BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1. Sejarah Singkat Perusahaan
PT. Ancol Terang Metal Printing Industri yang berkedudukan di kawasan industri ancol, pada awalnya hanya bergerak pada proses printing. Seiring dengan meningkatnya jumlah pelanggan serta melihat pangsa pasar yang terus meningkat sehingga perusahaan membuat bagian tutup botol dan mendirikan plant baru yang berada di pegudangan Kapuk Jakarta Utara, plant ini berdiri tahun 1984 dan merupakan salah satu pabrik yang memproduksi kemasan dalam bentuk logam (metal) untuk berbagai produk, baik makanan dan minuman serta kimia. Di perusahaan ini dibagi menjadi beberapa bagian yaitu , bagian pencetakan (printing) logo pada material untuk produk pelanggan, sesuai dengan desain yang diinginkan pelanggan, bagian pembuatan kaleng, baik makanan, minuman, maupun kimia dan terakhir bagian tutup botol (crown cork).
Seiring dengan meningkatnya jumlah pesanan tutup botol, PT. ATP saat ini memiliki beberapa pelanggan tetap antara lain :
NO NAMA PELANGGAN JUMLAH TYPE
1 PT. COCA COLA GROUP 15
2 PT. MULTI BINTANG INDONESIA 3
3 PT. ORANG TUA GROUP 2
4 PT. SOSRO 2
5 PT. DELTA 3
6 PT. SOUTH PACIFIC 2
7 PT. HEINZ ABC INDONESIA 2
4.2. Struktur Organisasi Perusahaan
Struktur organisasi di suatu perusahaan sangat penting sebagai alat koordinasi kegiatan dan tugas seluruh anggotanya, yang mana masing-masing sudah mengetahui tanggung jawab dan wewenang. Dengan demikian duplikat pekerjaan ataupun konflik dapat dihindari, dan pada akhirnya perusahaan dapat mencapai tujuan dengan efektif dan efesien.
Perusahaan ini dipimpin oleh seorang direktur yang akan memberikan kebijakan terhadap karyawannya, setelah mengetahui kondisi perusahaan yang dipimpinnya setelah mendapat laporan dari manager. Bentuk struktur organisasi PT. ATP adalah berdasarkan bagian (division) dimana para manager sebagai pimimpin divisi tersebut memiliki pemimpin bagian (foreman).
Gambar.4.1. Struktur Organisasi STRUKTUR ORGANISASI PT. ATP PRODUKSI DAN ENGINEERING PURCHASING QUALITY CONTROL MANAGER DIREKTUR HUMAN RESOURCE ACCOUNTING SLITER DELIVERI INCOMING WAREHOUSE PACKING LINING PEMELIHARAAN PENGEPRESSAN
4.3. Kegiatan dan hasil produksi
Bidang usaha PT. ATP adalah melakukan pembuatan kemasan berbahan dasar logam yang dapat digunakan baik untuk makanan, minuman, maupun kimia. Terdapat berbagai jenis produk kemasan yang dihasilkan pabrik ini antara lain :
1. Untuk kemasan makanan yaitu, kaleng biscuit Roma, sarden ABC. 2. Untuk kemasan minuman, susu pronagen, Indomilk, Enercal.
3. Untuk kemasan kimia, Pelumas Pertamina, lem Fox, shoe polish dan bermacam-macam Merk cat.
4. Tutup botol antara lain : Sprite, Cocacola, Fanta, Frestea, bir bintang dll.
4.4. Bagian Produksi
Dalam penulisan tugas akhir ini dibatasi pada mesin lining dimana mesin tersebut digunakan pada proses pembuatan tutup botol, sehingga dalam pengumpulan data dan pengolahannya hanya dilakukan pada divisi pembuatan tutup botol. Pada divisi produksi tutup botol (crow cork) ada beberapa seksi antara lain :
1. Seksi pemotongan (Slitter). 2. Pengepressan.
3. Linning dan 4. Packing.
4.4.1. Bagian Pemotongan (Sliter)
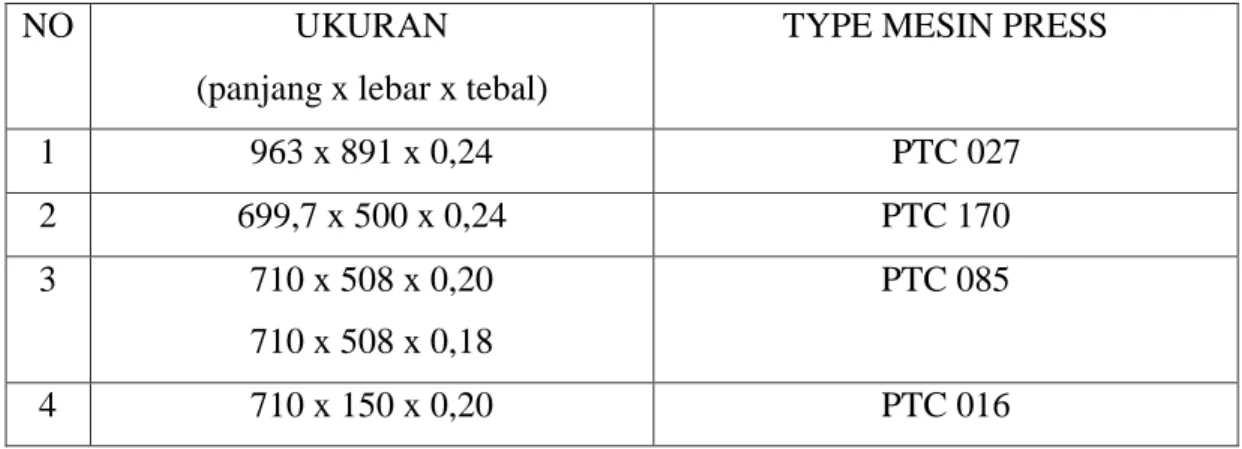
Merupakan salah satu bagian produksi yang bertugas memotong bahan yang akan masuk dalam proses produksi, bahan di ukur dan dipotong sesuai dengan panjang dan lebar kapasitas mesin press. Bagian pemotongan sebagai awal untuk menentukan kualitas dari tutup botol, karena berpengaruh pada saat proses produksi selanjutnya (pengepressan). Pemotongan dilakukan secara manual dengan tenaga manusia, yang mana tinggat ketelitian juga berbeda-beda. Beberapa alat Bantu yang digunakan pada bagian pemotongan yaitu : mesin pemotong (slito) dan alat Bantu ukur sperti siku, meteran dan beberapa alat khusus untuk menyeting mesin.
Table 4.2. ukuran sheet yang dipotong untuk proses pengepressan.¹
NO UKURAN
(panjang x lebar x tebal)
TYPE MESIN PRESS
1 963 x 891 x 0,24 PTC 027 2 699,7 x 500 x 0,24 PTC 170 3 710 x 508 x 0,20 710 x 508 x 0,18 PTC 085 4 710 x 150 x 0,20 PTC 016
Gambar.4.2. Mesin Slitter 4.4.2. Bagian Pengepressan
Bahan yang telah dipotong kemudian dikirim ke bagian pengepressan, yang berfungsi untuk memberikan bentuk bahan menjadi tutup botol sesuai dengan jenis tutup botol yang diinginkan pelanggan, dibagian pengepressan ini kesempurnaan bentuk atau dimensi tutup botol ditentukan oleh setting mesin yang tepat, sehingga kerugian akibat kerusakan pada proses pengepressan dapat dikurangi. Tutup botol kemudian masuk dalam proses lining.
Pada awal produksi sebelum proses pengepressan dilakukan secara terus menerus, setelah bahan terbentuk menjadi tutup botol maka quality control melakukan pengecekan terhadap dimensi dari tutup botol tersebut. Setelah mendapat persetujuan dari quality control maka proses pengepressan dapat dilakukan secara terus menerus. Pengecekan terhadap dimensi tutup botol dilakukan setiap satu jam
sekali. ini dilakukan untuk mengetahui apakah terjadi perubahan terhadap dimensi dari tutup botol tersebut.
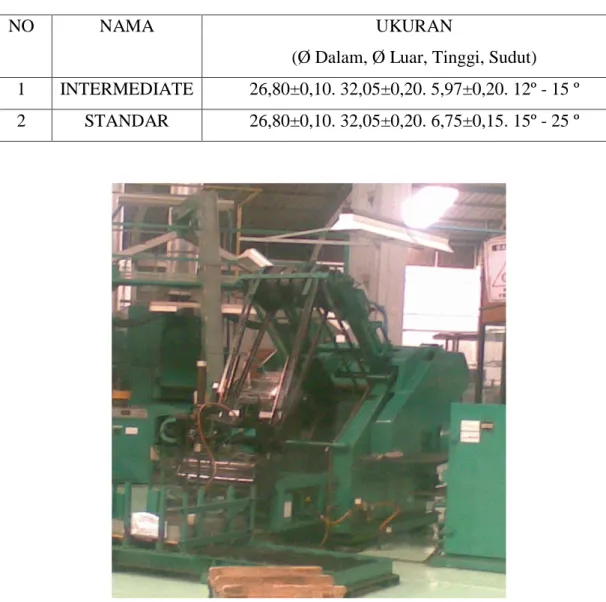
Table 4.3. Jenis-jenis tutup botol²
NO NAMA UKURAN
(Ø Dalam, Ø Luar, Tinggi, Sudut) 1 INTERMEDIATE 26,80±0,10. 32,05±0,20. 5,97±0,20. 12º - 15 º 2 STANDAR 26,80±0,10. 32,05±0,20. 6,75±0,15. 15º - 25 º
4.4.3 Bagian Lining
Pada proses ini tutup botol yang masih kosong pada diameter dalamnya diberi lapisan yang terbuat dari bahan dasar granulate, Pemberian bentuk liner dilakukan oleh punch profile mesin lining, penekanan punch profile setting awal dilakukan oleh operator produksi, Pada mesin lining ini semua komponen mesin merupakan critical
unit dimana jika salah satu komponen mesin lining rusak, maka proses selanjutnya
tidak dapat dilakukan.
Sebelum proses lining ini diproduksi pada awal produksi quality control melakukan penimbangan terhadap liner tersebut, penimbangan dilakukan setelah tutup botol masuk kedalam proses lining, dengan berat yang diijinkan yaitu tutup botol standar 299 ± 16 mg dan untuk tutup botol intermediate 190 ± 45 mg. setelah melalui proses pembentukan liner, tutup botol melalui konveyor masuk kedalam
colling fan untuk proses pendinginan.
Bahan dasar liner yang digunakan pada PT. ATP ini masih import, dan menggunakan beberapa merk antara lain seperti yang ditunjukkan tabel berikut :
Table 4.4. jenis-jenis liner³
No Merk Type
1 Daraform 6411,6475
2 Svelon 855,598
3 D Plast 681,355,356
Gambar.4.4. Mesin Lining
4.4.4 Bagian Pemeriksaan (Checker) dan Pengemasan (Packing) 4.4.4.1 Pemeriksaan (Checker)
Setiap tutup botol yang telah melalui proses pendinginan melalui ban berjalan
(Conveyor) tutup botol tersebut disortir oleh petugas sortir, sortir dilakukan baik
bagian dalam (liner) atau pun bagian luar (Design) agar tutup botol yang tidak masuk standar dan rusak tidak masuk kedalam counter. Pemeriksaan dilakukan dengan menggunakan penglihatan (Visual).
Terdapat beberapa item pemeriksaan untuk mengetahui kondisi tutup botol yang dihasilkan sesuai dengan standar yaitu :
1. Overfill
Kondisi bagian dalam (liner) tidak melebihi dari sisi diameter dalam tutup botol, apalagi sampai ke gigi-gigi (Corrugation).
2. Bolong
Tertutupnya semua bagian diameter dalam (liner) sehingga tidak terlihat bagian metal yang seharusnya tertutup dengan sempurna.
3. Penyok.
Tidak terjadinya perubahan bentuk dari tutup botol setelah proses lining, baik sebagian maupun hanya pada bagian gigi-giginya.
4. Kotor
Tutup botol tidak boleh terdapat kotoran atau debu yang menempel baik bagian dalam (liner), luar linernya maupun pada bagian desainnya.
5. Scratch
Tergoresnya tutup botol baik bagian dalam maupun luarnya (desainnya) tidak terlihat sepanjang tangan atau tidak menembus metal.
6. Double
Tidak terjadinya penumpukkan liner pada satu tutup botol. 7. Kosong
Tidak adanya liner pada bagian dalam tutup botol. 8. Lain-lain
Setelah melalui proses pemeriksaan (sortir) tutup botol masuk ke dalam alat hitung (counter).
Gambar.4.5. Mesin Conveyor 4.4.4.2 Pengemasan (Packing)
Bagian ini bertugas mengemas tutup botol dengan kardus (box), yang terlebih dahulu dihitung oleh mesin alat hitung (Rotary Counter), yang kemudian dikemas dalam kemasan isi dari tutup botol 10.000 Pcs. Sebelum masuk kedalam warehouse
finish good dalam proses pengemasan dilakukan pemberian label yang berguna jika
terjadi complaint dari pelanggan dapat diketahui tanggal, hari, line, team, shift produk dibuat.
Dibawah ini digambarkan diagram alur proses produksi secara umum di PT. ATP
Gambar.4.6. Diagram Alur Proses Produksi di PT. ATP
INSPEKSI INSPEKSI CROWN CORK CAN MAKING INSPEKSI PRINTING PROSES RAW MATERIAL WARE HOUSE CUSTOMER
Gambar.4.7. Proses Pembuatan tutup botol
4.5. Pengumpulan Data
Berdasarkan data-data yang diperoleh antara bulan Februari s/d April 2009 maka diketahui jumlah cacat pada tutup botol dapat diketahui, baik jenis maupun jumlah cacat yang terjadi pada proses produksi berjalan. Adapun jenis-jenis cacat pada tutup botol tidak hanya terjadi pada proses lining saja, tetapi proses sebelumnya
PEMOTONGAN PENGEPRESSAN INSPEKSI
LINING PENDINGINAN
INSPEKSI
juga sangat berpengaruh terhadap proses lining, tabel dibawah ini menunjukkan proses dan cacat yang mungkin terjadi pada proses berjalan.
Tabel 4.5. Proses dan Kemungkinan cacat²
PROSES JENIS CACAT
PRINO Missprint Lepas Rontok Off center PRESS Sumbing Gepeng Scratch Setting Overfill Tipis/Bolong LINING Penyok Kotor/Kasar Scratch OVEN Gosong Mentah Kotor Test Lab
TEST Test Compound
Test Punch
Dari data cacat diatas maka dapat dilihat seberapa besar proses tersebut mengalami kegagalan produk, hal itu dapat diketahui melalui lembar periksa atau
laporan harian spoilage. Pada proses pembuatan tutup botol, ada beberapa proses yang dilakukan sebelum masuk proses lining yaitu pemotongan dan pengepressan.
Tabel.4.6 Spoilage produksi tutup botol
BASE TARGET 2007 2008 JAN FEB MAR APR BASE 0.34
TARGET 0.30 0.29 0.29 0.29 0.29 0.29 0.29 0.29 0.30
ACTUAL 0.28 0.29 0.57 0.49 0.43
SPL WC 0.28 0.29 0.57 0.49 0.43
Gambar.4.8. Grafik Spoilage
spoilage 0 0.1 0.2 0.3 0.4 0.5 0.6 BAS E TAR GE T 2007 2008 JA N FEB MAR APR pe rs e nt a s e
5.3. Kegiatan Penurunan Cacat Tutup Botol Pada Proses Lining.
5.3.1. Penentuan Masalah.
Berdasarkan pada data-data yang diperoleh dari bagian lining bahwa kerusakan tutup botol pada proses lining cukup tinggi antara bulan Februari s/d April 2009 melebihi target yang diijinkan sebesar 0.29%. dengan kerusakan sebesar 0,43%. Sehingga dibutuhkan lembur untuk memenuhi target produksi yang telah ditetapkan. Sehingga diperlukan tindakan untuk menurunkan jumlah kerusakan tutup botol pada proses lining minimal sesuai dengan target yang telah ditentukan yaitu 0,29%.
Tindakan ini dimaksud agar proses dapat memenuhi target produksi setiap bulannya sehingga tidak mengganggu pada proses produksi lainnya. Hal ini juga diharapkan tidak mengganggu jika terjadi pengiriman mendadak.
Untuk mendapatkan hasil yang efektif dan efesien, maka perbaikan ini sebaiknya dilakukan secara tepat dengan mengikuti beberapa langkah yang harus dijalankan sehingga dapat diketahui secara pasti penyebab, dan mencari akar dari permasalahan yang sebenarnya dan tindakan perbaikan yang harus dilakukan.
5.3.2 Pengumpulan Data
Seperti telah dijelaskan sebelumnya, operator mesin lining membuat laporan harian kerusakan tutup botol akibat proses lining dari laporan harian ini dikumpulkan yang kemudian dibuat laporan bulanan. Dalam laporan ini terdapat total produk yang dibuat, yang cacat dan yang sesuai dengan standar dari rencana mingguan dapat diketahui bahwa total produksi untuk mesin lining PMC 250 adalah 32.042.000 Pcs,
dengan jumlah kerusakan 138.794 Pcs. Laporan kerusakan proses produksi disusun dalam bentuk lembar periksa.
Untuk melihat perbandingan kualitas tutup botol pada bulan - bulan lalu atau tahun sebelumnya digambarkan dalam format diagram batang, sehingga dapat diketahui pada bulan – bulan tersebut jumlah kerusakan tutup botol pada proses lining melebihi parameter yang diijinkan, (0.29%). Dari lembar periksa dapat diketahui masalah yang terbesar yang sering terjadi, sehingga memudahkan untuk menentukan masalah yang akan dibahas.
Tabel.4.8. Tabel Spoilage Produksi
BASE TARGET 2007 2008 JAN FEB MAR APR MEI
BASE 0.34
TARGET 0.3 0.29 0.29 0.29 0.29 0.29 0.29 0.29 0.3
ACTUAL 0.28 0.29 0.57 0.49 0.43
SPL WC 0.28 0.29 0.57 0.49 0.43
Gambar.4.9. Diagram Batang dari target kerusakan pada proses lining.
spoilage 0 0.1 0.2 0.3 0.4 0.5 0.6 BAS E TAR GE T 2007 2008 JA N FEB MAR APR pe rs e nt a s e
5.3.3 mengetahui Masalah Utama
Dalam melakukan perbaikan pada proses lining ini diperlukan penetapan prioritas masalah yang akan diselesaikan. Masalah prioritas ini dapat diketahui dengan menggunakan diagram pareto (pareto graph) yang dapat menyusun tingkat masalah yang ditemukan dari yang terbanyak hingga masalah yang paling sedikit.
Berdasar dari data-data yang ada pada bagian produksi pada bulan pebruary sampai dengan April 2009 diketahui seberapa besar kerusakan tutup botol pada proses lining, dari data-data yang ada dapat diketahui bahwa jenis cacat dan besar ratio kerusakan tutup botol yaitu : Overfill 25.33%, bolong 13.66%, Double 13.47%, penyok 11.46%, Scratch 10.38%, kosong 9.09%, Kotor 8.49%, , lain-lain sebesar 8.12%. dari data-data dapat diketahui bahwa jenis prioritas masalah yang akan dilaksanakan untuk tindakan perbaikan.
Tabel. 4.9. jumlah Cacat Tutup Botol
NO ITEM JANUARI FEBRUARI MARET APRIL TOTAL
REJECT SPOILAGE RASIO 1 SCRATCH 2884 4845 2858 3815 14402 10.38% 2 PENYOK 3457 5121 4341 2985 15904 11.46% 3 DOUBLE 3585 5342 5412 4358 18697 13.47% 4 OVERFILL 7987 10512 9814 6845 35158 25.33% 5 BOLONG 3885 6851 4911 3319 18966 13.66% 6 KOTOR 2169 2878 3915 2821 11783 8.49% 7 KOSONG 2059 3852 3855 2854 12620 9.09%
8 LAIN LAIN 1975 3415 3860 2014 11264 8.12% REJECT 28001 42816 38966 29011 138794 TOTAL OK 9771999 7499184 7911034 6720989 31903206 TOTAL PROD 9800000 7542000 7950000 6750000 32042000 RASIO REJECT 0.29% 0.57% 0.49% 0.43% 0.43% RASIO OK 99.71% 99.43% 99.51% 99.57% 99.57%
Gambar.4.10. Grafik Spoilage Rasio
SPOILAGE RASIO 10.38% 11.46% 13.47% 25.33% 13.66% 8.49% 9.09% 8.12% 0% 5% 10% 15% 20% 25% 30% SCR ATC H PEN YO K DO UBLE OV ERFI LL BO LON G KO TO R KO SO NG LAIN LA IN pe rs e nt a s e
Gambar.4.11. Grafik Spoilage
5.3.4 Mencari Akar Penyebab Masalah
Guna mengetahui akar permasalahan yang menyebabkan tingginya spoilage tutup botol pada proses lining yang menjadi penyebab tingginya rasio kerusakan tutup botol pada proses lining di bulan Februari sampai dengan April 2009 pada umumnya dan pada kerusakan overfill khususnya. Maka kita menemukan alat Bantu berupa diagram tulang ikan (fish bone diagram). Hasil dari sumbang saran (brainstroming) yang diutarakan oleh beberapa karyawan dalam suatu diskusi disusun berdasarkan analisa yang disebabkan dari beberapa faktor seperti manusia, metode, mesin, material, dan lingkungan.
Beberapa penyebab masalah yang didapat akan diuraikan kembali hingga menemukan akar permasalahan yang sebenarnya. Penyebab yang dikemukakan harus
Spoilage 0 2000 4000 6000 8000 10000 12000
JANUARI FEBRUARI MARET APRIL
(P
c
s
)
SCRATCH PENYOK DOUBLE OVERFILL
berhubungan dengan masalah jenis kerusakan overfill agar pelaksanaan perbaikan kualitas ini dapat berjalan secara efektif.
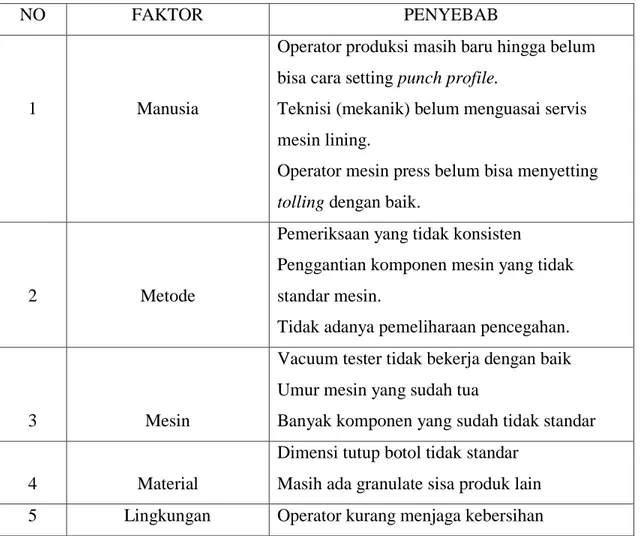
Tabel dibawah ini adalah beberapa faktor penyebab kerusakan tutup botol pada proses lining:
Tabel .4.10. Faktor penyebab kerusakan proses lining
NO FAKTOR PENYEBAB
1 Manusia
Operator produksi masih baru hingga belum bisa cara setting punch profile.
Teknisi (mekanik) belum menguasai servis mesin lining.
Operator mesin press belum bisa menyetting
tolling dengan baik.
2 Metode
Pemeriksaan yang tidak konsisten
Penggantian komponen mesin yang tidak standar mesin.
Tidak adanya pemeliharaan pencegahan.
3 Mesin
Vacuum tester tidak bekerja dengan baik Umur mesin yang sudah tua
Banyak komponen yang sudah tidak standar
4 Material
Dimensi tutup botol tidak standar Masih ada granulate sisa produk lain 5 Lingkungan Operator kurang menjaga kebersihan
Gambar.4.12. Grafik Spoilage
Gambar.4.13. Diagram Tulang Ikan.
14402 15904 18697 35158 18966 11783 12620 11264 0 5000 10000 15000 20000 25000 30000 35000 40000 SCR ATC H PEN YO K DO UBLE OV ER FILL BO LON G KO TOR KO SO NG LAIN LA IN
MENCARI PENYEBAB MASALAH
Belum menguasai Tidak terjaga kebersihan mesin
Belum mengetahui masih baru Point pemeriksaan
pemeriksaan tidak konsisten
Cacat Overfill Kebersihan tidak dijaga
Hasil press tidak standar
cutter tumpul vaccum tester tidak fungsi
setting mesin O Ring Seal Rusak tidak tepat dipakai untuk sortir
LINGKUNGAN MANUSIA METODE
MESIN MATERIAL