LAPORAN DESAIN TEKNIK
PERANCANGAN PENGEMAS ROTI OTOMATIS SKALA KECIL
Diajukan sebagai salah satu syarat kelulusan mata kuliah Desain Teknik
Oleh :
Nama : Nur Avianti Kosasih
NIM : 2112152007
Kelas : Mesin A (Ekstensi Cimahi)
JURUSAN TEKNIK MESINFAKULTAS TEKNIK
UNIVERSITAS JENDERAL ACHMAD YANI
2017
i KATA PENGANTAR
Segala puji dan syukur penulis panjatkan ke hadirat Allah, SWT. yang telah memberikan rahmat dan hidayah-Nya, shalawat dan salam semoga tercurah limpah kepada
Rasulullah Muhammad SAW, keluarga, sahabat, dan orang-orang yang istiqamah di
jalan-Nya. Sehingga penulis dapat menyelesaikan laporan teknik Tugas Desain Teknik yang berjudul “PERANCANGAN KONSTRUKSI DAN BIAYA MESIN PENGEMAS ROTI UNTUK INDUSTRI KECIL”, dan sebagai syarat kelulusan pada mata kuliah Desain Teknik.
Pada penulisan laporan teknik ini, penulis banyak menghadapi kendala, baik teknis maupun non-teknis, yaitu keterbatasan waktu dan data serta kemampuan penulis. Namun, berkat rahmat-Nya serta dorongan dari berbagai pihak, penyusunan laporan teknik ini dapat diselesaikan tepat pada waktunya.
Pada kesempatan ini, penulis mengucapkan terimakasih kepada semua pihak yang telah membantu baik secara langsung maupun tidak langsung.
Semoga laporan teknik ini dapat bermanfaat bagi semua pihak, penulis khususnya dan pembaca umumnya serta memberikan konstribusi positif bagi perkembangan dunia manufaktur di Indonesia. Amin.
Bandung, Juni 2015
ii DAFTAR ISI
KATA PENGANTAR ...i
DAFTAR ISI ... ii
DAFTAR GAMBAR ... iii
DAFTAR TABEL ...iv
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang... 1
1.2 Rumusan Masalah ... 3
1.3 Batasan Masalah ... 3
1.4 Tujuan Penelitian ... 3
1.5 Teknik Pengumpulan Data ... 4
BAB II Tinjauan Pustaka ... 6
2.1 Food Packaging... 6
2.2 Packaging Function... 8
2.3 Food Packaging Machinery ... 9
2.4 Form, Fill, and Seal Machine... 9
2.5 Sifat Plastik Sebagai Material Pembungkus ... 10
BAB III PROSES PERANCANGAN ... 24
3.1 Perencanaan Perancangan ... 24
3.2 Mengkonsep Rancangan ... 26
3.3 Merancang ... 31
3.4 Penyelesaian ... 31
BAB IV ANALISIS RANCANGAN... 33
4.1 Identifikasi Masalah ... 33
4.2 Pengumpulan Data... 35
4.3 Daftar Tuntutan ... 35
4.4 Konsep Black Box ... 36
BAB V PENUTUP ... 33
5.1 Kesimpulan ... 33
5.2 Saran ... 33 DAFTAR PUSTAKA ...
iii DAFTAR GAMBAR
Gambar 1.1 Mesin Pengemas Roti Otomatis Tipe Horizontal ... 2
Gambar 2.1 Diagram Alir Perancangan dengan Metode VDI 2222 ... 8
Gambar 2.2 Food Packaging ... 9
Gambar 2.3 Vertical Form and Fill Sealing System ... 11
Gambar 2.4 Horizontal Form and Fill Sealing System ... 12
Gambar 2.5 Thre-sided sachet making ... 12
Gambar 2.6 Operasi Horizonta Form and Fill Sealing Machine ... 13
Gambar 2.7 Pillow-pack making with a reciprocating sealing head ... 14
Gambar 2.8 Horizontal F.F.S. Machine Bisquit Wrapping ... 15
Gambar 2.9 Vertical F.F.S. with Spesial Long Seam Sealer ... 15
Gambar 2.10 Typical Impuls Sealing Jaw System ... 18
Gambar 2.11 Four-sided Sachet Making ... 19
Gambar 2.12 Advantages and Disadvantages for Vertical F.F.S. Pillow and Sachet Packs ... 19
Gambar 3.1 Diagram Alir Perancangan dengan Metoda VDI 2222 ... 25
Gambar 3.2 Black Box ... 28
Gambar 3.3 Fungsi keseruluhan sistem ... 28
Gambar 3.4 Metoda Morfologi ... 31
Gambar 4.1 CHM 250 Horizontal Packaging Machine ... 35
Gambar 4.2 Konsep Black Box ... 36
Gambar 4.3 Diagram penguraian fungsi ... 37
Gambar 4.4 Skema Penguraian Fungsi Mesin ... 37
Gambar 4.5 Infeed Conveyor ... 40
Gambar 4.6 Fix horizontal forming ... 42
Gambar 4.7 Skema Variasi Konsep 1 ... 47
Gambar 4.8 Skema Variasi Konsep 2 ... 48
Gambar 4.9 Skema Variasi Konsep 3 ... 49
iv DAFTAR TABEL
Tabel 4.1 Data Spesifik Produk ... 34
Tabel 4.2 Daftar Tuntutan ... 36
Tabel 4.3 Kotak Morfologi Mesin Pengepak Roti Otomatis ... 39
Tabel 4.4 Tabel Alternatif Sistem Rangka ... 40
Tabel 4.5 Tabel Alternatif Sistem Roll Film ... 41
Tabel 4.6 Tabel Alternatif Sistem Sealing ... 42
Tabel 4.7 Tabel Alternatif Sistem End Sealing and Cutting ... 43
Tabel 4.8 Tabel Alternatif Sistem Pembawa ... 44
1 1. PENDAHULUAN
1.1 Latar Belakang
Industri makanan dan minuman nasional memberikan konstribusi besar terhadap perekonomian di Indonesia. Berdasarkan data dari kementrian perindustian pada taun 2015 pertumbuhan industri makanan dan minuman nasional mencapai 8,16 persen. Berdasarkan hal tersebut kapasitas produksi makanan turus meningkat, sehingga kegiatan produksi dituntut mampu mengejar target kebutuhan konsumen.
Roti merupakan salah satu makanan pokok yang diproduksi secara massal, roti memiliki peranan sebagai pengganti nasi karena praktis dan memiliki rasa yang bervariasi. Dalam proses pembuatan roti hal yang perlu diperhatikan adalah cara pengemasannya karena selain untuk membuat tampilan roti menarik, kemasan pun sangat berpengaruh terhadap ketahanan dan pendistribusian roti.
Produksi roti selain berada pada industri skala besar, ada juga produksi roti pada industri skala kecil. Industri roti skala kecil masih menggunakan cara yang manual dengan bantuan banyak sumber manusia untuk mencapai target produksi, karena pengemasan roti secara manual memiliki berbagai macam kelemahan yaitu roti tidak tahan lama, hasil pengemasan bervariatif, terjadi kelalaian manusia, dll. Dengan demikian industri kecil pun membutuhkan mesin yang dapat menanggulangi semua kekurangan tersebut. Mesin yang ada di pasaran saat ini memiliki harga yang masih sangat mahal. Dari penelitian yang telah saya lakukan, harga mesin termurah saat ini yaitu Rp. 95.000.000,- pada saat harga dollar masih Rp. 12.500,- sedangkan sekarang harga dollar sudah mencapai Rp. 13.400,-. Maka disimpulkan, harga mesin yang ada diatas Rp. 100.000.000,-. Oleh karena itu, pemilik perusahaan ingin sebuah mesin yang harganya kurang dari Rp. 80.000.000,-
Untuk mendapatkan sebuah mesin dengan harga tersebut, maka spesifikasi mesin pun harus disesuaikan dengan kebutuhan perusahaan. Perusahaan
2 menginginkan peningkatan produksi 2 kali lipat dari sebelumnya yaitu 10.000 roti per hari menjadi 20.000 roti per hari.
Gambar 1.1 Mesin Pengemas Roti Otomatis Tipe Horizontal Sumber : CHM 250 Mesin Packing Horizontal
Mesin pengemas roti ini dapat mengemas 60 buah roti dalam waktu 1 menit atau dirancang sesuai dengan kapasitas produksi yang ingin dicapai oleh perusahaan yaitu 20.000 buah roti per hari dengan 6 jam kerja. Cara kerja mesin ini sendiri yaitu input berupa lembar plastik yang di roll dan telah diberi label sebelumnya digunakan untuk menggulung potongan-potongan roti yang sudah tersusun dengan suatu mekanisme tertentu. Selanjutnya dilakukan perekatan dengan metode pemanasan dan kemudian sekaligus dilakukan pemotongan untuk tiap tiap potongan roti yang telah diberi jarak dan berjalan dengan menggunakan sebuah konveyor. Output berupa bungkusan-bungkusan roti tersebut kemudian ditampung ke dalam sebuah wadah.
Maka dari itu perancangan Mesin Konstruksi dan Biaya Mesin Pengemas Roti untuk Industri Kecil Kapasitas 60 buah Roti per menit dibuat dengan meminimalkan biaya produksi dan pembuatan mesin dengan menyesuaikan spesifikasi mesin terhadap kebutuhan industri rumahan.
3 1.2 Rumusan Masalah
Berdasarkan latar belakang yang telah penulis paparkan, penulis merencanakan untuk membuat sebuah Mesin Pengemas Roti Otomatis dengan mereduksi biaya produksi sehingga terjangkau untuk industri menengah ke bawah.
Adapun uraian permasalahan tersebut yang harus diselesaikan yaitu: 1. Bagaimana spesifikasi yang sesuai untuk industri menengah
kebawah?
2. Bagaimana konstruksi yang baik agar dapat mereduksi biaya pembuatan mesin?
1.3 Batasan Masalah
Batasan masalah dalam merancang Mesin Pengemas Roti Otomatis dengan mereduksi biaya produksi adalah:
1. Spesifikasi yang sesuai dengan industri menengah kebawah. 2. Merancang konstruksi yang dapat mereduksi biaya pembuatan
Mesin Pengemas Roti Otomatis dengan kapasitas 60 pcs per menit. 1.4 Tujuan Penelitian
Berdasarkan latar belakang serta perumusan masalah yang telah dipaparkan sebelumnya, maka penulis memiliki tujuan dari penulisan karya tulis ini adalah sebagai berikut:
1. Mendapatkan rancangan mesin pengemas roti otomatis sesuai dengan keinginan konsumen.
2. Mendokumentasi desain
Metode-metode yang penulis lakukan untuk mengumpulkan data adalah sebagai berikut:
1. Wawancara dan diskusi
Teknik pengumpulan data dengan melakukan wawancara kepada calon konsumen dan diskusi dengan rekan-rekan serta engineer secara langsung maupun tidak langsung.
4 Teknik pengumpulan data melalui pencarian literatur dari buku-buku yang berupa handbook, textbook dan jurnal ilmiah. Selain itu juga melalui internet yang berhubungan langsung dengan topik bahasan.
3. Observasi
Teknik pengumpulan data dengan melakukan kunjungan langsung industri pembuat roti sebagai perusahaan yang tertarik terhadap rancangan mesin ini.
4. Bimbingan
Teknik pengumpulan data melalui diskusi panjang dengan dosen pembimbing.
1.5 Sistematika Penulisan
Untuk memberikan gambaran umum mengenai isi dari karya tulis ini, maka penulis memberikan penjelasan singkat mengenai materi yang disajikan sebagai berikut:
1. Pendahuluan
Membahas mengenai hal-hal yang bersifat pembuka pada suatu karya tulis yaitu latar belakang, rumusan masalah, tujuan penulisan, manfaat penulisan, batasan masalah, teknik pengumpulan data, dan sistematika penulisan.
2. Tinjauan Pustaka
Bab ini menjelaskan tentang dasar teori yang akan digunakan selama proses perancangan berlangsung. Dasar teori ini menyangkut sistem transmisi maupun elemen mesin yang akan digunakan.
3. Metodologi Perancangan
Membahas mengenai metode perancangan yang akan dipilih dan dilakukan selama proses perancangan Mesin Pengemas Roti Otomatis..
4. Analisis
Bab ini memaparkan analisa yang terkait dengan penggunaan maupun pemilihan mekanisme, sistem transimisi dan elemen mesin yang berhubungan dengan parameter yang ditetapkan.
5
5. Penutup
Penulis memberikan simpulan dan saran dari seluruh proses perancangan dan kemungkinan adanya perbaikan konstruksi agar hasil rancangan lebih maksimal.
6 2. TINJAUAN PUSTAKA
2.1 Definisi Perancangan
Manusia sejatinya menginginkan kualitas hidup yang meningkat, hal tersebut dapat dilihat dari semakin bersaingnya industri makanan, otomotif,dll. Dengan meningkatnya konsumsi masyarakat maka perlu adanya sebuah ide inovatif agar produk yang kita ciptakan dapat mampu bersaing. Terciptanya sebuah produk yang berkualitas tinggi tidak luput dari hasil rancangan seorang perancang yang memiliki perencanaan yang baik untuk kualitas sebuah produk.
Perancangan dan pembuatan produk merupakan bagian kegiatan teknik terjadinya sebuah penciptaan produk. Kegiatan perancangan dimulai dengan didapatkannya kesimpulan dari keinginan dan kebutuhan manusia, kemudian disusul oleh penciptaan konsep produk, perancangan dari hasil konsep, pengembangan dan penyempurnaan produk, kemudian diakhiri dengan pembuatan dan pendistribusian produk.
Perancangan adalah kegiatan awal dari suatu rangkaian kegiatan dalam proses pembuatan produk yang bertujuan untuk menganalisis, memperbaiki produk, atau memperbaiki sistem yang telah ada. Dalam melaksanakan perancang, perancang memakai dan memanfaatkan ilmu dasar teknik, hasil- hasil penelitian, informasi dan teknologi, yang semuanya dalam versi pengembangan dan kemajuan yang mutakhir.
Gambar hasil rancangan produk adalah hasil akhir proses perancangan dan sebuah produk barulah dapat dibuat setelah dibuat gambar-gambar rancangannya. Gambar adalah alat penghubung atau alat komunikasi antara perancang dan pembuat produk dan antara semua orang yang terlibat dalam kegiatan perancangan dan pembuatan.
Dari hasil gambar rancangan maka kita bisa merealisasikan produk yang telah dirancang, sesuai dengan spesifikasi yang telah tercantum pada gambar. Apabila ada hasil yang tidak sesuai maka dilakukan sebuah modifikasi, dan perbaikan. Dapat dikatakan bahwa gambar rancangan produk merupakan hasil akhir rancangan atau dasar pembuatan produk.
7 Suatu rancangan sebagian besar akan direalisasikan dalam pembuatan produk. Keduanya saling berkesinambungan, pembuatan suatu produk dapat direalisasikan, sebaliknya pembuat tidak dapat merealisasikan benda teknik tanpa terlebih dahulu dibuat gambar rancangannya. Diambil kesimpulan bahwa gambar rancangan produk adalah hasil akhir perancangan, dan merupakan dasar dari suatu perancangan.
Dalam sebuah perancangan dibutuhkan sebuah panduan agar suatu rancangan dapat terselesaikan dengan sistematik, maka diperlukan sebuah metode perancangan. Metode perancangan merupakan prosedur teknik dan alat bantu tertentu yang mempresentasikan sejumlah aktivitas tertentu yang digunakan oleh perancang dalam proses perancangan keseluruhan. Ada banyak metode baru yang dikembangkan untuk membantu mempermudah masalah perancangan modern. Ada beragam metode perancangan, salah satunya metoda VDI 2222 berikut tahapan dari metoda perancangan VDI 2222:
8 Gambar 2.1 Diagram Alir Perancangan dengan Metoda VDI 2222
2.2 Food Packaging
The Now-Defunct Packaging Institute International (Glossary of Packaging Terms, 1988) mendefinisikan bahwa packaging (kemasan) sebagai penutup dari produk, barang atau paket dalam kantong pembungkus, tas, kotak, cangkir, nampan, kaleng, tabung, botol, atau bentuk wadah lainnya untuk melakukan satu atau lebih hal yang berfungsi sebagai: containment, perlindungan, pelestarian, komunikasi, utilitas, dan kinerja. Jika suatu perangkat atau wadah melakukan satu atau lebih fungsi-fungsi tersebut, maka dapat dianggap sebuah paket.
Food packaging adalah kemasan yang ditujukan untuk produk makanan. Setengah dari semua kemasan yang digunakan adalah untuk mengemas makanan. Untuk itu, pengemasan makanan menjadi sangat penting. Bisa dikatakan bahwa
9 industri kemasan yang canggih menjadi ciri masyarakat modern saat ini jauh dari teknologi kemasan sederhana yang dilakukan pada jaman dahulu.
Gambar 2.2 Food Packaging
Sumber : Smart Conveyor (http://www.foodonline.com)
2.3 Packaging Function
Packaging melakukan serangkaian tugas yang berbeda: melindungi isinya dari kontaminasi dan pembusukan, membuatnya lebih mudah untuk didistribusikan dan penyimpanan di toko, dan menyediakan isi dan ukuran yang seragam (Hine, 1995). Dengan mengijinkan merek yang akan dibuat dan memenuhi standar, itu membuat iklan bermakna dan memungkinkan distribusi skala besar. Jenis khusus dari paket misalnya dapat mengeluarkan penutup, semprotan, dan fitur kenyamanan lain membuat produk lebih mudah digunakan. Empat fungsi utama dari kemasan telah diidentifikasi: containment, perlindungan, kenyamanan dan komunikasi. Keempat fungsi saling berhubungan dan semua harus dinilai dan dipertimbangkan secara bersamaan dalam proses pengembangan kemasan produk.
2.4 Konveyor
Konveyor adalah suatu sistem mekanik yang mempunyai fungsi memindahkan barang dari satu tempat ke tempat yang lain. Conveyor banyak dipakai di industri untuk transportasi barang yang jumlahnya sangat banyak dan berkelanjutan. Conveyor dapat memobilisasi barang dalam jumlah banyak dan
10 kontinyu dari satu tempat ke tempat lain. Perpindahan tempat tersebut harus mempunyai lokasi yang tetap agar sistem conveyor mempunyai nilai ekonomis. Kelemahan sistem ini adalah tidak empunyai fleksibilitas saat lokasi barang yang dimobilisasi tidak tetap dan jumlah barang yang masuk tidak kontinyu.
2.5 Food Packaging Machinery
Pengemasan pada produk dirancang untuk melindungi dan menjual produk yang telah ada didalamnya. Ini umumnya membutuhkan proses mekanis pada line packaging yang dipilih untuk meningkatkan efisiensi pada operasi yang diperlukan untuk menempatkan produk ke dalam paket. Mayoritas operasi pada line packaging tertuju pada paket itu sendiri. Seperti membuat atau membentuk sachet, membuka atau menutup karton, feeding and seaming kaleng, dan penyajian botol untuk memasang kepala penutup dan menutupnya. Yang terpenting, harus menempatkan produk dalam paket secara ekonomis, dalam kondisi yang diinginkan, kecpatan yang dibutuhkan, dan jumlah yang ditetapkan.
Berbagai macam produk harus dipertimbangkan, mulai dari cairan, krim, minuman berkarbonasi, serbuk, granul, dan potongan produk seperti permen, sayuran, daging, barang rumah tangga, dan perlengkapan mandi dan kosmetik. Setiap produk memiliki efek yang besar terhadap line packaging dan juga faktor lainnya.
2.6 Form, Fill, and Seal Machine
Mesin ini menggunakan gulungan bahan yang fleksibel (kertas, film, atau laminasi kertas/film/foil) baik membentuknya ke dalam tabung dan kemudian menutup dan mengisinya secara berkala atau melipatnya memanjang dan melakukan sealing pada sudut kanan flip untuk membentuk serangkaian kantong (sachet) yang terisi dan tertutup.
Mesin ini dibagi menjadi tiga jenis yaitu:
a) Mesin vertikal dimana material yang dibentuk menjadi bagian tabung melingkar bersamaan dengan former yang sedang membentuk film menjadi tabung.
11 Gambar 2.3 Vertical Form and Fill Sealing System
Sumber : A Handbook of food packaging, 1992
b) Mesin Horisontal dimana material pembungkus dibentuk menjadi tabung berbentuk persegi panjang melalui kotak pembentuk.
Gambar 2.4 Horizontal Form and Fill Sealing System Sumber : A Handbook of food packaging, 1992
c) Mesin pembentuk sachet dibagi menjadi dua tipe. Yang pertama menggunakan jaring tunggal yang dibagi dua dan kemudian dilakukan
12 sealing secara menyilang. Dan yang kedua menggunakan dua jaring yang dibawa bersama-sama dan pada awalnya disegel di tiga sisi. Dalam setiap proses, setelah mengisi, sisi yang tersisa di-seal untuk membentuk aket secara lengkap.
Gambar 2.5 Thre-sided sachet making Sumber : A Handbook of food packaging, 1992
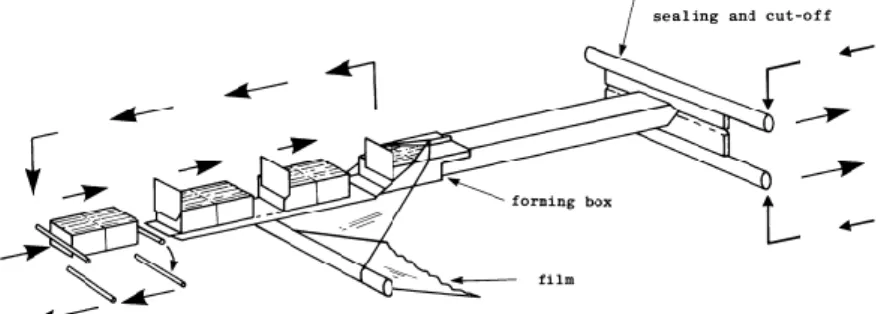
Horizontal Form and Fill Sealing Machine
Mesin horizontal form and fill sealing memanfaatkan former untuk mengkonversi lembaran film yang ditarik dari gulungan ke dalam bentuk tabung. Dalam kebanyakan mesin horizontal sealing system terdapat driven sealing carriage. The sealing jaws (rahang penyegel) bertemu dalam waktu yang sama untuk membuat cross seal, dan kemudian bergerak melaju sambil menarik film dengan panjang yang diperlukan kemasan dari gulungan. Di akhir proses ini, rahang penyegel terbuka dan kembali untuk memulai tarikan berikutnya/sealing cycle. Horizontal sealing machine dapat berupa overlap seal atau fin seal tergantung pada jenis kemasan yang diperlukan dan bahan kemasan yang digunakan.
13 Gambar 2.6 Operasi Horizonta Form and Fill Sealing Machine
Sumber : A Handbook of food packaging, 1992
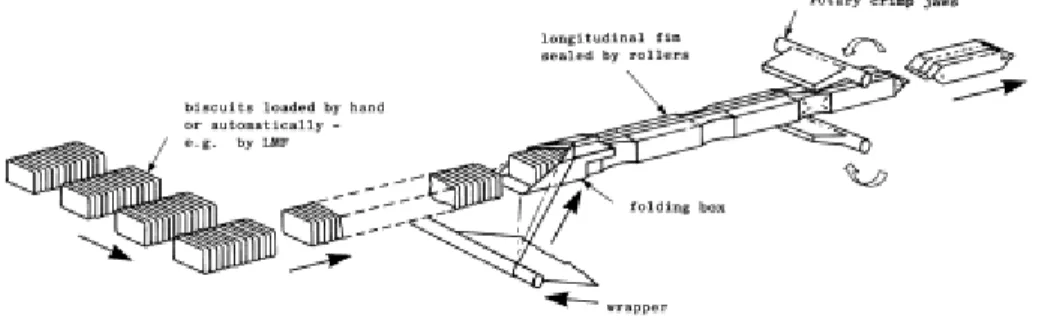
Pack Style dapat dengan mudah dikelompokkan menjadi dua jenis utama. Paket bantal yang mengemas produk menjadi seperti bentuk bantal. Paling umum diaplikasikan untuk makanan padat, preformed produk tunggal atau multi kemasan (misalnya permen bar, biskuit). Kemasan sachet biasanya memiliki tiga atau (biasanya lebih) empat sisi fin seal sekitar tepi sachet. Aplikasi yang paling umum adalah untuk mesin sachet vertikal untuk produk bubuk, butiran atau produk sejenis cairan, misalnya sup instan, kentang instan, makanan penutup instan, dan lain-lain.
Produk dimuat ke dalam infeed conveyor yang terus bergerak. Jenis conveyor tergantung pada produk, tetapi 'chain-lug' infeed adalah yang paling umum digunakan. Material film dibentuk ke dalam tabung di dalam kotak lipat. Tepi dari film yang dibentuk tabung tadi kemudian digabungkan secara bersamaan melewati sepasang (atau beberapa pasang) dari fin sealing system yang dipasang ada pada mesin dengan system penyegelan rol. Produk didorong oleh infeed conveyor ke dalam tabung film yang telah dibentuk. Sepasang rotating sealing jaws menyegel tabung melintang antara produk, dan memisahkan kemasan dengan pisau dipasang integral.
Automatic Product Feeding
Untuk mesin kantong pack ini dapat berkisar dari unit yang relatif sederhana untuk aplikasi yang lebih umum, system dirancang untuk memenuhi kebutuhan individu tertentu.
14 Alternative sealing systems
Jenis kotak lipat dan tata letak yang menggerakan jahitan panjang/penyegelan unit tergantung pada aplikasi kemasan dan bahan yang digunakan. Selain itu, berbagai jenis unit penyegelan melintang mungkin diperlukan.
High Intergity Pack Sealing
Untuk High Intergity Pack Sealing pada alat pengukur berat bahan, mungkin diinginkan untuk memiliki reciprocating sealing head bukan rakitan konvensional rahang berputar. Kepala seperti yang digunakan untuk paket farmasi atau untuk kemasan umur simpan jagung yang lama, seperti yang dipersyaratkan oleh toko roti, biskuit dan industri makanan lainnya. Kenaikan Unit kedua tekanan penyegelan dan waktu di mana rahang penyegelan berada dalam kontak dengan pembungkus materi. Ini terdiri dari reciprocating carriage dengan gabungan cross sealing jaws dan cam-operated knife. Pada awal siklus, rahang tekanan tinggi datang bersama-sama untuk membuat transverse pack seals. Rahang menyatu kemudian bergerak maju pada kecepatan linear yang sama dengan bahan pembungkus. Pada akhir proses, pisau cut-off beroperasi dan rahang terpisah secara vertikal. Setelah posisi kembali seperti awal, siap untuk mulai membuat seals pada paket berikutnya.
Gambar 2.7 Pillow-pack making with a reciprocating sealing head Sumber : A Handbook of food packaging, 1992
The sealing of unsupported polyethylene or similar plastic-based materials.
15 Berbasis bahan plastik yang tidak didukung dalam hampir semua kasus yang tidak cocok untuk penanganan pada horisontal mesin bantal kantong konvensional. Pada mesin ini, panas dilakukan melalui bahan pembungkus ke dalam permukaan yang 'meleleh' untuk membentuk segel di bawah tekanan dilapisi. Dengan bahan plastik yang tidak didukung, permukaan luar dari bahan juga akan mencair, dan menempel pada rol dipanaskan dan crimper rahang, sebelum permukaan bagian dalam yang disegel bersama sama.
Metode yang paling umum untuk mengatasi ini memanfaatkan kombinasi panas ledakan udara dan unit dipanaskan-kawat untuk membentuk manik-seal. Panjang jahitan dibuat oleh ledakan udara panas yang lasan tepi tumpang tindih dari bahan pembungkus. Paket ujungnya disegel dan dipotong oleh tindakan cam yang mengontrol bagian melalui bahan dari kawat dipanaskan, membentuk ujung segel beadstyle. Untuk membungkus biskuit di tepi, di kolom tunggal, mesin yang dilengkapi dengan overhead transportasi-jari pada infeed dan dengan sisi khusus sabuk untuk menahan kolom biskuit dalam posisi setelah perjalanan melalui melipat box.
Gambar 2.8 Horizontal F.F.S. Machine Bisquit Wrapping Sumber : A Handbook of food packaging, 1992
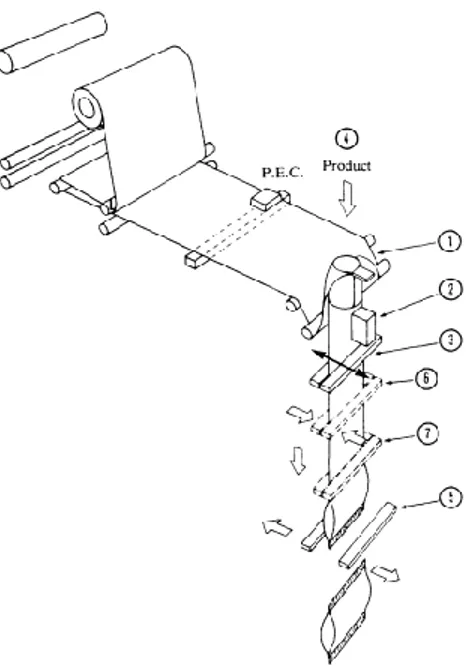
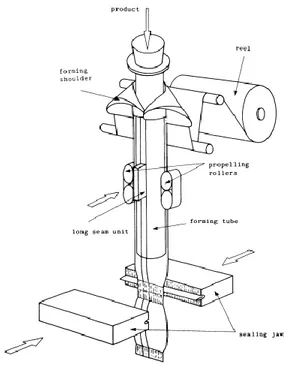
16 Vertical Form and Fill Sealing Machine
Gambar 2.9 Vertical F.F.S. with Spesial Long Seam Sealer Sumber : A Handbook of food packaging, 1992
Urutan operasi dari mesin dasar yang khas. Kebanyakan mesin seal vertikal ini memanfaatkan bahu pembentuk untuk mengkonversi web datar dengan menarik film dari gulungan ke dalam bentuk tabung. Secara umum, prinsip dasar mesin vertikal hampir sama dengan mesin horizontal. Ada satu alternatif sistem penting lainnya yang digunakan pada mesin pillow-pouch vertikal. Ini adalah prinsip fixed horizontal seal carriage, yang beroperasi dalam hubungannya dengan friction driven film feed. Di sini sealing jaw carriage tidak bergerak bolak-balik secara vertikal, hanya sealing jaw membuka dan menutup sesuai dengan urutan waktunya. fleksibel caterpillar-type roller mendorong film oleh gesekan terhadap tabung.
Overlap seal or fin seal
Overlap seal lebih ekonomis di pemakaian bahan dari pada fin seal. Sangat cocok untuk kebanyakan monofilms dan untuk laminasi yang memiliki media sealing di kedua sisi. One-side films dan laminasi memerlukan sistem fin sealing.
17 Bahan kemasan yang digunakan akan ditentukan oleh sejumlah faktor, termasuk sifat produk, parameter pemasaran dan sistem distribusi yang digunakan untuk produk tersebut. Bahan yang dipilih akan memiliki pengaruh penting untuk sistem penyegelan yang digunakan pada mesin kemasan. Ini mungkin salah satu dari dua jenis.
Resistance Sealing
Digunakan di mana film terdiri dari pembawa atau bahan tubuh dengan heat sealing coating. Bahan pembawa biasanya tidak dipengaruhi oleh panas dan dia sendiri tidak akan terpengaruh oleh panas dan tekanan (Misalnya aluminium foil, kertas atau film selulosa). Bahan tersebut harus dilapisi atau dilaminasi untuk lapisan panas sealable. Rahang penyegelan yang terus dipanaskan sebagian besar bergelombang atau berlekuk, dan lipatan pada rahang harus saling bertemu untuk mendapatkan segel baik. Sistem penyegelan sekaligus menggabungkan pisau untuk memisahkan segel (seal kantong atas, seal kantong bawah).
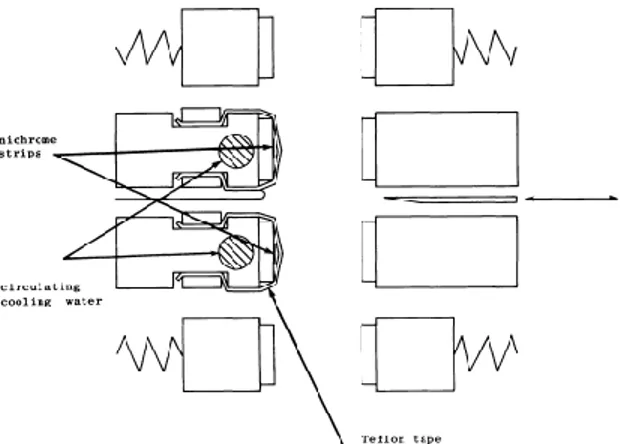
Impuls Sealing
digunakan untuk bahan yang tidak sesuai, di mana materi dapat disegel untuk dirinya sendiri di kedua permukaan. Komponen unit penyegelan impuls ditunjukkan pada Gambar 2.10. Nichrome resistence strip dipanaskan (biasanya panas memerah) oleh waktu yang tepat, tegangan rendah, impuls arus listrik. Gelombang panas radiasi mencairkan film polimer yang dijepit di rahang penyegelan. Durasi pendek impuls diikuti oleh waktu pendinginan (untuk memberikan kekuatan segel yang baik).
18 Gambar 2.10 Typical Impuls Sealing Jaw System
Sumber : A Handbook of food packaging, 1992 Three-sided and Four-sided Sachet Packs
Aplikasi yang umum adalah untuk cairan, sup instan, makanan penutup instan, kentang dan teh instan tas. Urutan operasi untuk four-sided sachet ditunjukkan pada Gambar 2.11 (untuk thre-sided sachet, lihat Gambar 2.3). Keuntungan dan kerugian dari Vertical Form and Fill Sealing Machine dirangkum dalam Gambar 2.12.
Gambar 2.11 Four-sided Sachet Making Sumber : A Handbook of food packaging, 1992
19 Gambar 2.12 Advantages and Disadvantages for Vertical F.F.S. Pillow and
Sachet Packs
Sumber : A Handbook of food packaging, 1992
Pada seal machine biasanya terdapat poros big roll, poros big roll adalah bagian poros yang memegang plastik film pada saat terjadi tarikan oleh driven roll. Bagian poros ini sangat rentan karena bekerja dengan banyak gaya tarikan pada plastic pembungkus.
2.7 Sifat Plastik Sebagai Material Pembungkus
Kata sifat plastic berasal dari bahasa Yunani yaitu plastikos, berarti mudah dibentuk atau terdeformasi. Ini pertama kali diperkenalkan ke dalam bahasa Inggris pada abad ke-sembilan belas untuk menggambarkan perilaku dari nitrat selulosa dan baru-baru ini ditemukan bahwa mereka berperilaku seperti tanah liat bila
20 dicampur dengan pelarut. Kata benda "plastics" sering didefinisikan dalam kamus sebagai kelompok sintetis zat resin atau lainnya yang dapat dibentuk menjadi bentuk apapun. Dari sudut pandang teknis, plastik adalah istilah generik untuk senyawa organik makromolekul yang diperoleh dari molekul dengan berat molekul rendah (MW) atau oleh perubahan kimia senyawa makromolekul alami.
Pada beberapa tahap pembuatan mereka, mereka dapat dibentuk menjadi sebuah bentuk oleh aliran, dan dalam banyak kasus dibantu oleh panas dan tekanan. Plastik dapat digunakan sebagai kata benda, tunggal atau jamak, dan sebagai kata sifat. Istilah standar yang digunakan untuk plastik didefinisikan dalam ASTM D833. Umumnya, kata "plastik" digunakan untuk menggambarkan keadaan dimana material mudah dibentuk, dan kata "plastik" untuk menggambarkan berbagai macam bahan yang didasarkan pada senyawa organik makromolekul.
Di sini akan dijelaskan jenis plastik yang relevan digunakan untuk kemasan makanan. Hanya memaparkan penjelasan singkat tentang properti dari jenis plastik yang digunakan.
Polypropylene (PP) Film
Polypropylene adalah jenis plastik yang paling umum digunakan untuk horizontal form fill and seal. Plastik ini digunakan untuk membungkus beberapa makanan ringan, permen, kue, dan lain-lain. Secara umum penyusun plastic film ini terdiri dari lapisan luar, propylene core dan lapisan sealant pada interior. Lapisan luar secara umum dilapisi Acrylic untuk mencegah agar film tidak mencair pada rahang Crimping dan juga untuk mengurangi gesekan pada permukaan yang bersentuhan.
Pembungkus Polypropylene film menyediakan containment seal dan perlindungan dari kotoran dan debu. Plastik ini juga menyediakan beberapa derajat perlindungan dari kelembaban dan oksigen, tapi seiring waktu film ini tidak memungkinkan sirkulasi udara dari dalam ke luar. Polypropylene Film dapat tersedia dalam ratusan laminasi tergantung pada kebutuhan spesifik. Polypropylene yang tidak diberi label tidak berwarna (bening) sehingga produk di dalam kemasan dapat terlihat. Polypropylene film dapat tersedia dengan beberapa jenis lapisan yaitu heat seals layer atau dengan
21 cold adhesive layer. Lapisan sealant seperti metalosena, surlyn atau EVA, mencair pada suhu yang lebih rendah daripada kebanyakan lapisan sealant dan cenderung meningkatkan kecepatan proses.
Polypropylene Film dapat dilaminasi dengan bahan lain seperti Low Density Polyethylene (LDPE) dan digunakan untuk Modified Atmosphere Packaging (MAP) atau Gas Flush Application. Gas Flush Application ini membutuhkan barrier film dan "hermetic" seal. Barrier Film tidak mengijinkan adanya sirkulasi udara dari bagian dalam paket ke luar atau sebaliknya. Udara di dalam kemasan berisi oksigen diganti dengan nitrogen, karbon dioksida atau campuran dari keduanya. Hal ini dilakukan untuk menghambat pertumbuhan jamur dan memperpanjang umur simpan produk di dalam kemasan.
Polypropylene film juga tersedia dalam film buram. Film ini memberikan penampilan warna putih yang bagus dan juga membuat grafis terlihat sangat menarik ketika dicetak. Film ini umumnya digunakan untuk pengemasan cokelat dan es krim. Film ini juga dapat diproses dengan heat seal atau cold seal. Lapisan putih tersebut membantu memperlambat kerusakan produk karena sumber cahaya. Jenis ketiga dari polypropylene film adalah metalized. Film ini memiliki ruang hampa pada lapisan aluminium Deposit yang diterapkan ketika film ini diproduksi. Metalisasi film meningkatkan kemampuan film untuk melindungi produk dari oksigen luar dan kelembaban. Jenis ini juga menyediakan beberapa derajat perlindungan dari kerusakan cahaya produk. Metalized Opp digunakan untuk batang permen, Breakfast bar dan dalam beberapa aplikasi farmasi di mana ia menggantikan foil laminasi. Kebanyakan film polypropylene berjalan dalam rentang suhu 225F - 425F, tergantung pada ketebalan film, sealant, pelapis dan kecepatan.
Polyester (PET) Film
Polyester Film pada umumnya digunakan sebagai lapisan luar pada laminasi dengan material lainnya. Polyester memiliki ketahanan panas yang baik dan memiliki kinerja yang baik dalam aplikasi kecepatan tinggi. Film
22 ini tidak akan menyusut pada temperatur tinggi seperti polypropylene. Lapisan polyester dalam laminasi juga menambah kekuatan pada struktur film. Light Gauge Polyester telah menjadi standar bahan pengemas untuk kue-kue dan roti panggang.
Karena tahan panas, poliester pembungkus produk dapat dipanaskan dalam microwave. Ada juga beberapa polyester yang dapat digunakan dalam oven. Bahan ini digunakan untuk membungkus produk seperti Roti Prancis. Hal ini juga digunakan untuk bahan penutup pada kebanyakan tempat produk beku. Produk ini dapat langsung dipindahkan dari freezer ke oven. 48 gauge polyester bersama dengan lapisan sealant LDPE banyak digunakan untuk towelettes dan tisu basah untuk bayi. Polyester film biasanya akan menerima pengaturan suhu setinggi 500F +.
Polyethylene (PE) Film
Polyethylene film hadir dalam tiga versi umum:
1. Low Density Polyethylene (LDPE) biasa digunakan dalam aplikasi penyusutan seperti pizza, batang sabun untuk Amerika Selatan dan berbagai aplikasi penyusutan lainnya. LDPE juga dapat diproses pada fin seal type horizontal wrapper jika film ini diproduksi dengan lapisan sealant di dalamnya. Biasanya EVA digunakan untuk lapisan sealant. Terutama film ini digunakan untuk membungkus sendok garpu plastik, jarum suntik untuk industri farmasi dan pembungkus literatur. Sealing temperature untuk LDPE dengan lapisan sealant di dalamnya biasanya di kisaran 225F - 250F.
2. Linear Low Density Polyethylene (LLDPE) digunakan dalam laminasi dari material untuk menambahkan sifat tahan tetesan air untuk finishing pada struktur film. Juga dapat digunakan sebagai lapisan sealant pada film yang dilaminasi.
3. High Density Polyethylene (HDPE) membutuhkan lapisan sealant untuk sealing pada fin and seal horizontal wrapper. Hal ini digunakan sebagai lapisan luar bersama dengan LDPE dan
23 lapisan EVA untuk membungkus wafel, kerupuk dan sendok garpu plastik, untuk beberapa aplikasi. Sealing temperature untuk Campuran HDPE biasanya di kisaran 250F - 300F.
24 3. METODOLOGI PERANCANGAN
Perancangan merupakan kegiatan awal dari merealisasikan suatu produk yang sudah kita rancang. Dalam perancangan diperlukan suatu pengarah yang membantu proses perancangan agar lebih sistematik dan perancang mempunyai patokan aturan dalam penyelesaian rancangan produknya. Maka dibutuhkan suatu metode perancangan yang sesuai dengan apa yang akan kita rancang.
Kegiatan perancangan memiliki tahapan yang berurutan. Tahapan-tahapan tersebut memiliki fungsi kegiatan yang berbeda-beda. Tahapan-tahapan tersebut saling berkesinambungan satu sama lainnya.
Perancangan yang dilakukan dalam perancangan konveyor ini adalah metode perancangan VDI 2222 yang dapat dilihat pada gambar 3.1 dimana perancangan tersebut dibagi menjadi 4 fase
1. Tahap Perencanaan produk 2. Tahap Pengonsepan produk 3. Tahap Perancangan produk 4. Tahap Penyelesaian produk
Dalam bab ini akan diuraikan mengenai langkah-langkah yang dilakukan dalam penyelesaian rancangan mesin yang meliputi konstruksi mekanik, spesifikasi yang diinginkan dan komponen-komponen yang digunakan. Adapun metoda tahapan perancangan yang penulis gunakan dalam menyelesaikan Perancangan Konstruksi dan Biaya Mesin Pengepak Roti untuk Industri Kecil ini adalah dengan metoda VDI 2222 seperti diagram dibawah ini.
25 Gambar 3.1 Diagram Alir Perancangan Konveyor dengan Metoda VDI 2222.
Dalam metodologi VDI 2222, dijelaskan proses hingga penyelesaian, yaitu pembuatan gambar kerja dan perlengkapan dokumentasi produk. Pada karya tulis ini, hanya dibahas proses merencana, hingga proses merancang.
Mengkonsep Rancangan Konveyor
1. Daftar tuntutan rancangan konveyor
2. Penentuan fungsi keseluruhan 3. Alternatif fungsi bagian 4. Variasi Konsep
Merancang Konveyor
1. Draft rancangan awal konveyor
2. Analisa dan perhitungan kekuatan bagian yang kritis pada konveyor
3. Optimasi desain konveyor 4. Penyelesaian desain
Mulai
Perencanaan PerancanganKonveyor 1. Pengumpulan data keinginan
konsumen
2. Identifikasi masalah yang didapat sesuai keinginan konsumen
3. Menyusun dan pengembangan rencana kerja
Penyelesaian Konveyor
1. Draft rancangan akhir setelah kontrol perhitungan dan optimasi rancangan.
2. Gambar kerja susunan konveyor
26
Setiap fase proses perancangan berakhir pada hasil fase, seperti fase pertama menghasilkan daftar persyaratan dan spesifikasi perancangan. Hasil setiap fase tersebut kemudian menjadi masukan untuk fase berikutnya dan menjadi umpan balik untuk fase yang mendahuluinya. Perlu dicatat pula bahwa hasil fase itu sendiri setiap saat dapat berubah oleh umpan balik yang diterima dari hasil fase-fase berikutnya (Harsokoesoemo,2004).
3.1 Perencanaan Perancangan
Dalam fase pertama ini dijelaskan mengenai perencanaan, penjelasan produk, dan keinginan konsumen. Fase pertama ini terdiri dari langkah-langkah yang harus dipenuhi sebelum diperoleh data spesifikasi. Berdasarkan pemaparan yang sudah dijelaskan pada bab-bab sebelumnya, hal-hal yang perlu direncanakan dalam proses perancangan Mesin Pengemas Roti Otomatis ini adalah sebagai berikut:
3.1.1 Pengumpulan Data Keinginan Konsumen
Sebuah industry kecil pembuat produk roti pada umumnya mempunyai daftar produk yang diproduksi, keinginan inovasi/modifikasi, perbaikan produksi yang telah berjalan, dll. Perlunya pengumpulan data dari konsumen agar rancangan yang diinginkan bisa direalisasikan. Maka fungsi pada fase pertama ini adalah menyusun spesifikasi teknis produk yang menjadi dasar perancangan produk yang dapat memenuhi keinginan konsumen.
3.1.2 Identifikasi Masalah
Pada fase kedua ini mulai untuk mengembangkan ide yang telah didapat pada fase pengumpulan data. Kemudian terjadi pengelompokkan masalah yang telah didapat sebelumnya . Perencanaan produk dapat berlangsung sebagai bagian dari eksekusi proses perencanaan produk secara sistematis. Beberapa ide produk akan ditemukan dan perlu dibahas dalam rangka memilih konsep yang sesuai. Adapun tujuan fase identifikasi adalah sebagai berikut:
1. Meyakinkan bahwa produk telah difokuskan terhadap kebutuhan konsumen.
27
2. Mengidentifikasikan kebutuhan konsumen yang tersembunyi dan tidak terucapkan seperti halnya kebutuhan eksplisit.
3. Menjadi basis untuk menyusun spesifikasi produk.
4. Menjamin tidak adanya kebutuhan konsumen penting yang terlewatkan.
5. Menanamkan pemahaman bersama mengenai kebutuhan konsumen.
Penyusunan dan Pengembangan Rencana Kerja
Pada fase ini dikumpulkan semua informasi tentang keinginan konsumen dan persyaratan (requirements) lain yang harus dipenuhi oleh produk dan tentang kendala-kendala yang merupakan batas-batas produk. Perancang produk konsep dan mengevaluasi ide-ide, membuat mereka nyata melalui produk dalam dalam pendekatan yang lebih sistematis.
Perancang harus bisa menyusun secara sistematis apa yang dia dapat dan yang akan dituangkan dalam konsep ide. Dari sebuah konsep dasar maka akan muncul suatu pengembangan ide, ide tersebut akan tetap dalam jalur dengan menggunakan konsep metode perancangan.
3.2 Mengkonsep Rancangan
Pada fase ini analisis yang telah dilakukan menjadi dasar konsep rancangan. Konsep perancangan merupakan kegiatan dimana berbagai konsep analisis secara berturut-turut, kemudian dieliminasi untuk mengidentifikasi konsep yang paling menjanjikan Spesifikasi perancangan berisi syarat-syarat teknis produk yang disusun dari daftar keinginan pengguna yang dapat diukur. Tahapan-tahapan mengkonsep adalah sebagai berikut:
1. Memperjelas pekerjaan 2. Membuat daftar tuntutan 3. Penguraian fungsi keseluruhan 4. Membuat alternatif fungsi bagian 5. Variasi konsep
6. Menilai alternatif konsep berdasarkan aspek teknis 7. Pengambilan keputusan alternatif konsep perancangan
Pada perancangan konsep produk, carilah beberapa (alternatif) konsep produk, yang semuanya memenuhi spesifikasi teknis produk. Pada penilaian
28 produk, dipilih konsep produk terbaik untuk dikembangkan lebih lanjut menjadi produk, berdasarkan kriteria pemilihan yang disusun berdasarkan spesifikasi teknis produk. Konsep produk masih berupa gambar skema atau gambar skets yang terdiri dari kerangka (skeleton) elemen-elemen produk.
Struktur fungsi disusun mulai dari keseluruhan produk atau overall product function. Kemudian diuraikan menjadi beberapa sub-fungsi dan seterusnya setiap sub-fungsi, jika mungkin diuraikan menjadi sub-sub fungsi. Tingkat pertama struktur fungsi adalah fungsi (overall product function).
Pada tingkat kedua (dibawahnya) adalah sub-fungsi, pada tingkat ketiga (dibawahnya) adalah sub-sub fungsi. Tidak semua sub-fungsi dapat diuraikan
menjadi beberapa sub fungsi. Dalam hal ini fungsi tersebut dinamakan sub-fungsi yang tak terurai.
Gambar 3.2 Black Box Sumber : Philip Kotler’s Black Box
Fungsi dan setiap sub-fungsi dan sub-sub fungsi direpresentasikan dengan sebuah blok fungsi, yang kemudian dialiri oleh aliran masuk dan keluar berupa : (1) energi (gaya), (2) material dan (3) informasi (sinyal) yang masuk dan keluar dari blok fungsi
Gambar 3.3 Fungsi keseruluhan sistem
29
(Sumber :Pahl, G and Beitz, W.2004. Enggineering Design : The Design Council;p30)
Struktur fungsi dalam hal ini mempunyai hubungan antara masukan (input) dan keluaran (output) dari sebuah sistem. Struktur fungsi dapat menyatakan dalam bentuk aliran energi, material dan sinyal.
Konsep kotak hitam menjadi dasar implementasi objek. Keputusan perancang dikendalikan oleh masukan data terakhir tentang masalah yang dihadapi, juga masukan dari kasus-kasus lain yang hampir sama, ditambah dengan masukkan dari pengalaman diri perancang.
Untuk melaksanakan pendekatan dengan metode kotak hitam, seorang perancang dituntut untuk memiliki pengalaman serta referensi yang telah banyak serta daya pikir yang tajam, meliputi kecepatan berpikir, fleksibilitas berpikir dan orientasi berpikir. Adapun langkah-langkah pemikiran perancang dalam proses eksplorasi kotak hitam antara lain berupa:
1. Analogi 2. Aplikasi 3. Spekulasi, dan 4. Intuisi
3.2.1 Daftar Tuntutan Rancangan
Daftar tuntutan rancangan merupakan data-data yang diperoleh berdasarkan keinginan konsumen dan patokan spesifikasi yang akan dirancang. Daftar tuntutan ini harus memenuhi fungsi, dimensi, dan operasional dari rancangan tersebut. Semakin rinci data tersebut, maka semakin jelas batasan suatu rancangan untuk memenuhi keinginan konsumen.
3.2.2 Penentuan Fungsi Keseluruhan
Pada fase ini dikumpulkan semua informasi tentang keinginan konsumen dan persyaratan (requirements) lain yang harus dipenuhi oleh produk dan tentang kendala-kendala yang merupakan batas-batas produk. Fungsi keseluruhan merupakan penggabungan dari beberapa alternatif yang dibuat sehingga membentuk beberapa fungsi bagian ini adalah membantu memperoleh gambaran global tentang rancangan tersebut.
30 3.2.3 Alternatif Fungsi Bagian
Alternatif atau pilihan terhadap fungsi yang dibuat dari pembagian fungsi sebagai bentuk lain dari fungsi yang telah ada. Tujua dari pembuatan alternatif fungsi bagian ini adalah membantu mencari jalan keluar untuk memperoleh hasil yang lebih baik karena jarang sekali didapatkan solusi yang cocok dalam semua aspek.
3.2.4 Variasi Konsep
Metode morfologi menggunakan struktur fungsi untuk menemukan variasi konsep produk dan metode yang dapat menemukan banyak variasi konsep produk. Setelah fungsi diuraikan menjadi sub-sub fungsi maka dengan metode morfologi bisa ditemukan variasi konsep produk. Metode morfologi menggunakan metode yang sistematik dan prosedur yang mudah diikuti. Langkah-langkahnya diuraikan sebagai berikut:
a. Untuk setiap sub fungsi tunggal (tak teruraikan) dicari solusi sebanyak-banyaknya. Solusi mekanisme yang dapat menjalankan sub-sub fungsi tersebut.
b. Untuk menentukan variasi konsep produk maka dibentuklah kombinasi-kombinasi solusi. Setiap kombinasi terdiri dari satu solusi yang tak teruraikan dari sub-sub fungsi.
c. Kombinasi dari solusi-solusi digambar pada matriks morfologi sehingga secara visual alternatif produk langsung terlihat.
Keterangan : F : Subfunctions S : Solutions
Combinations 1: S (11) + S (22) + ….. S (n2) Combinations 2: S (11) + S (21) + ….. S (n1)
31 Gambar 3.4 Metoda Morfologi
(Sumber :Pahl, G and Beitz, W.2004. Enggineering Design: The Design Council;p104)
Sub-fungsi pada diagram blok fungsi merupakan fungsi tingkat kedua. Untuk setiap sub-fungsi ini kita akan cari solusi-solusi yang dapat memenuhi setiap sub-fungsi. Solusi-solusi yang memenuhi sub-fungsi dan sub-sub-fungsi belumlah merupakan konsep produk, tetapi baru konsep elemen. Kombinasi konsep elemen barulah merupakan konsep produk 3.3 Merancang
Merancang merupakan fase dalam penggambaran wujud produk yang didapat dari hasil penilaian konsep rancangan. Konstruksi rancangan ini merupakan pilihan optimal setelah melalui tahapan penilaian teknis dan optimasi desain. Tahapan merancang adalah sebagai berikut:
1. Membuat pra desain
2. Mempertimbangkan bagian kritis 3. Membuat perbaikan pra desain
4. Menetukan pra desain yang telah disempurnakan 3.4 Penyelesaian
Setelah tahap merancang selesai dilakukan maka tahap penyelesaian akhir adalah:
1. Membuat gambar susunan
32 3.3.1 Draft Rancangan
Draft merupakan gambaran kasar atau rancangan awal dari sebuah objek, permasalahan, atau sebuah pembahasan. Ketika hendak mempresentasikan atau melakukan penyampaian secara lisan, seorang perancang memerlukan sebuah kerangka dasar atau pondasi untuk menuliskan sebuah rencana penelitian.
Draft penulisan merupakan kerangka dasar yang berisikan gambaran mengenai bentuk rencana penelitian. Tujuan dibuat sebuah draft terebut untuk memudahkan pihak lain untuk memahami/ mempelajari isi , arah, atau tujuan penelitian.
Draft rancangan terlampir
3.3.2 Gambar Kerja Susunan dan Detail
Pada tahap ini bentuk perancangan, dimensi, karakteristik bagian-bagian komponen, spesifikasi material, pengecekan ulang berdasarkan kelayakan teknik dan ekonomi, seluruh gambar serta dokumen-dokumen produksi telah dihasilkan. Dalam perancangan perlu diperhatikan juga adanya keterkaitan umum yang terdapat pada sistem benda teknik yaitu:
1. Kaitan fungsi (Functional Interrelationship), yaitu keterkaitan antara masukan dan keluaran dari suatu sistem untuk melakukan kerja tertentu yang berhubungan dengan lingkungan sekitar.
2. Kaitan kerja (Phisical Interrelationship), yaitu hubungan dimana kerja merupakan bagian dari proses fisika yang dipilih berdasarkan adanya efek fisika geometri seperti dimensi, struktur dan ciri-ciri material.
3. Kaitan bentuk (Form Interrelationship), realisasi bentuk dari bahan menjadi struktur yang dilengkapi penataan lokasi dan pemilihan gerak.
4. Kaitan sistem (System Interrelationship), dimana gambar teknik merupakan bagian dari suatu sistem yang menyeluruh dari perancangan akhir.
33 4. ANALISIS RANCANGAN
Dalam bab ini akan diuraikan mengenai langkah-langkah yang dilakukan dalam penyelesaian rancangan mesin yang meliputi konstruksi mekanik, spesifikasi yang diinginkan dan komponen-komponen yang digunakan. Kemudian akan dijelaskan beberapa alternatif yang akan dipilih.
Dalam metodologi VDI 2222, dijelaskan proses hingga penyelesaian, yaitu pembuatan gambar kerja dan perlengkapan dokumentasi produk. Pada karya tulis ini, hanya dibahas proses merencana, hingga proses merancang.
4.1 Identifikasi Masalah
Berdasarkan pemaparan yang sudah dijelaskan pada bab-bab sebelumnya, hal-hal yang perlu diidentifikasi dalam proses perancangan Mesin Pengemas Roti Otomatis ini adalah sebagai berikut:
4.1.1 Identifikasi Mesin
Mesin yang akan dikaji adalah sebuah mesin yang dapat mengemas roti secara continue dengan metode alir. Pemilik perusahaan ingin mengganti proses pengemasan yang sebelumnya dilakukan oleh tenaga kerja manusia, digantikan dengan investasi sebuah mesin.
Mesin ini harus bisa mengemas roti 20.000 buah per hari yaitu mengemas 60 buah roti dalam waktu 1 menit dan bekerja 6 jam/hari. Dari 8 jam kerja per hari, 2 jam digunakan untuk set up mesin dan penggantian former (pembungkus) untuk roti yang berbeda. Roti yang akan dikemas memiliki dimensi yang berbeda-beda dan mesin harus dapat menyesuaikan dengan ukuran roti yang diproses. Oleh karena itu, disediakan 3 buah former yang sesuai dengan ukuran masing-masing roti agar dapat digunakan untuk ketiga ukuran roti tersebut.
Mesin ini menggunakan pembungkus plastik berbahan polypropelane yaitu dengan bahan pembungkus roll film yang mudah didapatkan dan dapat dipesan sesuai ukuran. Plastik film tadi kemudian direkatkan dengan metoda sealing lalu dipotong di bagian akhir sambil direkatkan. Jenis mesin seperti ini sudah banyak terdapat di pasaran dengan harga yang tinggi.
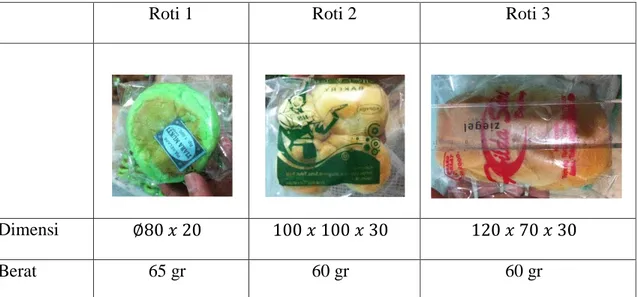
34 4.1.2 Identifikasi Produk
Produk yang akan diproses oleh mesin hasil rancangan yaitu adalah roti yang memiliki variasi bentuk dan berat. Ada tiga jenis roti yang akan diproses. Data produk yang akan diproses adalah sebagai berikut:
Tabel 4.1 Data Spesifik Produk
Roti 1 Roti 2 Roti 3
Dimensi ∅80 𝑥 20 100 𝑥 100 𝑥 30 120 𝑥 70 𝑥 30
Berat 65 gr 60 gr 60 gr
4.1.3 Identifikasi mesin yang telah ada
Di industri pengemas roti menengah ke atas yang ada di indonesia, mesin seperti ini memang sudah menjadi sesuatu yang wajib dimiliki. Karena kapasitas produksi yang besar dan didukung dengan investasi yang besar, harga yang cukup tinggi tidak menjadi permasalahan. Harga mesin ini yaitu Rp. 95.000.000,-
Salah satu mesin yang telah digunakan di industri yaitu Hawk Horizontal Flow Wrapping Machine memiliki spesifikasi yang cukup tinggi. Dari sisi produktifitas, mesin ini dapat memproduksi 50-250 bungkus per menit. Ukuran produk yang dapat dibungkus yaitu lebar 20-85 mm, tinggi maksimal 40 mm, diameter roll film maksimal 320 mm. Mesin ini memiliki dimensi panjang 4850 mm, lebar 900 mm, dan tinggi 1600 mm. Dengan berat mesin 850 kg.
35 Gambar 4.1 CHM 250 Horizontal Packaging Machine
4.2 Pengumpulan Data
Dalam pengumpulan data ini penulis melakukan beberapa studi diantaranya: a. Studi pustaka
Studi pustaka yang dilakukan oleh penulis yakni dengan mencari referensi-referensi yang dibutuhkan untuk pembuatan karya tulis ini, diantaranya:
1) Buku-buku referensi baik dari perpustakaan, maupun diluar. 2) Memanfaatkan sarana internet.
b. Wawancara
Dalam pembuatan karya tulis ini penulis melakukan wawancara ke beberapa narasumber yang ahli dalam bidang ini, data yang diperoleh diantaranya:
1) Dimensi mesin yang harus dicapai 2) Spesifikasi teknis yang diinginkan 3) Harga yang diinginkan
4) Material dan komponen standar yang digunakan 5) Konstruksi yang biasa digunakan
4.3 Daftar Tuntutan
Berdasarkan wawancara yang dilakukan pada salah satu calon konsumen dan hasil pengumpulan data, didapat daftar tuntutan perancangan Mesin Pengepak Roti Otomatis untuk memudahkan dalam pertimbangan perancangan. Penulis membagi daftar tuntutan tersebut ke dalam tiga tingkatan prioritas seperti berikut.
36 Tabel 4.2 Daftar Tuntutan
No Daftar Tuntutan Keterangan
1
Tuntutan Utama
a Kapasitas Alat 60 roti/menit
b Harga ≤ Rp. 80.000.000,- /
mesin
c Penggerak Motor Listrik dan
Gearbox
d Mekanisme Mesin Flow/Continue
e Jenis Plastik Roll Film
f Bahan Plastik Polypropylene
2
Tuntutan Kedua (Dimensi Mesin)
a Panjang max 5000 mm
b Lebar max 1500 mm
c Tinggi max 2000 mm
3
Keinginan
a Mudah dalam perawatan
Bongkar pasang komponen mesin tidak memerlukan alat khusus.
b Mudah dalam pengoperasian
Pengoperasian mesin dapat dilakukan oleh semua kalangan, kecuali anak SMP ke bawah perlu didampingi.
Konsep Rancangan
4.4 Konsep Black Box 4.4.1 Konsep Black Box
37 Fungsi : Mesin yang dapat mengemas 60 roti per menit dengan
plastik secara continue dan otomatis dengan. Fungsi keseluruhan : Mengemas roti.
Gambar 4.3 Konsep Black Box 5.4.2 Penguraian Proses
Berdasarkan hasil analisa tahapan perancangan yang dilakukan sebelumnya, rancangan yang akan dibuat terdiri dari bagian yang memiliki
Mesin Pengemas Roti Otomatis Roti Listrik Roti yang telah dikemas Panas Sub Proses Pembawa dan Pengatur jarak
Sub Proses End
Sealing and Cutting Sub Proses Sealing Sub Proses Pembentukan dan Pembungkusan Listrik Plastik Roll Plastik Roll Roti Roti yang telah dikemas Panas
Sub Proses Roll
Film
Sub Proses Pembawa
38 fungsi utama. Fungsi utama tersebut dikelompokkan untuk bisa dipahami lebih rinci pada setiap bagiannya.
Gambar 4.4 Diagram penguraian fungsi
Jika Dituangkan ke dalam skema maka akan tergambar sebagai berikut:
Gambar 4.5 Skema Penguraian Fungsi Mesin Mesin Pengemas
Roti Otomatis
Sub Fungsi Rangka
Sub Fungsi Pembawa dan Pengatur Jarak Sub Fungsi Roll Film
Sub Fungsi Pembentukan dan Pembungkusan Sub Fungsi Sealing
Sub Fungsi End Sealing and Cutting Sub Fungsi Pembawa
39 4.4.3 Alternatif Fungsi Bagian
Dalam memilih alternatif keseluruhan, digunakan kotak morfologi untuk membantu pengelompokan fungsi bagian.
Tabel 4.3 Kotak Morfologi Mesin Pengepak Roti Otomatis
Kriteria Alternatif 1 Alternatif 2 Alternatif 3 A Sub Fungsi Rangka Rangka Baja
Profil
Rangka Stainles Steel
-
B Sub Fungsi Pembawa
dan pengatur jarak Infeed Conveyor
C Sub Fungsi Roll Film Konstruksi di atas Konstruksi di bawah - D Sub Fungsi Pembentukan dan Pembungkusan
Fix Horizontal Forming
E Sub Fungsi Sealing Rotary Fin Seal
Hot Wire Lap Seal
Hot Air Lap Seal F Sub Fungsi End Sealing
and Cuting Rotary
D-Cam Motion Profile
Box Motion Profile G Sub Fungsi Pembawa Bidang Miring Belt Conveyor Roll Conveyor
40 Alternatif fungsi bagian ini akan memberikan pilihan untuk menentukan sistem yang akan dirancang. Berikut uraian dari tabel diatas: a) Sub Fungsi Rangka
Tabel 4.4 Tabel Alternatif Sistem Rangka
A - 1 Alternatif 1 A - 2 Alternatif 2 Rangka Baja Profil + Sheet
Metal Rangka Stainless Steel
Kelebihan Murah
Mudah dirakit (disambung)
Lebih rapi Anti karat Kekurangan Berat
Rangka terlihat kurang rapi
Mahal
Sulit dirakit (pengelasan)
b) Sub Fungsi Pembawa dan pengatur jarak
Sub Fungsi Pembawa dan pengatur jarak merupakan sebuah konstruksi yang berfungsi untuk membawa roti ke proses pembungkusan dengan jarak yang tetap. Untuk itu, digunakan sebuah infeed conveyor pada sub fungsi ini. Infeed conveyor adalah sebuah alat pembawa dengan dilengkapi tiang-tiang pendorong yang memastikan jarak antar produk tetap dan terdefinisi.
41 Roti diletakan secara manual oleh seorang operator satu persatu pada infeed conveyor selama proses berlangsung. Dalam sekali peletakan, operator dapat meletakkan 2 roti sekaligus.
Gambar 4.6 Infeed Conveyor Sumber : www.europackdubai.com c) Sub Fungsi Roll Film
Tabel 4.5 Tabel Alternatif Sistem Roll Film
C - 1 Alternatif 1 C - 2 Alternatif 2 Posisi di atas Posisi di bawah
Kelebihan Pemasangan dan
pemeliharaan lebih mudah dilakukan
Dimensi mesin lebih kecil karena roll disimpan di dalam rangka
42 Sambungan plastik
terdapat di bawah produk (Roti)
Kekurangan Dimensi mesin lebih besar
karena menggunakan ruang di atas mesin
Sulit dalam pemasangan roll dan pemeliharaan
Sambungan plastik terdapat di atas produk (roti)
d) Sub Pembentukan dan Pembungkusan
Sub fungsi pembentukan dan pembungkusan merupakan sebuah konstruksi pembentuk lembar film agar dapat melipat dan membungkus produk sehingga bagian ujung plastik dapat direkatkan dengan proses sealing. Konstruksi didesain dengan 3 bentuk permanen sesuai dengan ukuran masing-masing jenis roti. Penggantian masing-masing ukuran diperlukan setiap adanya pengganntian produk. Maka dari itu, proses perakitan komponen ini dibuat sederhana dan mudah.
Gambar 4.7 Fix horizontal forming
e) Sub fungsi sealing
Tabel 4.6 Tabel Alternatif Sistem Sealing
E - 1 Alternatif 1 E - 2 Alternatif 2 E - 3 Alternatif 3 Rotary Fin Seal Hot Wire Lap Seal Hot Air Lap Seal
43 f) Sub Fungsi end sealing and cutting
Tabel 4.7 Tabel Alternatif Sistem End Sealing and Cutting Kelebihan
Kontruksi sederhana Dapat membuat profil alur
pada sealing
Wheel sekaligus membawa produk ke proses
selanjutnya
Hasil lebih rapi
Plastik yang di seal tidak terlalu lebar
Sealing lebih rata
Kekurangan Membutuhkan beberapa fin
wheel
Membutuhkan conveyor Menggunakan kompressor untuk hembusan udara Membutuhkan conveyor
F - 1 Alternatif 1 F - 2 Alternatif 2 F - 3 Alternatif 3
44 g) Sub Fungsi Pembawa
Tabel 4.8 Tabel Alternatif Sistem Pembawa Kelebihan
Konstruksi sederhana Mudah dalam perawatan
Waktu sealing lebih lama
Waktu sealing lebih lama
Kekurangan Waktu untuk sealing and
cutting hanya pada saat pisau saling bertemu
Membutuhkan mekanisme profil D
Membutuhkan mekanisme profil persegi
G - 1 Alternatif 1 G - 2 Alternatif 2 G - 3 Alternatif 3
Chute Belt Conveyor Roller Conveyor
45 5.4.4 Alternatif Variasi Konsep
Dalam menentukan alternatif variasi konsep, alternatif fungsi bagian digabungkan dengan altrnatif fungsi bagian yang lain, diharapkan dalam pengkombinasian ini dapat menghasilkan alternatif fungsi keseluruhan rancangan yang sesuai. Alternatif variasi konsep yang dibuat ditunjukkan pada tabel berikut.
Tidak membutuhkan motor penggerak Konstruksi sangat
sederhana
Sangat mudah dalam perawatan
Produk dapat diteruskan ke proses selanjutnya dalam keadaan teratur
Konstruksi lebih sederhana dan memerlukan daya rendah
mudah dalam perawatan
Kekurangan Produk tertampung
secara acak
Tidak untuk proses lanjutan
Memerlukan motor penggerak
Daya lebih besar
46 Tabel 4.9 Tabel Alternatif Konsep dari Setiap Fungsi Bagian
Sub Fungsi Bagian Alternatif Fungsi Bagian
Alternatif 1 Alternatif 2 Alternatif 3
A Sub fungsi rangka A1 A2 -
B Sub fungsi Pembawa dan Pengatur Jarak
C Sub fungsi Roll Film C1 C2 -
D
Sub fungsi Pembungkusan dan
Pembentukan
E Sub fungsi Sealing E1 E2 E3
F Sub fungsi End Sealing
and Cutting F3
G Sub fungsi Pembawa G1 G2 G3
Alternatif Fungsi
Keseluruhan VK 1 VK 2 VK 3
4.4.5 Mekanisme Umum Variasi Konsep
Berdasarkan tabel variasi konsep, didapat tiga rumusan alternatif variasi konsep yang kemudian masing-masing alternatif divisualisasikan dalam draft rancangan.
Pada variasi konsep 1, rangka mesin terbuat dari baja profil dan sheet metal yang disambung dengan pengelasan, untuk memudahkan maintenance ada bagian rangka yang dapat dibuka dengan menggunakan sistem engsel. Fungsi Roll Film ditempatkan di atas mesin disertai Film Feed Roller. Sehingga pada konstruksi selanjutnya yaitu sub fungsi Pembentukan dan pembungkusan, former menggunakan adjustable former yang digunakan untuk variasi ukuran lebar dan tinggi produk. Karena konstruksi roll terletak di atas, maka sealing dikonstruksikan di bawah karena plastik yang disambungkan ada pada bagian bawah produk. Sub fungsi sealing menggunakan rotary fin seal karena lebih umum digunakan dan sesuai
B D F 1 F 2
47 dengan konstruksi flow wrapper. Sub fungsi end sealing and cutting merupakan proses sealing pada tiap ujung produk sekaligus dilakukan pemotongan. Menggunakan gerak rotary agar mekanisme menjadi sederhana. Sub fungsi pembawa merupakan fungsi keluarnya produk yang telah dibungkus. Menggunakan konstruksi bidang miring menuju sebuah penampungan.
Gambar 4.8 Skema Variasi Konsep 1
Pada variasi konsep 2, rangka mesin terbuat dari baja profil dan sheet metal yang disambung dengan pengelasan, untuk memudahkan maintenance ada bagian rangka yang dapat dibuka dengan menggunakan sistem engsel. Fungsi Roll Film ditempatkan di atas mesin disertai Film Feed Roller. Sehingga pada konstruksi selanjutnya yaitu sub fungsi Pembentukan dan pembungkusan, former menggunakan adjustable former yang digunakan untuk variasi ukuran lebar dan tinggi produk. Karena konstruksi roll terletak di atas, maka sealing dikonstruksikan di bawah karena plastik yang disambungkan ada pada bagian bawah produk. Sub fungsi sealing menggunakan hot wire lap seal yaitu dengan pemanasan menggunakan kawat panas. Sub fungsi end sealing and cutting merupakan proses sealing pada tiap ujung produk sekaligus dilakukan pemotongan. Menggunakan gerak D-cam
48 profile agar proses sealing menjadi lebih sempurna. Sub fungsi pembawa merupakan fungsi keluarnya produk yang telah dibungkus. Menggunakan sebuah belt conveyor agar dapat tetap teratur jika ada proses lanjut, ataupun langsung ke tempat penampungan.
Gambar 4.9 Skema Variasi Konsep 2
Pada variasi konsep 3, Pada variasi konsep 2, rangka mesin terbuat dari Stainless steel yang disambung dengan pengelasan, untuk memudahkan maintenance ada bagian rangka yang dapat dibuka dengan menggunakan sistem engsel. Fungsi Roll Film ditempatkan di bawah mesin disertai Film Feed Roller. Sehingga pada konstruksi selanjutnya yaitu sub fungsi Pembentukan dan pembungkusan, former menggunakan adjustable former yang digunakan untuk variasi ukuran lebar dan tinggi produk. Karena konstruksi roll terletak di bawah, maka sealing dikonstruksikan di atas karena plastik yang disambungkan ada pada bagian atas produk. Sub fungsi sealing menggunakan hot air lap seal yaitu dengan pemanasan menggunakan udara panas yang dihembuskan. Sub fungsi end sealing and cutting merupakan proses sealing pada tiap ujung produk sekaligus dilakukan pemotongan. Menggunakan gerak box motion profile agar proses sealing menjadi lebih sempurna sejalan dengan melajunya produk. Sub fungsi pembawa merupakan fungsi keluarnya produk yang telah dibungkus. Menggunakan sebuah roller conveyor agar dapat tetap teratur jika ada proses lanjut, ataupun langsung ke tempat penampungan.
49 Gambar 4.10 Skema Variasi Konsep 3
4.4.6 Penilaian Variasi Konsep
Setelah dibuat alternatif fungsi keseluruhan, maka alternatif tersebut akan dinilai dari dua aspek. Aspek yang pertama adalah aspek teknis dan yang kedua adalah aspek ekonomis. Skala penilaian yang diberikan untuk menilai setiap alternatif terdapat pada tabel dibawah. Dimana penilaian ini mengacu pada syarat-syarat yang menentukan besar nilai pada suatu alternatif.
50 Tabel 4.10 Tabel Parameter Penilaian
Kriteria 4 Baik Sekali 3 Baik 2 Cukup 1 Kurang Konstrruksi Sederhana, mudah
dibuat dan dirakit, hemat tempat. Sederhana, mudah dirakit, memakan banyak tempat. Sederhana, sulit dirakit, memakan banyak tempat. Rumit, Sulit dirakit, memakan banyak tempat. Pengoperasian 1 operator, otomatis, tidak membutuhkan pelatihan. 1 operator, otomatis, membutuhkan pelatihan 1 operator, manual, membutuhkan pelatihan >1 operator, manual, membutuhkan pelatihan. Pembuatan Sedikit proses,
tidak terlalu presisi, tidak membutuhkan mesin khusus.
Banyak proses, tidak terlalu presisi, tidak membutuhkan mesin khusus. Banyak proses, presisi, tidak membutuhkan mesin khusus. Banyak proses, presisi, membutuhkan mesin khusus.
Perakitan Tidak banyak sambungan, tidak memerlukan alat-alat khusus. Memiliki cukup banyak sambungan, tidak memerlukan alat khusus. Banyak sambungan, tidak memerlukan alat khusus. Banyak sambungan, memerlukan alat khusus.
Perawatan Tidak ada komponen yang mengharuskan pergantian secara berkala.
Sedikit komponen yang harus diganti secara berkala. Banyak komponen yang harus diganti secara berkala. Semua komponen yang harus diganti secara berkala. Biaya Pembuatan Biaya mesin murah, Biaya perakitan murah Biaya mesin murah, biaya perakitan sedikit mahal Biaya mesin mahal, biaya perakitan sedikit mahal
Biaya mesin dan perakitan mahal.
Biaya Perawatan
Spare parts murah,
Spare parts murah, perawatannya sering. Spare parts mahal, Spare parts mahal,
51 perawatannya tidak sering. perawatannya tidak sering. perawatannya sering. Penggunaan Komponen Standar Sebagian besar komponen standar, Banyak tersedia. Sebagian kecil komponen standar, banyak tersedia. Sebagian besar komponen standar, sulit dicari. Sebagian kecil komponen standar, sulit dicari.
Tabel 4.11 Tabel Penilaian Segi Teknis
No. Aspek yang
dinilai Bobot VK Nilai Ideal VK 1 VK 2 VK 3 1 Konstruksi 5 4 20 3 15 3 15 4 20 2 Pengoperasian 5 4 20 4 20 4 20 4 20 3 Pembuatan 4 3 12 2 8 3 12 4 16 4 Perakitan 2 3 6 2 6 2 4 4 8 5 Perawatan 3 3 9 3 9 2 6 4 12 Nilai Total 67 58 57 76 Persentase (%) 88.2% 76.3% 75% 100%
Tabel 4.12 Tabel Penilaian Segi Ekonomis
No. Aspek yang dinilai Bobot VK Nilai
Ideal
VK 1 VK 2 VK 3
1 Biaya Pembuatan 5 4 20 3 15 3 15 4 20
2 Biaya Perawatan 4 3 12 3 12 2 8 4 16
3 Penggunaan Komponen Standar 3 4 12 4 12 4 12 4 12
Nilai Total 44 39 35 48