BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Penjadwalan produksi dapat didefinisikan sebagai proses pengalokasian
sumber daya yang ada untuk menyelesaikan suatu pekerjaan dalam jangka waktu
tertentu dengan mempertimbangkan batasan-batasan yang ada. Penjadwalan
pekerjaan sangat perlu dilakukan oleh perusahaan karena mempengaruhi
ketepatan waktu perusahaan dalam memenuhi pesanan dari konsumen.
PT. Sumatera Timberindo Industry merupakan perusahan produsen daun
pintu yang menggunakan aliran produksi flow shop, dimana dalam memproduksi
tiap unit daun pintu, dilalui sembilan stasiun kerja berdasarkan urutan proses
produksi. Tipe dan jumlah unit produk daun pintu yang diproduksi disesuaikan
dengan permintaan yang diterima atau bersifat make to order. PT. Sumatera
Timberindo Industry saat ini menggunakan aturan First Come First Served (FCFS)
dalam penjadwalan produksinya. Dengan aturan FCFS, pesanan yang tiba lebih
dulu akan menjadi prioritas produksinya dengan tidak mempersoalkan lamanya
waktu proses. Apabila ada pesanan yang datang bersamaan maka
pesanan-pesanan tersebut akan dikerjakan melalui antrian.
Dengan model penjadwalan seperti itu sering tidak menguntungkan bagi
pesanan yang membutuhkan waktu proses yang pendek karena apabila pesanan
tersebut berada dibelakang antrian akan mengakibatkan waktu menganggur yang
lama sebelum diproses di lantai pabrik. Oleh karena itu, PT Sumatera Timberindo
Industry sering mengalami kesulitan untuk memenuhi permintaan konsumen
secara tepat waktu, sehingga perusahaan maupun konsumen mengalami kerugian.
Keterlambatan penyampaian pesanan yang dialami oleh PT Sumatera Timberindo
Industry dapat dilihat pada Tabel 1.1.
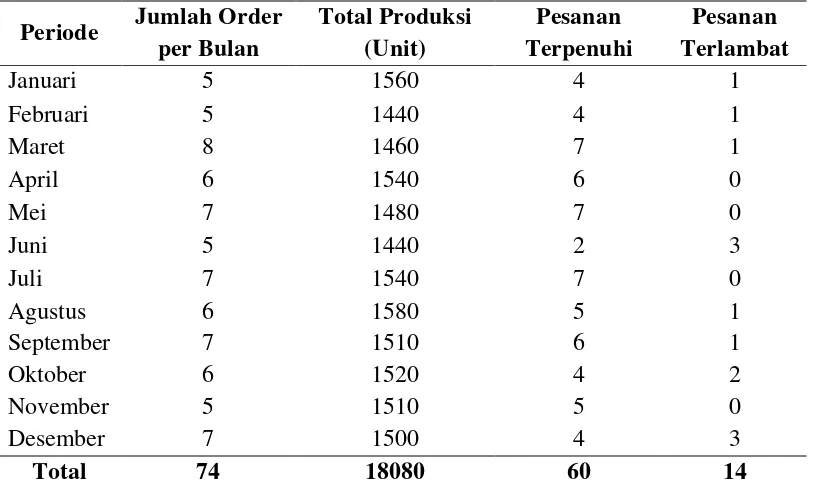
Tabel 1.1. Data Jumlah Pesanan yang Terlambat
Periode Jumlah Order
Dari Tabel 1.1. terlihat bahwa tingkat keterlambatan penyampaian pesanan
yang dialami PT. Sumatera Timberindo Industry relatif tinggi. Permasalahan ini
disebabkan sumber daya produksi, waktu proses, waktu mulai, dan waktu selesai
belum dialokasikan secara optimal untuk mencapai capacity utilization rate yang
sesuai dengan kondisi produksi yang sedang terjadi sehingga mengakibatkan
terdapatnya beberapa jadwal yang tidak tepat yang berujung pada besarnya
makespan di lantai produksi, serta besarnya work in process di beberapa stasiun
kerja. Makespan yang ada tidak dapat memenuhi batas waktu pekerjaan selesai
(duedate) sehingga berujung pada keterlambatan penyampaian pesanan ke
konsumen. Apabila keterlambatan ini terjadi terus-menerus maka akan berdampak
buruk bagi citra perusahaan yang dapat merugikan perusahaan dan konsumen.
Oleh karena itu, diperlukan perbaikan terhadap metode penjadwalan FCFS yang
digunakan agar dapat mengurangi makespan produksi.
Jenis produksi make to order memunculkan problema stokastik pada
perusahaan, dimana informasi produksi seperti jumlah pesanan, waktu pesanan,
dan ketersediaan bahan baku bersifat tidak pasti. Dalam tipe produksi flow shop
dimana setiap pekerjaan memiliki waktu proses yang berbeda berdasarkan variasi
daun pintu yang diproses menyebabkan pola kedatangan job yang dinamis,
dimana pekerjaan tidak datang secara bersamaan ke mesin yang juga telah siap
bekerja, melainkan kedatangan pekerjaannya tidak menentu, dijumpai adanya
variabel waktu.
Masalah penjadwalan flow shop dengan problema stokastik, dengan mesin
majemuk, serta pola kedatangan job yang dinamis seperti yang dialami oleh PT
Sumatera Timberindo Industry membutuhkan algoritma penjadwalan
metaheuristik yang bertujuan untuk meminumkan waktu penyelesaian job
(makespan). Dalam penelitiaan ini diusulkan sebuah metode heuristik yaitu
Algoritma Genetik untuk menyelesaikan masalah penjadwalan di PT Sumatera
Timberindo Industry.
Dalam perkembangannya, Algoritma Genetik telah digunakan dalam
membandingkan metode optimisasi usulan terhadap metode-metode optimisasi
heuristik seperti CDS Heuristics, Algoritma Genetik, dan Slope Index dalam
melakukan penjadwalan produksi flowshop untuk meminimisasi waktu pada kasus
job m-mesin (Modrak et al., 2010). Penelitian dilakukan terhadap kombinasi
n-job dan m-mesin yang beragam dengan aliran produksi flowshop. Hasil dari
penelitian menunjukkan bahwa pendekatan yang diajukan memberikan hasil yang
serupa dengan Algoritma Genetik, yang memberikan performa terbaik dalam
kriteria makespan.
Algoritma Genetik dalam juga diterapkan dalam penjadwalan produksi
flowshop dengan waktu setup yang bergantung pada urutan job dan terjadi
pemisahan lot (Kumar et al., 2013). Tujuan dari penelitian ini adalah menemukan
urutan penjadwalan yang optimal dari m-mesin terhadap n-job untuk masalah flow
shop dengan waktu setup berdasarkan uturan dan pemisahan lot menggunakan
Algoritma Genetik. Penelitian dilakukan terhadap dua studi kasus yaitu terhadap
kasus flow shop konvensional dimana setiap job memerlukan setiap mesin dalam
suatu work center, dan kasus flow shop general dimana setiap job tidak
memerlukan setiap mesin dalam suatu work center. Dari analisis studi kasus,
disimpulkan bahwa untuk flow shop konvensional, tidak terdapat pengaruh dari
peluang persilangan dan peluang mutasi pada makespan optimal dan makespan
optimal dapat diperoleh lewat beragam urutan job dan pada kedua jenis flow shop,
pemisahan lot membantu penjadwal untuk mengurangi makespan.