1
MAKALAH PROSES PRODUKSI
HEAT TREATMENT
Disusun:
Marhaindra Gary (03091005009)
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SRIWIJAYA
2
BAB I
PENDAHULUAN
1.1. Latar Belakang
Sebagai upaya mencari sifat logam yang sesuai dengan yang dibutuhkan diantaranya adalah dengan cara perlakuan panas. Perlu tidaknya perlakuan panas dan bagaimana perlakuan panas yang dilakukan tergantung pada sifat coran dan penggunaanya. Yang dimaksud dengan perlakuan disini adalah proses untuk memperbaiki sifat-sifat dari logam dengan jalan memanaskan coran sampai temperatur yang cocok dibiarkan beberapa waktu pada temperatur itu,kemudian didinginkan ke temperatur yang lebih rendah dengan kecepatan yang sesuai. Selain perlakuan panas yang dilakukan sifat mekanis baja juga akan dipengaruhi oleh proses pendinginan yang dilakukan, apakah ada perbedaan perubahan sifat mekanis dari baja yang diperlakukan panas dengan proses pendinginan yang berbeda adalah satu hal yang dicari dalam penulisan ini. Sifat mekanik tidak hanya tergantung pada komposisi kimia suatu paduan, tetapi juga tergantung pada struktur mikronya. Suatu paduan dengan komposisi kimia yang sama dapat memiliki strukturmikro yang berbeda, dan sifat mekaniknya akan berbeda. Strukturmikro tergantung pada proses pengerjaan yang dialami, terutama proses laku-panas yang diterima selama proses pengerjaan.
Ketahanan panas pada stainless steel merupakan hal penting pada bidang teknik karena baja stainless steel memiliki ketahan terhadap panas yang tinggi. Transformasi merupakan bantuan yang sesuai untuk masalah tersebut. Oleh karena itu digunakan proses hardening dan normalizing untuk proses transformasi. Transformasi ini berperan penting untuk menentukan nilai kekerasan dan perubahan struktur mikro yang terjadi.
1.2. Batasan Masalah
Heat treatment hanya bisa dilakukan pada logam campuran pada temperatur kamar mempunyai struktur mikro dua fase atau lebih. Sedang pada
3
temperatur yang lebih tinggi fase-fase tersebut akan larut menjadi satu fase. Cara yang dipakai ialah dengan memanaskan logam sehingga terbentuk satu fase, kemudian diikuti dengan pendinginan cepat. Dengan cara ini pada temperatur kamar akan terbentuk satu fase yang kelewat jenuh. Bila logam dalam keadaan tersebut dipanaskan maka fase fase yang larut akan mengendap.
Teknik Perlakuan Panas pada makalah ini sebtas pada Annealling, case Hardening, precipitation Strenghtening, Tempering dan Quenching.
1.3 Rumusan Masalah
1. Proses apa saja yang termasuk dalam heat treatment?
2. Bagaimana perbedaan sifat mekanik yang dihasilkan pada setiap masing-masing proses?
3. Mengapa terjadi perbedaan sifat yang dihasilkan pada masing-masing proses heat treatment?
1.4 Tujuan Penulisan
1. Mengetahui jenis-jenis heat treatment.
2. Mepelajari pengaruh sifat mekanik pada material dengan menggunakan proses perlakuan panas (Heat Treatment)
3. Mempelajari mekanisme proses Heat Treatment.
1.5 Metode Pengumpulan Data
Dalam makalah ini penulis melakukan study literatur melalui buku yang terkait beserta mencari tinjauan pustaka dari website yang dapat dipertanggungjawabkan.
4
BAB II
TINJAUAN PUSTAKA
2.1 Defenisi Heat Treatment (Perlakuan Panas)
Pengertian perlakuan panas atau heat treatment ialah suatu cara yang mengakibatkan perubahan struktur bahan melalui penyolderan atau penyerapan panas: dalam bentuk bahan tetap sama (kecuali perubahan akibat regangan panas). Yang disebut struktur adalah susunan dalam logaa, menjadi dapat dlihat jika sekeping logam yang terasah dan teretsa (asam salpeter) diamati dibawah mikroskop.
Struktur besi murni Struktur semua logam terdiri atas kristal-kristal yang bergandengan kuat satu sama lain dalam wujud dan ukuran yang berlainan. Kristal-kristal itu terdiri atas bagian-bagian terkecil suatu unsur, atom-atom. Atom besi tersusun didalam sebuah kisi ruang. Penegertiannya adalah sebuah wujud garis meruang yang titik-titik potongnya diduduki atom-atom besi, kisi ruang ini terdiri atas mata jaringan yang berbentuk dadu. Dalam hubungan ini ditemukan perletakan atom menurut tiga jenis :
Besi alfa
Delapan atom terletak pada pojok dadu dan sebuah atom ke 9 ditengah-tengah dadu (di pusat ruang). Susunan atom ini disebut juga kisi terpusat ruang sampai suhu ruangan 7080 C, besi alfa bersifat magnetis. Dari 7680 C sampai 9110 C, besi terpusat ruang menjadi tidak magnetis dan dahulu disebut juga besi.
Besi gamma
Pada 9110 C, ikatan kisi terpusat ruang menjelma menjadi besi gamma terpusat bidang : pada setiap pojok dadu berada sebuah atom dan 6 atom lainnya berada dipetengahan ke 6 bidang bujur sangkar permukaan dadu. Karena sebuah dadu gamma menampung 14 atom, sedangkan jumlah keseluruhan atom besi tentunya
5
tidak akan bertambah akibat pemanasan, maka dadu gamma lebih besar dari dadu alfa.
Besi delta
Pada 13920 C, besi gamma yang terpusat bidang berubah wujud kambali menjadi besi terpusat ruang yang disebut besi delta (gambar 2c). besi delta berbeda dari besi alfa dalam jarak atomnya yang lebih besar.
2.2 Mengenal proses Heat Treatment
Heat Treatment adalah kombinasi dari operasi pemanasan dan pendinginan dengan kecepatan tertentu yang dilakukan terhadap logam atau paduan dalam keadaan padat, sebagai suatu upaya untuk memperoleh sifat-sifat tertentu. Proses laku-panas pada dasarnya terdiri dari beberapa tahapan, dimulai dengan pemanasan sampai ke temperatur tertentu, lalu diikuti dengan penahanan selama beberapa saat, baru kemudian dilakukan pendinginan dengan kecepatan tertentu.
2.3 Klasifikasi Heat Treatment
2.3.1 Near Equilibrium (Mendekati Kesetimbangan)
Tujuan umum dari perlakuan panas jenis Near Equilibrium ini diantaranya adalah untuk melunakkan struktur kristal, menghaluskan butir, menghilangkan tegangan dalam dan memperbaiki machineability. Jenis dari perlakukan panas
Near Equibrium, misalnya : Full Annealing (annealing), Stress relief Annealing, Process annealing, Spheroidizing, Normalizing dan Homogenizing.
6
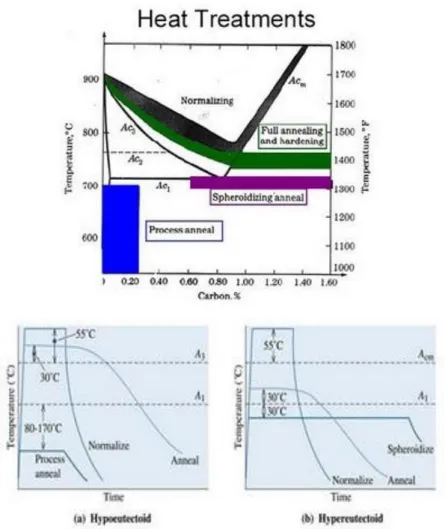
Diagram 2.1 Heat treatment near equilibrium
Dari sedikit penjelasan diatas dapat kita tarik benang merah bahwa secara umum laku panas dengan kondisi Near Equilibrium itu dapat disebut dengan anneling.
Anneling ialah suatu proses laku panas (heat treatment) yang sering dilakukan terhadap logam atau paduan dalam proses pembuatan suatu produk. Tahapan dari proses Anneling ini dimulai dengan memanaskan logam (paduan) sampai temperature tertentu, menahan pada temperature tertentu tadi selama beberapa waktu tertentu agar tercapai perubahan yang diinginkan lalu mendinginkan logam atau paduan tadi dengan laju pendinginan yang cukup lambat. Jenis Anneling itu beraneka ragam, tergantung pada jenis atau kondisi benda kerja, temperature pemanasan, lamanya waktu penahanan, laju pendinginan (cooling rate), dll. Sehingga kita akan mengenal dengan apa yang disebut : Full
7
Annealing (annealing), Stress relief Annealing, Process annealing, Spheroidizing, Normalizing dan Homogenizing.
Diagram 2.2 Near Equilibrium Ferrite-Cementid (Fe-Fe3C)
Struktur mikro
Ferrite ialah suatu komposisi logam yang mempunyai batas maksimum kelarutan Carbon 0,025%C pada temperature 723 Derajat Celcius, struktur kristalnya BCC (Body Center Cubic) dan pada temperature kamar mempunyai batas kelarutan Carbon 0,008%C.
Austenite ialah suatu larutan padat yang mempunyai batas maksimum kelarutan Carbon 2%C pada temperature 1130 Derajat Celcius, struktur kristalnya FCC (Face Center Cubic).
Cementid ialah suatu senyawa yang terdiri dari unsur Fe dan C dengan perbandingan tertentu (mempunyai rumus empiris) dan struktur kristalnya Orthohombic.
Lediburite ialah campuran Eutectic antara besi Gamma dengan Cementid yang dibentuk pada temperature 1130 Derajat Celcius dengan kandungan Carbon 4,3%C.
8
Pearlite ialah campuran Eutectoid antara Ferrite dengan Cementid yang dibentuk pada temperature 723 Derajat Celcius dengan kandungan Carbon 3%C.
Kandungan Carbon
0,008%C = Batas kelarutan maksimum Carbon pada Ferrite pada temperature kamar 0,025%C = Batas kelarutan maksimum Carbon pada Ferrite pada temperature 723
Derajat Celcius
0,83%C = Titik Eutectoid 2%C = Batas kelarutan Carbon pada besi Gamma pada temperature 1130 Derajat Celcius 4,3%C = Titik Eutectic 0,1%C = Batas kelarutan Carbon pada besi Delta pada temperature 1493 Derajat Celcius.
Garis-garis
Garis Liquidus ialah garis yang menunjukan awal dari proses pendinginan (pembekuan). Garis Solidus ialah garis yang menunjukan akhir dari proses pembekuan (pendinginan). Garis Solvus ialah garis yang menunjukan batas antara fasa padat denga fasa padat atau solid solution dengan solid solution. Garis Acm = garis kelarutan Carbon pada besi Gamma (Austenite) Garis A3 = garis temperature dimana terjadi perubahan Ferrit menjadi Autenite (Gamma) pada pemanasan.
Garis A1 = garis temperature dimana terjadi perubahan Austenite (Gamma) menjadi Ferrit pada pendinginan. Garis A0 = Garis temperature dimana terjadi transformasi magnetic pada Cementid. Garis A2 = Garis temperature dimana terjadi transformasi magnetic pada Ferrite.
2.3.2 Non Equilirium (Tidak setimbang)
Tujuan umum dari perlakuan panas jenis Non Equilibrium ini adalah
untuk mendapatkan kekerasan dan kekuatan yang lebih tinggi. Jenis dari perlakukan panas Non Equibrium, misalnya Hardening, Martempering,
9
Austempering, Surface Hardening (Carburizing, Nitriding, Cyaniding, Flame hardening, Induction hardening)
2.4 Jenis-jenis pengerasan permukaan
2.4.1 Karburasi
Cara ini sudah lama dikenaloleh orang sejak dulu. Dalam cara ini, besi dipanaskan di atas suhu dalam lingkungan yang mengandung karbon, baik dalan bentuk padat, cair ataupun gas. Beberapa bagian dari cara kaburasi yaitu kaburasi padat, kaburasi cair dan karburasi gas.
2.4.2 Karbonitiding
Adalah suatu proses pengerasan permukaan dimana baja dipanaskan di atas suhu kritis di dalam lingkungan gas dan terjadi penyerapan karbon dan nitrogen. Keuntungan karbonitiding adalah kemampuan pengerasan lapisan luar meningkat bila ditambahkan nitrogen sehingga dapat diamfaatkan baja yang relative murah ketebalan lapisan yang tahan antara 0,80 sampai 0,75 mm.
2.4.3 Sianiding
Adalah proses dimana terjadi absobsi karbon dan nitrogen untuk memperoleh specimen yang keras pada baja karbon rendah yang sulit dikeraskan. 2.4.4 Nitriding
adalah proses pengerasan permukaan yang dipanaskan sampai ± 510°c dalam lingkungan gas ammonia selama beberapa waktu.
2.5 Pengelompokan dan Standarisasi Baja
2.5.1 Pengelompokan Baja Baja Karbon
10
Baja karbon adalah paduan besi karbon di mana unsure karbon sangat menentukan sifat-sifatnya, sedang unsur-unsur paduan lainnya yang biasa terkandung di dalamnya terjadi karena proses pembuatannya. Sifat baja karbon biasa ditentukan oleh persentase karbon dan mikrostruktur.
Baja Paduan
Baja paduan adalah baja yang mengandung sebuah unsur lain atau lebih dengan kadar yang berlebih daripada karbon biasanya dalam baja karbon. Menurut kadar unsur paduan, baja paduan dapat dibagi ke dalam dua golongan yaitu baja paduan rendah dan baja paduan tinggi. Baja rendah unsur paduannya di bawah 10% sedangkan baja paduan tinggi di atas 10%.
Baja Khusus
Baja khusus mempunyai unsur-unsur paduan yang tinggi karena pemakaian-pemakaian yang khusus. Baja khusus yaitu baja than karat, baja tahan panas, baja perkakas, baja listrik. Unsur utama dari baja tahan karat adalah Khrom sebagai unsure terpenting untuk memperoleh sifat tahan terhadap korosi. Baja tahan karat ada tiga macam menurut strukturnya yaitu baja tahan karat feritis, baja tahan karat martensitas dan austenitis. Baja tahan panas, tahan terhadap korosi. Baja ini harus tahan korosi pada suhu lingkungan lebih tinggi atau oksidasi. Baja perkakas adalah baja yang dibuat tidak berukuran besar tetapi memegang peranan dalam industri-industri. Unsure-unsur paduan dalam karbitnya diperlukan untuk memperoleh sifat-sifat tersebut dan kuat pada temperature tinggi. Baja listrik banyak dipakai dalam bidang elektronika.
2.5.2 Standarisasi Baja a. Amerika Serikat
a) ASTM ( American Society for Testing Materials )
b) AISI (Americal Iron and Steel Institute) and SAE (Society of Automotive Engineers)
11 b. Jepang (JIS = Japan Industrial Standar) c. Inggris (British Standard)
d. Jerman DIN e. Swedia
f. Indonesia (Standar Nasional Indonesia)
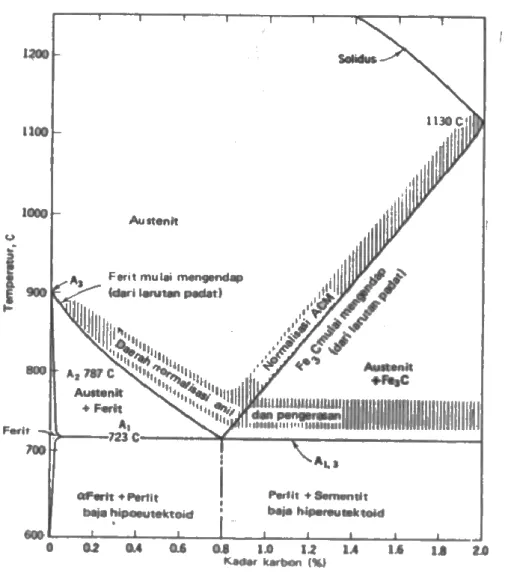
2.6 Diagram Besi-Karbida Besi
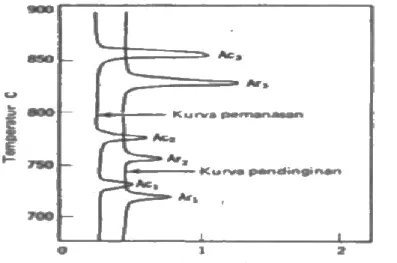
Sebagian dari diagram kesetimbangan besi-karbida besi baja terlihat pada gambar 3.1. Bila sepotong baja dengan kadar karbon 0,20% dipanaskan secara merata dengan lambat dan suhunya dicatat pada selang waktu tertentu, akan diperoleh kurva seperti terlihat pada gambar 3.1. Kurva ini disebut Kurva laju
12
Diagram 2.3 Besi-karbida besi
Sumbu mendatar adalah laju pemanasan atau waktu yang diperlukan untuk memanaskan atau mendinginkan baja sebanyak 10oC. Kurva ini merupakan garis vertikal kecuali pada titik-titik diamana laju pemanasan atau pendinginan mengalami perubahan. Terlihat bahwa pada tiga titik terdapat perubahan dalam laju pemanasan. Hal yang sama dijumpai sewaktu pendinginan; tercatat tiga perubahan yang lebih rendah dibandingkan dengan sewaktu pemanasan. Titik-titik di mana terjadi perubahan struktur disebut titik transformasi dan diberi lambing Ac1, Ac2 dan Ac3. Huuf C adalah huruf permulaan dari kata perancis chauffage
yang berarti memanaskan. Titik-titik identik yang diperoleh pada kurva pendingin disebut Ar1, Ar2 dan Ar3.r diambil dari kata refroidissement yang berarti
13
Perubahan-perubahan yang terjadi pada titik-titik kritis tersebut disebut perubahan alatropik. Meski susunan kimia tetap, baja mengalami perubahan sifat antara lain : tahanan listrik, struktur atom dan kehilangan sifat magnetic. Menurut defenisi suatu perubahan alotropi adalah perubahan yang mampu balik atau reversible pada struktur atom suatu logam yang diikuti dengan perubahan sifat. Titik-titk kritis tersebut harus diketahui, mengingat perlakuan panas baja meliputi pemanasan di atas daerah ini. Baja tidak dapat dikeraska kecualibila dipanaskan di atas daerah kritis bawah dan kadang-kadang di atas daerah kritis atas.
Diagram 2.4 laju-invers, untuk baja SAE 1020
Serangkaian percobaan pemanasan dan pendinginan dapat dilakukan pada baja dengan kandungan karbon yang berbeda dan bila hasilnya digambarkan sebagai kurva suhu terhadap kadar karbon maka akan diperoleh suatu diagram yang serupa dengan gambar 3.1. Diagram ini yang disebut diagram besi-karbida besi parsial hanya berlaku untuk kondisi pendinginan yang perlahan-lahan. Suhu pencelupan yang tepatdapat diperoleh dari diagram ini.
Misalkan ssepotong baja karbon 0,20% dipanskan disekitar 870oC. Diatas titik Ar3 baja merupakan larutan padat dari karbon dalam besi-gamma dan disebut
austenit. Atom-atom besi membentuk kisi kubik pemusatan sisi (Face Centered
14
Bila didinginkan sampai mencapai suhu dibawah titik Ar3, atom-atom
akan membentuk kisi kubik pemusatan ruang (Body Centered Cubic). Struktur logam dapat dilihat pada gambar 3.3. Struktur yang baru ini disebut ferit atau besi alpha dan merupakan larutan padat karbon dan besi alpha. Daya larut karbon dalam besi alpha jauh lebih rendah daripada dalam besi gamma.Pada titik Ar2 baja
menjadai magnetic, dan bila baja didinginkan sampai garis Ar1, ferit yang
terbentuk akan bertambah. Pada garis Ar1 austenit yang masih ada akan
bertransformasi mejadi suatu struktur baru yang disebut perlit.
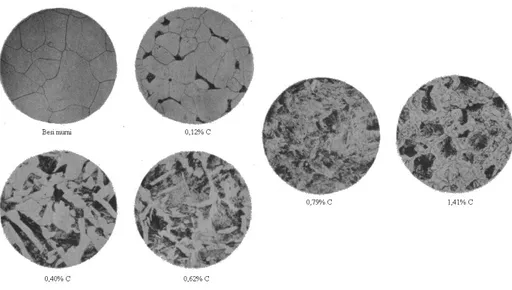
Gambar 2.1 Mikrofoto efek pertambahan karbon atas struktur logam
Bila kadar karbon baja malampaui 0,20%, suhu diamana ferit mulai terbentuk dan mengendap dari austenit turun. Baja yang berkadar karbon 0,80% disebut baja eutektoiddan struktur terdiri dari 100% perlit. Titik eutektoid adalah suhu terendah dalam logam dimana terjadi perubahan dalam keadaan larut padat, dan merupakan suhu keseimbangan terendah di mana austenit terurai menjadi ferit dan simentit. Bial kadar karbon baja lebih besar daripada eutektoid, perlu diamati garis pada diagram besi-karbida besi yang bertanda Acm. Garis ini menyatakan di mana karbida besi mulai memisah dari austenit. Karbida besi ini dengan rumus Fe3C disebut sementit. Sementit sangat keras dan rapuh. Baja yang mengandung
kadar karbon kurang dari eutektoid (0,80%). Disebut baja hipoeutektoid, dan baja dengan kadar karbon lebih dari eutectoid disebut juga hipereutektoid.
15
2.7 Besar Butir.
Baja cair bila didinginkan mulai membeku pada titik-titik inti yang cukup banyak. Atom-atom yang tergabung dalam kelompok di sekitar suatu inti cenderung memiliki letak yang serupa. Batas butir yang bentuknya tidak teratur tampak dibawah mikroskop, setelah dipolis dan dietsa dan merupakan batas kelompok sel atom yang memiliki orientasi umum yang sama. Ukuran butir tergantung pada beberapa faktor, antara lain laju pendinginan sewaktu pembekuan.
Baja dengan butiran yang kasar kurang tangguh, dan memiliki kecenderungan untuk distorsi, namun baja jenis ini lebih mudah untuk pemesinan dan memiliki kemampuan pengerasan yang lebih baik. Baja berbutir halus di samping lebih tangguh juga lebih ulet dna kurang peka terhadap distorsi atau retak sewaktu perlakuan panas. Besar butir dapat dikendalikan melalui komposisi pada waktu proses pembuatan, akan tetapi setelah baja jadi, pengendalian dilakuakn melalui perlakuan panas. Alluminium yang digunakan sebagai deoksidator merupakan faktor mengendali yang terpenting, karena dapat menaikkan suhu di mana terjadi pertumbuhan butir dengan cepat.
Besar butir diukur dengan mikroskop, meskipun penaksiran secara kasar dapat dilakukan denagn memeriksa bidang perpatahan. Untuk pengukurna di bawah mikroskop baja perlu dipolis dan dietsa agar batas butir tampak dengan jelas. Pada karbon rendah ferit akan berpresipitasi dari austenit setelah didinginkan secara perlahan-lahan. Karena laju pendinginan yang rendah dapat menghasilkan terlalu banyak ferit primer, yang menyulitkan pengukuran besar butir austenit sebelumnya, maka harus diusahakan agar laju pendinginan sedemikian rupa sehingga struktur pracutektoid hanya terjadi pada batas-bats daerah perlit. Pada baja karbon medium, besar butir austenit sebelumnya dihitung dari luas daerah perlit ditambah dengan setengah daerah ferit yang mengelilinginya. Pada baja hipereutektoid besar butir austenit dibatasi oleh sementit yang mengendap.
16
Gambar 2.2 Pemisahan kristal dan ukurna butir yang sangat besar.
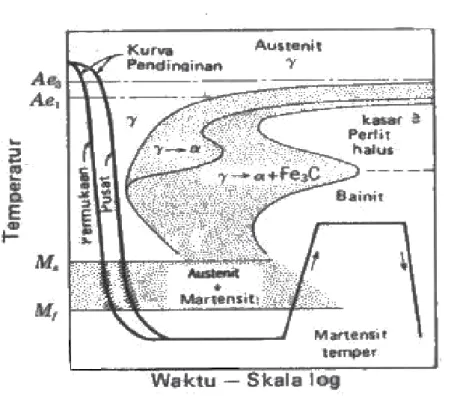
2.8 Diagram Transformasi Isotermal.
Diagram fasa Fe3C bermanfaat untuk memilih suhu yang tepat untuk
berbagai operasi laku panas dan memperlihatkan pula struktur yang dapat diperoleh setelah pendinginan perlahan-lahan. Meskipun demikian diagram tersebut tidak menggambarkan pengaruh dari berbagai laju pendinginan, waktu pemanasan atau struktur yang dapat diperoleh bila pencelupan ditunda pada suhu tertentu. Diagram transformasi isothermal atau dikenal juga sebagai diagram waktu-suhu-transformasi atau kurva S dapat memberi informasi tersebut. Dengan mempergunakan diagram ini dapat dilihat perubahan struktur bila logam dibiarkan pada suhu konstan tertentu.
17
Diagram 2.5 Transformasi
Dengan demikian waktu transformasi mulai terjadi dan berakhir dapat diketahui, begitu pula struktur yang akan diperoleh. Untuk memperoleh struktur martensit, baja harus dicelupkan dengan cepat sedemikian sehingga kurva pendinginan tidak memotong kurva transformasi. Pada gambar 3.5 yang menampilkan kurva pendinginan yang memotong garis Ms dan Mf (permulaan dan
berakhirnya transformasi austenit menjadi martensit).
Bentuk umum dari kurva waktu-suhu-transformasi berbeda untuk jenis baja yang berlainan, tergantung pada kadar karbon, unsur paduan dan besar butir austenit. Kebanyakan unsur paduan baja menggeser kurva ke kanan, sehingga memperpanjang waktu pengerasan baja tanpa mengenai atau memotong kurva.Hal ini memungkinkan pengerasan ukuran penampang yang lebih besar. Pada baja karbon, kurva akan bergeser ke kiri dengan menurunnya kadar karbon.Oleh karena itu agak sulit untuk memperoleh martensit dengan pencelupan baja hipoeutektoid. Baja karbon dengan komposisi eutektoid lebih mudah dikeraskan.
18
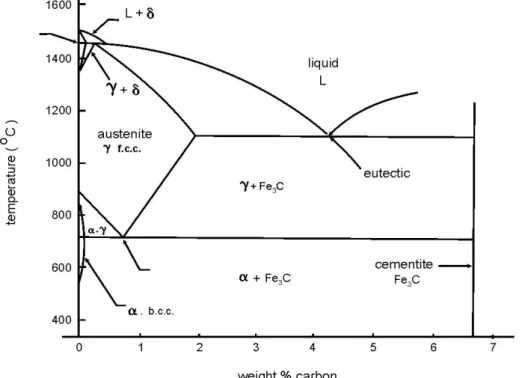
2.9 Efek pada Struktur Mikro dan Ukuran Butiran
Pada proses pembuatannya, komposisi kimia yang dibutuhkan diperoleh ketika baja dalam bentuk fasa cair pada suhu yang tinggi.
Pada saat proses pendinginan dari suhu lelehnya, baja mulai berubah menjadi fasa padat pada suhu 13500, pada fasa ini lah berlangsung perubahan struktur mikro. Perubahan struktur mikro dapat juga dilakukan dengan jalan heat treatment.
Bila proses pendinginan dilakukan secara perlahan, maka akan dapat dicapai tiap jenis struktur mikro yang seimbang sesuai dengan komposisi kimia dan suhu baja. Perubahan struktur mikro pada berbagai suhu dan kadar karbon dapat dilihat pada Diagram Fase Keseimbangan (Equilibrium Phase Diagram).
Diagram 2.6 Equilibrium phase diagram for iron – iron carbide system (f.c.c.face – centred cubic: b.c.c. body-cenreed cubic)
19 Penjelasan diagram:
- Pada kandungan karbon mencapai 6.67% terbentuk struktur mikro dinamakan Sementit Fe3C (dapat dilihat pada garis vertical paling kanan).
- Sifat – sifat cementitte: sangat keras dan sangat getas
- Pada sisi kiri diagram dimana pada kandungan karbon yang sangat rendah, pada suhu kamar terbentuk struktur mikro ferit.
- Pada baja dengan kadar karbon 0.83%, struktur mikro yang terbentuk adalah Perlit, kondisi suhu dan kadar karbon ini dinamakan titik Eutectoid.
- Pada baja dengan kandungan karbon rendah sampai dengan titik eutectoid, struktur mikro yang terbentuk adalah campuran antara ferit dan perlit.
- Pada baja dengan kandungan titik eutectoid sampai dengan 6.67%, struktur mikro yang terbentuk adalah campuran antara perlit dan sementit.
- Pada saat pendinginan dari suhu leleh baja dengan kadar karbon rendah, akan terbentuk struktur mikro Ferit Delta lalu menjadi struktur mikro Austenit.
- Pada baja dengan kadar karbon yang lebih tinggi, suhu leleh turun dengan naiknya kadar karbon, peralihan bentuk langsung dari leleh menjadi Austenit.
Dari diagram diatas dapat kita lihat bahwa pada proses pendinginan perubahan – perubahan pada struktur kristal dan struktur mikro sangat bergantung pada komposisi kimia.
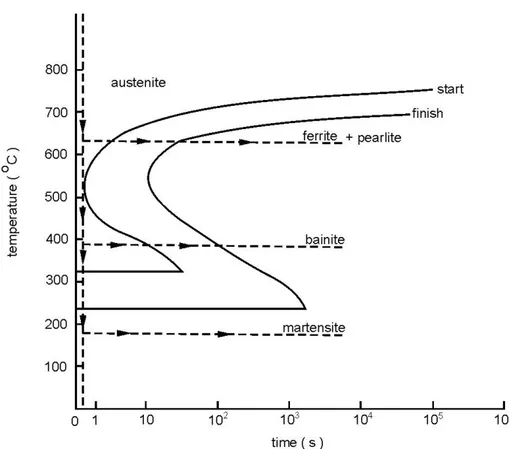
2.10 Heat Treatment dengan Pendinginan Tak Menerus
Jika suatu baja didinginkan dari suhu yang lebih tinggi dan kemudian ditahan pada suhu yang lebih rendah selama waktu tertentu, maka akan menghasilkan struktur mikro yang berbeda. Hal ini dapat dilihat pada diagram: Isothermal Tranformation Diagram.
20
Diagram 2.7 Isothermal transformation diagram for 0.2 C. 0.9% Mn steel
Penjelasan diagram:
- Bentuk diagram tergantung dengan komposisi kimia terutama kadar karbon dalam baja.
- Untuk baja dengan kadar karbon kurang dari 0.83% yang ditahan suhunya dititik tertentu yang letaknya dibagian atas dari kurva C, akan menghasilkan struktur perlit dan ferit.
- Bila ditahan suhunya pada titik tertentu bagian bawah kurva C tapi masih disisi sebelah atas garis horizontal, maka akan mendapatkan struktur mikro Bainit (lebih keras dari perlit).
- Bila ditahan suhunya pada titik tertentu dibawah garis horizontal, maka akan mendapat struktur Martensit (sangat keras dan getas).
- Semakin tinggi kadar karbon, maka kedua buah kurva C tersebut akan bergeser kekanan.
21
- Ukuran butir sangat dipengaruhi oleh tingginya suhu pemanasan, lamanya pemanasan dan semakin lama pemanasannya akan timbul butiran yang lebih besar. Semakin cepat pendinginan akan menghasilkan ukuran butir yang lebih kecil.
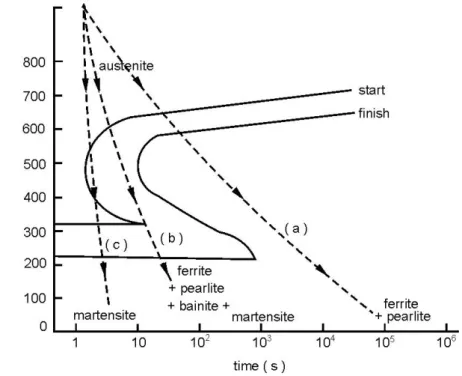
2.11 Heat Treatment dengan Pendinginan Menerus
Dalam prakteknya proses pendinginan pada pembuatan material baja dilakukan secara menerus mulai dari suhu yang lebih tinggi sampai dengan suhu rendah.
Pengaruh kecepatan pendinginan manerus terhadap struktur mikro yang terbentuk dapat dilihat dari diagram Continuos Cooling Transformation Diagram.
Diagram 2.8 Continuos Cooling Transformation Diagram
Penjelasan diagram:
- Pada proses pendinginan secara perlahan seperti pada garis (a) akan menghasilkan struktur mikro perlit dan ferlit.
22
- Pada proses pendinginan sedang, seperti, pada garis (b) akan menghasilkan struktur mikro perlit dan bainit.
- Pada proses pendinginan cepat, seperti garis ( c ) akan menghasilkan struktur mikro martensit.
Dalam prakteknya ada 3 heat treatment dalam pembuatan baja:
- Pelunakan (Annealing) : pemanasan produk setengah jadi pada suhu 850 - 9500 C dalam waktu yang tertentu, lalu didinginkan secara perlahan (seperti garis-a diagram diatas). Proses ini berlangsung didapur (furnace). Butiran yang dihasilkan umumnya besar/kasar.
- Normalizing : pemanasan produk setengah jadi pada suhu 875 – 9800C disusul dengan pendinginan udara terbuka (seperti garis-b diagram diatas). Butiran yang dihasilkan umumnya berlangsung bersamaan dengan pelaksanaan penggilingan kondisi panas (rolling).
- Quenching : system pendinginan produk baja secara cepat dengan cara penyemprotan air pada pencelupan serta perendaman produk yang masih panas kedalam media air atau oli. Sistem pendinginan ini seperti garis-c diagram diatas.
Selain dari ketiga system heat treatment diatas ada juga heat treatment tahap kedua pada rentang suhu dibawah austenit yang dinamakan Tempering. Pemanasan ulang produk baja ini biasa dilakukan untuk produk yang sebelumnya di quenching. Setelah di temper, maka diharapkan produk tersebut akan lebih ulet dan liat.
Struktur mikro dan sifat karakteristik baja dapat disesuaikan dengan pemilihan heat treatment yang tepat.
23
BAB III
PEMBAHASAN
Tujuan dari heat treatment adalah :
1. Mempersiapkan material untuk pengolahan berikutnya. 2. Mempermudah proses machining
3. Mengurangi kebutuhan daya pembentukan dan kebutuhan energi. 4. Memperbaiki keuletan dan kekuatan material
5. Mengeraskan logam sehingga tahan aus dan kemampuan memotong meningkat.
6. Menghilangkan tegangan dalam.
7. Memperbesar atau memperkecil ukuran butiran agar seragam. 8. Menghasilkan pemukaan yang keras disekeliling inti yang ulet.
Masing-masing proses heat treatment memiliki fungsi yang berbeda-beda dengan menghasilkan sifat-sifat kekerasan yang diinginkan. Proses heat treatment dapat klasifikasi menjadi 2 bagian, yaitu:
1. Heat treatment untuk memperbaiki sifat kekerasan material (Hardening) 2. Heat treatment untuk memperbaiki sifat keuletan material (Softening)
3.1 Memperbaiki Sifat Kekerasan (Hardening)
Pengerasan adalah proses pemanasan baja sampai suhu di daerah atau di atas daerah kritis disusul dengan pendinginan yang cepat. Bila kadar karbon diketahui, suhu pemanasannya dapat diabaca dari diagram fasa Besi-karbida besi. Akan tetapi, bila komposisi baja tidak diketahui, perlu diadakan percobaan untuk mengetahui daerah pemanasannya. Cara yang terbaik adalah memanaskan dan mencelupkan beberapa potong baja berbagai suhu disusul dengan pengujian kekerasan atau pengamatan mikroskopik. Bila suhu yang tepat telah diperoleh akan terjadi perubahan dalam kekerasan dan sifat lainnya.
24 Kemampuan Pengerasan Baja
Kemampuan pengerasan logam dapat ditentukan dengan mempergunakan percobaan Jominy. Sepotong baja berukuran diameter 25 mm, panjang 100 mm dinormalisasikan kemudian dipanaskan sampai suhu austenitisasi. Contoh dengan cepat diletakkan pada landasan dengan salah satu ujungnya 12,7 mm di atas pipa air. Air disemprotkan sehingga seluruh benda menjadi dingin.
Gambar 3.1 Skema Percobaan Jominy.
Setelah itu permukaan diratakan sedalam 0,38 mm dan diukur kekerasannya pada jarak 1,6 mm mulai dari bagaian bawah yang disemprot air sampai jarak 75 mm.
Kekerasan yang paling dekat dengan ujung adalah yang tertinggi, karena pendinginannya paling cepat. Makin jauh dari ujung bahan makin lunak, karena pada pendinginan harus ada konduksi panas ke ujung. Baja dengan kemampuan pengerasan yang tinggi akan mempunyai kekerasan yang merata.
Bila kemampuan pengerasannya rendah, kekerasan akan turun dengan tajam semakin jauh dari ujung. Dari hasil percobaan Jominy dapat dibandingkan kemampuan pengerasan berbagai jenis baja, terutama tebal lapisan yang dikeraskan. Unsur paduan meningkatkan kemampuan pengerasan baja dan benda berukuran kecil dapat dikeraskan dengan merata dari dalam sampai permukaan.
25
Penambahan unsur paduan menyebabkan penggeseran diagram transformasi isotermal ke sebelah kanan sehingga baja lebih mudah dicelup tanpa memotong ujung kurva. Oleh karena itu baja lebih mudah dikeraskan karena memerlukan laju pendinginan yang lebih lambat dibandingkan dengan baja karbon. Dengan kata lain baja paduan dapat dikeraskan secara efektif dengan mencelupkannya dalam minyak.
Struktur Baja yang Dikeraskan
Bila baja hipoeutektoid didinginkan secara perlahan-lahan, austenit bertransformasi menjadi ferit dan perlit, baja dengan susunan demikian lunak dan ulet. Bila baja didinginkan dengan lebih cepat, akan dihasilkan dengan susunan yang berlainan, baja akan lebih keras tetapi kurang ulet. Pendinginan yang cepat seperti pencelupan dalam air akan menghasilkan struktur martensit. Martensit adalah struktur yang paling keras. Sementit yang lebih keras sedikit terdapat secara bebas dan dalam jumlah yang kecil dalam baja hipoeutektoidsehingga pengaruhnya atas kekerasan baja dapat diabaikan.
Unsur yang sangat penting dalam baja yang dikersakan ialah martensit. Martens, seorang ilmuan bebangsa Jerman, menemukan struktur ini pada tahun 1878. Martensit diperoleh dengan mencelupkan baja karbon dalam air dan terbentuklah fasa transisi yang terjadi karena dekomposisiaustenit dengan cepat dan merupakan larutan padat karbon. Kekerasan martensit tergantung pada kadar karbon dan berkisar antara Rockwell C 45 dan C 67. Martensit sukar dipotong, bahannya rapuhdan bersifat magnetic.
Bila baja dicelup, lebih lambat daripada kecepatan kritis, terbentuklah struktur yang hitam, agak bulat yang disebut perlit halus. Perlit halus kurang keras dibandingkan dengan martensit. Kekerasannya berkisar antara 34 dan 45 Rockwell C; ulet dan tehan beban kejut. Bila laju pendinginan diperlambat lagi, maka akan terbentuk perlit kasar.
Kekerasan Maksimum Baja
Kekerasan maksimum yang dapat dicapai tergantung pada kadar karbon. Meskipun penambahan unsur paduan seperti khromdan vanadium dapat
26
meningkatkan kemampuan pengerasan baja paduan, kekerasan maksimal tidak dapat melampaui kekerasan baja karbon dengan kadar karbon yang sama.
Diagram 3.1 Kekerasan maskimum sebagai fungsi dari kadar karbon.
Untuk dapat mencapai kekerasan maksimum karbon harus larut sempurnadalam austenit. Laju pendinginan minimal yang dapat menghasilkan 100% martensit disebut kecepatan pendinginan atau pencelupan kritis. Selain itu, harus diusahakan agar jumlah austenit sisa dapat ditekan karena austenit sisa akan melunakkan struktur.
Kekerasan maksimum dapat dicapai bila austenit seluruhnya dapat berubah menjadi martensit dan nilai kekerasannya 66 sampai 67 Rockwell C. Untuk dapat mencapai nilai ini kadar karbon harus sama dengan atau lebih dari 0,60%.
3.1.1 Surface Hardening (Pengerasan Permukaan)
Pengerasan permukaan memiliki dua cara dalam proses hardening, yaitu dengan penambahan zat (Karburasi, Nitriding, Karbonitriding, Sianiding, Chromizing, Siliconizing, Boronizing) dan tanpa penambahan zat (Flame Hardening , Induction Hardening , Laser and Electron Beam Hardening).
Karburasi
Cara ini sudah lama dikenal oleh orang sejak dulu. Dalam cara ini, besi dipanaskan di atas suhu dalam lingkungan yang mengandung karbon, baik dalan
27
bentuk padat, cair ataupun gas. Beberapa bagian dari cara kaburasi yaitu kaburasi padat, kaburasi cair dan karburasi gas.
Karbonitiding
Adalah suatu proses pengerasan permukaan dimana baja dipanaskan di atas suhu kritis di dalam lingkungan gas dan terjadi penyerapan karbon dan nitrogen. Keuntungan karbonitiding adalah kemampuan pengerasan lapisan luar meningkat bila ditambahkan nitrogen sehingga dapat diamfaatkan baja yang relative murah ketebalan lapisan yang tahan antara 0,80 sampai 0,75 mm.
Sianiding
Adalah proses dimana terjadi absobsi karbon dan nitrogen untuk memperoleh specimen yang keras pada baja karbon rendah yang sulit dikeraskan. Nitriding
adalah proses pengerasan permukaan yang dipanaskan sampai ± 510°c dalam lingkungan gas ammonia selama beberapa waktu.
3.1.2 Quenching
Perlakuan baja ini dilakukan dengan memanaskan baja hingga fasa menjadi austenit dan didinginkan secara cepat (lihat diagram CCT baja karbon rendah). Media pendinginan cepat seperti air, oli, garam atau media pendingin lainnya. Tujuan utama perlakuan ini untuk meningkatkan kekerasan baja.
28
Quenching merupakan salah satu teknik perlakuan panas yang diawali
dengan proses pemanasan sampai temperatur austenit (austenisasi) diikuti pendinginan secara cepat, sehingga fasa austenit langsung bertransformasi secara parsial membentuk struktur martensit. Austenisasi dimulai pada temperatur minimum ± 50°C di atas Ac3,yang merupakan temperatur aktual transformasi fasa
ferit, perlit, dan sementit menjadi austenit. Temperatur pemanasan hingga fasa austenit untuk proses quenching disebut juga sebagai temperatur pengerasan (haardening temperatur). Dan setelah mencapai temperatur pengerasan, dilakukan penahanan selama beberapa menit untuk menghomogenisasikan energi panas yang diserap selama pemanasan, kemudian didinginkan secara cepat dalam media pendingin. Pada percobaan kami media pendingin yang didinginkan adalah air.
Tujuan utama quenching adalah menghasilkan baja dengan sifat kekerasan tinggi. Sekaligus terakumulasi dengan kekuatan tarik dan kekuatan luluh, melalui transformasi austenit ke martensit. Proses quenching akan optimal jika selama proses transformasi, struktur austenit dapat dikonversi secara keseluruhan membentuk struktur martensit. Hal-hal penting untuk menjamin keberhasilan quenching dan menunjang terbentuknya martensit khususnya, adalah : temperatur pengerasan, waktu tahan, laju pemanasan, metode pendinginan, media pendingin dan hardenability.
Quenching adalah proses pendinginan secara cepat setelah mengalami pemanasan. Ada tiga tingkatan pendinginan, yaitu:
Vapor-blanket Cooling stage
Tahap pertama, suhu logam sangat tinggi sehingga medium quenching menguap pada permukaan logam.
Vapor-transport Cooling Stage
Proses ini dimulai ketika logam didinginkan pada suhu uap air dan film tidak stabil.Permukaan logam basah oleh medium quenching dan titik didih yang tinggi. Tahapan ini merupakan proses pendinginan yang paling cepat.
29 Liquid Cooling Stage
Proses ini dimulai ketika suhu permukaan logam mencapai titik didih. Tahapan ini merupakan proses yang paling lambat.
Laju reaksi, transformasi isotermal ditunjukan dalam diagram TTT. Garis yang terdapat di sebelah kiri menyatakan waktu yang diperlukan untuk memulai dengan dekomposisi. Garis yang terdapat disebelah kanannya menyatakan waktu berakhirnyareaksi γ→ ( α + C ) Garis-garis yang terdapat pada gambar tersebut dinamakan dengan diagram transformasi Isotermal atau diagram T-I. Gambar T-I diperoleh dari potongan-potongan contoh baja eutektoid yang dipanaskan sampai mencapai suhu austenit dan dibiarkan untuk waktu tertentu agar transformasi ke austenit selesai sepenuhnya. Potongan-potongan sampel kemudian dicelupkan lebih lanjut sampai mencapai suhu ruang. Perubahan γ→ ( α + C ) tidak terjadi pada contoh yang dibiarkan pada suhu 6200C selama kurang dari satu detik, dan transformasi sempurna menjadi α +karbida baru terjadi setelah 10 detik berlalu.Dengan diagram T-I membuktikan bahwa transformasi austenit berlangsungdengan lambat, baik pada suhu tinggi (dekat suhu eutektoid) maupun suhu rendah .
Reaksi yang lamban pada suhu tinggi disebabkan karena tidak cukup pendinginan lanjutyang dapat menimbulkan nukliasi ferit dan karbida baru dari austenit semula. Menurut media pendinginnya, quenching dapat dibagi menjadi beberapa bagian,yaitu:
Quenching air
Air adalah media yang paling banyak digunakan untuk quenching, karena biayanya yang murah, dan mudah digunakan serta pendinginannya yang cepat. Air khususnya digunakan pada baja karbon rendah yang memerlukan penurunan temperatur dengan cepat dengan tujuan untuk memperoleh kekerasan dan kekuatan yang baik. Air memberikan pendinginan yang sangat cepat, yang menyebabkan tegangan dalam, distorsi, dan retakan
30 Quenching dengan media oli
Oli sebagai media pendingin lebih lunak jika dibandingkan dengan air. Digunakan pada material yang kritis, Antara lain material yang mempunyai bagian tipis atau ujung yang tajam. Karena oli lebih lunak, maka kemungkinan adanya tegangan dalam, distorsi, dan retakan kecil. Oleh karena itu medium oli tidak menghasilkan baja sekeras yang dihasilkan pada medium air. Quenching dengan media air akan efektif jika dipanaskan pada suhu 30-60 derajat Celcius.
Quenching dengan media udara
Quenching dengan media udara lebih lambat jika dibandingkan dengan media oli maupun air. Material yang panas ditempatkan pada screen. Kemudian udara didinginkan dengan kecepatan tinggi dialirkan dari bawah melalui screen dan material panas. Udara mendinginkan material panas lebih lambat dari dari pada medium air dan oli. Pendinginan yang lambat kemungkinan adanya tegangan dalam dan distorsi. Pendinginan udara pada umumnya digunakan pada baja yang mempunyai kandungan paduan yang tinggi.
Quenching dengan media air garam
Air garam adalah media yang sering digunakan pada proses quenching terutama untuk alat-alat yang terbuat dari baja. Beberapa keuntungan menggunakan air garam sebagai media adalah. Suhunya merata pada air garam, proses pendinginan merata pada semua bagian logam, tidak ada bahaya oksidasi, karburisasi, atau dekarburisasi selama proses pendinginan
3.2 Memperbaiki Sifat Keuletan Material (Softening)
Softening adalah proses heat treatment untuk menghasilkan/memperbaiki tingkat keuletan material.
3.2.1 Annealing
Annealing ialah suatu proses laku panas (heat treatment) yang sering dilakukan terhadap logam atau paduan dalam proses pembuatan suatu produk.
31
Tahapan dari proses Anneling ini dimulai dengan memanaskan logam (paduan) sampai temperature tertentu, menahan pada temperature tertentu tadi selama beberapa waktu tertentu agar tercapai perubahan yang diinginkan lalu mendinginkan logam atau paduan tadi dengan laju pendinginan yang cukup lambat. Jenis Anneling itu beraneka ragam, tergantung pada jenis atau kondisi benda kerja, temperature pemanasan, lamanya waktu penahanan, laju pendinginan (cooling rate), dll.
Proses anneling atau melunakkan baja adalah proses pemanasan baja di atas temperature kritis ( 723 °C )selanjutnya dibiarkan beberapa lama sampai temperature merata disusul dengan pendinginan secara perlahan-lahan sambil dijaga agar temperature bagian luar dan dalam kira-kira samahingga diperoleh struktur yang diinginkan dengan menggunakan media pendingin udara.
Tujuan proses anneling :
1. Melunakkan material logam
2. Menghilangkan tegangan dalam / sisa 3. Memperbaiki butir-butir logam. Full annealing (annealing)
Merupakan proses perlakuan panas untuk menghasilkan perlite yang kasar (coarse pearlite) tetapi lunak dengan pemanasan sampai austenitisasi dan didinginkan dengan dapur, memperbaiki ukuran butir serta dalam beberapa hal juga memperbaiki machinibility. Pada proses full annealing ini biasanya dilakukan dengan memanaskan logam sampai keatas temperature kritis (untuk baja hypoeutectoid , 25 Derajat hingga 50 Derajat Celcius diatas garis A3 sedang untuk baja hypereutectoid 25 Derajat hingga 50 Derajat Celcius diatas garis A1). Kemudian dilanjutkan dengan pendinginan yang cukup lambat (biasanya dengan dapur atau dalam bahan yang mempunyai sifat penyekat panas yang baik).
Perlu diketahui bahwa selama pemanasan dibawah temperature kritis garis A1 maka belum terjadi perubahan struktur mikro. Perubahan baru mulai terjadi bila temperature pemanasan mencapai garis atau temperature A1
(butir-32
butir Kristal pearlite bertransformasi menjadi austenite yang halus). Pada baja hypoeutectoid bila pemanasan dilanjutkan ke temperature yang lebih tinggi maka butir kristalnya mulai bertransformasi menjadi sejumlah Kristal austenite yang halus, sedang butir Kristal austenite yang sudah ada (yang berasal dari pearlite) hampir tidak tumbuh. Perubahan ini selesai setelah menyentuh garis A3 (temperature kritis A3).
Pada temperature ini butir kristal austenite masih halus sekali dan tidak homogen. Dengan menaikan temperature sedikit diatas temperature kritis A3 (garis A3) dan memberI waktu penahanan (holding time) seperlunya maka akan diperoleh austenite yang lebih homogen dengan butiran kristal yang juga masih halus sehingga bila nantinya didinginkan dengan lambat akan menghasilkan butir-butir Kristal ferrite dan pearlite yang halus. Baja yang dalam proses pengerjaannya mengalami pemanasan sampai temperature yang terlalu tinggi ataupun waktu tahan (holding time) terlalu lama biasanya butiran kristal austenitenya akan terlalu kasar dan bila didinginkan dengan lambat akan menghasilkan ferrit atau pearlite yang kasar sehingga sifat mekaniknya juga kurang baik (akan lebih getas). Untuk baja hypereutectoid, annealing merupakan persiapan untuk proses selanjutnya dan tidak merupakan proses akhir.
Diagram 3.3 Kurva hypoeutectoid dan hypereutectoid
Stress relief Annealing
Merupakan process perlakuan panas untuk menghilangkan tegangan sisa akibat proses sebelumnya. Perlu diingat bahwa baja dengan kandungan karbon
33
dibawah 0,3% C itu tidak bisa dikeraskan dengan membuat struktur mikronya berupa martensite. Nah, bagaimana caranya agar kekerasannya meningkat tetapi struktur mikronya tidak martensite? Ya, dapat dilakukan dengan pengerjaan dingin (cold working) tetapi perlu diingat bahwa efek dari cold working ini akan timbu yang namanya tegangan dalam atau tegangan sisa dan untuk menghilangkan tegangan sisa ini perlu dilakukan proses Stress relief Annealing.
Material logam itu terdiri dari struktur mikro berupa kristal-kristal kecil yang disebut "butir" atau kristalit. Sifat butir (yaitu ukuran butir dan komposisi) adalah salah satu faktor paling penting yang dapat menentukan sifat mekanis logam secara keseluruhan. perlakuan panas menyediakan cara yang efisien untuk memanipulasi sifat dari logam dengan mengendalikan laju difusi, dan tingkat pendinginan dalam struktur mikro tersebut.
Proses perlakuan panas yang Kompleks sering dijadwalkan oleh Ahli logam (metallurgists) untuk mengoptimalkan sifat mekanis dari Logam paduan. Dalam Industri antariksa (aerospace), logam paduan super (superalloy) mungkin mengalami lebih dari lima macam panas temperatur yang berbeda untuk mengembangkan sifat yang diinginkan. Hal ini dapat mengakibatkan masalah kualitas tergantung pada akurasi kontrol suhu tungku dan penanda waktu (timer). Process Annealing
Merupakan proses perlakuan panas yang ditujukan untuk melunakkan dan menaikkan kembali keuletan benda kerja agar dapat dideformasi lebih lanjut. Pada dasarnya proses Annealing dan Stress relief Annealing itu mempunyai kesamaan yakni bahwa kedua proses tersebut dilakukan masih dibawah garis A1 (temperature kritis A1) sehingga pada dasarnya yang terjadi hanyalah rekristalisasi saja.
3.2.2 Pengerjaan Normalisasi (Normalizing)
Normalizing merupakan proses pemanasan 100oF diatas temperatur kritis atas sekitar temperatur 1000oF-1250oF. Tujuan proses ini adalah untuk menghasilkan baja yang lebih kuat dan keras diibandingkan dengan baja hasil
34
proses full anneling,jadi aplikasi penerapan dari proses normalizing digunakan sebagai final treatment.
Diagram 3.4 Pemanjangan terhadap jumlah karbon
Pengerjaan ini dilakukan dengan memanaskan baja hingga menjadi fasa austenit penuh dan didinginkan di udara (pendinginan tungku) hingga mencapai suhu kamar. Fasa yang dihasilkan berstruktur ferrite dan pearlite tergantung komposisi unsure karbon.
Normalizing pada umumnya menghasilkan struktur yang halus, sehinga
baja dengan komposisi kimia yang sama akan memiliki yiel strength, UTS, kekerasan, dan impact strength akan lebih tinggi dari pada hasil full annealling.
Normalizing dapat juga dilakukan pada benda hasil tempa untuk menghilangkan
tegangan dalam dan menghaluskan butiran kristalnya. Sehingga sifat mekanisnya menjadi lebih baik. Normalizing dapat juga menghomogenkan struktur mikro sehingga dapat memberi hasil yang bagus dalam proses hardening, sehingga ummnya sebelum dihardening baja harus di normalizing terlebih dahulu.
Pada normalizing pemanasan sebaiknya tidak terlalu tinggi karena butir kristal austenit yang terjadi akan terlalu besar, sehingga pada pendinginan cepat ferit proeutektoid akan membentuk struktur Widmanstaten yang berupa pelat-pelat
35
ferrit yang sejajar, yang tumbuh didalam butir kristal austenit kasar yang akan menurunkan keuletan/ketangguhan suatu baja. Pada pendinginan yang agak cepat inti ferrit proeutektoid tidak tumbuh secara normal menjadi butir-butir kristal, tetapi akan tumbuh dengan cepat membentuk ferrit berupa pelat kearah bidang kristalografik tertentu didalam butir austenit.
Normalizing menyebabkan letak titik eutektoid juga akan berubah menjadi lebih kekiri untuk baja hypereutektoid, jadi titik eutektoid tidak lagi 0,8% C. Pendinginan yang lebih cepat akan menyebabkan lamel sementit pada perlit menjadi lebih tipis juga sementit network pada baja hipereutektoid menjadi lebih tipis atau terputus-putus. Normalizing pada umumnya menghasilkan struktur yang halus, sehingga baja dengan komposisi kimia yang sama akan memiliki yiel
srength, UTS, kekerasan, dan impak strength akan lebih tinggi dari pada hasil full annealing.
3.2.3 Temper
Baja yang telah dikeraskan bersifat rapuh dan tidak cocok untuk digunakan. Melaui temper, kekerasan dan kerapuhan dapat diturunkan sampai memenuhi persyaratan penggunaan. Kekerasan turun, kekuatan tarik akan turrun pula sedangkan ketangguhan dan keuletan baja akan meningkat. Proses temper terdiri dari pemanasan kembali dari baja yang telah dikeraskan pada suhu dibawah suhu kritis, disusul dengan pendinginan. Meskipun proses ini menghasilakn baja yang lebih lunak, proses ini berbeda dengan proses anil karena di sini sefat-sidat fisis dapat dikendalikan dengan cermat. Struktur akhir anil temper baja yang dikersakan dissebut martensit temper.
Temper dimungkinkan oleh karena struktur martensit tidak stabil. Temper pada suhu rendah antara 150-230oC tidak akan menghasilkan penurunan kekerasan yang berarti, karena pemanasan akan menghilangkan tegangan dalam terlebih dahulu. Bila menjadi martensit terurai lebih cepat dan sekitar 305oC perubahan fasa menjadi martensit temper berlangsung dengan cepat.
36
Proses temper terdiri dari prespitasi dan penggumpalan atau pertumbuhan sementit. Pengendapan sementit terjadi pada 315oC diiringi dengan penurunan kekerasan. Peningkatan suhu akan mempercepat penggumpalan karbida, sementara kekerasan turun terus.
Unsur paduan mempunyai pengaruh yang berarti atas temper, pengaruhnya menghambat laju pelunakan sehingga baja paduan akan memerlukan suhu temper yang lebih tinggi untuk mencapai kekerasan tertentu. Pada proses temper perlu diperhatikan suhu maupun waktu. Meskipun pelunakan terjadi pada saat-saat pertama setelah suhu temper dicapai, selama pemanasan (yang cukup lama) terjadi penurunan kekerasan. Biasanya baja dipanskan sampai suhu tertentu kemudian dibiarkan cukup lama sampai duhu merata.
Ada dua proses khusus di mana diterapkan pencelupan tertunda. Baja yang dikeraskan dicelup dalam dapur garam pada suhu yang lebih rendah sebelum didinginkan lebih lanjut. Proses yang dikenal dengan nama austemper dan martemper memungkinkan diperolehnya sifat fisik khusus.
Austemper
Proses pencelupan tertunda seperti tampak pada diagram 3.5 disebut austemper. Austenit mengalami transformasi isotermal dan berubah menjadi bainit (bainete) yang keras. Benda atau bagian harus dicelup dengan cepat sampai mencapai suhu yang tepat, tanpa memotong ujung kurva diagram transformasi. Baja dibiarkan diatas garis Ms akan tetapi dibawah 430oC.
37
Bila dibiarkan cukup lama, akan diperoleh struktur bainit. Di bawah mikroskop struktur bainit mirip dengan martensit, akan tetapii bainit lebih ulet dibandingkan dengan martensit temper. Proses ini diterapkan unutk benda yang kecil dengan kemampuan pengerasan yang baik.
Martensit
Baja didinginkan dengan cepat dari daerah austenit sampai suhu diatas garis Ms. Baja dibiarkan cukup lama sehingga suhu merata, artinya bagian luar
dan dalam telah mencapai suhu yang sama. Setelah itu baja biasanya didinginkan di udara sampai mencapai suhu ruang dan terbentuklah martensit. Baja dipanskan kembali, suhu tergantung pada kadar karbon dan pada unsur paduan, untuk baja karbon dengan dengan C = 0,40%, suhu adalah 370oC. Tujuan utama martemper adalah untuk menekan distorsi, terjadinya retak atau timbulnya tegangan dalam akibat pencelupan dalam minyak atau air. Struktur yang terjadi sama dengan martensit temper, dan biasanya disusul temper lagi.
38
3.3 Speroidisasi (Spherodizing)
Merupakan proses perlakuan panas untuk menghasilkan struktur carbida berbentuk bulat (spheroid) pada matriks ferrite. Pada proses spherodizing ini akan memperbaiki mechinibility pada baja paduan kadar karbon tinggi. Secara sederhana dapat dijelaskan sebagai berikut: bahwa baja hyper eutectoid yang dianneal itu mempunyai strutur yang terdiri dari pearlite yang terbungkus oleh jaringan cemented. Adanya jaringan cemented (cemented network) ini menyebabkan baja hypereutectoid ini mempunyai machinibility rendah, untuk memperbaikinya maka cement network tersebut harus dihancurkan dengan proses spherodizing. Spherodizing ini dilaksanakan dengan melakukan pemanasan sampai sekitar temprature kritis A1 bawah atau sedikit dibawahnya dan dibiarkan pada temprature tersebut dalam waktu yang lama (sekitar 24 jam) baru kemudian didinginkan. Karena berada pada temprature yang tinggi dalam waktu yang lama maka cemented yang tadinya berbentuk plat atau lempengan itu akan hancur menjadi bola-bola kecil (sphere) yang disebut dengan spherodite yang tersebar dalam matriks ferrite.
Spherodizing merupakan proses pemanasan baja sedikit dibawah
temperatur kritis bawahnya sehingga menghasilkan karbida berbentuk bola-bola kecil (sphere) dalam matrik ferit. Tujuan proses ini adalah untuk memperbaiki sifat mampu mesin (machinability) dari baja.
Perlakuan pemanasan untuk menghasilkan karbida yang berbentuk bulat (globular) di dalam logam baja. Adapun alasan bidang ini disesuaikan dengan kebutuhan pada bidang industri yang semakin modern, dalam hal ini adalah pengembangan sifat – sifat dari logam. Yang mana mempunyai kekerasan yang baik tapi juga ulet. Dimana aplikasinya digunakan pada alat – alat potong, alat – alat pahat, roda gigi atau kontruksi mesin yang sering mengalami kontak antara bahan satu dengan bahan lainnya.
39
Untuk menghilangkan struktur yang berbutir kasar yang diperoleh dari proses pengerjaan yang sebelumnya dialami oleh baja.
Untuk mengeleminasi struktur yang kasar yang diperoleh dari akibat pendinginan yang lambat pada proses anil.
Menghaluskan ukuran ferit dan pearlite.
Penormalan juga diterapkan pada baja dikarburasi atau pada baja-baja perkakas untuk menghilangkan jaringan sementit yang kontinyu yang mengelilingi pearlite karena pendinginan yang lambat akan memudahkan terbentuknya jaringan sementi yang kontinyu.
Memodifikasi dan menghaluskan struktur cor dendritik.
Penormalan dapat mencegah distorsi dan memperbaiki mampu mesin bajabaja paduan yang dikarburasi karen atemperatur penormalan lebih tinggi dari temperatu pengarbonan.
Penormalan memperbaiki sifat-sifat mekanik.
3.4 Aplikasi Proses Heat Treatment
Aluminium adalah material yang banyak sekali digunakan untuk konstruksi, mulai dari sepeda, otomotif, kapal laut hingga pesawat udara. Keunggulan material aluminium adalah berat jenisnya yang ringan dan kekuatannya yang dapat ditingkatkan sesuai dengan kebutuhan. Kekuatan aluminium biasanya ditingkatkan dengan cara paduan (alloying) dan memberi perlakuan panas (heat treatment).Paduan aluminium merupakan material utama yang saat ini digunakan industri pesawat terbang komersial. Aluminium dipilih karena memiliki sifat ringan dan kekuatannya dapat dibentuk dengan cara dipadu dengan unsur lain. Permasalahan yang dihadapi adalah pemilihan jenis unsur apa yang akan dipadu dengan aluminium untuk mendapatkan karakteristik material yang dibutuhkan. Unsur paduan yang ditambahkan dan perlakuan panas (heat treatment) yang diberikan pada aluminium selama pemrosesan sangat mempengaruhi sifat paduan aluminium yang dihasilkan. Awalnya paduan aluminium dikembangkan dengan tujuan mendapatkan material yang kuat dan ringan.
40
Namun, seiring dengan berkembangnya kebutuhan struktur pesawat udara komersial dengan ukuran yang semakin besar,material yang dibutuhkan tidak hanya kuat dan ringan saja. Dewasa ini paduanaluminium dikembangkan untuk mendapatkan material yang kuat, ringan, usia pakai yang lama, biaya produksi rendah, toleransi kegagalan tinggi, dan tahanan korosi yang baik.Sekitar tahun 1900 duralium, paduan aluminium dengan tembaga,magnesium, dan mangan, petama kali diperkenalkan di Jerman. Jenis ini merupakan paduan aluninium yang dapat diberi perlakuan panas (heat treatment) dan menghasilkan kombinasi kekuatan dan keuletan yang baik.
Saat ini paduan ini dikenal dengan nama aluminium 2017-T4. Pesawat udara yang pertama kali memakai struktur rangka aluminium adalah Junkers F13 yang diproduksi di Jerman pada tahun 1920 dan kemudian disusul Douglas DC3 yang memakai aluminium 2024-T3. Keunggulan aluminium 2024-T3 adalah memiliki tahanan fatik yang lebih baik dari versi sejenisnya. Boeing-777 merupakan pesawat udara komersial terbesar dengan dua mesin propulsi yang menggunakan material struktur utama dari aluminium. Sekitar 70 persen struktur Boeing-777 dibuat dari material paduan aluminium. Struktur upper wing Boeing-777 dibuat dari lempengan dan ekstrusi aluminium 7055-T7751. Paduan ini dipilih karena memiliki kekuataan dan tahanan retak yang lebih baik dari aluminium7150-T7. Sedangkan struktur fuselage dibuat dari aluminium 2524-T3 yang merupakan modifikasi dari aluminium 2024-T3. modifikasi ini dilakukan untuk meningkatkan tahanan retak (fracture toughness) dan kemampuan menghambat kelelahan struktur akibat pertumbuhan retak (fatigue crack growth resistance). Pengembangan paduan aluminium untuk struktur Boeing-777 ini dilakukan oleh Alcoa.
41
BAB IV
KESIMPULAN & SARAN
5.1 Kesimpulan
1. Heat treatment ialah suatu cara yang mengakibatkan perubahan struktur bahan melalui penyolderan atau penyerapan panas: dalam bentuk bahan tetap sama (kecuali perubahan akibat regangan panas).
2. Proses-proses dalam Heat treatment pada suatu material antara lain
Untuk memperbaiki sifat kekerasan material (hardening )
Untuk memperbaiki sifat keuletan material (softening )
3. Hardening: Teknik perlakuan panas untuk mendapatkan material yang lebih keras dibanding sebelumnya, contohnya karburasi, nitriding, sianiding, dan quenching
4. Softening: Teknik perlakuan panas untuk mendapatkan material yang lebih ulet/elastis dibanging sebelumnya, contohnya normalizing, annealing, dan tempering
5. Sperodizing merupakan teknik perlakuan panas untuk mendapatkan material yang memiliki sifat keras namun elastis
5.2 Saran
1. Waktu dan temperatur setiap material supaya diperhatikan selama proses Heat Treatment
2. Pada saat proses pendinginan setelah heat treatment supaya diperhatikan temperatur setiap perlakuan pada material tersebut
42
DAFTAR PUSTAKA
Alexander, W.O., 1991 Dasar Metalurgy Untuk Rekayasawan, Gramedia: Jakarta B.H. Amstead, Philip F Ostwald dan Myron L. Brgman, 1981, Teknologi Mekanik
jilid I, hal 141
Mubarok, Fahmi, 2008, Metallurgy I, Lecture XII-XIII, Metallurgy Lab. Mech. Eng. Dept ITS: Surabaya
Noname, Online <http://www.scribd.com/doc/44350603/Bab-i-Heat-Treatment-Felly-Acc-Tulis>, Akses 29 Maret 2011
Prayitno, Adhi, Ismet Inonu , 1999, Pengaruh Perbedaan Waktu Penahanan
Suhu Stabil Terhadap Kekerasan
Smallman, Bishop, 1999, Metalurgi Fisik Modern dan Rekayasa Material, Erlangga : Jakarta.