1
MODUL PRAKTIKUM KIMIA FISIKA
(Kode Mata Kuliah: TKI 151204)
Oleh :
Niko Siameva Uletika, ST, M.Eng
NIP. 19810711 201012 2 002
PROGRAM STUDI TEKNIK INDUSTRI
JURUSAN TEKNIK
UNIVERSITAS JENDRAL SOEDIRMAN
PURWOKERTO
2
MODUL PRAKTIKUM FISIKA KIMIA
TKI151204
Disusun oleh:1. Niko Siameva Uletika, S.T., M.Eng
Unit 1 Pengukuran Dimensi Panjang dan Diameter Unit 2 Pengukuran Diameter
Unit 3 Metode Pengukuran Kebulatan dan Kedataran Unit 4 Akurasi dan Repeatability Pengukuran Part/Produk Laboratorium Teknik Industri Fakultas Teknik
Universitas Jenderal Soedirman
Disusun oleh:
1. Winasis, S.T., M.Eng. 2. Dr. Eng Suroso, S.T., M.Eng Unit 5 Pengukuran Tegangan DC Unit 6 Pengukuran Hambatan Unit 7 Pengukuan Arus DC
Laboratorium Teknik Elektro Fakultas Teknik Universitas Jenderal Soedirman
Disusun oleh:
1. Hari Prasetijo, S.T., M.T. 2. Winasis, S.T., M.Eng. 3. Ari Fadli, S.T., M.Eng. Unit 8 Hukum Ohm
Unit 9 Rangkaian Paralel dan Hukum Kirchoff Laboratorium Teknik Elektro Fakultas Teknik Universitas Jenderal Soedirman
Disusun oleh:
1. Niko Siameva Uletika, S.T., M. Eng 2. Maulana Ibrahim Fajri
3
KATA PENGANTAR
Puji syukur ke hadirat Allah SWT, yang telah memberikan kekuatan kepada penulis sehingga dapat menyelesaikan penulisan dokumen modul praktikum untuk mata kuliah Praktikum Fisika Kimia. Modul ini merupakan cetakan pertama yang dikeluarkan oleh laboratorium teknik industri unsoed. Modul ini dibuat selaras dengan materi yang diperoleh setiap mahasiswa dalam mata kuliah Fisika dan Kimia dikelas.
Isi dari masing-masing unit dalam praktikum dalam modul ini berupa, pemrosesan polimer sederhana yaitu karet. teknik pengukuran dasar dan ketidakpastian pengukuran, konsep kalor dan perpindahan panas, fenomena listrik dasar.
Akhir kata, semoga modul praktikum ini dapat bermanfaat bagi mahasiswa atau pengajar. Ucapan terima kasih kami tujukan kepada seluruh pihak yang telah membantu dalam proses penyelesaian modul praktikum ini.
Modul praktikum ini masih jauh dari sempurna, kami berharap kelak akan muncul versi perbaikan di masa yang akan datang. Sumbang saran para pembaca sangat kami harapkan untuk membuat versi perbaikan tersebut.
September 2015
4 DAFTAR ISI
Tata Tertib Praktikum 6
UNIT 1 Pengukuran Dimensi Panjang dan Diameter 8
1.1 Tujuan Praktikum 8
1.2 Tugas Baca Dasar Teori 8
1.3 Bahan dan alat 15
1.4 Langkah Pengukuran 15
1.5 Pertanyaan/Tugas 16
UNIT 2 Pengukuran Diameter 17
2.1 Tujuan Praktikum 17
2.2 Bahan dan alat 17
2.3 Langkah Pengukuran 17
2.4 Pertanyaan/Tugas 17
UNIT 3 Metode Pengukuran Kebulatan dan Kedataran 19
Perhatian : 19
3.1 Tujuan 19
3.2 Tugas Baca Dasar Teori 19
3.3 Bahan dan alat 19
3.4 Langkah Pengukuran 19
3.5 Pertanyaan/Tugas 19
UNIT 4 Akurasi dan Repeatability Pengukuran Part/Produk 20
4.1 Tujuan 20
4.2 Tugas Baca Dasar Teori 20
4.3 Bahan dan alat 20
4.4 Langkah Pengukuran 20
4.5 Pertanyaan/Tugas 21
UNIT 5 Pengukuran Tegangan DC 22
5.1 Tujuan 22
5.2 Pengenalan Multimeter 22
5.3 Bahan dan Alat 22
5.4 Dasar Teori 23
5.5 Percobaan Pengamatan 23
UNIT 6 Pengukuran Resistansi 25
6.1 Tujuan 25
6.2 Bahan dan Alat 25
6.3 Dasar Teori 25
6.4 Percobaan Pengamatan 26
UNIT 7 Pengukuran Arus DC 27
7.1 Tujuan 27
7.2 Bahan dan Alat 27
7.3 Dasar Teori 27
7.4 Langkah Percobaan 27
UNIT 8 Hukum Ohm 29
8.1 Tujuan 29
8.2 Tugas Baca Dasar Teori 29
8.3 Bahan dan alat 29
8.4 Percobaan dan Pengamatan 29
UNIT 9 Rangkaian Paralel dan Hukum Kirchoff 31
5
9.2 Dasar Teori 31
9.3 Bahan dan alat 31
9.4 Percobaan dan Pengamatan 31
UNIT 10 Penentuan Kadar Karet Kering (KKK) 34
10.1 Tujuan 34
10.2 Dasar Teori 34
10.3 Bahan dan alat 36
6
Tata Tertib Praktikum
1. Peserta hadir tepat pada waktu yang ditentukan, apabila terlambat lebih dari 5 (lima) menit dari waktu tersebut, maka dia tidak diperkenankan mengikuti praktikum.
2. Jika waktu praktikum dimulai, setiap kelompok dapat menempati tempat yang telah disediakan sesuai dengan jenis tugasnya. Tas dan peralata lain harus ditinggal di tempat yang disediakan.
3. Selama mengikuti praktikum, peserta memakai jas praktikum (berwarna putih) yang bersih sehingga tidak mengganggu peserta yang lain.
4. Periksa semua perlengkapan pengukuran yang disediakan dan periksa apakah pada kartu alat telah tercantum tanda tangan/paraf asisten.
5. Setiap peserta wajib membuat laporan praktikum, yaitu laporan sementara (yang ditanda tangani assisten) dan sebelum mengikuti praktikum berikutnya, peserta harus mengumpulkan laporan resmi. Jika tidak mengumpulkan maka peserta tidak diperkenankan mengikuti praktikum pada hari itu.
6. Setiap peserta harus menjaga kebersihan laboratorium, bekerja dengan tertib, tenang, dan teratur. Selama mengikuti praktikum, peserta harus bersikap sopan, baik dalam berpakaian (tidak boleh memakai sandal ataupun kaos oblong), cara berbicara maupun cara bergaul supaya sopan. Apabila peserta tidak sopan dan membuat kegaduhan, mereka dapat dikeluarkan dari laboratorium dan tidak diperkenankan untuk melanjutkan praktikum pada hari itu. Kegiatan praktikum dinyatakan gagal.
7. Beberapa bagian dari alat ukur maupun benda ukur diberi lapisan vaseline untuk mencegah karat. Bersihkan alat/benda yang akan dipakai dengan memakai kertas tissue dan bensin pembersih.
8. Jangan “memaksakan” alat ukur jika belum yakin akan cara penggunaannya. Mintalah bantuan asisten.
9. Bersihkan alat ukur dan benda setelah tugas selesai. Periksa semua alat yang telah digunakan bersama asisten, dan cantumkan tanda tangan dan tanggal pada kartu alat. 10. Beri lapisan pelindung karat (sedikit vaselin) pada bagian-bagaian yang diperlukan dan
dikembalikan ke tempat semula.
11. Bagi mereaka yang tidak mengikuti praktikum pada hari yang telah terjadwal, dinyatakan inhal (menunda praktikum) dengan memenuhi persyaratan yang ada.
7
PETUNJUK UMUM PRAKTIKUM PENGENALAN ALAT
UKUR INDUSTRI
I. Maksud dan Tujuan:
Praktikum bertujuan menunjang teori yang telah/sedang diberikan. Tujuan utama dari praktikum ini adalah:
1. Mengenal alat ukur dan mengetahui cara menggunakan, kemampuan dan sifat-sifat alat ukur
2. Mengetahui metode pengukuran elemen geometris
3. Mengenal proses pengukuran dan hasilnya, yaitu ketelitian (accuracy), ketepatan (precision ) proses pengukuran yang meliputi alat ukur, benda ukur dan operator 4. Memperkenalkan kegiatan pengukuran di industri yang merupakan unit kegiatan
pengendalian kualitas.
Mahasiswa yang mengikuti praktikum ini diharapkan mengetahui pentingnya alat bantu dan alat ukur, mampu bekerja dengan alat bantu, alat ukur dan melakukan pengendalian kualitas. II. Pelaksanaan
Buku petunjuk ini memuat tugas pengukuran dan analisa data dengan peralatan di Laboratorium Teknik Industri UNSOED. Setiap kelompok praktikum wajib mempelajari teori yang diperlukan dan menyelesaikan tugas yang ditentukan sebelum memulai praktikum. Teori tersebut bisa dibaca pada buku referensi ataupun dari kuliah yang telah diberikan. Untuk menghindari kerusakan alat ukur yang diakibatkan oleh ketidaktahuan cara menggunakan, maka sebelum praktikum dilakukan, praktikan perlu mempelajari peralatan melalui referensi yang diberikan.
III. Laporan
Mahasiswa dipinjami modul dan diberi lembar kerja sebagai laporan hasil pengukuran dan analisa data. Jika nilai kurang maka kelompok praktikan dapat melakukan perbaikan salah satu atau beberapa tugas. Apabila nilai perbaikan masih tidak mencukupi, maka kelompok tersebut dianggap gagal dan harus mencari waktu dari yang disediakan untuk mengulang IV. Peraturan Umum
8
Unit 1 Pengukuran Dimensi Panjang dan Diameter
1.1
Tujuan Praktikum
1. Mahasiswa memiliki kemampuan dasar ('hard skill') dalam menggunakan alat ukur sederhana (mistar), berbagai jenis mistar ingsut (vernier caliper manual, vernier caliper dial, dan vernier caliper digital, dan mikrometer.
2. Mahasiswa memiliki kemampuan dasar ('hard skill') dalam menentukan alat ukur yang paling tepat untuk mengendalikan suatu jenis besaran linear pada proses pengendalian kualitas produksi.
1.2
Tugas Baca Dasar Teori
BAB 1 dan 2 ” Spesifikasi Geometris Metrologi Industri dan Kontrol Kualitas”, Taufiq Rochim dan Sri Hardjoko W.
Metrologi Industri
Produk suatu permesinan mempunyai kualitas geometri tertentu yang membutuhkan pemeriksaan. Untuk memeriksanya diperlukan metrologi dalam arti umum. Sedangkan Metrologi Industri adalah ilmu untuk melakukan pengukuran karakteristik geometric suatu produk atau komponen mesin dengan alat dan cara yang tepat sehingga hasil pengukurannya dianggap sebagai hasil yang paling dekat dengan geometri sesungguhnya dari komponen mesin tersebut.
Indonesia mempunyai lembaga yang berwenang menangani secara khusus bidang metrologi yaitu, Pusat Penelitian Kalibrasi, Instrumentasi dan Metrologi-Lembaga Ilmu Pengetahuan Indonesia (Puslit KIM-LIPI). Lembaga ini berada di kawasan Puspiptek Serpong-Cilegon, Banten. Berperan sebagai Pengelola Teknis Ilmiah Standar Nasional untuk Satuan Ukuran (SNSU) atau dikenal dengan sebutan Lembaga Metrologi Nasional. Di dunia internasional dikenal sebagai National Metrology Institute (NMI). Definisi pengukuran menurut Vocabulary of Basic and General Terms in Metrology–VIM 1993: 2.1 dalam Renanta Hayu (2007:2)adalah: “serangkaian operasi yang bertujuan untuk menetapkan nilai besaran ukur”.
Besaran ukur (measurand) adalah “besaran tertentu yang nilainya diukur” sedangkan hasil pengukuran ( result of measurement ) adalah “nilai yang diberikan pada besaran ukur, yang diperoleh melalui proses pengukuran “. Dari kajian beberapa referensi dapat disarikan mengenai pengukuran sbb:
1. Pengukuran merupakan bagian penting dalam perkembangan teknologi, sedangkan teknologi sendiri sudah menjadi demikian komlpeksnya, sehingga pengukuran menjadi lebih canggih.
2. Makin maju teknik pengukuran dari suatu negara menandakan semakin majunya negara tersebut dalam bidang ilmu pengetahuan.
3. Baik buruknya suatu mutu dari suatu produksi sangat tergantung pada baik buruknya pengukuran yang dihasilkan, karena salah satu alasan inilah maka pengukuran dilakukan di industri mulai dari bahan masuk ke dalam produksi sampai dengan pengukuran hasil produksi.
4. Di satu pihak pengukuran demikian pentingnya dilain pihak ada pengukuran yang bebas dari kesalahan, dimana dilakukuan pengukuran, maka disitulah terjadi kesalahan.
9 mungkin dihasilhan oleh alat ukur tersebut tidak boleh melebihi penyimpangan yang disyaratkan.
6. Pengukuran suatu kualitas pada hakekatnya merupakan kegiatan membandingkan antara kualitas tersebut dengan suatu standar yang telah diketahui karakteristiknya.
7. Alat ukur baru (belum pernah dipakai) keandalannya dapat dipertanggungjawabkan dengan catatan pemakaiannya sesuai dengan yang telah ditentukan oleh pabrik, akan tetapi alat ukur tersebut akan menurun keandalannya jika pemakaian yang sudah terlalu sering (lama). Dengan demikian alat ukur yang telah lama dipakai harus dikalibrasi ulang terhadap alat standar yang mempunyai ketelitian lebih tinggi.
Hal perlu diperhatikan dalam pengukuran adalah :
1. Standar yang dipakai harus mempunyai ketelititan yang sesuai dengan kebutuhan dan secara umum standar tersebut dapat diterima.
2. Tata cara pengukuran dan alat-alat yang digunakan harus memenuhui syarat.
3. Adapun penggunaan alat-alat ukur industri pada dasarnya adalah untuk mendapatkan mutu hasil produksi dan efisiensi produksi.
Macam standar pengukuran dibedakan atas: Standar Internasional, Standar Nasional, Standar Sekunder, dan Standar Kerja. Standar adalah harga yang secara universal diterima sebagai harga yang benar atau eksak untuk besaran fisis dimana keluaran lainnya dibandingkan terhadap besaran fisis lain. Pengukuran adalah proses perbandingan besaran yang tidak diketahui dengan besaran standar yang diterima/diketahui. Standar Internasional adalah standar yang didefinisikan menurut standar pengukuran kesepakatan internasional. Standar Primer adalah standar yang dipelihara pada laboratorium standar nasional diberbagai negara. Standar primer ini tidak untuk digunakan diluar laboratorium nasiaoal. Fungsi utama dari standar primer ini adalah untuk kebutuhan kalibrasi dan verfikasi ”Secondary Standar”. Standar kerja adalah peralatan uji yang sangat akurat yang digunakan untuk kalibrasi instrumen dilapangan.
Akuarat/Ketelitian Kedekatan suatu pembacaan terhadap harga sebenarnya. Toleransi Maksimum eror yang diperoleh.
Presisi/Ketepatan Ukuran konvensional atau repeatability dari serangkaian pengukuran, walupun akurasi menujukan presisi namun sebaliknya presisi tidak harus menujukan akurasi. Instrumen yang persisi bisa tidak akurat sama sekali.
Sentivitas Ukuran perubahan dalam pembacaan sebuah instrumen jika suatu perubahan terjadi pada besaran yang diukur.
Resolusi Perubahan terkecil pada besaran terukur yang akan memberikan perubahan yang bisa dideteksi dalam pembacaan instrumen. Kualitas yang dihasilkan sangat dipengaruhi oleh pengendalian mutu dan proses produksi. Mutu yang baik tidak saja bergantung pada kualitas bahannya, tetapi juga sangat bergantung pada proses produksi. Proses produksi yang baik juga sangat ditentukan oleh kontrol kualitas dimensi produk. Sedangkan kualitas dimensi produk ditentukan oleh penggunaan alat-alat ukur yang presisi dan teliti, dan cara pengukurannya pun harus benar.
10 tersebut biasanya dilakukan oleh bagian produksi. Sedangkan control kualitas produk biasanya menjadi kewenangan QA (Quality Assurance) atau Laboratorium Metrologi.
Produk pemesinan mempunyai kualitas geometri tertentu
Karakteistik alat ukur tidak selamanya tetap, mungkin saja berubah. Perubahan karakteristik alat ukur tersebut disebabkan karena berrbagai macam faktor diantaranya sepeti telah disebutkan diatas yaitu kondisi pemakaian tidak sesuai dengan kondisi pada saat alat ukur tersebut dikalibrasi dan juga dapat disebabkan pemakaian yang sudah cukup lama. Dengan demikian tidak menutup kemungkinan alat ukur yang baru untuk dikalibrasi sebelum dipakai untuk mengukur.
Yang dimaksud dengan karakteristik statik dari suatu alat ukur adalah hal-hal yang harus diperhitungkan jika alat ukur dipergunakan pada suatu kondisi yang tidak berubah terhadap waktu atau berubah sangat kecil sehingga dapat dikatakan tidak berubah.Karakteristik statik suatu alat dapat ditentukan dengan mengkalibrasi pada proses yang statik.
Kalibrasi adalah “ Serangkaian kegiatan untuk menetapkan hubungan, dalam kondisi tertentu, antara nilai suatu besaran yang ditunjukkan oleh peralatan ukur atau sistem pengukuran, atau nilai yang direpesentasikan oleh bahan ukur atau bahan acuan, dengan nilai terkait yang direalisasisan oleh standar”( Vocabulary of Basic and General Terms in Metrology – VIM 1993 )
Hasil kalibrasi dapat berupa penetapan nilai besaran ukur, atau penetapan koreksi yang berkaitan dengan penunjukkan alat ukur. Hasil kalibrasi biasanya direkam dalam dokumen yang sering disebut‘ Sertifikat Kalibrasi ‘
Konsep Dasar Kalibrasi-1 adalah menentukan hubungan antara nilai yang ditunjukkan oleh alat ukur atau sistem pengukuran atau bahan ukur atau bahan acuan (dalam kondisi tertentu) dengan nilai yang direalisasikan oleh standar. Nilai yang direalisasikan oleh standar = (taksiran ) nilai benar. Kalibrasi adalah menentukan perbedaan ( deviasi ) antara pembacaan alat ukur atau bahan ukur ( yang digunakan sebagai standar ) dengan ( taksiran ) nilai benar Konsep Dasar Kalibrasi-2 adalah “Penyimpangan (deviation)” dapat dinyatakan sebagai “koreksi (correction)” atau “kesalahan (error)”, dengan model matematis :
E = R – T atau C = T – R
Dimana; E = kesalahan C = koreksi
R = pembacaan alat ukur atau nilai nominal bahan ukur T = ( taksiran ) nilai benar
11
Verifikasi adalah“ konfirmasi melalui pemeriksaan terhadap barang (alat ukur, bahan uji, dsb)
tertentu dan pembuktian secara obyektif bahwa barang tersebut memenuhi persyaratan tertentu “, “ confirmation through examination of a given item and provision of objective evidence that it fulfills specified requirements ” (definisi dalam draft VIM April 2004 : 2.27).
Kalibrasi adalah menentukan penyimpangan (kesalahan atau koreksi) alat ukur (atau bahan ukur) terhadap nilai benarnya. Setiap proses memerlukan alat ukur dengan “batas unjuk kerja” tertentu, pemilik perlu melakukan verifikasi untuk memastikan bahwa alat ukur (atau bahan ukur) dapat digunakan dalam proses yang diperlukan. Verifikasi dilakukan dengan membandingkan antara persyaratan proses dengan penyimpangan yang diperoleh dari kalibrasi.
Tera (verifikasi berdasarkan persyaratan metrologi legal) yaitu “Semua kegiatan yang dilakukan oleh lembaga pelayanan nasional metrologi legal (atau lembaga lain yang diberi kewenangan legal) yang mempunyai tujuan untuk memastikan dan mengkonfirmasi bahwa peralatan atau standar tertentu sepenuhnya memenuhi persyaratan dalam aturan tera, tera mencakup pemeriksaan dan pemberian segel “
“ All the operations carried out by an organ of the national service of legal metrology (or other legally authorized organization) having the object of ascertaining and confirming that the equipment or standard entirely satisfies the requirements of the regulations for verification. Verification includes both examination and stamping ”
(VML: 2.4)
Jenis Dan Cara Pengukuran
Dalam Standar Internasional terdapat tujuh Besaran Dasar: Panjang, massa, waktu, arus listrik, temperature, jumlah zat, intensitas cahaya. Pada pengukuran geometris besaran dasar yang digunakan yaitu besaran panjang yang diberi nama meter.
Satu Meter:
Panjang yang sama dengan 1650763,73 kali panjang gelombang dalam ruang hampa Dari radiasi (sinar) yang timbul akibat perubahan tingkatan energi antara 2p10 dan 5d5
dari atom Kripton 86. Syarat Besaran Standar:
Dapat didefinisikan secara jelas Jelas dan tidak berubah dengan waktu Dapat digunakan sebagai pembanding Jenis Pengukuran:
o Linier
o Sudut Dan Kemiringan
o Kedataran
o Alat ukur Langsung: Hasil pengukuran dapat langsung dibaca
12
o Alat ukur standar: Menunjukkan ukuran tertentu
o Alat ukur batas (caliber): menunjukkan apakah suatu dimensi terletakdi dalam atau di luar daerah toleransi
o Alat ukur Bantu: bukan alat ukur tetapi penting dalam pengukuran Cara Pengukuran
o Pengukuran Langsung
o Pengukuran tak langsung
o Pengukuran dengan caliber batas
o Pengukuran dengan membandingkan bentuk standar Menurut Prinsip Kerja
o Mekanis
o Optis
o Elektris Hidrolis
o Pneumatis Konstruksi Alat Ukur
o Sensor (Menguhubungkan alat ukur dengan benda ukur))
o Pengubah (Memperbesar atau memperjelas perbedaan yang kecil dari geometri obyek ukur)
o Macamnya: Mekanis, Mekanis optis, Elektris, Optis elektris, Pneumatis.
o Pencatat. Sifat Umum Alat Ukur
o Rantai Kalibrasi
o Kepekaan (merasakan suatu [perbedaan yang relatif kecil)
o Kemudahan baca (system penunjukkan yang jelas)
o Histerisis (Penyimpangan kontinyu dalam arah bolak-balik kepasifan (perubahan kecilharga yang diukur tidak menimbulkan perbedaan penunjuk
o Pergeseran (merasakan perubahan ukuran benda ukur)
o Kestabilan nol (benda ukur dilepas penunjuk kembali ke posisi nol)
o Pengambangan (posisi arum penunjuk selalu berubah) Kesalahan Pengukuran
o Syarat Pengukuran: Benda ukur, Alat Ukur, Orang yang mengukur Penyebab pengukuran tidak teliti:
o Alat Ukur
Ketelitian dimensional merupakan suatu hal yang sangat penting di dalam suatu proses manufakturing. Penggunaan toleransi pada suatu komponen mesin secara sistematik dapat dibahas dengan memperhatikan, selain dari segi fungsional juga dari segi lain yang erat hubungannya dengan proses dan biaya pembuatan.
13 Konfigurasi Permukaan
a. Permukaan dan profil
b. Parameter kekasaran permukaan
c. Pembahasan harga parameter kekasaran permukaan d. Penulisan spesifikasi permukaan pada gambar teknik Proses Pembuatan dan Ketepatan
Sesungguhnya proses pemesinan mempunyai kemampuan yang terbatas atau yang biasa disebut dengan kemapuan toleransi mesin/perkakas/ peralatan, dalam menghasilkan produk dengan ketepatan geometri yang tertentu. Sebagai contoh, bila suatu poros harus mempunyai diameter dengan toleransi ± 0,5 mm maka poros tersebut dapat dibubut sampai ukuran toleransi yang dimaksud. Jika diinginkan toleransi yang lebih teliti untuk kualitas pengerjaan yang lebih tinggi, maka dapat dilanjutkan dengan operasi pengerjaan lanjutan misalnya dengan proses gerinda.
Pemilihan Suaian
a. Pemilihan basis suaian b. Pemilihan kualitas suaian c. Pemilihan jenis suaian Alat Ukur Linier Langsung Mistar Ukur
o Paling sederhana
o Metrik dan Inchi
o Panjang ukuran 150 mm – 300 mm dengan pembagian 1 atau 0,5 mm
o Ketelitian tidak bisa lebih kecil dari 0,5 mm
o Untuk ukuran lebih dari 300 mm digunakan mistar lipat atau gulung
o Macamnya: 1. Mistar Baja 2. Mistar Kait 3. Mistar Lipat 4. Mistar Gulung
Mistar Ingsut ( Mistar Geser, Jangka Sorong, Jangka geser, Schuifmaat)
o Macam: Mistar ingsut dengan Nonius, Mistar Ingsut dengan Jam / Dial Caliper)
o Kecermatan : 0,1 ; 0,05 ; 0,001) Mistar Ingsut Ketinggian (Heigh Gauge)
o Berfungsi sebagai pengukur ketinggian
o Pembacaan skala sama dengan mistar ingsut/jangka sorong
o Diperlukan satu bidang datar sebagai referensi (meja rata)
o Macam: Mistar Ingsut Lain:
1. Mistar Ingsut tak sebidang 2. Mistar Ingsut Jarak Senter
3. Mistar Ingsut Diameter Alur dealam 4. Mistar Ingsut Pipa
5. Mistar Ingsut Posisi dan Lebar Alur 6. Mistar Ingsut Putar
14 Mikrometer:
o Kecermatan lebih baik dari mistar Ingsut ( 0,01)
o Macam Kecermatan 0,005 ; 0,002 ; 0,001 ; 0,0005 )
o Drajat kepercayaan turun bila ketelitian lebih kecil dari 0,005, karena kesalahan rambang
o Untuk Kecermatan tinggi perlu alat yang lebih peka: Johansson Microcator, dan comparator yang lain
o Panjang ulir utama dibatasi sampai 25 mm
o Kalibrasi
o Pemeriksaan Kerataan Muka Ukur (dengan optical flat)
o Pemerikasaan Kesejajaran Muka Ukur
o Jenis Mikrometer
Alat Ukur Linier Tak Langsung: Blok Ukur (gauge block):
Nama lain; Gauge Block, End Gauge, Slip Gauge, Jo Gauge, Johannsen Gauge.
Merupakan alat ukur standar.
Dua permukaan sangat halus, rata, sejajar, dapat bersatu dengan kuat akibat daya adhesi dan tekanan udara luar.
Wringability memungkinkan mendapatkan ukuran tertentu.
Bahan; Baja karbon tinggi, baja paduan atau karbida logam dengan heat threatment.
Sifat: Tahan aus, korosi , koefisien muai sama dengan baja komponen mesin, Kestabilan ukuran baik.
Set Blok Ukur dan Kualitasnya.
Pemeliharaan Blok Ukur.
Pemilihan susunan Blok Ukur (missal 58, 975).
Contoh Set Blok Ukur 112 buah dengan tebal dasar 1 mm
Selang Kenaikan Jumlah Blok
1,001 – 1,009 0,001 9
Ukur Pemerikasaan Kualitas dengan Digunakan sebagai ukuran standar pada Kelas 3 * Komparator, dibandingkan blok ukur
kelas 1 Bagian Produksi
Kelas 2 Komparator peka, dibandingkan blok
ukur kelas 0 Kamar Ukur Bagian produksi
Kelas 1 Komparator peka, dibandingkan blok
ukur kelas0 Kamar Ukur atau Lab Metrologi
Kelas 0** Komparator peka, dibandingkan blok
ukur kelas 01 Lab Metrologi Industri
Kelas 01*** Inferometer Lab Metrologi Industri
(Nasional) *Jarang Terdapat karena merupakan kelas yang kasar
** Master Gauge
15 Blok ukur berbentuk persegi panjang, bulat atau persegi empat, mempunyai dua sisi sejajar dengan ukuran yang tepat. Dibuat dari baja perkakas, baja khrom, baja tahan karat, khrom karbida atau karbida tungsten. Digunakan sebagai pembanding pengukur yang teliti untuk meng ukur perkakas, pengukur, die dan sebagai standar laboratorium induk untuk mengukur ukuran selama produksi. Ketelitian berlaku hanya pada suhu 20 oC.
Contoh ukuran dari set blok ukur karbida yang terdiri dari 88 buah, sbb: 3 blok : 0,5; 1,0; 1,0005 mm.
9 blok dg imbuhan sebesar 0,001 mm mulai dari 1,001-1,009. 49 blok dg imbuhan sebesar 0,01 mm mulai dari 1,01 hingga 1,49 mm 17 blok dg imbuhan sebesar 0,5 mm mulai dari 1,5 hingga 9,5 mm 10 blok dengan imbuhan sebesar 10 mm mulai dari 10 hingga 100 mm.
Gambar 1. Satu set blok ukur. 1.3
Bahan dan alat
Bahan: model benda kerja
Alat : alat ukur linear dan diameter dalam
Alat ukur linear sederhana (mistar)
Mistar ingsut dengan kecermatan 0,05 mm
Mistar ingsut dial indicator dengan kecermatan 0,01 mm
Mistar ingsut digital dengan kecermatan 0,001 mm 1.4
Langkah Pengukuran
Pengukuran dengan berbagai jenis mistar untuk besaran linear
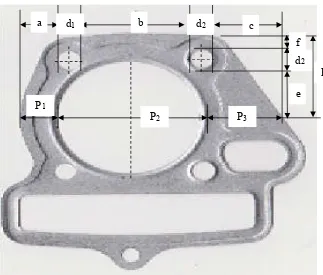
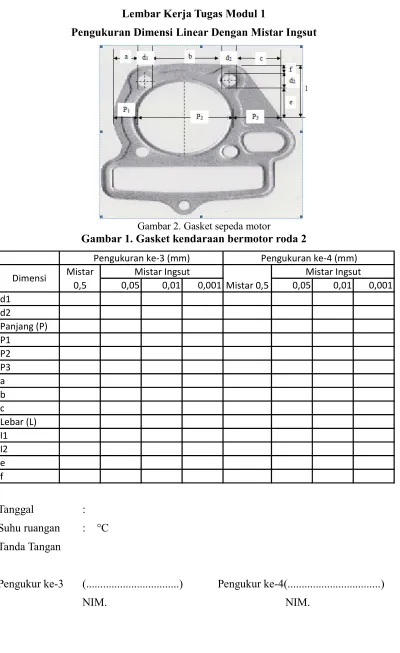
1. Pengukuran pertama dengan menggunakan mistar ukur sederhana (kecermatan 0,50 mm) 2. Pengukuran kedua dengan menggunakan mistar ingsut nonius (kecermatan 0,05 mm) 3. Pengukuran ketiga dengan menggunakan mistar dial indiator (kecermatan 0,01 mm) 4. Pengukuran keempat dengan menggunakan mistar digital (kecermatan 0,001 mm) 5. Bentuk dan ukuran benda yang digunakan sebagai objek benda ukur ditampilkan pada
16
Gambar 2. Gasket sepeda motor
1.5
Pertanyaan/Tugas
1. Perhatikan hasil pengamatan, apakah ada perbedaan hasil pengukuan dari keempat alat ukur yang digunakan? jelaskan mengapa terjadi perbedaan.
2. Apakah ada perbedaan hasil pengukuran dari pengukuran ke -1 hingga pengukuran ke-n? jelaskan mengapa terjadi perbedaan.
3. Apakah a+d1+b+d2+c=p dan e+d2+f=l?Jelaskan mengapa terjadi perbedaan Catatan:
Toleransi yang dianjurkan untuk mistar ingsut (DIN 862) Kecermatan 0,1 mm adalah
Kecermatan 0,05 mm adalah
17
Unit 2 Pengukuran Diameter
2.1
Tujuan Praktikum
1. Mahasiswa memiliki kemampuan dasar ('hard skill') dalam menggunakan alat ukur sederhana (mistar), berbagai jenis mistar ingsut (vernier caliper manual, vernier caliper dial, dan vernier caliper digital, mikrometer.
2. Mahasiswa memiliki kemampuan dasar ('hard skill') dalam menentukan alat ukur yang paling tepat untuk mengendalikan suatu jenis besaran linear pada proses pengendalian kualitas produksi.
2.2
Bahan dan alat
Bahan: model benda kerjaAlat : alat ukur linear dan diameter dalam
Alat ukur linear sederhana (mistar yang dilengkapi outsidecalliper (jangka bengkok) dan
inside calliper (jangka kaki)
Mistar ingsut dengan kecermatan 0,05 mm
Mistar ingsut dial indicator dengan kecermatan 0,01 mm
Mistar ingsut digital dengan kecermatan 0,001 mm
Mikrometer 0-25 mm.
Mikrometer 25-50 mm. 2.3
Langkah Pengukuran
Pengukuran dengan berbagai jenis mistar untuk besaran linear
1. Pengukuran pertama dengan menggunakan mistar ukur sederhana (kecermatan 0,50 mm) dengan batuan outsidecalliper (jangka bengkok) dan inside calliper (jangka kaki) 2. Pengukuran kedua dengan menggunakan mistar ingsut nonius (kecermatan 0,05 mm) 3. Pengukuran ketiga dengan menggunakan mistar dial indiator (kecermatan 0,01 mm) 4. Pengukuran keempat dengan menggunakan mistar digital (kecermatan 0,001 mm) 5. Pengukuran kelima dengan menggunakan mikrometer (kecermatan 0-25 mm dan 25-50
mm)
6. Bentuk dan ukuran benda yang digunakan sebagai objek benda ukur ditampilkan pada Gambar.1
2.4
Pertanyaan/Tugas
1. Perhatikan hasil pengamatan, apakah ada perbedaan hasil pengukuan dari kedua alat ukur yang digunakan? jelaskan mengapa terjadi perbedaan.
18 jelaskan mengapa terjadi perbedaan.
3. Tunjukkan bagian poros bertingkat yang memiliki suaian longgar, pas, dan ketat apabila berpasangan dengan lubang pada lembar kerja tugas modul 2B
Catatan:
Toleransi yang dianjurkan untuk mistar ingsut (DIN 862) Kecermatan 0,1 mm adalah
Kecermatan 0,05 mm adalah
19
Unit 3 Metode Pengukuran Kebulatan dan Kedataran
Perhatian :
1. Pada praktikum kali ini saudara harus mengebangkan metode pengukuran dan cara melaporkannya sendiri. Informasi yang disajikan pada Lembar Kerja sangat minimal saudara harus mengembangkannya sendiri. Dalam hal ini persiapan-persiapan sebelum praktikum mutlak diperlukan
2. Waktu praktikum terbatas, saudara harus bekerja cepat dan teliti jangan sampai saudara harus dinyatakan berhenti karena waktu habis tapi saudara belum selesai.
3.1
Tujuan
Memeriksa kualitas ukuran torak dengan metoda-meja-datar 3.2
Tugas Baca Dasar Teori
Keberhasilan dalam praktikum modul 3 sangat bergantung pada kesiapan dan penghayatan dari tugas baca, tanpa membaca tidak akan dapat melaksanakan praktikum pada modul ini. Setelah membaca buatlah catatan khusus, jika masih terdapat hal yang kurang dipahami, tanyakanlah pada asisten:
Halaman 144-220, terutama pada halaman 144,145, 220,”Inspection and Gaging”,Industrial Press, 5th edition, 1977.
Rochim, T., Wiromartono, S., “Spesifikasi Geometris Metrologi Industri dan Kontrol Kualitas”, Laboratorium Teknik Produksi Metrologi Industri, ITB Press.
3.3
Bahan dan alat
Bahan: torakAlat : alat ukur linear untuk menentukan dimensi torak
Meja datar
Dial indikator beserta landasannya
Blok –V berikut klemnya
Blok ukur
Mistar ingsut ketinggian
Blok rata tegak
3.4
Langkah Pengukuran
Memeriksa kualitas ukuran torak1. Menentukan ukuran dan memeriksa kualitas sebuah torak dari sebuah motor bakar pembakaran dalam, dimensi benda ukur dapat dilihat pada gambar berikut:
2. Hal yang harus diketahui disamping mengukur dimensi 3. Mengukur squareness dari ujung bawah torak
4. Memeriksa kebulatan torak (out-of-round) 3.5
Pertanyaan/Tugas
1. Batas kebulatan torak adalah 0,0127mm, apakah torak yang sudara ukur memenuhi toleransi ini?
20
Unit 4 Akurasi dan Repeatability Pengukuran
Part/Produk
4.1
Tujuan
1. Mahasiswa memiliki kemampuan dasar ('hard skill') dalam menggunakan alat ukur sederhana (mistar), berbagai jenis mistar ingsut (vernier caliper manual, vernier caliper dial, dan vernier caliper digital.
2. Mahasiswa memiliki kemampuan dasar ('hard skill') dalam menentukan alat ukur yang paling tepat untuk mengendalikan suatu jenis besaran linear pada proses pengendalian kualitas produksi.
4.2
Tugas Baca Dasar Teori
Keberhasilan dalam praktikum modul 3 sangat bergantung pada kesiapan dan penghayatan dari tugas baca, tanpa membaca tidak akan dapat melaksanakan praktikum pada modul ini. Setelah membaca buatlah catatan khusus, jika masih terdapat hal yang kurang dipahami, tanyakanlah pada asisten:
Rochim, T., Wiromartono, S., “Spesifikasi Geometris Metrologi Industri dan Kontrol Kualitas”, Laboratorium Teknik Produksi Metrologi Industri, ITB Press.
Sato, G.T, dan Sugiarto, N., ”Menggambar Mesin”, Bab 13. Toleransi Linear dan Toleransi Sudut. Halaman 123-147.
4.3
Bahan dan alat
Bahan: model benda kerjaAlat : alat ukur linear dan diameter dalam
Alat ukur linear sederhana (mistar yang dilengkapi outsidecalliper (jangka bengkok) dan
inside calliper (jangka kaki)
Mistar ingsut dengan kecermatan 0,05 mm
Mistar ingsut dial indicator dengan kecermatan 0,01 mm
Mistar ingsut digital dengan kecermatan 0,001 mm
Mikrometer 0-25 mm.
Mikrometer 25-50 mm. 4.4
Langkah Pengukuran
Pengukuran dengan berbagai jenis mistar untuk besaran linear
1. Rancang prosedur pengukuran untuk produk yang disediakan yang dapat menjamin akurasi dan repeatability pengukuran sehingga dapat dilakukan pengendalian kualitas produk tersebut
2. Proses pengukuran 10 buah bendakerja dengan memilih alat ukur yang paling tepat 3. Mengidentifikasi keakuratan dan kepresisian proses pengukuran serta melakukan analisis
21 4.5
Pertanyaan/Tugas
1. Perhatikan hasil pengamatan, apakah ada perbedaan hasil pengukuan dari setiap produk yang disediakan? jelaskan mengapa terjadi perbedaan tersebut.
2. Hal-hal apa yang mempengaruhi kepresisian dan akurasi pengukuran pada proses pengendalian kualitas produksi
Catatan:
Toleransi yang dianjurkan untuk mistar ingsut (DIN 862) Kecermatan 0,1 mm adalah
Kecermatan 0,05 mm adalah
22
Unit 5 Pengukuran Tegangan DC
5.1
Tujuan
Mahasiswa dapat melakukan pengukuran tegangan DC menggunakan voltmeter
5.2
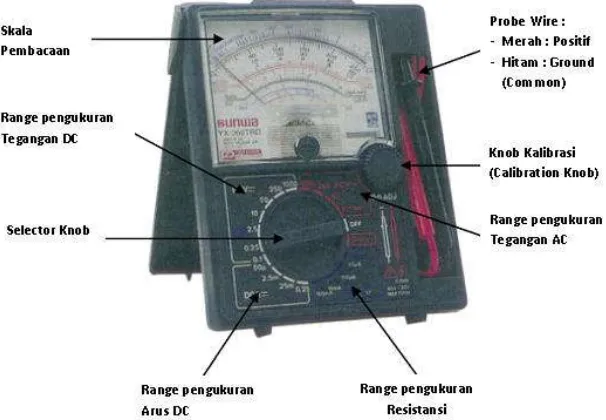
Pengenalan Multimeter
Multimeter adalah alat ukur yang dipakai untuk mengukur tegangan listrik, arus listrik, dan tahanan (resistansi). Multimeter sering juga disebut AVO (ampere, volt, dan ohm) meter. Bagian multimeter antara lain
1. Papan Skala : digunakan untuk membaca hasil pengukuran. Pada papan skala terdapat skala-skala; tahanan/resistan (resistance) dalam satuan Ohm (Ω), tegangan (ACV dan DCV), kuat arus (DCmA), dan skala-skala lainnya.
2. Saklar Pemilih Jangkauan Ukur : digunakan untuk menentukan posisi kerja multimeter, dan batas ukur (range).
3. Sekrup Pengatur Posisi Jarum (preset) : digunakan untuk menera jarum penunjuk pada angka nol (sebelah kiri papan skala).
4. Tombol Pengatur Jarum Pada Posisi Nol (Zero Adjustment) : digunakan untuk menera jarum penunjuk pada angka nol sebelum multimeter digunakan untuk mengukur nilai tahanan/resistan.
5. Probe Wire
Gambar 5.1. Bagian Instrumen Multimeter 5.3
Bahan dan Alat
1. Analog Voltmeter DC (Multimeter) 2. Power Suplai DC
3. Resistor dengan berbagai ukuran (100 , 2.2 k dan 4.7 k) 4. Papan rangkaian
23 5.4
Dasar Teori
Gaya yang menyebabkan arus mengalir melalui elemen rangkaian listrik dinamakan electromotive force (emf atau E) atau tegangan. Besaran tegangan ini dinyatakan dengan notasi E atau V dengan satuan Volt (V).
Voltmeter adalah instrument yang digunakan untuk mengukur tegangan. Pada pengukuran tegangan, voltmeter harus dihubungkan secara paralel dengan terminal elemen rangkaian yang akan diukur nilai tegangannya. Secara umum, voltmeter memiliki resistansi internal yang tinggi sehingga tidak mempengaruhi rangkaian dimana voltmeter dihubungkan.
Ketika menggunakan voltmeter DC untuk mengukur tegangan DC, sangat penting untuk memastikan polaritas dan range batas pengukuran sebelum menerapkan daya pada rangkaian. Polaritas yang terbalik atau pemilihan range yang terlalu kecil akan menyebabkan pointer akan memukul batas mekanis pada ujung skala alat ukur. Oleh karenanya tidak mungkin mendapatkan pembacaan pengukuran yang valid pada kondisi ini dan hal ini dapat menyebabkan voltmeter menjadi rusak.
5.5
Percobaan Pengamatan
1. Siapkan alat dan bahan percobaan2. Hubungkan power suplai DC ke sumber daya (jala – jala) dan nyalakan. Kemudian putar pengatur (control) tegangan power suplai ke arah kiri (posisi tegangan minimal). 3. Hubungkan probe positif (prob merah) voltmeter ke terminal positif suplai DC dan prob
ground (prob hitam) ke terminal ground power suplai DC. Pastikan range tegangan voltmeter lebih besar dari tegangan power suplai DC.
4. Ukur dan catat pembacaan tegangan DC yang ditunjukkan oleh voltmeter
5. Perlahan putar pengatur (knob control) tegangan power suplai kearah kanan hingga mencapai posisi maksimal dan amati perubahan pembacaan pada voltmeter. Catat pembacaan tegangan DC yang ditunjukkan oleh voltmeter pada tabel 5.1
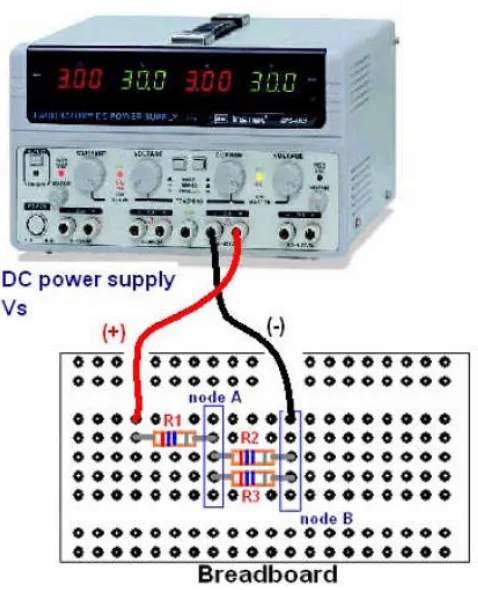
6. Untuk pengukuran tegangan pada rangkaian, buatlah rangkaian seperti pada gambar 5.1 dan gambar 5.2 berikut
7. Atur tegangan output power suplai DC pada tegangan 10V
8. Putarlah knob selektor voltmeter pada range pengukuran tegangan DC yang sesuai (konfirmasikan kepada asisten sebelum melakukan pengukuran).
9. Hubungkan ujung merah ke salah satu ujung resistor dan probe hitam ke ujung resistor yang lain.
10. Amati dan catat pembacaan voltmeter pada tabel 5.2
24 Gambar 0.1 Rangkaian pada breadboard
Catatan :
1.jika pointer bergerak ke arah kiri (negatif) maka hal ini menunjukkan polaritas probe terbalik, pada kondisi ini baliklah probe voltmeter.
2.Jika pointer bergerak ke kanan hingga batas maksimal skala ukur maka hal ini menunjukkan pemilihan range tegangan DC voltmeter terlalu kecil, putar knob selektor voltmeter untuk menaikkan range tegangannya)
25
Unit 6 Pengukuran Resistansi
6.1
Tujuan
1. Mahasiswa dapat melakukan pengukuran nilai resistansi suatu hambatan dengan menggunakan ohm meter
2. Mahasiswa dapat menggunakan instrument ohm meter dengan baik dan benar 6.2
Bahan dan Alat
1. Ohm meter (multimeter) 2. Beberapa resist
6.3
Dasar Teori
Semua material memiliki resistansi elektrik yang melawan aliran arus listrik pada rangkaian. Resistansi (R) adalah hambatan terhadap arus listrik dan satuan resistansi adalah ohm (). Instrumen yang digunakan untuk mengukur resistansi dinamakan ohmmeter.
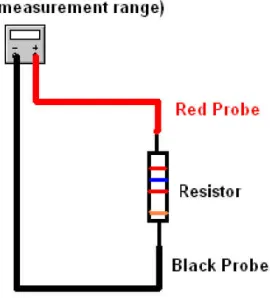
Pada dasarnya, ohmmeter tersusun atas sumber daya DC (biasanya berupa baterai), sebuah miliampere meter dan switch untuk memilih tahanan internal untuk kalibrasi alat ukur. Untuk pengukuran resistansi, tahanan yang tidak diketahui ditempatkan pada kedua terminal probe ohmmeter dan nilai resistansi akan ditampilkan (dibaca) dari skala di bawah pointer.
Pada pengukuran resistansi, ohmmeter harus dihubungkan dengan elemen rangkaian pada kondisi tanpa daya listrik. Langkah pengukuran resistansi menggunakan ohm meter adalah :
1. Pilih range pengukuran yang sesuai dangan memutar knob selektor.
2. Hubungkan (hubung singkat) kedua terminal probe ohm meter dan nol kan ohmmeter dengan memutar knob pengatur 0 ohm meter
3. Hubungkan terminal (probe) ohm meter pada pada elemen (contoh resistor) yang akan diukur nilai resistansinya, kemudian baca nilainya pada skala pembacaan
4. Tentukan (hitung) nilai resistansi yang diukur dengan mengalikan nilai yang terbaca dengan faktor skala pengali yang dipilih.
26 6.4
Percobaan Pengamatan
1. Siapkan alat dan bahan percobaan
2. Dengan menggunakan ohm meter, ukur nilai resistansi resistor dan catat hasil pengukuran pada kolom nilai terukur pada tabel pengukuran 6.1
27
Unit 7 Pengukuran Arus DC
7.1
Tujuan
Mahasiswa dapat melakukan pengukuran arus DC dengan menggunakan Amperemeter 7.2
Bahan dan Alat
1. Amperemeter DC (Multimeter) 2. Power Suplai DC
3. Beberapa resistor 4. Papan rangkaian
5. Kabel penghubung dan jumper 7.3
Dasar Teori
Jika sumber tegangan diterapkan pada sebuah rangkaian maka arus listrik akan mengalir melalui rangkaian tersebut. Satuan arus listrik adalah ampere (A). Ampere meter adalah instrument yang digunakan untuk mengukur aliran arus listrik. Pada pengukuran arus, ampere meter harus dihubungkan secara seri dengan elemen rangkaian yang hendak diukur nilai arusnya.
Ketika sebuah ampere meter dihubungkan seri pada rangkaian, maka resistansi internal dari instrumen ampere meter akan menambah resistansi rangkaian. Oleh karenanya arus yang mengalir akan berkurang. Untuk meminimalkan efek ini, maka ampere meter didesain memiliki resistansi internal yang rendah.
Pada pengukuran arus DC, arus listrik harus masuk ke terminal positif (probe merah) dan keluar meninggalkan terminal negatif (probe hitam) instrument ampere meter DC. Polaritas yang terbalik atau pemilihan range yang terlalu kecil akan menyebabkan pointer akan memukul batas mekanis pada ujung skala alat ukur dan menyebabkan ampere meter menjadi rusak.
Pengukuran arus DC juga dapat dilakukan dengan ekuivalen ampere meter DC dengan cara menghubungkan volt meter DC yang diparalel dengan sebuah resistor yang diketahui nilainya. Jika ekuivalen ampere meter DC ini dihubungkan seri dengan sebuah rangkaian atau komponen misal resistor, arus yang mengalir akan menghasilkan drop tegangan diantara resistor yang nilainya diketahui dan tegangan ini akan terbaca oleh voltmeter. Kemudian nilai arus dapat dihitung dengan menggunakan persamaan I = E / R.
7.4
Langkah Percobaan
1. Siapkan alat dan bahan percobaan
2. Hubungkan power suplai DC ke sumber daya (jala – jala) dan nyalakan. Kemudian putar pengatur (control) tegangan power suplai ke arah kiri (posisi tegangan minimal). 3. Hubungkan probe positif (prob merah) voltmeter ke terminal positif suplai DC dan prob
ground (prob hitam) ke terminal ground power suplai DC.
28 4. Atur tegangan DC keluaran power supply pada tegangan 10V, kemudian lepaskan
voltmeter dan matikan power supply.
5. Susunlah rangkaian pengujian seperti pada gambar 7.1 berikut
Gambar 7.1 Rangkaian pengukuran dengan ampere meter
6. Dengan menggunakan persamaan I = E/R, hitung dan catat nilai arus yang mengalir di rangkaian
I = E / R = ... mA
7. Putarlah knob selektor amperemeter pada range pengukuran arus DC yang sesuai. 8. Nyalakan power suplai, kemudian amati dan catat pembacaan ampere meter
I = ... mA
Bandingkan apakah hasil pengukuran sesuai dengan nilai perhitungan sebelumnya? 9. Buatlah ekuivalen amperemeter dengan menghubungkan resistor yang diketahui
nilainya dengan sebuah voltmeter.
10.Hubungkan ekuivalen ampermeter tersebut secara seri dengan rangkaian yang akan diukur nilai arusnya (gambar 7.2)
Gambar 7.2 Pengukuran arus listrik dengan rangkaian ekuivalen voltmeter 11.Ukur dan catat pembacaan voltmeter, kemudian hitung nilai arus yang mengalir dengan
membagi nilai pembacaan voltmeter dengan nilai resistor E = ... V (pembacaan voltmeter)
I = ... mA (hasil perhitungan) Catatan :
1. Pastikan polaritas dan range yang dipilih sudah benar. jika pointer bergerak ke arah kiri (negatif) maka hal ini menunjukkan polaritas probe terbalik, pada kondisi ini baliklah probe voltmeter.
29
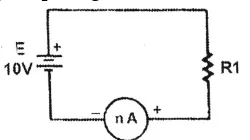
Unit 8 Hukum Ohm
8.1
Tujuan
1. Untuk menguji hukum Ohm
2. Untuk mempelajari bagaimana menerapkan hukum Ohm dalam analisis rangkaian. 8.2
Tugas Baca Dasar Teori
Hukum Ohm yang ditemukan oleh ilmuan Jerman bernama Simon Ohm (1787-1854), merupakan hukum penting yang menguraikan hubungan antara tegangan (E), kuat arus (I), dan hambatan (R). Ia sering di referensikan sebagai dasar dari analisis rangkaian listrik dan dapat di ekspresikan dengan 3 cara yakni:
I=E/R E=IR R=E/I Dimana :
E : Beda potensial dari ujung dengan ujung yang lain pada elemen beban,dalam Volts I : Arus yang mengalir pada elemen beban, dalam Ampere
R : Hambatan (beban), dalam Ohm
Ingat bahwa,mengurangi hambatan akan menaikan arus , dan menaikan tegangan juga akan menaikan arus.
8.4
Percobaan dan Pengamatan
1. Rangkailah modul KL-13001 pada unit utama KL-21001, dan tempatkan pada blok a. 2. Gunakanlah Ohmmeter, ukur dan amati hambatan R1, 1KΩ ± 5%,
R1 = ________________ K
Apakah nilai pengukuran sesuai dengan nilai yang terbaca,dan atau dalam batas toleransi?
Yes No
3. Hubungkanlah voltmeter ke terminal +V dan GND dan atur tegangan positif pada +10V. 4. Gunakanlah hukum Ohm dan hasil pengukuran dari langkah 2 dan 3, hitung dan amati
nilai arusnya. I = ________________ mA
5. Hubungkanlah milliammeter pada rangkaian seperti yang di tunjukan pada gambar 8.1 dan ukurlah nilai arusnya. I = ________________ mA
Apakah nilai pengukuran sesuai dengan hasil yang diperoleh dari perhitungan ?
30 Gambar 8.1 Milliammeter
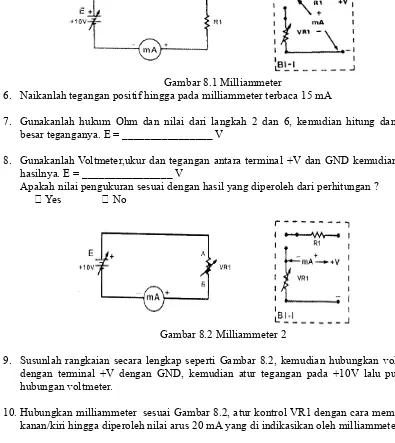
6. Naikanlah tegangan positif hingga pada milliammeter terbaca 15 mA
7. Gunakanlah hukum Ohm dan nilai dari langkah 2 dan 6, kemudian hitung dan amati besar teganganya. E = ________________ V
8. Gunakanlah Voltmeter,ukur dan tegangan antara terminal +V dan GND kemudian amati hasilnya. E = ________________ V
Apakah nilai pengukuran sesuai dengan hasil yang diperoleh dari perhitungan ? Yes No
Gambar 8.2 Milliammeter 2
9. Susunlah rangkaian secara lengkap seperti Gambar 8.2, kemudian hubungkan voltmeter dengan terminal +V dengan GND, kemudian atur tegangan pada +10V lalu putuskan hubungan voltmeter.
10.Hubungkan milliammeter sesuai Gambar 8.2, atur kontrol VR1 dengan cara memutar ke kanan/kiri hingga diperoleh nilai arus 20 mA yang di indikasikan oleh milliammeter. 11.Gunakanlah hukum Ohm dan hasil dari langkah 9 dan 10, hitung dan amati besarnya
hambatan pada VR1. VR1 = ________________
12.Putuskanlah hubungan sumber tegangan, gunakan Ohmmeter, ukur dan amati resistansi antara terminal A dan B pada VR1.
VR1 = ________________
Apakah hasil pengukuran sesuai dengan hasil perhitungan?
31
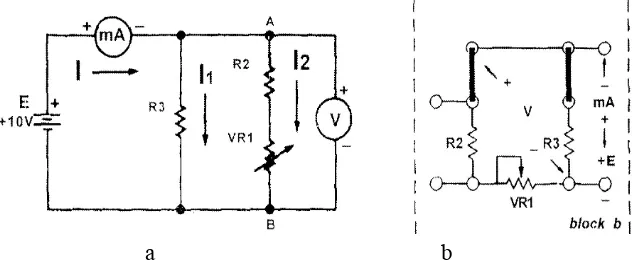
Unit 9 Rangkaian Paralel dan Hukum Kirchoff
9.1
Tujuan
1. Agar mahasiswa dapat mengidentifikasi rangkaian seri, parallel, dan seri-parallel 2. Agar mahasiswa dapat mengenal lebih jauh tentang aplikasi dari Hukum Kirchhoff. 9.2
Dasar Teori
Dari percobaan yang telah diberikan selama ini, seharusnya mudah bagi kita untuk mengidentifikasi rangkaian seri dan rangkaian parallel. Tetapi kini sudah banayak rangkaian yang memiliki cabang, seperti rangkaian parallel dan rangkaian seri. Hal sepeerti tersebut dapat dikatakan sebagai rangkaian seri-parallel yang dimana merupakan kombinasi dari rangkaian seri dan rangkaian parallel.
Banyak rangkaian yang sangat kompleks yang tidak dapat dipecahkan dengan Hukum Ohm. Rangkaian tersebut mempunyai banyak cabang atau mempunyai banyak sumber power, dan Hukum Ohm tidak mungkin diterapkan di dalamnya. Metode untuk menyelesaikan rangkaian yang kompleks sudah ditemukan, yakni berdasarkan percobaan yang dilakukan oleh ilmuan asal Jerman, Gustaf Kirchhoff. Sekitar tahun 1857, Kirchhoff menemukan dua kesimpulan, yang seperti kita ketahui adalah Hukum Kirchhoff, yang dimana dijelaskan dibawah :
Hukum Tegangan Kirchhoff
Hukum Tegangan Kirchhoff sudah diketahui sebagai hukum pertamanya. Hukum ini menyatakan bahwa jumlah tegangan jatuh di dalam sebuah loop tertutup sama dengan emfs dalam loop tersebut. Hal ini memberikan hubungan antara tegangan jatuh dalam sebuah loop tertutup dan tegangan sumber di loop tersebut. Jumlah dari keduanya selalu sama. Persamaan tegangan kirchoff adalah sebagai berikut;
∑Es=∑IR Hukum Arus Kirchhoff
Hukum ini disebut Hukum Kirchhoff yang ke-dua. Hukum ini menyatakan bahwa arus yang masuk pada sebuah titik percabangan sama dengan arus yang keluar. Arus listrik tidak bias dialirkan melalui sebuah cabang saja. Oleh karena itu, jika karena ada 1 ampere arus yang akan melewati sebuah percabangan, maka arus tersebut dibagi sesuai dengan jumlah cabang. Namun arus yang meninggalkan cabang tersebut juga harus sebesar 1 ampere. Persamaannya: ∑Iin - ∑Iout = 0 atau ∑Iin = ∑Iout. Pada umumnya, kedua hukum tersebut digunakan secara bersamaan
9.4
Percobaan dan Pengamatan
32 2. Berdasarkan Gambar 9.1, lengkapilah rangkaian percobaan dengan menempatkan
konektor (lihat Gambar 9.1.b).
Gambar 9.1 Percobaan 1
3. Ubahlah VR1 menjadi 1KΩ dan atur tegangan sumber menjadi +10V 4. Gambar 9.1 merupakan sebuah rangkaian seri atau parallel?
____________________________________________________ 5. Hitunglah hambatan (resistansi)
R = R1 + VR1 = _____________________ Ω
Hitung arus I = E / R = _____________________ mA
6. Pasanglah milliammeter dalam rangkaian seperti yang ditunjukkan gambar 9.1 Hasil pengukuran arus adalah
I = __________________________ mA
Apakah nilai pengukuran sesuai dengan hasil yang diperoleh dari perhitungan ?
Yes No
7. Aturlah VR1 menjadi 500 Ω dan ulangi langkah 5 dan 6, dan tulis hasilnya dibawah ini: ______________________________________________________________________ __________________________________________
8. Berdasarkan gambar 9.2, lengkapilah rangkaian percobaan dengan menempatkan konektor (lihat gambar 9.2b).
Gambar 9.2 Percobaan 2
a b
33 9. Gambar 9.2 merupakan sebuah rangkaian seri atau parallel?
________________________________________________________ 10.Ubahlah VR1 menjadi 1 kΩ dan
Hitung total resistansi R = ______________________ Ω
11.Aktifkanlah voltmeter pada titik A dan B seperti yang ditunjukkan pada Gambar 9.2. Ukur dan catat tegangannya. E = ____________________ V
Apakah nilai tegangan yang diperoleh sama dengan hasil dari langkah 3?
Yes No
12.Putar panel VR1 ke kanan dan amati jarum pada voltmeter. Apakah tegangan mengalami perubahan ketika VR1 diputar ?
Yes No
13.Ubahlah VR1 menjadi 0 Ω. Pasangkan milliammeter pada rangkaian seperti gambar 9.2a. Hasil pengukuran total arus I = _____________________ A
14.Hitung arus cabang.
I1 = E / R3 = ______________________________ mA I2 = E / R3 = ______________________________ mA Hitung total arus dengan menggunakan Hukum Arus Kirchhoff. I = I1 + I2 = ______________________________ mA
Apakah nilai pengukuran sesuai dengan hasil yang diperoleh dari perhitungan ?
34
Unit 10 Penentuan Kadar Karet Kering (KKK)
10.1
Tujuan
1. Agar mahasiswa dapat mengenal lebih jauh proses pengolahan karet 2. Agar mahasiswa dapat mengenal lebih jauh tentang penentuan KKK 10.2
Dasar Teori
Purbaya, M., Sari, T.I., Saputri, C.A., Fajriaty, M.T., 2011., Pengaruh Beberapa Jenis Bahan Penggumpal Lateks dan Hubungannya Dengan Susut Bobot, Kadar Karet Kering dan Plastisitas, Prosiding Seminar Nasional AVoER ke-3, Palembang, 26-27 Oktober 2011, ISBN : 979-587-395-4.
Kadar Karet Kering (KKK) adalah kandungan padatan karet per satuan berat (%). KKK lateks atau bekuan sangat penting untuk diketahui karena selain dapat digunakan sebagai pedoman penentuan harga juga merupakan standar dalam pemberian bahan kimia untuk pengolahan RSS, TPC dan lateks pekat. Kadar karet kering pada lateks tergantung dari beberapa faktor antara lain jenis klon, umur pohon, waktu penyadapan, musim, suhu udara serta letak tinggi dari permukaan laut. Terdapat beberapa metode dalam penentuan KKK, salah satu di antaranya adalah metode laboratorium. Prinsip dalam metode laboratorium adalah pemisahan karet dari lateks yang dilakukan dengan cara pembekuan, pencucian dan pengeringan.
Proses pengolahan lateks meliputi beberapa tahap, yaitu :
a. Lateks dalam isotank dialirkan melalui talang getah menuju bak penampung yang sebelumnya telah dilakukan proses penyaringan menggunakan saringan ukuran 40 mesh. b. Setelah semua lateks masuk ke dalam bak penampung, kemudian dilakukan penentuan
KKK (Kadar Karet Kering) yaitu dengan rumus :
Contoh :
Ditimbang berat basah 100cc sampel lateks yang telah digumpalkan dengan asam formiat diperoleh berat 33 gram dengan faktor pengering 70%, maka akan diperoleh nilai KKK adalah:
KKK = 33 gram x 70% 23 gram
Penentuan Faktor Pengering (Hydrogen Factor) dipengaruhi kualitas lateks. Hidrogen faktor dapat dhitung dengan rumus :
x100%
Dari rata-rata data yang diperoleh terlihat berat basah = 33 gram, berat kering = 20 gram, maka besarnya Hydrogen Factor adalah :
%
c. Setelah dilakukan pengukuran pada bak penampung untuk mengetahui jumlah lateks yang diterima dan penentuan KKK, maka dilakukan penentuan perbandingan lateks dan air di bak koagulan dengan faktor pengencer (%). Penentuan perbandingan lateks dan air menggunakan faktor pengencer, yaitu :
35
Diambil data terakhir dan ingin dibuat rendemen 13% (disesuaikan dengan produk sebelumnya), jika digunakan bak setinggi 24” maka banyaknya air yang harus ditambahkan adalah :
d. Menambahkan asam semut atau asam formiat (HCOOH), dengan rumus pengenceran sebagai berikut :
Keterangan :
A : volume asam murni
B : konsentrasi asam murni (90%) (A+x) : volume asam dan air
2% : konsentrasi asam yang dikehendaki
Asam semut yang sudah diencerkan menjadi 2% ke dalam bak koagulan sebanyak 5-8 cc/kg karet kering yang disesuaikan dengan pemakaian amoniak yang ada dalam surat pengantar lateks.
e. Membekukan lateks selama 2-3 jam atau sesuai dengan kondisi bekuan, 1 jam sebelum digiling bak koagulan direndam air. Tujuan penambahan tersebut, yaitu untuk :
a. Menghindari terjadinya oksidasi bekuan b. Membersihkan air serum, dan
c. Menghindari slab agar tidak lengket. 2. Unit Penggilingan
Proses penggilingan dilakukan setelah kurang lebih 2 jam dari proses pengolahan, yaitu lateks dalam keadaan beku. Tujuan penggilingan tersebut adalah :
1. Meratakan koagulum sehingga diperoleh sheet dengan standart ketebalan 2,5-3 mm. 2. Membuat sheet berpola dan memperluas permukaan sheet.
3. Mengeluarkan kendungan air dari sheet 3. Unit Pengasapan
Tujuan proses pengasapan adalah memeberi warna coklat terang pada lembaran karet. Dengan adanya proses pengasapan, maka lembaran karet akan terdisinfeksi karena asap memiliki komponen formaldehyde, phenol, zat warna, dan asam-asam organik (Djoehana, 1983)
4. Unit Peyortiran
Tujuan dari penyortiran adalah untuk meingkatkan mutu sheet yang dihasilkan berdasarkan Standart Internasional yang tercantum dalam The Green Book, yang meliputi :
1. Ribbed Smoked Sheet I (RSS I) 2. Ribbed Smoked Sheet III (RSS III) 3. Ribbed Smoked Sheet IV (RSS IV)
36 10.3
Bahan dan alat
Alat yang digunakan:
1.
Beker gelas 100 ml, 250 ml, 500 ml,2.
Erlemeyer 500 ml, 1000 ml,3.
Gelas ukur 500 ml,4.
Spatula,5.
Pengaduk lateks,6.
Indikator pH meter,7.
Bak plastic,8.
Neraca analitik,9.
Wallance punch Bahan yang digunakan :1.
340 liter Lateks2.
60 kg cup lump3.
Aquadest4.
Penggumpal asam semut5.
Tawas, pupuk TSP, FAO, dan FAA 10.4Pertanyaan/Tugas
1. Gambarkan Flow Process Chart proses pengolahan karet
2. Sebutkan bahan baku utama dan bahan baku pembantu proses pengolahan karet 3. Jelaskan jenis pengujian mutu karet
4. Jelaskan hal-hal yang mempengaruhi mutu karet
37 PRAKTIKUM KIMIA FISIKA INDUSTRI
MODUL I
METROLOGI INDUSTRI
PENGUKURAN DIMENSI PANJANG DIAMETER
KELOMPOK:
1. ____________________________ 2. ____________________________ 3. ____________________________ 4. ____________________________
LABORATORIUM TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI UNIVERSITAS JENDERAL SOEDIRMAN
38 Lembar Kerja Tugas Modul 1
Pengukuran Dimensi Linear Dengan Mistar Ingsut
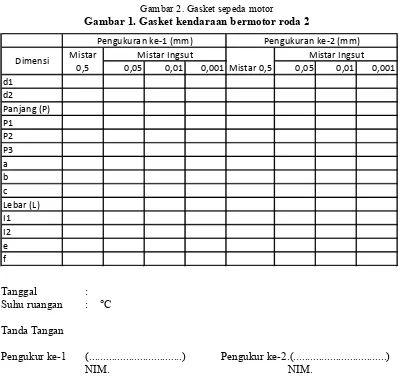
Gambar 2. Gasket sepeda motor
Gambar 1. Gasket kendaraan bermotor roda 2
0,05 0,01 0,001 0,05 0,01 0,001
d1 d2
Panjang (P) P1
P2 P3 a b c Lebar (L) I1 I2 e f
Pengukuran ke-1 (mm) Pengukuran ke-2 (mm) Dimensi Mistar 0,5 Mistar Ingsut Mistar 0,5 Mistar Ingsut
Tanggal : Suhu ruangan : °C Tanda Tangan
Pengukur ke-1 (...) Pengukur ke-2.(...)
39 Lembar Kerja Tugas Modul 1
Pengukuran Dimensi Linear Dengan Mistar Ingsut
Gambar 2. Gasket sepeda motor
Gambar 1. Gasket kendaraan bermotor roda 2
0,05 0,01 0,001 0,05 0,01 0,001
d1 d2
Panjang (P) P1
P2 P3 a b c Lebar (L) I1 I2 e f
Pengukuran ke-3 (mm) Pengukuran ke-4 (mm) Dimensi Mistar 0,5 Mistar Ingsut Mistar 0,5 Mistar Ingsut
Tanggal : Suhu ruangan : °C Tanda Tangan
Pengukur ke-3 (...) Pengukur ke-4(...)
40 PRAKTIKUM KIMIA FISIKA
MODUL II
METROLOGI INDUSTRI PENGUKURAN DIAMETER
KELOMPOK:
1. ____________________________ 2. ____________________________ 3. ____________________________ 4. ____________________________
LABORATORIUM TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI UNIVERSITAS JENDERAL SOEDIRMAN
41 Lembar Kerja Tugas Modul 2A
Pengukuran Diameter Luar
Gambar 2. Handle kendaraan bermotor roda 2
Maks Min Posisi
1 Posisi 2 Posisi 1 Posisi 2 Posisi 1 Posisi 2 Posisi 1 Posisi 2 Posisi 1 Posisi 2 Posisi 1 Posisi 2
a. 1 b. 1 c. 2 d. 2 e. 3 f. 3 g. 3 h. 4 i. 4 j. 5 k. 5
Mistar Ingsut
0,001 Mistar Ingsut 0,002 Mikro meter Diameter Toleransi
Teoritis Mistar 0,5 Mistar Ingsut 0,05 Mistar Ingsut 0,01
Tanggal : Suhu ruangan : °C
Tanda Tangan
Pengukur (...) Pengukur (...)
NIM. NIM.
a b c d e f g h i j k
42 Lembar Kerja Tugas Modul 2B
Pengukuran Diameter Dalam
x: Harga rata-rata Sx: Deviasi Standard
Gambar 3. Roler kendaraan bermotor roda 2
Alat Ukur L R L R
Mistar 1. 2. 1. 2.
Kecermatan: 0,5 mm 3. 4. 3. 4.
Kapasitas:...sd... X= S= X= S=
Mistar Ingsut 1. 2. 1. 2.
Kecermatan: 0,05 mm 3. 4. 3. 4.
Kapasitas:...sd... X= S= X= S=
Mistar Ingsut Dengan Dial 1. 2. 1. 2.
Kecermatan: 0,01 mm 3. 4. 3. 4.
Kapasitas:...sd... X= S= X= S=
Mistar Ingsut Digital 1. 2. 1. 2.
Kecermatan: 0,001 mm 3. 4. 3. 4.
Kapasitas:...sd... X= S= X= S=
Mikrometer 1. 2. 1. 2.
Kecermatan: 0,001 mm 3. 4. 3. 4.
Kapasitas:...sd... X= S= X= S=
Tanggal : Suhu ruangan : °C
Tanda Tangan
Pengukur (...) Pengukur (...)
43 PRAKTIKUM KIMIA FISIKA INDUSTRI
MODUL III
METROLOGI INDUSTRI
PENGUKURAN KEBULATAN DAN KEDATARAN
KELOMPOK:
1. ____________________________ 2. ____________________________ 3. ____________________________ 4. ____________________________
LABORATORIUM TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI UNIVERSITAS JENDERAL SOEDIRMAN
44 Lembar Kerja Tugas Modul 3
Pengukuran Dimensi dan Kualitas Dimensi Torak
1. Uraikan setiap langkah pengukuran yang saudara laksanakan, setiap langkah pengukuran harus dilakukan oleh dua orang pengamat
2. Laporan yang rapi dan baik menjadi salah satu point penilaian
Tanggal : Suhu ruangan : °C Tanda Tangan
Pengukur ke-1 (...) Pengukur ke-2.(...)
NIM. NIM.
45 PRAKTIKUM KIMIA FISIKA INDUSTRI
MODUL IV
METROLOGI INDUSTRI
PENGUKURAN KEBULATAN DAN KEDATARAN
KELOMPOK:
1. ____________________________ 2. ____________________________ 3. ____________________________ 4. ____________________________
LABORATORIUM TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI UNIVERSITAS JENDERAL SOEDIRMAN
46 Lembar Kerja Tugas Modul 4
Rancangan Metode Pengukuran Produk/Part
2. Uraikan dan gambarkan setiap langkah pengukuran yang saudara laksanakan 3. Setiap pengukuran harus dilakukan dengan mengikuti kaidah-kaidah proses
pengendalian produksi industri
4. Laporan yang rapi dan baik menjadi salah satu point penilaian Tanggal :
Suhu ruangan : °C Tanda Tangan
Pengukur ke-1 (...) Pengukur ke-2.(...)
NIM. NIM.
47 MODUL V
PENGUKURAN BESARAN LISTRIK PENGUKURAN TEGANGAN DC
KELOMPOK:
1. ____________________________ 2. ____________________________ 3. ____________________________ 4. ____________________________
LABORATORIUM TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI UNIVERSITAS JENDERAL SOEDIRMAN
48 Lembar Kerja Tugas Modul 5
Tabel 0-1 Pengukuran tegangan suplai dengan voltmeter No Tegangan Power
Suplai (V) Tegangan terukur pada volt meter (V) Tegangan terukur sesuai? 1
2 3 4 5
Tabel 0-2 Pengukuran tegangan elemen dengan voltmeter No Tegangan Suplai
(V) Tegangan R1 (V) Tegangan R2 (V) Tegangan R3 (V) 1
2 3 4 5
Tanda Tangan
Pengukur ke-1 (...) Pengukur ke-2.(...)
49 MODUL VI
PENGUKURAN BESARAN LISTRIK PENGUKURAN RESISTENSI
KELOMPOK:
1. ____________________________ 2. ____________________________ 3. ____________________________ 4. ____________________________
LABORATORIUM TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI UNIVERSITAS JENDERAL SOEDIRMAN
2016
50 Tabel 6-1 Pengukuran resistansi
Resistor
Gelang
Nilai
terbaca Toleransi Nilai terukur
dalam batas toleransi ?
I II III IV
51 MODUL VII
PENGUKURAN BESARAN LISTRIK PENGUKURAN RESISTENSI
KELOMPOK:
1. ____________________________ 2. ____________________________ 3. ____________________________ 4. ____________________________
LABORATORIUM TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI UNIVERSITAS JENDERAL SOEDIRMAN
52 Lembar Kerja Modul 7
1. Siapkan alat dan bahan percobaan
2. Hubungkan power suplai DC ke sumber daya (jala – jala) dan nyalakan. Kemudian putar pengatur (control) tegangan power suplai ke arah kiri (posisi tegangan minimal). 3. Hubungkan probe positif (prob merah) voltmeter ke terminal positif suplai DC dan prob
ground (prob hitam) ke terminal ground power suplai DC.
4. Atur tegangan DC keluaran power supply pada tegangan 10V, kemudian lepaskan voltmeter dan matikan power supply.
5. Susunlah rangkaian pengujian seperti pada gambar 7.1 berikut
Gambar 7.1 Rangkaian pengukuran dengan ampere meter
6. Dengan menggunakan persamaan I = E/R, hitung dan catat nilai arus yang mengalir di rangkaian. I = E / R = ... mA
7. Putarlah knob selektor amperemeter pada range pengukuran arus DC yang sesuai. 8. Nyalakan power suplai, kemudian amati dan catat pembacaan ampere meter
I = ... mA. Bandingkan apakah hasil pengukuran sesuai dengan nilai perhitungan sebelumnya?
9. Buatlah ekuivalen amperemeter dengan menghubungkan resistor yang diketahui nilainya dengan sebuah voltmeter.
10.Hubungkan ekuivalen ampermeter tersebut secara seri dengan rangkaian yang akan diukur nilai arusnya (gambar 7.2)
Gambar 7.2 Pengukuran arus listrik dengan rangkaian ekuivalen voltmeter 11.Ukur dan catat pembacaan voltmeter, kemudian hitung nilai arus yang mengalir dengan
membagi nilai pembacaan voltmeter dengan nilai resistor E = ... V (pembacaan voltmeter)
53 Catatan :
1. Pastikan polaritas dan range yang dipilih sudah benar. jika pointer bergerak ke arah kiri (negatif) maka hal ini menunjukkan polaritas probe terbalik, pada kondisi ini baliklah probe voltmeter.
54 MODUL VIII
HUKUM OHM
KELOMPOK:
1. ____________________________ 2. ____________________________ 3. ____________________________ 4. ____________________________
LABORATORIUM TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI UNIVERSITAS JENDERAL SOEDIRMAN
55 Lembar Kerja Modul 8
1. Rangkailah modul KL-13001 pada unit utama KL-21001, dan tempatkan pada blok a. 2. Gunakanlah Ohmmeter, ukur dan amati hambatan R1, 1KΩ ± 5%,
R1 = ________________ K
Apakah nilai pengukuran sesuai dengan nilai yang terbaca,dan atau dalam batas toleransi?
Yes No
3. Hubungkanlah voltmeter ke terminal +V dan GND dan atur tegangan positif pada +10V. 4. Gunakanlah hukum Ohm dan hasil pengukuran dari langkah 2 dan 3, hitung dan amati
nilai arusnya. I = ________________ mA
5. Hubungkanlah milliammeter pada rangkaian seperti yang di tunjukan pada Gambar 8.1 dan ukurlah nilai arusnya. I = ________________ mA
Apakah nilai pengukuran sesuai dengan hasil yang diperoleh dari perhitungan ?
Yes No
Gambar 8.1 Milliammeter
6. Naikanlah tegangan positif hingga pada milliammeter terbaca 15 mA
7. Gunakanlah hukum Ohm dan nilai dari langkah 2 dan 6, kemudian hitung dan amati besar teganganya. E = ________________ V
8. Gunakanlah Voltmeter,ukur dan tegangan antara terminal +V dan GND kemudian amati hasilnya. E = ________________ V
Apakah nilai pengukuran sesuai dengan hasil yang diperoleh dari perhitungan ?
Yes No
9. Susunlah rangkaian secara lengkap seperti Gambar 8.2, kemudian hubungkan voltmeter
dengan terminal +V dengan GND, kemudian atur tegangan pada +10V lalu putuskan hubungan voltmeter.
56 Gambar 8.2 Milliammeter 2
11.Gunakanlah hukum Ohm dan hasil dari langkah 9 dan 10 ,hitung dan amati besarnya hambatan pada VR1.VR1 = ________________
12.Putuskanlah hubungan sumber tegangan, gunakan Ohmmeter, ukur dan amati resistansi antara terminal A dan B pada VR1. VR1 = ________________
Apakah hasil pengukuran sesuai dengan hasil perhitungan?
Yes No
Tabel 8.1. Resistor
Warna gelang Pengukuran Perhitungan R Ukur = R
Hitung
Yes/No
Tabel 8.2. Arus
Komponen I Hitung I Ukur I hitung = I Ukur
R = 1kΩ
E = 10V Yes/No
Tabel 8.3. Tegangan
Komponen E hitung E ukur E hitung = E ukur
I = 15mA
R = 1K Yes/No
Tabel 8.4. Perhitungan Tegangan dan Arus
Komponen R Hitung R Ukur R Hitung = R
Ukur
E = 10V
I = 20mA Yes/No
a
57 MODUL IX
RANGKAIAN PARALEL DAN HUKUM KIRCHOF
KELOMPOK:
1. ____________________________ 2. ____________________________ 3. ____________________________ 4. ____________________________
LABORATORIUM TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI UNIVERSITAS JENDERAL SOEDIRMAN