TUGAS AKHIR
MODUL LATIH SISTEM KENDALI MOTOR AC 3 PHASA
BERBASIS PLC (PROGRAMMABLE LOGIC CONTROLLER)
TERINTEGRASI HMI (HUMAN MACHINE INTERFACE)
Oleh :
Nugroho Susetyo
1000761
D3 TEKNIK ELEKTRO
JURUSAN PENDIDIKAN TEKNIK ELEKTRO
FALKULTAS PENDIDIKAN TEKNOLOGI DAN KEJURUAN
UNIVERSITAS PENDIDIKAN INDONESIA
Nugroho Susetyo, 2013
MODUL LATIH SISTEM KENDALI
MOTOR AC 3 PHASA BERBASIS PLC
(PROGRAMMABLE LOGIC
CONTROLLER)
TERINTEGRASI HMI
(HUMAN MACHINE INTERFACE)
Oleh Nugroho Susetyo
Sebuah proyek akhir yang diajukan untuk memenuhi salah satu syarat memperoleh gelar Ahli Madia pada Fakultas Pendidikan Teknologi dan Kejuruan
© Nugroho Susetyo 2013 Universitas Pendidikan Indonesia
September 2013
Hak Cipta dilindungi undang-undang.
Nugroho Susetyo, 2013
ABSTRAK
Pembuatan alat ini merupakan hasil rancang bangun modul latih otomasi industri dengan konsep FRP (Flexible Real Plant). Alat ini dirancang untuk mengetahui desain optimal dan hasil pengujian real plant dari modul latih otomasi industri dengan konsep FRP. Modul latih ini menggunakan peralatan kendali standar yang ada di industri yaitu PLC dengan sistem kendali real time dengan menggunakan perangkat lunak CX Programmer yang terintegrasi secara sistem HMI dengan menggunakan perangkat lunak Wonderware In Touch. Metode yang digunakan untuk rancang bangun ini adalah metode eksperimen. Beberapa contoh aplikasi yang dihasilkan dalam modul latih otomasi industri ini yaitu, modul pengendali motor AC 3 phasa forward-reverse, dan modul pengendali motor AC 3 phasa sistem star-delta Υ/Δ. Aplikasi real plant ini dipakai untuk
mempermudah dalam programnya yaitu dengan menggunakan fungsi ladder
diagram. Modul latih ini telah di program dan diuji secara eksperimen dengan
hasil yang cukup baik. Sehingga alat ini, dapat mempermudah pengguna dalam memahami dan mempelajari proses otomasi industri.
ABSTRACT
This tool is the result of making the design automation industry training modules with the concept of FRP (Flexible Real Plant). This tool is designed to determine the optimal design and test results of a real plant automation industry training modules with FRP concept. This training module using standard control equipment available in the industry with a PLC control system with real time using CX Programmer software integrated HMI systems using software Wonderware In Touch. The method used for this design is the experimental method. Some examples of applications generated in the industrial automation training modules, namely, module 3 phase AC motor controllers forward-reverse, and module 3 phase AC motor controller star-delta system Υ / Δ. Real plant application is used to simplify the program by using the ladder diagram functions. This training module has been programmed and tested experimentally with good results. So this tool can help users to understand and learn the process automation industry.
v
UCAPAN TERIMAKASIH ... iv
DAFTAR ISI ... v
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... ix
BAB I ...1
PENDAHULUAN ...1
1.1 Latar Belakang Masalah ...1
1.2 Rumusan Masalah ...2
1.3 Batasan Masalah ...3
1.4 Tujuan ...3
1.5 Manfaat ...3
1.6 Sistematika Penulisan ...4
BAB II ...5
LANDASAN TEORI ...5
2.1 Dasar PLC ...5
2.2 PLC Omron SYSMAC CP1L ...6
2.3 Dasar Human Machine Interface (HMI) ...9
2.4 Dasar Motor AC 3 Phasa ... 11
2.5 Kontaktor Magnet... 12
2.6 Rangkaian Pengawatan Kendali Motor AC 3 Phasa ... 14
2.7 Relay... 17
2.8 RS 232 ... 19
2.9 Software Wonderware InTouch ... 22
2.10 Aplikasi Terkait PLC ... 25
2.12 Aplikasi Terkait Sistem HMI ... 27
2.13 Aplikasi Penerapan Motor AC 3 Phasa ... 29
BAB III ... 30
METODE DAN PERANCANGAN ... 30
3.1 Metode ... 30
3.2 Ladder diagram ... 33
3.3 Sistem HMI ... 34
3.4 Integrasi HMI dan PLC ... 36
3.5 Alat, Bahan dan Spesifikasinya ... 37
3.5.1 Meja ... 37
3.7 Perancangan Simulasi ... 44
3.7.1 Tampilan Menu Halaman Awal ... 44
3.7.2 Tampilan Halaman Forward – Reverse ... 44
3.7.3 Tampilan Halaman Star – Delta ... 45
BAB IV ... 46
HASIL DAN PENGUJIAN... 46
i. Simulator Kendali Motor AC 3 Phasa Forward - Reverse ... 53
ii. Simulator Kendali Motor AC 3 Phasa Star/Y - Delta/Δ ... 53
4.5.1 Modul Latih Kendali Motor AC 3 Phasa Forward - Reverse ... 54
4.5.2 Modul Latih Kendali Motor AC 3 Phasa Star/Y - Delta/Δ ... 56
BAB V ... 60
KESIMPULAN DAN SARAN ... 60
5.1 Kesimpulan ... 60
vii Nugroho Susetyo, 2013
DAFTAR GAMBAR
Gambar 2.1 PLC Omron SYSMAC CP1L ...6
Gambar 2.2 Bagian PLC Omron CP1L ...7
Gambar 2.3 Posisi Sumber Phasa... 11
Gambar 2.4 Konstruksi Motor Listrik 3 Phasa ... 12
Gambar 2.5 Bentuk Fisik Kontaktor Magnet ... 12
Gambar 2.6 Kutub-kutub Pada Kontaktor Magnet ... 13
Gambar 2.7 Rangkaian Pengendali Self Holding (Interlock) ... 15
Gambar 2.8 Rangkaian Tenaga Self Holding ... 15
Gambar 2.9 Rangkaian Pengendali Forward – Reverse ... 16
Gambar 2.10 Rangkaian Tenaga Forward–Reverse ... 16
Gambar 2.11 Rangkaian Pengendali star/Y –delta/Δ ... 17
Gambar 2.12 Rangkaian Tenaga star/Y –delta/Δ ... 17
Gambar 2.13 Simbol Relay ... 18
Gambar 2.14 Bentuk Fisik Relay ... 19
Gambar 2.15 Data Sheet RS 232 ... 21
Gambar 2.16Mode kerja simulasi pada Wonderware InTouch ... Error! Bookmark not defined. Gambar 2.17Mode Kerja Aplikasi Real-Time Pada Wonderware InTouchError! Bookmark not defined. Gambar 3.1 Diagram alir pembuatan modul latih otomasi industri ... 31
Gambar 3.2 Blok rangkaian PLC ... 33
Gambar 3.3 Ladder diagram forward– reverse dan star/Y –delta/Δ ... 34
Gambar 3.4Diagram alir pembuatan animasi sistem HMI pada software ... 35
Gambar 3.5 Proses Integrasi HMI dan PLC ... 36
Gambar 3.6 Desain Meja ... 38
Gambar 3.7 Desain Frame ... 38
Gambar 3.8 Modul Power Supply ... 39
Gambar 3.10 ModulPLC ... 41
Gambar 3.11Modul Pengendali Motor AC 3 Phasa Forward-Reverse ... 42
Gambar 3.12Modul Pengendali Motor AC 3 Phasa Star/Delta. ... 43
Gambar 3.13 ModulPort I/O kontaktor ... 43
Gambar 3.14 Menu Tampilan Awal ... 44
Gambar 3.15 Tampilan HMI forward – reverse ... 45
Gambar 3.16 Tampilan HMI Star – Delta ... 45
Gambar 4.1 Rangkaian Pengawatan Motor AC 3 Phasa Forward – Reverse ... 46
Gambar 4.2 Pengawatan Motor AC 3 Phasa Star – Delta ... 47
Gambar 4.3 Ladder Diagram Forward Reverse dan Star/Y –Delta/Δ ... 49
Gambar 4.4 Cara Kerja Modul Latih ... 50
Gambar 4.5 Kondisi Stop Modul Latih Kendali Forward – Reverse ... 54
Gambar 4.6 Kondisi On Forward Modul Latih Kendali Forward – Reverse ... 55
Gambar 4.7 Kondisi On Reverse Modul Latih Kendali Forward – Reverse ... 55
Gambar 4.8 Kondisi Stop Modul Latih Kendali Star/Y - Delta/Δ ... 56
Gambar 4.9 Kondisi On Star/Y Modul Latih Kendali Star/Y - Delta/Δ ... 56
ix Nugroho Susetyo, 2013
DAFTAR TABEL
Tabel 2.1 Datasheet PLC mron CP1L ...9
Tabel 2.2 Arsitektur Sistem HMI ...9
Tabel 2.3 Fungsi Masing-masing PIN ... 20
Tabel 2.4 Penjelasan Fungsi Setiap PIN ... 21
Tabel 2.5Komponen Penyusun Utama Wonderware InTouch (Wicaksono, 2012) ... 24
Tabel 4.1 Input/Output modul kendali motor AC 3 phasa Forward-Reverse ... 48
Tabel 4.2 Input/Output modul kendali motor AC 3 phasa Star/Y –Delta/Δ ... 48
Tabel 4.3Tipe – Tipe Tagname ... 51
Tabel 4.4Inisialisasi Komponen Pada Modul Latih Forward - Reverse ... 52
Tabel 4.5Inisialisasi Komponen Pada Modul Latih star/Y –delta/Δ ... 52
Tabel 4.6Animasi Komponen Pada Aplikasi Kendali Forward - Reverse... 53
Tabel 4.7Animasi Komponen Pada Aplikasi Kendali Star/Y - Delta/Δ ... 53
Tabel 4.8Pengujian Modul Kendali Motor AC 3 Phasa Forward - Reverse ... 55
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Pada saat ini kebutuhan di dunia industri semakin meningkat seiring dengan perkembangan teknologi, kebutuhan sistem kendali, keamanan untuk produk dan keselamatan untuk pekerja serta kualitas produk sangatlah diperhatikan untuk meningkatkan kualitas produk itu sendiri. Sistem kendali terdiri dari sekumpulan piranti-piranti dan peralatan-peralatan elektronik yang mampu menangani kestabilan, akurasi, dan mengeliminasi transisi status yang berbahaya dalam proses produksi. (Putra : 2007)
2
Nugroho Susetyo, 2013
Dalam penerapan otomasi industri berbasis PLC, seringkali muncul kebutuhan akan pengawasan dan pengendalian jarak jauh oleh operator. Selain itu akuisi data dari lapangan dan penyimpanan dalam bentuk database juga sangat diperlukan. Semua kebutuhan tersebut dapat dilakukan dengan menngunakan sistem integrasi HMI. (Handy 2011)
Perkembangan sistem kendali di industri sekarang sudah memanfaatkan teknologi informasi. Untuk memantau kinerja dari peralatan yang dikendalikan sudah tidak lagi menggunakan suatu room control yang berisi panel-panel alat ukur yang memerlukan ruangan yang cukup besar, tetapi era teknologi informasi telah mereduksi dan mempermudah pemantauan kinerja plan dengan menggunakan software Cx Programmer pada PLC dan Wonderware InTouch sebagai sistem integrasi HMI dengan konsep FRP sehingga modul latih dapat terpantau secara real time (waktu nyata) hanya dengan memanfaatkan satu komputer saja. Peralatan yang di rancang dan dibangun ini mengacu kepada tren perkembangan teknologi sistem kendali yang digunakan industri sekarang.
1.2 Rumusan Masalah
Berdasarkan latar belakang diatas, permasalahan yang diangkat pada penyusunan Tugas Akhir ini adalah:
1. Bagaimanakah proses pembuatan modul latih?
3
1.3 Batasan Masalah
Penyusun membatasi batasan masalah sebagai berikut:
1. Perangkat lunak yang digunakan adalah Cx Programmer sebagai program sistem kendali PLC dan Wonderware InTouch sebagai program integrasi HMI
2. Dalam Tugas Akhir ini membahas modul kendali yang sudah dirancang dengan konsep FRP.
3. Program sistem kendali modul latih menggunakan ladder diagram.
1.4 Tujuan
Tujuan dari penyusunan Tugas Akhir ini adalah:
1. Mengetahui pembuatan ladder diagram sebagai program sistem kendali. 2. Mengaplikasikan PLC Omron CP1L pada rancang bangun modul latih
otomasi industri dengan konsep FRP.
3. Dapat mengetahui hasil pengujian modul latih otomasi industri yang sudah dirancang dengan konsep FRP.
4. Dapat melakukan pengawasan dan pengendalian jarak jauh dengan sistem integrasi HMI.
1.5 Manfaat
4
Nugroho Susetyo, 2013
1. Bagi penyusun: dapat menambah pengetahuan, pemahaman, dan keterampilan simulasi otomasi industri pada PLC yang terintegrasi dengan HMI dengan konsep FRP.
2. Bagi mahasiswa: dapat lebih mengetahui program ladder diagram pada PLC dan sistem HMI dengan konsep FRP.
3. Bagi dunia pendidikan: diharapkan dapat meningkatkan pengetahuan pada bidang kelistrikan yang berbasis pada modul latih otomasi industri.
1.6 Sistematika Penulisan
BAB III
METODE DAN PERANCANGAN
1.1 Metode
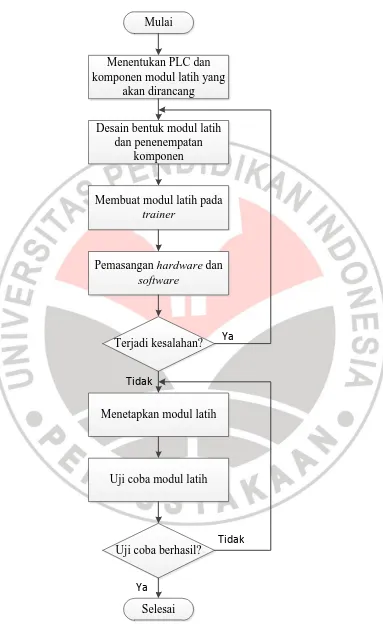
Metode yang digunakan dalam pembuatan modul ini adalah modifikasi rancang bangun yang dilakukan dengan eksperimen. Hasil dari penyusunan tugas akhir ini berupa modul latih otomasi industri dengan konsep FRP untuk mengendalikan motor AC 3 phasa.
Pada dasarnya pengendalian motor AC 3 phasa memiliki banyak macam cara pengendalian seperti interlock (self holding), menjalankan dua atau tiga motor AC 3 phasa bergantian secara manual maupun otomatis, 2 arah putaran kanan - kiri (forward – reverse), star/Y – delta/Δ dan lain-lain. Banyaknya macam cara pengendalian motor AC 3 phasa maka disini penulis hanya merancang pengawatan, pembuatan ladder diagram, dan animasi sistem HMI untuk mengendalikan motor AC 3 phasa secara forward –
reverse dan star/Y – delta/Δ.
31
Nugroho Susetyo, 2013
Tidak
Ya
Tidak
Ya Mulai
Menentukan PLC dan komponen modul latih yang
akan dirancang
Desain bentuk modul latih dan penenempatan
komponen
Membuat modul latih pada
trainer
Pemasangan hardware dan
software
Terjadi kesalahan?
Menetapkan modul latih
Uji coba modul latih
Uji coba berhasil?
Selesai
32
Pembuatan trainer ini akan menghasilkan hardware modul latih otomasi industri yang berbasis PLC serta membuat sistem HMI sesuai dengan software yang digunakan dengan konsep FRP. Pembuatan plant modul latih otomasi industri ini terdiri dari 3 plant modul yang terdiri dari: Input/Output kontaktor, modul pengendali motor AC 3 phasa dengan 2 kontaktor magnet untuk pengendalian forward-reverse, dan modul pengendali motor AC 3 phasa dengan 3 kontaktor magnet untuk pengendalian star/Y – delta/Δ.
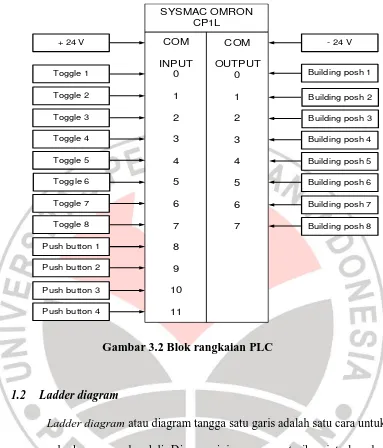
Pengujian rangkaian ini dilakukan untuk mendapatkan kinerja trainer yang maksimal yang saling berkaitan. Pada prinsipnya sebuah PLC melalui modul input bekerja menerima data-data berupa sinyal dari sistem yang dikendalikan. Data-data masukan dari input yang masih berupa sinyal analog akan diubah untuk modul input analog to digital (I/O) menjadi sinyal digital, selanjutnya oleh CPU yang ada dalam PLC sinyal digital itu diolah sesuai dengan program yang sudah dibuat dan disimpan dalam memory. Seterusnya CPU itu akan mengambil keputusan dan memberikan perintah melalui modul
output dalam bentuk sinyal digital.
33
Gambar 3.2 Blok rangkaian PLC
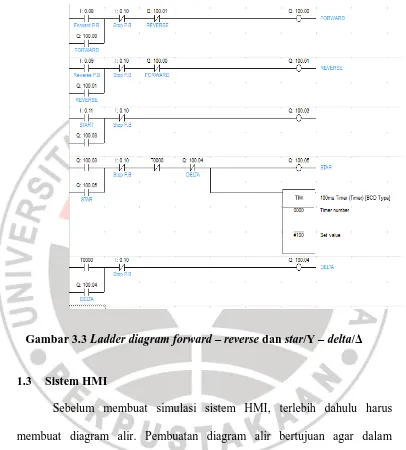
1.2 Ladder diagram
Ladder diagram atau diagram tangga satu garis adalah satu cara untuk
menggambarkan proses kendali. Diagram ini merepresentasikan interkoneksi antara perangkat input dan perangkat output sistem kendali. Sebuah ladder
diagram terdiri dari sebuah garis menurun ke bawah pada sisi kiri dengan
34
Kombinasi logika dari kondisi-kondisi tersebut manyatakan kapan dan bagaimana instruksi yang ada disisi kanan tersebut di kerjakan.
Gambar 3.3 Ladder diagram forward – reverse dan star/Y – delta/Δ
1.3 Sistem HMI
35
Nugroho Susetyo, 2013
Tidak
Ya
Tidak
Ya Mulai
Pemahaman deskripsi kerja
Pembuatan file aplikasi baru
Pembuatan tampilan animasi HMI
Inisialisasi komponen (tagname)
Paham?
Menjalankan animasi
Sesuai?
Selesai
Gambar 3.4
36
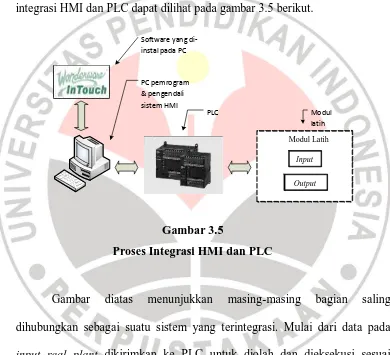
1.4 Integrasi HMI dan PLC
Sistem kendali berbasis PLC dapat memudahkan user dalam proses monitoring dan pengendalian sehingga dapat menjadi sistem HMI antara operator (manusia) dengan mesin. HMI berfungsi sebagai jembatan bagi oprator untuk memahami proses yang terjadi pada mesin. Adapun proses integrasi HMI dan PLC dapat dilihat pada gambar 3.5 berikut.
Modul Latih
Proses Integrasi HMI dan PLC
Gambar diatas menunjukkan masing-masing bagian saling dihubungkan sebagai suatu sistem yang terintegrasi. Mulai dari data pada
input real plant dikirimkan ke PLC untuk diolah dan dieksekusi sesuai
37
Nugroho Susetyo, 2013
Agar PLC dan HMI bisa berkomunikasi, harus ada pengesetan
Input-Ouput Server sehingga aplikasi yang telah dibuat bisa berkomunikasi
langsung dengan PLC melalui software khusus sebagai portal komunikasi data antara PLC dengan komputer, software tersebut adalah Wonderware I/O
Server.
Wonderware I/O Server mempunyai jenis yang berbeda-beda untuk
PLC yang berlainan merek. PLC yang digunakan pada modul latih adalah PLC Omron CP1L dengan I/O 20 buah. Maka program yang yang digunakan adalah Omron Host Link (OmronHL).
Sebelum komunikasi bisa berjalan, harus ada konfigurasi pada aplikasi Wonderware InTouch dan OmronHL. Konfigurasi pada Wonderware
InTouch yaitu dengan mengatur type tagname, access name dan item pada tagname. Sedangkan pada OmronHL diatur Com Port dan Topic Definiton.
1.5 Alat, Bahan dan Spesifikasinya
1.5.1 Meja
38
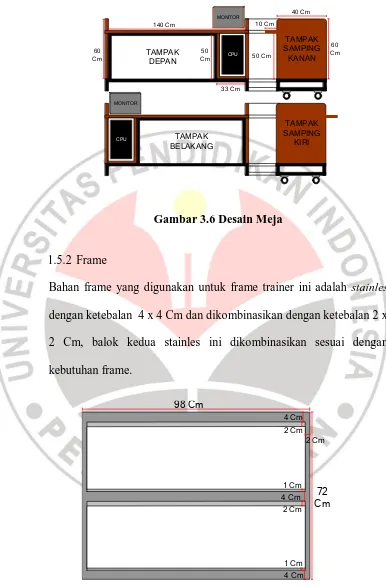
Gambar 3.6 Desain Meja
1.5.2 Frame
Bahan frame yang digunakan untuk frame trainer ini adalah stainles dengan ketebalan 4 x 4 Cm dan dikombinasikan dengan ketebalan 2 x 2 Cm, balok kedua stainles ini dikombinasikan sesuai dengan
39
Nugroho Susetyo, 2013
Komputer yang digunakan untuk kebutuhan trainer ini spesifikasinya adalah: Paket dari Acer, Intel dual core, HDD 500 GB, RAM 2 GB,
Original Windows 7 Home Basic, Mouse, Keyboard, Speaker, Monitor
15,6”
1.5.4 Plant
Bahan plan yang digunakan adalah arcrilyc dengan ketebalan 5 Mm dan dan dengan bentuk persegi ukuran 30 x 28.5 Cm. Untuk desain
plan menggunakan stiker vinil yang sudah dilaminasi sehingga
mengurangi resiko kerusakan.
1.6 Desain Modul Latih.
1.6.1 Modul Umum
a. Power supply terdiri dari:
Voltmeter Analog 300 V, MCB 1 Phasa 2 Ampere, Power indikator dan 2 buah building posh.
VOLTMETER
MCB
POWER INDIKATOR
Gambar 3.8 Modul Power Supply
40
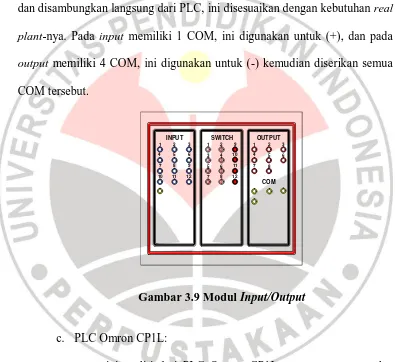
Input memiliki 12 masukan dengan menggunakan building posh,
dan output memiliki 8 keluaran dengan menggunakan building
posh.
Pada plant ini dibutuhkan switch yang terdiri dari 2 macam, yaitu saklar toogle dan push button kecil, switch ini diserikan dengan input dari I/O dan disambungkan langsung dari PLC, ini disesuaikan dengan kebutuhan real
plant-nya. Pada input memiliki 1 COM, ini digunakan untuk (+), dan pada output memiliki 4 COM, ini digunakan untuk (-) kemudian diserikan semua
COM tersebut.
Gambar 3.9 Modul Input/Output
c. PLC Omron CP1L:
41
Nugroho Susetyo, 2013
PLC OMRON CP1L
POWER INDIKATOR
PUSH BUTTON
Gambar 3.10 Modul PLC
1.6.2 Modul real plan.
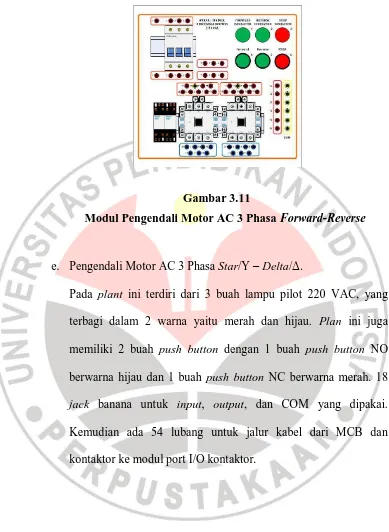
d. Pengendali Motor AC 3 Phasa Forward-Reverse
Pada plan ini terdiri dari 3 buah lampu pilot 220 VAC yang terbagi dalam 2 warna yaitu merah dan hijau. Plan ini juga memiliki 3 buah push button dengan 2 buah push button NO berwarna hijau dan 1 buah push button NC berwarna merah. 20
jack banana untuk input, output dan COM yang dipakai. Ada 2
42
Gambar 3.11
Modul Pengendali Motor AC 3 Phasa Forward-Reverse
e. Pengendali Motor AC 3 Phasa Star/Y – Delta/Δ.
Pada plant ini terdiri dari 3 buah lampu pilot 220 VAC, yang terbagi dalam 2 warna yaitu merah dan hijau. Plan ini juga memiliki 2 buah push button dengan 1 buah push button NO berwarna hijau dan 1 buah push button NC berwarna merah. 18
jack banana untuk input, output, dan COM yang dipakai.
43
Nugroho Susetyo, 2013
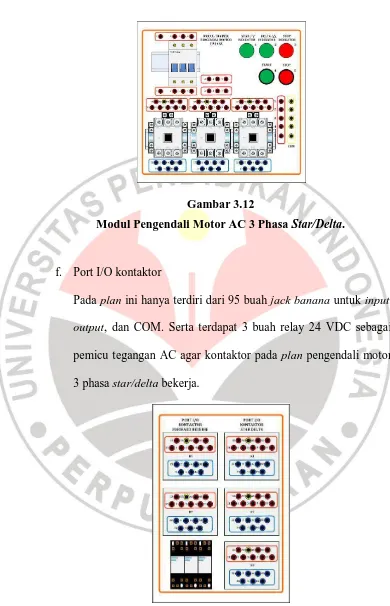
Gambar 3.12
Modul Pengendali Motor AC 3 Phasa Star/Delta.
f. Port I/O kontaktor
Pada plan ini hanya terdiri dari 95 buah jack banana untuk input,
output, dan COM. Serta terdapat 3 buah relay 24 VDC sebagai
pemicu tegangan AC agar kontaktor pada plan pengendali motor 3 phasa star/delta bekerja.
44
1.7 Perancangan Simulasi
Perancangan ini dibuat dengan melakukan perbandingan dan pengamatan operasi yang terjadi pada modul latih yang sudah dirancang, agar dapat mengetahui apakah sistem HMI dapat berjalan dengan baik sesuai modul latih atau tidak.
1.7.1 Tampilan Menu Halaman Awal
Perancangan pada tampilan ini dibuat untuk menentukan sitem kendali motor yang mana yang ingin dikendalikan oleh pengguna.
Gambar 3.14 Menu Tampilan Awal
1.7.2 Tampilan Halaman Forward – Reverse
Perancangan tampilan HMI pada halaman ini dibuat untuk mengendalikan modul kendali motor AC 3 phasa forward – reverse
45
Nugroho Susetyo, 2013
Gambar 3.15 Tampilan HMI forward – reverse
1.7.3 Tampilan Halaman Star – Delta
Perancangan tampilan HMI pada halaman ini dibuat untuk mengendalikan modul kendali motor AC 3 phasa star – delta dari software wonderware intouch.
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
1. Dengan adanya modul latih PLC ini, maka diharapkan dapat mengaplikasikan, mengetahui, meningkatkan pemahaman dan keterampilan untuk proses pembelajaran dibidang otomasi industri. 2. Dapat mengetahui rancang sistem kendali motor AC 3 phasa forward
– reverse dan Star/Y – Delta/Δ dengan cukup mudah karena konsep FRP yang diterapkan.
3. Dapat mengetahui dan membuat program yang digunakan yaitu ladder
diagram, yang dapat diubah menyesuaikan dengan program yang
diinginkan sesuai kebutuhan.
4. Dengan memanfaatkan sistem integrasi HMI maka modul latih dapat dikendalikan dari jarak jauh yang memudahkan proses pengendalian secara real time.
5.2 Saran
61 (Jilid 1). Bandung: Percetakan Angkasa.
Petruzella, Frank D. (2001). Industrial Electronics. McGraww Hill: Glencoe
Prasetyo, Hadi. (2002). Pengenalan dan petunjuk Oprasi PLC. Bandung: Pusat Pengembangan Penataran Guru Teknologi.
Putra. (2013). Port Serial RS 232. [Online]. Tersedia: http://chahyaputra.blogspot.com/2013/06/port-serial-rs232.html. [23 Agustus 2013]
Ratnata, I Wayan. (2011). Hand Out Programmable Logic Controler. Bandung: Universitas Pendidikan Indonesia.
Ratnata. I Wayan. (2011). Hand Out Teknik Instalasi Listrik. Bandung: Universitas Pendidikan Indonesia.
Rifqi, (2010). Belajar Menggunakan Wonderware HMI. [Online]. Tersedia: http:// www.rifqion.com/menulis/belajar-menggunakan-wonderware-hmi. [22 Maret 2013]
Tim Penyusun Peningkatan Mutu dan Daya Saing Pendidikan Kejuruan. (2008). Mengoprasikan Mesin Produksi dengan kendali PLC. Bandung: Dinas Pendidikan Provinsi Jawa Barat.