7
BAB II
LANDASAN TEORI
2.1. Enterprise Resource Planning
Enterprises Resource Planning, atau yang biasa dikenal dengan ERP, adalah suatu aplikasi besar berskala enterprise, yang berkontribusi dalam mengintegrasikan beberapa bagian fungsi bisnis ke sebuah sistem. ERP juga merupakan satu dari teknologi terbaik yang sudah diimplementasikan oleh banyak perusahaan, dengan kepentingan masing-masing sesuai kebutuhan perusahaan (Samira, Abdoulmohammad, Negin, Riza, 2013).
Dari segi bisnis, pada umumnya fungsi bisnis perusahaan yang difasilitasi oleh ERP adalah finance, sales/marketing, manufacturing, logistic, dan human resource. Setiap proses bisnis tersebut terhubung antar satu sama lain di dalam ERP. Dan dalam implementasinya, ERP dapat memberikan keuntungan untuk meningkatkan beberapa aspek kerja, seperti meningkatkan kinerja dalam order management, perhitungan barang persediaan yang akurat, dan berkontribusi pada pengendalian yang lebih terstruktur pada supply chain management perusahaan (Ruivoa,P., Mestre, A., Johansson, B., Oliveira,T. 2014). Dari segi teknis, teknologi yang terdapat dalam ERP juga telah dirancang untuk melakukan komunikasi, bertukar informasi, antar departemen atau bagian dalam perusahaan.Hal ini dapat berkontribusi pada pengelolaan informasi perusahaan yang bersifat strategis, dan operasional, serta menambah referensi pandangan
yang mempengaruhi keputusan yang diambil pimpinan (Çevikb, B. O. E. PhD. & Gokşen Y. 2014). Secara arsitektur, aplikasi ERP dapat menggunakan three-tiered application. Arsitektur tersebut merupakan model sistem informasi yang terdiri dari client, applications services, dan data sources, dimana model tersebut dapat diintegrasikan melalui sebuah jaringan (Hendra, 2014).
Dalam hal implementasi, ERP sudah memiliki banyak module yang secara standar dapat diimplementasikan untuk memfasilitasi banyak requirement/kebutuhan bisnis perusahaan. Dan secara khusus, untuk implementasi di perusahaan dengan bisnis manufacturing, membutuhkan banyak customization, dibandingkan dengan perusahaan dengan model bisnis selain manufaktur. Hal ini dikarenakan pada mekanisme manajemen produksi yang dilakukan masing-masing perusahaan manufaktur adalah bersifat unik. Pendekatan manajemen produksi yang biasa dilakukan adalah mencatat proses produksi dengan manual, melakukan production tracking di file Excel, data analisa biaya produksi yang terlambat untuk distandarisasi. (Doru Res, M. & Bresfelean, V. P. 2014). Sama halnya dengan PT. Inkoasku yang melakukan implementasi ERP module Work In Process. Aktifitas implementasi ini untuk melakukan manajemen produksi melalui sistem informasi yang saling terintegrasi. Dan banyak dilakukan customization, untuk bisa memfasilitasi sistem kanban dalam module Work In Process. Form scan kanban adalah hasil customization, yang di dalamnya terdapat sistem kanban proses produksi steel wheel rim di PT. Inkoasku (Tjahjadi, R. 2011).
2.1.1. Oracle E-Business Suite
Oracle E-Business Suite merupakan suatu aplikasi ERP internet-based yang memiliki beberapa module terintegrasi. Diperkenalkan pertama kali oleh Oracle pada version 11i.Aplikasi tersebut berisi module finance,customer relationship management, human resources, dan supply chain management. Oracle E-Business Suite merupakan three-tiered application yang terdiri dari desktop tier (sebagai client), application tier (sebagai application services), serta database tier (sebagai data source). Dalam produk ini, koneksi yang dapat menghubungkan antara application tier dan desktop tier, selain menggunakan jaringan kabel, juga dapat didukung dengan jaringan bertipe Wide Area Network (WAN). Pada bagian desktop tier, OracleE-Business Suite dapat berjalan pada perangkat desktop client yang memiliki Java Virtual Machine. Application tier adalah bagian aplikasi yang diwakili oleh form dengan teknologi Java Servlet Engine versi Oracle 10g. Pada bagian application tier, terdapat teknologi Concurrent Processing server. Teknologi tersebut berperan dalam melakukan pemrosesan data dengan library Java, dan mengintegrasikan data antar module. Database tier merupakan bagian dari aplikasi yang menampung data dengan adanya fitur stored procedure, yang dapat diintegrasikan dengan concurrent untuk memproses data lebih cepat. Database tier menggunakan Oracle 10g.(Oracle, 2015).
2.2. Kanban
Kanban, merupakan kata dari Jepang. Secara harafiah, kata kanban berarti signboard, atau papan tanda. Dilihat dari sisi sejarah, kanban sudah diimplementasikan dalam sistem produksi Toyota dalam bentuk papan penanda di pabrik. Antara tahun 1940 sampai 1950-an, pengembangan kanban dilakukan oleh Taiichi Onho, dengan tujuan pengendalian produksi antara proses dan penerapan manufaktur Just In Time (JIT) dalam pabrik manufaktur Toyota. Sistem manufaktur yang Just In Time, yaitu sistem produksi yang berjalan setelah ada order/pesanan dari pelanggan (Achmadi, H. 2008).
2.2.1. Implementasi Kanban
Dilihat dari sisi penerapan, kanban sering disebut sebagai kanban scheduling. Dengan adanya penerapan kanban schedulling, operator dalam proses produksi dapat menggunakan tanda visual untuk mengidentifikasi informasi proses produksi, seperti berapa barang yang diproses, dan kapan mereka berhenti memproses barang. Kanban juga menjadi suatu penanda pemberi informasi, ketika terjadi masalah, dan penanda tentang harus berkomunikasi dengan siapa ketika menangani masalah tersebut. Kondisi ideal tersebut menandakan keberhasilan implementasi kanban dan berdampak pada kemudahan supervisor dan manajer melakukan monitoring status produksi (Gross, J.M. & McInnis, K. 2003). Dalam perkembangan penggunaannya, kanban dibuat dalam bentuk yang lebih mudah bergerak tempat, yaitu bentuk kartu. Kartu ini menggantikan papan tanda, yang
dapat sebagai sarana penanda pergerakan barang di proses manufaktur/produksi. (Naufal, A., Jaffar A., Yusoff, N., Hayati, N. 2012)
2.2.2. Karakteristik Kanban
Perusahan manufaktur dengan penerapan sistem kanban memiliki karakteristik sebagai berikut (Chang, R.T. 2012) :
- Menggunakan dua tanda komunikasi, yaitu kanban penanda proses produksi dan kanban penanda barang bergerak.
- Sistem produksi yang berdasarkan sistem penarikan.
- Pengendalian yang desentralisasi. Alur produksi dikontrol oleh karyawan pabrik melalui tanda, seperti laporan hasil perhitungan. - Barang dengan status “dalam pengerjaan” yang terbatas pada
masing-masing lini pabrik, atau area kerja.
2.2.3. Cara Kerja Kanban
Sistem kanban merupakan suatu cara mengendalikan material dalam proses manufaktur. Kartu, sebagai sarana penanda adanya pergerakan barang, atau material, di proses manufaktur/produksi. Implementasi sistem kanban dapat dilakukan menggunakan sistem kanban dengan dua kartu, yaitu sistem kanban yang menandai pergerakan barangnya dengan menggunakan 2 jenis kartu. Jenis kartunya adalah Production Withdrawal Kanban (PWK) dan Production Instruction Kanban (PIK). PWK dipakai ketika operator pabrik meminta, atau menarik, barang yang dibutuhkan untuk diproses. PIK dipakai ketika operator
pabrik sedang melakukan pemrosesan barang yang sedang diminta. (Naufal, A., Jaffar A., Yusoff, N., Hayati, N. 2012). Pabrik di PT. Inkoasku melakukan manajemen produksi yang menggunakan 2 tipe kanban, kartu PWK dinamakan kartu kanban tarik, dan kartu PIK dinamakan kartu kanban produksi.
Dalam sebuah perusahaan manufaktur, sistem tarikan tersebut dapat menjadi dasar pembuatan rancangan penjadwalan produksi barang, dari area kerja bahan mentah, sampai area kerja barang jadi (Amri, 2006).Sistem kanban adalah sistem yang mempermudah operator di lini pabrik untuk melakukan permintaan barang, atau material, untuk bisa diproses (Chang, R.T. 2012). Gambarannya adalah ketika dari area barang jadi (finished good) akan melakukan proses pengiriman barang, sesuai dengan order customer. Ketika muncul kondisi, dimana barang yang butuh untuk dikirim kosong, maka akan dilakukan permintaan pada area kerja yang memproses barang di area sebelumnya. Permintaan tersebut ditandai dengan menggunakan kartu kanban tarik. Permintaan tersebut ditanggapi dengan pemberian barang hasil proses ke area peminta, yaitu area barang jadi/finished good. Ketika barang sedang diproses lini penyedia, operator menggunakan kartu kanban produksi. Demikian seterusnya, dan proses berulang sampai ke area kerja paling ujung, misalnya pada bagian gudang raw material/bahan baku, atau bahkan supplier.
Sistem kanban yang diterapkan secara digital, misalnya sistem kanban di suatu ERP, memerlukan suatu sistem tracking. Karena sistem tracking dapat memberikan kontribusi pelacakan kartu kanban yang beredar di alur proses kerja. Sistem tracking tersebut dapat menjadi alat pengumpul data, yang nantinya dapat
digunakan untuk laporan yang berhubungan dengan proses produksi, misalnya laporan operasional bulanan (Anderson, D. J. 2010).
2.3. Six Sigma
Six Sigma adalah sebuah metode yang dapat mengidentifikasi beberapa variabel dalam proses yang terjadi dalam sebuah organisasi, dan metode ini dapat membantu organisasi tersebut dalam mengurangi tindakan yang tidak perlu dalam sebuah proses, dan dapat menghasilkan peningkatan mutu dalam proses yang sudah ada. Untuk sebuah perusahaan dalam meningkatkan tingkat posisinya dalam bisnis yang kompetitif, setiap stakeholder perusahaan tersebut perlu fokus dalam proses. Metodologi six sigma membantu perusahaan untuk mempertahankan upaya tersebut dan metode ini dapat memberikan panduan dalam peningkatan kualitas dan produktifitas, berdasarkan data yang terkait dalam proses. Six sigma mengintegrasikan teknologi, aset perusahaan, manajemen dan karyawan dengan aktifitas peningkatan kerja, seperti process mapping dan product reliability (Stamatis, D. H. 2004).
2.3.1. Integrasi Six Sigma dan Kanban
Sistem kanban adalah metode kerja yang fokus pada lean process, konsep manajemen produksi yang dijalankan seiring dengan upaya mengurangi hal tidak berguna dalam proses manufaktur, misalnya mengurangi aktifitas menunggu antrian material. (Chang, R. T. 2012). Six Sigma merupakan metode process improvement (Thomsett, M. C. 2005). Antara Six Sigma dan Kanban, terdapat
suatu integrasi. Dimana Six Sigma dapat menemukan peluang improvement pada sistem kanban, yang ingin mengurangi hal-hal pengganggu berjalannya sebuah proses. Integrasi tersebut dapat membantu upaya menyediakan sistem yang memberikan informasi tepat guna bagi pengguna sistem, dalam tesis ini khususnya adalah operator pengguna scan kanban di pabrik (Anderson. D. J. 2010).
2.3.2. Model Implementasi Six Sigma
Dari sisi analisa proses, Six Sigma adalah sebuah metode quality improvement, yang memandang proses dari sebuah sudut pandang mencari peluang. Penggunaan metode ini mengarahkan pada sudut pandang yang mengidentifikasi, dan menganalisa setiap aspek penyusun proses. Apakah dari penyusunnya, dapat ditemukan bagian yang bisa dikembangkan, atau diperbaiki. Dan jika ada, akan dilakukan pencarian beberapa cara. Setelah menemukan cara, dan memilihnya, maka dilanjutkan pada tahap menerapkan cara tersebut. (Houston, D. 2003).Metode yang bersifat seperti ini dapat membantu perusahaan dalam menghilangkan kejadian error sebuah proses. Pemakaiannya juga bisa menjadi acuan sebuah pola manajemen sistem (Ford, J. 2005). Studi kasus di tesis ini membahas implementasi ERP di perusahaan manufaktur.Dimana aplikasi ERP tersebut dipakai mencatat administrasi proses manufaktur velg, dengan metode kanban yang bekerja dalam module Work In Process. Proses kanban di module tersebut adalah obyek yang dapat diidentifikasi, dianalisa, dicari peluang perbaikannya, dan peluang tersebut diimplementasikan.
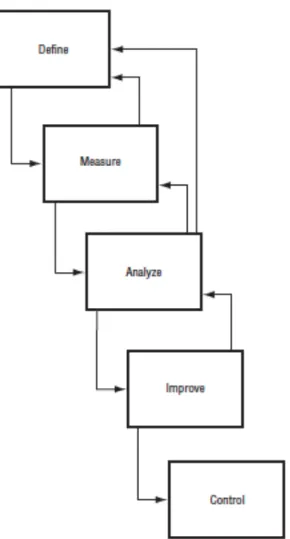
Six Sigma memiliki 2 model implementasi, yaitu model DMAIC dan model DCOV. DMAIC adalah sebuah model yang dapat diimplementasikan untuk sebuah upaya penemuan solusi sebuah masalah. Model tersebut memiliki beberapa kegunaan, seperti mempermudah aktifitas riset kepuasan pelanggan, apa yang penting bagi pelanggan. Peran DMAIC juga bisa mengidentifikasi tujuan suatu proses, dan memperkecil kemungkinan terjadinya sesuatu yang melenceng dari perencanaan. DMAIC dapat diimplementasikan melalui beberapa fase, yaitu Define, Measure, Analyze, Improvement dan Control. Lain halnya dengan model DCOV. Kontribusi yang diberikan model tersebut antara lain dapat mendefinisikan kebutuhan customer, dapat menentukan spesifikasi pihak yang terkait dalam implementasi suatu proyek, dan juga dapat memverifikasi hasil sebuah upaya optimalisasi di organisasi. Model DCOV diimplementasi dengan 4 fase, yaitu Define, Characterize, Optimize, dan Verify. (Fursule, N. V., Bansod, Dr. S. V., Fursule, S. N. 2012).
Terdapat perbedaan antara model DMAIC dan DCOV. Perbedaan tersebut adalah DCOV adalah model yang fokus pada upaya pencegahan terjadinya masalah, sedangkan DMAIC merupakan model yang fokus pada upaya penemuan solusi suatu masalah (Stamatis, D. H. 2004). Model DMAIC juga dapat diimplementasikan untuk menjalankan tindakan business improvements (Fursule, N. V., Bansod, Dr. S. V., Fursule, S. N. 2012).
Skema implementasi fase model DMAIC ditunjukkan pada gambar 2.1.
Gambar 2.1.Skema Tahap DMAIC
Berdasarkan gambar 2.1, ada lima fase yang saling berhubungan, dari fase Define, Measure, Analyze, Improve, Control. Penjelasan masing-masing fase ditunjukkan pada tabel 2.1 (Thomsett, M. C. 2005).
Tabel 2.1. Model DMAIC untuk Process Improvement
Fase Langkah
Define Mengidentifikasi sebuah peluang dan mendefinisikan sebuah susunan aktifitas untuk menerapkan peluang tersebut.
Measure Melihat kinerja proses yang sudah berjalan
Analyze Mengidentifikasi root cause, dan memberikan solusi, dan memetakan dengan peluang improvement
Improve Melakukan suatu perencanaan improvement, dan mengimplementasikannya
Control Membuat suatu rencana untuk memantau hasil improvement
Dalam menjalankan aktifitas di tabel 2.1, implementasi model DMAIC dapat dilakukan dengan toolsyang bersifat kualitatif dan kuantitatif. Fase-fase di model ini mengacu pada penggunaan data dan analisa statistik.DMAIC yang dilakukan untuk sebuah upaya process improvement dapat diketahui pada tabel 2.1 (Houston, D. 2003) (Thomsett, M. C. 2005). Beberapa tools seperti flowcharts, brainstorming, dan data collection dapat dijadikan alternatif untuk melakukan implementasi model DMAIC. Tabel 2.2 menunjukkan tabel hasil pemetaan 5 fase model DMAIC dengan tools yang dapat digunakan (Stamatis, D. H. 2004).
Tabel 2.2. Tools Implementasi Fase Model DMAIC
Tools Define Measure Analyze Improve Control
Flowcharts v v
Brainstorming v v v
Cause and effect diagrams v v v
Data collection v v v
Measurement v v
Problem criteria selection v
Auditing v Benchmarking v Checksheets v Cleanliness/Visual factory v v Continual improvement techniques v v Standard operating procedures v v v
Berdasarkan tabel 2.2, penyusunan tesis ini adalah berkaitan dengan implementasi Six Sigma untuk aplikasi. Tools yang digunakan dalam tesis, yang sesuai dengan tabel tersebut adalah flowcharts, measurement, brainstorming, data collection, dan standard operating procedures. Tools tersebut dapat digunakan mengidentifikasi current process, mengukur kinerjanya, menganalisa, memberikan skema improvement, dan mengimplementasikan cara improvement yang sudah ditemukan (Pan, Z., Park, H., Hojin. J. B. 2007).
2.4. Penelitian Sebelumnya
Landasan teori tesis ini juga berdasarkan pada beberapa penelitian sebelumnya. Stamatis, D. H. (2004) memberikan referensi mengenai tools yang dapat digunakan dalam implementasi model DMAIC, dan referensinya yang berada dalam tabel 2.2, diadopsi dalam metode analisa tesis ini yaitu mengimplementasi model DMAIC dengan tools flowcharts, measurement, brainstorming, data collection, dan standard operating procedures
Naufal, A., Jaffar A., Yusoff, N., Hayati, N. (2012) dalam jurnalnya membahas pengembangan sistem kanban dalam perusahaan manufaktur di Malaysia. Peneliti tersebut membahas tentang implementasi sistem kanban dengan menggunakan 2 kartu, yaitu kartu Production Withdrawal Kanban (PWK) sebagai penanda barang ditransfer, dan kartu Production Instruction Kanban (PIK) sebagai penanda barang diproses. Tesis ini menjadikannya sebagai referensi dalam melakukan fase improve untuk kartu kanban yang menjadi salah satu obyek penelitian.
Houston, D. (2012) melakukan pemetaan proses define yang mengidentifikasi proses dan masalah yang ada. Peneliti tersebut melakukan upaya pemetaan menggunakan flowchart, dalam jurnalnya tentang penggunaan Six Sigma dalam peningkatan kualitas software. Tesis ini mengadopsi cara penggunaan flowchart tersebut dalam implementasi model DMAIC, khususnya fase define dan fase improve.
Matende, S., Ogao, P. (2013) melakukan pembahasan tentang kaitan partisipasi user dengan ERP yang ada dalam suatu perusahaan. Peneliti tersebut
melakukan pendekatan, berkomunikasi dan menganalisa hasilnya untuk dikaitkan dengan keberhasilan implementasi ERP. Pembahasan peneliti tersebut berkontribusi bagi tesis ini dalam implementasi model DMAIC, khususnya fase analyze yang memakai tools brainstorming, dimana diperlukan aktifitas brainstorming dan berkomunikasi dengan operator, sebagai user ERP di lini produksi.
Satrijo, A.L., Sari, Y., Hidayat, M.A. (2013) merupakan tim peneliti yang menggunakan tools standard operating procedure pada implementasi model DMAIC di fase control untuk sebuah perusahaan manufaktur tas. Tesis ini menggunakan tools standard operating procedure pada bab analisa dan pembahasan berdasarkan referensi peneliti tersebut.
Ford, J. (2005) melakukan pengukuran nilai signifikan pada sebuah penelitian tentang analisa dampak implementasi Six Sigma pada database administration organization. Tesis ini menggunakan hasil pembahasan peneliti tersebut untuk melakukan melakukan fase measure, serta cara pengukuran nilai signifikan pada data sesudah dan sebelum implementasi improvement dari Six Sigma.