BAB II
LANDASAN TEORI
2.1 Plastik
Plastik merupakan suatu bahan yang mampu dibentuk. “Dalam pengertian modern yang lebih luas, plastik mencakup semua bahan sintetik organik yang berubah menjadi plastis setelah dipanaskan dan mampu dibentuk di bawah pengaruh tekanan.” (Amstead, et al., 1991 hal. 223)
2.1.1 Klasifikasi Material Plastik
Plastik dipilih sebagai bahan dasar pembuatan kemasan, karena memiliki berbagai sifat fisik yang mudah dibentuk, tahan kelembaban dan tahan korosi, sehingga baik digunakan untuk produk kemasan makanan ataupun produk yang memiliki beban yang ringan.
Secara umum platik dibedakan menjadi dua kategori, yaitu: Pemanasan Plastik Berulang ( Thermo Plastik)
Di mana jenis plastik ini dapat dipanaskan sehingga menjadi struktur lunak/cair kemudian menjadi keras saat dingin. Setelah itu plastik ini
dapat dilunakan/dicairkan kembali berulang kali. Contoh: PP, PE, PVC, NYLON, PET, PS, ABS.
Pemanasan Plastik Tidak Berulang (Thermoset Plastik)
Plastik jenis ini hanya sekali saja mengalami struktur lunak/ carir setelah dipanaskan, setelah dingin menjadi berstruktur keras serta tidak dapat dicairkan kembali.
Produk yang dihasilkan oleh PT. Mutiara Hexagon berbahan dasar plastik, namun tidak semua jenis plastik dapat digunakan sebagai bahan baku. Jenis plastik yang digunakan sebagai bahan baku pembuatan produk di PT. Mutex adalah jenis plastik polipropilene.
2.2 Proses Produksi Plastic Film
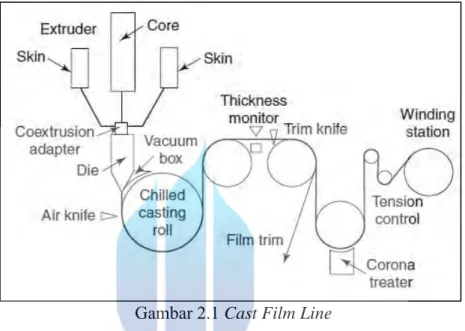
Secara sederhana proses produksi lembaran film dimulai dengan adanya mesin CPP (Cast Poly Propylene Machine) dan mesin crusher dalam prosesnya. Mesin CPP merupakan mesin utama pembuatan lembaran film, dimana prosesnya dimulai dari peleburan material seperti bijih plastik dan material lainnya di dalam komponen yang disebut dengan extruder. Material yang mencair di dalam
extruder kemudian dicetak pada komponen sheet die dan kemudian digulung pada
komponen-komponen yang disebut casting roll dan serangkaian proses lainnya sehingga terbentuklah gulungan film. Diantara proses tersebut, terdapat proses
trimming ketika lembaran film dipotong di kedua sisinya untuk mendapatkan
ke sebuah mesin crusher dimana film tersebut dicacah menjadi potongan-potongan kecil yang disebut flapping. Flapping selanjutnya akan dihisap dan di salurkan kembali ke dalam hopper sebelum dicairkan di dalam extruder bersama material lainnya.
Gambar 2.1 Cast Film Line
Sumber:
http://packaging-technology.org/uploads/posts/2012-06/1338925066_three-layer-cast-film-line.jpg. Diakses tanggal 30/03/2013 2.2.1 Cara-Cara Pembuatan Film
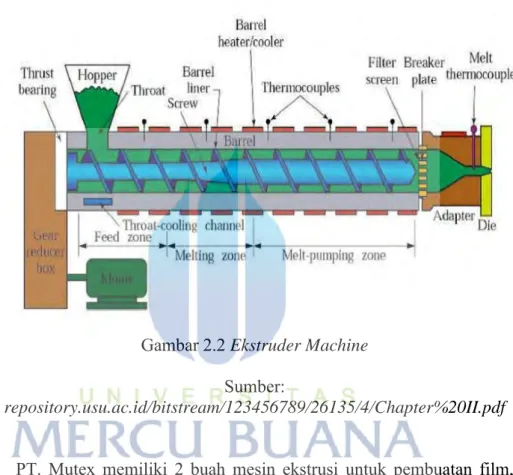
Dalam membuat film atau lembaran tipis dapat dilakukan dengan berbagai cara, diantaranya penggilingan, ekstrusi, peniupan, dan pengecoran. Ekstrusi merupakan cara yang dipilih untuk membuat film sebagai produk dasar kemasan oleh PT. Mutex. Ekstrusi merupakan suatu proses pembentukan plastik secara kontinyu yang menggunakan mesin ekstruder dan material yang dibentuk akan berupa bentukan profil tertentu yang panjang, seperti, pipa, batang, lembaran, film, filament,dll.
Proses ekstrusi digunakan untuk membuat lembaran dari polipropilen, polietilen, polistiren atau ABS. Setelah dicampurkan, bahan dimasukkan kedalam pengumpan. Kemudian bahan
dipanaskan, kurang dari 315 °C dan ditekan melalui suatu die (cetakan) oleh suatu konveyor sekrup dengan mengatur besar lubang cetakan. Setelah ekstrusi, lembaran melalui rol yang didinginkan dengan minyak atau air, kemudian dipotong sesuai ukuran yang dikehendaki. Pendinginan dengan minyak lebih diutamakan oleh karena suhu harus berada di sekitar 120°C, agar plastik betul-betul “matang”. Tebal lembaran yang dapat dihasilkan berkisar anatara 0,03 sampai 3,2 mm. (Amstead, et al., 1991 hal. 241-242)
Gambar 2.2 Ekstruder Machine Sumber:
repository.usu.ac.id/bitstream/123456789/26135/4/Chapter%20II.pdf
PT. Mutex memiliki 2 buah mesin ekstrusi untuk pembuatan film, mesin ekstrusi yang digunakan dalam penelitian tugas akhir ini merupakan mesin buatan Jerman dengan sistem otomatisasi.
2.2.2 Mesin Ekstrusi Film
a. Hopper
Berfungsi sebagai penampung resin yang akan diumpankan kedalam extruder. Biasanya dilengkapi dengan magnet untuk pengaman dari pengotor logam.
b. Screw
Berfungsi sebagai tempat pelelehan (melting), pencampuran (mixing) dan sebagai pendorong lelehan polimer ke cetakan (die).
Umumnya screw terbagi dalam 3 daerah yaitu: b.1. Daerah pengumpan (feeding zone)
Memiliki alur lekuk yang yang dalam. Resin yang dimasukan dari hopper bergerak maju pada alur lekuk screw yang dalam sambil dipanaskan sehingga meleleh.
b.2. Daerah kompresi (compression zone)
Memiliki alur lekuk yang runcing yang menghubungkan daerah pengumpan dan daerah pendorong. Di daerah ini resin akan meleleh dengan sempurna dan ditekan sehingga bergerak ke daerah Pendorong.
b.3. Daerah pendorong (metering zone)
Memiliki alur lekuk yang dangkal. Lelehan resin yang sudah meleleh sempurna akan terdorong menuju die dengan jumlah tetap.
c. Film die
Berfungsi sebagai pengatur lelehan polimer sebelum menjadi balon. Hal yang perlu diperhatikan :
Banyak berpengaruh terhadap ketebalan dan kualitas permukaan film yang akan dihasilkan.
c.2. Diameter Die
Berpengaruh terhadap ukuran balon yang bisa dihasilkan secara optimal.
d. Ring udara pendingin
Berfungsi untuk mendinginkan lelehan polimer yang sudah berbentuk balon. Jumlah udara pendingin menentukan tinggi rendahnya garis frost yang juga menentukan kualitas film yang dihasilkan. e. Colapsing frame (pelipat balon)
Berfungsi untuk melipat balon sehingga didapat lebar film sesuai dengan yang diinginkan.
f. Niproll
Berfungsi untuk menarik dan juga mengontrol tebal film. g. Winder
Berfungsi untuk menggulung hasil film.
2.3 Grinding Machine
Mesin grinder yang digunakan di PT. MUTEX merupakan sebuah mesin pencacah atau pemotong material trimming, untuk didaur ulang kembali menjadi bahan baku pembuatan film.
Gambar 2.3. Mesin Grinder
2.3.1 Instalasi Grinding
Instalasi atau penempatan dan pemasangan mesin grinder untuk proses
trimming terdiri dari:
1. Kelompok Grinding, digerakkan oleh sebuah motor listrik dan V-belt. Jenis transmisi ini dirancang untuk melindungi variasi inersia dan puncak penyerapan karena variasi kemungkinan dalam kuantitas materi menjadi dasar atau diparut.
2. Kelompok pemisah pemangkasan, yang dapat bervariasi dalam ukuran tergantung pada ukuran kelompok penggilingan atau jenis hiasan untuk diparut.
3. Kelompok hisap dan sistem transportasi udara, terdiri dari sebuah kipas angin listrik yang menarik sampai bahan diparut dan dibagikan melalui layar dari yang turun ke dalam ruang koleksi di bawah ini. bahan yang dikumpulkan disampaikan langsung ke silo penyimpanan.
4. Kabin kedap suara, didesain untuk menyerap kebisingan yang dihasilkan oleh proses penggilingan, sesuai dengan hukum kecelakaan pencegahan saat ini dan kebutuhan mendasar bagi kesehatan dan keselamatan (EEC Directive 89/392 Dan 91/368). Ukuran kabin kedap suara akan diatur oleh beberapa variabel, seperti jenis pemisah, tata letak pabrik dan posisi kipas yang mengungsikan bahan robek. (CROCI hal. 5)
Gambar 2.4. Diagram of The Plant
2.3.2 Metode Operasi Pada Grinding Group
Adapun pengoperasian dari mesin grinder yaitu:
Trimmings yang tiba dari separator memasuki ruang
pemotongan (1) di mana mereka dirobek oleh rotor (2) yang memiliki tiga bilah yang melekat pada dudukan rotor (3). Tindakan pemotongan dicapai dengan bantuan empat bilah tetap (4) yang dipasang bertentangan dengan bilah pada rotor . Tepat di bawah ruang pemotongan ada interchangeable screen (5) yang bertindak sebagai filter. Dengan kata lain, screen tersebut mempertahankan potongan material yang lebih besar yang kemudian dikembalikan ke ruang pemotongan untuk dipotong-potong kembali. Siklus ini berlangsung berulangkali sampai material mencapai ukuran minimum yang diperlukan untuk melewati lubang screen dan kemudian diarahkan ke ruang koleksi (6) dari mana ia dikeluarkan oleh vakum yang diciptakan oleh exhaust fan dan kipas transportasi.
Gambar 2.5. Grinder Operation
Sumber : AERTECNICA CROCI. Operation And Maintenance Manual
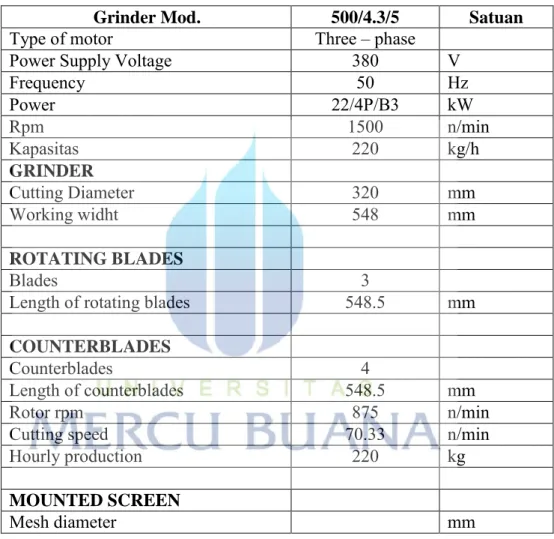
2.3.3 Data Teknis Mesin Grinder Tabel 2.1 Data Teknis Mesin Grinder
Grinder Mod. 500/4.3/5 Satuan
Type of motor Three – phase
Power Supply Voltage 380 V
Frequency 50 Hz Power 22/4P/B3 kW Rpm 1500 n/min Kapasitas 220 kg/h GRINDER Cutting Diameter 320 mm Working widht 548 mm ROTATING BLADES Blades 3
Length of rotating blades 548.5 mm
COUNTERBLADES
Counterblades 4
Length of counterblades 548.5 mm
Rotor rpm 875 n/min
Cutting speed 70.33 n/min
Hourly production 220 kg
MOUNTED SCREEN
Mesh diameter mm
2.4 Jenis Jenis Pemeliharaan dan Perawatan
Biaya pemeliharaan (Maintenance costs) mengambil bagian nesar dari total biaya produksi. Tergantung pada jenis industrinya, biaya pemeliharaan (maintenance) berkisar antara 15 sampai 60 persen dari biaya produksi barang. Kegiatan pemeliharaan terbagi dalam dua bentuk yaitu pemeliharaan terencana
(planned maintenance) dan pemeliharaan tak berencana (unplanned
maintenance). Perawatan terencana adalah perawatan yang diorganisisr dan
dilakukan dengan perencanaan dan pengontrolan yang sudah ditentukan terlebih dahulu. Sedangkan perawatan tak terencana adalah satu jenis perawatan yang dilakukan tanpa perencanaan terlebih dahulu.
Perawatan preventif adalah perawatan yang dilakukan pada interval waktu yang sudah ditentukan – contoh dari strategi ini adalah scheduled maintenance - atau berhubungan dengan kriteria yang sudah ditentukan - contoh dari strategi ini adalah condition maintenance. Dengan melakukan perawatan preventif, mengandung maksud untuk mengurangi probabilitas kegagalan atau penurunan performance dari suatu sistem.
Perawatan korektif adalah perawatan yang dilakukan setelah peralatan mengalami kegagalan dan perawatan ini dimaksudkan untuk mengembalikan sistem ke keadaan dimana sistem tersebut dapat melakukan fungsinya kembali. Emergency maintenance adalah salah satu jenis dari corrective maintenance yang diperlukan untuk memfungsikan kembali peralatan secepatnya agar dampak yang lebih buruk dapat dihindari.
Perawatan preventif dapat dibagi lagi menjadi scheduled maintenance (perawatan terjadwal) dan condition based maintenance (Perawatan yang berbasis pada kondisi sistem). Perawatan terjadwal dilakukan pada interval waktu tertentu, baik itu banyaknya jam kerja, jumlah siklus yang ytelah dilalui, dan lain – lain. Pemilihan interval waktu perawatan untuk satu komponen tertentu terbukti sangat sulit. Bentuk dari perawatan preventif biasanya berupa pengecekan (inspection) terhadap berbagai komponen secara periodik
untuk menentukan apakah pengaturan (adjustment) dan penggantian (replacement) sudah diperlukan. Jika interval ini terlalu sering, maka pengecekan ini akan mengurangi ketersediaan sistem dan menambah resiko kesalahan re-assembly. Sedangkan pengecekan yang jarang mungkin akan menimbulkan kerusakan sistem yang tidak diinginkan.
Condition based maintenance (perawatan yang berbasis pada kondisi sistem) adalah perawatan terhadap suatu yang dilakukan sebagai hasil dari suatu kondisi yang sudah diketahui dari hasil pemantauan secara kontinyu atau secara periodik. Kegiatan perawatan dilakkukan hanya jika kondisin dari peralatan menunjukkan bahwa peralatan tersebut membutuhkan perawatan.
2.5 Kegagalan (Failure)
Kegagalan dapat terjadi pada suatu komponen maupun suatu sistem. Kegagalan pada komponen atau sistem tersebut merupakan suatu keadaan dimana komponen atau sistem tidak dapat menjalankan fungsinya sebagaimana mestinya. Kegagalan dari suatu komponen dapat di bagi menjadi tiga kelompok, yaitu:
Kegagalan primer (primary failure)
Kegagalan sekunder (secondary failure)
Kegagalan perintah (command failure)
Kegagalan primer dapat didefinisikan sebagai suatu komponen berada dalam keadaan rusak (non-working state) dimana komponen tersebut memang diperhitungkan akan mengalami kegagalan, sehingga perlu diadakan aksi perbaikan agar komponen tersebut dapat kembali berada pada keadaan siap bekerja (workingstate).Kegagalan primer pada komponen akan terjadi pada
adalah umur dari komponen. Sebagai contoh kerusakan pada tangki karena kelelahan material merupakan contoh dari kegagalan primer.
Kegagalan sekunder dapat dikatakan sama dengan kegagalan primer kecuali kegagalan komponen terjadi diluar perhitungan. Stress yang berlebihan yang diterima komponen baik pada masa lalu maupun pada saat sekarang merupakan penyebab kegagalan sekunder. Stress ini melibatkan amplitudo dari kondisi yang tidak dapat sitolerir, frekuensi, durasi, atau polaritas dan input sumber-sumber energi termal, mekanikal elektrikal, kimia, magnetik, atau radioaktif. Stress ini disebabkan oleh komponen-komponen yang ada disekitar atau lingkungan disekitar komponen yang mengalami kegagalan, yang melibatkan kondisi meteorologi atau geologi, dan sistem engineering yang lain. Personel, seperti operator dan inspektor juga mungkin menyebabkan terjadinya kegagalan sekunder, jika mereka merusakkan komponen. Perlu dicatat bahwa stress yang berlebihan pada komponen tidak akan menjamin komponen akan kembali pada working-state seperti semula, karena stress yang dialami komponen akan meninggalkan kerusakan (memori) pada komponen yang direparasi. Kesalahan perintah didefinisikan sebagai komponen berada dalam keadaan rusak
(non-working state) karena kesalahan sinyal pengontrol atau noise,
seringkali aksi perbaikan tidak diperlukan untuk mengembalikan komponen pada keadaaan semula. (Priyanta, 2000 hal. 15-16)
COMPONENT FAILURE
Gambar 2.6 Karakteristik Kegagalan Komponen Sumber: Dwi Priyanta. Keandalan dan Perawatan
Melihat konsep kegagalan tersebut, maka dapat diasumsikan bahwa kondisi dimana material trimming yang mengalami slip dan menyebabkan berhentinya kerja mesin grinder merupakan jenis secondary failure. Oleh sebab itu akan dicari event-event yang menyebabkan terjadinya slip material trimming dengan menggunakan metode FTA.
2.6 Failure Mode and Effect Analysis (FMEA)
FMEA (failure mode and effect analysis) adalah suatu prosedur terstruktur untuk mengidentifikasi dan mencegah sebanyak mungkin mode kegagalan (failure mode). FMEA digunakan untuk mengidentifikasi sumber-sumber dan akar penyebab dari suatu masalah kualitas. Suatu mode kegagalan adalah apa saja yang termasuk dalam kecacatan/kegagalan dalam desain, kondisi diluar batas spesifikasi yang telah ditetapkan, atau perubahan dalam produk yang menyebabkan terganggunya fungsi dari produk itu.
2.6.1 Menentukan Severity, Occurrence, Detection dan RPN
Untuk menentukan prioritas dari suatu bentuk kegagalan meka tim FMEA harus mendefinisikan terlebih dahulu tentang Severity, Occurrence, Detection, serta hasil akhirnya yang berupa Risk Priority Number.
Severity adalah langkah pertama untuk menganalisa resiko yaitu menghitung seberapa besar dampak/intensitas kejadian mempengaruhi output proses. Dampak tersebut diranking mulai skala 1 sampai 10, dimana 10 merupakan dampak terburuk.
b. Occurrence
Occurrence adalah kemungkinan bahwa penyebab tersebut akan terjadi dan menghasilkan bentuk kegagalan selama masa penggunaan produk. Dengan memperkirakan kemungkinan occurrence pada skala 1 sampai 10.
c. Detection
Nilai Detection diasosiasikan dengan pengendalian saat ini. Detection adalah pengukuran terhadap kemampuan mengendalikan / mengontrol kegagalan yang dapat terjadi.
d. Risk Priority Number (RPN)
RPN merupakan produk matematis dari keseriusan effects (Severity), kemungkinan terjadinya cause akan menimbulkan kegagalan yang berhubungan dengan effects (Occurrence), dan kemampuan untuk mendeteksi kegagalan sebelum terjadi pada pelanggan (Detection). RPN dapat ditunjukkan dengan persamaan sebagai berikut :
RPN = S * O * D
Angka ini digunakan untuk mengidentifikasikan resiko yang serius, sebagai petunjuk ke arah tindakan perbaikan.
2.7 Fault Tree Analysis (FTA)
Fault Tree Analysis merupakan teknik yang memberikan penjelasan
sistematis dari kombinasi kejadian-kejadian yang mungkin terjadi dalam sistem yang mengakibatkan kerusakan. Pada dasarnya, fault tree adalah diagram logika dimana gerbang-gerbang logika digunakan untuk menentukan hubungan antara peristiwa-peristiwa dimasukkan dan peristiwa-peristiwa dikeluaran. Analisis
Fault-Tree menggunakan aljabar Boolean di analisis logikanya dan kemungkinan
kerusakan dihitung untuk tiap peristiwa
Contoh : Analisis fault tree untuk kerusakan pada start mesin pemotong rumput dimulai dari peristiwa awal dan kemudian tentukan peristiwa kontribusi yang menunjang peristiwa awal.
2.7.1 Konsep Dasar Fault Tree Analysis
Analisis pohon kegagalan merupakan analisis deduktif yaitu suatu kejadian disebabkan oleh kejadian sebelumnya. Kejadian sebelumnya disebabkan oleh kejadian lain lebih lanjut, kegagalan komponen atau kegagalan operator (manusia). Masing-masing kegagalan tersebut dianalisis lebih lanjut penyebabnya sehingga sampai pada kondisi kejadian dasar (basic event). Ketika kecelakaan atau kegagalan terjadi, akar penyebab dari peristiwa negatif dapat diidentifikasi. “ FTA ( Fault Tree Analysis )
“top down” approach karena analisa ini berawal dari system level (top) dan meneruskannya ke bawah.” (Priyanta, 2000 hal. 17)
Setiap event dianalisis dengan bertanya, “bagaimana hal ini bisa terjadi?” , dalam menjawab pertanyaan ini, penyebab utama dan bagaimana mereka berinteraksi untuk menghasilkan sebuah kejadian yang tidak diinginkan adalah dengan mengidentifikasi. Cabang pohon berhenti ketika semua event yang mengarah ke event negative telah selesai.
Analisis pohon kegagalan dapat untuk mengkuantifikasi kegagalan sistem, komponen, fungsi atau operasi. Model pohon kegagalan dapat dipergunakan untuk menentukan :
1. Kombinasi beberapa kegagalan
2. Probabilitas gagal
3. Titik lemah (kritis) pada sistem, komponen, fungsi atau operasi
Kejadian puncak (Top Event) dari pohon kegagalan menunjukkan kejadian atau kondisi yang tidak diinginkan (undesired event/undesired
state) dari suatu sistem sehingga hasilnya merupakan kegagalan atau
ketidaktersediaan (unavailability) sistem. Dalam suatu penyusunan FTA,
Top Event haruslah terlebih dahulu diidentifikasi, kemudian event-event
yang secara langsung menyebabkan terjadinya Top Event di identifikasi dan dihubungkan dengan Top Event dengan dengan menggunakan hubungan logika. Dalam FTA ada suatu sebutan yaitu cut set. Cut set merupakan kombinasi kegagalan kejadian dasar, sedangkan minimal cut set adalah kombinasi terkecil dari kegagalan kejadian dasar.
Perhitungan analisis pohon kegagalan sesuai dengan hukum aljabar Boolean. Pengertian tentang minimal cut set ini sangat penting, karena minimal cut set ini berhubungan dengan komponen atau kejadian dasar yang kritis yaitu bila komponen kritis atau kejadian dasar ini terjadi maka memungkinkan terjadinya kejadian puncak.
FTA dapat bersifat kualitatif, kuantitatif atau keduanya, tergantung pada tujuan analisis. Kemungkinan hasil dari analisis dapat misalnya menjadi (Jorn Vatn,2001):
a. Daftar dari kemungkinan kombinasi dari faktor lingkungan, kesalahan manusia, peristiwa normal dan kegagaln komponen yang dapat menyebabkan peristiwa penting dalam sistem.
b. Probabilitas bahwa peristiwa penting akan terjadi selama selang waktu tertentu.
2.7.2 Simbol Gerbang
Simbol gerbang dipakai untuk menunjukkan hubungan diantara kejadian input yang mengarah pada kejadian output dengan kata lain, kejadian output disebabkan oleh kejadian input yang berhubungan dengan cara tertentu. Simbol gerbang yaitu:
a. AND gate – Ini berarti event output akan terjadi hanya jika semua input peristiwa ada secara bersamaan.
c. INHIBIT gate – gerbang ini dilambangkan dengan segi enam, merupakan kasus khusus dari gerbang AND. Output disebabkan oleh satu input, tetapi juga harus memenuhi kondisi tertentu sebelum input dapat menghasilkan output. Contohnya: saluran bahan bakar (bensin) membeku jika terjadi penurunan suhu dimana suhu tersebut lebih kecil dari suhu kritis.
d. EXCLUSIVEOR gate – gerbang excludive or adalah gerbang or dengan khasus tertentu, yaitu kejadian output muncul jika tepat satu kejadian ikut muncul.
e. PRIORITY AND gate – gerbang PRIORITY AND adalah gerbang AND dengan syarat dimana kejadian output muncul hanya jika semua kejadian input muncul dengan urutan tertentu.
2.7.3 Simbol Event
a. Intermediate Event berbentuk persegi panjang. Persegi panjang adalah bangunan utama blok untuk pohon analitis. Ini merupakan event negatif
dan terletak dibagian atas pohon dan terdapat di seluruh pohon untuk menunjukkan peristiwa lain mampu menjadi dipecah-pecah lebih lanjut. Ini adalah simbol satu-satunya yang memiliki gerbang logika dan acara input di bawahnya.
b. Basic Event berbentuk lingkaran. Simbol lingkaran ini digunakan untuk menyatakan basic event atau primary event atau kegagalan mendasar yang tidak perlu dicari penyebabnya. Artinya, simbol lingkaran ini merupakan batas akhir penyebab suatu kejadian. Simbol lingkaran merupakan peristiwa dasar dan ditemukan di tingkatan bawah pohon.
c. Undeveloped Event berbentuk wajik. Simbol ini mengidentifikasi bahwa suatu kejadian kegagalan tertentu tidak perlu dicari penyebabnya , baik karena kejadiannya tidak cukup berhubungan atau karena tidak tersedia informasi yang terkait dengannya.
d. Conditioning event berbentuk oval. Simbol oval menyatakan suatu kondisi atau batasan khusus yang diterapkan pada suatu gerbang
(biasanya pada gerbang INHIBIT dan PRIORITY AND). Simbol ini digunakan khusus situasi yang hanya bisa terjadi jika keadaan tertentu terjadi.
e. Simbol transfer berbentuk segitiga. Simbol ini terbagi menjadi 2 , yaitu
triangle in dan triangle out. Triangle-in atau transfer-in, merupakan titik
dimana sub-fault tree bisa dimulai sebagai kelanjutan pada transfer out. Sedangkan Triangle-out atau transfer-out, merupakan titik dimana fault
tree dipecah menjadi sub-fault tree.
Sebuah fault tree mengilustrasikan keadaan dari komponen sistem (basic event) dan hubungan antara basic event dan TOP event. Simbol grafis yang dipakai untuk menyatakan hubungan disebut gerbang logika (logika gate). Output dari sebuah gerbang logika ditentukan oleh event yang masuk ke gerbang tersebut.
2.7.4 Pengkonstruksian FTA
2.7.4.1 Mendefinisikan Problem dan Kondisi Batas (Boundary Condition)
Kegiatan ini terdiri dari:
a. definisi dari peristiwa kritis (kecelakaan) untuk dianalisa. b. definisi kondisi batas untuk analisis.
Event kritis ( kecelakaan) yang akan dianalisa biasanya disebut TOP event. Hal ini sangat penting bahwa TOP event diberikan definisi yang jelas dan tidak ambigu. Jika tidak, analisis akan sering menghasilkan nilai terbatas. Untuk mendapatkan analisis yang konsisten, penting bahwa kondisi batas untuk analisis adalah didefinisikan dengan hati-hati.
2.7.4.2 Pengkonstruksian Fault Tree
Pengkonstruksian FTA selalu bermula dari TOP event. Oleh karena itu, berbagai fault event yang secara langsung, penting dan berbagai penyebab terjadinya TOP event harus secara teliti di identifikasi. Berbagai penyebab ini di koneksikan ke TOP event oleh sebuah gerbang logika. Penting kiranya bahwa penyebab level pertama di bawah TOP event harus disusun secara terstruktur. Level pertama ini sering disebut dengan TOP srtuktur dari sebuah Fault Tree. TOP struktur ini sering diambil dari kegagalan modul-modul utama sistem, atau fungsi utama dari sistem. Analisis dilanjutkan level dami level sampai semua fault tree telah dikembangkan sampai pada resolusi yang ditentukan. Analisis ini merupakan analisis deduktif dan dilakukan dengan mengulang pertanyaan. Apa alasan terjadinya event ini.
Aturan untuk mengkonstruksikan FTA: 1. Deskripsikan fault event
Masing-masing basic event harus didefinisikan secara teliti (apa, dimana, kapan) dalam sebuah kotak.
Kegagalan komponen dikelompokan dalam tiga kelompok yaitu primary failure, secondary failure, dan command failure. Sebuah normal basic event di dalam sebuah fault tree merupakan primary failure yang menunjukan bahwa komponen merupakan penyebab dari kegagalan. Secondary failure dan command failure merupakan intermediate event yang membutuhkan investigasi lebih mendalam untuk mengidentifikasikan alasan utama. Pada saat mengevaluasi sebuah fault tree, seorang analis akan bertanya, dapatkah fault ini dikategorikan dalam primary failure. Jika jawabannya adalah YA, maka analis tersebut dapat mngklasifikasikan fault tree sebagai normal basic event. Jika jawabannya adalah TIDAK, maka analis tersebut dapat mengklasifikasikan fault tree sebagai intermediate event, yang harus didevelope lebih jauh, atau sebagai secondary basic event. Secondary basic event sering disebut dengan undeveloped event dan menunjukkan sebuah fault event yang tidak dikaji lebih jauh karena informasinya tidak tersedia atau karena dampak yang ditimbulkan tidak signifikan.
3. Lengkapi semua gerbang logika
Semua input ke gerbang tertentu harus didefinisikan dengan lengkap dan dideskripsikan sebelum memproses gate lainnya. Fault tree harus di selesaikan pada masing-masing level sebelum memulai level berikutnya.
2.7.4.3 Pengidentifikasian Minimal Cut Set
Cut Set adalah himpunan dari basic event dimana jika semua basic
himpunan kombinasi terkecil dari basic event dimana jika basic event tersebut terjadi, akan menyebabkan top event terjadi (Vesely, et al., 1981)
Jumlah basic event yang berbeda didalam sebuah minimal cutset disebut dengan orde cut set. Untuk fault tree yang sederhana adalah mungkin untuk mendapatkan minimal cut set decngan tanpa menggunakan prosedur formal atau algoritma. Untuk fault tree yang lebih besar, maka diperlukan sebuah algoritma untuk mendapatkan minimal cut set pada fault tree. MOCUS (Method For Obtaining Cut Set) merupakan sebuah algoritma yang dapat dipakai untuk mendapatkan minimal cut set dalam sebuah fault tree.
2.7.4.4 Evaluasi Kualitatif Fault Tree
Evaluasi kualitatif dari sebuah fault tree dapat dilakukan berdasarkan minimal cut set. Kekritisan dari sebuah cut set jelas tegantung pada jumlah basic event di dalam cut set (orde dari cut set). Sebuah cut set dengan orde satu umumnya lebih kritis daripada sebuah cut set dengan orde dua atau lebih. Jika sebuah fault tree memiliki cut set dengan orde satu, maka TOP event akan terjadi sesaat setelah basic event yang bersangkutan terjadi. Jika sebuah cut set memiliki dua basic event, kedua event ini harus terjadi secara serentak agar TOP event dapat terjadi.
Faktor lain yang penting adalah jenis basic event dari sebuah minimal cut set. Kekritisan dari berbagai cut set dapat diranking berdasarkan bari basic event berikut ini:
Human error
Kegagalan komponen / peralatan yang aktif (active equipment failure)
Kegagalan komponen / Peralatan yang pasif ( passive equipment failure)
Peringkat ini disusun berdasarkan asumsi bahwa human error lebih sering terjadi dari pada komponen / peralatan yang aktif dan komponen / peralatan yang aktif lebih rentan terhadap kegagalan bila dibandingkan komponen / peralatan yang pasif. Evaluasi kualitatif pada dasarnya mengubah logika fault tree ke dalam bentuk logis yang setara memberikan informasi lebih terfokus sehingga dari cut set inilah yang merupakan penyebab dari kegagalan yang terjadi.
2.7.4.5 Analisa Kuantitatif Fault Tree
Analisa kuantitatif adalah analisa probabilitas terhadap kejadian yang terjadi. Dengan cut set (rangkaian dari basic event yang menyebabkan top event terjadi) yang ada, maka dihitung probabilitas dari top event dengan adanya probabilitas setiap event. Probabilitas dari setiap event bisa didapatkan dengan menggunakan data historis atau engineering judgement apabila tidak ada data historis.
Pada FTA, analisa kuantitatif menggunakan gabungan gerbang logika dan hukum boolean algebra. Berikut adalah aturan probabilitas pada setiap gerbang:
OR gate
OR gate merupakan union (gabungan) dari event. Jika event A dan B merupakan input dari output Q, maka:
Pr(Q) = Pr (A) + PR (B) – Pr (AnB) = Pr (A) + Pr (B) – Pr(A) Pr(B/A) = Pr(A) + Pr(B) – Pr(B) Pr(A/B)
Hal-hal yang harus diperhatikan dalam probabilitas OR gate yaitu: 1. Jika A dan B adalah independent (berdiri sendiri) maka Pr(B/A)
= Pr(B)
Dan Pr (Q) = Pr (A) + Pr (B) – Pr (A) Pr (B)
2. Jika A dan B adalah dependent (berhubungan), maka Pr(B/A) = 1
Dan Pr (Q) = Pr (B)
AND gate
AND gate merupakan irisan (intersection) dari event. Jika event A dan B merupakan input dari output Q, maka:
Pr (Q) = Pr (A) Pr (B/A) = Pr (A) Pr (A/B)
1. Jika A dan B adalah independent (berdiri sendiri) maka Pr (B/A) = Pr (B), Pr (A/B) = Pr (A)
Dan Pr (Q) = Pr (A) pr(B)
2. Jika A dan B adalah dependent (berhubungan) maka Pr (B/A) = 1 dan Pr (Q) = Pr (A)
2.7.5 Penyelesaian Analisis Pohon Kegagalan
Didalam menyelesaikan analisis pohon kegagalan dilakukan tahapan sebagai berikut :
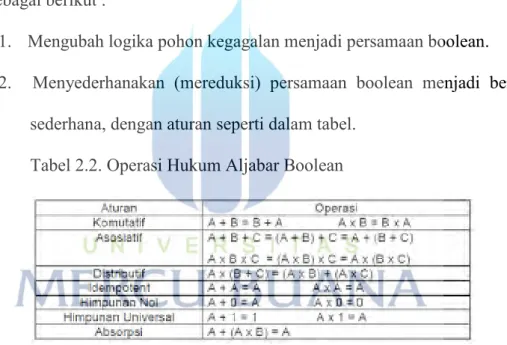
1. Mengubah logika pohon kegagalan menjadi persamaan boolean.
2. Menyederhanakan (mereduksi) persamaan boolean menjadi bentuk
sederhana, dengan aturan seperti dalam tabel. Tabel 2.2. Operasi Hukum Aljabar Boolean
Proses kuantifikasi dan penyederhanaan persamaan aljabar boolean dilakukan dengan perangkat lunak.