BAB II
LANDASAN TEORI
2.1 Definisi maintenance
Maintenance (perawatan) menurut Wati (2009) adalah “semua tindakan teknik dan administratif yang dilakukan untuk menjaga agar kondisi mesin/peralatan tetap baik dan dan dapat melakukan segala fungsinya dengan baik, efisien, dan ekonomis sesuai dengan tingkat keamanan yang tinggi.”
Pendapat tersebut sejalan dengan pendapat Stephens (2006:3), yang menyatakan bahwa “all activities necessary to keep a system and all of its components in working order.” Sehingga dapat dikatakan bahwa seiring berlalunya waktu fungsi mesin serta peralatan yang digunakan untuk produksi semakin lama akan berkurang. Namun dengan adanya suatu sistem perawatan yang baik, maka usia kegunaan mesin dapat diperpanjang dengan melakukan perawatan secara berkala dengan perawatan yang tepat. Terdapat dua hasil yang diharapkan dari kegiatan perawatan, yaitu :
9
a) Condition maintenance, yaitu aktivitas perawatan untuk mempertahankan keadaan mesin/peralatan agar dapat berfungsi dengan baik sesuai dengan usia ekonomis mesin itu.
b) Replacement maintenance, yaitu aktivitas perawatan untuk perbaikan dan penggantian komponen mesin tepat pada waktunya sesuai dengan jadwal yang telah direncanakan.
2.2 Tujuan maintenance
Kegiatan Maintenance (perawatan) secara garis besar dilakukan untuk mencegah kerusakan mesin/peralatan yang digunakan untuk kegiatan produksi terlalu cepat, selain itu kegiatan perawatan haruslah memiliki kriteria efektif, efisien, serta berbiaya rendah. Berikut ini beberapa tujuan kegiatan perawatan menurut Wati (2009), antara lain :
a) Memperpanjang usia pakai dari mesin/peralatan.
b) Menjaga fungsi dari mesin/peralatan agar tetap baik.
c) Menjamin ketersediaan optimum mesin/peralatan.
d) Menjamin kesiapan operasional mesin/peralatan.
e) Mengurangi downtime mesin/peralatan (memaksimalkan ketersediaan) f) Menjamin keselamatan user mesin/peralatan tersebut.
g) Menjamin kepuasan pelanggan.
2.3 Total Productive Maintenance (TPM)
2.3.1 Definisi Total Productive Maintenance (TPM)
Definisi Total Productive Maintenance (TPM) menurut Wireman (2004:1), “is maintenance activities that are productive and implemented by all employees.” Jadi TPM merupakan suatu aktivitas perawatan yang produktif serta diimplementasikan oleh seluruh lapisan karyawan pada suatu perusahaan atau organisasi. Metode ini melibatkan seluruh elemen dari organisasi, yaitu :
a) Departemen Maintenance b) Operasional
c) Fasilitas d) Desain
e) Pelaksana proyek f) Kontruksi
g) Persediaan dan penyimpanan h) Pembelian
i) Accounting dan Finance.
j) Manajemen di pabrik dan area lapangan.
Hal tersebut sejalan dengan pendapat Panneerselvam (2005:469),
“Total Productive Maintenance (TPM) is a management system for optimizing
the productivity of manufacturing equipment thruogh systematic equipment
maintenance involving employees at all levels.” Dimana semua karyawan dari
berbagai level dan tingkatan, serta berbagai divisi ikut bertanggung jawab atas kegiatan perawatan agar kegiatan manufaktur berjalan secara optimal.
2.3.2 Pilar dari Total Productive Maintenance (TPM)
Pada sistem Total Productive Maintenance (TPM) memiliki dasar pondasi yang menjadi ciri khas sistem ini, dasar pondasi tersebut di sebut juga pilar, pilar ini terdiri dari delapan metode yang menjadi penyokong berjalannya suatu sistem TPM, dimana delapan pilar ini saling terkait antara satu sama lain. Delapan pilar tersebut menurut Ahuja dan Kahamba ( 2008 ) antara lain yaitu :
a) Autonomous maintenance b) Focussed Improvement c) Planned maintenance d) Quality maintenance e) Education and Training f) Development Management g) Safety, health, and environment h) Office TPM
Dalam pilar-pilar tersebut diatas dapat dijelaskan secara singkat maksud atau pengertian dari masing-masing item yaitu :
a) Autonomous maintenance atau dalam bahasa Jepang Jishu Hozen adalah
pemeliharaan yang independent yang artinya pekerjaan maintenance yang
biasanya pekerjaan dilakukan oleh bagian maintenance dapat dialihkan ke bagian lain dalam hal ini operator peralatan yang tentunya sesuai dengan kapasitasnya sebagai supporting maintenance, yang bertujuan meningkatkan kemampuan operator dalam merawat peralatan dan terlibat dalam proses perbaikan yang terkait dengan aspek produksi dengan perbaikan pada operasi dan manajemen peralatan yang termasuk dalam lingkup gerakan 5S.
b) Focused Improvement dan proses improvement ( Kobetsu Kaizen ) adalah perbaikan secara terus menerus atau berkesinambungan dalam tiap aspek penting dari setiap departemen yang menjalankan, yang bertujuan untuk meminimalisir berbagai kerugian atau losses untuk mendapatkan hasil efektifitas yang lebih baik dalam bentuk OEE, baik dengan perbaikan metode kerja maupun standar proses dan mesin.
c) Planned Maintenance bertujuan untuk mengontrol kerusakan dari peralatan setelah jam kerja operasi yang cukup lama sebelum terjadi kerusakan yang lebih parah yang dasar pelaksanaannya dengan mengunakan histori data atau pengalaman-pengalaman sebelumnya.
d) Quality Maintenance adalah sistem pengaturan terhadap kualitas yang
bertujuan untuk memiliki pengetahuan dan standar untuk membuat produk
yang sesuai dengan spesifikasi yang ditetapkan sehingga penyimpangan
kualitas dalam proses dapat segera untuk diperbaiki dengan mengaitkan
faktor – faktor dalam proses seperti 4M yaitu Manusia, Mesin, Metode, dan Material.
e) Education and Training adalah suatu program yang bertujuan untuk meningkatkan skill atau kemampuan dari tiap personil terhadap suatu bidang kerja nya, salah satu bentuk training tersebut adalah training 5S, pengoperasian mesin baru dan teknik perawatan yang baik dan program training lainnya.
f) Development Management adalah yang berkaitan dengan pengembangan mesin untuk efektifitas yang tinggi serta proses cepat untuk pengembangan hal baru.
g) Safety, health and environmental terkait dengan masalah kesehatan, keselamatan dan kenyamanan lingkungan dalam bekerja bagi si pekerja dengan pemakaian alat pelindung kerja dan penerapan tanda-tanda yang menunjukkan area atau proses yang berbahaya yang beresiko untuk mencapai zero accident.
h) Office TPM adalah terkait dengan peranan administrasi dalam
pengumpulan dan penyajian data yang diperlukan tiap departemen untuk
pengambilan keputusan lebih lanjut, serta kantor yang berorientasi untuk
dukungan yang sangat baik serta meningkatkan efisiensi jam kerja
operator.
2.3.3 Tujuan Total Productive Maintenance (TPM)
Berikut ini merupakan tujuan dari maintenance menurut Wireman (2004:2), antara lain yaitu :
a) Meningkatkan efektifitas dari mesin/peralatan.
Memastikan bahwa suatu mesin/peralatan bekerja sesuai dengan fungsi dan spesifikasinya secara efektif.
b) Meningkatkan efektifitas dan efisiensi dari perawatan.
Memfokuskan pada kegiatan perawatan yang efektif dan efisien pada saat melakukan perawatan pada mesin/peralatan.
c) Manajemen perawatan yang tepat.
Tujuannya adalah untuk mengurangi tingkat perawatan dari suatu mesin/peralatan, agar biaya perawatan keseluruhan tidak membengkak.
d) Melakukan pelatihan untuk meningkatkan keahlian kepada semua orang yang terlibat, dan dapat berkontribusi dalam kegiatan perawatan.
Tidak hanya melibatkan anggota maintenance department, tapi juga pada seluruh operator, serta karyawan lainnya.
e) Melibatkan operator pada setiap kegiatan perawatan rutin.
Kegiatan ini bertujuan agar seluruh operator dapat memahami serta
menangani setiap masalah yang mungkin timbul.
2.4 Biaya perawatan
Riset menunjukkan bahwa banyak perusahaan di sana yang menghabiskan banyak biaya hanya untuk kegiatan perawatan, dimana hal ini tentu saja sangat boros dan tidak perlu. Menurut Wireman (2004), ada beberapa hal mempengaruhi biaya dari perawatan, antara lain :
a) Penjadwalan perawatan.
b) Perekrutan dan pelatihan teknisi perawatan.
c) Breakdown yang terlalu banyak.
d) Kurangnya dukungan dari manajemen tingkat atas.
Sebenarnya beberapa pengeluaran yang tidak penting dapat dihindari
dengan menerapkan metode perawatan yang baik, sehingga akan mengurangi
biaya perawatan, yang berakibat meningkatnya profit. Oleh karena itu pada
setiap perusahaan sebaiknya dicari suatu kondisi yang ideal untuk melakukan
suatu perbaikan secara optimal pada kegiatan perawatan. Level optimum dari
tindakan pencegahan merupakan suatu titik dimana biaya total (biaya yang
berhubungan dengan perawatan pencegahan ditambah biaya perbaikan
peralatan rusak) berada pada titik minimum, seperti pada gambar berikut.
Grafik 2.1. Perbandingan biaya pada level perawatan yang berbeda (Sumber : Stephens, 2006)
Dari gambar diatas diketahui bahwa perbandingan antara program perawatan dengan biaya total perawatan (biaya perbaikan kerusakan) berbanding lurus. Selanjutnya dapat diketahui juga bahwa biaya total perawatan dan breakdown menunjukkan penurunan seiring dengan penerapan program perawatan yang tepat, atau dapat dikatakan berbanding terbalik.
Variasi dari beberapa faktor seperti jenis dan usia mesin/peralatan, tipe industri, tingkat skill teknisi dapat mempengaruhi kemiringan kurva preventive maintenance (PM). Perubahan dari kemiringan kurva PM juga akan merubah posisi dari titik optimum. Untuk lebih paham, contohnya pada gambar dibawah ini.
Repair and Breakdown Preventive Maintenance Optimum
Costs
Level of Maintenance commitment
Grafik 2.2. Perbandingan biaya perawatan dengan variasi kemiringan PM.
(Sumber : Stephens, 2006)
Maka dari itu kebijakan perawatan yang tepat sangat penting bagi suatu perusahaan agar biaya yang dikeluarkan untuk perawatan dapat terkendali dengan baik, dan dalam level optimum yang baik pula.
2.5 Jenis maintenance 2.5.1 Planned maintenance
Planned maintenance atau disebut juga dengan perawatan terencana merupakan suatu bagian dari pilar pada Total Productive Maintenance (TPM).
Menurut Panneerselvam (2005:469), tujuan dari metode ini adalah “Planned maintenance aims to have trouble free machines and equipments to produce defect free products to fully satisfy customers requirements.” Sehingga dapat dikatakan bahwa planned maintenance bertujuan untuk menciptakan suatu
Repair and Breakdown Preventive
Maintenance Preventive
Maintenance
Costs
Level of Maintenance commitment
kondisi mesin yang bebas masalah dan menghasilkan suatu produk yang bebas cacat, sehingga kepuasan pelanggan dapat terpenuhi. Lalu definisi Planned maintenance menurut Wati (2009), “pemeliharaan yang diorganisasi dan dilakukan dengan pemikiran ke masa depan, pengendalian dan pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya.” Jadi dapat dikatakan Planned maintenance merupakan jenis perawatan yang telah telah diorganisir, direncanakan, dijadwalkan, serta dilakukan pencatatan pada setiap prosesnya.
Pada Planned maintenance mempunyai tiga bentuk tipe perawatan, yaitu :
a) Reactive atau Corrective maintenance (repair and breakdown)
Perawatan perbaikan ini dilakukan tepat pada saat terjadi kegagalan mesin atau pada saat mesin benar-benar rusak. Perawatan ini menuntut operator serta teknisi untuk melakukan hal-hal yang mencakup :
1) Mencatat hasil yang timbul dari kerusakan yang terjadi secara detail dan terperinci, sehingga operator dan teknisi dapat menganalisa kerusakan dan mencari penyebabnya.
2) Ikut memberikan masukan-masukan setelah melakukan
pencatatan serta menganalisanya, yang tujuannya adalah
mencegah kejadian serupa terjadi kembali pada
mesin/peralatan
b) Preventive maintenance
Perawatan jenis ini adalah kebalikan dari perawatan perbaikan, perawatan ini dilakukan untuk mencegah dan memperbaiki masalah sebelum terjadi kegagalan mesin/peralatan. Dalam hal ini pemeriksaan merupakan kegiatan yang penting untuk pembuatan laporan dan merencanakan perawatan yang rutin untuk kegiatan selanjutnya agar lebih tepat dan cepat. Langkah-langkah standar yang dilakukan untuk melakukan perawatan jenis ini adalah :
1) Membersihkan area dekat mesin/peralatan, seperti membersihkan debu, membersihkan sisa pelumas yang tercecer, membersihkan sisa-sisa scrap, dan lain-lain.
2) Inspeksi mesin/peralatan setelah digunakan, seperti memeriksa tingkat ketinggian oli, memeriksa apakah ada baut di mesin yang lepas, atau kabel yang lepas serta terbuka, dan lain-lain.
3) Pelumasan terhadap bagian mesin/peralatan yang mungkin memerlukannya.
c) Predictive maintenance
Perawatan ini merupakan perkembangan dari Preventive maintenance,
perawatan ini dilakukan pada interval waktu yang telah ditentukan
berdasarkan prediksi hasil analisa. Data yang digunakan untuk
dianalisa dalam sistem perawatan ini dapat berupa temperatur, getaran,
bahan kimia pelumas dan lain-lain.
2.5.2 Autonomous maintenance
Suatu sistem pemeliharaan mandiri, dimana kegiatan perawatan mesin/peralatan dilakukan oleh operator sendiri, seperti yang dikatakan oleh Panneerselvam (2005:469), “to prepare the operators to take care of routine maintenance task which will help to free the core maintenance personnel to concentrate on high end maintenance activities.” Namun hanya berlaku pada perawatan ringan saja yang dilakukan oleh operator tersebut. Beberapa tujuan dari Autonomous maintenance adalah sebagai berikut :
a) Mencegah dan mengurangi lama waktu mesin/peralatan downtime.
b) Mencegah defect dari proses mesin.
c) Mempercepat penanganan mesin downtime.
d) Meningkatkan ketahanan mesin.
e) Menjaga kondisi mesin dalam keadaan prima.
f) Mencegah kerusakan mesin yang lebih parah.
g) Meningkatkan pemahaman operator dan skill tentang mesin.
h) Mengurangi resiko kecelakaan kerja, karena operator lebih paham dengan sistem safety dari mesin.
2.6 Reliability Centered Maintenance (RCM)
RCM menurut Moubray (1992:7), “a process used to determine what
must be done to ensure that any physical asset continues to do what its user
want it to do in its present operating context.” Sehingga dapat dikatakan sistem ini diciptakan untuk menentukan langkah yang diperlukan dan menentukan perawatan yang efektif untuk menjamin seluruh fasilitas fisik berjalan dengan baik dan sesuai fungsinya. Metode ini merupakan suatu metode pendekatan perawatan yang mengkombinasikan praktek dan strategi dari seluruh elemen planned maintenance (Preventive maintenance dan corrective maintenance) untuk memaksimalkan umur mesin/peralatan dengan biaya yang minimal (minimum cost).
Untuk menerapkan metode RCM maka diperlukan langkah-langkah sebagai berikut :
a) Identifikasi mesin/peralatan yang penting untuk di lakukan tindakan maintenance, dengan menggunakan metode :
Failure, Mode, Effect, Criticality Analysis (FMECA).
Fault Tree Analysis (FTA).
MTBF (Mean Time Between Failure), MTTR (Mean Time To
Repair) dan MTTF (Mean Time To Failure).
b) Menentukan penyebab terjadinya kegagalan, untuk hal ini diperlukan data histori yang lengkap.
c) Mengklasifikasi tingkatan maintenance.
d) Mengimplementasikan keputusan berdasarkan RCM
e) Melakukan evaluasi.
2.7 Overall Equipment Effectiveness (OEE)
Efektivitas suatu sistem produksi berpengaruh terhadap keuntungan yang akan di peroleh perusahaan. Salah satu metode yang umum digunakan untuk mengukur dan memaksimalkan efektifitas adalah dengan Overall Equipment Effectiveness ( OEE ).
OEE merupakan pengukuran efektifitas secara keseluruhan untuk mengevaluasi seberapa capaian performansi dan reliability peralatan. OEE merupakan indikator performansi produktivitas yang didasarkan pada level tertentu dari performansi yang diharapkan. Besarnya kesempatan untuk memperbaiki produktivitas yang diidentifikasi dengan menggunakan OEE tergantung pada langkah yang tepat yang diambil oleh perusahaan. Dengan OEE dapat diketahui dan diukur penyebab melemahnya kinerja peralatan.
Tujuan dari OEE adalah sebagai alat ukur performa dari suatu sistem
maintenance, dengan menggunakan metode ini maka dapat diketahui
ketersediaan mesin/peralatan, efisiensi produksi, dan kualitas output
mesin/peralatan. Penggunaan OEE sebagai performance indicator ,
mengambil periode basis waktu tertentu, seperti shiftly, harian, mingguan,
bulanan, maupun tahunan. Pengukuran OEE lebih efektif digunakan pada
suatu peralatan produksi. OEE dapat digunakan dalam beberapa tingkatan
pada sebuah lingkungan perusahaan. OEE dapat dipergunakan sebagai “
benchmark “ untuk mengukur rencana perusahaan dalam performasi. Nilai
OEE, perkiraan dari suatu aliran produksi, dapat digunakan untuk
membandingkan garis performansi melintang dari perusahaan, maka akan terlihat aliran yang tidak penting.
Selain digunakan untuk mengetahui performa peralatan, suatu ukuran OEE dapat digunakan sebagai bahan pertimbangan untuk keputusan pembelian peralatan baru. Dalam hal ini, pihak pengambil keputusan mengetahui dengan jelas kapasitas peralatan yang ada sehingga keputusan yang tepat dapat diambil dalam rangka memenuhi permintaan pelanggan.
Untuk itu OEE dapat dirumuskan dengan melihat hubungan antara ketiga elemen produktifitas tersebut dapat dilihat pada rumus dibawah ini, dimana :
OEE % = A x P x Q x 100%
Dimana : A = Avalability (waktu ketersediaan mesin/peralatan).
P = Performance effectiveness.
Q = Quality.
Menurut Hansen ( 2001 ) dalam Overall Equipment Effectiveness ( OEE ) dapat dikategorikan menjadi :
< 65% tidak dapat diterima
65 - 75 % cukup baik, hanya ada kecenderungan adanya peningkatan
tiap kuartalnya
75 – 85 % sangat bagus, lanjutkan hingga world class level ( > 85%
untuk batch type process dan > 90% untuk continuous discrate process )
Untuk ideal parameter OEE adalah availability > 90%, Performance Efficiency > 95%, Quality rate product > 99%
Faktor-faktor yang mempengaruhi OEE atau biasa disebut dengan six big losses disajikan dalam tabel berikut ini :
Six Big Losses Category OEE Loss Category OEE Factor Equipment Failure
Downtime Losses Availability ( A ) Setup and adjustment
Idling and minor stoppages
Speed Losses Performance ( P ) Reduced Speed
Reduce Yield
Defect Losses Quality ( Q ) Quality Defect
Tabel 2.1 Six Big Losses
( Sumber : Jurnal Performance Measurement of Mining Equipment by Utilizing OEE, 2010 )
Enam kerugian atau six big losses yang mengakibatkan downtime dibagi dalam beberapa hal berikut :
Kerugian karena peralatan berhenti beroperasi
1. Kerusakan peralatan : diakibatkan oleh kerusakan yang tidak terduga
2. Setup dan penyesuaian ( Setup and adjustment ). Kerugian atas waktu yang dibutuhkan untuk equipment setup dan adjustment terlalu lambat sehingga akan mengurangi produktivitas.
Kerugian karena memperlambat operasi
3. Berhenti sebentar atau tiba-tiba berhenti (Idling and Minor Stoppages) 4. Pengurangan kecepatan ( Reduce Speed ). Kerugian karena kecepatan
alat lambat.
Kerugian karena menghasilkan produk rusak 5. Cacat dalam proses ( Defect in process )
6. Berkurangnya hasil produksi ( Reduce yield ). Kerugian antara saat produksi dimulai hingga produksi berlangsung lancar/stabil.
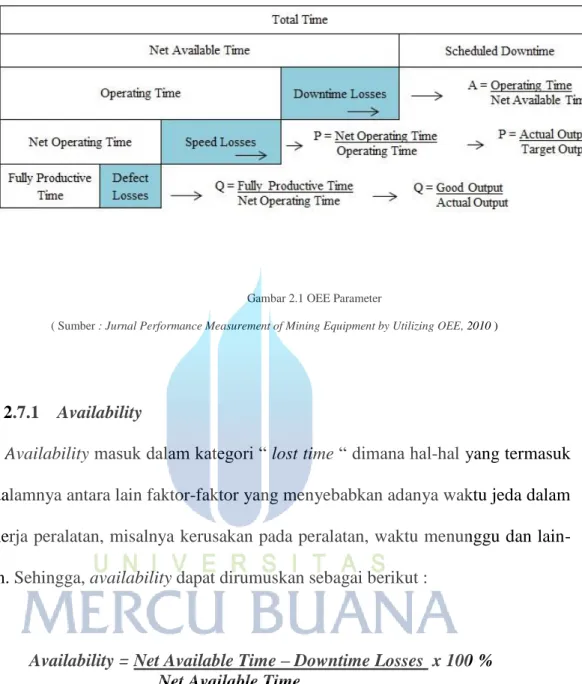
Berikut ini merupakan parameter perhitungan OEE. Dimana untuk
mencapai efektivitas yang tinggi dari peralatan maka nilai dari masing-masing
parameter harus mencapai nilai yang tinggi.
Gambar 2.1 OEE Parameter
( Sumber : Jurnal Performance Measurement of Mining Equipment by Utilizing OEE, 2010 )