USULAN PENERAPAN TOTAL PRODUCTIVE MAINTENANCE (TPM) UNTUK MENINGKATKAN EFEKTIVITAS MESIN DENGAN MENGGUNAKAN METODE OVERALL EQUIPMENT EFFECTIVENESS (OEE) PADA PLANT LARGE VOLUME PARENTERAL PT SANBE FARMA CIMAREME UNIT III PROPOSED TOTAL PRODUCTIVE MAINTENA
Teks penuh
Gambar



Dokumen terkait
kahoot .Dari 34 mahasiswa, hanya 1 orang yang menyatakan tidak berusaha membaca materi terlebih dahulu sebelum mengikuti ujian.Selain itu, responden menjawab dengan
SURIATY SITUMORANG. SAMIK IBRAHIM).. Dosen
Oleh kerana itu organisasi masa depan yang akan mampu bersaing harus memiliki visi yang jelas dan terarah, pimpinan harus memiliki kompetensi yang menonjol sesuai
Berikut ini gambaran perubahan logo pada perusahaan perusahaan besar di dunia, serta perusahaan Indonesia yang dipengaruhi oleh tren visual yang hadir pada saat logo
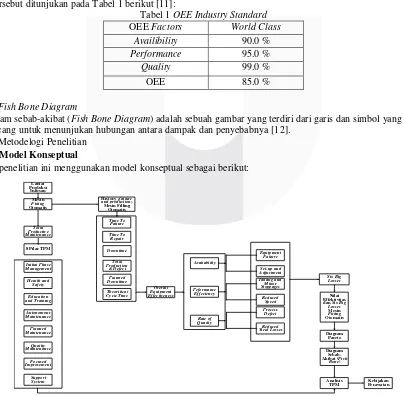
Melalui Total Productive Maintenance dengan melakukan pengukuran mesin menggunakan metode Overall Equipment Effectiveness (OEE) dapat diaplikasikan delapan pilar yang
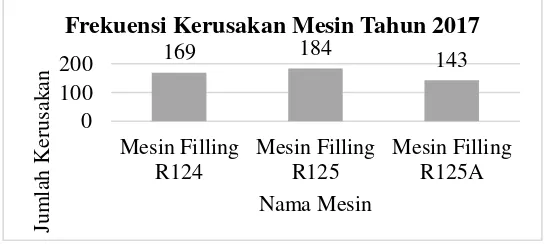
Six big losses dihitung untuk mengetahui overall equipment effectiveness (OEE) dari suatu peralatan agar dapat diambil langkah-langkah untuk perbaikan mesin tersebuta.
Identifikasi Lembaga/unit bisnis pada sub- sistem distribusi dari 36 responden benih padi non subsidi diketahui ada tiga toko pengecer yaitu Toko Abadi, Toko
Berdasarkan hasil observasi pada anak kelompok B TK Esa Bhakti Dharma Wanita Watukenongo, diketahui dari 20 anak terdapat 12 anak yang belum memiliki kemampuan
