PENERAPAN SHOJINKA DALAM FLEKSIBILITAS PRODUKSI
PADA LINTASAN PERAKITAN
Bambang Indrayadi
1, Arif Rahman
2, Gery Hardhiarto
3 Program Studi Teknik Industri, Fakultas TeknikUniversitas Brawijaya Malang (UB) Jl. Mayjen Haryono 167 Malang 65145 Indonesia
Phone/Fax : +62-341-551430 E-mail : posku@ub.ac.id2
Abstrak
Perubahan jumlah permintaan yang berfluktuasi tidak menentu merupakan permasalahan yang kerapkali dihadapi oleh perusahaan, termasuk PT X. Fluktuasi permintaan menyulut problema peramalan permintaan dalam penentuan jumlah produksi di masa mendatang, Kekeliruan penentuan jumlah produksi dapat menyebabkan terjadinya penumpukan pada persediaan produk, namun juga dapat mengakibatkan kehilangan kesempatan dalam memenuhi sebagian permintaan konsumen. Penentuan jumlah produksi secara fleksibel melalui strategi mengikuti permintaan (chase demand strategy) dapat ditempuh dengan mengatur jumlah tenaga kerja. Pengaturan jumlah tenaga kerja dengan teknik shojinka akan mewujudkan fleksibilitas produksi dengan beban kerja yang lebih stabil, mengurangi fenomena undertime dan overtime. Shojinka merupakan suatu teknik untuk mencapai fleksibilitas dalam pengaturan jumlah tenaga kerja dengan menyesuaikan diri terhadap perubahan permintaan, dengan tetap menyeimbangkan lintasan produksi berdasarkan perhitungan metode heuristik. Kondisi awal perusahaan yang mempergunakan strategi produksi konstan (level production strategy) menetapkan waktu siklus sebesar 29,72 detik dan 55 pekerja, mempunyai efisiensi sebesar 69,69% dan output produksi sejumlah 48.452 unit. Analisis teknik shojinka diterapkan dengan perhitungan pada saat permintaan rata-rata, permintaan minimum dan permintaan maksimum. Pada permintaan rata-rata dengan waktu siklus sebesar 25,70 detik dan 69 pekerja, didapatkan efisiensi sebesar 91,24% dan output produksi sejumlah 56.031 unit. Pada permintaan minimum dengan waktu siklus sebesar 95,98 detik dan 18 pekerja, didapatkan efisiensi sebesar 93,66% dan output sejumlah 15.003 unit. Pada permintaan maksimum dengan waktu siklus sebesar 19,19 detik dan 89 pekerja, didapatkan efisiensi sebesar 94,75% dan output produksi sejumlah 75.039 unit.
Kata kunci
: Shojinka, fluktuasi permintaan, fleksibilitas produksi, keseimbangan lintasan
1. PENDAHULUAN.
PT. X merupakan industri manufaktur yang bergerak di bidang perakitan sepeda motor.
Perusahaan memasarkan dan melayani
kebutuhan sepeda motor di seluruh wilayah
Indonesia. Seksi Assy Engine merupakan salah
satu seksi yang dibawahi oleh departemen
produksi PT. X. Seksi Assy Engine bertugas
untuk merakit (assembly) engine sepeda motor.
Adapun tahapan proses produksi dari engine
sepeda motor tipe 125cc melalui 52 stasiun kerja dan 400 operasi kerja.
Pasar konsumen sepeda motor sangat potensial, apalagi pasca krisis ekonomi yang menyebabkan tarif moda transportasi publik meningkat dan memicu masyarakat untuk memilih moda transportasi alternatif yang lebih
Tabel 1.1 Data Rencana dan Produksi Engine PT. X
Bulan Rencana Produksi Keterangan
Februari 2008 47.476 53.096 Terpenuhi (lebih 5.620) Maret 2008 55.716 55.759 Terpenuhi (lebih 43) April 2008 63.105 66.150 Terpenuhi (lebih 3.045)
Mei 2008 62.000 61.968 Kekurangan 32
Juni 2008 60.990 60.432 Kekurangan 558
Juli 2008 61.498 62.539 Terpenuhi (lebih 1.041) Agustus 2008 72.440 74.596 Terpenuhi (lebih 2.156) September 2008 69.545 67.217 Kekurangan 2.328 Oktober 2008 55.280 55.166 Kekurangan 114 November 2008 69.960 70.698 Terpenuhi (lebih 738) Desember 2008 69.960 16.337 Kekurangan 53.623 Januari 2009 62.760 41.611 Kekurangan 21.149 Februari 2009 36.718 36.787 Terpenuhi (lebih 69)
Total 787.448 722.356 Kekurangan 65.092
Permintaan pasar yang terus meningkat dalam persaingan yang semakin terbuka, membuat jumlah permintaan yang terlayani oleh masing-masing perusahaan berfluktuatif tidak menentu. Permasalahan fluktuasi permintaan pasar juga dihadapi oleh PT. X. Fluktuasi dari permintaan ini memaksa perusahaan untuk cermat dalam menentukan jumlah produksinya. Penentuan jumlah produksi yang terlalu besar dibandingkan
pasar yang terlayani akan menyebabkan
terjadinya penumpukan di persediaan produk. Namun pada saat perusahaan kurang tepat membaca situasi pasar dan menentukan jumlah produksi yang rendah akan menyebabkan tidak terpenuhinya permintaan sebagian konsumen ketika pasar sedang meningkat.
Dalam mengatur perencanaan produksi, PT.
X menganut strategi level production, yaitu
penentuan jumlah produksi konstan perharinya. Perusahaan harus memiliki produktivitas yang tinggi dalam menanggapi permintaan konsumen yang semakin responsif. Data rencana dan
produksi dari seksi Assy Engine PT. X dapat
dilihat pada tabel 1.1
Melalui pengamatan awal di obyek
penelitian teridentifikasi permasalahan berikut : Jumlah permintaan yang fluktuatif; Jumlah
persediaan cadangan (safety stock) cukup tinggi
yang menyebabkan pemborosan; Perlunya perencanaan produksi dengan pengendalian pada
lintasan perakitan engine yang memiliki 400
operasi kerja dengan waktu kerja yang
bervariasi; dan Strategi demand chasing yang
membutuhkan keseimbangan lini yang fleksibel
pada lintasan perakitan engine.
Berdasarkan beberapa masalah yang
teridentifikasi, maka dirumuskan pokok
permasalahannya adalah “Bagaimanakah
menyeimbangkan lintasan perakitan untuk mencapai fleksibilitas produksi menghadapi
permintaan yang berfluktuasi?”. Dengan
menerapkan shojinka untuk memecahkan
permasalahan tersebut, penelitian ini bertujuan untuk mengatur jumlah tenaga kerja dengan tetap mengendalikan keseimbangan lini lintasan perakitan pada saat jumlah permintaan rata-rata, minimum, dan maksimum.
2. Dasar Teori
2.1 Keseimbangan Lintasan
Keseimbangan lintasan adalah
permasalahan pemberian task kepada stasiun
kerja sehingga pembagian task merata
(seimbang) dengan mempertimbangkan
beberapa batasan (Sly, 2007 [2]). Tujuan
menyeimbangkan lintasan adalah untuk
meminimalkan waktu menganggur (idle time)
pada lintasan yang disebabkan oleh
ketidakseimbangan waktu produksi diantara
stasiun kerja (Lecturer Notes, 2005 [3]).
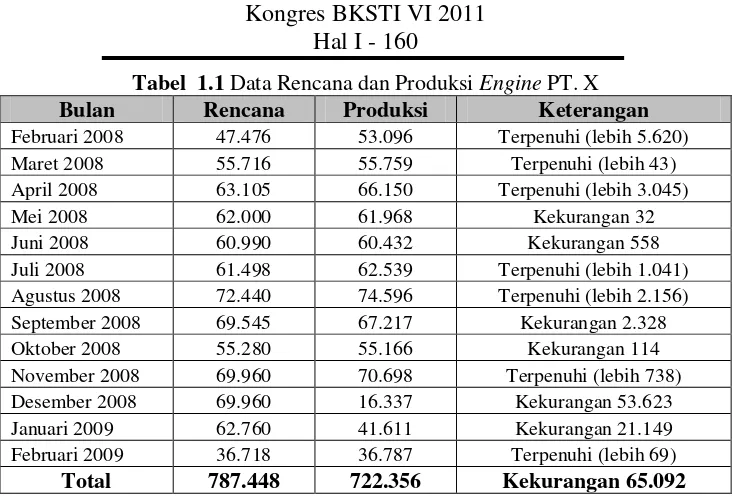
Ada beberapa dasar metode yang digunakan untuk menyelesaikan masalah keseimbangan lintasan, yaitu: metode heuristik, metode analitis, metode probabilistik, metode empiris dan metode simulasi. Terdapat beberapa macam metode heuristik yang dikenal, seperti (Chang,
1992 [4]) : ranked positional weighted, fewest
Gambar 2.1 Metode Ranked Positional Weight
Sumber : Leon (2004 [5])
Ranked Positional Weight adalah salah satu
metode yang diusulkan oleh Helgeson dan Birnie sebagai pendekatan untuk memecahkan permasalahan pada keseimbangan lintasan (Groover, 2001 [6]).
Precedence diagram merupakan gambar
secara grafis yang memperlihatkan urutan suatu proses pengerjaan dari keseluruhan operasi pengerjaan, dengan tujuan agar memudahkan dalam pengawasan, evaluasi serta perencanaan aktivitas-aktivitas yang terkait di dalamnya.
Waktu siklus merupakan waktu yang dibutuhkan oleh lintasan produksi untuk
menghasilkan suatu unit produk. Berikut ini
merupakan persamaan dari waktu siklus yang
jumlah stasiun kerjanya tidak diketahui
(Sugiyono, 2006 [7]):
Q
Q = output target selama periode waktu produksi
Sedangkan berikut ini merupakan
persamaan dari waktu siklus (cycle time) yang
jumlah stasiun kerjanya diketahui:
n
bilangan bulat dan tergantung pada waktu siklus
yang diinginkan (TC), sehingga rumusnya
menjadi (Elsayed, 1994 [8]):
C
nmin = perkiraan jumlah stasiun kerja minimum
ti = waktu operasi elemen kerja ke-i (menit)
N = Jumlah operasi TC = Waktu siklus (menit)
Balanced delay merupakan ukuran
ketidakseimbangan dalam suatu lintasan
produksi yang merupakan jumlah waktu menganggur pada lintasan yang dinyatakan sebagai prosentase pemakaian waktu pada
lintasan. Secara matematis rumus balanced
delay adalah sebagai berikut (Leon, 2004 [5]):
%
Efisiensi waktu proses memperlihatkan seberapa efisienkah lintasan pada suatu lini produksi/perakitan. Besarnya setiap alokasi waktu pada stasiun kerja dinyatakan dalam bentuk prosentase. Secara matematis rumus
efisiensi ini adalah sebagai berikut (Sugiyono,
2006 [7]):
η = 100 % - D (5)
Dimana :
η = Efisiensi waktu proses (%) D = Balanced delay (%)
Output produksi digunakan untuk mengetahui berapakah jumlah keluaran yang dihasilkan oleh pekerja di lini produksi/perakitan. Output produksi dipengaruhi oleh waktu siklus yang dikehendaki selama periode waktu produksi. Rumus yang digunakan adalah sebagai berikut (Wignjosoebroto, 2003 [9]):
2.2 Teknik Shojinka
Gambar 2.2 menunjukkan faktor utama
shojinka sebagai salah satu teknik yang
dikembangkan oleh Toyota di dalam sistem
produksinya (Toyota Production System).
Shojinka adalah suatu teknik untuk mencapai
fleksibilitas dalam pengaturan jumlah pekerja di tempat kerja dengan menyesuaikan diri terhadap perubahan permintaan (Monden, 2000 [10]).
Dengan kata lain, shojinka berarti mengubah
(mengurangi atau menambah) jumlah pekerja pada suatu lintasan produksi apabila permintaan produksi berubah (berkurang atau bertambah).
SHOJINKA Mencapai fleksibilitas jumlah pekerja pada lini produksi dengan
menyesuaikan diri terhadap
Gambar 2.2 Faktor Utama Shojinka
Sumber : Monden (2000 [10])
3. Pengumpulan dan Pengolahan Data
Lampiran 1 menunjukkan precendence
diagram dari lini perakitan dan operasi firing
inspection di Seksi Assy Engine. Pada setiap
operasi kerja di Seksi Assy Engine dilakukan
pengukuran kerja langsung dengan metode jam henti sebanyak 10 replikasi. Selanjutnya dihitung waktu rata-rata hasil pengamatan di setiap operasi kerja. Berdasarkan observasi kondisi di area kerja maka diestimasikan nilai performance rating sebesar 114% dengan
metode Westinghouse, untuk selanjutnya
dipergunakan untuk menghitung waktu normal. Kondisi kerja dan lingkungan kerja yang mempengaruhi kerja menjadi dasar penentuan kelonggaran sebesar 21,5%, untuk selanjutnya
dipergunakan untuk menghitung waktu standar. Data-data waktu standar dari masing-masing operasi dapat dilihat pada Lampiran 2.
3.1 Analisis Sistem Awal
Berdasarkan persamaan 2, maka berikut ini merupakan persamaan dalam menentukan waktu
siklus untuk proses perakitan engine, dimana
pada kondisi aktual terdapat dua sistem yang digunakan, yaitu sistem seri untuk lini perakitan
dan sistem paralel pada proses firing inspection:
n
Berdasarkan data tersebut, maka berikut ini merupakan perhitungan dalam menentukan
waktu siklus pada perakitan engine:
TC=
Penentuan jumlah stasiun kerja pada firing
inspection diperlukan karena sistem yang
digunakan pada firing inspection merupakan
sistem paralel, yang tentunya berbeda dengan stasiun kerja yang lainnya yang bertipe sistem seri. Berikut ini merupakan perhitungan jumlah
stasiun kerja pada firing inspection:
nfiring=
Berdasarkan perhitungan di atas dan dikondisikan dengan keadaan aktual yang ada di lapangan ternyata jumlah stasiun kerja pada
firing inspection telah mencukupi untuk waktu
Balanced delay lintasan perakitan engine
seri (tanpa firing inspection) di mana waktu
siklus berdasarkan waktu stasiun terbesar yaitu di stasiun 330 sebesar 44,89 detik adalah:
Dlini=
(nliniXTC) – tlini N
i i
1 X 100%
(nliniXTC)
= (51X44,89) –1.618,16 X 100% (51X44,89)
= 29,32 %
Perhitungan dari efisiensi waktu proses pada
lintasan perakitan engine seri (tanpa firing
inspection), yaitu sebagai berikut:
ηlini = 100 % - Dlini = 100 % - 29,32 % = 70,68 %
Berikut ini merupakan perhitungan dari
balanced delay lintasan perakitan engine paralel
(pada firing inspection):
Dfiring=
(nfiringXTC) – t firing N
i i
1 X 100%
(nfiringXTC)
= (4X44,89) –102,44 X 100% (4X44,89)
= 42,95 %
Perhitungan dari efisiensi waktu proses pada
lintasan perakitan engine paralel (dengan firing
inspection), yaitu sebagai berikut:
ηfiring = 100 % - Dfiring = 100 % - 42,95 % = 57,05 %
Berikut ini merupakan perhitungan balanced
delay lintasan perakitan engine secara
keseluruhan, yaitu sebagai berikut:
Doverall=
(nliniXDlini) + (nfiringXDfiring)
(nlini + nfiring)
= (51X29,32) + (4X41,95) (51 + 4)
= 30,31 %
Perhitungan dari efisiensi waktu proses secara keseluruhan pada kondisi sistem saat ini, yaitu sebagai berikut:
ηoverall= (nlini
Xηlini) + (nfiringXηfiring)
(nlini + nfiring)
= (51X70,68) + (4X57,05) (51 + 4)
= 69,69 %
Dengan efisiensi waktu proses yang tercapai pada kondisi ini dapat dikatakan bahwa efisiensi lintasan perakitan belum tertalu tinggi (relatif sedang) dan analisis keseimbangan lintasan perakitan belum seimbang. Terbukti dengan
masih banyaknya engine yang tidak melalui
proses firing inspection pada kondisi aktual di
lapangan.
Perhitungan output produksi berguna untuk
mengetahui jumlah keluaran dari produk yang ditentukan berdasarkan besarnya waktu siklus. Selain itu, perhitungan ini juga digunakan untuk
memperhitungkan apakah output yang
dihasilkan telah memenuhi target atau belum.
Berikut ini merupakan persamaan dari jumlah
produksi yang dihasilkan dengan menggunakan waktu siklus sebesar 29,72 detik:
Q=
C
T
P
= (NWTshift1+ NWTshift2+ NWTshift3) X20 hari
TC
= (27.600+ 24.000+ 20.400) X20 hari
TC
= 48.452,22 ≈ 48.452 unit/bulan Dimana :
Net Working Time (NWT) Shift 1 = 27.600 detik Net Working Time (NWT) Shift 2 = 24.000 detik Net Working Time (NWT) Shift 3 = 20.400 detik
Estimasi produksi yang diinginkan
didapatkan berdasarkan data rencana historis
produksi, yaitu berkisar diantara 36.718 unit
hingga 72.440 unit. Akan tetapi, untuk
penetapan target data rencana historis produksi ini dihitung dengan menetapkan nilai rata-rata dari rencana produksi historis (Tabel 1.1), seperti diperhitungkan sebagai berikut:
Q= 47.476 + 55.716 + ... + 36.718
13
= 60.572,92 ≈ 60.572 unit/bulan
Dapat dilihat bahwa jumlah output yang
tercapai untuk kondisi saat ini disetiap bulannya belum mencapai target dari rencana produksi rata-rata yang diestimasikan, yaitu sebesar
60.572 unit.
3.2
Analisis Teknik
Shojinka
dihasilkan, sebagai dasar dalam penggunaan
teknik shojinka, yaitu berdasarkan data jumlah
produksi minimum, produksi rata-rata dan produksi maksimum seperti dapat dilihat pada Tabel 3.1.
Tabel 3.1 Estimasi Jumlah Produk Yang Dihasilkan
Produksi Aktual (Historis) Estimasi
Rata-Rata 55.566 unit 56.000 unit
Minimum 16.337 unit 15.000 unit
Maksimum 74.596 unit 75.000 unit
Analisis shojinka ini dilakukan dengan
menggunakan metode line balancing. Metode
line balancing yang dipakai menggunakan
metode heuristik dengan menerapkan metode
Ranked Positional Weight (RPW). Teknik
shojinka ini dianalisis berdasarkan tiga jenis
estimasi produksi, seperti yang telah disebutkan di atas, yaitu pada saat produksi rata-rata, produksi minimum dan produksi maksimum.
Setelah ditentukan jumlah estimasi hasil produk yang akan dihasilkan, maka langkah selanjutnya yaitu menentukan waktu siklus perakitan. Berikut ini merupakan persamaan dari waktu siklus dengan waktu hari kerja selama 1 bulan (20 hari kerja), yaitu:
TC=
3.1 maka dapat ditentukan waktu siklus produksi untuk masing-masing tingkat produksi. Pada tingkat produksi rata-rata, waktu siklus terhitung sebesar 25,71 detik. Pada tingkat produksi minimum, waktu siklus terhitung sebesar 96 detik. Dan pada tingkat produksi maksimum, waktu siklus terhitung sebesar 19,2 detik.
Setelah mendapatkan waktu siklus
perakitan, maka langkah selanjutnya yaitu menghitung perkiraan jumlah stasiun kerja secara teoritis. Persamaan dari perkiraan jumlah stasiun kerja dinotasikan sebagai berikut:
nmin=
3.2.1 Tingkat Produksi Rata-rata
Pada tingkat produksi rata-rata dengan waktu siklus produksi sebesar 25,71 detik maka di lini perakitan minimal terbagi 59 (pembulatan
dari 58,95) stasiun kerja dan di operasi firing
inspection minimal terdapat 4 (pembulatan dari
3,984) stasiun kerja. Hasil perhitungan analisis keseimbangan perakitan rata-rata pada seksi
Assy Engine PT. X disajikan pada tabel 3.2.
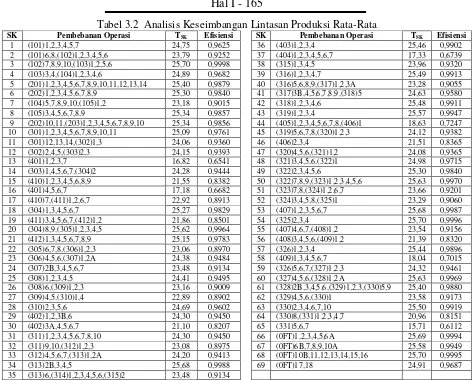
Berdasarkan hasil perhitungan analisis keseimbangan lintasan perakitan rata-rata seperti yang disajikan dalam tabel 3.2 dapat dilihat bahwa penetapan waktu siklus yang harus
digunakan dalam lini perakitan (pada conveyor)
adalah waktu operasi terbesar dari setiap stasiun kerja yang terbentuk, yaitu sebesar 25,70 detik. Selain itu, dapat diperhatikan pada tabel 3.2 bahwa jumlah stasiun kerja pada saat produksi rata-rata ini adalah sebanyak 69 stasiun kerja dengan 65 stasiun kerja pada lini perakitan dan 4
stasiun kerja pada firing inspection.
Untuk mengetahui besarnya efisiensi waktu
proses dari lintasan perakitan engine tersebut,
maka yang perlu dihitung terlebih dahulu adalah
balanced delay. Berikut ini merupakan
perhitungan balanced delay tersebut:
D= (nXTC) – tlini
Perhitungan dari efisiensi waktu proses pada
perakitan engine dengan waktu siklus perakitan
rata-rata dipaparkan sebagai berikut:
η = 100 % - D = 100 % - 8,76 % = 91,24 %
Tabel 3.2 Analisis Keseimbangan Lintasan Produksi Rata-Rata
SK Pembebanan Operasi TSK Efisiensi SK Pembebanan Operasi TSK Efisiensi
1 (101)1,2,3,4,5,7 24,75 0,9625 36 (403)1,2,3,4 25,46 0,9902
2 (101)6,8,(102)1,2,3,4,5,6 23,79 0,9252 37 (404)1,2,3,4,5,6,7 17,33 0,6739
3 (102)7,8,9,10,(103)1,2,5,6 25,70 0,9998 38 (315)1,3,4,5 23,96 0,9320
4 (103)3,4,(104)1,2,3,4,6 24,89 0,9682 39 (316)1,2,3,4,7 25,49 0,9913
5 (201)1,2,3,4,5,6,7,8,9,10,11,12,13,14 25,40 0,9879 40 (316)5,6,8,9,(317)1,2,3A 23,28 0,9055
6 (202)1,2,3,4,5,6,7,8,9 25,30 0,9840 41 (317)3B,4,5,6,7,8,9,(318)5 24,63 0,9580
7 (104)5,7,8,9,10,(105)1,2 23,18 0,9015 42 (318)1,2,3,4,6 25,48 0,9911
8 (105)3,4,5,6,7,8,9 25,34 0,9857 43 (319)1,2,3,4 25,57 0,9947
9 (202)10,11,(203)1,2,3,4,5,6,7,8,9,10 25,34 0,9856 44 (405)1,2,3,4,5,6,7,8,(406)1 18,63 0,7247 10 (301)1,2,3,4,5,6,7,8,9,10,11 25,09 0,9761 45 (319)5,6,7,8,(320)1,2,3 24,12 0,9382
11 (301)12,13,14,(302)1,3 24,06 0,9360 46 (406)2,3,4 21,51 0,8365
12 (302)2,4,5,(303)2,3 24,15 0,9393 47 (320)4,5,6,(321)1,2 24,08 0,9365
13 (401)1,2,3,7 16,82 0,6541 48 (321)3,4,5,6,(322)1 24,98 0,9715
14 (303)1,4,5,6,7,(304)2 24,28 0,9444 49 (322)2,3,4,5,6 25,30 0,9840
15 (410)1,2,3,4,5,6,8,9 21,55 0,8382 50 (322)7,8,9,(323)1,2,3,4,5,6 25,63 0,9970
16 (401)4,5,6,7 17,18 0,6682 51 (323)7,8,(324)1,2,6,7 23,66 0,9201
17 (410)7,(411)1,2,6,7 22,92 0,8913 52 (324)3,4,5,8,(325)1 23,29 0,9060
18 (304)1,3,4,5,6,7 25,27 0,9829 53 (407)1,2,3,5,6,7 25,68 0,9987
19 (411)3,4,5,6,7,(412)1,2 21,86 0,8501 54 (325)2,3,4 25,70 0,9996
20 (304)8,9,(305)1,2,3,4,5 25,62 0,9964 55 (407)4,6,7,(408)1,2 23,54 0,9156
21 (412)1,3,4,5,6,7,8,9 25,15 0,9783 56 (408)3,4,5,6,(409)1,2 21,39 0,8320
22 (305)6,7,8,(306)1,2,3 23,06 0,8970 57 (326)1,2,3,4 25,44 0,9896
23 (306)4,5,6,(307)1,2A 24,38 0,9484 58 (409)1,3,4,5,6,7 18,04 0,7015
24 (307)2B,3,4,5,6,7 23,48 0,9134 59 (326)5,6,7,(327)1,2,3 24,32 0,9461
25 (308)1,2,3,4,5 24,41 0,9495 60 (327)4,5,6,(328)1,2A 25,63 0,9969
26 (308)6,(309)1,2,3 23,16 0,9009 61 (328)2B,3,4,5,6,(329)1,2,3,(330)5,9 25,40 0,9880
27 (309)4,5,(310)1,4 22,89 0,8902 62 (329)4,5,6,(330)1 23,58 0,9173
28 (310)2,3,5,6 24,69 0,9602 63 (330)2,3,4,6,7,10 25,50 0,9919
29 (402)1,2,3B,6 24,30 0,9450 64 (330)8,(331)1,2,3,4,7 20,96 0,8151
30 (402)3A,4,5,6,7 21,10 0,8207 65 (331)5,6,7 15,71 0,6112
31 (311)1,2,3,4,5,6,7,8,10 24,30 0,9450 66 (0FT)1,2,3,4,5,6A 25,69 0,9994
32 (311)9,10,(312)1,2,3 23,08 0,8975 67 (0FT)6B,7,8,9,10A 25,58 0,9949
33 (312)4,5,6,7,(313)1,2A 24,20 0,9413 68 (0FT)10B,11,12,13,14,15,16 25,70 0,9995
34 (313)2B,3,4,5 25,68 0,9988 69 (0FT)17,18 24,91 0,9687
35 (313)6,(314)1,2,3,4,5,6,(315)2 23,48 0,9134
Untuk mengevaluasi apakah produksi
dengan waktu siklus tersebut dapat mencapai target yang direncanakan setiap bulannya, maka dihitung output produksi sebagai berikut:
Q=
C
T
P
= (27.600+ 24.000+ 20.400) X20 hari
25,70 = 56.031,12 ≈ 56.031 unit/bulan
Dapat dilihat bahwa jumlah output yang dihasilkan di setiap bulannya telah mencapai target dari produksi rata-rata yang diestimasikan, yaitu sebesar 56.000 unit.
3.2.2 Tingkat Produksi Minimum
Pada tingkat produksi minimum dengan waktu siklus produksi sebesar 96 detik maka di lini perakitan minimal terbagi 16 (pembulatan
dari 15,78) stasiun kerja dan di operasi firing
inspection minimal terdapat 2 (pembulatan dari
1,067) stasiun kerja. Hasil perhitungan analisis
keseimbangan perakitan minimum pada seksi
Assy Engine PT. X disajikan pada tabel 3.3.
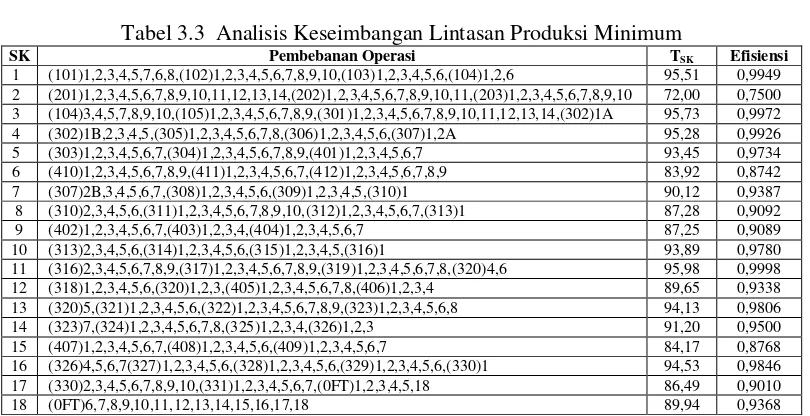
Berdasarkan hasil perhitungan analisis keseimbangan lintasan perakitan minimum seperti yang disajikan dalam tabel 3.3 dapat dilihat bahwa penetapan waktu siklus yang harus
digunakan dalam lini perakitan (pada conveyor)
adalah waktu operasi terbesar dari setiap stasiun kerja yang terbentuk, yaitu sebesar 95,98 detik. Selain itu, dapat diperhatikan pada tabel 3.3 bahwa jumlah stasiun kerja pada saat produksi minimum ini adalah sebanyak 18 stasiun kerja dengan 16 stasiun kerja pada lini perakitan dan 2
stasiun kerja pada firing inspection.
Perhitungan balanced delay adalah sebagai
berikut:
D= (nXTC) – tlini
N
i i
1 X 100%
(nXTC)
= (18X95,98) –1.618,16 X 100% (18X95,98)
Tabel 3.3 Analisis Keseimbangan Lintasan Produksi Minimum
SK Pembebanan Operasi TSK Efisiensi
1 (101)1,2,3,4,5,7,6,8,(102)1,2,3,4,5,6,7,8,9,10,(103)1,2,3,4,5,6,(104)1,2,6 95,51 0,9949 2 (201)1,2,3,4,5,6,7,8,9,10,11,12,13,14,(202)1,2,3,4,5,6,7,8,9,10,11,(203)1,2,3,4,5,6,7,8,9,10 72,00 0,7500 3 (104)3,4,5,7,8,9,10,(105)1,2,3,4,5,6,7,8,9,(301)1,2,3,4,5,6,7,8,9,10,11,12,13,14,(302)1A 95,73 0,9972 4 (302)1B,2,3,4,5,(305)1,2,3,4,5,6,7,8,(306)1,2,3,4,5,6,(307)1,2A 95,28 0,9926 5 (303)1,2,3,4,5,6,7,(304)1,2,3,4,5,6,7,8,9,(401)1,2,3,4,5,6,7 93,45 0,9734 6 (410)1,2,3,4,5,6,7,8,9,(411)1,2,3,4,5,6,7,(412)1,2,3,4,5,6,7,8,9 83,92 0,8742
7 (307)2B,3,4,5,6,7,(308)1,2,3,4,5,6,(309)1,2,3,4,5,(310)1 90,12 0,9387
8 (310)2,3,4,5,6,(311)1,2,3,4,5,6,7,8,9,10,(312)1,2,3,4,5,6,7,(313)1 87,28 0,9092
9 (402)1,2,3,4,5,6,7,(403)1,2,3,4,(404)1,2,3,4,5,6,7 87,25 0,9089
10 (313)2,3,4,5,6,(314)1,2,3,4,5,6,(315)1,2,3,4,5,(316)1 93,89 0,9780
11 (316)2,3,4,5,6,7,8,9,(317)1,2,3,4,5,6,7,8,9,(319)1,2,3,4,5,6,7,8,(320)4,6 95,98 0,9998 12 (318)1,2,3,4,5,6,(320)1,2,3,(405)1,2,3,4,5,6,7,8,(406)1,2,3,4 89,65 0,9338 13 (320)5,(321)1,2,3,4,5,6,(322)1,2,3,4,5,6,7,8,9,(323)1,2,3,4,5,6,8 94,13 0,9806
14 (323)7,(324)1,2,3,4,5,6,7,8,(325)1,2,3,4,(326)1,2,3 91,20 0,9500
15 (407)1,2,3,4,5,6,7,(408)1,2,3,4,5,6,(409)1,2,3,4,5,6,7 84,17 0,8768
16 (326)4,5,6,7(327)1,2,3,4,5,6,(328)1,2,3,4,5,6,(329)1,2,3,4,5,6,(330)1 94,53 0,9846 17 (330)2,3,4,5,6,7,8,9,10,(331)1,2,3,4,5,6,7,(0FT)1,2,3,4,5,18 86,49 0,9010
18 (0FT)6,7,8,9,10,11,12,13,14,15,16,17,18 89,94 0,9368
Perhitungan dari efisiensi waktu proses pada
perakitan engine dengan waktu siklus perakitan
minimum dipaparkan sebagai berikut :
η = 100 % - D = 100 % - 6,33 %
= 93,67 %
Efisiensi waktu proses yang lebih dari 90%, menunjukkan bahwa efisiensi lintasan cukup tinggi dan lintasan perakitan cukup seimbang.
Perhitungan perkiraan output produksi yang akan dihasilkan adalah:
Q=
C
T P
= (27.600+ 24.000+ 20.400) X20 hari
95,98 = 15.003,13 ≈ 15.003 unit/bulan
Dapat dilihat bahwa jumlah output yang
tercapai disetiap bulannya telah mencapai target
sebesar 15.000 unit.
3.2.3 Tingkat Produksi Maksimum
Pada tingkat produksi maksimum dengan waktu siklus produksi sebesar 19,2 detik maka di lini perakitan minimal terbagi 79 (pembulatan
dari 78,94) stasiun kerja dan di operasi firing
inspection minimal terdapat 6 (pembulatan dari
5,335) stasiun kerja. Hasil perhitungan analisis keseimbangan perakitan maksimum pada seksi
Assy Engine PT. X disajikan pada tabel 3.4
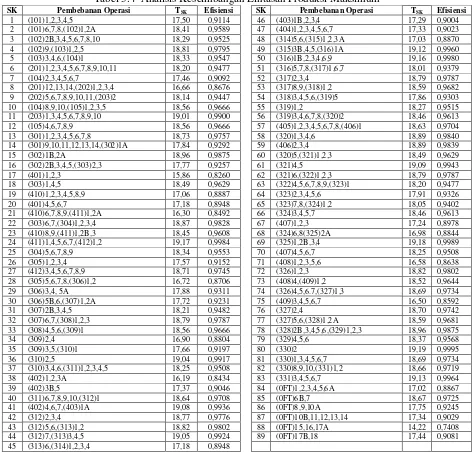
Berdasarkan hasil perhitungan analisis keseimbangan lintasan perakitan maksimum seperti yang disajikan dalam tabel 3.4 dapat dilihat bahwa penetapan waktu siklus yang harus
digunakan dalam lini perakitan (pada conveyor)
adalah waktu operasi terbesar dari setiap stasiun kerja yang terbentuk, yaitu sebesar 19,19 detik. Selain itu, dapat diperhatikan pada tabel 3.4 bahwa jumlah stasiun kerja pada saat produksi maksimum ini adalah sebanyak 89 stasiun kerja dengan 83 stasiun kerja pada lini perakitan dan 6
stasiun kerja pada firing inspection.
Balanced delay dari lintasan perakitan
adalah :
D= (nXTC) – tlini
N
i i
1 X 100%
(nXTC)
= (89X 19,19) –1.618,16 X 100% (89X 19,19)
= 5,255 %
Perhitungan dari efisiensi waktu proses pada
perakitan engine dengan waktu siklus perakitan
maksimum dipaparkan sebagai berikut:
η = 100 % - D = 100 % - 5,255 % = 94,745 %
Lintasan perakitan cukup seimbang dengan efisiensi waktu proses lebih dari 90 %.
Output produksi yang akan dihasilkan adalah:
Q=
C
T P
= (27.600+ 24.000+ 20.400) X20 hari
19,19 = 55.039,08 ≈ 75.039 unit/bulan
Jumlah output telah memenuhi target
Tabel 3.4 Analisis Keseimbangan Lintasan Produksi Maksimum
SK Pembebanan Operasi TSK Efisiensi SK Pembebanan Operasi TSK Efisiensi
1 (101)1,2,3,4,5 17,50 0,9114 46 (403)1B,2,3,4 17,29 0,9004
2 (101)6,7,8,(102)1,2A 18,41 0,9589 47 (404)1,2,3,4,5,6,7 17,33 0,9023
3 (102)2B,3,4,5,6,7,8,10 18,29 0,9525 48 (314)5,6,(315)1,2,3A 17,03 0,8870
4 (102)9,(103)1,2,5 18,81 0,9795 49 (315)3B,4,5,(316)1A 19,12 0,9960
5 (103)3,4,6,(104)1 18,33 0,9547 50 (316)1B,2,3,4,6,9 19,16 0,9980
6 (201)1,2,3,4,5,6,7,8,9,10,11 18,20 0,9477 51 (316)5,7,8,(317)1,6,7 18,01 0,9379
7 (104)2,3,4,5,6,7 17,46 0,9092 52 (317)2,3,4 18,79 0,9787
8 (201)12,13,14,(202)1,2,3,4 16,66 0,8676 53 (317)8,9,(318)1,2 18,59 0,9682
9 (202)5,6,7,8,9,10,11,(203)2 18,14 0,9447 54 (318)3,4,5,6,(319)5 17,86 0,9303
10 (104)8,9,10,(105)1,2,3,5 18,56 0,9666 55 (319)1,2 18,27 0,9515
11 (203)1,3,4,5,6,7,8,9,10 19,01 0,9900 56 (319)3,4,6,7,8,(320)2 18,46 0,9613
12 (105)4,6,7,8,9 18,56 0,9666 57 (405)1,2,3,4,5,6,7,8,(406)1 18,63 0,9704
13 (301)1,2,3,4,5,6,7,8 18,73 0,9757 58 (320)1,3,4,6 18,89 0,9840
14 (301)9,10,11,12,13,14,(302)1A 17,84 0,9292 59 (406)2,3,4 18,89 0,9839
15 (302)1B,2A 18,96 0,9875 60 (320)5,(321)1,2,3 18,49 0,9629
16 (302)2B,3,4,5,(303)2,3 17,77 0,9257 61 (321)4,5 19,09 0,9943
17 (401)1,2,3 15,86 0,8260 62 (321)6,(322)1,2,3 18,79 0,9787
18 (303)1,4,5 18,49 0,9629 63 (322)4,5,6,7,8,9,(323)1 18,20 0,9477
19 (410)1,2,3,4,5,8,9 17,06 0,8887 64 (323)2,3,4,5,6 17,91 0,9326
20 (401)4,5,6,7 17,18 0,8948 65 (323)7,8,(324)1,2 18,05 0,9402
21 (410)6,7,8,9,(411)1,2A 16,30 0,8492 66 (324)3,4,5,7 18,46 0,9613
22 (303)6,7,(304)1,2,3,4 18,87 0,9828 67 (407)1,2,3 17,24 0,8978
23 (410)8,9,(411)1,2B,3 18,45 0,9608 68 (324)6,8(325)2A 16,98 0,8844
24 (411)1,4,5,6,7,(412)1,2 19,17 0,9984 69 (325)1,2B,3,4 19,18 0,9989
25 (304)5,6,7,8,9 18,34 0,9553 70 (407)4,5,6,7 18,25 0,9508
26 (305)1,2,3,4 17,57 0,9152 71 (408)1,2,3,5,6 16,58 0,8638
27 (412)3,4,5,6,7,8,9 18,71 0,9745 72 (326)1,2,3 18,82 0,9802
28 (305)5,6,7,8,(306)1,2 16,72 0,8706 73 (408)4,(409)1,2 18,52 0,9644
29 (306)3,4, 5A 17,88 0,9311 74 (326)4,5,6.7,(327)1,3 18,69 0,9734
30 (306)5B,6,(307)1,2A 17,72 0,9231 75 (409)3,4,5,6,7 16,50 0,8592
31 (307)2B,3,4,5 18,21 0,9482 76 (327)2,4 18,70 0,9742
32 (307)6,7,(308)1,2,3 18,79 0,9787 77 (327)5,6,(328)1,2A 18,59 0,9681
33 (308)4,5,6,(309)1 18,56 0,9666 78 (328)2B,3,4,5,6,(329)1,2,3 18,96 0,9875
34 (309)2,4 16,90 0,8804 79 (329)4,5,6 18,37 0,9568
35 (309)3,5,(310)1 17,66 0,9197 80 (330)2 19,19 0,9995
36 (310)2,5 19,04 0,9917 81 (330)1,3,4,5,6,7 18,69 0,9734
37 (310)3,4,6,(311)1,2,3,4,5 18,25 0,9508 82 (330)8,9,10,(331)1,2 18,66 0,9719
38 (402)1,2,3A 16,19 0,8434 83 (331)3,4,5,6,7 19,13 0,9964
39 (402)3B,5 17,37 0,9046 84 (0FT)1,2,3,4,5,6A 17,02 0,8867
40 (311)6,7,8,9,10,(312)1 18,64 0,9708 85 (0FT)6B,7 18,67 0,9725
41 (402)4,6,7,(403)1A 19,08 0,9936 86 (0FT)8,9,10A 17,75 0,9245
42 (312)2,3,4 18,77 0,9776 87 (0FT)10B,11,12,13,14 17,34 0,9029
43 (312)5,6,(313)1,2 18,82 0,9802 88 (0FT)15,16,17A 14,22 0,7408
44 (312)7,(313)3,4,5 19,05 0,9924 89 (0FT)17B,18 17,44 0,9081
45 (313)6,(314)1,2,3,4 17,18 0,8948
3.3
Analisis Komparasi
Perbandingan antara sistem awal atau kondisi sebelumnya dengan sistem apabila teknik shojinka diterapkan yang dievaluasi berdasarkan analisis lintasan perakitan. Hasil perbandingan antara kedua analisis tersebut disajikan pada tabel 3.5.
Tabel 3.5 menunjukkan bahwa penerapan
teknik shojinka akan memberikan fleksibilitas
produksi dengan strategi chase demand melalui
pengaturan jumlah pekerja serta tetap
memberikan efisiensi lintasan yang tinggi dan keseimbangan lintasan yang baik.
Tabel 3.5 Perbandingan Hasil Analisis
No Atribut Kondisi Saat Ini
Teknik Shojinka Rata-Rata Minimum Maksimum
1 Waktu siklus (detik) 29,72 25,70 95,98 19,19
2 Jumlah stasiun kerja 55 69 18 89
- Lini rakit 51 65 16 83
- Firing inspection 4 4 2 6
3 Balanced delay 30,31% 8,76% 6,34% 5,23% 4 Efisiensi lintasan 69,69% 91,24% 93,66% 94,75% 5 Target Produksi
(unit/bulan) 60.572 56.000 15.000 75.000 6 Output produksi
4. Kesimpulan
Berdasarkan pengolahan dan analisis hasil yang telah dikemukakan sebelumnya, maka
teknik shojinka digunakan untuk mencapai
fleksibilitas produksi dalam pengaturan jumlah pekerja di tempat kerja dengan menyesuaikan
diri terhadap perubahan permintaan.
Berdasarkan analisis perbandingan antara
kondisi awal dengan kondisi bila diterapkannya
shojinka didapatkan efisiensi dari waktu proses
analisis sebelum diterapkannya shojinka adalah
69,69%. Dalam penelitian ini penerapan teknik shojinka pada Seksi Assy Engine mengatur
jumlah tenaga kerja mengikuti fluktuasi
permintaan cukup bervariasi, yaitu antara 18 pekerja hingga 89 pekerja dengan kesimpulan sebagai berikut:
1. Lintasan perakitan dengan tingkat produksi
rata-rata didapatkan hasil bahwa jumlah tenaga kerja yang dibutuhkan adalah sebanyak 69 pekerja dengan waktu siklus yang ditetapkan adalah sebesar 25,70 detik. Dengan penetapan waktu siklus ini akan didapatkan efisiensi waktu proses yang cukup tinggi, yaitu mencapai 91,24% dan jumlah produk yang dihasilkan juga telah
mencapai target dari produksi yang
diestimasikan, yaitu sebesar 56.031 unit
disetiap bulannya.
2. Lintasan perakitan dengan tingkat produksi
minimum didapatkan hasil bahwa jumlah tenaga kerja yang dibutuhkan adalah sebanyak 18 pekerja dengan waktu siklus yang ditetapkan adalah sebesar 95,98 detik. Dengan penetapan waktu siklus ini akan didapatkan efisiensi waktu proses yang
cukup tinggi, yaitu mencapai 93,66% dan
jumlah produk yang dihasilkan juga telah
mencapai target dari produksi yang
diestimasikan, yaitu sebesar 15.003 unit
disetiap bulannya.
3. Lintasan perakitan dengan tingkat produksi
maksimum didapatkan hasil bahwa jumlah tenaga kerja yang dibutuhkan adalah sebanyak 89 pekerja dengan waktu siklus yang ditetapkan adalah sebesar 19,19 detik. Dengan penetapan waktu siklus ini akan didapatkan efisiensi waktu proses yang cukup tinggi, yaitu mencapai 94,75% dan jumlah produk yang dihasilkan juga telah
mencapai target dari produksi yang
diestimasikan, yaitu sebesar 75.039 unit
disetiap bulannya.
DAFTAR PUSTAKA
[1]. Jati, Yusuf Waluyo, RI Akan Jadi Pasar
Sepeda Motor Terbesar Di Asean, Bisnis
Indonesia, 22 Agustus 2011,
http://www.bisnis.com (diakses 27
Agustus 2011)
[2]. Sly, Dave and Prem Gopinath. A
Practical Approach to Solving
Multi-Objective Line Balancing Problem. 2005.
http:/www.proplanner.net/Details.
probalanced.pdf. (diakses 12 November 2008)
[3]. Lecturer Notes. Operation Analysis and
Design. 2005. http://www.ie.bilkent/
Lecturer12.ppt. (diakses 1 Mei 2009)
[4]. Chang, Yih-Long. Quantitative System
3.0. Prentice Hall : Singapore, 1992.
[5]. Leon, Jorge and Louise McDaniels.
Assembly Line Balancing. 2004.
http://etidweb.tamu.edu/ftp/ENTC380/ 15-Line%20Balancing.pdf. (diakses 30 Juni 2009)
[6]. Grover, Mikell P. Automation, Production
Systems, and Computer-Integrated
Manufacturing. Prentice Hall : USA,
2001.
[7]. Sugiyono, Andre. Chapter 7 : Assembly
Line Balancing. 2006. http://
andresugiyono.edublogs.org/files/2006/ 12/chp007-line-balancing.ppt. (diakses 27 November 2008)
[8]. Elsayed, A. and Thomas O. Boucher.
Analysis and Control of Production.
Department of Industrial Engineering : Rutgers University, 1994.
[9]. Wignjosoebroto, Sritomo. Ergonomi,
Studi Gerak dan Waktu. Guna Widya :
Surabaya, 2003.
[10].Monden, Yasuhiro. Sistem Produksi
P
roc
ee
ding S
emi
na
r N
asional
Te
knik Industri &
Kongr
es B
KSTI V
I 201
1
Ha
l I
- 169
LAMPIRAN
Lampiran 1 :
Precedence Diagram
Perakitan
Engine
101 102 103 104 105 203 202 201
406
412 411 410
401
0F T1
0F T2
0F T4 0F T3 331
306 305 304 303
301 302 307 308 309 310 311 312 313 314 315 A
324 323 322 321
319 320 325 326 327 328 329 330
402 403 404
405 407 408 409
P
roc
ee
ding S
emi
na
r N
asional
Te
knik Industri &
Kongr
es B
KSTI V
I 201
1
Ha
l I
- 170
Lampiran 2 : Waktu rata-rata, waktu normal dan waktu standar masing-masing operasi kerja
Stasiun Operasi W rerata W normal W standar Stasiun Operasi W rerata W normal W standar Stasiun Operasi W rerata W normal W standar Stasiun Operasi W rerata W normal W standar
101 1 2,28 2,59 3,29 ..105 7 2,91 3,32 4,23 ..301 3 0,76 0,87 1,10 ..305 8 1,02 1,16 1,48
2 2,34 2,67 3,40 8 2,55 2,91 3,70 4 2,46 2,80 3,57 Total 29,70
3 3,14 3,58 4,56 9 1,69 1,93 2,45 5 0,70 0,80 1,02 306 1 2,12 2,42 3,08
4 2,99 3,41 4,34 Total 31,37 6 1,45 1,65 2,11 2 1,04 1,19 1,51
5 1,30 1,48 1,89 201 1 1,11 1,27 1,61 7 0,67 0,76 0,97 3 6,01 6,85 8,73
6 1,34 1,53 1,95 2 2,73 3,11 3,96 8 0,75 0,86 1,09 4 4,33 4,94 6,29
7 4,99 5,69 7,25 3 0,47 0,54 0,68 9 1,76 2,01 2,56 5 3,94 4,49 5,72
8 1,45 1,65 2,11 4 1,66 1,89 2,41 10 1,88 2,14 2,73 6 0,98 1,12 1,42
Total 28,78 5 15,71 17,91 22,81 11 0,74 0,84 1,07 Total 26,75
102 1 2,26 2,58 3,28 6 1,32 1,50 1,92 12 0,66 0,75 0,96 307 1 4,11 4,69 5,97
2 6,75 7,70 9,80 7 2,54 2,90 3,69 13 1,44 1,64 2,09 2 6,86 7,82 9,96
3 2,07 2,36 3,01 8 0,56 0,64 0,81 14 0,95 1,08 1,38 3 5,27 6,01 7,65
4 0,74 0,84 1,07 9 1,67 1,90 2,43 Total 29,52 4 3,04 3,47 4,41
5 8,38 9,55 12,17 10 15,71 17,91 22,81 302 1 10,66 12,15 15,48 5 2,51 2,86 3,65
6 1,77 2,02 2,57 11 0,47 0,54 0,68 2 8,86 10,10 12,87 6 0,95 1,08 1,38
7 1,44 1,64 2,09 12 4,12 4,70 5,98 3 2,86 3,26 4,15 7 0,97 1,11 1,41
8 1,35 1,54 1,96 13 1,50 1,71 2,18 4 3,78 4,31 5,49 Total 34,43
9 3,63 4,14 5,27 14 0,68 0,78 0,99 5 1,02 1,16 1,48 308 1 6,57 7,49 9,54
10 1,11 1,27 1,61 Total 21,36 Total 39,47 2 2,68 3,06 3,89
Total 30,67 202 1 0,89 1,01 1,29 303 1 6,48 7,39 9,41 3 1,77 2,02 2,57
103 1 1,72 1,96 2,50 2 0,51 0,58 0,74 2 0,91 1,04 1,32 4 3,41 3,89 4,95
2 5,15 5,87 7,48 3 1,13 1,29 1,64 3 2,06 2,35 2,99 5 2,38 2,71 3,46
3 5,43 6,19 7,89 4 6,76 7,71 9,82 4 5,21 5,94 7,57 6 1,41 1,61 2,05
4 3,49 3,98 5,07 5 3,44 3,92 5,00 5 1,04 1,19 1,51 Total 26,46
5 2,45 2,79 3,56 6 0,72 0,82 1,05 6 1,98 2,26 2,88 309 1 5,58 6,36 8,10
6 0,85 0,97 1,23 7 8,05 9,18 11,69 7 0,97 1,11 1,41 2 5,74 6,54 8,34
Total 27,72 8 3,35 3,82 4,86 Total 27,08 3 3,22 3,67 4,68
104 1 4,05 4,62 5,88 9 0,62 0,71 0,90 304 1 2,48 2,83 3,60 4 5,90 6,73 8,57
2 0,66 0,75 0,96 10 0,60 0,68 0,87 2 1,04 1,19 1,51 5 0,97 1,11 1,41
3 1,78 2,03 2,58 11 0,44 0,50 0,64 3 1,77 2,02 2,57 Total 31,09
4 0,71 0,81 1,03 Total 26,81 4 5,03 5,73 7,30 310 1 7,97 9,09 11,57
5 3,71 4,23 5,39 203 1 1,25 1,43 1,82 5 4,86 5,54 7,06 2 5,17 5,89 7,51
6 1,02 1,16 1,48 2 3,32 3,78 4,82 6 1,03 1,17 1,50 3 2,02 2,30 2,93
7 4,14 4,72 6,01 3 2,12 2,42 3,08 7 2,84 3,24 4,12 4 0,92 1,05 1,34
8 3,14 3,58 4,56 4 3,28 3,74 4,76 8 2,92 3,33 4,24 5 8,85 10,09 12,85
9 0,43 0,49 0,62 5 1,51 1,72 2,19 9 0,98 1,12 1,42 6 0,96 1,09 1,39
10 0,39 0,44 0,57 6 1,12 1,28 1,63 Total 33,33 Total 37,60
Total 29,09 7 20,63 23,52 29,96 305 1 2,82 3,21 4,10 311 1 4,57 5,21 6,64
105 1 1,47 1,68 2,13 8 1,24 1,41 1,80 2 2,63 3,00 3,82 2 1,23 1,40 1,79
2 2,68 3,06 3,89 9 1,77 2,02 2,57 3 3,71 4,23 5,39 3 0,91 1,04 1,32
3 3,39 3,86 4,92 10 0,80 0,91 1,16 4 2,94 3,35 4,27 4 0,75 0,86 1,09
4 3,12 3,56 4,53 Total 23,83 5 1,64 1,87 2,38 5 1,21 1,38 1,76
5 1,28 1,46 1,86 301 1 3,60 4,10 5,23 6 2,41 2,75 3,50 6 0,86 0,98 1,25
P
roc
ee
ding S
emi
na
r N
asional
Te
knik Industri &
Kongr
es B
KSTI V
I 201
1
Ha
l I
- 171
Stasiun Operasi W rerata W normal W standar Stasiun Operasi W rerata W normal W standar Stasiun Operasi W rerata W normal W standar Stasiun Operasi W rerata W normal W standar
..311 8 0,76 0,87 1,10 ..317 4 2,32 2,64 3,37 ..322 9 0,71 0,81 1,03 ..328 6 0,71 0,81 1,03
9 3,59 4,09 5,21 5 1,46 1,66 2,12 Total 34,69 Total 25,17
10 0,96 1,09 1,39 6 1,84 2,10 2,67 323 1 0,84 0,96 1,22 329 1 1,46 1,66 2,12
Total 29,51 7 2,40 2,74 3,49 2 3,94 4,49 5,72 2 11,92 13,59 17,31
312 1 1,96 2,23 2,85 8 1,72 1,96 2,50 3 1,75 2,00 2,54 3 1,31 1,49 1,90
2 1,19 1,36 1,73 9 0,81 0,92 1,18 4 1,42 1,62 2,06 4 8,61 9,82 12,50
3 8,19 9,34 11,89 Total 32,30 5 2,52 2,87 3,66 5 3,34 3,81 4,85
4 5,03 5,73 7,30 318 1 7,18 8,19 10,43 6 2,70 3,08 3,92 6 0,70 0,80 1,02
5 1,56 1,78 2,27 2 3,93 4,48 5,71 7 5,30 6,04 7,70 Total 22,39
6 1,48 1,69 2,15 3 4,01 4,57 5,82 8 0,72 0,82 1,05 330 1 3,59 4,09 5,21
7 1,54 1,76 2,24 4 2,05 2,34 2,98 Total 27,87 2 13,23 15,08 19,21
Total 30,42 5 3,96 4,51 5,75 324 1 1,61 1,84 2,34 3 1,48 1,69 2,15
313 1 0,91 1,04 1,32 6 0,90 1,03 1,31 2 4,80 5,47 6,97 4 0,71 0,81 1,03
2 12,29 14,01 17,85 Total 31,99 3 0,94 1,07 1,37 5 5,67 6,46 8,23
3 2,28 2,60 3,31 319 1 6,77 7,72 9,83 4 7,47 8,52 10,85 6 12,76 14,55 18,53
4 3,35 3,82 4,86 2 5,81 6,62 8,44 5 3,54 4,04 5,14 7 1,42 1,62 2,06
5 5,95 6,78 8,64 3 4,1 4,67 5,95 6 3,10 3,53 4,50 8 2,57 2,93 3,73
6 0,92 1,05 1,34 4 0,93 1,06 1,35 7 0,76 0,87 1,10 9 1,52 1,73 2,21
Total 37,32 5 1,38 1,57 2,00 8 0,75 0,86 1,09 10 0,72 0,82 1,05
314 1 0,8 0,91 1,16 6 1,74 1,98 2,53 Total 33,36 Total 44,89
2 6,68 7,62 9,70 7 0,66 0,75 0,96 325 1 3,34 3,81 4,85 331 1 3,27 3,73 4,75
3 1,65 1,88 2,40 8 0,77 0,88 1,12 2 12,68 14,46 18,41 2 4,77 5,44 6,93
4 1,78 2,03 2,58 Total 32,18 3 4,33 4,94 6,29 3 2,14 2,44 3,11
5 1,58 1,80 2,29 320 1 2,96 3,37 4,30 4 0,70 0,80 1,02 4 1,00 1,14 1,45
6 0,93 1,06 1,35 2 4,51 5,14 6,55 Total 30,57 5 1,96 2,23 2,85
Total 19,49 3 4,59 5,23 6,67 326 1 8,52 9,71 12,37 6 8,18 9,33 11,88
315 1 3,69 4,21 5,36 4 4,76 5,43 6,91 2 2,71 3,09 3,94 7 0,68 0,78 0,99
2 1,83 2,09 2,66 5 3,58 4,08 5,20 3 2,25 2,57 3,27 Total 31,95
3 11,09 12,64 16,11 6 0,70 0,80 1,02 4 4,04 4,61 5,87 401 1 1,44 1,64 2,09
4 0,80 0,91 1,16 Total 30,64 5 2,69 3,07 3,91 2 0,66 0,75 0,96
5 0,92 1,05 1,34 321 1 3,02 3,44 4,39 6 3,89 4,43 5,65 3 8,82 10,05 12,81
Total 26,62 2 4,52 5,15 6,56 7 0,75 0,86 1,09 4 1,04 1,19 1,51
316 1 8,11 9,25 11,78 3 1,61 1,84 2,34 Total 36,09 5 8,48 9,67 12,31
2 2,64 3,01 3,83 4 3,54 4,04 5,14 327 1 0,78 0,89 1,13 6 1,65 1,88 2,40
3 2,94 3,35 4,27 5 10,03 11,43 14,57 2 7,92 9,03 11,50 7 0,66 0,75 0,96
4 2,01 2,29 2,92 6 0,74 0,84 1,07 3 0,72 0,82 1,05 Total 33,04
5 4,45 5,07 6,46 Total 34,07 4 4,96 5,65 7,20 402 1 3,30 3,76 4,79
6 0,76 0,87 1,10 322 1 1,28 1,46 1,86 5 2,33 2,66 3,38 2 2,91 3,32 4,23
7 1,85 2,11 2,69 2 9,78 11,15 14,20 6 0,67 0,76 0,97 3 14,82 16,89 21,52
8 0,79 0,90 1,15 3 1,14 1,30 1,66 Total 25,24 4 5,41 6,17 7,86
9 0,79 0,90 1,15 4 0,78 0,89 1,13 328 1 5,68 6,48 8,25 5 2,08 2,37 3,02
Total 35,35 5 0,72 0,82 1,05 2 6,59 7,51 9,57 6 0,64 0,73 0,93
317 1 1,07 1,22 1,55 6 5,00 5,70 7,26 3 1,83 2,09 2,66 7 1,46 1,66 2,12
2 5,72 6,52 8,31 7 1,37 1,56 1,99 4 1,29 1,47 1,87 Total 44,47
P
roc
ee
ding S
emi
na
r N
asional
Te
knik Industri &
Kongr
es B
KSTI V
I 201
1
Ha
l I
- 172
Stasiun Operasi W rerata W normal W standar Stasiun Operasi W rerata W normal W standar Stasiun Operasi W rerata W normal W standar
403 1 9,34 10,65 13,56 409 1 1,06 1,21 1,54 0FT 1 6,82 7,77 9,90
2 1,35 1,54 1,96 2 5,13 5,85 7,45 2 2,16 2,46 3,14
3 3,05 3,48 4,43 3 2,68 3,06 3,89 3 3,05 3,48 4,43
4 3,79 4,32 5,50 4 2,01 2,29 2,92 4 1,70 1,94 2,47
Total 25,46 5 4,00 4,56 5,81 5 1,70 1,94 2,47
404 1 2,67 3,04 3,88 6 0,71 0,81 1,03 6 12,45 14,19 18,08
2 0,96 1,09 1,39 7 1,96 2,23 2,85 7 3,52 4,01 5,11
3 4,06 4,63 5,90 Total 25,49 8 2,40 2,74 3,49
4 1,02 1,16 1,48 410 1 2,51 2,86 3,65 9 1,34 1,53 1,95
5 1,79 2,04 2,60 2 1,55 1,77 2,25 10 11,31 12,89 16,42
6 0,69 0,79 1,00 3 2,38 2,71 3,46 11 2,58 2,94 3,75
7 0,74 0,84 1,07 4 2,48 2,83 3,60 12 2,72 3,10 3,95
Total 17,33 5 1,54 1,76 2,24 13 2,05 2,34 2,98
405 1 3,75 4,28 5,45 6 3,09 3,52 4,49 14 1,76 2,01 2,56
2 2,42 2,76 3,51 7 3,18 3,63 4,62 15 3,05 3,48 4,43
3 1,92 2,19 2,79 8 0,63 0,72 0,91 16 1,60 1,82 2,32
4 7,03 8,01 10,21 9 0,66 0,75 0,96 17 15,52 17,69 22,54
5 1,57 1,79 2,28 Total 26,17 18 1,63 1,86 2,37
6 0,64 0,73 0,93 411 1 1,4 1,60 2,03 Total 102,44
7 0,68 0,78 0,99 2 9,07 10,34 13,17
8 1,21 1,38 1,76 3 3,21 3,66 4,66
Total 17,70 4 3,12 3,56 4,53
406 1 0,64 0,73 0,93 5 2,01 2,29 2,92
2 12,9 14,71 18,73 6 0,69 0,79 1,00
3 0,67 0,76 0,97 7 1,44 1,64 2,09
4 1,24 1,41 1,80 Total 30,41
Total 22,44 412 1 3,07 3,50 4,46
407 1 2,47 2,82 3,59 2 1,51 1,72 2,19
2 2,74 3,12 3,98 3 5,08 5,79 7,38
3 6,66 7,59 9,67 4 0,63 0,72 0,91
4 6,76 7,71 9,82 5 0,75 0,86 1,09
5 3,79 4,32 5,50 6 5,03 5,73 7,30
6 0,65 0,74 0,94 7 0,65 0,74 0,94
7 1,37 1,56 1,99 8 0,63 0,72 0,91
Total 35,49 9 1,48 1,69 2,15
408 1 0,99 1,13 1,44 Total 27,35
2 6,44 7,34 9,35
3 1,32 1,50 1,92
4 5,09 5,80 7,39
5 0,66 0,75 0,96
6 1,47 1,68 2,13
![Gambar 2.2 Faktor Utama Sumber : Monden (2000 [10])Shojinka](https://thumb-ap.123doks.com/thumbv2/123dok/1716820.1574671/4.595.85.316.260.498/gambar-faktor-utama-sumber-monden-shojinka.webp)