STUDI PENDAHULUAN PENGGUNAAN MINIMUM QUANTITY
LUBRICANT PADA PROSES PEMESINAN
Desmas Arifianto Patriawan, Hery Irawan, Eriek Wahyu Restu Widodo
Jurusan Teknik Mesin, Institut Teknologi Adhi Tama Surabaya
Jl. Arief Rachman Hakim 100 Surabaya 60117
email: [email protected];
ABSTRACT
This paper has studied about the potential of Minimum Quantity Lubricant (MQL) in the machining process. MQL is the metal cutting process using coolant or lubricant which it was mixed by compressed air. The air mixture had has velocity of 30 m/s and 5 – 30 ml/h liquid. This mixture did not use liquid, so it can be more economic and environment friendly. The result of the machining process has been obtained that the force has been used was lower than dry cutting, but almost equal with the conventional method. The residual stress and the flank wear were better than dry cutting and much better than conventional cutting fluid.
Keywords: cutting fluids, dry cutting, MQL and machining process.
ABSTRAK
Paper ini membahas tentang potensi dari minimum quantity lubricant (MQL) pada proses pemesinan. MQL adalah proses metal cutting dengan menggunakan coolant atau lubricant yang dicampur dengan udara yang terkompresi. Campuran udara dengan kecepatan 30 m/s dan cairan antara 5-30 ml/h. Campuran ini tidak banyak menggunakan bahan cair sehingga bisa lebih ekonomis dan ramah lingkungan. Hasil dari proses pemesinan didapatkan bahwa gaya yang digunakan lebih rendah daripada dry cutting namun hampir sama dengan metode konvensional. Residual stress dan flank wear lebih baik jika dibandingkan dry cutting. Namun pada saat hard cutting MQL tidak lebih baik dari pada dry cutting dan jauh lebih baik jika dibandingkan dengan cutting fluid secara konvensional.
Kata kunci: Cutting fluids, dry cutting, MQL dan proses pemesinan
PENDAHULUAN
Metal cutting fluids memiliki pengaruh yang besar dalam performa proses pemesinan. Proses pemesinan dengan cutting fluids akan menurunkan temperature pada benda kerja dan mata pahat, selain itu koefisien gesek dan gaya yang digunakan juga akan menurun. Namun penggunaan coolant atau lubricant pada proses cutting fluids yang terlalu banyak juga memiliki dampak negative. Dengan diperkenalkan ISO 14000 undang-undang tentang lingkungan, perusahaan dianjurkan untuk mengurangi atau menghilangkan metal cutting fluids dari proses pemesinan [1]. Sehingga diperlukan sebuah metode baru untuk proses pendinginan dan pelumasan dengan jumlah cairan sedikit mungkin yang berbasis minyak nabati [2]. Metode tersebut lebih dikenal dengan minimum quantity lubricant (MQL).
(a) (b)
Gambar 1. (a) Konvensional cooling. (b) MQL (udara = 30 𝑚 𝑠⁄ and lubri = 40 𝑚𝑙/ℎ) [3].
MQL juga digunakan pada proses drilling. Studi pada MQL dan udara dingin (air cooling) menghasilkan keausan yang lebih rendah jika disbanding dengan metode konvensional [4]. Namun untuk mendapatkan hasil drilling yang baik dengan MQL perlu mekanisme pendinginan yang lebih rumit. Kerumitan ini disebabkan sulitnya pendinginan MQL mengenai pusat panas pada mata pahat. Kerumitan ini juga akan mempengatuhi faktor biaya yang dikeluarkan jika melakukan proses drilling dengan metode MQL.
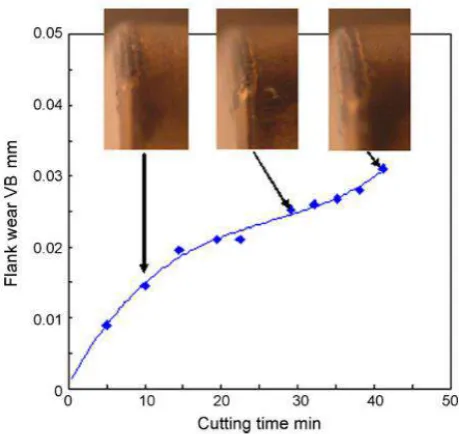
Proses pemesinan dengan MQL memerlukan gas yang bertekanan. Gas ini dapat berupa udara pada suhu kamar, udara yan didinginkan, nitrogen pada suhu -40℃ dan nitrogen cair dengan temperatur -196℃. Penggunaan nitrogen temperature cryogenic mengindikasikan 55% mengurangi flank wear dibandingkan pemotongan pada suhu kamar [5]. Namun penggunaan nitrogen cair akan mempengaruhi biaya yang diperlukan dalam melakukan metal cutting. Gambar 2 menunjukan flank wear terhadap waktu dengan insert PCBN.
Gambar 2. Flank wear terhadap waktu pemotongan dengan insert PCBN [6].
METODE
Salah satu fungsi dari coolant adalah untuk mengurangi panas, baik dari benda kerja maupun pada mata pahat. Cara mengurangi panas adalah dengan memindahkan panas pada coolant. Persamaan perpindahan panas dapat ditulis dengan persamaan:
𝑞 = ℎ𝐴(𝑇𝑤− 𝑇𝑓) (1)
Dimana 𝑞 adalah rate transfer panas, ℎ adalah koefisien transfer panas, 𝐴 adalah area permukaan, 𝑇𝑤 adalah temperatur dinding dari benda kerja dan 𝑇𝑓 adalah temperatur cairan pendingin. Persamaan diatas ditentukan oleh koefisiean transfer panas, koefisien transfer panas didapatkan dari: adalah viskositas dinamik, 𝑐𝑝 adalah spesifik panas, 𝜌 adalah density massa dari material kerja dan 𝑣 adalah kecepatan.
Gesekan dan panas pada proses pemesinan akan merupakan salah 2 faktor pemicu bertambahnya gaya. Gaya yang bertambah pada proses pemesinan akan memerlukan daya yang semakin besar. Bertambahnya besar daya akan mempengaruhi penggunaan listrik, sehingga jumlah listrik yang digunakan semakn besar akan menambah biaya produksi, sehingga peran coolant pada proses pemesinan tetap diperlukan.
Pembeda antara MQL dengan metode flood atau konvensional adalah adanya penambahan udara yang memiliki tekanan tertentu. Pada MQL memiliki dua faktor yang penting yaitu jenis coolant dan udara yang digunakan, sedangkan dengan konvensional hanya mempertimbangkan jenis coolant atau pelumasnya saja. Pada makalah ini juga diamati bagaimana pengaruh udara terhadap proses pemesinan dengan metode MQL. Variabel yang diubah-ubah adalah 5, 15 ddan 23 ml/h jumlah pelumas yang diberikan. Jika mengacu dari persamaan (1) dimana transfer panas juga dipengaruhi oleh 𝑇𝑓 maka udara dingin juga memiliki pengaruh.
Fungsi coolant pada proses pemesinan mencegah cepat aus atau rusaknya mata pahat. Jenis kerusakan mata pahat terdapat dua jenis yaitu crater wear dan flank wear. Gambar 3 menunjukan crater wear dan flank wear.
Perhitungan kerugian dapat dihitung dengan membandingkan umur pahat saat melakukan proses pemesinan dengan metode kering atau tanpa coolant dengan metode konvensional dan dengan MQL. Semakin cepat mata pahat mengalami keausan makan biaya akan semakin mahal.
Kerusakan pada mata pahat dan kekasaran permukaan yang menjadi parameter apakah MQL memiliki performa sama atau lebih baik jika dibandingkan dengan dry cutting dan flood cutting. Sebenarnya masih banyak lagi variabel yang bisa diamati keunggulan MQL jika dibandingkan dengan flood cutting dan dry cutting. Beberapa keunggulan MQL adalah sisi ekonomis dan lebih ramah lingkungan. Lebih ekonomis karena cairan coolant atau pelumas yang dipakai lebih sedikit dari metode konvensional. Limbah dari proses pemesinan juga tidak sebanyak metode konvensional
HASIL DAN PEMBAHASAN
Pengamatan yang pertama dilakukan adalah melihat daya yang digunakan pada saat proses pemesisnan. Apakah daya yang digunakan oleh MQL sama atau bahkan lebih baik jika dibandingkan dengan flood cutting dan lebih baik jika dibanding dry cutting. Daya yang diamati didapatkan dari penelitian sebelumnya, dimana bentuknya ialah berupa gaya,. Dari daya yang didapatkan dapat diubah kedalam bentuk biaya yang diperlukan. Gambar. 4 menunjukan bahwa MQL atau disebut metode baru memerlukan gaya yang lebih rendah jika dibanding dengan dry cutting. Proses pemesinan yang dilakukan adalah milling dengan material yang digunakan. jenis almunium 6061 T6.
Gambar 4. Scatter plot perbandingan gaya dari dry cutting dengan metode baru [2]
Gaya potong pada metode baru dengan MQL menghasilkan gaya yang lebih rendah jika dibandingkan dengan dry cutting. Hal ini menunjukan bahwa koefisen gesek dan panas yang terjadi lebih rendah. Dengan gaya yang lebih rendah maka daya yang diperlukan juga lebih rendah. Dari pengukuran rata-rata, gaya potong dengan metode baru menghasilkan 4.50 Lbs sedangkan dengan dry cutting menghasilkan 5.13 Lbs.
Gambar 5. Perbandingan residual stress [3].
Tidak semua proses pemesinan memerlukan coolant atau pelumas. Pada proses pemesinan hard turning dan beberapa proses gerinda menghasilkan gaya dan kekasaran permukaan yang lebih besar. Gambar 6 menunjukan gaya pada proses gerinda lebih besar dengan metode konvensional dibandingkan dengan dry cutting ataupun dengan MQL. Proses ini bisa terjadi karena efek hidrodinamik, sehingga terjadi peningkatan konsumsi daya.
Gambar 6. Gaya tangensial pada saat material removal rate [8].
(a) (b)
Gambar 7. (a) Flank wear vs waktu pemotongan dan (b) kekasaran permukaan vs waktu pemotongan. Saat wet, dry dan MQL. Pada proses pembubutan dengan ceramic insert [6]
MQL juga bisa digunakan pada proses pemesinan mikro. Terdapat dua penelitian yang diuji penggunaan MQL pada proses pemesinan mikro. Pertama proses milling dan yang kedua drilling. Pada proses milling bagian yang diamati adalah tool flank wear dan kekasaraan permukaan. Sedangkan pada proses drilling bagian yang diamati adalah torsi dan gaya dengan beberapa campuran pelumas.
Hasil dari proses micro-milling dan micro-drilling dapat dilihat pada gambar 8 dan 9. Pada gambar 8a flank wear semakin membesar secara eksponensial pada dry milling setelah 48 mm panjang pemotongan. Pada MQL flank wear juga semakin membesar, namun tida secara eksponensial seperti dry milling. Pada gambar 8a juga menunjukan tidak terlalu besar pengaruh putaran spindle terhadap flank wear mata pahat. Gambar 8b kekasaran permukaan tetap kecil dengan menggunakan MQL, hal ini berbeda jika menggunakan dry milling. Kecepatan putar spindle berpengaruh terhadap besarnya kekasaran permukaan.
Gambar 9. (a) Torsi rata (b) gaya tekan dengan membandingkan compressed air dengan MQL [9].
KESIMPULAN
Minimum quantity lubricant (MQL) memiliki potensi yang besar untuk terus dikembangkan pada proses pemesinan. MQL memiliki potensi untuk menggantikan teknologi flood atau wet pada proses cutting fluid. MQL memerlukan jumlah pelumas atau coolant lebih sedikit sehingga tidak banyak pelumas yang terbuang, MQL juga bisa dikombinasikan dengan minyak nabati sehingga lebih ramah lingkungan. Hasil dari berbagai macam penelitian menunjukan MQL lebih baik dibandingkan dengan dry cutting, namun disaat hard turning dan grinding performa MQL tidak lebih baik pada gaya tangensial, flank wear dan kekasaran permukaan. Namun jika dibandingkan dengan metode flood atau wet, MQL memiliki performa yang hampir sama.
DAFTAR PUSTAKA
[1] Stanford, M. dan P. Lister, 2002. The Future Role of Metalworking Fluids in Metal Cutting Operations. Industrial Lubrication and Tribology. Vol 54 No.1, Maret, hal. 11-19
[2] Callahan, Richard. N dan Kevin M. Hubbard, 2004. The Development and Analysis of an Environment Friendly Machining Fluid Application System. International Journal of Environmentally Conscious Design & Manufacturing. Vol. 12, No. 3.
[3] da Silva, Leonardo Roberto., dkk, 2007. Analysis of Surface Integrity for Minimum Quantity Lubricant-MQL in Grinding. International Journal of Machine Tools & Manufacture, Vol. 47, Hal. 412-418.
[4] Tasdelen, B,. T. Wikblom dan S. Ekered, 2008, Studies on Minimum Quantity Lubricant (MQL) and air cooling at drilling, Journal of Material Processing Technology, Vol. 200, Hal. 339-346. [5] Stanford, M., P.M. Lister. 2009. Investigation into the use of gaseous and liquid nitrogen as a cutting fluid when turning BS 970-80A15 (En32b) plain carbon steel using WG-Go uncoated tooling, Journal of Material Processing Technology, Vol. 209, Hal. 961-972
[6] Bruni, C, dkk. 2008. Hard Turning of an Alloy Steel on a Machine Tool with a Polymer Concrete Bed. Journal of Material Processing Technology, Vol. 202, Hal. 493-499.
[7] Li, Bin,. 2012. A Review of Tool Wear Estimation using Theoretical Analysis and Numerical, International Journal of Refractory Metal and Hard Materials, Vol. 35, Hal. 143-151.
[8] Barczak, I. M., A.D.L. Batako dan M.N. Morgan, 2010, A Study of Plane Surface Grinding Under Minimum Quantity Lubricant (MQL) Conditions, International Journal of Machine Tools & Manufacture, Vol. 50, Hal. 977-985.
![Gambar 3. Jenis kerusakan pada alat turning ASME tool life testing [7].](https://thumb-ap.123doks.com/thumbv2/123dok/2708360.1674502/3.595.178.434.586.728/gambar-jenis-kerusakan-pada-alat-turning-asme-testing.webp)
![Gambar 4. Scatter plot perbandingan gaya dari dry cutting dengan metode baru [2]](https://thumb-ap.123doks.com/thumbv2/123dok/2708360.1674502/4.595.190.405.354.560/gambar-scatter-plot-perbandingan-gaya-cutting-dengan-metode.webp)
![Gambar 5. Perbandingan residual stress [3].](https://thumb-ap.123doks.com/thumbv2/123dok/2708360.1674502/5.595.136.472.388.601/gambar-perbandingan-residual-stress.webp)

