BAB II
LANDASAN TEORI
2.1 Teori Dasar Konstruksi Ban
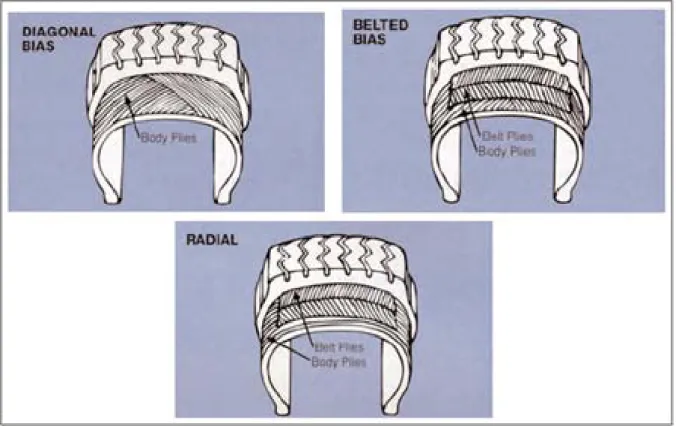
Secara umum ban ada 3 jenis, yaitu : ban diagonal bias, belted bias dan radial (tubeless). Ban diagonal bias adalah ban dengan konstruksi ply3 dengan sudut potongan kurang dari 90O terhadap garis tengah tread, ban belted bias adalah ban diagonal bias yang diberi penguat berupa steel belt antara tread dan ply, sedangkan ban radial adalah ban dengan konstruksi ply bersudut potongan 90O terhadap garis tengah tread. Dalam tugas akhir ini penulis menitik beratkan pembahasan hanya kepada konstruksi ban dengan jenis ban radial.
Gambar 2.1. Perbedaan Konstruksi Ply atau Carcass Pada Ban radial dan Ban bias
3 Ply : kain ban yang terbuat dari anyaman benang polyester yang dilapisi karet pada bagian atas dan bawahnya.
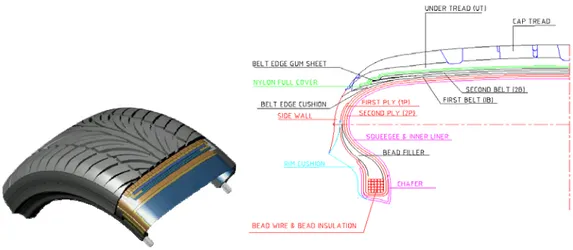
Gambar 2.2. Konstruksi Ban radial
Detail konstruksi penampang ban radial dapat dilihat pada gambar 2.2 diatas Ban radial dibagi dalam 7 komponen penting, yaitu :
1 Tread
a. Cap tread b. Under tread c. Wing tip
Gambar. 2.3. Konstruksi Tread
Ga 2 Sidewall
a. Sidewall
b. Belt edge cushion (BEC) c. Rim cushion (RC
mbar. 2.4. Konstruksi Sidewall
3 Steel belt
a. Steel belt 1 (first belt/1B) b. Steel belt 2 (second belt/2B)
Edge tape c. Edge tape (belt edge gum sheet)
Gambar. 2.5. Konstruksi Steel belt 9
/ Jointless 4 Nylon Cover
a. Nylon full cover b. Nylon edge cover c. Jointless
Gambar. 2.6. Konstruksi nylon cover
5 Bead
a. Bead filler b. Bead wire
Gambar. 2.7. Konstruksi bead
6 Tubeless
a. Squegee b. Inner liner
7 Ply atau Carcass
a. Ply 1 (first ply (1P))
b. Ply 2 (second ply (2P)) Gambar. 2.8. Konstruksi ply dan tubeless
Dalam tugas akhir ini pembahasan komponen penyusun ban hanya difokuskan kepada ply atau carcass, karena hanya komponen ban ini yang dilakukan proses radiasi.
2.1.1 Ply atau Carcass
Ply merupakan lapisan ban yang terbuat dari lembaran kain polyester yang dilapisi lembaran compound pada bagian atas dan bawahnya. Bagian ini yang akan dilakukan proses radiasi elektron.
Benang ply Compound
Fungsi ply :
1. Meredam benturan pada ban oleh benda lain
2. Menjaga bentuk ban (rangka ban) saat diisi angin dan diberi beban Ply
Gambar. 2.9. Detail konstruksi ply
2.2 Proses Pembuatan Ban Radial
Berikut ini flow chart pembuatan ban radial :
Gambar 2.10. Flow Chart Proses Produksi Ban Radial 12
2.2.1 Proses Produksi Ban Radial
Proses produksi ban radial terdiri dari beberapa urutan langkah produksi berikut ini: 1. Incoming (kedatangan) dan receiving (penerimaan) material, meliputi :
a. Kain ban / fabric / yarn
b. Karet / elastomer / polimer / rubber
c. Bahan kimia dan karbon aktif / reinforcing filler d. Oli proses
e. Kawat bead / bead wire f. Benang steel / steel cord 2. Proses mixing
3. Proses pembuatan ply/carcas, NE, NF dan Jointless, meliputi : a. Proses topping calendering
b. Proses EPS c. Proses ply cutting d. Proses slitting
4. Proses pembuatan steel belt, meliputi : a. Proses steel calendering
b. Proses steel cutting
5. Proses pembuatan bead finish, meliputi : a. Proses bead forming
b. Proses bead finishing
6. Proses pembuatan tubeless, innerliner / squeegee dan chafer, meliputi : a. Proses tubeless calendering
b. Proses tubeless assemblying
7. Proses pembuatan sidewall dan sidewall assembly, meliputi : 13
a. Proses sidewall extruding b. Proses sidewall assemblying 8. Proses pembuatan tread
a. Proses tread extruding 9. Proses assembly komponen ban
a. Proses building 10. Proses vulkanisasi ban
a. Proses curing ban 11. Proses finishing ban
a. Proses trimming
12. Proses inspeksi kualitas compound, proses dan produk ban, meliputi : a. Compound green strength test
b. Compound green elongation test c. Tackiness test
d. Adhesion test e. Uji dosimetri f. Visual inspection g. Static balance test h. Dynamic balance test i. Uniformity test j. Indoor test k. Outdoor test
2.2.2 Proses Mixing
Proses mixing adalah proses pembuatan compound karet. Caranya adalah dengan mencampur polimer (karet), reinforcing filler (carbon), oli proses (softener/pelunak) dan bahan kimia dalam sebuah mesin pencampur tertutup yang disebut mesin banbury menjadi lembaran compoound (Lihat Gbr. 2.12. Banbury mixer machine).
Gambar 2.11. Proses Mixing
Ram turun
naik Raw material masuk melalui
hopper door
Rotor berputar untuk mencampur raw material menjadi compound
Compound keluar melalui drop door
Gambar 2.12. Banbury Mixer Machine 15
2.2.3 Proses Topping Calendering
Langkah berikutnya adalah membawa compound ke proses topping calendaring. Proses Topping calendering adalah proses pembuatan treatment ply, treatment nylon dan treatment chafer. Caranya adalah dengan melapisi lembaran kain nylon/polyester/monofilament dengan compound tipis pada bagian bawah dan atasnya kemudian melewatkannya melalui suatu celah tipis antara 2 roll untuk menyatukannya.
Gambar 2.13. Proses Topping Calender
2.2.4 Proses EPS
Proses setelah proses topping calendering adalah proses EPS. Proses EPS (Electron-beam Processing System) adalah rangkaian proses radiasi treatment ply. Tahapannya adalah sebagai berikut :
1. Proses mempercepat elektron dengan cara menginduksi filament (sumber elektron) dengan arus bertegangan tinggi sehingga filament tersebut melepaskan elektron.
2. Elektron bebas yang terlepas dipercepat dan difokuskan dalam tabung vakum kemudian disebarkan dengan scanner dengan dimensi dan kerapatan yang bisa diatur sedemikian rupa sehingga sesuai dengan spesifikasi yang diharapkan.
3. Elektron yang dipercepat ini akan ditembakkan melewati suatu bahan tipis yang di sebut window foil ke treatment ply sebagai target iradiasi.
4. Elektron yang mengenai treatment ply akan memberikan efek ikatan silang dan menimbulkan efek prevulkanisasi yang akan merubah sifat fisik, kimia maupun biologi target secara permanen.
Mesin EPS yang ada di Gajah Tunggal Tbk adalah Mesin EPS NHV-500 KV 150 mA 180 cm
Gambar 2.14. Proses EPS
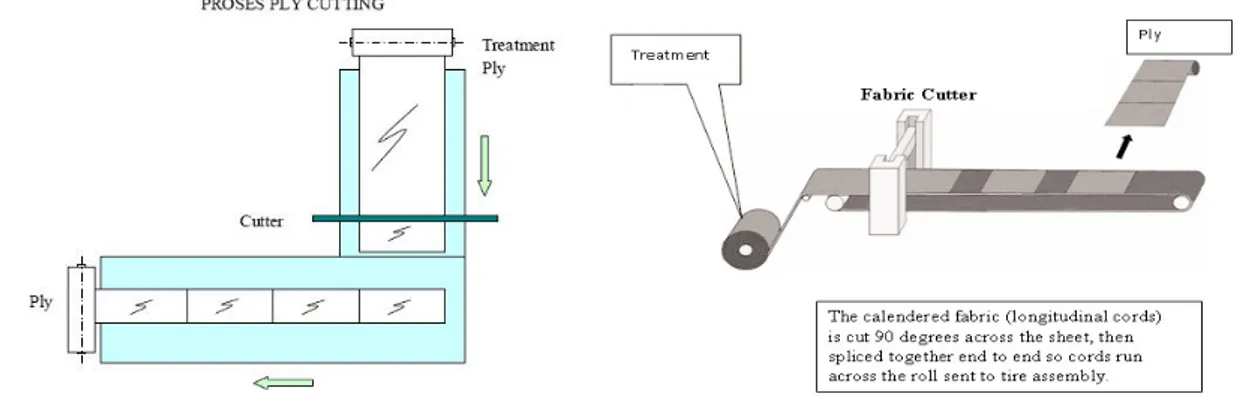
2.2.5 Proses Ply Cutting
Proses produksi setelah proses EPS adalah proses potong ply yang disebut sebagai proses ply cutting. Proses ply cutting adalah proses pembuatan ply. Caranya adalah dengan memotong treatment ply menjadi potongan-potongan ply dengan sudut potongan 90O.
Gambar 2.15. Proses Ply Cutting 90O
2.2.6 Proses Slitting
Selain ke proses ply cutting, hasil proses EPS juga ada yang dibawa ke proses slitting yaitu treatment nylon. Proses slitting sendiri adalah proses pembuatan NE (Nylon edge cover), NF (Nylon full cover) dan Jointless. Caranya adalah dengan membelah treatment nylon searah dengan arah benang nylon.
Gambar 2.16. Proses Slitting
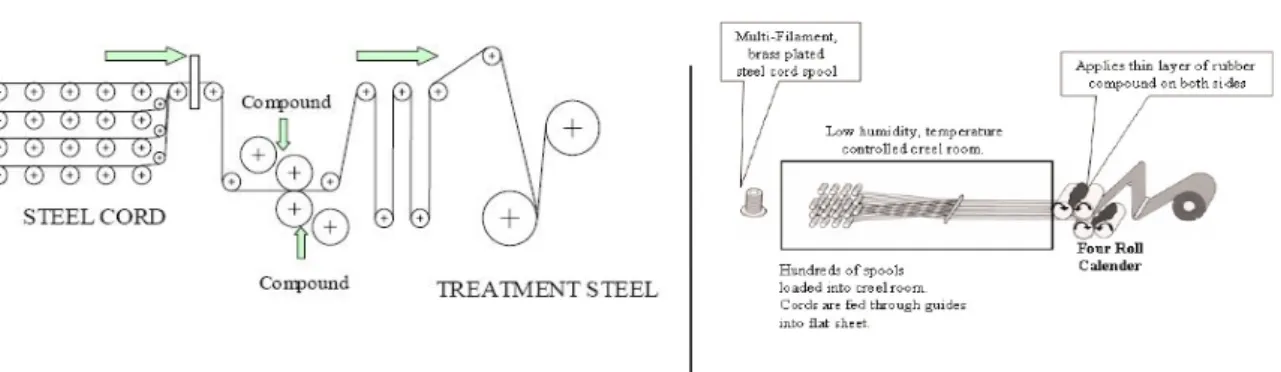
2.2.7 Proses Steel Calendering
Compound hasil proses mixing selain dibawa ke proses topping calendaring juga didistribusikan ke beberapa proses lain, diantaranya adalah proses steel calendaring. Proses steel calendering adalah proses pembuatan treatment steel. Caranya adalah dengan menyusun benang steel menjadi semacam kain steel dan melapisinya dengan compound tipis kemudian melewatkannya melalui celah tipis 2 roll calendar yang lain untuk menyatukannya.
Gambar 2.17. Proses Steel Calendering 18
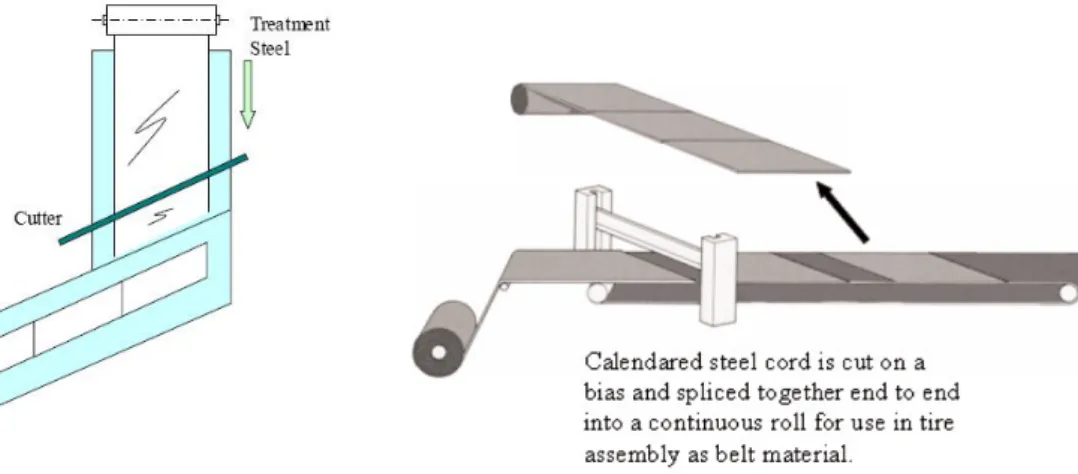
2.2.8 Proses Steel Cutting
Treatment steel hasil proses steel calendaring kemudian dibawa ke steel cutting. Proses steel cutting adalah proses pembuatan steel belt. Caranya adalah dengan memotong treatment steel dengan sudut potongan sebesar 60O.
Gambar 2.18. Proses Steel Cutting
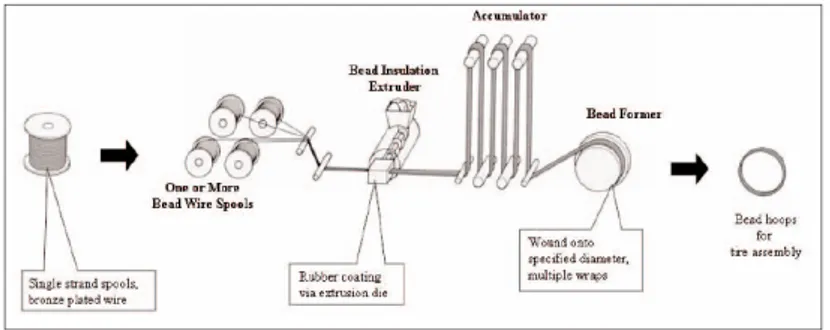
2.2.9 Proses Bead Forming
Compound dari mixing juga ada yang dibawa ke proses bead forming. Proses bead forming adalah proses pembuatan lingkaran bead umtuk dudukan rim. Caranya adalah dengan menyusun beberapa kawat bead sejajar kemudian melapisinya dengan compound tipis dan menggulungnya menjadi beberapa lapisan kawat dengan diameter sesuai spesifikasi yang diperlukan.
Gambar 2.19a. Proses Bead Forming
Gambar 2.19b. Proses Bead Forming
2.2.10 Proses Bead Finishing
Proses berikutnya setelah proses bead forming adalah proses bead finishing. Proses bead finishing adalah proses pembuatan bead finish. Caranya adalah dengan menggabungkan bead forming dengan apex bead menjadi satu.
Gambar 2.20. Proses Bead Finishing
2.2.11 Proses Tubeless Calendering
Compound dari mixing dibawa ke proses tubeless calendering Proses tubeless calendering adalah proses pembuatan inner liner dan squeegee yang kemudian langsung diassembly menjadi tubeless.
Gambar 2.21. Proses Tubeless Calendering 20
2.2.12 Proses Tubeless Assemblying
Proses setelah tubeless calendar adalah proses tubeless assemblying. Proses tubeless assemblying adalah proses assembly tubeless dengan rubber chafer.
Gambar 2.22. Proses Tubeless Asemblying
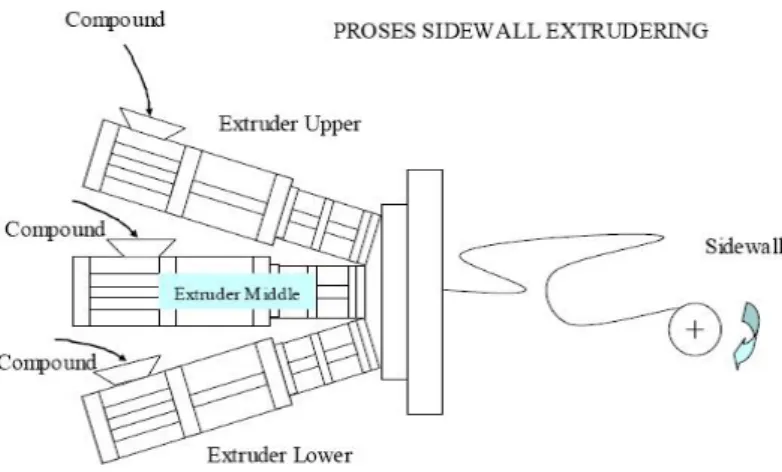
2.2.13 Proses Sidewall Extruding
Proses sidewall extruding adalah proses extrusi compound menjadi sidewall.
Gambar 2.23. Proses Sidewall Extruder
2.2.14 Proses Sidewall Assemblying
Sidewall hasil proses sidewall extruding dibawa ke proses sidewall assemblying. Proses sidewall assemblying adalah proses assembly sidewall dengan tubeless.
Gambar 2.24. Proses Sidewall Assemblying 21
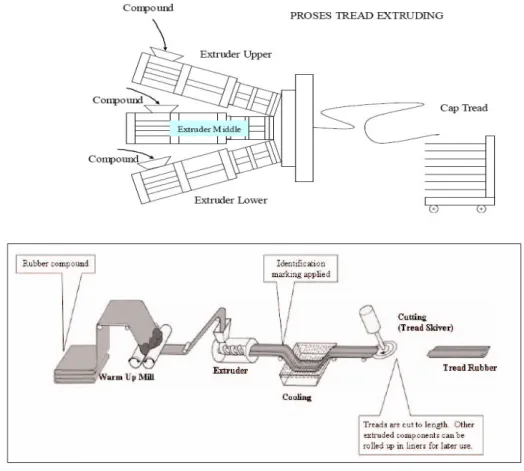
2.2.15 Proses Tread Extruding
Proses tread extruding adalah proses extrusi compound menjadi tread.
Gambar 2.25. Proses Cap Tread Extruding
2.2.16 Proses Building
Proses building adalah proses perakitan seluruh komponen ban berupa produk setengah jadi menjadi sebuah ban mentah (green tyre).
Gambar 2.26. Proses Building (Assemblying) 22
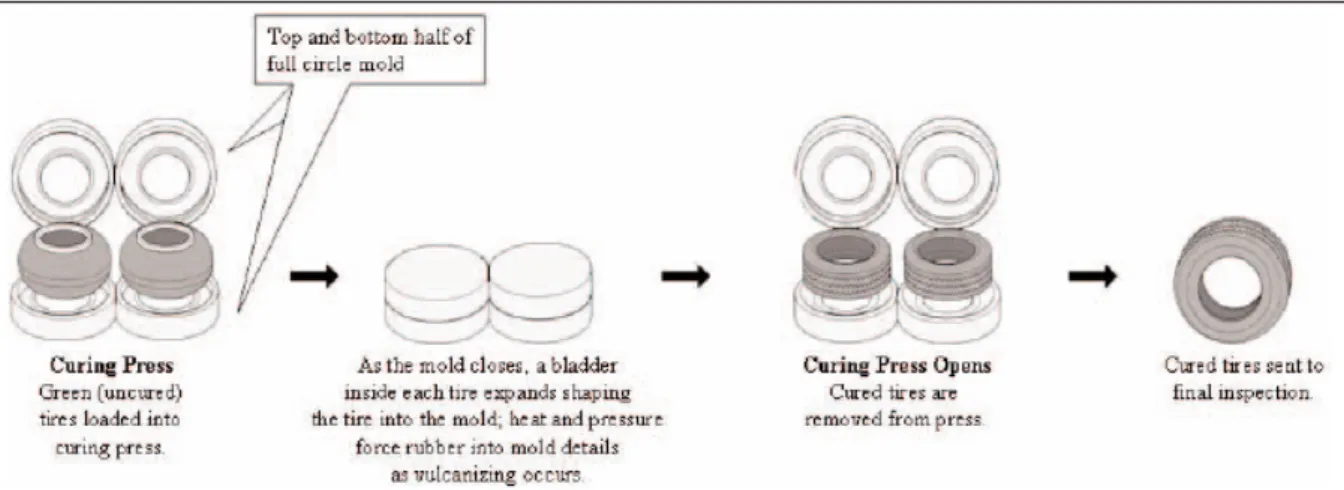
2.2.17 Proses Curing Ban
Green tyre kemudian dibawa ke proses curing. Proses curing adalah proses pemasakan ban dengan cara memasukkan green tyre4 ke dalam sebuah cetakan dengan diberi tekanan dan suhu tertentu.
Gambar 2.27. Proses Curing (Vulkanisasi)
2.2.18 Proses Trimming
Proses trimming adalah proses pemotongan sisa-sisa rambut ban dan overflow.
2.2.19 Proses Inspeksi
Proses inspeksi atau proses pemeriksaan meliputi : a. Compound testing
1. Compound green strength test
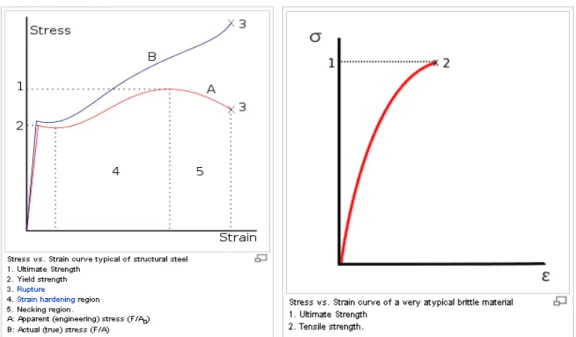
Compound green strength test adalah pengujian kekuatan pembebanan maksimum pada bagian penampang takik compound dengan cara ditarik sampai ultimate strength.
Gambar 2.28. Grafik Tensile Strength
Gambar 2.29. Dumble sample test tensile strength
Rumus :
σs
= F / A A = Thickness x Width Keterangan : σs = Tensile strength (N/mm2) F = Nilai pembebanan (N)A = Luas penampang takik dumble sample (mm2)
4 Green tyre : ban mentah
2. Compound green elongation test
Compound green elongation test adalah pengujian besarnya persentase perubahan panjang maksimum compound saat retak atau putus.
Gambar 2.30 Dumble sample test green elongation Rumus :
% Elongation = 100 x (EB / EO)
Keterangan :
% Elongation = % perpanjangan
EB = Panjang sample saat putus (mm) EO = Panjang sample awal = Length (mm)
3. Tackiness test
Tackiness test adalah pengujian nilai kerekatan compound saat ditempelkan dengan tekanan dan lama waktu tertentu.
Besar nilai tackiness ditunjukkan langsung oleh display indicator tackimeter.5
Roda naik turun dengan pembebanan Roda naik turun dengan pembebanan Sampel compound Sampel compound Sampel compound
Gambar 2.31. Sample test tackiness
.
b. In process testing
1. Uji keseragaman dosis radiasi (lihat point 2.3.2.12) 2. Uji kedalaman dosis radiasi (lihat point 2.3.2.12) 3. Uji dosis radiasi terserap (lihat point 2.3.2.12) 4. Adhesion test
Adhesion test adalah pengujian ketahanan kerekatan sample setelah divulkanisasi. Cara pembuatan samplenya adalah dengan menempelkan 2 lapis sample kemudian dimasak (divulkanisasi), ujung masing-masing sample dibuka. Cara pengujiannya adalah dengan menjepit ujung masing-masing sample dan menariknya dengan mesin pengujian berlawanan arah. Nilai kekuatan tarik dari awal sampai dengan kekuatan puncak (sltimate strength) akan ditampilkan langsung dilayar mesin.
Gambar 2.32. Adhesion test c. Visual inspection
Visual inspection adalah pemeriksaan kualitas permukaan ban secara visual. d. Static balance
Static balance adalah proses pemeriksaan keseimbangan ban pada saat diam. Ban ditimbang pada posisi diam. Berdasar perbedaan berat ban pada
masing sisinya akan diketahui titik tengah sumbu ban sebenarnya. Nilai static balance dihitung berdasar besar penyimpangan titik pusat sumbu ban hasil pengukuran terhadap titik tengah diameter ban. Hasil pengukuran langsung bisa dilihat pada jenis dan posisi marking pada ban.
e. Dynamic balance
Dynamic balance adalah proses pemeriksaan keseimbangan ban pada saat diputar. Ban ditimbang pada posisi diputar. Berdasar perbedaan berat ban pada masing-masing sisinya akan diketahui titik tengah sumbu ban bagian atas dan bagian bawah yang sebenarnya. Nilai dynamic balance dihitung berdasar besar penyimpangan titik pusat sumbu ban hasil pengukuran terhadap titik tengah diameter ban. Hasil pengukuran langsung bisa dilihat pada display monitor mesin.
Gambar 2.33. Perbedaan Static Balance dan Dynamic balance f. Uniformity
Uniformity adalah proses pemeriksaan keseragaman gaya-gaya yang timbul pada saat ban diputar akibat perbedaan massa ban pada setiap areanya. Pengukuran ini meliputi pengukuran radial force variation (RFV), lateral force variation (LFV), conicity, radial runout (RRO), dan lateral runout (LRO).
Ban bisa dianalogikan sebagai per (spring), dimana jika diberi pembebanan maka timbul gaya-gaya radial, lateral dan tangential (fore-aft). Gaya radial adalah gaya yang timbul searah dengan arah titik pusat diameter ban ke arah diameter luar ban. Gaya lateral adalah gaya yang timbul searah dengan arah sumbu mendatar ban. Sedangkan gaya tangential adalah gaya yang timbul searah dengan arah perputaran ban. Untuk mendapat ban yang bagus diperlukan pengontrolan batas-batas maksimal gaya-gaya yang timbul.
Gambar 2.34. Arah gaya uniformity 1. RFV (Radial Force Variation)
RFV adalah perubahan gaya yang diberikan oleh ban saat diberi pembebanan, arah gaya adalah searah diameter ban. Gaya ini berfungsi sebagai penahan ke atas berat kendaraan. Gaya ini sangat dipengaruhi oleh besarnya permukaan kontak ban terhadap jalan. Semakin besar perbedaan permukaan kontak antar area ban maka semakin besar RFV yang timbul. Selisih gaya minimum terhadap gaya maksimum dihitung sebagai nilai RFV.
Gambar 2.35. RFV 28
2. LFV (Lateral Force Variation)
LFV adalah perubahan gaya yang diberikan oleh ban saat diberi pembebanan, arah gaya adalah searah sumbu diameter ban. Gaya ini berfungsi sebagai penahan ke samping berat kendaraan. Gaya ini juga sangat dipengaruhi oleh besarnya permukaan kontak ban terhadap jalan. Semakin besar perbedaan permukaan kontak antar area ban maka semakin besar LFV yang timbul. Selisih gaya minimum terhadap gaya maksimum dihitung sebagai nilai LFV. LFV mempunyai pengaruh terhadap kecenderungan arah steer. LFV minus (-) mengakibatkan steer cenderung serong ke kanan. Sebaliknya LFV plus (+) membuat steer kendaraan cenderung serong ke kiri.
3. Conicity
Conicity adalah efek adanya gaya lateral yang timbul saat ban diputar, dimana gaya ini cenderung membuat ban saat dipakai di jalan memiliki lintasan seperti kerucut.
Gambar 2.36. Conicity 29
Cara menentukan besarnya conicity adalah dengan cara mengkalikan 1.5 selisih nilai lateral force saat ban diputar searah jarum jam dan saat ban diputar berlawanan arah jarum jam.
Untuk menghilangkan efek conicity dapat dilakukan dengan cara memasang ban dengan nilai conicity sama pada sisi kanan dan kiri mobil. Maksud pemasangan ini adalah agar pada saat ban dipakai berkendara conicity yang timbul dari ban sisi satu akan diredam oleh conicity yang timbul pada ban yang dipasang pada sisi yang berlawanan.
4. RRO (Radial RunOut)
Radial Runout (RRO) adalah nilai perbedaan diameter ban sebenarnya dibanding dengan diameter idealnya. RRO adalah bagian dari RFV. RRO dihitung berdasar perbedaan nilai maksimum terhadap nilai minimumnya. Biasanya RRO diukur pada garis tengah telapak ban.
5. LRO (Lateral RunOut)
Lateral Runout (LRO) adalah nilai perbedaan kerataan permukaan sidewall dibanding dengan kerataan idealnya. LRO adalah bagian dari LFV. LRO dihitung berdasar perbedaan nilai maksimum terhadap nilai minimumnya. Biasanya LRO diukur pada sidewall atas dekat telapak ban.
g. Indoor test (Drum test)
Indoor test atau drum test adalah test kekuatan ban yang dilakukan di dalam ruangan. Caranya adalah dengan menekan ban dengan beban tertentu ke drum yang berputar.
1. High speed test : Kondisi drum test, dimana kecepatan drum tetap, sedangkan beban naik secara berkala.
L o a d
D r u m t e s t
2. Endurance test : Kondisi drum test, dimana kecepatan drum naik secara berkala, sedangkan beban tetap.
2. Endurance test : Kondisi drum test, dimana kecepatan drum naik secara berkala, sedangkan beban tetap.
Gambar 2.37. Drum test Gambar 2.37. Drum test
h. Outdoor test (Feeling test, Road test) h. Outdoor test (Feeling test, Road test)
Outdoor test adalah test batas kekuatan ban pada saat dipakai dijalan, keamanan, kenyamanan dan kebisingan ban diukur sesuai standard yang dipersyaratkan.
Outdoor test adalah test batas kekuatan ban pada saat dipakai dijalan, keamanan, kenyamanan dan kebisingan ban diukur sesuai standard yang dipersyaratkan.
L o a d
D r u m t e s t
Gambar 2.38. Outdoor test 31
2.3 Prinsip Dasar Operasi Mesin EPS NHV-500 KV 150 mA 180 cm 2.3.1 Pengertian EPS
Mesin EPS (Elecron-beam Processing System) atau MBE (Mesin Berkas Electron) atau mesin akselerator adalah alat yang pemercepat partikel bermuatan (ion atau electron) hingga mencapai suatu energi tertentu. Ion atau electron yang dihasilkan kemudian ditembakkan pada suatu target, tujuannya adalah memperbaiki struktur jaringan atom target. Interaksi antara partikel bermuatan dan material target yang ditumbuknya adalah interaksi atomic yang di sebut sebagai proses iradiasi.
2.3.2 Komponen Utama Mesin EPS
Komponen utama mesin EPS adalah :
1. Pembangkit listrik tegangan tinggi (untuk catu daya filamen dan catu daya ekstraktor)
2. Filament sebagai sumber electron 3. Sistem vakum
4. Pemfokus berkas elektron 5. Pengarah berkas elektron 6. Tabung akselerator
7. Sistem pemayar berkas electron (coil, tabung pemayar dan window foil) 8. Sistem konveyor
9. Sistem kendali 10. Sistem keselamatan
Gambar 2.39. Layout cara kerja mesin EPS 33
Gambar 2.40. Komponen mesin EPS catudaya ekstraktor 3-4 kV catudaya filamen Filamen Katoda ekstraktor Anoda ekstraktor Berkas elektron Elektroda tegangan tinggi Coil Pemayar Pemfokus I Tabung Pemayar Window Foil Pemfokus II 1 2 4
Pengarah berkas elektron
4
5 6
7
Material target radiasi
2.3.2.1 Pembangkit Listrik Tegangan Tinggi
Ada beberapa jenis pembangkit listrik (generator) tegangan tinggi yang dipakai dalam MBE, antara lain yaitu :
1. Transformator 2. Cockcroft-Walton
3. Dynamitron
4. Generator Van de Graaff
Jenis tegangan tinggi yang dipakai dalam mesin EPS ini adalah transformator dari jenis Transformator Inti Terinsulasi (Insulated Core Transformer). Tegangan listrik yang dihasilkan bisa diatur untuk diturunkan atau dinaikkan.
2.3.2.2 Sumber Elektron
Sumber elektron yang digunakan adalah dari bahan padat berupa filament yang terhubung dengan catu daya yang berasal dari pembangkit listrik tegangan tinggi. Bahan dasar filament yang bisa digunakan adalah : Tungsten. Tantalum, serta LaB6. Sedangkan
mesin EPS ini menggunakan filamen berbahan dasar tungsten.
Jika filament diberi tegangan tinggi maka filament melepaskan electron. Karena electron yang dilepas jumlahnya banyak sehingga electron membentuk berkas electron yang kemudian melewati ekstraktor. Saat berkas electron melewati ekstraktor secara simultan electron disebar atau diekstraksi masuk kedalam tabung accelerator.
Gambar 2.41 Prinsip Kerja Sumber Elektron
catudaya ekstraktor 3-4 kV catu daya filamen Katoda ekstraktor Filamen Anoda ekstraktor Berkas elektron 35
2.3.2.3 Sistem Vakum
Untuk menghindari factor pengereman kecepatan electron maka interaksi electron dengan partikel lain dalam tabung accelerator diusahakan tidak ada. Untuk meniadakan interaksi ini maka semua partikel dalam tabung ini harus dikeluarkan atau dengan kata lain tabung akselerator harus dibuat vakum. Sistem vakum terdiri dari ruang vakum, pompa vakum, katup (Valve), dan alat ukur vakum. Sistem ini berfungsi untuk mencapai, mengukur dan menjaga tingkat kevakuman yang diperlukan untuk beroperasinya MBE yaitu kurang dari 2 x 10-6 torr ( = 2.72 x 10-9 kgf/cm2 = 2.63 x 10-9 atm = 2.666 x 10-6 mbar = 2.666 x 10-4 Pa). Semakin tinggi tingkat kevakuman yang dapat dicapai berarti semakin baik pengaruhnya terhadap kestabilan parameter operasi mesin. Pompa vakum untuk MBE pada umumnya terdiri dari 2 jenis, yaitu :
1. Pompa Kasar : jangkauan kevakuman dari 750 torr sampai dengan 1 x 10-4 torr. Contohnya : Pompa Rotary
Alat ukur tekanan yang dipakai adalah : Tipe Piranimeter
2. Pompa Utama : jangkauan kevakuman dari 2 x 10-4 s/d 1 x 10-12 torr
Contohnya : Pompa Difusi, Pompa Turbomolekul, Pompa Ion, Pompa Kriogenik. Alat ukur tekanan yang dipakai : Tipe Ionisasi.
Mesin EPS menggunakan pompa rotary dan pompa ion
Gambar 2.42 Skema sistem Vakum
Valve 1 Pompa Rotary Valve 3 Tabung Pemayar Pompa Ion Tabung Pemercepat Valve 2 36
2.3.2.4 Pemfokus Berkas Elektron.
Pemfokus berkas elektron berfungsi untuk menjaga agar elektron tetap berada pada sumbu lintasan pemercepatnya. Apabila sistem pemfokus tidak berfungsi dengan baik maka lintasan berkas elektron menyebar (tidak fokus) sehingga mengenai dinding tabung pemercepat. Dalam waktu tertentu maka energi yang terakumulasi pada dinding mengakibatkan kerusakan/kebocoran pada dinding.
Dalam kegiatan pengoperasian diperlukan pengaturan suplai arus/tegangan pemfokus yang sesuai terhadap energi berkas elektron, besar arus yang diperlukan biasanya sudah ditentukan dan tercantum dalam manual instruction. Suplai arus/tegangan untuk sistem pemfokus terkait erat dengan keselamatan operasi MBE, maka terhubung secara interlok terhadap sistem tegangan tinggi.
2.3.2.5 Tabung akselerator
Tabung akselerator MBE merupakan tabung untuk mempercepat elektron dengan cara memberi beda potensial pada elektroda-elektroda yang dipisahkan oleh isolator dan ditempatkan di antara kedua ujung tabung tersebut. Tabung akselerator terdiri dari :
• Isolator, terbuat dari bahan glas, keramik, porselen
• Elektroda, terbuat dari bahan Stainless-stell,Titanium, Aluminium alloy. • Resistor pembagi tegangan, terbuat dari bahan Nikel.
Setelah electron mencapai kecepatan yang sesuai electron difokuskan kembali di pemfokus kedua. Langkah berikutnya electron diarahkan menuju coil pemayar.
2.3.2.6 Sistem pemayaran
Prinsip operasi :
1. Dalam coil pemayar electron diatur menjadi suatu berkas electron segaris horizontal melebar dengan bantuan dua medan magnet yang saling tegak lurus. 2. Electron kecepatan tinggi ini kemudian diteruskan ke dalam tabung pemayar.
3. Setelah melewati tabung pemayar electron menuju kepada target melalui window foil.
4. Setelah electron melewati window foil electron berinteraksi dengan target yang dijalankan dengan system konveyor.
5. Karena jumlah electron sangat banyak dengan frekuensi yang tinggi serta posisi target yang tegak lurus terhadap arah berkas electron maka efek radiasi yang diterima target adalah berupa radiasi yang kontinyu dan seragam walaupun target dalam kondisi bergerak kontinyu.
Bagian-bagian sistem pemayaran :
1. Scanning coil, berupa sepasang coil yang dipasang parallel di bagian awal tabung pemayar.
2. Tabung pemayar, terbuat dari bahan stainless-steell, berfungsi menyediakan ruang vakum bagi lintasan berkas elektron yang melebar setelah melewati medan magnet pemayar.
3. Window foil, terbuat dari bahan Titanium, berfungsi sebagai penyekat ruang vakum didalam tabung pemayar terhadap tekanan udara luar. Window foil terletak pada sisi yang berhadapan langsung dengan ruang bahan yang diradiasi, berupa lembaran sangat tipis dengan ketebalan 30 µm – 50 µm, sehingga fraksi kehilangan energi berkas elektron yang melewatinya sangat kecil sehingga penurunan intensitas dan kecepatannya dapat diabaikan.
4. Pendingin Window Foil, berupa pendinginan dengan udara, air, maupun dengan gas Nitrogen, berfungsi untuk menjaga temperatur window foil dari pengaruh akumulasi energi berkas elektron yang melewatinya kondisi vakum dapat dipertahankan.
2.3.2.7 Sistem Konveyor
Konveyor merupakan peralatan penting bagi instalasi mesin EPS, berfungsi untuk membawa sample masuk ke ruang iradiasi, menjalankan sample saat diradiasi kemudian membawa keluar sample setelah selesai diradiasi. Untuk mencegah terjadinya kerusakan bahan yang diradiasi dari resiko over dosis maupun menghindari terputusnya proses radiasi, maka diperlukan sistem interlok antara konveyor dengan sistem tegangan tinggi.
2.3.2.8 Sistem Pengendali
Pada dasarnya terdiri dari
• Panel daya dan ditribusi listrik, merupakan suplai daya listrik dilengkapi dengan indikator tegangan, dan arus listrik serta pengaman beban.
• Panel pengoperasian berupa banyak tombol atau switch yang digunakan untuk mengoperasikan dan mengatur parameter operasi dan interlok.
• Panel monitor terdiri dari tampilan berbagai indikator/parameter operasi yang menginformasikan secara langsung kondisi operasi setiap sistem yang sedang bekerja.
Dari panel kendali ini operator selalu dapat mengetahui secara cepat dan tepat unjuk kerja masing masing komponen beserta perubahan-perubahan parameter operasi yang dihasilkannya sehingga dapat memutuskan tindakan pengoperasian mesin secara benar.
2.3.2.9 Sistem Keselamatan
Keselamatan manusia, alat dan barang yang diradiasi serta lingkungannya adalah merupakan pertimbangan utama dari setiap instalasi iradiasi termasuk MBE. Beberapa faktor keselamatan pada mesin EPS adalah :
• Konstruksi gedung • Penahan radiasi
• Sistem ventilasi • Sistem interlock • Monitor radiasi • Kamera monitor • Tanda bahaya radiasi
Mesin EPS memancarkan berkas elektron hanya pada saat filament diberi tegangan tinggi. Jika filament tidak diberi tegangan maka filament tidak melepaskan electron.
Prinsip kerja secara sederhana dari interlock mesin EPS adalah setiap penyimpangan terhadap batas parameter operasi selalu menghidupkan relay kemudian relay ini menyalakan lampu indicator interlock yang terkait dan mematikan sistem tegangan tinggi.
2.3.2.10 Material Target Radiasi
Ply merupakan lapisan ban yang terbuat dari lembaran kain polyester yang dilapisi lembaran compound pada bagian atas dan bawahnya. Bagian ini yang akan dilakukan proses radiasi elektron.
Compound terbuat dari karet (polimer) yang merupakan senyawa organik. Radiolisis senyawa organik akan menyebabkan pembentukan ikatan silang (cross linking), pemutusan ikatan (degradasi), pembentukan ikatan jenuh baru. Berdasarkan sifat reaksi pada saat diiradiasi, polimer dikelompokkan atas polimer yang mudah mengalami degradasi dan pengikatan silang tergantung kepada jenis struktur dan dosis radiasi yang dipakai.
Polimer tidak bercabang termasuk kepada polimer yang jika diradiasi akan berikatan silang, sedangkan polimer bercabang termasuk polimer yang terdegradasi jika terkena radiasi.
H R
Gambar. 2.44. Detail konstruksi ply
Benang ply Compound
Ply
-CH2 – C - -CH2 – C -
R n R n
Polimer tidak bercabang Polimer bercabang Gambar. 2.43. Struktur kimia polimer
Berikut ini adalah tabel klasifikasi polimer yang termasuk ke dalam kelompok yang membentuk ikatan silang dan kelompok yang mengalami degradasi.
Kelompok I Kelompok II
Polimer ikatan silang Polimer terdegradasi
Polietilen Poliisobutilen
Polipropilen Poli (metil-stiren)
Polistiren Polimetilmetakrilat Poliakrilat Polimetilakrilamid
Poliakrilamid Poli (vinelede klorida)
Poli (vinil klorida) Selulosa dan turunannya
Poliakrolein Politetrafluoroetilen
Poli (vinil alkohol) Politrifluorokloroetilen
Polisiloksan Poliamid Poliester Poliisoprene (C5H8)
Tabel 2.1 Daftar polimer ikatan silang dan polimer terdegradasi
Berdasar tabel tersebut maka ply termasuk material yang jika di radiasi akan mengalami ikatan silang karena ply terbuat dari benang polyester dan compound dari natural rubber (poliisopren)
Pembentukan ikatan silang terjadi antara dua molekul yang bergabung secara kimia menjadi molekul yang lebih besar. Pengikatan silang pada rantai polimer menghasilkan struktur tiga dimensi, sehingga akan meningkatkan kekuatan mekanik, titik leleh, berat molekul serta penurunan derajat pengembangannya sebanding dengan meningkatnya dosis radiasi.
Berikut ini adalah penggambaran skema reaksi pembentukan ikatan silang pada polimer:
-e -e -e
Gambar. 2.45 Skema ikatan silang
Sedangkan penggambaran skema reaksi degradasi pada polimer dimana polimer mengalami pemutusan rantai kimia secara acak yang mengakibatkan penurunan berat molekul, sifat mekanis dan elastisnya. Skema reaksi degradasi digambarkan sebagai berikut :
Gambar. 2.46. Skema degradasi -e -e -e
+ +
+
Dalam prakteknya proses pengikatan silang dan degradasi terjadi bersama-sama, namun walaupun demikian proses mana yang lebih dominan tergantung pada suhu, dosis iradiasi dan karakteristik polimer. Jika proses degradasi polimer lebih dominan daripada pengikatan silang, maka kekuatan struktur dan plastisitasnya akan hilang dengan cepat. Tetapi jika ikatan silang polimer lebih dominan maka kekuatan struktur dan plastisitasnya akan naik. Oleh karena itu radiasi sangat berperan untuk mendapatkan modifikasi bahan agar sesuai dengan yang diinginkan.
2.3.2.11 Parameter Proses Produksi
Dalam pengoperasian mesin EPS diperlukan tenaga-tenaga trampil, terdidik dan bersertifikasi karena mesin ini memiliki efek bahaya radiasi. Dengan demikian kualitas tenaga-tenaga yang mengoperasikan mesin ini memiliki pengaruh yang besar terhadap
hasil produk dan keselamatan lingkungan sekitarnya. Sebelum melakukan proses produksi ada alat dan bahan yang harus disiapkan, yaitu :
Langkah kerja :
1. Siapkan peralatan dan bahan yang akan dipergunakan untuk iradiasi, meliputi :
a. Mesin berkas elektron NHV 500 kV 150 mA 180 cm scan width beserta kelengkapannya.
b. Prosedur pengoperasian mesin berkas elektron yang berlaku. c. Perlengkapan proteksi radiasi (survey meter6 dan film badge7) d. Check sheet.
e. Material yang akan diiradiasi, yaitu treatment ply. 2. Siapkan survey meter dan film badge.
3. Catat semua parameter proses sebelum mesin di operasikan dalam check sheet. a. Jam operasi (jam : menit)
b. Status mesin (sebelum iradiasi, awal)
c. Pressure of DCPS (DC Power Supply) (kgf/cm2) d. Pressure of high voltage cable (kgf/cm2)
e. Pressure of cooling air (kgf/cm2)
f. Presure of cooling water (Beam Catcher) (kgf/cm2)
g. Cooling blower current (A) h. Exhaust blower current (A)
i. Pressure accelerator tube (kgf/cm2) j. Irradiation hours (hours)
k. HV generators hours (hours)
6 Survey meter adalah alat untuk memonitor paparan radiasi electron di area mesin tepatnya area diluar ruang radiasi.
7 Film badge adalah untuk memonitor paparan iradiasi masing-masing individu pekerja EPS
l. Accelerator voltage (tegangan akselerator) (kV) m. Beam current (arus berkas) (mA)
n. Vacuum pressure (Pa) o. Filament power (%) p. Input voltage (V) q. Input current (A) r. Column current (μA)
s. Scan width (lebar area radiasi) (cm) t. Line speed (kecepatan konveyor) (mpm) u. Area surveymeter monitor (μsv/h) v. Surveymeter (mrem/h)
4. Pastikan sistem interlock aman dan tidak sedang bekerja.
5. Naikkan tegangan akselerator (accelerator voltage) sampai dengan 400 kV. 6. Catat semua parameter operasi pada saat tegangan acccelerator sudah 400 kV.
a. Jam operasi (jam:menit) b. Status mesin (kondisioning)
c. Accelerator voltage (tegangan akselerator) (kV) d. Beam current (arus berkas) (mA)
e. Vacuum pressure (Pa) f. Filament power (%) g. Input voltage (V) h. Input current (A) i. Column current (μA)
j. Scan width (lebar area radiasi) (cm) k. Line speed (kecepatan konveyor) (mpm)
l. Area surveymeter monitor (μsv/h) m. Surveymeter (mrem/h)
7. Lakukan kondisioning tegangan selama beberapa menit, dan catat parameter operasi selama kondisioning berkala setiap selang waktu 10 menit.
8. Tentukan batas kecepatan konveyor (speed line) dan arus berkas (beam current) untuk mendapatkan dosis yang tepat (lihat spesifikasi operasi)
9. Jika beam current sudah siap ditembakkan maka lakukan proses iradiasi.
10. Catat parameter proses selama proses iradiasi berkala setiap selang waktu 2 menit. a. Jam operasi (jam:menit)
b. Status mesin (running)
c. Accelerator voltage (tegangan akselerator) (kV) d. Beam current (arus berkas) (mA)
e. Vacuum pressure (Pa) f. Filament power (%) g. Input voltage (V) h. Input current (A) i. Column current (μA)
j. Scan width (lebar area radiasi) (cm) k. Line speed (kecepatan konveyor) (mpm) l. Area surveymeter monitor (μsv/h) m. Surveymeter (mrem/h)
11. Setelah proses iradiasi selesai lakukan proses shut down (menurunkan) tegangan accelerator sesuai prosedur.
12. Catat semua parameter proses operasi setelah selesai proses iradiasi. a. Jam operasi (jam : menit)
b. Status mesin (shutdown)
c. Accelerator voltage (tegangan akselerator) (kV) d. Beam current (arus berkas) (mA)
e. Vacuum pressure (Pa) f. Filament power (%) g. Input voltage (V) h. Input current (A) i. Column current (μA)
j. Scan width (lebar area radiasi) (cm) k. Line speed (kecepatan konveyor) (mpm) l. Area surveymeter monitor (μsv/h) m. Surveymeter (mrem/h)
13. Lihat nilai monitor surveymeter
14. Pastikan mesin dalam kondisi off, mesin dan lingkungan aman untuk ditinggalkan, catat parameter proses berikut ini.
a. Jam operasi
b. Status mesin (stop) c. Vacuum pressure (Pa)
d. Pressure of DCPS (DC Power Supply) (kgf/cm2) e. Pressure of high voltage cable (kgf/cm2)
f. Pressure of cooling air (kgf/cm2)
g. Presure of cooling water (Beam Catcher) (kgf/cm2) h. Cooling blower current (A)
i. Exhaust blower current (A)
j. Pressure accelerator tube (kgf/cm2) 47
k. Irradiation hours (hours) l. HV generators hours (hours)
Dari sekian banyak parameter proses yang dicatat oleh operator produksi, ada beberapa parameter yang digunakan untuk menentukan tingkat dosis radiasi yang sesuai, yaitu :
1. Accelerator voltage (tegangan accelerator) (kV) 2. Beam current (arus berkas) (mA)
3. Vacuum pressure (Tingkat kevakuman tabung accelerator) (Pa) 4. Line speed (kecepatan konveyor) (mpm)
5. Kebersihan window foil
6. Jarak window foil ke target, untuk mesin EPS ini jarak window foil ditentukan tetap yaitu sebesar 10 cm.
Berdasar variasi 6 parameter ini dapat dilakukan percobaan untuk menentukan hasil radiasi yang sesuai. Sedangkan parameter yang lain berfungsi untuk kontrol variasi proses produksi.
2.3.2.12 Metode Inspeksi dan Evaluasi
Inspeksi yang dilakukan untuk mengetahui unjuk kerja mesin EPS adalah dengan cara membandingkan hasil inspeksi target setelah radiasi terhadap hasil inspeksi sebelum radiasi. Untuk mengetahui seberapa efektif proses radiasi tidak bisa langsung diukur efek radiasi tersebut pada material target. Efek radiasi bisa diukur melalui suatu material perantara yang diberi nama CTA Film (Cellulose Tri Acetate Film). Penentuan seberapa besar tingkat radiasi yang diterima material dapat diukur dengan cara menghitung perubahan nilai rapat optic CTA film (ΔOD) setelah diradiasi (OD) dibanding sebelum diradiasi (ODo). Rapat optic diukur dengan menggunakan alat yang disebut CTA reader atau UV-Vis Spectrophotometer pada λ 280 nm. Berdasar kombinasi susunan CTA film
saat diradiasi dapat ditentukan nilai keseragaman dosis radiasi selebar material target, kedalaman dosis radiasi terhadap tebal material dan besarnya dosis terserap yang diterima material pada titik sepanjang material.
Dalam radiasi electron segala kegiatan yang menyangkut pengukuran hasil radiasi disebut dengan dosimetri. Langkah kerja untuk melakukan dosimetri adalah sebagai berikut:
1. Memeriksa kebersihan kondisi window foil.
2. Menentukan parameter proses yang akan di uji coba.
Parameter proses ditentukan menggunakan tabel berikut ini :
Tabel 2.2. Area pemanfaatan tegangan akselerator dan dosisnya
a. Accelerator voltage (tegangan accelerator) = 400 kV b. Beam current (arus berkas)
1. Variasi 1 = 24.5 mA 2. Variasi 2 = 50.4 mA 3. Variasi 3 = 59.9 mA
Gambar 2.47. Perbandingan besar arus berkas terhadap besar dosis
c. Vacuum pressure (tingkat kevakuman tabung accelerator) 1. Variasi 1 = 9.4 x 10-6 Pa
2. Variasi 2 = 5.8 x 10-6 Pa 3. Variasi 3 = 4.7 x 10-6 Pa
d. Line speed (kecepatan konveyor) = 5 mpm sampai dengan 15 mpm e. Jarak window foil ke target = 10 cm
3. Menyiapkan alat dan bahan :
a. Dosimeter CTA Film (Fuji FTR 125) b. CTA film
c. CTA reader atau UV-Vis Spectrophotometer d. Thickness gauge
e. Mistar
f. Gunting dan cutter g. Amplop
h. Spidol
i. Sarung tangan j. Isolasi perekat
k. Dosimeter penanda Go No Go
4. Potong-potong dosimeter CTA dengan panjang berikut :
Jenis Test Variasi 1 Variasi 2 Variasi 3
Tegangan akselerator 400 kV 400 kV 400 kV
Arus berkas 24.5 mA 50.4 mA 59.9 mA
Kecepatan konveyor (Low) 5 mpm 5 mpm 5 mpm
No
Kecepatan konveyor (High) 15 mpm 15 mpm 15 mpm
Uji keseragaman dosis radiasi
1 Panjang 1 sample 160 cm 160 cm 160 cm
2 Jumlah sample 1 1 1
3 Penandaan “A1” “A2” “A3”
Uji kedalaman dosis radiasi
1 Panjang 1 sample 7 cm 7 cm 7 cm 2 Jumlah sample 15 15 15 3 Penandaan “B1-01 ~ B1-15” “01 ~ B2-15” “B3-01 ~ B3-15”
Uji dosis serap
1 Panjang 1 sample 7 cm 7 cm 7 cm 2 Jumlah sample 9 9 9 3 Penandaan “C1-01 ~ C1-09” “01 ~ C2-09” “C3-01 ~ C3-09” Tabel 2.3. Dimensi sampel CTA film
5. Mencatat tebal dosimeter nominal (to) = 0.125 mm
6. Mencatat faktor perubahan rapat optic per 1kGy dosis radiasi pada λ 280 nm K = 0.0063)
7. Mencatat faktor penyimpanan (f) Masa simpan 30 menit, f = 1
8. Mengukur rapat optic sebelum iradiasi (ODo) dengan CTA reader 9. Mengukur tebal aktual CTA film (t)
10. Melakukan iradiasi masing-masing sample terpisah sesuai dengan jenis uji dan jenis variasi spesifikasi.
a. Variasi 1 (400 kV, 24.5 mA, 5~15 m/min) b. Variasi 2 (400 kV, 50.4 mA, 5~15 m/min) c. Variasi 3 (400 kV, 59.9 mA, 5~15 m/min)
11. Sample untuk uji keseragaman dosis diletakkan memanjang selebar target
12. Sample untuk uji kedalaman dosis diletakkan bertingkat dengan susunan nomor urut terdepan berada dekat dengan window foil.
13. Mengkondisikan (menyimpan dalam suhu ruangan) CTA yang telah diradiasi dalam amplop masing-masing minimal selama 30 menit.
14. Mengukur rapat optic CTA setelah diradiasi (OD) dengan UV-Vis Spectrophotometer. 15. Menghitung beda rapat optic (ΔOD = OD - ODo)
16. Menghitung dosis terserap (D) dengan persamaan berikut :
t K f to OD D × × × Λ = Keterangan :
D = dosis serap (kGy) ΔOD = beda rapat optic
to = tebal dosimeter (CTA) nominal (0.125 mm) 52
t = tebal dosimeter terukur (mm)
K = faktor perubahan rapat optic per kGy (0.0063)
f = faktor penyimpanan (untuk 30 menit penyimpanan, f = 1) 17. Menghitung % dosis relatif = (Dn / Max D) x 100%
18. Melakukan plotting data ke dalam grafik.
1. Uji keseragaman dosis radiasi
Uji keseragaman dosis radiasi adalah pengujian keseragaman dosis yang diterima permukaan material sepanjang lebar target.
Gambar 2.48. Penempatan CTA film untuk uji keseragaman dosis
Metode pengambilan data :
Scanner
a. Pakai sarung tangan bersih, siapkan CTA sepanjang lebar treatment yang akan diiradiasi (160cm) sebanyak 3 buah (masing-masing 1 buah untuk variasi dosis 1, 1 buah untuk variasi dosis 2 dan 1 buah untuk variasi dosis 3).
b. Beri identitas :
1. Variasi dosis 1 : A1 2. Variasi dosis 2 : A2 3. Variasi dosis 3 : A3
c. Beri isolasi pada kedua ujung CTA dan tempelkan diatas permukaan treatment. Arah konveyor Material target radiasi Drive side Operator side CTA film 53
d. Beri tanda pada setiap ujungnya sehingga tidak tertukar posisinya jika dicabut setelah di iradiasi. Ujung satu beri tulisan DS (drive side) ujung yang lain diberi tulisan OS (operator side)
e. Lakukan proses iradiasi dengan parameter sesuai dengan parameter yang ditentukan.
f. Ambil sample (pakailah sarung tangan bersih, CTA tidak boleh terkontaminasi dengan keringat dan debu)
g. Masukkan kedalam amplop tertutup
h. Ulangi langkah a sampai langkah g untuk variasi dosis berikutnya. i. Simpan CTA selama 30 menit.
j. Potong-potong panjang CTA menjadi 20 potongan kecil, beri nomor urut. k. Lakukan pengujian rapat optic dengan UV-Vis Spectrophotometer
l. Catat hasilnya.
m. Buat tabelnya urut sesuai dengan nomor urut potongan CTA. n. Lakukan plotting nilai rapat optic pada grafik.
2. Uji kedalaman dosis radiasi (depth dose)
Uji kedalaman dosis radiasi adalah pengujian kedalaman penetrasi radiasi sepanjang tebal target.
Gambar 2.49. Penempatan CTA film untuk pengujian kedalaman dosis
CTA film diurutkan dengan disusun dengan no terkecil berada dekat dengan window foil
Window foil
Arah konveyor
Metode pengambilan data :
a. Pakailah sarung tangan bersih, siapkan potongan CTA sepanjang 7cm sebanyak 45 potongan (masing-masing 15 potongan untuk variasi dosis 1, 15 potongan untuk variasi dosis 2 dan 15 potongan untuk variasi dosis 3).
b. Beri identitas masing-masing potongan CTA. 1. Variasi dosis 1 : B1-01, B1-02, …, B1-15 2. Variasi dosis 2 : B2-01, B2-02, …, B2-15 3. Variasi dosis 2 : B3-01, B3-02, …, B3-15
c. Tumpuklah sample masing-masing variasi dosis, urutkan sample menurut urutan identitas sample, ikat dengan isolasi masing-masing ujungnya.
d. Beri isolasi pada kedua ujung CTA dan tempelkan di atas permukaan treatment bagian tengah, nomor urut terkecil berada dekat dengan window foil
e. Lakukan proses iradiasi dengan parameter sesuai dengan parameter yang ditentukan.
f. Ambil sample (pakailah sarung tangan bersih, CTA tidak boleh terkontaminasi dengan keringat dan debu)
g. Masukkan kedalam amplop tertutup
h. Ulangi langkah a sampai langkah g untuk variasi dosis berikutnya. i. Simpan CTA selama 30 menit.
j. Lakukan pengujian rapat optic dengan UV-Vis Spectrophotometer k. Catat hasilnya.
l. Buat tabelnya urut sesuai dengan nomor urut potongan CTA. m. Lakukan plotting nilai rapat optic pada grafik.
3. Uji dosis radiasi terserap.
Dosis radiasi terserap adalah energi yang terserap persatuan massa dari bahan pada masing-masing area radiasi sepanjang treatment.
Gambar 2.50. Penempatan CTA film untuk pengujian dosis serap
Metode pengambilan data :
CTA film Scanner
Drive side
a. Pakailah sarung tangan bersih, siapkan potongan CTA sepanjang 7cm sebanyak 27 potongan (masing-masing 9 potongan untuk variasi dosis 1, 9 potongan untuk variasi dosis 2 dan 9 potongan untuk variasi dosis 3).
b. Beri identitas masing-masing potongan CTA. 1. Variasi dosis 1 : C1-1, C1-2, …, C1-9 2. Variasi dosis 2 : C2-1, C2-2, …, C2-9 3. Variasi dosis 2 : C3-1, C3-2, …, C3-9
c. Beri isolasi pada kedua ujung CTA dan tempelkan di atas permukaan treatment (lihat gambar 2.50. Penempatan CTA film untuk pengujian dosis serap)
d. Lakukan proses iradiasi dengan parameter sesuai dengan parameter yang ditentukan.
e. Ambil sample (pakailah sarung tangan bersih, CTA tidak boleh terkontaminasi dengan keringat dan debu)
Arah konveyor Material target
radiasi
Operator side 25 cm
f. Masukkan kedalam amplop tertutup
g. Ulangi langkah a sampai langkah f untuk variasi dosis berikutnya. h. Simpan CTA selama 30 menit.
i. Lakukan pengujian rapat optic dengan UV-Vis Spectrophotometer j. Catat hasilnya.
k. Buat tabelnya urut sesuai dengan nomor urut potongan CTA. l. Lakukan plotting nilai rapat optic pada grafik.
Metode unttuk melakukan evaluasi keberhasilan proses radiasi adalah dengan parameter berikut :
1. Nilai keseragaman dosis sepanjang lebar material target harus seragam. 2. Kedalaman dosis mencapai tebal material target
3. Dosis terserap pada semua area seragam
2.4 Rumus Perhitungan Cycle Time Proses Curing
Keterangan Rumus Tyre loading a Bladder expand b Mold close c Steam in d Curing time e Steam out f Extended time g N2 purge h Mold open i Bladder collaps j Tyre unloading k
Total cycle time Sum (a:k)
2.5
Rumus Perhitungan Total Produksi Curing Selama 1 Hari KerjaKeterangan Sebelum Iradiasi
Total waktu 1 hari (sec) A = 24 x 60 x 60
Total jam kerja (- istirahat) (sec) B = (24 - (1 x 3)) x 60 x 60 Total jam kerja efektif (85% x total jam kerja) (sec) C = 0.85 x B
Cycle time proses curing 1 buah ban (sec) D
Total produksi 1 mold / 1 hari (pcs) E = C / D Total produksi 1 mesin (2 mold) / 1 hari (pcs) F = 2 x E
Defect (Blown ply) (%) G
Defect (Blown ply) (pcs) H = (G /F ) x 100
Defect (Exposed Cord) (%) I
Defect (Exposed Cord) (pcs) J = (I /F ) x 100 Total Produksi 1 mesin (2 mold) / 1 hari (OK) K = F – (H + J)
Peningkatan / hari (pcs) L = Ksesudah – Ksebelum