PABRIK PLASTER OF PARIS DARI GYPSUM DENGAN
PROSES KALSINASI
PRA RENCANA PABRIK
Oleh:
LINA DHARMAWATI NPM: 0831010003
PROGRAM STUDI TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN” JATIM
SURABAYA
PABRIK PLASTER OF PARIS DARI GYPSUM DENGAN PROSES
GRANULASI
Diajukan Untuk Memenuhi Sebagian Persyaratan Dalam Memperoleh Gelar Sarjana
Program Studi Teknik Kimia
Oleh :
LINA DHARMAWATI NPM: 0831010003
PROGRAM STUDI TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN” JATIM
SURABAYA
LEMBAR PENGESAHAN
PRA RENCANA PABRIK
PABRIK PLASTER OF PARIS DARI GYPSUM DENGAN PROSES
KALSINASI
Oleh :
LINA DHARMAWATI NPM: 0831010003
Surabaya, 28 Mei 2012
Telah disetujui untuk mengikuti Ujian Pra Rencana Pabrik I tahun 2011/2012
Mengetahui, Dosen Pembimbing
KATA PENGANTAR
Dengan mengucapkan rasa syukur kepada Tuhan Yang Maha Esa dan dengan segala rahmat serta karuniaNya sehingga penyusun telah dapat menyelesaikan Tugas Akhir “Pra Rencana Pabrik Cement Retarder dari Gypsum dengan Proses Kalsinasi”, dimana Tugas Akhir ini merupakan tugas yang diberikan sebagai salah satu syarat untuk menyelesaikan program pendidikan kesarjanaan di Program Studi Teknik Kimia, Fakultas Teknologi Industri, Universitas Pembangunan Nasional Surabaya.
Tugas Akhir “Pra Rencana Pabrik Cement Retarder dari Gypsum dengan Proses Kalsinasi” ini disusun berdasarkan pada beberapa sumber yang berasal dari beberapa literatur , data-data , majalah kimia, dan internet.
Pada kesempatan ini penyusun mengucapkan terima kasih atas segala bantuan baik berupa saran, sarana maupun prasarana sampai tersusunnya Tugas Akhir ini kepada :
1. Bapak Ir. Sutiyono, MT
Selaku Dekan FTI UPN “Veteran” Jawa Timur 2. Ibu Ir. Retno Dewati, MT
Selaku Ketua Program Studi Teknik Kimia, FTI, UPN “Veteran” Jawa Timur.
4. Dosen Program Studi Teknik Kimia , FTI, UPN “Veteran” Jawa Timur.
5. Seluruh Civitas Akademik Jurusan Teknik Kimia , FTI, UPN “Veteran” Jawa Timur.
6. Kedua orangtua kami yang selalu mendoakan kami.
7. Semua pihak yang telah membantu , memberikan bantuan, saran serta dorongan dalam penyelesaian tugas akhir ini.
Kami menyadari bahwa tugas akhir ini masih jauh dari sempurna, karena itu segala kritik dan saran yang membangun penyusun harapkan dalam sempurnanya tugas akhir ini.
Sebagai akhir kata, penyusun mengharapkan semoga Tugas Akhir yang telah disusun ini dapat bermanfaat bagi kita semua khususnya bagi mahasiswa Fakultas Teknologi Industri jurusan Teknik Kimia.
Surabaya , Juni 2012
INTISARI
Perencanaan pabrik Cement Retarder ini diharapkan dapat berproduksi dengan kapasitas 160.000 ton/tahun dalam bentuk padat. Pabrik beroperasi secara kontinyu berjalan selama 24 jam tiap hari dan 330 hari kerja dalam setahun.
Industri Cement Retarder di Indonesia mempunyai perkembangan yang stabil, dengan meningkatnya kebutuhan Cement Retarder. Semakin meningkatnya pertumbuhan konstruksi juga akan menyebabkan kebutuhan bahan baku cement retarder semakin meningkat dimana cement ini merupakan salah satu komponen dalam pembuatan beton. Secara singkat, uraian proses dari pabrik cement retarder sebagai berikut :
Pendirian pabrik berlokasi di Kabupaten Tuban, Jawa Timur dengan ketentuan : Bentuk Perusahaan : Perseroan Terbatas
Sistem Organisasi : Garis dan Staff Jumlah Karyawan : 140 orang Sistem Operasi : Kontinyu
Waktu Operasi : 330 hari/tahun ; 24 jam/hari Analisa Ekonomi :
* Massa Konstruksi : 2 Tahun
* Umur Pabrik : 10 Tahun
* Biaya Bahan Baku (1 tahun) : Rp 50.814.810.050,18 * Biaya Utilitas (1 tahun) : Rp 95.518.520.130,13
- Steam = 11599,4019 kg/jam
- Air pendingin = 876,0965 m3/hari
- Listrik = 667,1421 kWh/jam
- Bahan Bakar = 78,7894 liter/jam * Biaya Produksi Total (Total Production Cost) : Rp 221.257.038.849,18 * Hasil Penjualan Produk (Sale Income) : Rp 296.000.000.000,00 * Bunga Bank (Kredit Investasi Bank Mandiri) : 14%
* Internal Rate of Return : 28,99%
* Rate On Investment : 42,82%
DAFTAR TABEL
Tabel VII.1. Instrumentasi pada Pabrik ………... VII - 5 Tabel VII.2. Jenis Dan Jumlah Fire – Extinguisher ………. VII - 7 Tabel VIII.2.1. Baku mutu air baku harian ……….………… VIII-7 Tabel VIII.2.3. Karakteristik Air boiler dan Air pendingin ………… VIII-9 Tabel VIII.4.1. Kebutuhan Listrik Untuk Peralatan Proses Dan Utilitas
……….……….……….…… VIII-60 Tabel VIII.4.2. Kebutuhan Listrik Untuk Penerangan Ruang Pabrik
Dan Daerah Proses ……….………. VIII-62 Tabel IX.1. Pembagian Luas Pabrik ……….……… IX - 8 Tabel X.1. Jadwal Kerja Karyawan Proses ……….…… X - 11 Tabel X.2. Perincian Jumlah Tenaga Kerja ……….…… X - 13 Tabel XI.4.A. Hubungan kapasitas produksi dan biaya produksi … XI - 8 Tabel XI.4.B. Hubungan antara tahun konstruksi dengan modal sendiri
DAFTAR GAMBAR
DAFTAR ISI
HALAMAN JUDUL ……….……….………. i
KATA PENGANTAR ……….……….………. ii
INTISARI ……….……….……….……… iv
DAFTAR TABEL ……….……….……….…… vi
DAFTAR GAMBAR ……….……….……… vii
DAFTAR ISI ……….……….……….………… viii BAB I PENDAHULUAN ……….……….……… I – 1 BAB II SELEKSI DAN URAIAN PROSES ……….…… II – 1 BAB III NERACA MASSA ……….……….…… III – 1 BAB IV NERACA PANAS ……….……….……… IV – 1 BAB V SPESIFIKASI ALAT ……….……….. V – 1 BAB VI PERENCANAAN ALAT UTAMA ………. VI – 1 BAB VII INSTRUMENTASI DAN KESELAMATAN KERJA …. VII – 1 BAB VIII UTILITAS ……….……….……… VIII – 1 BAB IX LOKASI DAN TATA LETAK PABRIK ……….. IX – 1 BAB X ORGANISASI PERUSAHAAN ……….………… X – 1 BAB XI ANALISA EKONOMI ……….……….… XI – 1 BAB XII PEMBAHASAN DAN KESIMPULAN ……….. XII – 1
PENDAHULUAN I - 1
BAB I PENDAHULUAN
I.1. Latar Belakang
Cement retarder mengandung banyak calcium sulfate dan dikenal dengan
beberapa nama antara lain : Plaster of Paris, Gypsum Plaster, atau Stucco akan tetapi dari semua nama tersebut mewakili bentuk dari calcium sulfate itu sendiri. Cement retarder (calcium sulfate) dapat dibuat dengan mengkalsinasi serbuk
(powder) dari batuan gypsum untuk memisahkan tiga per empat air yang terkandung pada proses kristalisasi.
Industri gypsum dan industri plester sangat dekat hubungannya dengan industri di bidang konstruksi, misalnya pembuatan bahan bangunan. Hal ini dapat dilihat bahwa 90% gypsum digunakan untuk bahan bangunan. Berdasarkan hal tersebut, maka produksi gypsum mengikuti siklus untuk bahan konstruksi. Calcium sulfate digunakan sebagai “filler” atau bahan tambahan untuk
menbentuk komposisi cat, kertas, dan lain sebagainya. (Faith,W.L,Keyes,D.B& Clark,R.L,1960)
Calcium sulfate sebagai retarder adalah bahan tambah yang berfungsi
untuk menghambat waktu pengikatan beton. Penggunaannya untuk menunda waktu pengikatan beton (setting time) misalnya karena kondisi cuaca yang panas, atau memperpanjang waktu pengerasan untuk menghindari cold joints. Proses percepatan hidrasi berarti bahwa semen menggunakan sejumlah air untuk hidrasi yang sedianya digunakan untuk memberikan sifat workabilitas. Oleh karena itu, diperlukan air yang lebih untuk mempertahankan nilai slump pada tingkat yang diinginkan, yang berarti kuat tekan beton menjadi berkurang. Temperatur yang tinggi, kelembaban yang rendah dan angin menyebabkan penguapan air yang sangat cepat dalam campuran pada saat musim panas. Pengeringan beton ini menimbulkan cracking pada permukaan.
(www.google.com/Retarding-Admixture-(Retarder)-Teknologi-Bahan-Bangunan.htm)
PENDAHULUAN I - 2
meningkat setiap tahun seiring pertumbuhan konstruksi di Indonesia menjadi alasan kami untuk merencanakan pabrik cement retarder ini.
Pada pabrik cement retarder yang akan direncanakan ini, bahan baku gypsum digunakan gypsum dari kabupaten Tuban Jawa Timur yang merupakan daerah eksplorasi yang masih mengandung deposit gypsum yang banyak.
I.2. Manfaat
Kegunaan terbesar dari cement retarder adalah sebagai bahan baku pada proses pembuatan semen Portland dimana cement retarder ini digunakan sebagai penghambat atau memperlambat (retard) reaksi pengerasan pada semen sehingga membantu proses penyempurnaan campuran semen.
I.3. Aspek Ekonomi
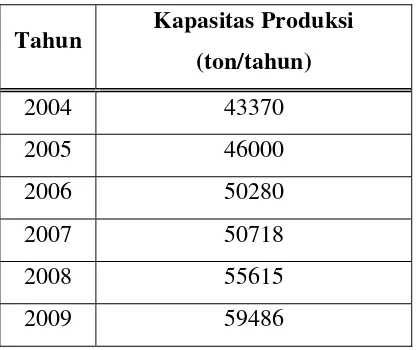
Kebutuhan cement retarder di Indonesia semakin meningkat dengan peningkatan pertumbuhan kapasitas pada bidang industri kimia semen. Kebutuhan cement retarder di Indonesia dapat dilihat pada tabel sebagai berikut:
Tabel I.1. Kebutuhan Cement retarder di Indonesia
Tahun Kapasitas Produksi (ton/tahun)
2004 43370 2005 46000 2006 50280 2007 50718 2008 55615 2009 59486
Sumber :BPS (Badan Pusat Statistik)
Berdasarkan data tersebut diatas dapat disimpulkan bahwa kebutuhan cement retarder di Indonesia tiap tahun meningkat, sehingga produksi cement
retarder di Indonesia masih perlu peningkatan untuk memenuhi kebutuhan
PENDAHULUAN I - 3
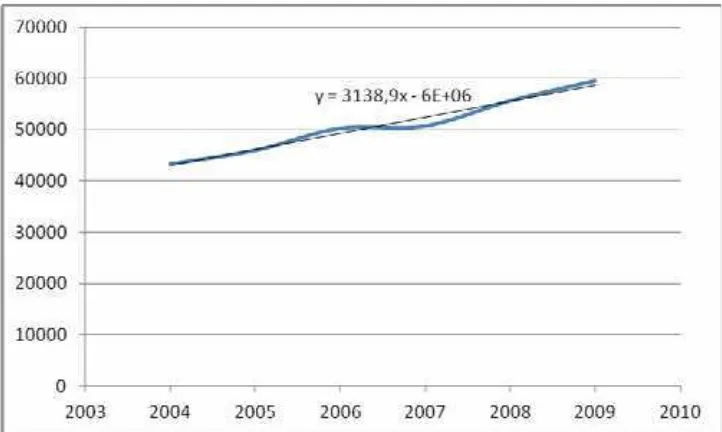
Berdasarkan tabel di atas, dapat dibuat grafik hubungan antara kebutuhan produk dengan tahun produksi.
Figure 1 : Grafik kebutuhan cement retarder di Indonesia
Dari grafik di atas, dengan metode regresi linier maka diperoleh persamaan untuk mencari kebutuhan pada tahun tertentu dengan persamaan :
Y = 3138 X – 6 x 1006
Keterangan : Y = Kebutuhan (ton/tahun) X = Tahun ke-n
Pabrik cement retarder ini direncanakan beroperasi pada tahun 2014 sehingga untuk mencari kebutuhan pada tahun 2014, maka X = 2014.
Kebutuhan pada tahun 2014 : Y = [ 3138 x 2014 ] – 6.106 = 319932 ton/th
PENDAHULUAN I - 4
I.4. Sifat bahan baku dan produk Bahan baku :
1.4.1. Gypsum
Formula : CaSO4.2H2O (kandungan terbesar = 96%) Berat molekul : 172.17
Warna : putih
Bentuk : batuan monoclonic Specific gravity : 2.32
Melting Point : 128oC Boiling Point : 163oC Solubility, cold water : 0.223 Solubility, hot water : 0.257
Solubility, others : larut dalam alkali
Produk : I.4.2. Cement retarder
Formula : CaSO4.2H2O (kandungan terbesar = 99%) Berat molekul : 172.17
Warna : putih
Bentuk : granular
Specific gravity : 2.96 Melting Point : 1450oC Boiling Point : 1193oC
Solubility, cold water : 0.298 Solubility, hot water : 0.1619
Solubility, others : larut dalam alkali
I.5. Kegunaan
PENDAHULUAN I - 5
PEMILIHAN DAN URAIAN PROSES II - 1
BAB II
SELESKSI DAN URAIAN PROSES
II.1. Macam proses
Pada umumnya proses pembuatan cement retarder dilakukan dengan cara kalsinasi batuan gypsum. Untuk produk cement retarder dalam bentuk hemi-hydrate dilakukan dengan kalsinasi pada suhu antara 1500C-1600C dimana pada suhu 1280C gypsum kehilangan 1.5 % molekul air. Reaksi yang terjadi adalah : ( Kirk Othmer, 1962)
CaSO4.2H2O(s) CaSO4. ½ H2O(s) + 1 ½ H2O (G)
Apabila produk yang diinginkan adalah calcium sulfate anhydrate, maka proses kalsinasi gypsum dilakukan pada suhu lebih tinggi. Calcium sulfate anhydrate terdiri dari 2 macam produk yaitu calcium sulfate anhydrate soluble dan calcium sulfate anhydrate insoluble. Untuk calcium sulfate anhydrate soluble proses kalsinasi dilakukan pada suhu 1400C sampai dengan 2000C. Untuk calcium sulfate anhydrate insoluble dapat diperoleh dengan proses kalsinasi pada suhu 9000C selama 1 jam. Reaksi yang terjadi : (Kirk Othmer, 1962)
CaSO4.2H2O(s) CaSO4(s) + 2H2O (G)
Pada pembuatan cement retarder dari gypsum ini, proses kalsinasi dapat dibedakan menjadi dua, tergantung pada alat kalsinasi (calciner) yang digunakan. Terdapat 2 cara kalsinasi yaitu kalsinasi dengan menggunakan vertical kiln dan kalsinasi dengan menggunakan horizontal kiln atau lebih dikenal dengan rotary kiln.
A.Kalsinasi dengan Vertikal Kiln
PEMILIHAN DAN URAIAN PROSES II - 2
B. Kalsinasi dengan Rotary Kiln
Pada proses ini kalsinasi dilakukan dengan cara mengumpankan gypsum pada bagian pemasukan kiln dan kemudian dihembuskan udara panas secara berlawanan arah. Kondisi operasi pada rotary kiln pada tekanan 1 atm dengan suhu operasi 9000C dan waktu tinggal 15 - 30 menit.
II.2. Pemilihan proses
Berdasarkan uraian diatas maka proses pembuatan cement retarder dapat dilakukan dengan kalsinasi vertical kiln maupun horizontal kiln dengan perbedaan kondisi operasinya adalah sebagai berikut :
Nama Proses
Pembatas Vertikal Horizontal
Bahan baku Gypsum Gypsum
Operasi 150 menit 15-30 menit
Alat utama Vertical shaft kiln Rotary kiln
Ukuran produk 100 mesh 100 mesh
Suhu 1600C 9000C
Peralatan Sederhana Kompleks
Dari tabel diatas dipilih proses pembuatan cement retarder dari gypsum dengan proses kalsinasi menggunakan vertical kiln dengan factor-faktor :
1. Operasi pabrik sederhana
PEMILIHAN DAN URAIAN PROSES II - 3
II.2. Uraian proses Flowsheet Dasar :
Sumber: (Faith,W.L,Keyes,D.B& Clark,R.L,1960)
Bahan baku gypsum dengan ukuran 100 mesh (serbuk batuan gypsum) dari gudang dimasukkan pada bin dengan bantuan belt conveyor dan bucket elevator . Gypsum kemudian dimasukkan pada slurry tank untuk dicampur dengan air proses agar impuritis pada gypsum dapat terlarut. Penambahan air proses dilakukan sampai dengan kadar larutan 35% solid. Larutan dipompa menuju ke vacum filter untuk pemisahan cake dan filtrat, dimana filtrat berupa impuritis dibuang ke pengolahan limbah, sedangkan cake berupa gypsum diumpankan pada rotary dryer dengan screw conveyor.
Pada rotary dryer, cake dikeringkan pada suhu 1000C dengan bantuan udara panas secara countercurrent. Udara dihembuskan oleh blower dan dipanaskan pada heater. Udara panas dan padatan terikut kemudian dipisahkan oleh cyclone, dimana udara panas dibuang ke udara bebas sedangkan padatan yang terpisah secara bersamaan dengan produk bawah rotary dryer dimasukkan ke vertical shaft kiln dengan belt conveyor dan bucket elevator.
Pada vertical shaft kiln terjadi proses kalsinasi gypsum menjadi calcium sulfate hemihydrate pada suhu 1600C dengan bantuan udara panas yang dibakar oleh fuel oil.
Produk calcium sulfate hemihydrate kemudian dimasukkan pada cooling conveyor untuk didinginkan dengan suhu 350C. Produk gas dari vertical shaft kiln dan padatan yang terikut dipisahkan pada cyclone dimana gas dibuang ke
PEMILIHAN DAN URAIAN PROSES II - 4
dimasukkan pada cooling conveyor untuk didinginkan dengan suhu 350C. Calcium sulfat kemudian dimasukkan menuju ke granulator.
Pada granulator, calcium sulfate hemihydrate kemudian digranulasi dengan penambahan air proses. Granular cement retarder kemudian dimasukkan pada ball mill dengan bantuan screw conveyor dan bucket elevator.
NERACA MASSA III - 1
BAB III NERACA MASSA
Kapasitas Produksi : 160.000 ton/tahun
1. SLURRY TANK (M-120)
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Gypsum dari F-113: Campuran ke H-130:
CaSO4.2H2O = 20531,2364 CaSO4.2H2O = 20531,2364
CaCO3 = 641,6011 CaCO3 = 641,6011
MgCO3 = 106,9335 MgCO3 = 106,9335
NaCl = 85,5468 NaCl = 85,5468
Impuritis = 21,3867 Impuritis = 21,3867
Jumlah = 21386,7046 H2O = 39718,1656
Air proses
H2O = 39718,1656
NERACA MASSA III - 2
2. ROTARY DRUM VACUM FILTER (H-130)
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Campuran gypsum dari M-120: Cake gypsum ke B-210:
CaSO4.2H2O = 20531,2364 CaSO4.2H2O = 19429,9647
CaCO3 = 641,6011 CaCO3 = 609,0206
MgCO3 = 106,9335 MgCO3 = 97,7977
NaCl = 85,5468 NaCl = 4,2773
Impuritis = 21,3867 H2O = 1985,9083
H2O = 39718,1656 Jumlah = 22126,9687
Jumlah = 61104,8702
Filtrat ke WTP:
Air pencuci: CaSO4.2H2O = 78,8604
H2O = 10066,1971 CaCO3 = 0,5283
MgCO3 = 3,9996
NaCl = 81,2695
Impuritis = 21,3867
H2O = 37732,2573
Jumlah = 37918,3018
Bekas Air pencuci:
CaSO4.2H2O = 1022,4113
CaCO3 = 32,0523
MgCO3 = 5,1362
H2O = 10066,1971
Jumlah = 11125,7968
NERACA MASSA III - 3
3. ROTARY DRYER (B-210)
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Gypsum dari H-130: Gypsum ke J-214:
CaSO4.2H2O = 19429,9647 CaSO4.2H2O = 19428,0217
CaCO3 = 609,0206 CaCO3 = 608,9597
MgCO3 = 97,7977 MgCO3 = 97,7880
NaCl = 4,2773 NaCl = 4,2769
H2O = 1985,9083 Jumlah = 20139,0463
Jumlah = 22126,9687 Gypsum ke H-211:
CaSO4.2H2O = 1,9430
CaCO3 = 0,0609
MgCO3 = 0,0098
NaCl = 0,0004
H2O = 1985,9083
Jumlah = 1987,9224
NERACA MASSA III - 4
4. CYCLONE-1 (H-211)
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Gypsum dari B-210 : Gypsum ke J-214 :
CaSO4.2H2O = 1,9430 CaSO4.2H2O = 1,9236
CaCO3 = 0,0609 CaCO3 = 0,0603
MgCO3 = 0,0098 MgCO3 = 0,0097
NaCl = 0,0004 Jumlah = 1,9935
H2O = 1985,9083
Gypsum ke Udara bebas :
CaSO4.2H2O = 0,019430
CaCO3 = 0,000609
MgCO3 = 0,000098
NaCl = 0,000004
H2O = 1985,9083
Jumlah = 1985,9284
NERACA MASSA III - 5
5. SCREW CONVEYOR-2 (J-214)
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Gypsum dari B-210: Gypsum ke B-220:
CaSO4.2H2O = 19428,0217 CaSO4.2H2O = 19429,9453
CaCO3 = 608,9597 CaCO3 = 609,0200
MgCO3 = 97,7880 MgCO3 = 97,7976
NaCl = 4,2769 NaCl = 4,2769
Jumlah = 20139,0463 Jumlah = 20141,0398
Gypsum dari H-211
CaSO4.2H2O = 1,9236
CaCO3 = 0,0603
MgCO3 = 0,0097
Jumlah = 1,9935
NERACA MASSA III - 6
6. VERTICAL SHAFT KILN (B-220)
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Gypsum dari J-214: CaSO4.1/2H2O ke J-230:
CaSO4.2H2O = 19429,9453 CaSO4.1/2H2O = 16378,2577
CaCO3 = 609,0200 CaCO3 = 608,9591
MgCO3 = 97,7976 MgCO3 = 97,7879
NaCl = 4,2769 NaCl = 4,2765
Jumlah = 20141,0398 Jumlah = 17089,2812
Campuran ke H-221:
CaSO4.1/2H2O = 1,6380
CaCO3 = 0,0609
MgCO3 = 0,0098
NaCl = 0,0004
NERACA MASSA III - 7
7. CYCLONE-2 (H-221)
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) Gypsum dari B-220 : CaSO4.1/2 H2O ke J-230:
CaSO4.1/2H2O = 1,6380 CaSO4.1/2H2O = 1,6216
CaCO3 = 0,0609 CaCO3 = 0,0603
MgCO3 = 0,0098 MgCO3 = 0,0097
NaCl = 0,0004 Jumlah = 1,6920
H2O(gas) = 3050,0495
Jumlah = 3051,7586 Campuran ke Udara bebas :
CaSO4.1/2H2O = 0,016380
CaCO3 = 0,000609
MgCO3 = 0,000098
NaCl = 0,000004
NERACA MASSA III - 8
8. COOLING CONVEYOR (J-230)
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) CaSO4.1/2 H2O dari B-220 : CaSO4.1/2 H2Oke X-310 :
CaSO4.1/2H2O = 16378,2577 CaSO4.1/2H2O = 16379,8793
CaCO3 = 608,9591 CaCO3 = 609,0194
MgCO3 = 97,7879 MgCO3 = 97,7975
NaCl = 4,2765 NaCl = 4,2765
Jumlah = 17089,2812 CaSO4.1/2 H2O dari H-221:
CaSO4.1/2H2O = 1,6216
CaCO3 = 0,0603
MgCO3 = 0,0097
Jumlah = 1,6916
Jumlah = 17090,9728 Jumlah = 17090,9728
9. GRANULATOR (X-310)
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) CaSO4.1/2 H2O dari J-230: CaSO4.2 H2O ke C-320:
CaSO4.1/2H2O = 16379,8793 CaSO4.2H2O = 19429,9258
CaCO3 = 609,0194 CaCO3 = 609,0194
MgCO3 = 97,7975 MgCO3 = 97,7975
NaCl = 4,2765 NaCl = 4,2765
Jumlah = 17090,9728 H2O = 61,0009
Air proses :
H2O = 3111,0474
NERACA MASSA III - 9
10. BALL MILL (C-320)
Komponen Masuk(kg/jam) Komponen keluar(kg/jam) Granular cement dari X-310 : CaSO4.2H2O ke H-321:
CaSO4.2H2O = 19429,9258 CaSO4.2H2O = 22858,7363
CaCO3 = 609,0194 CaCO3 = 716,4934
MgCO3 = 97,7975 MgCO3 = 115,0559
NaCl = 4.2765 NaCl = 5,0312
H2O = 61,0009 H2O = 71,7658
Jumlah = 20202,0202 Jumlah = 23767,0826
CaSO4.2H2O dari H-321(over size):
CaSO4.2H2O = 3428,8104
CaCO3 = 107,4740
MgCO3 = 17,2584
NaCl = 0.7547
H2O = 10.7649
Jumlah = 3565,0624
NERACA MASSA III - 10
11. SCREEN (H-321)
Komponen Masuk (Kg/jam) Komponen Keluar (Kg/jam) CaSO4.2H2O dari C-320: CaSO4.2H2O (under size) ke F-410:
CaSO4.2H2O = 22858,7363 CaSO4.2H2O = 19429,9258
CaCO3 = 716,4934 CaCO3 = 609,0194
MgCO3 = 115,0559 MgCO3 = 97,7975
NaCl = 5,0312 NaCl = 4,2765
H2O = 71,7658 H2O = 61,0009
Jumlah = 23767,0826 Jumlah = 20202,0202
CaSO4.2H2O ke C-320(Recycle):
CaSO4.2H2O = 3428,8104
CaCO3 = 107,4740
MgCO3 = 17,2584
NaCl = 0,7547
H2O = 10,7649
= 3565,7649
NERACA PANAS IV - 1
BAB IV
NERACA PANAS
1. ROTARY DRYER (B-210)
KomponenMasuk (kkal/jam) Komponen Keluar (kkal/jam)
∆H Gypsum dari H-130 : ∆H Gypsum ke J-214 :
∆H CaSO4.H2O = 26424,7520 ∆H CaSO4.H2O = 396525,9229
∆H CaCO3 = 602,9304 ∆H CaCO3 = 9548,4886
∆H MgCO3 = 98,7757 ∆H MgCO3 = 1475,6202
∆H NaCl = 4,4057 ∆H NaCl = 66,8909
∆H H2O = 9929,5414 Jumlah : = 407616,9226
Jumlah = 37060,4052 ∆H Gypsum dari H-211 :
∆H CaSO4.H2O = 45,0387
∆H H Udara panas : ∆H CaCO3 = 1,0920
∆H Udara + H2O(UAP) = 7219989,5039 ∆H MgCO3 = 0,1676
∆H NaCl = 0,0076 ∆H H2O = 1151131,7352
∆H Udara + H2O UAP) = 5620317,5126
Jumlah = 6771495,5536
Q loss = 77937,4329
Jumlah = 7257049,9091 Jumlah = 7257049,9091
2. HEATER (E-213)
KomponenMasuk (kkal/jam) Komponen Keluar (kkal/jam)
∆H udara bebas dari G-212 : ∆H udara panas ke B-210 :
∆H Udara + H2O( uap) = 20994,6966 ∆H Udara + H2O (uap) = 7219989,5039
Q supply(steam) = 7577889,2708 Q loss = 378894,4635
NERACA PANAS IV - 2
3. VERTICAL SHAFT KILN (B-220)
KomponenMasuk (kkal/jam) Komponen Keluar (kkal/jam)
∆H Gypsum dari J-214: ∆H CaSO4.1/2 H2O ke J-230 :
∆H CaSO4.H2O = 396565,1829 ∆H CaSO4.1/2 H2O = 516897,8139
∆H CaCO3 = 9549,4339 ∆H CaCO3 = 17793,7855
∆H MgCO3 = 1475,7663 ∆H MgCO3 = 2655,9182
∆H NaCl = 66,8909 ∆H NaCl = 121,6232
Jumlah = 407657,2741 Jumlah = 537469,1408
∆H campuran ke H-211:
∆H CaSO4.1/2 H2O = 57,5262
∆H Udara panas : ∆H CaCO3 = 1.9958
∆HUdara + H2O(UAP) = 20206012,6033 ∆H MgCO3 = 0.2955
∆H NaCl = 0.0136
∆H H2O gas = 1859188,2021
∆H Udara + H2O (UAP) = 15623190,758
Jumlah = 17482438,7920
∆ H Reaksi = 2473929,0774
Q loss = 119832,8671
NERACA PANAS IV - 3
4. COOLING CONVEYOR (J-230)
KomponenMasuk (kkal/jam) Komponen Keluar (kkal/jam)
∆H CaSO4.1/2 H2O dari B-220: ∆H CaSO4.1/2 H2Oke X-310:
∆H CaSO4.1/2 H2O = 516897,8139 ∆H CaSO4.1/2 H2O = 38328,9177
∆H CaCO3 = 17793,7855 ∆H CaCO3 = 1211,9486
∆H MgCO3 = 2655,9182 ∆H MgCO3 = 196,5731
∆H NaCl = 121,6232 ∆H NaCl = 8,8096
Jumlah = 537469,1408 Jumlah = 39746,2489
Q terserap = 497782,1112
∆H CaSO4.1/2 H2O dari B-220
∆H CaSO4.1/2 H2O = 56,9509
∆H CaCO3 = 1,9758
∆H MgCO3 = 0,2926
= 59,2193
NERACA PANAS IV - 4
5. GRANULATOR (X-310)
KomponenMasuk (kkal/jam) Komponen Keluar (kkal/jam)
∆H CaSO4.1/2 H2O dari J-230: ∆H CaSO4.2H2O ke C-32O:
∆H CaSO4.1/2 H2O = 38328,9177 ∆H CaSO4.2 H2O = 26424,6991
∆H CaCO3 = 1211,9486 ∆H CaCO3 = 602,9292
∆H MgCO3 = 196,5731 ∆H MgCO3 = 98,7755
∆H NaCl = 8,8096 ∆H NaCl = 4,4048
Jumlah = 39746,2489 ∆H H2O = 305,0046
Jumlah = 27435,8133
Q terserap = 707043,248 9
∆ H Reaksi = 694732,8133
SPESIFIKASI ALAT V - 1
BAB V
SPESIFIKASI ALAT
Kapasitas produksi = 160.000 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun Satuan massa = kilogram/jam
Satuan panas = kilokalori/jam
1. GUDANG GYPSUM ( F - 110 )
Fungsi : Menampung gypsum dari supplier Tipe/bentuk : Bangunan empat persegi panjang
Spesifikasi :
Kapasitas : 6601,553 m3
Dimensi : Panjang : 30,9708 meter Lebar : 20,6472 meter
Tinggi : 10,3236 meter Bahan konstruksi : Beton
Jumlah : 1 buah
2. BELT CONVEYOR-1 ( J - 111 )
Fungsi : Memindahkan bahan dari gudang (F-110) ke Bucket elevator (J-112)
Tipe : Troughed belt on 45o idlers with rools of equal lenght Dasar pemilihan : Dipilih conveyor jenis belt sesuai dengan bahan
Spesifikasi :
Kapasitas : 21,39 ton/jam Belt width : 14 in
SPESIFIKASI ALAT V - 2
Sudut elevasi : 21,8o Power total : 3,5 hp
Alat pembantu : Hopper Chute (pengumpan) Bahan konstruksi : Steel
Jumlah : 1 buah
3. BUCKET ELEVATOR-1 ( J - 112 )
Fungsi : Memindahkan bahan dari belt conveyor(J-111) ke BIN(F-113).
Tipe : Centrifugal discharge bucket elevator
Spesifikasi :
Kapasitas : 21,39 ton/jam Ukuran bucket : 8" x 5" x 5.5" Bucket spacing : 14 in
Kecepatan bucket : 178,223 ft/min Tinggi bucket elevator: 35 ft
Putaran poros : 34,06 rpm Power : 4 hp Bahan konstruksi : Carbon Steel Jumlah : 1 buah
4. BIN ( F - 113 )
Fungsi : Menampung sementara bahan sebelum masuk ke slurry tank (M-120).
Tipe : Silinder tegak dengan tutup atas plat bawah conis.
Spesifikasi :
Kapasitas : 3047,4559 cuft Diameter : 12,4710 ft
Tinggi : 24,9421 ft Tebal shell : 1/3 in
SPESIFIKASI ALAT V - 3
Tebal tutup bawah : 3/8 in Tinggi tutup bawah : 3,6004 ft
Bahan : Carbon Steel SA-283 Grade C Jumlah : 1 buah
5. SLURRY TANK (M - 120 )
Fungsi : Membuat campuran gypsum 35%.
Tipe : Silinder tegak , tutup atas dished, tutup bawah conis dilengkapi pengaduk.
Kondisi operasi : * Tekanan operasi = 1 atm (atmospheric pressure) * Suhu operasi = 30oC (suhu kamar)
* Waktu operasi = 1 jam
Spesifikasi :
Kapasitas : 2031,0185 ft3
Diameter : 10,8933 ft Tinggi shell : 21,7866 ft
Tebal shell : 3/16 in Tinggi tutup : 1,5415 ft Tebal tutup atas : 3/16 in Tebal tutup bawah : 3/16 in
Bahan : Carbon Steel SA 240 Grade S (Type 304) Jumlah : 1 buah
Dimensi pengaduk :
Tipe : 6 flate blade turbin with 4 baffle Diameter impeler : 3,6311 ft
SPESIFIKASI ALAT V - 4
Jumlah baffle : 4 buah Power motor : 141 hp
Jumlah pengaduk : 4 buah
6. POMPA ( L - 121 )
Fungsi : Memindahkan campuran CaSO4.2H2O dari slurry tank
(M-120) ke rotary drum vacuum filter (H-130). Type : Centrifugal Pump
Spesifikasi :
Rate volumetrik : 0,4795 cuft/dt Total Dynamic Head : 86,5463 ft lbf/lbm
Effisiensi motor : 80% Power : 13 hp
Jumlah : 1 buah
dimensi pipa : 2 ½ in sch 40
effisiensi pompa : 58%
7. ROTARY DRUM VACUM FILTER ( H - 130 )
Fungsi : Memisahkan cake dan filtrat campuran gypsum 35 % Tipe : Standart rotary drum vacuum filter
Spesifikasi :
Diameter : 4,3761 m Panjang : 7,0018 m
Putaran : 10 rpm (Perry 7ed ,1997; 18-96)
Bahan : Carbon steel Jumlah : 1 buah
8. SCREW CONVEYOR-1 ( J - 131 )
Fungsi : Memindahkan bahan dari vacum filter (H-130) ke rotary dryer (B-210)
SPESIFIKASI ALAT V - 5
Spesifikasi :
Kapasitas : 375,0158 cuft/jam
Panjang : 30 ft Diameter : 10 in Kecepatan putaran : 55 rpm
Power : 2 hp Jumlah : 1 buah
Bahan konstruksi : carbon steel
9. ROTARY DRYER ( B - 210 )
Fungsi : Mengeringkan bahan dengan bantuan udara panas Tipe : Rotary drum
Kondisi operasi :
Tekanan operasi = 1 atm (atmospheric pressure)
Suhu operasi = 100oC ( Kirk Othmer vol.4 : 439)
Spesifikasi :
Kapasitas : 22126,969 kg /jam Isolasi : batu isolasi
Tebal isolasi : 12 in
Tebal shell : 3/16 in Diameter : 5,219 ft Panjang : 31 ft
Tinggi bahan : 0.1253ft Sudut rotary : 1.55 o
Power : 122 hp
Bahan konstruksi : steel Jumlah : 1 buah
10.CYCLONE -1 (H-211)
SPESIFIKASI ALAT V - 6
Spesifikasi :
Kapasitas : 40821,5928 lb/j Ukuran : Bc = 10,9706 ft ; Lc = 87,7644 ft
Dc = 43,8822 ft ; Sc = 5,4853 ft De = 21,9411 ft ; Zc = 87,7644 ft Hc = 21,9411 ft ; Jc = 10,9706 ft Tebal shell : 3/8 in
Tebal tutup atas : ¼ in Tebal tutup bawah : ¼ in
Bahan konstruksi : Carbon Steel SA 283 Grade C Jumlah : 1 buah
11.BLOWER-1 (G-212)
Fungsi : Untuk menghembuskan udara menuju rotary dryer
Tipe : Centrifugal blower
Spesifikasi :
Kapasitas : 8111,9943 cuft/menit HP shaft : 35 hp
Bahan konstruksi : Carbon Steel Jumlah : 1 buah
12.HEATER ( E - 222 )
Fungsi :Memanaskan udara sampai 120 oC
Tipe : 1-2 Shell and Tube Heat Exchanger ( Fixed tube) Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu =120C(suhu masuk rotary dryer) - Waktu proses = continuous
Di gunakan shell dengan ID = 37 in, Baffle space = 5 in,Passes = 1
Dan Untuk Tube side dengan : ~ Number and length = 914, 16'0"
SPESIFIKASI ALAT V - 7
~ Passes = 2
(Tabel 9-10 hal.841-843; Kern:1950)
Faktor kekotoran gabungan minimal 0,003 J.Ft2.oF / BTU
∆P steam maksimal 10 Psi dan ∆P udara maksimal 10 Psi
Spesifikasi :
Jumlah : 1 buah Bahan konstruksi : Carbon steel
Tube : OD : ¾ in; 16 BWG
Panjang : 16 ft
Pitch : 1 in square Jumlah tube : 914 Passes : 2
Shell : ID : 37 in Passes : 1
Luas permukaan shell : 0,32118 ft2 Luas permukaan tube : 0,62298 ft2 Heat exchanger area,A: 2871 ft2
13.SCREW CONVEYOR-2 ( J - 214 )
Fungsi : Memindahkan bahan dari rotary dryer (B-210) ke bucket elevator (J-215)
Tipe : Plain spouts or chutes
Spesifikasi :
Kapasitas : 304,8868 cuft/jam Panjang : 30 ft Diameter : 12 in
Kecepatan putaran : 75 rpm Power : 4 hp
Jumlah : 1 buah
SPESIFIKASI ALAT V - 8
14.BUCKET ELEVATOR-2 ( J - 215 )
Fungsi : Memindahkan bahan dari screw conveyor (J-214) ke vertical shaft kiln (B-220).
Tipe : Centrifugal discharge bucket elevator
Spesifikasi :
Kapasitas : 20,1410 ton/jam Tinggi Elevasi : 77 ft
Kecepatan Bucket : 167,8420 ft/menit Bucket Spasing : 14 in
Ukuran Bucket : 8" x 5" x 5.5"
Power : 5 hp
Jumlah : 1 buah Putaran poros(head shaft) : 43 rpm
Bahan : Carbon Steel
15.VERTICAL SHAFT KILN (B-220)
(Penjelasan lebih mendetail ada di perancangan alat utama)
Fungsi : Kalsinasi gypsum menjadi calcium sulfate hemihydrate Tipe : Standard Shaft Kiln ( Central burner)
Spesifikasi :
Diameter : 6,86 ft Tinggi : 68,66 ft Tebal shell : 3/16 in Tebal tutup atas : 3/16 in
Tebal tutup bawah : 3/16 in Bahan konstruksi : Carbon steel SA-283 grade C
Isolasi : 12 in
Jumlah : 2 buah (1 buah standby running)
Spesifikasi burner :
Fungsi : Menghasilkan gas panas yang akan dipakai dalam kiln
SPESIFIKASI ALAT V - 9
Ukuran : Tinggi burner = 0,83 ft Panjang burner = 4 ft Exposed burner = 7 ft Volume burner = 105 cuft Tebal refractory brick= 20 in
Tebal isolasi = 5 in Kapasitas : 11181,7005 kg/jam Jumlah : 2 buah (1 buah standby running)
16.CYCLONE -2 (H-221)
Fungsi : Memisahkan padatan dari aliran udara panas Tipe : Cyclone separator
Spesifikasi :
Kapasitas : 31384,7774 lb/j Ukuran : Bc = 10,9837ft ; Lc = 87,8694 ft
Dc = 43,9347ft ; Sc = 5,4918 ft De = 21,9674ft ; Zc = 87,8694 ft Hc = 21,9674ft ; Jc = 10,9837 ft
Tebal shell : 3/8 in Tebal tutup atas : 1/4 in
Tebal tutup bawah : 1/4 in Bahan konstruksi : Carbon Steel SA 283 Grade C Jumlah : 1 buah
17.BLOWER -2 (G-222)
Fungsi : Untuk menghembuskan udara menuju rotary dryer
Tipe : Centrifugal blower
Spesifikasi :
Kapasitas : 5488,9198 cuft/menit HP shaft : 24 hp
SPESIFIKASI ALAT V - 10
Jumlah : 1 buah
18.COOLING CONVEYOR ( J-230)
Fungsi : Memindahkan bahan dari vertical shaft kiln (B-220) ke X-310 disertai proses pendinginan bahan sampai dengan 35 Co
Tipe : Plain spouts or chutes
Spesifikasi :
Kapasitas : 258,7146 cuft/jam Panjang : 30 ft Diameter : 10 in
Kecepatan putaran : 90 rpm Power : 4 hp
Jumlah : 1 buah
Bahan konstruksi : carbon steel
19.GRANULATOR ( X - 310 )
Fungsi : Granulasi cement retarder dengan bantuan pengadukan. Tipe : Standar granulator
Spesifikasi :
Kapasitas maksimum : 3,57 m3
Diameter : 1,5 meter Panjang : 9,1 meter Putaran drum : 6 rpm
Putaran pengaduk : 5 ¼ rpm
Power : 7,5 KW : 5,6 Hp Bahan konstruksi : carbon steel Cooling nozzle : 2 in
SPESIFIKASI ALAT V - 11
20.SCREW CONVEYOR-3 (J - 311)
Fungsi : Memindahkan bahan dari granulator (X-310) ke bucket elevator (J-312).
Tipe : Plain spouts or chutes
Spesifikasi :
Kapasitas : 305,5085 cuft/jam Panjang : 30 ft Diameter : 12 in
Kecepatan putaran : 75 rpm Power : 4 hp
Jumlah : 1 buah
Bahan konstruksi : carbon steel
21.BUCKET ELEVATOR -3 (J-312 )
Fungsi : Memindahkan bahan dari screw conveyor (J-311) ke ball mill (C-320).
Tipe : Centrifugal discharge bucket elevator
Spesifikasi :
Kapasitas : 20,2020 ton/jam Tinggi Elevasi : 52 ft
Kecepatan Bucket : 168,3502 ft/menit Bucket Spasing : 14 in
Ukuran Bucket : 8" x 5" x 5.5"
Power : 4 hp
Jumlah : 1 buah Putaran poros(head shaft) : 32,1736 rpm
Bahan : Carbon Steel
22. BALL MILL ( C-320 )
SPESIFIKASI ALAT V - 12
Spesifikasi :
Diameter Mill : 7 ft Panjang Mill : 5 ft
Bahan Mill : Carbon steel Diameter Ball : 0,5109 in Bahan ball : steel ball
Kecepatan putar : 24 rpm
Power : 130 Hp
Kapasitas : 485 ton/hari Jumlah : 1 buah
23. SCREEN (H- 321)
Fungsi : Menyeragamkan bahan yang telah dihaluskan
Tipe : High Speed Vibrating Screen
Spesifikasi :
Kecepatan vibrasi : 3600 vibrasi / menit Ukuran : 97 x 120 in
Power : 4 Hp Kapasitas : 570 ton/hari Jumlah : 1 buah
24. BUCKET ELEVATOR -4 (J-322 )
Fungsi : Memindahkan bahan oversize dari screen (H-321) ke ball mill (C-320).
SPESIFIKASI ALAT V - 13
Spesifikasi :
Kapasitas : 3,5651 ton/jam Tinggi Elevasi : 25 ft
Kecepatan Bucket : 57,29 ft/menit Bucket Spasing : 12 in
Ukuran Bucket : 6" x 4" x 4.5"
Power : 1,5 hp Jumlah : 1 buah Putaran poros(head shaft) : 10,95 rpm
Bahan : Carbon Steel
25. BELT CONVEYOR-2 ( J - 323 )
Fungsi : Memindahkan bahan dari bucket elevator (J-322) ke ball mill (C-3200
Tipe : Troughed belt on 45o idlers with rools of equal lenght
Spesifikasi :
Kapasitas : 3,56 ton/jam Belt width : 14 in
Trough width : 9 in Panjang : 38,1 ft Skirt seal : 2 in Belt speed : 200 ft/min Sudut elevasi : 21,8o Power total : 4 hp
Alat pembantu : Hopper Chute (pengumpan) Bahan konstruksi : Steel
SPESIFIKASI ALAT V - 14
26. SILO CEMENT RETARDER (F-410)
Fungsi : Menampung produk bahan(cement retarderr)
Tipe : Silinder tegak dengan tutup atas plat dan tutup bawah conis
Spesifikasi :
Kapasitas : 8670,9554 cuft Diameter : 17,67 ft
Tinggi : 35,34 ft Tebal shell : 1/3 in Tebal tutup atas : 1/3 in Tebal tutup bawah : 1/3 in Tinggi tutup bawah : 5,1 ft
Bahan : Carbon Steel SA-283 Grade C
PERANCANGAN ALAT UTAMA VI - 1
BAB VI
PERANCANGAN ALAT UTAMA
VI.1. Keterangan Alat
Nama : Vertical Shaft Kiln
Fungsi : Kalsinasi gypsum menjadi calcium sulfate hemihydrates Tipe : Standard Shaft Kiln ( Central Burner)
VI.2. Dasar Pemilihan
Berdasarkan pertimbangan atas fase zat yang bereaksi yaitu gas-solid, dan kapasitas produksi, maka kiln untuk reaksi dalam fase gas-solid dapat dibedakan jenisnya yaitu :
1. Kiln fase gas-solid dengan menggunakan katalis 2. Kiln fase gas-solid tanpa menggunakan katalis
Dalam kiln ini dilakukan kalsinasi gypsum pada suhu 160oC dengan tekanan 1 atm tanpa bantuan katalis. Untuk fase gas-solid tanpa menggunakan katalis dapat diklasifikasikan menjadi :
1. Kiln (Shaft atau Rotary) 2. Fluidized Bed Reactor 3. Spray Reactor
4. Dan lain-lainya. (Perry:1997)
Berdasarkan fase bahan yang bereaksi, volume serta ukuran partikel dari bahan baku gypsum rock, maka dipilh kiln jenis dengan tipe Shaft untuk mendapatkan hasil yang sesuai dengan perencanaan produk calcium sulfate.
PERANCANGAN ALAT UTAMA VI - 2
Zona utama terdiri dari Pre-heating zone, Calcining zone, dan Cooling zone, sedangkan zona lainnya adalah Storage zone dan Super-heating zone yang merupakan daerah disekitar burner.
Prisip kerja :
Pertama gypsum dimasukkan dari bagian atas shaft kiln melalui storage zone dan udara panas dialirkan secara counter-current (berlawanan arah) dihembuskan dari bagian bawah melalui burner sehingga terjadi proses kalsinasi gypsum dengan suhu operasi 160oC. Produk bawah berupa calcium sulfate kemudian dimasukkan ke cooling zone menuju ke cooling conveyor. Produk atas berupa udara panas dan padatan terikut dimasukkan pada cyclone dimana terjadi proses pemisahan gas dengan padatan terikut.
VI.3. Kondisi Operasi
PERANCANGAN ALAT UTAMA VI - 3
VI.4. Dasar Perencanaan
Penentuan volume kiln :
Feed masuk terdiri dari : 1. Gypsum (dried)
2. Udara panas dari utilitas
1. Gypsum (dried)
Bahan masuk :
Komponen Berat (Kg) Fraksi
berat
ρ (gr/cc) [ perry 7 ed;T.2-1]
CaSO4.2H2O 19429,9453 96% 2,32 CaCO3 609,0200 3,02% 2,711 MgCO3 97,7976 0,49% 3,037
NaCl 4,2769 0,02% 2,163
20141,0398 100,00%
Rate volumetrik = (41627.7529/145,64) x [(lb/jam)/(lb/cuft)] = 304,88 cuft/jam
Volume kiln dihitung berdasarkan volumetrik solid karena diharapkan solid dapat bereaksi seluruhnya dan disediakan ruang kosong bagi udara panas untuk mencegah kelebihan tekanan pada kiln.
fraksikomponenberatPERANCANGAN ALAT UTAMA VI - 4
Volume solid = 304,88 cuft/jam = 304,88 cuft/jam x 2,5 jam = 762,2125 cuft asumsi solid mengisi = 30% volume kiln maka volume kiln :
volume kiln = 2540,71 cuft = 71,94 m3
2. Udara panas
Dibutuhkan udara panas yang masuk ke kiln sebesar = 20206012,6kkal/jam Atau sebesar = 11181,7005 kg/jam
VI.5. Perencanaan Shell, Head
VI.5.1. Dimensi Kiln
Volume Kiln = 2540,71 cuft
Asumsi dimension ratio : H/D = 10 – 40 ( Ulrich,1984 : T.4-10;132)
Volume Kiln = ¼ л D2 H Diambil H/D = 10 H = 10 x D Maka :
2540,71 = ¼ л D2 ( 10 D) 2540,71 = 7,85 D3
D3 = 2540,71/7,85 = 323,6573 cuft
D = 6,8659 ft = 2,0927 meter ( memenuhi: diameter kiln maksimum 4 meter)
( Ulrich,1984 : T.4-10;132)
H/D = 10 H = 10 x 2,0927 meter = 20,927 meter
VI.5.2.Penentuan Tebal Minimum shell
Vertical shaft kiln memakai shell dari carbon steel SA 283 grade C dengan stress allowable = 12650 psi (Brownell & Young,1959:T.13-1).
Untuk las dipakai double welded but joint dengan effisiensi 80%, faktor korosi : C = 1/8
PERANCANGAN ALAT UTAMA VI - 5
Perhitungan tekanan design pada kiln :
dimana :
maka didapat nilai
= 1221,9876 lb/ft2 = 8,4860 psi Untuk faktor keamanan 10 %, digunakan tekanan
PERANCANGAN ALAT UTAMA VI - 6
Tebal tutup bawah disamakan dengan tebal tutup atas dan disesuaikan dengan tebal shell, tekanan operasi adalah 1 atm. Tebal tutup = 3/16 in.
PERANCANGAN ALAT UTAMA VI - 7
Area perpindahan panas pada kiln :
Q = U x A x ∆T keterangan ;
Q : Panas ;J/dt U : Koefisien perpindahan panas : 70 J/m2.dt.K (ulrich:T-4-10) A : Area rata-rata : 25,70 m2
∆T : LMTD; Kelvin LMTD :
suhu bahan masuk : 100 oC : 212 oF suhu bahan keluar : 160 oC : 320 oF
suhu udara masuk : 190 oC : 374 oF suhu udara keluar : 175,2 oC : 347,36 oF
∆t1 : 54 oF
∆t2 : 135,36 oF
LMTD : = 88,5355 oF = 31,4086 oC = 304,6 Kelvin
maka didapat Q : 547952,0696 J/dt
Kebutuhan panas untuk reaksi :
∆HR = 2473929,077 kkal/jam (neraca panas)
= 2877179,517 J/dt Karena panas yang beroperasi pada kiln lebih besar dari panas yang dibutuhkan
untuk reaksi maka dimensi kiln memenuhi syarat.
Isolasi :
Batu isolasi dipakai setebal 12 in
3 Diameter luar kiln = 6,8659 + 2 (
16
/ 12 )
= 6,8971 ft
Maka diameter kiln terisolasi = 2 x 12 6,7510 + (
12
)
PERANCANGAN ALAT UTAMA VI - 8
VI.5.4. Burner
Fungsi : Menghasilkan gas panas yang akan dipakai dalam kiln
Type : General purpose burner Kondisi operasi : suhu udara masuk burner = 30 oC = 86 oF
suhu gas masuk kiln = 190 oC = 374 oF
Perhitungan :
Rate udara masuk burner = 11181,7005 kg/jam Humidity = 0,0014 (humidity chart)
Volume spesifik :
V = 0,0405 (460 - t) x ( 0,622 + H )
= 0,0405 ( 460 + 86 ) x ( 0,622 + 0,0014 ) = 13,7852 cuft/menit
ρ = 1 / V
= 1 / 13,7852 = 0,0725 lb/cuft
Rate volumetrik = 11181,7005 x 2,2046 x 1
60 0,0725
= 5663,7082 cuft/menit
Dipakai 1 buah burner dengan ukuran sebagai berikut : A = 10 in = 0,83 ft (Perry 5, 1973:9-33)
B = 6 in = 0,5 ft C = 48 in = 4 ft
D = 12 in = 1 ft Bahan : Stainless steel
Perhitungan tebal refractory brick dan isolasi.
Direncanakan :
- Refractory brick terbuat dari fire clay (missouri) - Jenis isolasi adalah asbestos board
t1 = 374 oF
t5 = 86 oF
PERANCANGAN ALAT UTAMA VI - 9
Dari Marco & Brown, halaman 16 dan 17, diperoleh :
kmRB = 0.8781 Btu/(jam.ft2)(°F/ft)
Q/A = Panas yang hilang per satuan luas dinding refractory, Btu/jam.ft2 U = Koefisien heat transfer overall, Btu/jam.ft2°F
ΔT = Perbedaan suhu, °F kmRB = Koefisien konduktivitas rata-rata bagian reractory brick,
Btu/(jam.ft2)(°F/ft)
kmI = Koefisien konduktivitas rata-rata bagian isolasi, Btu/(jam.ft2)(°F/ft)
hi = koefisien heat transfer dari konveksi paksa, Btu/jam ft2°F
ho = Koefisien heat transfer dari konveksi secara alamiah dan radiasi,
PERANCANGAN ALAT UTAMA VI - 10
Perhitungan Koefisien Heat Transfer : 1. Koefisien heat transfer dari konveksi secara paksa (hi)
Pada suhu = (T1 + T2) / 2
=( 374 + 1500 ) / 2 = 937 oF
Dari tabel A-2 Marco & Brown halaman 306 diperoleh :
Cp = 0,2540 Btu/lb°F
2. Koefisien heat transfer dari konveksi secara alamiah (hc)
PERANCANGAN ALAT UTAMA VI - 12 Check terhadap suhu antara dinding refractory dan isolasi : Q/A = t2 - t3 / (xRB/kmRB)
32,6441 = 700 - t3
30/(12 x 0,75644) t3 = 1438,0402 oF
Suhu tersebut sudah mendekati suhu trial = 1500 °F Check terhadap permukaan isolasi :
Q/A = t3 - t4 / (xL/kmL)
32,6441 = 752 - t4
5/(12 x 0,1000) t4 = 992,6567 oF
Suhu tersebut sudah mendekati suhu trial = 1200 °F
Spesifikasi burner :
Fungsi : Menghasilkan gas panas yang akan dipakai dalam kiln
PERANCANGAN ALAT UTAMA VI - 13
Tebal refractory brick = 20 in Tebal isolasi = 5 in
Kapasitas : 11181,7005 kg/jam Jumlah : 2 buah (1 buah standby running)
Spesifikasi Kiln :
Nama : Vertical shaft kiln Fungsi : Kalsinasi gypsum menjadi calcium sulfate hemihydrate
Tipe : Standard Shaft Kiln ( Central burner) Diameter : 6,86 ft
Tinggi : 68,66 ft Tebal shell : 3/16 in
Tebal tutup atas : 3/16 in
Tebal tutup bawah : 3/16 in Bahan konstruksi : Carbon steel SA-283 grade C ( Brownell:253)
Isolasi : 12 in
INSTRUMENTASI DAN KESELAMATAN KERJA VII - 1
BAB VII
INSTRUMENTASI DAN KESELAMATAN KERJA
VII.1. Instrumentasi
Dalam rangka pengoperasian pabrik, pemasangan alat-alat instrument sangat dibutuhkan dalam memperoleh hasil produksi yang optimal. Dengan perlengkapan instrument maka variasi proses seperti tekanan, suhu, laju alir akan dapat diukur dan dikontrol sehingga sesuai dengan kondisi proses optimum yang dikehendaki.
Harga-harga variabel proses ini dapat dikendalikan baik secara manual maupun secara otomatis. Secara manual biasanya dilakukan dengan memberi instrumen petunjuk atau pencatat saja apabila terjadi penyimpangan suatu peubah, maka untuk mengembalikan suatu peubah tersebut pada kondisi yang diinginkan harus dilakukan secara manual. Sedangkan untuk pengontrolan secara otomatis merupakan suatu sistem pengendalian yang sudah di set pada kondisi tertentu, apabila terjadi penyimpangan maka secara otomatis instrumen itu akan mengembalikan peubah yang dikendalikan pada kondisi setting. Selain itu untuk peubah-peubah proses yang kritis harus dilengkapi dengan peralatan yang khusus, misalnya alarm otomatis sebagai peringatan kepada operator akan kondisi yang kritis dan berbahaya.
Pada uraian diatas dapat disederhanakan bahwa dengan adanya alat instrumentasi maka :
a. Proses produksi dapat berjalan sesuai dengan kondisi-kondisi yang telah ditentukan sehingga diperoleh hasil yang optimum.
b. Proses produksi dapat berjalan sesuai dengan efisiensi yang telah ditentukan dan kondisi proses tetap terjaga pada kondisi yang aman. c. Membantu keselamatan kerja.
INSTRUMENTASI DAN KESELAMATAN KERJA VII - 2
f. Bila terjadi penyimpangan selama proses produksi, maka dapat segera diketahui dan ditindak-lanjuti dengan cepat dan tepat.
Oleh karena itu dalam perencanaan pendirian pabrik ini, pengoperasian peralatan proses labih cenderung menggunakan alat kontrol otomatis. Namun demikian tenaga kerja masih sangat diperlukan dalam pengawasan proses.
VII.1.1. Pemilihan Instrumentasi
Untuk dapat menentukan jenis instrumentasi yang perlu digunakan pada suatu peralatan, terlebih dahulu perlu ditinjau kondisi operasi. Jadi harus diketahui input apa saja yang tak dapat dikontrol serta output dari alat kontrol yang diinginkan. Pemakaian instrumentasi harus menguntungkan baik ditinjau dari segi proses maupun segi ekonomi.
Faktor – faktor yang perlu diperhatikan dalam pemilihan instrumen adalah :
Level instrumen
Range yang perlu untuk pengukuran
Dibutuhkan ketelitian
Bahan konstruksi sets pengatur pemasangan instrumen pada kondisi proses
Mudah dalam pengawasan dan pengaturan
Mudah dalam perawatan dan perbaikan
Mudah dalam mendapatkan suku cadang
Harga peralatan relatif murah dengan kualitas yang memadai
Beberapa bagian instrumen yang diperlukan di dalam proses secara otomatis adalah :
1. Elemen pengontrol
INSTRUMENTASI DAN KESELAMATAN KERJA VII - 3
2. Elemen pengontrol akhir
Adalah elemen yang dapat merubah variabel manipulative sehingga variabel yang diukur tetap berada dalam range yang diinginkan.
3. Primary element
Adalah elemen yang dapat merasakan perubahan dari harga variabel yang diukur.
4. Elemen pengukur
Adalah elemen yang menerima output dari elemen primary dan melakukan pengukuran, termasuk peralatan petunjuk atau indikator serta peralatan pencatat atau recorder.
Tipe – tipe pengontrolan meliputi: 1. Indikator : sebagai alat petunjuk 2. Recorder : sebagai alat pencatat 3. Controller : sebagai alat pengontrol
VII.1.2. Macam-macam Instrumentasi 1. Pengatur suhu
a. T.I. ( Temperatur Indikator) Fungsi : Penunjuk suhu b. T.C. (Temperatur Controller)
Fungsi : Mengendalikan suhu agar dapat dipertahankan pada harga yang telah ditentukan.
2. Pengatur tekanan
a. P.I. ( Pressure Indikator) Fungsi : Penunjuk tekanan b. P.C.( Pressure Controller)
INSTRUMENTASI DAN KESELAMATAN KERJA VII - 4
3. Pengatur aliran
a. F.C. ( Flow Controller )
Fungsi : mengendalikan rate aliran b. F.R.C. ( Flow Recorder & Controller )
Fungsi : mencatat dan mengatur rate aliran. 4. Pengatur tinggi bahan
a. L.I. ( Level Indikator )
Fungsi : penunjuk tinggi bahan dalam aliran. b. L.C. ( Level Controller )
Fungsi : pengatur tinggi bahan dalam peralatan agar bertahan pada ketinggian yang telah ditentukan dan dapat dikenal juga dengan (WC = weight controller).
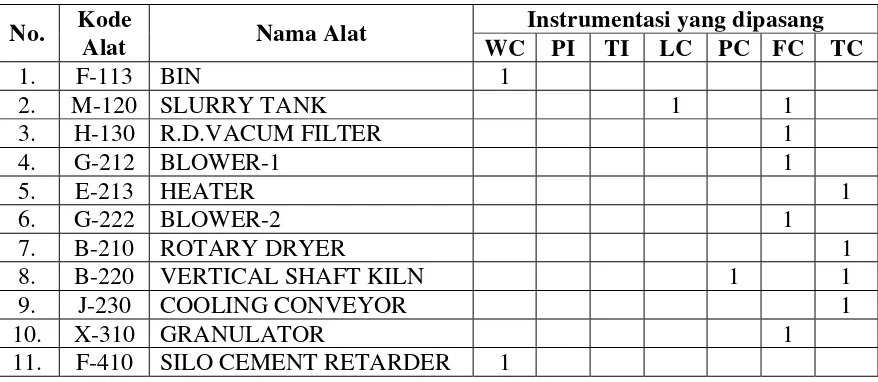
Tabel VII.1. Nama – nama alat dan bagian peralatan yang dikontrol dapat dilihat pada tabel berikut :
Instrumentasi yang dipasang No. Kode
Alat Nama Alat WC PI TI LC PC FC TC
1. F-113 BIN 1
2. M-120 SLURRY TANK 1 1
3. H-130 R.D.VACUM FILTER 1
4. G-212 BLOWER-1 1
5. E-213 HEATER 1
6. G-222 BLOWER-2 1
7. B-210 ROTARY DRYER 1
8. B-220 VERTICAL SHAFT KILN 1 1
9. J-230 COOLING CONVEYOR 1
10. X-310 GRANULATOR 1
INSTRUMENTASI DAN KESELAMATAN KERJA VII - 5
VII. 2. Keselamatan Kerja
Keselamatan kerja adalah hal yang paling utama yang harus mendapat perhatian yang besar, karena bila masalah ini diabaikan akan mengakibatkan terjadinya hal-hal yang tidak diinginkan. Dengan memperhatikan keselamatan kerja yang baik dan teratur, secara psikologis juga akan membuat para pekerja aman dan tenang sehingga dapat berkonsentrasi pada pekerjaannya, dengan demikian produktivitas juga akan meningkat.
Usaha dalam menjaga keselamatan kerja tidak hanya bertujuan menjaga keselamatan pekerja atau sumber daya manusia lain dalam lingkungan pabrik, tetapi juga untuk menjaga peralatan yang ada dalam pabrik. Terpeliharanya peralatan dengan baik, dapat menyebabkan penggunaan alat dalam jangka waktu lebih lama.
Secara umum ada 3 macam bahaya yang bisa terjadi dalam pabrik, sehingga harus diperhatikan dalam perencanaan, yaitu:
a. Bahaya kebakaran
Bahaya kebakaran merupakan hal yang sangat membutuhkan perhatian. Oleh karena itu diperlukan pengamanan yang sebaik – baiknya, terutama pada proses produksi.
Beberapa hal yang dapat menyebabkan kebakaran antara lain :
- Adanya nyala terbuka ( open flame) yang datang dari unit utilitas, workshop dan lain-lain.
- Adanya loncatan bunga api yang disebabkan karena korsleting aliran listrik seperti pada stop kontak, saklar serta instrument lainnya. Beberapa cara mencegah terjadinya kebakaran antara lain:
- Penempatan bahan – bahan yang mudah terbakar di tempat yang tertutup dan jauh dari sumber api.
- Larangan merokok di lingkungan pabrik, kecuali pada tempat – tempat yang telah disediakan.
INSTRUMENTASI DAN KESELAMATAN KERJA VII - 6
- Pemasangan kabel listrik yang diatur rapi dan jauh dari panas.
- Pemasangan alat pemadam kebakaran di setiap tempat yang paling rawan.
b. Bahaya mekanik
Bahaya mekanik biasanya disebabkan oleh pengerjaan konstruksi yang tidak memenuhi syarat yang berlaku. Sebagai contoh untuk peralatan pabrik seperti baja atau pada tangki harus disediakan seleksi bahan konstruksi, juga penyediaan alat – alat kontrol yang kesemuanya itu bertujuan untuk menghindari terjadinya bahaya ledakan. Konstruksi bangunan harus diperhatikan kekuatannya. Hal lain yang perlu diperhatikan yaitu perawatan secara periodik terhadap seluruh peralatan dan instalasi pabrik.
c. Bahaya terhadap kesehatan
Tabel VII.2. Fasilitas-fasilitas yang dapat menunjang keselamatan kerja para karyawannya, yaitu :
No. Alat pelindung Yang perlu dilindungi 1.
2.
3.
4.
5.
Masker dan sarung tangan
Petugas yang bekerja pada bagian alat proses dan produk
Petugas yang bekerja pada bagian alat proses
Petugas yang bekerja pada bagian alat proses dan produk
Petugas yang bekerja pada bagian alat proses
Petugas yang bekerja pada bagian alat proses
Dari segi perencanaan, usaha-usaha yang dilakukan untuk mencegah atau memperkecil bahaya di atas, sebagai berikut :
INSTRUMENTASI DAN KESELAMATAN KERJA VII - 7
2. Jaringan listrik pada daerah proses diberi isolasi khusus yang tahan panas. Pada peralatan yang tinggi diberi hubungan antara tanah dengan penangkalan petir yang memenuhi syarat.
3. Perpipaan diatas tanah sedikitnya dipasang 2 m, sedangkan perpipaan dibawah tanah diatur sedemikian sehingga tidak mengganggu lalu lalang pekerja.
4. Permukaan tanah diberi isolasi secukupnya, demikin pula pada bagian yang bergerak dari mesin – mesin diberi rangka penutup.
5. Penerangan pada seluruh pabrik harus memadai dan pada keadaan darurat, misalnya terjadi kebakaran, sistem penerangan harus tetap bekerja.
6. Pada daerah – daerah proses yang berbahaya dipasang papan peringatan yang mudah terlihat dan dibaca oleh para pekerja, sesuai dengan standart yang ditentukan oleh dinas keselamatan kerja departemen tenaga kerja. 7. Disediakan poliklinik yang mempunyai sarana yang cukup memadai
pertolongan darurat. Meskipun dari segi perencanaan kemungkinan terjadinya bahaya dibuat sekecil mungkin, namun faktor manusiawi dan kesehatan para pekerja sangat berperan dalam keselamatan kerja. Karenanya perlu dipersiapkan program latihan untuk menghadapi bahaya. Dengan latihan periodik tentunya kesadaran karyawan akan selalu ditingkatkan.
UTILITAS VIII - 1
BAB VIII UTILITAS
Pada pabrik Cement retarder ini diadakan suatu unit pembantu, yaitu unit utilitas, sebagai unit yang berfungsi untuk menyediakan bahan maupun tenaga pembantu sehingga membantu kelancaran operasi dari pabrik. Utilitas yang terdapat dalam pabrik Cement retarder meliputi beberapa unit yaitu :
1. Unit Penyediaan Air
2. Unit Penyediaan Steam
3. Unit Pengolahan Air ( Water Treatment )
4. Unit Penyediaan Listrik
5. Unit Penyediaan Bahan Bakar
VIII.1. Unit Penyediaan Air
Air di dalam pabrik memegang peranan penting dan harus memenuhi persyaratan tertentu yang disesuaikan dengan masing-masing keperluan di dalam pabrik. Penyediaan air untuk pabrik ini direncanakan dari air sungai.
Air sungai sebelum masuk ke dalam bak penampung, dilakukan penyaringan lebih dahulu dengan maksud untuk menghilangkan kotoran yang bersifat makro dengan jalan memasang sekat-sekat kayu agar kotoran tersebut terhalang dan tidak ikut masuk ke dalam tangki penampung (reservoir). Dari tangki penampung kemudian dilakukan pengolahan (dalam unit water treatment). Untuk menghemat pemakaian air, maka diadakan sirkulasi. Air dalam pabrik ini dipakai untuk :
UTILITAS VIII - 2
4. Air Umpan Boiler
VIII.1.1. Air Sanitasi
Air sanitasi untuk keperluan minum, masak, cuci, mandi dan sebagainya.
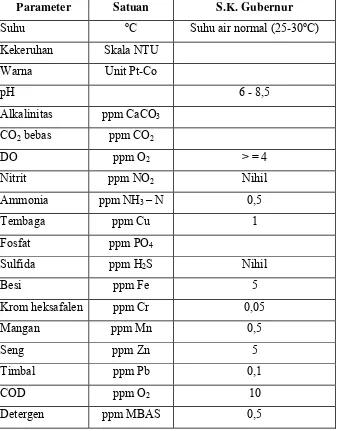
Tabel VIII.1. Standart Baku Mutu Air Bersih berdasarkan KepMenKes No.492 Tahun 2010, baku mutu air baku harian :
Parameter Satuan S.K. Gubernur
Suhu oC Suhu air normal (25-30oC) Kekeruhan Skala NTU
Warna Unit Pt-Co
pH 6 - 8,5
Alkalinitas ppm CaCO3
CO2 bebas ppm CO2
DO ppm O2 > = 4
Nitrit ppm NO2 Nihil
Ammonia ppm NH3 – N 0,5
Tembaga ppm Cu 1
Fosfat ppm PO4
Sulfida ppm H2S Nihil
Besi ppm Fe 5
Krom heksafalen ppm Cr 0,05
Mangan ppm Mn 0,5
Seng ppm Zn 5
Timbal ppm Pb 0,1
COD ppm O2 10
Detergen ppm MBAS 0,5
UTILITAS VIII - 3
Kebutuhan air sanitasi untuk pabrik ini adalah untuk :
- Karyawan, asumsi kebutuhan air untuk karyawan = 15 liter/hari per orang = 15 liter/hari per orang x 140 orang = 2,10 m3/hari
- Keperluan Laboratorim = 2 m3/hari - Untuk menyiram kebun dan kebersihan pabrik = 10 m3/hari
- Cadangan/lain-lainnya = 10 m3/hari +
Total kebutuhan air sanitasi = 24,10 m3/hari
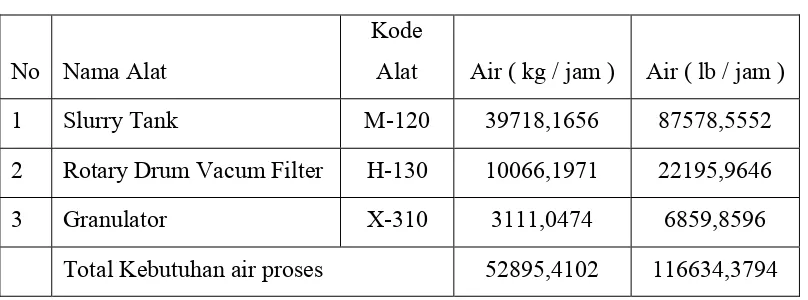
VIII.1.2. Air Proses
Tabel VIII.2. Kebutuhan air proses untuk pabrik :
No Nama Alat
Kode
Alat Air ( kg / jam ) Air ( lb / jam ) 1 Slurry Tank M-120 39718,1656 87578,5552 2 Rotary Drum Vacum Filter H-130 10066,1971 22195,9646 3 Granulator X-310 3111,0474 6859,8596 Total Kebutuhan air proses 52895,4102 116634,3794
Total kebutuhan air proses = 52895,4102 kg/jam = 1269489,8437 kg/hari = 52895.4102 liter/jam
Jadi total kebutuhan air proses =52,8954 m3/jam = 1269,4898 m3/hari
VIII.1.3. Air Pendingin
Tabel VIII.3. Kebutuhan air pendingin untuk pabrik :
No Nama Alat Kode Alat Air ( kg / jam )
1. Cooling Conveyor J-230 33185,4741
UTILITAS VIII - 4
= 33185,4741 liter/jam = 33,1855 m3/jam
= 796,4514 m3/hari
Dianggap kehilangan air pada waktu sirkulasi adalah 10% dari total air pendingin. Sehingga, sirkulasi air pendingin adalah 90%.
Air yang disirkulasi = 90% ×796,4514 m3/hari = 716,806 m3/hari.
Air yang ditambahkan sebagai make up water = 10% × 796,4514 = 79,6451 m3/hari
Total kebutuhan air (disirkulasi) sebesar :
= 796,4514 + 79,6451 = 876,0965 m3/hari 876,0965 X 264,17
=
24 X 60
= 160,7211 gpm
COOLING TOWER (P-283)
Fungsi : Mendinginkan air pendingin yang sudah terpakai.
Untuk keperluan ini digunakan cooling tower dengan spesifikasi sebagai berikut : Kapasitas = 796,4514 m3/hari = 796451,378 lt/hari
T air masuk pada cooling tower = T1 = 45 oC = 113 oF
T air keluar cooling tower = T2 = 30 oC = 86 oF
Perbedaan suhu = 45 oC – 30 oC = 15 oC Diambil kondisi 70% relative humidity 250C. T wet bulb = Twb = 680F
Temperature approach = T2-Twb
= 86 - 68 = 180F Temperature range = T1-T2
= 113 - 86 = 270F
Dengan dasar perhitungan dari (Perry 3th,1949), diperoleh : - Tinggi cooling tower = 35 ft
UTILITAS VIII - 5
- Kecepatan angin = 3 mil/jam
L = = (Perry 3th,1949) Keterangan :
L = Panjang cooling tower, ft W = Wind convection factor C = Konsentrasi air/ft2 cooling. CW = wet bulb correction factor. Diperoleh :(Perry 3th ,1949)
W = 1 CW = 0,95 C = 2 CH = 1,25 Maka dapat diperoleh :
160,7211 x 1
Diambil % standart tower performance 100% dari (Perry 6th,1984) didapat :
Maka power untuk fan = 0,04 × 80,3606 = 3,2144 Hp Dipakai power = 3 Hp.
Spesifikasi :
Nama : Cooling Tower
Tipe : Cross Flow Induced Draft Cooling Tower Tinggi : 35 ft
UTILITAS VIII - 6
Jumlah deck : 12 buah Bahan konstruksi : Fiber glass Jumlah : 1 buah
VIII.1.4. Air Umpan Boiler (boiler feed water)
Air ini dipergunakan untuk menghasilkan steam didalam boiler. Air boiler harus memenuhi persyaratan yang sangat ketat, karena kelangsungan operasi sangat tergantung pada kondisi air umpannya.
Beberapa persyaratan yang harus dipenuhi antara lain :
a. Bebas dari zat penyebab korosi seperti asam dan gas-gas terlarut.
b. Bebas dari zat penyebab kerak yang disebabkan oleh kesadahan air yang tinggi dan biasanya berupa garam-garam karbonat dan silika.
c. Bebas dari zat peyebab timbulnya buih ( busa ) seperti zat-zat organik, anorganik dan minyak.
d. Kandungan logam dan impuritis seminimal mungkin. Kebutuhan air untuk umpan Boiler = 35753,3858 lb / jam = 16,3203 m3 / jam = 391,6861 m3 / hari
VIII.2. Unit Penyedia Steam
Untuk keperluan pamanasan diperlukan steam. Adapun keperluan steam untuk pabrik ini adalah :
No Nama Alat Kode alat Steam ( kg / jam ) 1 Heater Rotary dryer (E-213) 11599,4019
Total kebutuhan steam = 11599,4019 kg/jam = 25572,041 lb/jam
Untuk faktor keamanan dari kebocoran-kebocoran yang terjadi, maka direncanakan steam yang dihasilkan 20 % lebih besar dari kebutuhan steam total : = 1,2 x 25572,041 lb/jam = 30686,4498 lb/jam.
Direncanakan boiler menghasilkan steam jenuh pada tekanan : Tekanan = 792,02 kPa = 114,8429 psia
UTILITAS VIII - 7
Menghitung kebutuhan bahan bakar : ms ( h - hf )
mf =
eb . F
x 100%
(Severn, W.H,1977:142) Keterangan :
mf = massa bahan bakar yang dipakai, lb / jam. ms = massa steam yang dihasilkan, lb / jam hv = enthalpy uap yang dihasilkan, Btu / lb. hf = enthalpy liquida masuk, Btu / lb.
eb = effisiensi boiler = 60 - 85% ditetapkan eb = 70% F = nilai kalor bahan bakar, Btu / lb
Boiler dipakai untuk menghasilkan steam jenuh bertekanan 792,02 kPa dan pada suhu 200 oC
h = 1199,1200 Btu / lb Steam table ( Smith&Vannes 5th,1974) hf = 366,33 Btu / lb Steam table (Smith&Vannes 5th,1974) eb = 70 (diambil effisiensi tengah) F = nilai kalor bahan bakar Digunakan bahan bakar minyak residu (fuel) oil grade 4
( Hougen,1984)
r = 59,14 lb / cuft F = 18800 Btu / lb
ms ( h - hf )
mf =
eb . F
x 100%
30686,4498 x ( 1199,12 - 366,33 ) x 100% =