitektur Internal ... 7
2.1.3. Central Processing Unit (CPU) ... 7
2.1.4. Bus ... 8
2.1.5. Memori ... 8
2.1.6. Auxiliary Relay ... 9
2.1.7. Input / Output Unit ... 10
2.1.8. Timer ... 10
xii
2.1.10. Penanganan Data ... 13
2.1.11. Operasional Aritmatika ... 14
2.2. Human Machine Interface (HMI) ... 16
2.3. Motor Induksi ... 16
2.4. Inverter ... 17
2.5. Pengendali Suhu ... 18
2.6. Sensor Level ... 18
2.7. Chemical Dispenser ... 20
2.8. Relay ... 20
2.9. Kontaktor ... 21
2.10. Pemanas Elektrik ... 21
2.11. Solenoid Valve ... 22
2.12. Limit Switch ... 23
BAB III : RANCANGAN PENELITIAN 3.1. Permintaan Pelanggan ... 25
3.2. Gerakan Dasar Mesin Cuci ... 25
3.3. Urutan Mencuci ... 28
3.4. Rancangan Rangkaian Daya Pada PLC dan HMI ... 30
3.5. Rancangan HMI ... 30
3.5.1. Perangkat Keras HMI ... 30
3.5.2. Rancangan Layout HMI ... 31
3.5.3. Rancangan Halaman HMI ... 35
3.5.3.1. Halaman AUTO ... 35
3.5.3.2. Halaman PROGRAM ... 38
3.5.3.3. Halaman MANUAL ... 42
3.5.3.4. Halaman MAINTENANCE ... 45
3.5.3.5. Diagram Alir Membuat Program Cuci ... 47
3.5.3.6. Diagram Alir Mengganti Kata Sandi ... 48
3.6. Rancangan Rangkaian PLC ... 49
3.6.1. Input PLC ... 49
3.6.2. Output PLC ... 50
3.6.3. Pengaturan Alamat Data PLC Untuk Parameter Program 51
xiii
4.1. Sistem Lengkap ... 53
4.2. Koneksi HMI - PLC – PC ... 57
4.3. Pemrograman HMI ... 58
4.3.1. Halaman AUTO ... 58
4.3.2. Halaman PROGRAM ... 66
4.3.3. Halaman MANUAL ... 69
4.3.4. Halaman MAINTENANCE ... 70
4.4. Pemrograman PLC ... 72
4.4.1. Program Input ... 72
4.4.2. Program PLC Halaman MANUAL ... 74
4.4.2.1. Pengoperasian Chemical, Water In, Drain, Door Lock / Unlock ... 78
4.4.3. Program PLC Halaman AUTO ... 83
4.4.3.1. Memasukkan Nomor Program yang Dijalankan 83 4.4.3.2. Menjalankan Program ... 84
4.4.4. Program PLC Halaman PROGRAM ... 85
4.4.4.1. Set / reset Nomor Program ... 85
4.4.4.2. Parameter Program Pencucian ... 86
4.5. Analisa Hasil Pengujian ... 88
4.5.1. Urutan Proses Mencuci ... 88
4.5.2. Analisa Menu Manual ... 91
4.5.3. Analisa Menu Program dan Hak Akses ... 93
4.5.4. Analisa Pengaturan Parameter dan Jalannya Program ... 94
4.5.5. Analisa Keamanan Pengoperasian ... 96
4.5.6. Analisa Kondisi Terputusnya Sumber Listrik ... 98
4.5.7. Analisa Pengisian Klasifikasi Berat Cucian ... 101
BAB V : KESIMPULAN 5.1.Kesimpulan ... 102
5.2. Saran ... 102
DAFTAR PUSTAKA ... 104
xiv
DAFTAR GAMBAR
Halaman
Gambar 1.2. Unit Pengendali Mesin Cuci Primus Orisinil ... 2
Gambar 2.1. Sistem PLC ... 5
Gambar 2.2. Sinyal : diskrit, digital, analog ... 6
Gambar 2.3. Arsitektur Internal ... 7
Gambar 2.4. On-delay timer, Off-delay timer, Pulse timer ... 10
Gambar 2.5. Contoh pemrograman timer pada PLC Mitsubishi ... 11
Gambar 2.6. Contoh pemrograman counter pada PLC Mitsubishi ... 12
Gambar 2.7. Contoh pemrograman pemindahan data pada PLC Mitsubishi ... 14
Gambar 2.7. Contoh pemrograman pembandingan data pada PLC Mitsubishi .... 14
Gambar 2.9. PLC Mitsubishi FX3U – 48M ... 15
Gambar 2.10. Motor 3 Phasa Sangkar Tupai ... 16
Gambar 2.11. Diagram Referensi Tekanan Batas Atas dan Batas Atas ... 19
Gambar 2.12. Sensor Level Dungs LGW 150 A4 ... 19
Gambar 2.13. Chemical Dispenser Knight One Shot OS – 100 L/S ... 20
Gambar 2.14. Relay 12 V ... 20
Gambar 2.15. Kontaktor ... 21
Gambar 2.16. Pemanas Elektrik ... 22
Gambar 2.17. Solenoid Valve ... 22
Gambar 2.18. Limit Switch ... 23
Gambar 3.1. Rancangan Sistem Lengkap Mesin Cuci ... 24
Gambar 3.2. Diagram Alir Proses Mencuci Oleh Operator ... 29
Gambar 3.3. Rangkaian Daya PLC dan HMI ... 30
Gambar 3.4. HMI OMRON NB5Q – TW00B ... 30
Gambar 3.5. Hubungan HMI dengan PLC dan PC ... 31
Gambar 3.6. Rute HMI Menu Auto ... 32
Gambar 3.7. Rute HMI Menu Manual ... 32
Gambar 3.8. Rute HMI Menu Program ... 33
Gambar 3.9. Rute HMI Menu Maintenance ... 34
xv
Gambar 3.11a – i. Desain HMI Halaman Program ... 38 s.d. 42
Gambar 3.12a – f. Desain HMI Halaman Manual ... 42 s.d. 45
Gambar 3.13a – c. Desain HMI Halaman Maintenance ... 45 s.d. 46
Gambar 3.14. Diagram Alir Membuat Program Mesin Cuci ... 47
Gambar 3.15. Diagram Alir Mengganti Kata Sandi ... 48
Gambar 3.16. Layout Input PLC ... 50
Gambar 3.17. Layout Output PLC ... 51
Gambar 4.1. Perbandingan Rancangan dan Realisasi Mesin ... 53
Gambar 4.2. Perbandingan Rancangan dan Realisasi Pintu Samping ... 54
Gambar 4.4. Sistem Pengunci Pintu Depan ... 55
Gambar 4.5. Bentuk Fisik Mesin Cuci Bagian Belakang ... 55
Gambar 4.6. Kotak Kontrol Utama ... 56
Gambar 4.7. Koneksi HMI ... 57
Gambar 4.8. Koneksi PLC ... 57
Gambar 4.9. NB Designer Version 1.35 ... 58
Gambar 4.10. Tampilan Halaman Utama – AUTO ... 58
Gambar 4.11. Bit Switch Property – Basic Property Tab ... 59
Gambar 4.12. Bit Switch Property – Bit Switch Tab ... 59
Gambar 4.13. Bit Switch Property – Label Tab ... 60
Gambar 4.14. Bit Switch Property – Graphics Tab ... 60
Gambar 4.15. Bit Switch Property – Control Setting Tab ... 60
Gambar 4.16. Bit Switch Property – Display Setting Tab ... 61
Gambar 4.17. Function Key Property ... 61
Gambar 4.18. Number Input ... 62
Gambar 4.19. Number Input Property – Numeric Data Tab ... 62
Gambar 4.20. Kotak Pantauan ... 63
Gambar 4.21. Bit Lamp – Graphics Tab ... 63
Gambar 4.22. Draw – Text ... 64
Gambar 4.23. Tampilan Halaman Program ... 66
Gambar 4.24. Tampilan Halaman Paramater P1 ... 67
Gambar 4.25. Tampilan Halaman Manual ... 69
Gambar 4.26. Tampilan Halaman Maintenance – Alarm History ... 70
xvi
Gambar 4.28. Program PLC, bagian input ... 74
Gambar 4.29. Diagram Alir Operasi Putaran Secara Manual ... 75
Gambar 4.30. Program PLC, bagian operasi putaran manual ... 76
Gambar 4.31. Program PLC, bagian operasi chemical manual ... 78
Gambar 4.32. Program PLC, bagian operasi water in manual ... 80
Gambar 4.33. Program PLC, bagian operasi drain manual ... 81
Gambar 4.34. Program PLC, bagian operasi door lock / unlock manual ... 82
Gambar 4.35. Program PLC, bagian program number store ... 84
Gambar 4.36. Program PLC, bagian menjalankan program ... 84
Gambar 4.37. Program PLC, bagian halaman program ... 85
Gambar 4.38. Struktur pemrograman PLC, bagian parameter cuci ... 87
Gambar 4.39. Memasukkan Nomor Program yang Akan Dijalankan ... 88
Gambar 4.40. Operator Menimbang Cucian ... 88
Gambar 4.41. Operator Memasukkan Pilihan Leverl Air ... 89
Gambar 4.42. Operator Memasukkan Cucian ... 89
Gambar 4.43. Operator Menutup Pintu ... 90
Gambar 4.44. Operator Menjalankan Program ... 90
Gambar 4.45. Operator Mengeluarkan Cucian ... 90
Gambar 4.46. Tampilan Awal Menu Program ... 93
Gambar 4.47. Tampilan Numeric Virtual Keyboard ... 93
Gambar 4.48a. Tampilan Password Salah ... 93
Gambar 4.48b. Tampilan Password Benar ... 93
Gambar 4.49. Tampilan Ganti Password ... 94
Gambar 4.50. Tampilan Reset Data ... 94
Gambar 4.51. Tampilan Parameter Program 3 ... 94
Gambar 4.52. Emergency Stop Button for Safety ... 96
Gambar 4.53. Keamanan Pintu Depan ... 96
Gambar 4.54. Keamanan Pintu Samping ... 97
Gambar 4.55. Keamanan Input Nomor Program ... 97
Gambar 4.56. Keamanan Input Berat Cucian ... 97
Gambar 4.57. Daftar Error Pada Alarm History ... 97
Gambar 4.58. Program Aktivasi Emergency Stop ... 98
xvii
Gambar 4.60. Kondisi Sebelum Terjadi Mati Listrik ... 99
Gambar 4.61. Simulasi Mati Listrik ... 100
Gambar 4.62. Simulasi Saat Listrik Telah Menyala ... 100
xviii
DAFTAR TABEL
Halaman
Tabel 2.1.Tabel Data Register PLC Mitsubishi FX3U ... 9
Tabel 2.2. Auxiliary Relay pada PLC Mitsubishi FX3U... 9
Tabel 2.3. Timer pada PLC Mitsubishi FX3U ... 11
Tabel 2.4. Counter pada PLC Mitsubishi FX3U ... 13
Tabel 3.1. Urutan Proses Mesin Cuci ... 26
Tabel 3.2. Daftar Alamat Internal Relay Program 1 ... Lampiran 3.1 Tabel 3.3. Daftar Alamat Internal Relay Program 2 ... Lampiran 3.2 Tabel 3.4. Daftar Alamat Internal Relay Program 3 ... Lampiran 3.3 Tabel 3.5. Daftar Alamat Internal Relay Program 4 ... Lampiran 3.4 Tabel 3.6. Daftar Alamat Internal Relay Program 5 ... Lampiran 3.5 Tabel 3.7. Daftar Alamat Data Program 1 ... Lampiran 3.6 Tabel 3.8. Daftar Alamat Data Program 2 ... Lampiran 3.7 Tabel 3.9. Daftar Alamat Data Program 3 ... Lampiran 3.8 Tabel 3.10. Daftar Alamat Data Program 4 ... Lampiran 3.9 Tabel 3.11. Daftar Alamat Data Program 5 ... Lampiran 3.10 Tabel 3.12. Daftar Alamat Internal Relay Untuk Tombol dan Pantauan ... Lampiran 3.11 Tabel 3.13. Daftar Alamat Data Untuk Tampilan Pantauan ... Lampiran 3.12 Tabel 4.1. Daftar Tombol Halaman Auto ... 64
Tabel 4.2. Daftar Tombol Halaman Program ... 66
Tabel 4.3. Daftar Tombol Halaman Parameter Program 1 ... 68
Tabel 4.4. Daftar Tombol Halaman Manual ... 69
Tabel 4.5. Daftar Tombol Halaman Maintenance ... 71
Tabel 4.6. Daftar Input PLC ... 72
Tabel 4.7. Analisa HMI Menu Manual ... 91
Bab I
PENDAHULUAN
1.1.
Latar Belakang
Aktivitas mencuci pakaian akan selalu dilakukan oleh manusia. Dalam upaya
mempermudah mencuci pakaian, manusia menciptakan mesin cuci. Mencuci menggunakan
mesin dapat menghemat waktu dan tenaga. Dari waktu ke waktu mesin cuci mengalami
inovasi, dibuat agar semakin mudah dalam penggunaan.
Dewasa ini sangat banyak dijumpai jasa laundry. Salah satu jasa laundry terkemuka
di Indonesia adalah PT. Aqualis Fabricare. Kantor pusat berlokasi di Jakarta, dan telah
memiliki banyak cabang yang lokasinya tersebar di beberapa kota besar di Indonesia. PT.
Aqualis Fabricare menerima jasa laundry berskala besar, seperti rumah sakit dan hotel.
Selain menerima jasa laundry juga mengembangkan bahan-bahan kimia yang
dipergunakan untuk mencuci.
Saat ini, PT Aqualis Fabricare membeli jasa perbaikan mesin cuci ke PT. ATMI
SOLO. Merk mesin cuci tersebut adalah Primus, buatan Belgia. Mesin cuci ini
berkapasitas 20 kilogram pakaian kering. Pengendali mesin cuci menggunakan timer
mekanik berupa cam dalam kondisi rusak.
Sebagai perbandingan, telah dilakukan penelitian dalam sebuah jurnal penelitian
dengan judul Design Model of Automation Washer for Two Tubes Aperture (Twin Tube
Top Loader) Microcontroller Based ATMEGA32 Ferry Nando, Ageng Sadnowo R., S.T.,
M.T, Yulliarto Raharjo, S.T., M.T., Jurusan Teknik Elektro Fakultas Teknik Universitas
Lampung, yang merealisasikan sebuah model otomatisasi mesin cuci dua tabung bukaan
atas (twin tube top loader) yang dapat mengatur operasional isi ulang air cucian dan
mengatur proses pencucian secara berulang dengan otomatis berbasis mikrokontroler
ATMega32 [1]. Kali ini, penulis berusaha untuk memodifikasi sebuah mesin cuci merk
PRIMUS dengan kapasitas 20 Kg menjadi sebuah mesin cuci baru dimana sistem
kelistrikan mesin cuci tersebut siap terintegrasi dengan sebuah control PLC dan HMI.
Setelah dilakukan modifikasi maka didapat sebuah mesin cuci baru yang dapat diatur dan
disesuaikan dengan kebutuhan PT. Aqualis Fabricare.
Sistem kendali timer mekanik bawaan mesin yang telah rusak sangat konvensional,
serta sulit bagi operator untuk melakukan pengaturan parameter dan urutan pencucian.
Sebagai penggantinya dipilih pengendali berupa PLC dan HMI, sesuai dengan permintaan
PT Aqualis Fabricare. Data pencucian dapat disimpan dalam memori sehingga operator
dapat memanggil kembali proses yang telah dilakukan. Selain itu juga disediakan 5 (lima)
program yang dapat diatur parameter-parameter di dalamnya.
Gambar 1.1 Mesin Cuci Primus Sebelum Diperbaiki
Gambar 1.2 Unit Pengendali Mesin Cuci Primus Orisinil
Dengan dilakukannya modifikasi sistem kendali ini maka diharapkan mesin cuci ini
dapat dipergunakan lagi sesuai dengan permintaan. Pada penelitian ini dipilih
Programmable Logic Controller (PLC) sebagai pengendalinya. Hal ini dikarenakan PLC
merupakan perangkat berskala industri sesuai tuntutan pelanggan. Penelitian ini akan
1.2.
Tujuan dan Manfaat Penelitian
Tujuan dari penelitian ini adalah menciptakan suatu sistem kelistrikan mesin cuci
yang dapat dioperasikan dengan HMI (Human Machine Interface) dan dikendalikan oleh
sebuah PLC (Programmable Logic Controller).
Manfaat dari penelitian ini bagi PT ATMI SOLO adalah menyediakan sebuah
mesin cuci yang efektif dan dapat dirakit dengan sistem PLC terintergrasi sebagai solusi
terhadap kebutuhan pelanggan serta pengembangan produk untuk menambah nilai jual
produk.
1.3.
Pembatasan Masalah
Agar Tugas Akhir ini mengarah pada tujuan dan menghindari melebarnya masalah
yang kemungkinan muncul, maka perlu dilakukan pembatasan masalah agar sesuai dengan
judul tugas akhir ini, serta disesuaikan dengan permintaan PT Aqualis Fabricare. Adapun
batasan masalah adalah sebagai berikut :
1. Menggunakan PLC Mitsubishi seri FX3U-48MR sebagai pengendali gerakan
mesin cuci.
2. Perangkat Human Machine Interface (HMI) menggunakan layar sentuh
OMRON NB5Q-TW00B
3. Kapasitas mesin cuci maksimal 20 kg.
4. Menggunakan pemanas elektrik, suhu air maksimal 60 derajat.
5. Menggunakan 3 sensor tekanan air untuk 3 posisi ketinggian air (low, medium,
high). Merk DUNGS seri LGW 150 A4.
6. Menggunakan sensor keamanan pintu.
7. Menggunakan sensor temperatur air pencucian.
8. Tersedia 5 pilihan program pencucian.
9. Hak akses pengoperasian mesin :
a. Operator : menghidupkan/mematikan mesin, memilih program P1 – P5,
menjalankan/menghentikan program.
b. Teknisi mesin : merubah parameter program, mengunggah/mengunduh
1.4.
Metodologi Penelitian
Berdasar pada tujuan yang akan dicapai metode-metode yang digunakan dalam
penyusunan tugas akhir ini adalah:
1. Studi literatur, yaitu mempelajari dan membaca tentang PLC, HMI, sensor,
actuator, motor, yang kesemuanya itu akan dipasang pada mesin cuci.
2. Wawancara, yaitu dengan cara mendapatkan data dan masukan dengan mewancarai
narasumber yang berkaitan dengan permasalahan yang dibahas dalam tugas akhir
dalam hal ini pelanggan dari PT ATMI SOLO.
3. Perancangan, yaitu tahapan perancangan tata letak HMI dan alamat memori PLC.
4. Pembuatan program HMI dan PLC.
5. Proses pengambilan data, yaitu proses pengujian terhadap sistem. Data diambil dari
kinerja sistem untuk menguji keefektifan sistem yang ada.
6. Analisis dan penyimpulan hasil percobaan. Analisis data dilakukan dengan
membandingkan data yang diperoleh saat pengujian dengan data permintaan
Bab II
DASAR TEORI
Bab ini menjelaskan tentang dasar teori dan penjelasan detil peralatan yang
digunakan. Hal yang akan dibahas adalah Programmable Logic Controller (PLC), Human
Machine Interface (HMI), motor induksi, inverter, sensor panas / thermocouple,
pengendali panas / thermocontrol, sensor level, dispenser, pemanas, solenoid.
2.1.
Programmable Logic Controller (PLC)
PLC adalah sebuah bentuk khusus dari pengendali berbasis mikroprosesor yang
menggunakan memori program untuk menyimpan instruksi dan mengimplementasikan
fungsi logika urutan proses, timing, counting, dan fungsi aritmatika. Pertama kali
dikembangkan pada tahun 1969. Keuntungan utama penggunaan PLC ialah sistem kendali
dapat diubah-ubah sesuai kebutuhan tanpa harus mengubah komponen dasar
pengendalinya. Dikarenakan sangat fleksibel terhadap variasi sistem kendali maka menjadi
hemat biaya. Kelebihan PLC yang lain ialah :
Tahan terhadap lingkungan kerja yang keras serta suhu, getaran, dan kebisingan
yang dinamis.
Input / output sudah tersedia di unit PLC.
Bahasa program dan pemrograman mudah dipahami.
2.1.1. Perangkat keras PLC
Gambar 2.1. Sistem PLC. [2]
Biasanya sistem PLC memiliki komponen fungsional Central Processing Unit
(CPU), memori, unit catu daya / power supply unit, bagian input / output antarmuka,
komunikasi antarmuka dan perangkat pemrograman. Sebuah PLC terdiri dari :
1. Unit prosesor atau CPU adalah unit yang mengandung mikroprosesor untuk
menafsirkan sinyal input dan melakukan tindakan kontrol,sesuai dengan program
yang tersimpan dalam memori, serta mengkomunikasikan sinyal tindakan untuk
output.
2. Unit catu daya / power supply yang dibutuhkan untuk mengubah listrik AC ke DC
(5 V) yang diperlukan untuk prosesor.
3. Perangkat pemrograman / programming devices yang digunakan untuk
memasukkan program ke memori prosesor. Program yang akan dimasukkan
terlebih dahulu dibuat menggunakan perangkat lunak / software, dan kemudian
dipindahkan ke unit memori PLC.
4. Unit memori / memory unit adalah tempat menyimpan program. Program tersebut
digunakan untuk melakukan kontrol yang akan dilakukan oleh mikroprosesor.
5. Input and output berfungsi mengkomunikasikan informasi dari luar. Perangkat
input and output memberikan sinyal diskrit maupun digital. Perangkat digital dapat
dianggap perangkat dasarnya diskrit yang memberikan urutan on-off sinyal (gambar
2.2). Perangkat analog memberikan sinyal yang ukurannya sebanding dengan
ukuran variabel yang sedang dipantau. Sebagai contoh, sensor suhu dapat
memberikan tegangan sebanding dengan temperatur.
2.1.2. Arsitektur Internal
Gambar 2.3 menunjukkan arsitektur internal dasar sebuah PLC. Arsitektur internal
itu terdiri dari CPU yang berisi sistem mikroprosesor, memori, dan sirkuit input /
output. Operasi proses di dalam CPU dilengkapi clock dengan kisaran frekuensi 1
MHz sampai dengan 8 MHz. Besarnya frekuensi clock menentukan kemampuan
kecepatan operasi sebuah PLC. Sinyal informasi yang diolah di dalam PLC
berbentuk sinyal digital. Jalur internal yang berfungsi untuk mengalirkan informasi
digital ini disebut bus. Dalam arti fisik, bus adalah sejumlah konduktor yang
mengalirkan sinyal elektrik ke beberapa elemen di dalam arsitektur internal PLC.
Gambar 2.3. Arsitektur Internal PLC. [2].
2.1.3. Central Processing Unit (CPU)
Struktur internal yang terdapat pada CPU tergantung dari jenis mikroprosesor yang
terpasang di dalamnya. Umumnya terdapat :
Arithmetic and Logic Unit (ALU) yang bertugas melakukan manipulasi data dan
menghasilkan data operasi penjumlahan dan perkalian, serta operasi gerbang logika
AND, OR, NOT, dan EXCLUSIVE OR.
Memori, disebut juga dengan register yang terletak di dalam mikroprosesor dan
digunakan untuk menyimpan informasi atau data yang akan digunakan dalam
pelaksanaan program.
2.1.4. Bus
Bus adalah jalur yang digunakan untuk komunikasi di dalam PLC. Informasi/data
yang ditransmisikan berbentuk biner. Sekelompok data itu disebut dengan bit. Contoh data
8-bit : 00100111. Setiap bit dikomunikasikan secara bersamaan di sepanjang jalur paralel.
2.1.5. Memori
Terdapat beberapa elemen memory di PLC, yakni :
Read Only Memory (ROM), berfungsi sebagai tempat penyimpanan data secara
permanen. Data itu digunakan oleh CPU dalam operasinya.
Random Access Memory (RAM), untuk pengguna.
Random Access Memory (RAM), untuk data. Berfungsi untuk menyimpan
informasi/data dari status input, output, timer, dan counter. Data yang tersimpan
pada RAM disebut juga sebagai tabel data atau data register. Data tersebut dapat
berfungsi sebagai preset data, dan bisa juga data tersebut merupakan data yang
tersimpan sebagai nilai hasil dari operasi counter maupun timer.
Ada juga PLC yang menyediakan Erasable and Programmable Read Only Memory
(EPROM), yakni ROM yang dapat dikendalikan dengan program permanen.
Program dan data yang tersimpan di RAM dapat dirubah oleh pengguna. Semua
jenis PLC memiliki RAM yang berfungsi untuk menyimpan program yang telah dibuat
oleh pengguna. Untuk mencegah hilangnya program saat catu daya dimatikan, maka PLC
dilengkapi dengan baterai.
Kapasitas memori ditentukan oleh banyaknya data biner yang dapat disimpan.
Misalnya, terdapat sebuah ukuran memori 256 kata, maka memori ini dapat menyimpan
256 x 8 = 2048 bit untuk data 8-bit. Sama halnya dengan 256 x 16 = 4096 bit untuk data
16-bit. Ukuran memori seringkali ditentukan dari jumlah lokasi penyimpanan yang tersedia
dengan 1K mewakili nomor 210, yakni 1024. Byte digunakan untuk menyebut sebuah data
8-bit. Sehingga jika terdapat 4 buah memori masing-masing 4K, dapat menyimpan 4K x 8
memori x 1024 bit = 32768 bit = 4096 byte.
Tabel 2.1. adalah struktur alamat data register pada FX3U, yakni sebagai berikut :
1. Area general type (D0 sampai D199) adalah area yang tidak dikunci atau tempat
penyimpanan data yang tidak didukung oleh baterai, sehingga data akan hilang saat
dilakukan pemutusan sumber daya. Area ini dapat diatur menjadi area yang
2. Area latched (D200 sampai D511) adalah area yang dikunci atau penyimpanan data
didukung oleh baterai, sehingga data akan tetap tersimpan meskipun dilakukan
pemutusan sumber daya. Area ini dapat diatur menjadi area yang tidak terkunci
dengan cara mengatur parameter PLC.
3. Area fixed latched (D512 sampai D7999) adalah area penyimpanan data yang
dikunci atau penyimpanan data didukung oleh baterai, sehingga data akan tetap
tersimpan meskipun dilakukan pemutusan sumber daya. Pada area ini tidak dapat
dilakukan pengaturan parameter PLC.
4. Data register mulai dari D1000 hingga 500 alamat berikutnya dapat digunakan
sebagai file register.
5. Terdapat alamat data register D8000 dampai D8511 yang berfungsi untuk
menyimpan data-data khusus dan untuk keperluan operasi khusus. Misalnya operasi
clock, high speed counter, dan sebagainya.
6. Tabel 2.1. Tabel Data Register PLC Mitsubishi FX3U. [3].
7.
8.
9.
10.
11.
2.1.6. Auxiliary Relay
Tabel 2.2. Auxiliary Relay pada PLC Mitsubishi FX3U. [3].
Auxiliary relay adalah sarana bantu dalam pemrograman PLC yang dapat
digunakan seperti halnya kontak relay NO dan NC tapi terpasang di dalam PLC. Meski
demikian beban-beban eksternal tidak bisa langsung digerakkan oleh auxiliary relay,
melainkan tetap harus melalui output relay.
1. Area general type (M0 sampai M499) adalah area yang tidak dikunci atau relay
posisi semula saat dilakukan pemutusan sumber daya. Area ini dapat diatur menjadi
area yang dimungkinkan untuk dikunci dengan cara mengatur parameter PLC.
2. Area latched (M500 sampai M1023) adalah area yang dikunci atau relay yang
didukung oleh baterai, dengan demikian kondisi relay akan tetap di kondisi terakhir
meskipun dilakukan pemutusan sumber daya. Area ini dapat diatur menjadi area
yang tidak terkunci dengan cara mengatur parameter PLC.
3. Area fixed latched (M1024 sampai M7679) adalah area relay yang dikunci atau
relay yang didukung oleh baterai, sehingga data akan tetap tersimpan meskipun
dilakukan pemutusan sumber daya. Pada area ini tidak bisa dilakukan pengaturan
parameter PLC.
4. Terdapat relay M8000 dampai D8511 yang berfungsi untuk untuk keperluan
operasi khusus. Misalnya operasi dengan clock, high speed counter, dan
sebagainya.
2.1.7. Input / Output Unit
Input / output unit menghubungkan antara sistem di dalam PLC dengan perangkat
luar. Misalnya, input dihubungkan dengan sensor, dan output dihubungkan dengan motor
dan solenoid. Setiap input dan output memiliki nama alamat yang nantinya digunakan oleh
CPU. Pada PLC Mitsubishi FX3U-48M yang akan digunakan, alamat input adalah X000 –
X027, sedangkan alamat output adalah Y000 – Y027.
2.1.8. Timer
Terdapat beberapa bentuk timer dalam PLC. On-delay timer adalah sebuah fungsi
pengaturan waktu tunda output timer untuk menjadi ON sesaat setelah input diberikan
(gambar 2.4(a)). Off-delay timer adalah sebuah fungsi pengaturan waktu tunda output timer
untuk menjadi OFF sesaat setelah input dilepas (gambar 2.4(b)). Pulse timer adalah sebuah
fungsi pengaturan waktu tunda output timer untuk menjadi ON atau OFF sesuai waktu
yang diberikan (gambar 2.4(c)).
Gambar 2.5. Contoh pemrograman timer pada PLC Mitsubishi. [1].
Tabel 2.3. Timer pada PLC Mitsubishi FX3U. [3].
Timer dan clock terdapat di dalam PLC, dengan pulsa clock 1 ms, 10 ms, 100 ms,
dan seterusnya. Nilai dapat diatur secara langsung dengan konstanta K, dan dapat pula
diatur secara tidak langsung dengan variabel D dan mengambil nilai yang tersimpan di data
register. Penjelasan Tabel 2.3. sebagai berikut :
1. T0 - T199 menyediakan pulsa clock 100 ms, dengan rentang durasi 0,1 - 3276,7
detik. T192 - T199 memiliki tipe timer yang bersifat looping, dimana pada saat
timer mencapai nilai yang dikehendaki akan mengaktifkan koil, dan segera
menon-aktifkan lagi, sedangkan timer akan melanjutkan proses dari nol. Area timer ini
tidak didukung dengan baterai untuk penyimpanan permanen.
2. T200 - T245 menyediakan pulsa clock 10 ms, dengan rentang durasi 0,01 - 327,67
detik. Area timer ini tidak didukung dengan baterai untuk penyimpanan permanen.
3. T246 - T249 menyediakan pulsa clock 1 ms, dengan rentang durasi 0,001 – 32,767
detik. Jenis timer adalah interrupt execution latched, yang artinya didukung oleh
baterai untuk penyimpanan data timer yang sedang berlangsung, sehingga jika
terjadi pemutusan sumber daya maka proses timer bisa dilanjutkan dari nilai
4. T250 - T255 menyediakan pulsa clock 100 ms, dengan rentang durasi 0,1 – 3276,7
detik. Jenis timer adalah interrupt execution latched, yang artinya didukung oleh
baterai untuk penyimpanan data timer yang sedang berlangsung, sehingga jika
terjadi pemutusan sumber daya maka proses timer bisa dilanjutkan dari nilai
terakhir yang telah dicapai.
5. T256 – T511 menyediakan pulsa clock 1 ms, dengan rentang durasi 0,001 – 32,767
detik. Area timer ini tidak didukung dengan baterai untuk penyimpanan permanen.
2.1.9. Counter
Pada PLC disediakan counter, berfungsi untuk menghitung munculnya sinyal
masukan / input. Contoh aplikasinya untuk menghitung jumlah barang yang melewati
conveyor, menghitung angka putaran, menghitung jumlah orang yang melewati pintu, dan
sebagainya. Biasanya pada fungsi counter diberikan preset number. Jika preset number
yang diberikan sudah terlampaui maka status berikutnya akan berubah. Terdapat 2 (dua)
macam tipe counter, yaitu down-counter dan up-counter. Pada down-counter, counter akan
menghitung mundur mulai dari preset number sampai dengan 0 (nol). Jika counter sudah
mencapai nilai 0 (nol), maka status pada proses berikutnya akan berubah. Sedangkan pada
up-counter, counter akan menghitung mulai dari 0 (nol), sampai dengan nilai yang
ditetapkan sebagai preset number. Saat counter mencapai nilai preset number, maka status
pada proses berikutnya akan berubah.
Gambar 2.6. menunjukkan pemrograman dasar counter. Jika terdapat sinyal pada In
1, maka counter akan reset dan memulai penghitungan dari nol. Misalnya preset number
yang kita berikan pada counter adalah 10 (sepuluh). Jika In 2 mendapatkan 10 kali sinyal,
maka kontaktor counter akan tertutup dan akan terjadi output pada Out 1. Kapanpun pada
saat perhitungan, jika In 1 mendapatkan sinyal, maka counter akan mengalami reset dan
perhitungan dimulai dari 0 lagi.
Tabel 2.4. Counter pada PLC Mitsubishi FX3U. [3].
Tabel 2.4 menunjukkan karakteristik counter pada PLC Mitsubishi FX3U, dengan
penjelasan sebagai berikut :
1. C0 – C99 adalah up counter 16 bit, dengan rentang penghitungan dari 0 – 32767.
Pada area counter ini penyimpanan data penghitungan tidak didukung dengan
baterai, sehingga proses penghitungan akan dimulai dari 0 setiap pertama kali
sumber daya diberikan.
2. C100 – C199 adalah up counter 16 bit, dengan rentang penghitungan 0 – 32767.
Pada area counter ini penyimpanan data penghitungan didukung dengan baterai,
sehingga proses penghitungan dapat berlanjut meskipun setelah terjadi pemutusan
sumber daya.
3. C200 – C219 adalah bi-directional counter 32 bit, dengan rentang penghitungan
dari -2.147.483648 sampai dengan +2.147.483.647. Pada area counter ini
penyimpanan data penghitungan tidak didukung dengan baterai, sehingga proses
penghitungan akan dimulai dari 0 setiap pertama kali sumber daya diberikan.
4. C220 – C234 adalah bi-directional counter 32 bit, dengan rentang penghitungan
dari -2.147.483648 sampai dengan +2.147.483.647. Pada area counter ini
penyimpanan data penghitungan didukung dengan baterai, sehingga proses
penghitungan dapat berlanjut meskipun setelah terjadi pemutusan sumber daya.
2.1.10. Penanganan Data
Untuk berkomunikasi dengan perangkat lain, contohnya display monitor, biasanya
PLC menggunakan format binary coded decimal (BCD). Sebagai ilustrasi contoh, sebuah
nilai desimal 123. Angka desimal 3 direpresentasikan dengan angka biner 4-bit 0011,
angka desimal 2 direpresentasikan sebagai 0010, dan angka 1 direpresentasikan sebagai
0001. Dengan demikian angka BCD untuk 123 adalah 0001 0010 0011. Berikut ini adalah
a. Data movement / pemindahan data. Pemindahan data biasa dilakukan untuk
memindah data timer, counter ke register tempat penyimpanan data, atau bisa
juga dari input ke register dan register ke output. Biasa disimbolkan dengan
MOV atau MOVE. Gambar 2.7. adalah contoh pemrograman PLC Mitsubishi.
Dapat diuraikan, bahwa saat diberikan input pada | |, maka pemindahan data
[image:34.595.97.527.156.630.2](S) akan dilakukan dari alamat awal (D1) menuju alamat yang dituju (D2).
Gambar 2.7. Contoh pemrograman pemindahan data pada PLC Mitsubishi. [2].
b. Data comparison / pembandingan data. Instruksi pembandingan data
digunakan untuk membandingkan dua data. Contohnya membandingkan data
yang diperoleh dari input dengan data yang terdapat di register. Biasanya PLC
dapat membandingkan dua data dengan perintah :
less than / lebih kecil dari, disimbolkan : ˂, atau LT, atau LES
equal to / sama dengan, disimbolkan dengan : =, atau EQ, atau EQU
less than or equal to / lebih kecil dari atau sama dengan, disimbolkan : ,
atau <=, atau LE, atau LEQ.
greater than / lebih besar dari, disimbolkan : ˃, atau GT, atau GRT.
greater than or equal to / lebih besar dari atau sama dengan, disimbolkan :
, atau GE, atau GEQ.
not equal to / tidak sama dengan, disimbolkan : ≠, atau NE, atau NEQ.
Gambar 2.8. Contoh pemrograman pembandingan data pada PLC Mitsubishi. [2].
2.1.11. Operasi Aritmatika
PLC dilengkapi dengan fungsi aritmatika seperti penambahan disimbolkan dengan
pembagian disimbolkan dengan DIV, dan beberapa fungsi lain seperti eksponensial.
Namun tidak semua PLC bisa melakukannya, tergantung jenis PLC tersebut. Misalnya
operasi penambahan dan pengurangan digunakan untuk mendapatkan nilai baru dari dua
data yang sudah tersimpan di register.
Untuk mengendalikan sistem yang dibuat di tugas akhir ini menggunakan PLC
Mitsubishi FX3U-48M, dengan spesifikasi sebagai berikut: power supply AC, 24 input
DC, 24 output DC, output relay. Kabel penghubung untuk komunikasi program
[image:35.595.94.526.192.724.2]menggunakan terminal USB.
2.2.
Human Machine Interface (HMI)
Human Machine Interface (HMI) adalah unit kontrol terpusat untuk fasilitas
manufaktur yang dilengkapi dengan penerima data, event logging, video feed, dan pemicu.
HMI dapat digunakan untuk mengakses sistem setiap saat untuk berbagai tujuan, misalnya
untuk menampilkan kesalahan mesin, menampilkan status proses, menampilkan jumlah
produk, dan tempat dimana operator melakukan pengendalian mesin. Penggunaan HMI
memiliki beberapa keuntungan, misalnya penggunaan kode warna sehingga memudahkan
identifikasi, penggunaan ikon atau gambar sehingga mudah dikenali, dan layar yang dapat
dirubah-rubah sehingga memungkinkan untuk pembuatan level akses masuk ke sistem.
Pada sistem manufaktur HMI harus bekerja secara terintegrasi dengan Programmable
Logic Controller (PLC). PLC akan mengambil informasi dari sensor, dan mengubahnya ke
aljabar Boolean [2].
Pada skripsi ini HMI digunakan sebagai masukan, tampilan parameter, dan
tampilan monitor proses mesin cuci. HMI yang digunakan adalah OMRON
NB5Q-TW00B.
2.3.
Motor Induksi
Motor induksi 3 fasa adalah alat penggerak yang paling banyak digunakan dalam
dunia industri. Hal ini dikarenakan motor induksi mempunyai konstruksi yang sederhana,
kokoh, harganya relatif murah, serta perawatannya mudah, sehingga motor induksi mulai
menggeser penggunaan motor DC pada industri. Motor induksi memiliki beberapa
parameter yang bersifat non-linier, terutama resistansi rotor, yang memiliki nilai bervariasi
untuk kondisi operasi yang berbeda. Hal ini yang menyebabkan pengaturan pada motor
induksi lebih rumit dibandingkan dengan motor DC.
Gambar 2.10. Motor 3 Phasa Sangkar Tupai [4].
Motor induksi merupakan motor arus bolak balik (ac) yang paling luas
penggunaannya. Penamaannya berasal dari kenyataan bahwa arus rotor motor ini bukan
diperoleh dari sumber tertentu, tetapi merupakan arus yang terinduksi sebagai akibat
adanya perbedaan relatif antara putaran rotor dengan medan putar (rotating magnetic field)
yang dihasilkan oleh arus stator.
Belitan stator terdiri dari 3 kelompok lilitan yang berdiri sendiri dengan posisi
sudut 1200. Ketika dihubungkan dengan suatu sumber tegangan tiga phasa akan
menghasilkan medan magnet yang berputar dengan kecepatan sinkron.
�� = 120.� (2.1)
ns= kecepatan sinkron
f = frekuensi
p = jumlah kutub
Medan putar pada stator tersebut akan memotong konduktor-konduktor pada rotor,
sehingga terinduksi arus; dan sesuai dengan Hukum Lentz, rotor pun akan ikut berputar
mengikuti medan putar stator.Perbedaan putaran relative antara stator dan rotor disebut
slip. [3].
� =��−�
�� (2.2)
s = slip
ns= kecepatan sinkron n = kecepatan rotor
�= ��. (1− �) (2.3)
2.4.
Inverter
Inverter merupakan suatu rangkaian yang dapat mengubah sumber tegangan searah
(direct current – DC) menjadi tegangan bolak-balik (alernating current – AC) yang
frekuensinya dapat diubah-ubah. Inverter disusun dari perangkat elektronik (thyristor atau
SCR) yang mengatur daya DC, On dan OFF sehingga dapat menghasilkan daya luaran AC
yang dapat dikontrol frekuensi maupun tegangannya. Inverter ini selanjutnya digunakan
untuk mencatu motor induksi. Dengan adanya perubahan kecepatan putaran dari motor
Menurut Rashid [5], terdapat tiga jenis inverter, yaitu: (1) inverter sumber arus
(Current Source CSI), (2) inverter tegangan variabel (Variable Voltage
Inverter-VVI), dan (3) inverter lebar pulsa termodulasi (Pulse Width Modulation-PWM). Jika
digunakan untuk sumber motor induksi, CSI digunakan untuk pengendali arus pada motor,
VVI untuk mengontrol tegangan dan frekuensi pada motor untuk menghasilkan operasi
kecepatan variabel, dan inverter PWM merupakan inverter penyempurnaan dari inverter
VVI, baik pada bagian input tegangan dan output penggerak frekuensi variabel. Inverter
PWM merupakan inverter yang paling rumit dan paling mahal jika dibandingkan dengan
kedua jenis inverter lain.
Sumber catu ideal yang diinginkan pada keluaran inverter sebenarnya adalah
gelombang sinus murni. Gelombang yang tidak sinus murni menyebabkan berbagai
kerugian seperti overheat, penurunan faktor daya, penurunan efisiensi dan lain-lain. [5].
2.5.
Pengendali Suhu
Kontrol suhu digunakan unrtuk mempertahankan suhu tertentu di dalam suatu
proses atau perlindungan terhadap kondisi suhu berlebihan. Pengontrol suhu terdapat tiga
bagian yang saling berhubungan yaitu unit pengontrol, unit pemanas dan unit sensor
dimana sensor bisa berupa thermocouple atau RTD. Cara kerjanya membandingkan suhu
sesungguhnya dengan suhu kontrol yang dikehendaki atau titik penyetelan. Kontrol suhu
yang digunakan dalam mesin cuci ini adalah on-off. Pengontrol on–off akan menghidupkan
pemanas ketika suhu di bawah titik penyetelan dan mati apabila suhu mencapai titik
penyetelan. Kontrol jenis ini digunakan pada sistem dimana kontrol presisi tidak
diperlukan, pada sistem dengan masa yang begitu besar sehingga suhu berubah sangat
lambat atau untuk sebagai alarm suhu. [5].
2.6.
Sensor Level
Dungs Seri LGW 150 A4 merupakan sebuah switch atau saklar yang bekerja
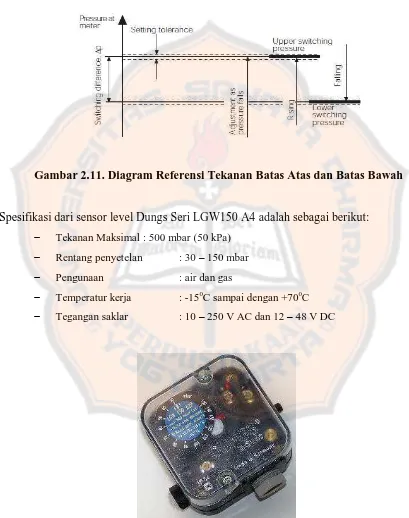
dengan sistem perbedaan tekanan. [6]. Saklar elektronik pada sensor ini akan hidup atau
mati ketika seting referensi tekanan dilakukan pada batas atas atau bawah. Dalam ilmu
�= �. . (2.4)
P = Tekanan (N/m2 = Pa)
ρ = Masa jenis cairan ( Kg/m3 )
[image:39.595.86.495.170.688.2]h = ketinggian cairan (m)
Gambar 2.11. Diagram Referensi Tekanan Batas Atas dan Batas Bawah
Spesifikasi dari sensor level Dungs Seri LGW150 A4 adalah sebagai berikut:
Tekanan Maksimal : 500 mbar (50 kPa)
Rentang penyetelan : 30 – 150 mbar
Pengunaan : air dan gas
Temperatur kerja : -150C sampai dengan +700C
Tegangan saklar : 10 – 250 V AC dan 12 – 48 V DC
2.7.
Chemical Dispenser
Chemical dispenser menggunakan merek Knight tipe One Shot OS-100 L/S.
Dispenser jenis ini menggunakan pengendali mikroprosesor, dan sangat tepat untuk
penggunaan injeksi bahan kimia pada mesin cuci. Fitur kendali yang tersedia diantaranya
pump timer, delay timer, dan lock out time. Sinyal input pemicu kerja pompa adalah 14 –
[image:40.595.94.523.191.563.2]240 VAC. [7].
Gambar 2.13. Chemical Dispenser Knight One Shot OS-100 L/S
2.8.
Relay
Relay pengendali elektromekanis (EMR = electromechanical relay) adalah sebuah
saklar magnetis yang dapat dikendalikan dengan permberian energi elektromagnetis.
Relay terdiri dari 3 bagian utama, yaitu:
1. Koil : lilitan dari relay
2. Common : bagian yang tersambung dengan Normally Close (dalam
keadaan normal).
3. Kontak : terdiri dari Normally Close dan Normally Open.
NC (Normally Closed) merupakan saklar dari relay yang dalam keadaan normal
(relay tidak diberi tegangan) terhubung dengan common. Sedangkan NO (Normally Open)
merupakan saklar dari relay yang dalam keadaan normal (relay tidak diberi tegangan)
tidak terhubung dengan common. [8].
2.9.
Kontaktor
Kontaktor magnet adalah suatu alat yang sangat sering dipakai di industri.
Industri-industri besar pasti sangat bergantung pada alat ini. Melalui alat inilah, kita dengan mudah
dapat mengendalikan beban yang berat seperti motor 3 phasa. Pada dasarnya, prinsip kerja
magnetic contactor ini sama dengan sebuah relay, yaitu menghubung dan memutuskan
aliran listrik. Demikian juga dengan aktuator, alat ini menggunakan suatu coil (kumparan)
yang bila dialiri listrik kumparan tersebut memunculkan medan magnet. Medan magnet
inilah yang dapat mengendalikan kontak-kontak yang ada pada magnetic contactor.
Hal yang membuat kontaktor magnet berbeda dengan relay adalah, kontaktor
magnet mempunyai kontak NO utama, yaitu kontak yang dibuat khusus untuk
mengendalikan sebuah motor 3 phase. [8].
Gambar 2.15. Kontaktor
2.10.
Pemanas Elektrik
Elemen pemanas merupakan piranti yang mengubah energi listrik menjadi energi
panas. Prinsip kerja elemen panas adalah arus listrik yang mengalir pada elemen
menjumpai resistansinya, sehingga menghasilkan panas pada elemen. Sebagian besar
elemen pemanas menggunakan bahan nichrome 80/20 (80% nikel, 20% kromium) dalam
bentuk kawat, pita, atau strip. 80/20 nichrome merupakan bahan yang baik, karena
memiliki ketahanan yang relatif tinggi dan membentuk lapisan kromium oksida ketika
dipanaskan untuk pertama kalinya, sehingga bahan di bawah kawat tidak akan teroksidasi
Perhitungan daya elemen pemanas menggunakan prinsip hukum ohm.
P = V . I (2.5)
P = Daya (VA)
V = Tegangan (Volt)
I = Arus (ampere)
Gambar 2.16. Pemanas Elektrik
2.11.
Solenoid Valve / Katup Solenoid
Solenoid valve adalah katup yang dikendalikan dengan arus listrik baik AC maupun
DC melalui kumparan / solenoida. Katup solenoid sering digunakan dalam sistem fluida.
Mempunyai lubang inlet dan outlet. Lubang inlet berfungsi sebagai jalur masuk fluida,
sedangkan lubang outlet berfungsi sebagai keluarnya fluida. Terdapat 2 jenis, normally
open dan normally close.
Solenoid valve akan bekerja bila kumparan/coil mendapatkan tegangan arus listrik
yang sesuai dengan tegangan kerja (kebanyakan tegangan kerja solenoid valve adalah
100/200VAC dan kebanyakan tegangan kerja pada tegangan DC adalah 12/24VDC). Saat
diberi tegangan, pin akan tertarik karena gaya magnet yang dihasilkan dari kumparan
solenoida. [10].
2.12.
Limit Switch
Limit Switch adalah alat bantu saklar yang bisa menghasilkan perubahan status dari
on ke off atau dari 1 ke 0, atau sebaliknya bila sesuatu telah mengenai batas yang telah
ditentukan. Dalam penggunaan di sistem mesin cuci ini, limit switch berfungsi untuk
sensor pintu, yakni untuk mengetahui status pintu terkunci atau tidak terkunci. [11].
Bab III
RANCANGAN PENELITIAN
Bab ini menjelaskan perancangan seluruh sistem dalam tugas akhir ini.
Perancangan meliputi perangkat kendali saja. Rancangan sistem lengkap yang akan dibuat
yakni sebagai berikut :
Gambar 3.1. Rancangan Sistem Lengkap Mesin Cuci
Bagian yang akan diteliti
3.1.
Permintaan Pelanggan
Telah dilakukan wawancara dengan Direktur PT. Aqualis Fabricare, Bapak Teddy
Tjoegito untuk mendapatkan informasi mengenai spesifikasi permintaan perbaikan mesin
cuci. Dari wawancara diperoleh hasil sebagai berikut :
a. Pelanggan memberikan batasan tentang banyaknya volume air yang dimasukkan ke
dalam ruang pencucian untuk 3 (tiga) kondisi volume cucian, yaitu : low, medium,
dan high. Selanjutnya, untuk menentukan perbandingan antara volume air dan
volume cucian perlu dilakukan percobaan.
b. Durasi pencucian yang diminta tidak termasuk proses pemanasan air. Sedangkan
suhu air yang digunakan untuk proses pencucian adalah 60 derajat celcius.
c. Jenis cucian dibedakan berdasarkan bahan atau material kain, yaitu : wool (selimut,
handuk), katun (sprei), sutra (korden), lycra (pakaian), linen (sprei, bed cover). Oleh
karena itu ketersediaan pilihan program pencucian harus mengakomodir jenis-jenis
kain tersebut. Pelanggan meminta agar disediakan sebanyak 5 (lima) nomor program
yang dapat diisi dengan parameter-parameter pencucian sesuai dengan jenis cucian.
d. Perlu dicantumkan waktu proses pencucian / time remaining washing process agar
operator bisa dengan mudah memantau jalannya proses pencucian.
e. Disediakan tombol emergency stop untuk keamanan pengoperasian.
f. Jika terjadi putusnya sumber listrik atau mati listrik, maka proses pencucian harus
dapat diteruskan tanpa harus memulai dari awal.
g. Selama proses pencucian tidak menggunakan detergen, melainkan menggunakan
cairan kimia yang telah disediakan oleh PT. Aqualis Fabricare. Cairan kimia yang
dipergunakan sejumlah 2 (dua) jenis, penggunaannya disesuaikan dengan jenis kain.
Pengaturan jenis cairan kimia dan besarnya volume yang dimasukkan dilakukan oleh
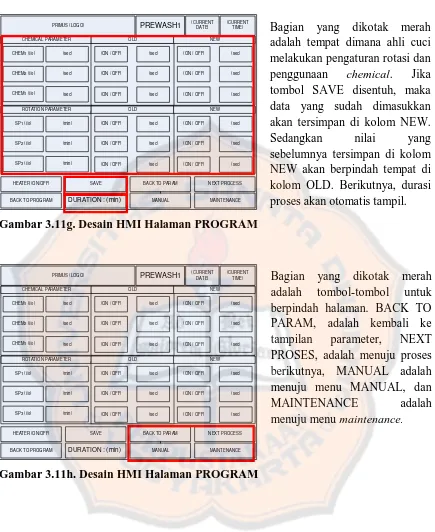
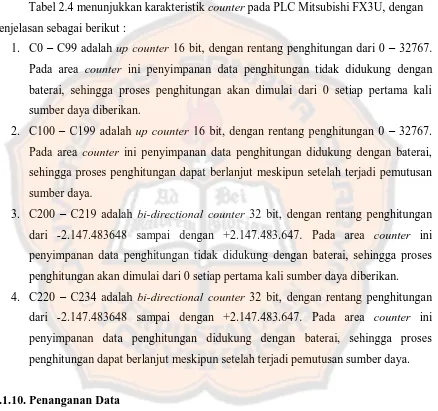
ahli cuci PT. Aqualis Fabricare.
h. Mesin cuci terdiri dari dua pintu. Pintu samping untuk memasukkan pakaian kotor,
dan pintu depan untuk mengambil pakaian yang sudah dicuci. Tujuannya agar
higienis.
3.2.
Gerakan Dasar Mesin Cuci
Sebagai dasar dari pembuatan program pergerakan mesin cuci, telah dilakukan
sequence dari mesin cuci. Urutan gerakan mesin cuci berikut penggunaan air, cairan kimia,
putaran ruang cuci, arah putaran, dan durasi tiap proses dapat dilihat pada tabel 3.1.
Tabel 3. 1. Urutan Proses Mesin Cuci.
No Proses
Water in valve Water out valve Water level Kimia 1 Kimia 2 Kimia 3 Putaran (rpm) Arah
Putaran Durasi
1
Pre wash
1 ON OFF 1 OFF OFF OFF 50 CW/CCW
s.d. level 1 tercapai +
optional
Drain OFF ON OFF OFF OFF OFF 50 CW optional
150 CW optional
2
Pre wash
2 ON OFF 1 ON OFF OFF 50 CW/CCW
s.d. level 1 tercapai +
optional
Drain OFF ON OFF OFF OFF OFF 50 CW optional
150 CW optional
3
Main
wash 1 ON OFF optional OFF ON OFF 50 CW/CCW
s.d. level 3 tercapai + optional
Drain OFF ON OFF OFF OFF OFF 50 CW optional
150 CW optional
4
Main
wash 2 ON OFF optional OFF ON OFF 50 CW/CCW
s.d. level 3 tercapai +
optional
Drain OFF ON OFF OFF OFF OFF 50 CW optional
150 CW optional
5
Rinse 1 ON OFF optional OFF OFF OFF 50 CW/CCW s.d. level 3 tercapai + optional
Drain OFF ON OFF OFF OFF OFF 50 CW optional
150 CW optional
6
Rinse 2 ON OFF optional OFF OFF OFF 50 CW/CCW s.d. level 3 tercapai + optional
Drain OFF ON OFF OFF OFF OFF 50 CW optional
150 CW optional
7
Final
rinse ON OFF 1 OFF OFF ON 50 CW/CCW
s.d. level 2 tercapai +
optional
Drain OFF ON OFF OFF OFF OFF 50 CW optional
150 CW optional
8 Extract OFF ON OFF OFF OFF OFF
50 CW optional
150 CW optional
700 CW optional
Penjelasan masing-masing proses sebagai berikut:
a. Pra pencucian / pre wash
Pra pencucian atau pre wash adalah sebuah proses tahap awal untuk melarutkan
kotoran yang melekat pada kain. Pra pencucian dilakukan 2 (dua) kali. Pra
pencucian yang kedua adalah gerakan mencuci dengan air ditambah dengan cairan
kimia 1. Gerakan mencuci ialah gerakan berputarnya ruang pencucian secara
bolak-balik (CW dan CCW) dengan putaran tertentu dan dalam periode tertentu. Proses
pra pencucian diakhiri dengan gerakan pemerasan dengan tujuan untuk mengurangi
kandungan air dan cairan kimia yang tertinggal di cucian.
b. Pencucian utama / main wash
Pencucian utama atau main wash adalah sebuah proses mencuci yang
sesungguhnya. Dalam prosesnya, air dan cairan kimia 2 dimasukkan ke dalam
ruang pencucian, kemudian dilanjutkan dengan gerakan mencuci. Proses main
wash diakhiri dengan gerakan pemerasan. Siklus proses main wash dilakukan 2
(kali), sehingga terdapat main wash pertama dan main wash kedua.
c. Pembilasan / rinse
Pembilasan atau rinse adalah proses melepaskan kotoran dan sisa cairan kimia dari
cucian. Proses yang dilakukan dalam rinse diawali dengan masuknya air ke dalam
ruang pencucian, kemudian dilanjutkan dengan berputarnya ruang pencucian secara
bolak-balik (CW dan CCW) dengan putaran tertentu dan dalam periode tertentu.
Proses rinse diakhiri dengan gerakan pemerasan. Siklus proses rinse dilakukan 2
(kali), sehingga terdapat proses rinse pertama dan rinse kedua.
d. Pembilasan akhir / final rinse
Pembilasan akhir atau final rinse adalah proses membilas cucian dengan cairan
kimia yang berfungsi sebagai pelembut kain. Proses yang dilakukan adalah
masuknya air dan cairan kimia 3, kemudian ruang pencucian berputar beberapa saat
agar cairan kimia 3 dapat tercampur dengan baik ke dalam cucian.
e. Pemerasan / extract
Pemerasan atau extract adalah proses memeras cucian agar terjadi pelepasan air
dari kain. Prosesnya diawali dengan berputarnya ruang pencucian dengan putaran
tertentu selama beberapa saat agar beban kain tersebar merata di sekeliling ruang
pencucian. Kemudian gerakan dilanjutkan dengan berputarnya ruang pencucian
pada putaran dan periode tertentu sampai dengan kadar air di dalam cucian
berkurang.
f. Drain / pembuangan air. Drain atau pembuangan air adalah proses mengeluarkan
diakhiri dengan proses drain / pembuangan air. Proses ini disertai dengan gerakan
berputarnya ruang pencucian.
Pada kolom water level (Tabel 3.1), yang dimaksud dengan optional ialah pilihan
level ketinggian air yang disesuaikan dengan banyaknya kain yang akan dicuci. Jika kain
yang akan dicuci dalam jumlah sedikit, maka operator dapat menggunakan level 1. Jika
kain yang akan dicuci dalam jumlah sedang, maka operator dapat menggunakan level 2.
Jika kain yang akan dicuci dalam jumlah besar, maka operator menggunakan level 3.
Sedangkan pada kolom durasi, yang dimaksud dengan optional ialah durasi pada proses
terkait dimungkinkan untuk diatur sesuai dengan kebutuhan. Bagian-bagian yang
dimungkinkan untuk dilakukan pengaturan ini nantinya disebut sebagai parameter proses.
Parameter proses ini akan disimpan ke dalam 5 (lima) program yang disediakan.
3.3.
Urutan Mencuci
Gambar 3.2 menerangkan urutan langkah-langkah proses mencuci. Setelah
pengguna memilah jenis kain, maka langkah berikutnya adalah memilih nomor program
yang akan dijalankan. Dengan demikian parameter cuci pada program yang akan
dijalankan sudah disetel sesuai dengan karakteristik kain yang akan dicuci. Langkah
berikutnya adalah menimbang kain yang akan dicuci. Banyaknya kain yang akan dicuci
akan memberikan pilihan kepada pengguna tentang besarnya volume air yang diperlukan
MULAI
Timbang bobot kain
Berat ≤ 7kg ? Berat ˃ 7kg dan Berat ≤ 14kg ?
Berat ˃ 14kg dan
Berat ≤ 20kg ?
Masukkan data berat cucian, level air menunjukkan L1 Pilah jenis kain
Masukkan nomor program
Y
T T
Y Y
Masukkan kain ke ruang cuci Kunci pintu, pastikan indikator pengunci menyala Mulai mencuci dengan sentuh “START” di layar
HMI Proses cuci selesai, buzzer berbunyi, indikator pengunci mati Buka pintu Keluarkan kain SELESAI T Proses cuci Display :
time remaining, nomor program, berat kain.
Masukkan data berat cucian, level air menunjukkan L2
Masukkan data berat cucian, level air menunjukkan L3
3.4.
Rancangan Rangkaian Daya pada PLC dan HMI
Rangkaian membutuhkan Power Supply untuk mengaktifkan sistem. Tegangan
masuka
![Gambar 2.5. Contoh pemrograman timer pada PLC Mitsubishi. [1].](https://thumb-ap.123doks.com/thumbv2/123dok/840953.607571/31.595.86.524.75.451/gambar-contoh-pemrograman-timer-pada-plc-mitsubishi.webp)
![Gambar 2.7. Contoh pemrograman pemindahan data pada PLC Mitsubishi. [2].](https://thumb-ap.123doks.com/thumbv2/123dok/840953.607571/34.595.97.527.156.630/gambar-contoh-pemrograman-pemindahan-data-pada-plc-mitsubishi.webp)
![Gambar 2.9. PLC Mitsubishi FX3U-48M [3].](https://thumb-ap.123doks.com/thumbv2/123dok/840953.607571/35.595.94.526.192.724/gambar-plc-mitsubishi-fx-u-m.webp)