TEKNIK DESAIN MEKANIKA
Jurnal Ilmiah Teknik Mesin
Volume 6 • Nomor 4 • Oktober 2017 • Hal. 305 - 351
ISSN 2302 – 5182
JITM-TDM Volume 6 Nomor 4 Hal. 305-351 Badung, Oktober 2017 ISSN 2302-5182
Jurusan Teknik Mesin – Fakultas Teknik
Universitas Udayana
Jurusan Teknik Mesin
Fakultas Teknik, Universitas Udayana
Kampus Bukit Jimbaran, Bali 80362
Telp./Fax.: +62 361 703321
i
ISSN 2302 –5182
Volume 6, Nomor 4, Oktober 2017, Hal. 305
– 351
Penanggung Jawab
Ketua Jurusan Teknik Mesin UNUD
Ketua Dewan Redaksi
Dr. Ir. I Ketut Suarsana, MT
Redaksi Pelaksana/Tim Validasi
I Gede Teddy Prananda Surya, S.T., M.T.
Ir. I Nengah Suarnadwipa, M.T.
Ir. A. A Adhi Suryawan, MT
I Gede Putu Agus Suryawan, S.T, M.T.
Dr. Ir. I Gusti Ngurah Nitya Santhiarsa, MT
I Made Astika, ST., M.Erg. MT
Ir. I Made Suarda, M. Eng.
Editor Ahli
Dosen-dosen di Jurusan Teknik Mesin
Universitas Udayana
Alamat Redaksi
Jurusan Teknik Mesin, Universitas Udayana
Kampus Bukit Jimbaran, Badung, Bali 80362
Telp. / Fax.: 62 361 703321
E-mail: [email protected]; [email protected]
Info JITM-TDM: www.mesin.unud.ac.id
Jurnal Ilmiah Teknik Mesin TEKNIK DESAIN MEKANIKA diterbitkan oleh Jurusan Teknik Mesin - Universitas Udayana empat kali dalam setahun pada bulan Januari, April, Juli dan Oktober, berisi artikel hasil penelitian dan kajian teoritis-analitis di bidang Teknik Mesin. Dewan redaksi menerima tulisan yang belum pernah serta tidak sedang dipertimbangkan untuk diterbitkan atau dipublikasikan dalam media lain. Naskah diketik dalam Bahasa Indonesia atau bahasa Inggris dengan mengikuti pedoman yang dapat diunduh di halaman website Jurusan Teknik Mesin UNUD atau web JITM-TDM.
ii
Jurnal Ilmiah Teknik Mesin – TEKNIK DESAIN MEKANIKA Volume 6, Nomor 4, Oktober 2017
Kata Pengantar
Puji syukur tercurahkan kepada Tuhan Yang Maha Esa atas terbitnya Jurnal Ilmiah Teknik Mesin – TEKNIK
DESAIN MEKANIKA, Universitas Udayana volume 6 Nomor 4, Oktober 2017 ini. Penerbitan jurnal ini bertujuan
menyediakan media publikasi untuk hasil-hasil penelitian maupun kajian aplikasi di bidang Teknik Mesin, baik untuk
peneliti di kalangan internal maupun eksternal kampus Universitas Udayana, baik dari kalangan mahasiswa maupun
dosen.
Dewan redaksi mengucapkan terima kasih atas dukungan dan motivasi dari rekan-rekan di kampus serta
pimpinan jurusan dalam merealisasikan terbitnya jurnal ini. Dewan redaksi juga menyampaikan terima kasih atas
partisipasi rekan-rekan peneliti yang mengirimkan naskahnya untuk dipublikasikan via Jurnal Teknik Mesin
Universitas Udayana.
Dalam penerbitan JITM TEKNIK DESAIN MEKANIKA Volume 6 Nomor 4 ini, disajikan 8 artikel, dalam berbagai
topik meliputi gasifikasi/biogas, transmisi, studi numerik uji tarik, material, pompa, pembakaran, kolektor surya,
pompa kalor dan komposit.
Akhirnya, Dewan redaksi berharap semoga artikel-artikel dalam jurnal ini bermanfaat bagi pembaca dan
memperkuat semangat untuk ikut dalam pengembangan ilmu dan teknologi terutama di bidang Teknik Mesin. Kami
tunggu naskah-naskah untuk penerbitan berikutnya.
iii
ISSN 2302 –5182
TEKNIK DESAIN MEKANIKA
Jurnal IlmiahTeknik Mesin
Volume 6 • Nomor 4 • Oktober 2017 • Hal. 305
– 351
D a f t a r I s i
Pengaruh Permeabilitas Cetakan Pasir dan Penambahan Silikon(Si) pada Proses
Pengecoran Terhadap Kekerasan, Porositas dan Struktur Mikro Alumunium Silikon
(Al-Si)
Sihar J. Siagian, I Ketut Gede Sugita dan Cok Istri Putri Kusuma Kencanawati
305- 310
Perancangan dan Pengujian Alat Destilasi Minyak Dari Limbah Sampah Plastik
Judhid Adi Mursito, I Gusti Ketut Sukadana, I Gusti Ngurah Putu Tenaya
311 - 317
Variasi Ketebalan Panel Green Komposit Terhadap Koefisien Serap Bunyi Komposit
Serabut Kelapa (Cocos Nuciferal) Dengan Perekat Getah Pinus (Pinus Merkusii)
Julius Novel Sagitta, I Ketut Gede Sugita, Cok Istri Putri Kusuma Kencanawati
318 - 322
Eksperimental Kondisi Busi Motor Bensin 4 Tak Sampai Jarak Tempuh 8000 Kilometer
Dengan Variasi Bahan Bakar
Muhammad Danial, Ainul Ghurri, Wayan Nata Septiadi
323 - 327
Pengaruh Air Fuel Ratio Terhadap Bentuk Dan Kecepatan Rambat Api
Premixed Berbahan Bakar Gas Dari Bahan Dasar Arak Bali
I Wayan Sarga, I G.N.P. Tenaya dan I G.K. Sukadana
328 - 333
VARIASI PANJANG DAN FRAKSI VOLUME TERHADAP KOEFISIEN SERAP
BUNYI PANEL GREEN KOMPOSIT SERABUT KELAPA (Cocos nuciferal) DENGAN
PEREKAT GETAH PINUS (Pinus merkusii )
Yosua Kristianto, I Ketut Gede Sugita, Cok Istri Putri Kusuma Kencanawati
334 - 339
Pengaruh Jumlah Sudu Pengaduk Saringan Terhadap Kapasitas Produksi Luluh Tanah
Liat Sebagai Bahan Baku Bata Merah
I Gusti Made Yudyantara, I Made Widiyarta, I Made Parwata, DNK P Negara
340 - 342
Peningkatan Sifat Mekanik Baja St 60 dengan Pelapisan Krom Keras (Electroplating)
Terhadap Ketebalan Lapisan Bahan Poros
I Kt. Suarsana, A.A.I. A. S. Komaladewi
344-348
Pengaruh Kemiringan Sudut Sudu Pengaduk Terhadap Kapasitas Saringan Bahan Baku
Batu Bata Merah
I Wayan Juli Arta P, I Made Widiyarta, I Made Parwata,DNK Putra Negara
Jurnal Ilmiah TEKNIK DESAIN MEKANIKA Vol. 6 No. 4, Oktober 2017 (344 –348)
Korespondensi: Tel./Fax.: 081338606307 / - E-mail: [email protected]
Peningkatan Sifat Mekanik Baja St 60 dengan Pelapisan Krom
Keras (Electroplating) Terhadap Ketebalan Lapisan Bahan Poros
I Kt. Suarsana
1), A.A.I. A. S. Komaladewi
2)1,2
) Jurusan Teknik Mesin Universitas Udayana, Kampus Bukit Jimbaran Bali.
Abstrak
Teknik pelapisan logam krom keras (electroplating) yaitu melapisi logam induk dengan logam pelapis (krom) sehingga didapatkan permukaan logam yang dilapis lebih keras dibandingkan seb elum dilapisi. Setelah mengalami proses pelapisan maka akan terbentuk lapisan dengan ketebalan dan kekerasan tertentu pada permukaan suatu material logam. Adapun masalah yang timbul perubahan Sifat Mekanik yang terjadi pada baja St 60 bahan poros dengan pelapisan krom keras terhadap ketebalan lapisa. Pada penelitian ini diambil dua factor yang terdiri dari A (arus Listrik) dan B (waktu penahanan), dimana A terdiri dari 3 taraf yaitu: 30, 40 dan 60 ampere dan B terdiri dari 3 taraf yaitu 30, 45 dan 60 menit. Keseluruhan eksperiman memerlukan 9 kombinasi, dan pengulangan sebanyak 3 kali, maka didapat 27sampel. Hasil dari penelitian menunjukkan bahwa waktu penahanan (holding time) dan arus listrik yang digunakan pada proses elektroplatingkrom keras sangat mempengaruhi hasil ketebalan lapisan. Dari range arus listrik 40 A sampai 60 A dan waktu penahanan 30 menit sampai 60 menit didapatkan lapisan yang paling tebal dan keras adalah sebesar 40,35 mikrometer.
Kata kunci : Waktu Penahanan, Arus listrik,dan ketebalam lapisan.
Abstract
Electroplating metal coating technique is coating the parent metal with metal coating (chrome) so that the metal surface is coated harder than before coated. After experiencing the coating process will form a layer with a certain thickness and hardness on the surface of a metal material. The problems that arise changes in the mechanical properties that occur in St 60 steel axle material with hard chrome coating against the thickness of the coating. In this research, two factors consist of A (Electrical current) and B (holding time), where A consists of 3 levels, namely: 30, 40 and 60 ampere and B consists of 3 levels ie 30, 45 and 60 minutes. All experiments require 9 combinations, and repetitions 3 times, then 27 samples are obtained. The results of this study indicate that holding time and electrical current used in the hard chrome electroplating process greatly affect the result of layer thickness. From the range of electric current 40 A to 60 A and holding time 30 minutes to 60 minutes obtained the most thick and hard layer is 40.35 micrometers.
Keywords: Holding Time, Electric current and layer thickness.
1. Pendahuluan
Penggunaan suatu material dari logam memerlukan perlakuan yang khusus, karena beberapa logam dari penggunaanya memerlukan sifat mekanik tertentu. Sifat mekanik yang paling banyak diharapkan ada pada logam yang digunakan di bidangindustri yaitu kemampuan untuk tahan aus (Abrasion resistance), dan tahan korosi (Corrosion resistance) yang mana logam mempunyai reaksi yang sangat aktif terhadap perubahan temperatur dan cuaca, sehingga kemungkinan suatu bahan logam terkena korosi sangat besar [1].Salah satu logam yang paling banyak dipakai di industi adalah baja St 60. Baja St 60 selain mudah didapat dipasaran juga memiliki kelebihan mudah untuk dibentuk, karena kelebihannya itu banyak dipergunakan sebagai bahan pembuat shaft, rolls,gear, crankshaft dan lain-lain. Tetapi dibalik kelebihannya tersebutlogam ini memiliki kelemahan yaitu kemampuannya untuk tahan gores atau aus dan tahan korosi sangat rendah.
Suatu cara untuk memperbaiki kelemahannya tersebut dilakukan dengan memperkeras permukaan logam melalui proses elektroplating krom keras. Elektroplating krom keras adalah merupakan teknik pelapisan suatu logam yaitu melapisi logam induk dengan logam pelapis (krom) sehingga didapatkan permukaan logam yang dilapis lebih keras dibandingkan sebelum dilapisi. Setelah mengalami proses pelapisan maka akan terbentuk lapisan dengan ketebalan dan kekerasan tertentu pada permukaan baja St. 60 [2]. Sehingga dipandang perlu dilakukan penelitian bagaimana perubahan Sifat Mekanik yang terjadi pada baja St 60 bahan poros dengan pelapisan (electroplating) krom keras terhadap dan ketebalan lapisan.
2. Dasar Teori
Teknik perlindungan logam terus berkembang sejalan dengan perkembangan teknologi pengerjaan logam. Usaha-usaha kearah tersebut dilakukan dengan banyak cara salah satunya melalui penggunaan bahan yang tahan terhadap lingkungan, pengendalian lingkungan dan usaha lain yang termasuk dalam
I Kt. Suarsana, A.A.I. A. S. Komaladewi/Jurnal Ilmiah TEKNIK DESAIN MEKANIKA Vol. 6 No. 4, Oktober 2017 (344 –348)
344 tindakan pencegahan yaitu reaksi yang didasarkan pada konsep elektrokimia.Sistem perlindungan utamanya ditujukan untuk memisahkan kontak langsung antara logam dengan lingkungan agar tidak terjadi korosi, juga untuk mendapatkan sifat-sifat lain yang diharapkan pada logam tersebut. Sifat-sifat yang akan ditingkatkan adalah sifat-sifat seperti berikut ini : [3]
- Daya tahan korosi (Corrosion resistance) - Tampak rupa (Appearance)
- Daya tahan gores atau aus (Abarsion resistance) - Harga / nilai (Value)
- Mampu solder (Solderbility)
- Daya kontak listrik (Electrical contact resistance) - Mampu pantul atau bias cahaya (Reflectivity) Lapisan yang dapat menghasilkan sifat-sifat tersebut di atas adalah lapisan dengan bahan pelapis logam, sedangkan mekanisme proses dapat dilakukan dengan metode antara lain lapis secara listrik (electroplating), celup panas (hot dip galvanize), semprot logam (metal spraying) dan lain-lain.
2.1 Pelapisan Secara Listrik (Electroplating)
Pelapisan secara listrik merupakan proses pelapisan suatu logam secara elektrolisa melalui penggunaan arus listrik searah (direct current / DC) dan larutan kimia (elektrolit) yang berfungsi sebagai media penyupley ion-ion logam membentuk endapan atau lapisan logam pada elektroda katoda.[3].Terjadinya endapan karena adanya ion-ion bermuatan listrik yang berpindah secara terus-menerus dari satu elektroda melalui larutan elektrolit. Selama proses pengendapan atau deposit berlangsung terjadi reaksi kimia pada elektroda dan elektrolit baik reaksi reduksi maupun oksidasi dan diharapkan berlangsung terus menerus menuju arah tertentu secara tetap. Untuk itu diperlukan arus listrik searah (direct current) dan tegangan yang konstant.Prinsip atau teori dasar dari proses lapis listrik adalah berpedoman atau berdasarkan Hukum Faraday yang menyatakan : [4] Jumlah zat-zat atau unsur-unsur yang terbentuk dan terbebas pada elektroda selama electrolisa sebanding dengan jumlah arus listrik yang mengalir dalam larutan elektrolit.Jumlah zat-zat atau unsur-unsur yang dihasilkan oleh arus listrik yang sama selama elektrolisa adalah sebanding dengan berat ekivalen masing-masingmasing zat tersebut.Pernyataan Faraday tersebut di atas dapat ditulis dengan ketentuan atau rumus seperti berikut ini :
I. t. e
B = ———— ………(2 .1) F
Keterangan :
B = Berat zat yang terbentuk (gram) I = Jumlah arus yang mengalir (Ampere) t = Waktu (detik)
e = Berat ekivalen zat yang dibebaskan (berat
atom suatuunsur dibagi valensi unsur tersebut).
F=Jumlah arus yang diperlukan untuk membebaskan sejumlah gram ekivalen suatu zat.
1F= 96.500 Coulumb yaitu jumlah arus listrik yang diperlukan untuk membebaskan 1 grek suatu zat.
Hukum Faraday sangat erat kaitannya dengan efisiensi arus yang terjadi pada proses pelapisan secara listrik. Efisiensi arus adalah perbandingan berat endapan yang terjadi dengan berat endapan secara teoritis dan dinyatakan dalam persen.Bila diatas dijelaskan bahwa tegangan arus dalam proses lapis listrik diinginkan dalam kondisi yang konstant, maksud dari pernyataan tersebut adalah tegangan tidak akan berubah atau terpengaruh oleh besar kecilnya Ampere yang terpakai [3].
V
I = ———— ………. (2.2) R
Keterangan :
I = Banyaknya arus (Ampere) V = Tegangan (Volt)
R = Tahanan (ohm)
2.2 Pengertian Elektroplating Krom
Chromium (krom) adalah logam non ferro yang dalam tabel priodik termasuk group VI.b dan lebih mulia dibandingkan dengan besi (Fe). Memiliki nomor atom 24 . Berat Jenis ( density ) krom adalah 7,91 gr/cm 2. Kekuatan tarik yang dimiliki krom
adalah 275 Mpa.Proses pelapisan chromium mulai dikenal secara luas pada industri-industri logam sebagai lapisan lindung atau pengerjaan permukaan (surface treatment/metal finishing) pada tahun 1930 dan merupakan lapisan yang mempunyai sifat-sifat yang keras, warna putih kebiru-biruan dan tahan terhadap efek kekusaman yang tinggi [5].Ditinjau dari sifat dan pemakaian lapisan chromium, maka proses pelapisan chromium dapat diklasifikasikan menjadi dua yaitu proses pelapisan chromium dekoratip dan proses pelapisan chromium keras (hard
chromium/ industrial chromium).
2.3 Krom keras
Krom keras biasanya dilakukan ke permukaan langsung benda kerja, tanpa lapisan logam lain diantaranya. Lapis krom keras ini banyak digunakan untuk benda-benda yang karena penggunaannya memerlukan sifat teknik tertentu. Sifat yang paling penting dalam lapis krom keras adalah kekerasan, daya lekat, daya tahan korosi dan memiliki koefisien gesekan rendah. Tebal lapisan krom keras bervariasi tergantung kegunaannya. Paling tipis bisa mencapai 5 mikron dan paling tebal bisa mencapai 3750 mikron yaitu dipakai untuk melapisi Crankshafts [6].Dalam larutan untuk proses pelapisan krom pada umumnya hanya terdapat 2 bahan utama, yaitu asam kromat dan asam yang berfungsi sebagai katalis. Krom yang akan diendapkan berasal dari larutan yang di dapat dari CrO3 atau asam kromat. Asam kromat berwarna
I Kt. Suarsana, A.A.I. A. S. Komaladewi/Jurnal Ilmiah TEKNIK DESAIN MEKANIKA Vol. 6 No. 4, Oktober 2017 (344 –348)
345 mudah larut dalam air.Secara garis besarnya proses lapis listrik dapat dikelompokkan dalam tiga tahap pengerjaan yaitu :Pendahuluan (Pre treatment), permukaan benda kerja yang akan dilapis harus dalam kondisi yang benar-benar bersih, bebas dari bermacam-macam pengotor. Hal ini mutlak agar bisa didapat hasil lapisan dengan cara listrik yang baik.Untuk mendapatkan kondisi seperti tersebut perlu dilakukan pengerjaan pendahuluan dengan tujuan :Menghilangkan semua pengotor yang ada di permukaanbenda kerja seperti pengotor organik, anorganik / oksida dan lain-lainnya.Mendapatkan kondisi fisik permukaan yang lebih baik.Teknik pengerjaan pendahuluan ini tergantung dari pengotornya, tetapi secara umum dapat diklasifikasikan sebagai berikut :
Pembersihan secara mekanik :
Pekerjaan ini bertujuan untuk menghaluskan permukaan dan menghilangkan goresan-goresan serta geram-geram yang masih melekat pada benda kerja. Biasanya untuk menghilangkan goresan-goresan dan geram-geram tersebut dilakukan dengan mesin gerinda, sedangkan untuk menghalus permukaannya dilakukan dengan proses buffing.
Pencucian dengan pelarut (Solvent) :
Proses ini bertujuan untuk membersihkan lemak, minyak, garam dan kotoran-kotoran lainnya dengan pelarut organik.
Pencucian dengan asam (Pickling) :
Pencucian dengan asam adalah bertujuan untuk membersihkan permukaan benda kerja dari oksida atau karat dan sejenisnya secara kimia .Larutan asam ini terbuat dari pencampuran air bersih dengan asam antara lain :Asam chlorid (HCl), Asam sulfat (H2SO4) dan Asam sulfat dan asam fluorid (HF)
Proses Lapis Listrik :
Setelah benda kerja betul-betul bebas dari pengotor, maka benda kerja tersebut sudah siap untuk dilapis. Kondisi operasi yang perlu diperhatikan dalam proses lapis listrik adalah :
Rapat arus (Current density) :Rapat arus adalah bilangan yang menyatakan jumlah arus listrik yang mengalir perluas unit electroda. Terbagi dalam dua macam yaitu rapat arus katoda (cathode currenty) dan rapat arus anoda (anode current density). Pada proses lapis listrik, rapat arus yang diperhitungkan ialah rapat arus katoda yaitu banyaknya arus listrik, yang diperlukan untuk mendapatkan atom-atom logam pada tiap satuan luas benda yang akan dilapis. Tegangan Arus (Voltage).Pada proses lapis listrik, tegangan yang digunakan harus konstant, sehingga yang divariabelkan hanyalah ampernya saja.
Temperatur (suhu larutan) :pH Larutan, pH dipakai untuk menentukan derajat keasaman suatu larutan elekctrolyt dan dalam operasi lapis listrik.
Proses pengerjaan akhir (Post Treatment) :
Benda kerja yang telah dilakukan proses lapis listrik, biasanya dibilas dan kemudian dikeringkan.
Mekanisme Terbentuknya Lapisan Chromium
Mekanisme terbentuknya lapisan chromium sama halnya seperti pada proses pelapisan secara listrik untuk logam lainnya, meskipun pada proses pelapisan chromium tidak menggunakan anoda chromium.Dalam proses pelapisan chromium, mekanisme perpindahan ion-ion dari larutan kekatoda tidaklah mudah, karena chromium dalam larutan merupakan senyawa komplek. Ion-ion chromium diambil sebagai pelapis hanya bersumber dari larutan elektrolit, tidak mendapat suppley dari anoda, karena anoda pada pelapisan chromium berjenis tidak larut (unsoluble anode) yang hanya berfungsi sebagai penghantar listrik.Pada mulanya reaksi terjadi pada katoda dan dianoda terjadi penguraian oksigen yang mengirimkan elektron-elektron chromium kekatoda. Chromium hexavalent (Cr6+) tereduksi menjadi chromium trivalent (Cr3+)
dan membentuk colloid chromic oxide dengan air, sehingga terjadi pereduksian garam komplek chromium menjadi logam chromium yang menempel pada katoda, sedangkan yangtidak tereduksi membentuk chromium hydroksida.Pada katoda terjadi tiga reaksi yaitu deposisi chromium mengeluarkan hydrogen dan pembentukan chromium valensi tiga , reaksi tersebut adalah sebagai berikut Cr2O72 + 14 H+ + 12 e 2 Cr + 7 H2O
H + + 2 e H 2
Cr2O72 + 14 H+ + 6 e 2 Cr2- + 7 H2O
Cr3+ + 3 e Cr
Pada anoda terjadi reaksi pengeluaran oksigen dan oksidasi ion chromium. Reaksi tersebut adalah:
2 H2O O2 + 4 H+
2Cr+ + 6 H
2O 2 CrO3 + 12 H++ 6e
2.4 Ketebalan Lapisan
Ketebalan lapisan yang terbentuk dapat dicari dengan cara seperti berikut :mengukur ketebalan pelapisan pada foto yang telah diambil kemudian dibandingkan dengan ketebalan yang telah diketahui dengan pembesaran yang sama, digunakan pada saat pengamatan dan pengambilan foto. Dalam hal ini mikroskop hanya digunakan untuk mengamati ketebalan dari pelapisan
Z = ……….(2.3)
T = ………(2.4)
Dimana : T = tebal lapisan yang dicari ( mm ) Tf= tebal pembanding pada foto ( mm ) Ts= tebal pembanding diketahui ( mm ) Tfs=tebal lapisan yang diukurpada foto (mm)
Z = pembesaran yang digunakan pada mikroskop dan foto.
Cara mengukur yang kedua adalah dengan
matematis
dengan
membandingkan
massa
Tf
Ts
Tfs
Z
I Kt. Suarsana, A.A.I. A. S. Komaladewi/Jurnal Ilmiah TEKNIK DESAIN MEKANIKA Vol. 6 No. 4, Oktober 2017 (344 –348)
346
lapisan yang terbentuk
dengan massa jenis pelapis dan luas permukaan setelah dilapisi.W
T = ……(2.5) ρ . A
Dimana : T = tebal lapisan yang terbentuk ( cm ) W = m2 - m1 = masa lapisan yang terbentuk
( gr )
ρ = massa jenis pelapis ( gr/cm3 )
A = luas permukaan setelah dilapisi (cm 2)
3. Metode Penelitian 3.1 Bahan
Baja St 60 adalah baja dengan kandungan karbon sampai 0,4 % dan memiliki kekuatan tarik 60 kg/mm2, dalam penelitian ini dipakai sebagai
spesimen yang akan dilapis krom keras. Adapun luas permukaan specimen yang akan dilapis adalah 54 cm2 dengan bentuk persegi panjang dan tebal 1 cm.
Gambar 3.1 . Gambar Spesimen
Larutan yang akan digunakan adalah larutan krom keras (Hard Cromium plating solution) :
Chromic acid (CrO3)300 g/l, Mach I Maintenance90
cc/l, Mach I Initial 40cc/l, Temperatur55 s/d 65oC,
PH < 1. Sebelum pelapisan dilakuan pembersihan dengan larutan asam sulfat (H2SO4) dan larutan HCl.
3.2 Alat Penelitian
Rectifier atau power supply adalah suatu alat yang
dapat mengubah tegangan listrik dari 220 volt menjadi yang lebih rendah sesuai dengan yang diinginkan, atau alat ini juga disebut dengan trafo
step down. Tegangan yang keluar dari trafo masih
dalam keadaan bolak-balik (AC), sehingga untuk merubah dari dari AC ke DC (arus searah) maka diperlukan kuprok sebagai penyearah dan
kapasitorelektrolit sebagai perata dari tegangan out put. Pada rectifier juga dipasang sebuah instrumen
volt meter yang dipasang secara paralel dan sebuah amperemeter yang dipasang secaras seri. Rectifier secara lengkap seperti ditunjukkan dalam gambar dibawah ini.
Gambar 3. 2 Rectifier
Bak diperlukan untuk menampung larutan elektrolit larutan pencuci dan air pembilas. Bahan bak tergantung dari jenis dan kondisi larutan yang ditampung atau dengan perkataan lain bahan bak hendaknya tahan terhadap korosi yang ditimbulkan oleh larutan, tahan terhadap suhu larutan dan tidak mencemari larutan yang ditampungnya. Selain memperhatikan bahwa bak, juga perlu diperhatikan konstruksi yang dikaitkan dengan bentuk dan ukuran kerja yang akan dilapis.
Gambar 3.3 Bak Plating
Heater atau pemanas ini adalah alat untuk
memanaskan larutan untuk mendapatakan kondisi operasi diisyaratkan oleh proses elektroplating.
Termometer adalah alat ukur temperatur sehingga
suhu/temperatur bisa diketahui.Termostat adalah alat untuk menjaga suhu tetap konstan.
Agitator Alat yang menghasilkan
gelembung-gelembun udara sebagai pergerakan dari larutan untuk mendapatkan oksigen.
4. Hasil dan Pembahasan
Data yang diperoleh dari hasil pengukuran kemudian dihitung untuk mendapatkan ketebalan dari pelapisan krom keras yang telah dilakukan. Setelah didapatkan tebal setiap specimen kemudian dirata-ratakan untuk setiap waktu pencelupan.Cara ini digunakan untuk semua penelitian kemudian hasil dari pada perhitungan tersebut dicatat kedalam tabel 4.1. 7 cm
2
,5
I Kt. Suarsana, A.A.I. A. S. Komaladewi/Jurnal Ilmiah TEKNIK DESAIN MEKANIKA Vol. 6 No. 4, Oktober 2017 (344 –348)
347
Pengolahan Data Perhitungan Ketebala
Dari data pengukuran ketebalan diatas didapatkandata berdasarkan pada eksperimen factorial 32 seperti pada tabel dibawah ini :
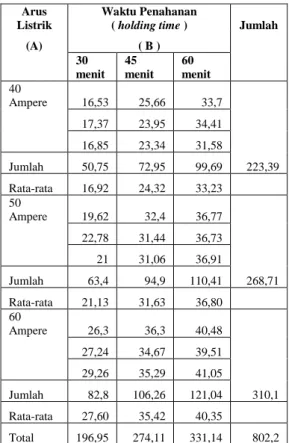
Tabel 4.1. Data perhitungan ketebalan berdasarkan pada eksperi.
Grafik Hasil Penelitian
Gambar 4.1 Grafik hubungan tebal lapisan dengan waktu penahanan (holding time)
Grafik pada gambar 4.1 menunjukan bahwa meningkatnya tebal lapisan akibat meningkatnya
besar arus listrik dan waktu penahanan. Meningkatnya besar arus listrik yang di berikan dari 40A ke 60A rata – rata tebalnya meningkat dari 16,92 mikrometer menjadi 27,60 mikrometerdenagan lama waktu penahanan 30 menit, dari tebal 24,32 mikrometer menjadi 35,42 mikrometer dengan lama waktu penahanan 45 menit, dari tebal 33,23 mikrometer menjadi 4.,35 mikrometer dengan lama waktu penahanan 60 menit.
Dari data hasil perhitungan ketebalan lapisan (Tabel 4.1 ) diatas dapat dihitung secara statistic dan hasil di tabelkan pada tabel anova.
Tabel 4.2 Analisis Variansi Untuk Percobaan Dwifaktor Dengan n Replikasi (AN0VA)
Pembahasan Data
Untuk perlakuan A (Dimana A adalah Arus listrik) dimana :α = 0,05 maka nilai v1 (derajat kebebasan
factor A) = 2 dan v2 (derajat kebebasan error) = 18
maka nilai Ftabel adalah 3,55. Nilai Fhitung 224 ternyata
Fhitung (224) lebih besar dari pada Ftabel (3,55) maka
Hipotesa1 (H01) ditolak. Kesimpulan yang dapat
diambil adalah bahwa terdapat pengaruh arus listrik terhadap ketebalan lapisan.
Untuk perlakuan B (dimana B adalah waktu penahanan / holding time) dimana ;α = 0,05 maka nilai v1 (derajat kebebasan factor B) = 2 dan v2
(derajat kebasan error) = 18 maka nilai Ftabel adalah
3,55. Nilai Fhitung = 540 ternyata Fhitung (540) lebih
besar dari pada Ftabel (3,55) maka Hipotesa 2 (H02)
ditolak. Kesimpulan yang dapat diambil adalah bahwa terdapat pengaruh waktu penahanan / holding time terhadap ketebalan lapisan.
Untuk perlakuan AB (dimana A adalah Arus listrik, B adalah Waktu penahanan/holding time.dimana α = 0,05 maka nilai v1 (derajat kebebasan factor AB) = 4
dan v2 (derajat kebebasan error) = 18 maka nilai Ftabel
adalah 2,93. Nilai Fhitung = 6,16 ternyata Fhitung (6,16)
lebih besar dari pada Ftabel (2,93) maka hipotesa 3
(H03) ditolak. Kesimpulan yang dapat diambil adalah
bahwa terdapat pengaruh arus listrik dan waktu penahanan terhadap ketebalan lapisan.
0 5 10 15 20 25 30 35 40 45 50 0 30 45 60 T e bal la pi s a n (m ik rom e te r)
Waktu penahanan (menit)
40 A 50 A 60 A Arus Listrik Waktu Penahanan
( holding time ) Jumlah
(A) ( B ) 30 menit 45 menit 60 menit 40 Ampere 16,53 25,66 33,7 17,37 23,95 34,41 16,85 23,34 31,58 Jumlah 50,75 72,95 99,69 223,39 Rata-rata 16,92 24,32 33,23 50 Ampere 19,62 32,4 36,77 22,78 31,44 36,73 21 31,06 36,91 Jumlah 63,4 94,9 110,41 268,71 Rata-rata 21,13 31,63 36,80 60 Ampere 26,3 36,3 40,48 27,24 34,67 39,51 29,26 35,29 41,05 Jumlah 82,8 106,26 121,04 310,1 Rata-rata 27,60 35,42 40,35 Total 196,95 274,11 331,14 802,2 Pengaruh Variansi Derajat Kebebasa n Jumlah Kuadrat Rataan Kuadrat F hitung (FC) F tabel (Ft) A 2 4,181.102 2,091.102 2,24.102 3,55 B 2 1,008.103 5,04.102 5,4.102 3,55 AB 4 23 5,75 6,16 2,93 Galat 18 16,8 0,9333 Total 28 1,466.103
I Kt. Suarsana, A.A.I. A. S. Komaladewi/Jurnal Ilmiah TEKNIK DESAIN MEKANIKA Vol. 6 No. 4, Oktober 2017 (344 –348)
348
5. Kesimpulan
Berdasarkan hasil pengujian dan analisa tentang pengaruh variasi waktu penahanan (holding
time) dan arus listrik pada proses elektroplating krom
keras terhadap ketebalan baja St. 60, maka dapat ditarik kesimpulan bahwa waktu penahanan (holding
time) dan arus listrik yang digunakan pada proses
elektroplatingkrom keras sangat mempengaruhi hasil ketebalan lapisan . Dari range arus listrik 40 A sampai 60 A dan waktu penahanan 30 menit sampai 60 menit didapatkan lapisan yang paling tebal adalah pada arus listrik 60 Ampere dengan waktu pelapisan 60 menit sebesar 40,35 mikrometer.
Daftar Pustaka
[1] Fontana Mars. G. Corrosion Engineering. Second edition. 1978. Mc Graw Hill International Book Company.
[2]. Frederick A Lowenheim, 1978,”Electroplating,” McGraw-Hill Book Company, USA.
[3]. Azhar A. Saleh ,” Pelapisan Logam,” Balai Besar Pengembangan Industri Logam Dan Mesin
[4].Djulia Onggo , 2000 ,” Kimia Anorganik II :
Logam,”Penerbit ITB Departemen Kimia,
Bandung
[5]. Bettina Kerle, 2000 “Hexavalent Chromium
Processes”,Jerman
[6]. G.L.J.van Vlient W Both, 1984 ”Teknologi untuk
Bangunan Mesin Bahan-BahanI,” penerbit
Peningkatan Sifat Mekanik Baja
St 60 dengan Pelapisan Krom
Keras (Electroplating) Terhadap
Ketebalan Lapisan Bahan Poros
by Ketut Suarsana
Submission date: 23-Jan-2018 08:33PM (UTC+0700)
Submission ID: 905764037
File name: Jurnal_Ilmiah_TDM_Suarsana_KOMALA.pdf (465.13K)
Word count: 3282
9
%
SIMILARIT Y INDEX
8
%
INT ERNET SOURCES
1
%
PUBLICAT IONS
2
%
ST UDENT PAPERS
Exclude quotes
Of f
Exclude bibliography
On
Exclude matches
Of f
Peningkatan Sifat Mekanik Baja St 60 dengan Pelapisan Krom
Keras (Electroplating) Terhadap Ketebalan Lapisan Bahan
Poros
ORIGINALITY REPORT
MATCH ALL SOURCES (ONLY SELECTED SOURCE PRINTED)