6
BAB II
LANDASAN TEORI
2.1 ULIR
Ulir adalah garis atau/profil melingkar (melilit pada silinder yang mempunyai sudut kisar atau uliran tetap).
2.1.1 Macam Ulir
a. Dilihat dari bentuk profil alur 1. Ulir segitiga
2. Ulir segi empat 3. Ulir trapesium 4. Ulir buttress 5. Ulir bulat
b. Dilihat dari banyaknya jalan uliran 1. Ulir tunggal
2. Ulir majemuk c. Dilihat dari arah gerak ulir
1. Ulir kanan (searah jarum jam)
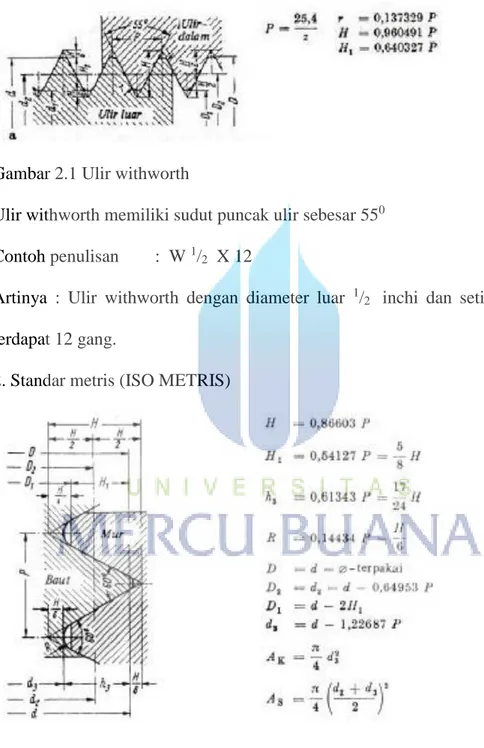
2.1.1.1 Ulir Segitiga
Ulir segitiga memiliki 3 standar,yaitu: 1. Standar withworth (ISO INCHI)
Gambar 2.1 Ulir withworth
Ulir withworth memiliki sudut puncak ulir sebesar 550 Contoh penulisan : W 1/2 X 12
Artinya : Ulir withworth dengan diameter luar 1/2 inchi dan setiap 1 inchinya terdapat 12 gang.
2. Standar metris (ISO METRIS)
Ulir metris memiliki sudut puncak sebesar 600 Contoh penulisan : M 12 X 1,75
Artinya : Ulir metris dengan diameter terluar 12mm dengan jarak kisar 1,75mm
3. Standar Amerika
Ulir standar amerika memiliki sudut puncak 600 Cara penulisan : ....(inchi) X gang/1
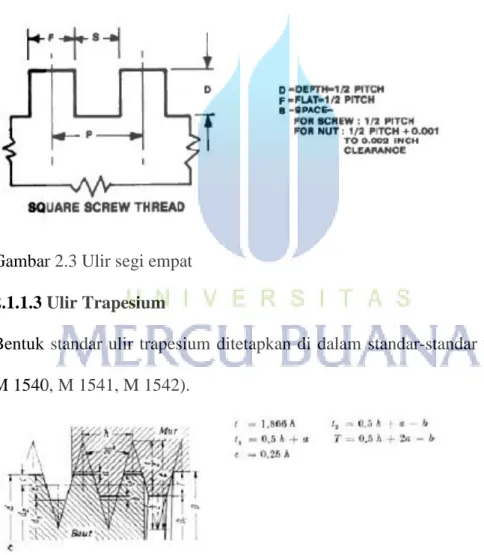
2.1.1.2 Ulir segi empat
Gambar 2.3 Ulir segi empat 2.1.1.3 Ulir Trapesium
Bentuk standar ulir trapesium ditetapkan di dalam standar-standar ulir (ONORM M 1540, M 1541, M 1542).
Ulir trapesium memiliki sudut bidang sisi 300 Contoh penulisan : Tr 24 X 5
artinya : sebuah ulir trapesium dengan diameter terluar 24mm dan kisar 5mm
2.2 PERBAIKAN ULIR
Dalam memperbaiki ulir yang rusak, bisa dilakukan dengan berbagai cara: 2.2.1 Recut Pin (Standar)
a. Potong ujung pin (1/4” s/d 5/8”).
b. Bubut shoulder untuk memperoleh silinder diameter dan panjang pin (diukur dari ujung pin sampai shoulder).
c. Bubut thread lama untuk memperoleh blanking koneksi dan buat small diameter.
d. Pasang pahat untuk membuat thread (kerataan harus 90º dengan shoulder). e. Buat thread sesuai dengan spesifikasi koneksi yang dikerjakan.
f. Cek semua dimensi (taper, lead, kemiringan/ linearity, height, profile).
g. Jika masih terdapat cacat pada koneksi, lakukan proses a-f (perhatikan minimum dimensi tong space).
h. Cek stand off dengan working ring gauge.
i. Potong ujung pin untuk mendapatkan panjang pin dan panjang thread pin. j. Buat bevel OD sesuai dengan ukuran (dibuat minimum).
k. Scrap bagian ujung pin untuk menghilangkan ketajaman thread, dan pada bevel ID nya.
m. Setelah dinyatakan OK dan selesai oleh QC Inspektor, beri tanda dengan gelang cat putih atau dengan warna lain sesuai dengan permintaan pelanggan. n. Manganophosphate atau bead blast atau lapisan lain sesuai dengan permintaan
pelanggan dan beri grease. 2.2.2 Recut Pin (SRG)
a. Potong ujung pin (2 3/4” s/d 3 3/4”).
b. Bubut shoulder untuk memperoleh silinder diameter dan panjang pin (diukur dari ujung pin sampai shoulder).
c. Bubut thread lama untuk memperoleh blanking koneksi dan buat small diameter.
d. Pasang pahat untuk membuat thread (kerataan harus 90º dengan shoulder). e. Buat thread sesuai dengan spesifikasi koneksi yang dikerjakan.
f. Cek semua dimensi (taper, lead, kemiringan/ linearity, height, profile).
g. Jika masih terdapat cacat pada koneksi, lakukan proses a-f (pemotongan ujung pin 1/4” s/d 1/2”, perhatikan minimum dimensi tong space).
h. Cek stand off dengan working ring gauge.
i. Potong ujung pin untuk mendapatkan panjang pin dan panjang thread pin. j. Buat Stress Relief Groove (SRG)
Note: lebar SRG dibuat minimum dan OD groove dibuat maksimum
k. Buat bevel OD sesuai dengan ukuran (dibuat minimum).
l. Scrap bagian ujung pin untuk menghilangkan ketajaman thread, dan pada bevel ID nya.
n. Setelah dinyatakan OK dan selesai oleh QC Inspektor, beri tanda dengan gelang cat putih atau dengan warna lain sesuai dengan permintaan pelanggan. o. Manganophosphate atau bead blast atau lapisan lain yang sesuai dengan
permintaan pelanggan dan beri grease. 2.2.3 Recut Box Standar
a. Potong sebatas counter bore (5/8”), dan ratakan.
b. Buat/bubut kemiringan untuk mendapatkan panjang box dan serong 30º pada ujung Box.
c. Pasang pahat untuk membuat thread (kerataan harus 90º dengan shoulder). d. Buat thread sesuai dengan spesifikasi koneksi yang dikerjakan.
e. Cek semua dimensi (taper, lead, kemiringan/ linearity, height, profile).
f. Jika masih terdapat cacat pada koneksi, lakukan proses a-e (perhatikan minimum dimensi tong space).
g. Stand off dengan working plug gauge.
h. Potong ujung/shoulder box untuk mendapatkan panjang box dan panjang dari thread box.
i. Buat counter bore diameter (dibuat minimum) dan buat depth of recess (dibuat maksimum).
j. Buat bevel OD sesuai dengan ukuran (dibuat minimum).
k. Scrap bagian ujung thread box untuk menghilangkan ketajaman. l. Informasikan / panggil QC Inspektor untuk cek.
m. Setelah dinyatakan OK dan selesai oleh QC Inspektor, beri tanda dengan gelang cat putih atau dengan warna lain sesuai dengan permintaan pelanggan.
n. Manganophosphate atau bead blast atau lapisan lain yang sesuai dengan permintaan pelanggan dan beri grease.
2.2.4 Recut Box (Bore Back)
a. Potong sebatas counter bore (5/8”), dan ratakan
b. Buat/bubut kemiringan untuk mendapatkan panjang box dan serong 30º pada ujung box.
c. Pasang pahat untuk membuat thread (kerataan harus 90º dengan shoulder). d. Buat thread sesuai dengan spesifikasi koneksi yang dikerjakan.
e. Cek semua dimensi (taper, lead, kemiringan/ linearity, height, profile). f. Jika masih terdapat cacat pada koneksi, lakukan proses a-e (perhatikan
minimum dimensi tong space).
g. Stand off dengan working plug gauge.
h. Potong ujung/shoulder box untuk mendapatkan panjang box dan panjang dari thread box.
i. Buat counter bore diameter (dibuat minimum) dan buat depth of recess (dibuat maksimum).
j. Buat bevel OD sesuai dengan ukuran (dibuat minimum).
k. Scrap bagian ujung thread box untuk menghilangkan ketajaman. l. Perpanjang bore back.
m. Informasikan / panggil QC Inspektor untuk cek.
n. Setelah dinyatakan OK dan selesai oleh QC Inspektor, beri tanda/gelang dengan cat putih atau dengan warna lain sesuai dengan permintaan pelanggan. o. Manganophosphate atau bead blast atau lapisan lain yang sesuai dengan
2.3 BUBUT
Membubut adalah proses pembentukan benda kerja dengan menggunakan mesin bubut. Sedangkan mesin bubut adalah perkakas untuk membentuk benda kerja dengan gerakan utama berputar.
2.3.1 Gerakan dalam membubut
Gerakan berputar, yaitu bentuk gerakan rotasi dari benda kerja yang digerakan pahat dan dinamakan gerakan potong
Gerakan memanjang, yaitu bentuk gerakan apabila arah pemotongannya sejajar dengan sumbu kerja. Gerakan ini juga disebut gerakan pemakanan
Gerakan melintang, yaitu bentuk gerakan apabilah arah pemotongannya tegak lurus terhadap sumbu kerja. Gerakan ini juga disebut dengan gerakan melintang atau pemotongan permukaan
2.3.2 Cara menggunakan mesin bubut
1. Kita persiapkan alat yang diperlukan seperti pahat bubut, kunci chuck, dll 2. Pastikan keadaan mesin masih off dan mesin itu terhindar dari benda yang
mudah terbakar
3. Pasang pahat bubut pada rumah pahat (tool post) setinggi ujung senter 4. Pasang benda kerja yang akan dibubut pada cekam
2.3.3 Bagian utama mesin bubut
Kepala tetap, bagian dari mesin bubut untuk menyangga poros utama. Kepala lepas, bagian mesin bubut yang digunakan untuk pemasangan senter. Alas mesin, bagian dari mesin bubut yang digunakan sebagai pendukung eretan
dan kepala lepas.
Eretan, bagian dari mesin bubut yang berfungsi untuk penghantar pahat bubut sepanjang alas mesin.
2.3.4 Peralatan yang ada pada mesin bubut
Pelat cekam (pencekam) Pelat pembawa
Senter Collet Penyangga Pahat bubut
2.3.5 Jenis pekerjaan yang dapat dilakukan menggunakan mesin bubut
1. Pembubutan muka (facing), yaitu proses pembubutan yang dilakukan pada tepi penampang atau gerak lurus terhadap sumbu benda kerja, sehingga diperoleh permukaan yang halus dan rata.
2. Pembubutan rata (pembubutan silindris), yaitu pengerjaan benda yang dilakukan sepanjang garis sumbu.
4. Pembubutan tirus (taper), yaitu proses pembubutan benda kerja berbentuk konis.
5. Pembubutan drilling, yaitu pembubutan dengan menggunakan mata bor, sehingga akan diperoleh lubang pada benda kerja.
6. Perluasan lubang (boring), yaitu proses pembubutan yang bertujuan untuk memperbesar lubang.
7. Knurling, yaitu proses pembubutan luar (pembubutan silindris) yang bertujuan untuk membuat profil pada permukaan benda kerja.
2.3.6 Parameter pemotongan dalam mesin bubut
Kecepatan potong (Cutting Speed), yaitu kecepatan dimana pahat melintasi benda kerja untuk mendapatkan hasil yang paling baik pada kecepatan yang sesuai.
Asutan (Feed), adalah penggerak titik sayat alat potong per satu putaran benda kerja.
Kedalaman Pemotongan (Depth of Cut), adalah dimana dalamnya masuk alat potong menuju sumbu-sumbu benda.
Waktu Pemesinan (Machining Time), adalah banyaknya waktu penyayatan yang dibutuhkan untuk mengerjakan (membentuk atau memotong) suatu benda kerja.
2.3.7 Proses kerja mesin bubut
1. Untuk memotong bahan 2. Untuk membuat ulir
3. Untuk membuat tirus 4. Untuk membuat cekung 5. Untuk membuat cembung 6. Untuk bubut rata
7. Untuk membuat lubang 8. Untuk memperbesar lubang
9. Untuk membuat permukaan menjadi kasar (kartel)
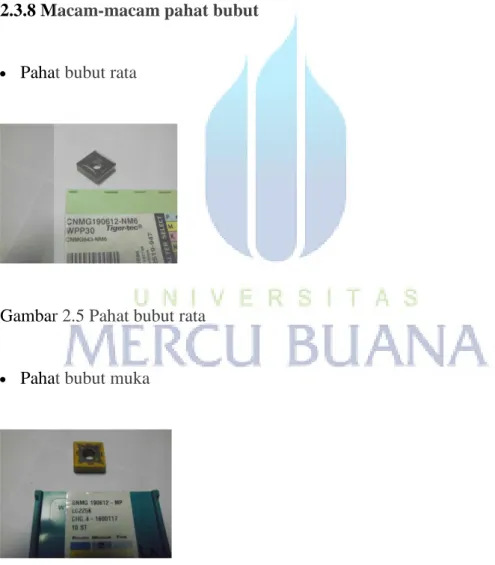
2.3.8 Macam-macam pahat bubut
Pahat bubut rata
Gambar 2.5 Pahat bubut rata
Pahat bubut muka
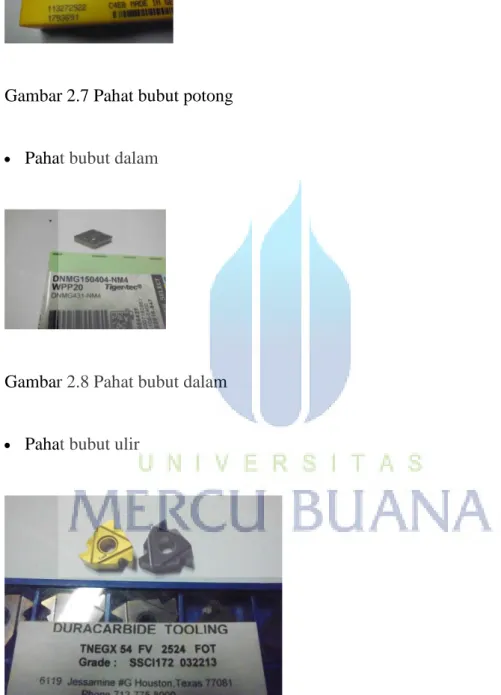
Pahat bubut potong
Gambar 2.7 Pahat bubut potong
Pahat bubut dalam
Gambar 2.8 Pahat bubut dalam
Pahat bubut ulir
Pahat bubut alur
Gambar 2.10 Pahat alur
2.3.9 Instruksi keselamatan dalam proses bubut
Baca dulu intruksi manual sebelum memulai mengoperasikan mesin Upayakan tempat kerja tetap bersih dengan penerangan yang memadai Semua peralatan harus digrounded
Gunakan selalu kacamata pelindung setiap saat bekerja dengan mesin
Hindari pengoperasian mesin pada lingkungan yang berbahaya, seperti lingkungan yang banyak mengandung bahan mudah terbakar
Yakinkan bahwa tombol dalam keadaan OFF sebelum menghubungkan mesin dengan sumber listrik
Pertahankan kebersihan tempat kerja, bebas dari kekacauan, minyak dan sebagainya
Tetapkan batas aman untuk pengunjung
Ketika membersihkan mesin, upayakan mesin dalam keadaan mati, maka lebih baik jika hubungan dengan sumber listrik diputus
Gunakan selalu alat dan perlengkapan yang ditentukan Gunakan selalu alat yang benar.
Selalu gunakan kaca mata pelindung
Jangan menghentikan spindle dengan tangan
Jangan biarkan kunci chuck tetap menempel pada chuck
2.4. DRILL PIPE
Drill pipe merupakan bagian rangkaian pipa bor yang terpanjang, artinya jumlahnya paling banyak dalam satu rangkaian pipa bor untuk mencapai kedalaman lubang bor yang diinginkan. Fungsi utama drill pipe adalah untuk:
Menghubungkan Kelly dengan drill collar dan mata bor di atas lubang bor
Memberikan rangkaian pipa bor, sehingga dapat menembus formasi yang lebih dalam
Memungkinkan naik turunnya mata bor
Meneruskan putaran dari meja putar ke meja bor
Meneruskan aliran lumpur bor dari swivel ke mata bor
2.4.1 Penyambungan Drill Pipe
Setiap section atau joint drill pipe standart mempunyai tiga bagian pokok, yaitu: tube (pipe), dan tool joint pada kedua ujungnya. Tool joint terdiri dari dua jenis:
1. Pin connection : tool joint pada bagian bawah drill pipe dimana ulir dibuat pada bagian luar.
2. Box connection : tool joint pada bagian atas drill pipe dimana ulir dibuat pada bagian dalam.
2.4.2 Karakteristik drill pipe
Berdasar tipe drill pipe dibagi menjadi dua macam:
1. Standar drill pipe : digunakan dari permukaan sampai pada top drill collar. Pada umumnya drill pipe diikuti drill collar di atas mata bor (bit).
2. Heavy weight drill pipe : digunakan pada kondisi khusus, yaitu pada waktu terjadi down hole problem seperti pipa terjepit, dan sebagainya.
Berdasar ukuran dan panjang dikelompokkan sebagai berikut:
1. Range 18’-22’ jarang dijumpai
2. Range 27’-30’
3. Range 39’-45’
Drill pipe joint biasanya disambung atau dilepas dari section pipa bor. Section ini disebut stand. Jumlah joint dalam satu stand ditentukan oleh tinggi menara dan ring drill pipe yang digunakan. Drill pipe disimpan bila tidak digunakan pada dua rak pipa di dekat rig. Rig storage bisa dilepas dari rangkaian pipa bor, drill pipe joint ditempatkan pada rak pipa di sisi menara.
2.5 API Spec 7.1
API atau American Petroleum Institute adalah suatu “Main US trade association ” untuk Industry Oil and Gas yang mewakili sekitar 400 Perusahaan yang tersebar di Production, Refinement and Distribution, serta industry lainnya, kadang juga disebut sebagai AOI atau American Oil Industry.
Sejak tahun 1924, API sudah membuat standard untuk keperluan Industry Minyak dan Gas Alam dunia.
Saat ini API memantain sekitar 550 Standard yang meliputi seluruh aspek didalam Industry Minyak dan Gas Alam. API juga ikut terlibat secara aktif didalam pembuatan dan pengembangan ISO atau International Standard Organization yang juga sesuai untuk digunakan di dunia industry secara umum.
Setiap tahunnya lebih dari 100,000 publications disebar keseluruh penjuru dunia oleh API.
Didalam lingkup API ada beberapa standart. Tapi standart yang akan diteliti pada penelitian ini ialah API spesifikasi 7-1 tentang element batang
pengeboran.Dimana ulir yang terdapat dalam pipa bor ini sangat bervariasi.Variasi ulir dalam API spesifikasi ini dibagi dalam beberapa jenis yaitu:
a) Numbered Connection (NC)
Jenis koneksi ini terdiri dari beberapa ukuran dari ukuran NC 23 s/d NC 70.
b) Full Hole (FH)
Jenis koneksi ini hanya sedikit dari ukuran 3 ½” FH,4 ½” FH, 5 ½” FH dan 6 5/8” FH.
c) Internal Flush (IF)
d) Reguler
Jenis ukuran ini lebih beragam yaitu dari ukuran 1” Reguler s/d 8 5/8” Reguler.
Dalam pengerjaan ulir diatas ada beberapa aktivitas yang dilakukan sebagai contoh;penguliran,cold working,manganophospate treatment.Cold working adalah proses pengerolan yang dilakukan pada minor ulir agar lebih pepat. manganophospate treatment adalah aktivitas perlindungan ulir dari gesekan besi dengan besi dengan cara mencelupkan di larutan kimia manganphospate yang
dipanaskan pada suhu 92°C s/d 98°C.
2.6
TENAGA KERJAPengertian tenaga kerja atau man power mencakup penduduk yang sudah atau sedang bekerja, yang sedang mencari pekerjaan dan yang melakukan kegiatan lain (seperti : bersekolah dan mengurus rumah tangga); walaupun sedang tidak bekerja mereka dianggap secara fisik mampu dan sewaktu-waktu dapat ikut bekerja. Secara praktis, pengertian tenaga kerja didefinisikan sebagai penduduk usia kerja (Simanjuntak, 1985).
Menurut Undang-Undang Nomor 13 Tahun 2003 tetang ketenagakerjaan, yang disebut sebagai tenaga kerja adalah setiap orang yang mampu melakukan pekerjaan guna menghasilkan barang dan atau jasa baik untuk memenuhi kebutuhan sendiri maupun masyarakat. Sumarsono (2003) menyatakan tenaga kerja sebagai semua orang yang bersedia untuk bekerja. Pengertian tenaga kerja tersebut meliputi mereka yang bekerja untuk dirinya sendiri ataupun keluarga yang tidak menerima bayaran berupa upah; atau mereka yang bersedia bekerja dan
mampu untuk bekerja namun tidak ada kesempatan kerja sehingga terpaksa menganggur. Dumairy (1996) mendefinisikan tenaga kerja adalah penduduk yang berusia dalam batas usia kerja. Sedangkan Badan Pusat Statistik mendefinisikan tenaga kerja (man power) sebagai seluruh penduduk dalam usia kerja (15 tahun keatas) yang berpotensi memproduksi barang dan jasa.
Sitanggang dan Nachrowi (2004) memberikan ciri-ciri tenaga kerja yang antara lain :
1. Tenaga kerja umumnya tersedia di pasar tenaga kerja dan biasanya siap untuk digunakan dalam suatu proses produksi barang dan jasa. Kemudian perusahaan atau penerima tenaga kerja meminta tenaga kerja dari pasar tenaga kerja. Apabila tenaga kerja tersebut telah bekerja, maka mereka akan menerima imbalan berupa upah atau gaji.
2. Tenaga kerja yang terampil merupakan potensi sumber daya manusia (SDM) yang sangat dibutuhkan pada setiap perusahaan untuk mencapai tujuan. Jumlah penduduk dan angkatan kerja yang besar di satu sisi merupakan potensi SDM yang dapat diandalkan, tetapi disisi lain juga merupakan masalah besar yang berdampak pada berbagai sektor
Tenaga kerja (manpower) terdiri dari angkaan kerja dan bukan angkatan kerja. Angkatan kerja (labor force) terdiri dari : golongan yang bekerja dan golongan yang mencari pekerjaan atau menganggur. Sedangkan kelompok yang bukan angkatan kerja terdiri dari : golongan yang bersekolah, golongan yang mengurus rumah tangga dan golongan lain-lain atau penerima pendapatan. Ketiga kelompok bukan angkatan kerja sewaktu-waktu dapat menawarkan jasanya untuk bekerja sehingga kelompok ini dinamakan potensial labor force (Simanjuntak, 1985).
2.7 BIAYA
Menurut Supriyono (2000;16), biaya adalah harga perolehan yang dikorbankan atau digunakan dalam rangka memperoleh penghasilan atau revenue yang akan dipakai sebagai pengurang penghasilan.
Menurut Henry Simamora (2002;36), biaya adalah kas atau nilai setara kas yang dikorbankan untuk barang atau jasa yang diharapkan memberi manfaat pada saat ini atau di masa mendatang bagi organisasi.
Menurut Mulyadi (2001;8), biaya adalah pengorbanan sumber ekonomis yang diukur dalam satuan uang, yang telah terjadi, sedang terjadi atau yang kemungkinan akan terjadi untuk tujuan tertentu.
Menurut Masiyah Kholmi, biaya adalah pengorbanan sumber daya atau nilai ekuivalen kas yang dikorbankan untuk mendapatkan barang atau jasa yang diharapkan memberi manfaat di saat sekarang atau di masa yang akan datang bagi perusahaan.
Menurut Atkinson (2007:89), biaya adalah nilai moneter dari barang dan jasa yang dikeluarkan untuk mendapatkan keuntungan baik di masa sekarang maupun di masa mendatang. Biaya dapat juga digunakan untuk membuat suatu produk, sehingga dapat dijual dan menghasilkan keuntungan kas.
Menurut Carter (2009:2), biaya adalah suatu nilai tukar, pengeluaran, pengorbanan yang dikeluarkan untuk menjamin memperoleh manfaat.
Menurut Bastian Bustami biaya atau cost adalah pengorbanan sumber ekonomis yang diukur dalam satuan uang yang telah terjadi atau kemungkinan
akan terjadi untuk mencapai tujuan tertentu. Biaya ini belum habis masa pakainya, dan digolongkan sebagai aktiva yang dimasukkan dalam neraca.
2.7.1 Penggolongan Biaya
Menurut Mulyadi (2005:13), biaya digolongkan sebagai berikut; 1. Menurut objek pengeluaran.
Penggolongan ini merupakan penggolongan yang paling sederhana, yaitu berdasarkan penjelasan singkat mengenai suatu objek pengeluaran, misalnya pengeluaran yang berhubungan dengan telepon disebut “biaya telepon”.
2. Menurut fungsi pokok dalam perusahaan, biaya dapat digolongkan menjadi 3 kelompok, yaitu:
a. Biaya produksi, yaitu semua biaya yang berhubungan dengan fungsi produksi atau kegiatan pengolahan bahan baku menjadi produk selesai. Biaya produksi dapat digolongkan ke dalam biaya bahan baku, biaya tenaga kerja, dan biaya overhead pabrik.
b. Biaya pemasaran, adalah biaya-biaya yang terjadi untuk melaksanakan kegiatan pemasaran produk, contohnya biaya iklan, biaya promosi, biaya sampel, dll.
c. Biaya administrasi dan umum, yaitu biaya-biaya untuk mengkoordinasikan kegiatan-kegiatan produksi dan pemasaran produk, contohnya gaji bagian akuntansi, gaji personalia, dll.
3. Menurut hubungan biaya dengan sesuatu yang dibiayai.
a. Biaya langsung (direct cost), merupakan biaya yang terjadi dimana penyebab satu-satunya adalah karena ada sesuatu yang harus dibiayai.
Dalam kaitannya dengan produk, biaya langsung terdiri dari biaya bahan baku dan biaya tenaga kerja langsung.
b. Biaya tidak langsung (indirect cost), biaya yang terjadi tidak hanya disebabkan oleh sesuatu yang dibiayai, dalam hubungannya dengan produk, biaya tidak langsung dikenal dengan biaya overhead pabrik.
4. Menurut perilaku dalam kaitannya dengan perubahan volume kegiatan
a. Biaya tetap (fixed cost), biaya yang jumlahnya tetap konstan tidak dipengaruhi perubahan volume kegiatan atau aktivitas sampai tingkat kegiatan tertentu, contohnya; gaji direktur produksi.
b. Biaya variabel (variable cost), biaya yang jumlah totalnya berubah secara sebanding dengan perubahan volume kegiatan atau aktivitas, contoh; biaya bahan baku, biaya tenaga kerja langsung.
c. Biaya semi variabel, biaya yang jumlah totalnya berubah tidak sebanding dengan perubahan volume kegiatan. Biaya semi variabel mengandung unsur biaya tetap dan biaya variabel, contoh; biaya listrik yang digunakan.
d. Biaya semi fixed, biaya yang tetap untuk tingkat volume kegiatan tertentu dan berubah dengan jumlah yang konstan pada volume produksi tertentu. 5. Menurut Jangka Waktu Manfaatnya
a. Pengeluaran modal (Capital Expenditure), yaitu pengeluaran yang akan memberikan manfaat/benefit pada periode akuntansi atau pengeluaran yang akan dapat memberikan manfaat pada periode akuntansi yang akan datang.
b. Pengeluaran pendapatan (Revenue Expenditure), pengeluaran yang akan memberikan manfaat hanya pada periode akuntansi dimana pengeluaran itu terjadi.
2.7.2 Biaya Pemasaran
Menurut Mulyadi (2005:487), biaya pemasaran dalam arti sempit dibatasi artinya sebagai biaya penjualan, yaitu biaya-biaya yang dikeluarkan untuk menjual produk ke pasar. Sedangkan biaya pemasaran dalam arti luas meliputi semua biaya yang terjadi sejak saat produk selesai diproduksi dan disimpan dalam gudang sampai dengan produk tersebut diubah kembali dalam bentuk uang tunai.
Menurut Hansen & Mowen (2001:47), biaya pemasaran adalah biaya-biaya yang diperlukan untuk memasarkan produk atau jasa, meliputi biaya-biaya gaji dan komisi tenaga jual, biaya iklan, biaya pergudangan dan biaya pelayanan pelanggan.
Menurut Henry Simamora (2002:37), biaya pemasaran atau penjualan (Marketing Cost) meliputi semua biaya yang dikeluarkan untuk mendapat pesanan pelanggan dan menyerahkan produk atau jasa ke tangan pelanggan.
2.7.3 Penggolongan Biaya Pemasaran
Mulyadi (2005:488) menggolongkan biaya pemasaran menjadi dua golongan, yaitu:
a) Order Getting Cost (biaya untuk mendapatkan pesanan), yaitu semua biaya yang dikeluarkan dalam usaha untuk memperoleh pesanan. Contohnya; biaya gaji dan wiraniaga, komisi penjualan, advertensi dan promosi.
b) Order Filling Cost (biaya untuk memenuhi pesanan), yaitu semua biaya yang dikeluarkan dalam rangka mengusahakan agar produk sampai ke tangan pembeli/konsumen. Contohnya; biaya pergudangan, biaya pengangkutan dan biaya penagihan.
2.7.4 Biaya Promosi
Menurut Phillip Kotler dialihbahasakan Benyamin Molan (2000:640), biaya promosi adalah sejumlah biaya yang dikeluarkan untuk promosi.
Menurut Henry Simamora (2002:762), biaya promosi merupakan sejumlah dana yang dikucurkan perusahaan ke dalam promosi untuk meningkatkan penjualan.
2.7.5 Biaya Layanan Konsumen
Menurut Phillip Kotler (2000:41), biaya layanan konsumen adalah sekumpulan biaya yang dikeluarkan untuk mengevaluasi, mendapatkan, dan menggunakan produk atau jasa tersebut.
Menurut E. Jerome Mc.Carthy dialihbahasakan Gunawan Hutauruk, biaya layanan konsumen adalah jenis-jenis pengeluaran yang mendukung operasi suatu perusahaan.
2.7.6 Biaya Tenaga Kerja
Biaya tenaga kerja merupakan salah satu biaya konversi, disamping biaya overhead pabrik untuk mengubah bahan baku menjadi produk jadi. Menurut Daljono (2004:40) Dalam hubungannya dengan produk, tenaga kerja dibagi menjadi tenaga kerja langsung dan tenaga kerja tak langsung.
Tenaga kerja langsung adalah semua karyawan yang secara langsung ikut serta memproduksi produk jadi, yang jasanya dapat diukur secara langsung dengan produk, yang merupakan bagian yang besar dalam memproduksi produk. Upah tenaga kerja langsung diperlakukan sebagai biaya tenaga kerja langsung dan diperhitungkan langsung sebagai unsur biaya produksi. Tenaga kerja yang jasanya tidak secara langsung dapat diusut pada produk disebut tenaga kerja tak langsung. Upah tenaga kerja tak langsung ini disebut biaya tenaga kerja tak langsung dan merupakan unsur biaya overhead pabrik. Upah tenaga kerja tak langsung dibebankan pada produk tidak langsung, tetapi melalui biaya overhead pabrik yang ditentukan.
Mulyadi (1999:344), menyatakan bahwa biaya tenaga kerja adalah harga yang dibebankan untuk menggunakan tenaga kerja manusia tersebut.
Menurut R. Soemita Adikousoemo (1999:132) menyatakan bahwa biaya tenaga kerja adalah merupakan pengeluaran yang diharapkan akan memberi manfaat diwaktu yang akan datang dalam hubungannya realisasi penghasilan. Berdasarkan pengertian tersebut, maka dapat diasumsikan bahwa biaya tenaga kerja adalah jumlah yang diukur dalam satuan uang yaitu pengeluaran dalam bentuk kontan atau dalam bentuk pemindahan kekayaan, jasa yang diserahkan dalam hubungannya dengan barang dan jasa yang akan diperoleh atau yang akan dicapai.
2.8 DISTORSI BIAYA
Penentuan biaya produksi dengan metoda traditional costing dapat menimbulkan distorsi biaya produksi. Hal ini disebabkan karena metoda tersebut hanya mempergunakan satu macam basis pembebanan biaya untuk pemakaian sumber
daya, sementara setiap sumber daya yang berbeda dapat saja dikonsumsi berdasarkan basis yang berbeda pula. Untuk mengatasi keterbatasan pada metoda traditional costing maka dikembangkan sistem biaya yang didasarkan pada aktivitas yang disebut Activity Based Costing, yang didasari oleh asumsi bahwa aktivitas mengkonsumsi biaya dan produk mengkonsumsi aktivitas. Dengan demikian, penyebab dari dikonsumsinya biaya adalah aktivitas yang dilakukan untuk membuat suatu produk, bukan produk itu sendiri. Maka dengan metoda Activity Based Costing pembebanan biaya tidak selalu dianggap proporsional terhadap volume produk, melainkan proporsional terhadap pengkonsumsian sumber daya oleh aktivitas-aktivitas yang dilakukan dalam membuat produk tersebut.
Pemilihan aktivitas-aktivitas dan pemicu-pemicu biaya secara hati-hati merupakan kunci untuk memperoleh manfaat dari sistem Activity Based Costing. Analytic Hierarchy Process merupakan salah satu metodologi yang mampu menangani kriteria keputusan yang banyak dan konsisten untuk menentukan pemicu-pemicu biaya dalam Activity Based Costing. Analytic Hierarchy Process mampu membantu kekonsistenan munculnya problem-problem pemilihan pemicu biaya dengan kriteria keputusannya yang dinyatakan secara subyektif berdasarkan pada pengalaman manajerial.
2.8.1. Pengertian ABC (Activity Based Costing)
Activity Based Costing merupakan metoda yang menerapkan konsep-konsep akuntansi aktivitas untuk menghasilkan perhitungan harga pokok produk yang lebih akurat. Namun dari perspektif manajerial, sistem ABC menawarkan lebih
dari sekedar informasi biaya produk yang akurat akan tetapi juga menyediakan informasi tentang biaya dan kinerja dari aktivitas dan sumber daya serta dapat menelusuri biaya-biaya secara akurat ke objek biaya selain produk, misalnya pelanggan dan saluran distribusi.
Pengertian akuntansi aktivitas menurut Amin Widjaja (1992; 27) adalah:
“Bahwa ABC Sistem tidak hanya memberikan kalkulasi biaya produk yang lebih akurat, tetapi juga memberikan kalkulasi apa yang menimbulkan biaya dan bagaimana mengelolanya, sehingga ABC System juga dikenal sebagai sistem manajemen yang pertama.”
Sedangakan menurut Mulyadi (1993:34) memberikan pengertian ABC sebagai berikut:
“ABC merupakan metoda penentuan HPP (product costing) yang ditujukan untuk menyajikan informasi harga pokok secara cermat bagi kepentingan manajemen, dengan mengikursecara cermat konsumsi sumber daya alam setiap aktivitas yang digunakan untuk menghasilkan produk.”
Pengertian ABC Sistem yang lain juga dikemukakan oleh Hansen and Mowen (1999: 321) sebagai berikut :
“Suatu sistem kalkulasi biaya yang pertama kali menelusuri biaya ke aktivitas kemudian ke produk.”
“Suatu proses pengumpulan dan menelusuri biaya dan data performan terhadap suatu aktivitas perusahaan dan memberikan umpan balik dari hasil aktual terhadap biaya yang direncanakan untuk melakukan tindakan koreksi apabila diperlukan.”
Definisi lain dikemukakan oleh Garrison dan Norren (2000: 292) sebagai berikut:
“Metoda costing yang dirancang untuk menyediakan informasi biaya bagi manajer untuk keputusan strategik dan keputusan lainnya yang mungkin akan mempengaruhi kapasitas dan juga biaya tetap.” Activity-Based Costing (ABC) adalah konsep perhitungan biaya dalam akuntansi manajemen yang didasarkan pada aktivitas-aktivitas bisnis dalam organisasi yang dapat diterapkan untuk menghitung biaya produk dengan lebih akurat. Produk merupakan hasil aktivitas-aktivitas bisnis dan aktivitas-aktivitas-aktivitas-aktivitas tersebut memanfaatkan sumberdaya yang berarti menimbulkan biaya. Biaya produk dihubungkan ke aktivitas-aktivitas bisnis relevan dan kemudian ke sumberdaya-sumberdaya yang dimanfaatkan. Hal ini menghasilkan perhitungan biaya produk yang lebih akurat dibandingkan dengan perhitungan menggunakan konsep tradisional. ABC baik untuk diterapkan di perusahaan yang memproduksi lebih dari satu jenis produk dan memiliki komponen biaya tidak langsung yang signifikan.
Activity-Based Costing (ABC) adalah suatu sistem informasi akuntansi yang mengidentifikasi berbagai aktivitas yang dikerjakan dalam suatu organisasi dan mengumpulkan biaya dengan dasar dan sifat yang ada dan perluasan dari aktivitasnya. ABC memfokuskan pada biaya yang melekat pada produk
berdasarkan aktivitas untuk memproduksi, mendistribusikan atau menunjang produk yang bersangkutan.
Sistem ABC timbul sebagai akibat dari kebutuhan manajemen akan informasi akuntansi yang mampu mencerminkan konsumsi sumber daya dalam berbagai aktivitas untuk menghasilkan produk secara akurat. Hal ini didorong oleh:
1. Persaingan global yang tajam yang memaksa perusahaan untuk cost effective
2. Advanced manufacturing technology yang menyebabkan proporsi biaya overhead pabrik dalam product cost menjadi lebih tinggi dari primary cost.
3. Adanya strategi perusahaan yang menerapkan market driven strategy
Kelemahan sistem akuntansi biaya tradisional:
a. Akuntansi biaya tradisional dirancang hanya menyajikan informasi biaya pada tahap produksi.
b. Alokasi biaya overhead pabrik hanya didasarkan pada jam tenaga kerja langsung atau hanya dengan volume produksi.
c. Ada diversitas produk, dimana masing-masing produk mengkonsumsi biaya overhead yang berbeda beda.
Penerapan ABC sistem akan relevan bila biaya overhead pabrik merupakan biaya yang paling dominan dan multiproduk. Dalam merancang ABC sistem, aktivitas untuk membuat dan menjual produk digolonhkan dalam 4 kelompok, yaitu:
a. Facility sustaining activity cost adalah biaya yang berkaitan dengan aktivitas mempertahankan kapasitas yang dimiliki perusahaan. Misal biaya depresiasi, biaya asuransi, biaya gaji pegawai kunci
b. Product sustaining activity cost adalah biaya yang berkaitan dengan aktivitas penelitian dan pengembangan produk dan biaya untuk mempertahankan produk untuk tetap dapat dipasarkan. Misal biaya pengujian produk, biaya desain produk
c. Bacth activity cost adalah biaya yang berkaitan dengan jumlah bacth produk yang diproduksi. Misal biaya setup mesin.
d. Unit level activity cost adalah biaya yang berkaitan dengan besar kecilnya jumlah unit produk yang dihasilkan. Misal biaya bahan baku, biaya tenaga kerja
2.8.2 Pembebanan dua tahap dalam ABC
Pada Activity-Based Costing meskipun pembebanan biaya-biaya overhad pabrik dan produk juga menggunakan dua tahap seperti pada akuntansi biaya tradisional, tetapi pusat biaya yang dipakai untuk pengumpulan biaya-biaya pada tahap pertama dan dasar pembebanan dari pusat biaya kepada produk pada tahap kedua sangat berbeda dengan akuntansi biaya tradisional (cooper, 1991:269-270).
Activity-Based costing menggunakan lebih banyak cost driver bila dibandingkan dengan sistem pembebanan biaya pada akuntansi biaya tradisional.
Sebelum sampai pada prosedure pembebanan dua tahap dalam Activity-Based Costing perlu dipahami hal-hal sebagai berikut:
1. Cost Driver adalah suatu kejadian yang menimbulkan biaya. Cost Driver merupakan faktor yang dapat menerangkan konsumsi biaya-biaya overhead. Faktor ini menunjukkan suatu penyebab utama tingkat aktivitas yang akan menyebabkan biaya dalam aktivitas-aktivitas selanjutnya.
2. Rasio Konsumsi adalah proporsi masing-masing aktivitas yang dikonsumsi oleh setiap produk, dihitung dengan cara membagi jumlah aktivitas yang dikonsumsi oleh suatu produk dengan jumlah keseluruhan aktivitas tersebut dari semua jenis produk.
3. Homogeneous Cost Pool merupakan kumpulan biaya dari overhead yang variasi biayanya dapat dikaitkan dengan satu pemicu biaya saja. Atau untuk dapat disebut suatu kelompok biaya yang homogen, aktivitas-aktivitas overhead secara logis harus berhubungan dan mempunyai rasio konsumsi yang sama untuk semua produk.
Menurut Mulyadi (1993: 94), prosedure pembebanan biaya overhead dengan sisitem ABC melalui dua tahap kegiatan:
a. Tahap Pertama
Pengumpulan biaya dalam cost pool yang memiliki aktifitas yang sejenis atau homogen, terdiri dari 4 langkah :
1. Mengidentifikasi dan menggolongkan biaya kedalam berbagai aktifitas
2. Mengklasifikasikan aktifitas biaya kedalam berbagai aktifitas, pada langkah ini biaya digolongkan kedalam aktivitas yang terdiri dari 4 kategori yaitu: Unit level
activity costing, Batch related activity costing, product sustaining activity costing, facility sustaining activity costing.
Level tersebut dapat dijelaskan sebagai berikut:
a. Aktivitas Berlevel Unit (Unit Level Activities)
Aktivitas ini dilakukan untuk setiap unit produksi. Biaya aktivitas berlevel unit bersifat proporsional dengan jumlah unit produksi. Sebagai contoh, menyediakan tenaga untuk menjalankan peralatan, karena tenaga tersebut cenderung dikonsumsi secara proporsional dengan jumlah unit yang diproduksi.
b. Aktivitas Berlevel Batch (Batch Level Activities)
Aktivitas dilakukan setiap batch diproses, tanpa memperhatikan berapa unit yang ada pada batch tersebut. Misalnya, pekerjaan seperti membuat order produksi dan pengaturan pengiriman konsumen adalah aktivitas berlevel batch.
c. Aktivitas Berlevel Produk (Produk Level Activities)
Aktivitas berlevel produk berkaitan dengan produk spesifik dan biasanya dikerjakan tanpa memperhatikan berapa batch atau unit yang diproduksi atau dijual. Sebagai contoh merancang produk atau mengiklankan produk.
d. Aktivitas Berlevel Fasilitas (Facility level activities)
Aktivitas berlevel fasilitas adalah aktivitas yang menopang proses operasi perusahaan namun banyak sedikitnya aktivitas ini tidak berhubungan dengan volume. Aktivitas ini dimanfaatkan secara bersama oleh berbagai jenis produk
yang berbeda. Kategori ini termasuk aktivitas seperti kebersihan kantor, penyediaan jaringan komputer dan sebagainya.
3. Mengidentifikasikan Cost Driver
Dimaksudkan untuk memudahkan dalam penentuan tarif/unit cost driver.
4. Menentukan tarif/unit Cost Driver
Adalah biaya per unit Cost Driver yang dihitung untuk suatu aktivitas. Tarif/unit cost driver dapat dihitung dengan rumus sbb:
Tarif per unit Cost Driver = Cost Driverfitas Jumlah Akti
b. Tahap Kedua
Penelusuran dan pembebanan biaya aktivitas kemasing-masing produk yang menggunakan cost driver. Pembebanan biaya overhead dari setiap aktivitas dihitung dengan rumus sbb:
BOP yang dibebankan = Tarif/unit Cost Driver X Cost Driver yang dipilih
2.8.3 ABC pada perusahaan jasa
Sistem kerja Activity Based Costing banyak diterapkan pada perusahaan manufaktur, tetapi juga dapat diterapkan pada perusahaan jasa. Penerapan metoda Activity Based Costing pada perusahaan jasa memiliki beberapa ketentuan khusus, hal ini disebabkan oleh karakteristik yang dimiliki perusahaan jasa. Menurut Brinker (1992), karakteristik yang dimiliki perusahaan jasa, yaitu:
1) Output seringkali sulit didefinisi
2) Pengendalian aktivitas pada permintaan jasa kurang dapat didefinisi
3) Cost mewakili proporsi yang lebih tinggi dari total cost pada seluruh kapasitas yang ada dan sulit untuk menghubungkan antara output dengan aktivitasnya. Output pada perusahaan jasa adalah manfaat dari jasa itu sendiri yang kebanyakan tidak terwujud, contoh: kecepatan suatu jasa, kualitas suatu informasi, pemuasan konsumen. Output pada perusahaan jasa tidak berwujud membuat perhitungan menjadi sulit. Sekalipun sulit, dewasa ini bisnis jasa menggunakan metoda Activity Based Costing pada bisnisnya.
Untuk menjawab permasalahan diatas, Activity Based Costing benar-benar dapat digunakan pada perusahaan jasa, setidak-tidaknya pada beberapa perusahaan. Hal-hal yang perlu diperhatikan dalam penerapan Activy Based Costing pada perusahaan jasa adalah:
1) Identifying and Costing Activities
Mengidentifikasi dan menghargai aktivitas dapat membuka beberapa kesempatan untk pengoperasian yang efisien.
2) Spesial Challenger
Perbedaan antara perusahaan jasa dan perusahaan manufaktur akan memiliki permasalahan-permasalahan yang serupa. Permasalahan itu seperti sulitnya mengalokasikan biaya ke aktivitas. Selain itu jasa tidak dapat menjadi
suatu persediaan, karena kapasitas yang ada namun tidak dapat digunakan menimbulkan biaya yang tidak dapat dihindari.
3) Output Diversity
Perusahaan jasa juga memiliki kesulitan-kesulitan dalam mengidentifikasi output yang ada. Pada perusahaan jasa, diversity yang menggambarkan aktivitas-aktivitas pendukung pada hal-hal yang berbeda mungkin sulit untuk dijelaskan atau ditentukan