Laporan Kerja Praktek
Diajukan Sebagai Salah Satu Syarat Penyelesaian Program Strata-1 Program Studi Teknik Industri
Oleh : FAIZAL ARIFIN
161730044
PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK
UNIVERSITAS BINA DARMA PALEMBANG
2019
ii
HALAMAN PERNYATAAN
Saya mahasiswa Universitas Bina Darma Palembang yang bertanda tangan dibawah ini:
Nama : Faizal Arifin
Nim : 161730044
Prodi : Teknik Industri
Menyatakan bahwa Laporan Kerja Praktek ini merupakan hasil karya sendiri dan bukan duplikasi dari pihak lain. Apabila dikemudian hari bahwa pernyataan ini tidak benar adanya, maka saya bersedia menanggung sanksi yang diberikan secara pribadi tanpa melibatkan pihak-pihak lain.
Demikian pernyataan ini saya buat dengan sebenarnya.
Palembang, Januari 2021
Faizal Arifin
iv
KATA PENGANTAR
Puji syukur kehadirat Allah SWT, atas segala rahmat dan hidayah–Nya, sehingga penulis dapat menyelesaikan Laporan Kerja Praktek ini yang berjudul Persediaan Bahan Baku Kelapa Sawit Menggunakan Metode Q pada PT.Berkat Sawit Sukamaju . Shalawat beriring salam penulis haturkan kepada junjungan Nabi Besar Muhammad SAW beserta keluarga dan sahabat yang InsyaAllah akan tetap istiqamah hingga akhir zaman. Amin.
Adapun tujuan dari penulisan laporan ini adalah untuk memenuhi salah satu syarat Akademis sesuai kurikulum yang telah ditetapkan oleh Program Studi Teknik Industri Fakultas Teknik Universitas Bina Darma Palembang, yang mewajibkan seluruh mahasiwa yang telah memenuhi persyaratan Akademik untuk melaksanakan Kerja Praktek pada Industri Pemerintahan atau Swasta sesuai dengan bidangnya.
Dalam menyelesaikan Laporan Kerja Praktek ini penulis banyak mendapatkan bimbingan dan dorongan dari berbagai pihak, untuk itu penulis ingin mengucapkan terima kasih yang sebesar-besarnya kepada:
1. Allah SWT yang selalu meridhoi jalan penulis setiap saat.
2. Kedua Orang Tua saya yang selalu memberi dukungan dan do’a.
3. Dr. Sunda Ariana, M.Pd., M.M. selaku Rektor Universitas Bina Darma Palembang.
4. Dr. Firdaus, S.T., M.T., selaku Dekan Fakultas Teknik Universitas Bina Darma Palembang.
5. Christofora Desi Kusmindari, ST., MT. selaku Ketua Program Studi Teknik Industri sekaligus Dosen Pembimbing Kerja Praktek
6. Semua Dosen Program Studi Teknik Industri Universitas Bina Darma.
7. Dedek Saputra selaku pembimbing lapangan yang telah memberikan bimbingan, motivasi, dan arahan kepada penulis.
8. Mahasiswa Mahasiswi Teknik Industri Universitas Bina Darma Palembang.
iv
9. Semua pihak yang telah ikut membantu dan menyelesaikan dalam penulisan laporan kerja praktek ini.
Penulis menyadari bahwa laporan ini masih jauh dari kesempurnaan. Untuk itu, penulis sangat mengharapkan kritik dan saran yang membangun dari semua pihak untuk kesempurnaan laporan ini dikemudian hari. Akhirnya, hanya kepada Allah SWT penulis berserah diri dan semoga laporan kerja praktek ini berguna dan bermanfaat bagi para pembaca dan terutama bagi penulis sendiri. Amin.
Palembang, Januari 2021
Penulis
v
PT.BERKAT SAWIT SUKAMAJU
FAIZAL ARIFIN1, CH. Desi Kusmindari, ST.,MT.2 Mahasiswa Universitas BinaDarma1 , Dosen Universitas Bina Darma2 . Jalan Jendral Ahmad Yani
No 3,Palembang Abstrak
PT Berkat Sawit Sukamaju adalah Perusahaan Perseroan PT Berkat Sawit Sukamaju mengelola satu jenis komuditi yaitu Pabrik Pengolahan Kelapa sawit, yang mengolah TBS milik perusahaan maupun masyarakat kelapa sawit seluas 6.200 ha, mengelola TBS menjadi Crude Palm Oil (CPO) dan Kernel/Inti. yang berada di Jl.
Lintas Palembang - Jambi Km. 102 Desa Sukamaju Kec.Babat Supat, Kab.Musi Banyuasin Prov. Sumatera Selatan. Kode Pos : 30762.
Persediaan Bahan Baku merupakan bagian dari Produksi manufktur kelapa sawit yang dapat mempengaruhi penentuan volume produksi.Dari hasil penelitian yang telah dilakukan terhadap persediaan bahan baku kelapa sawit pada PT.Berkat Sawit Sukamaju,dapat diambil kesimpulan sebagai berikut ; Tingkat persediaan yang paling ekonomis untuk persediaan bahan baku pada setiaap pembelian adalah 1.190.337 dalam frekuensi 14 kali per 12 bulan ,Berdasarkan perhitungan dengan menggunakan metode Qmaka besarnya Saety Stock adalah sebesar 14.310.892 kg per 12bulan dan untuk melakukan Reorder point dengan menggunakan metode Q ditentukan sebesar 20.000.000 kg
Kata Kunci : TBS, EOQ, Safety Stock,ROP, CPO.
vi
Processing Plant, which processes TBS owned by the company and the palm oil community covering an area of 6,200 ha, manages TBS into Crude Palm Oil (CPO) and Kernel / Inti. which is on Jl. Lintas Palembang - Jambi Km. 102 Sukamaju Village, Babat Supat District, Musi Banyuasin Regency. South Sumatra. Postal Code: 30762. Raw material inventory is a part of palm oil manufacturing which can affect the production volume determination. From the results of the research that has been done on the supply of palm oil raw materials at PT. Blessed Sawit Sukamaju, the following conclusions can be drawn; The most economical inventory level for raw material inventory for each purchase is 1.190.337 in a frequency of 14 times per 12 months. 20,000, 000 kg
Keywords: TBS, EOQ, Safety Stock,ROP, CPO.
vii HALAMAN JUDUL
LEMBAR PENGESAHAN ... i
LEMBAR PERNYATAAN ... ii
KATA PENGANTAR... ... iii
ABSTRAK ... iv
ABSTRACT... ... v
DAFTAR ISI ... vi
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... viii
BAB I PENDAHULUAN 1.1 Sejarah Umum Perusahaan ... 1
1.2 Lokasi Perusahaan ... 2
1.3 Waktu Kerja ... 2
1.4 Visi dan Misi Perusahaan ... 3
1.5 StrukturOrganisasi ... 4
1.6 Organisasi Perusahaan ... 5
1.7 Bentuk-Bentuk Organisasi ... 5
1.8 Pembagian tugas dan ruangan ... 5
1.9 Bahan Baku Serta Utilitas ……… 6
1.10 Tahapan Dari Produksi ………. 8
1.11 Alur Proses Pengolahan ……… 15
BAB II KESELAMATAN DAN KESEHATAN KERJA 2.1 Pengertian Keselamatan dan Kesehatan Kerja (K3) ... 16
2.2 Tujuan Penerapan Kesehatan dan Keselematan Kerja ... 17
2.3 Alat-Alat Proteksi Diri ... 17
2.4 Penerapan Di Perusahaan ... 18
2.5 Alat-Alat Proteksi Diri Di Perusahaan ………... 19
BAB III TUGAS KHUSUS 3.1 Latar Belakang ... 23
3.2 Rumusan Masalah ... 24
vii
3.3.1 Tujuan Umum ………. 24
3.3.2 Tujuan Penelitian ……… 24
3.4 Manfaat Kerja Praktek ... 24
3.4.1 Bagi Perusahaan ……….. 24
3.4.2 Bagi Instuti Pendidikan ……… 24
3.4.3 Bagi Peneliti ………. 24
3.5 Ruang Lingkup ... 25
3.6 Sistematika Laporan ………. 25
BAB IV LANDASAN TEORI 4.1 Pengertian Fubgsi serta alasan diadakannya persediaan ... 27
4.1.1 Pengertian Persediaan ... 27
4.1.2 Alasan Diadakan Persediaan ... 28
4.1.3 Fungsi persediaan ... 29
4.2.1 Pengertian Pengendalian………. 30
4.2.2 Tujuan pengedalian……… ... 30
4.2.3 Model Pengendalian……….. 31
BAB V METODE KERJA PRAKTEK 5.1 Tempat dan Waktu Kerja Praktek ... 34
5.2 Pengumpulan Data ... 35
5.3 Sumber Data ... 35
5.4 Metode Pengumpulan Data ... 35
5.5 Unit Analisis………... 36
5.6 Teknik Analisis Data……….. 36
5.7 Bagan Alir………...36
BAB VI PENGUMPULAN DAN PENGOLAHAN DATA 6.1 Pengumpulan Data ... 38
6.2 Pengolahan Data………... ... 39
6.2.1 Perhitungan Persediaan ….. ... 40
6.2.2 Perhitungan Peramalan ………… ... 40
6.2.2.1 Peramalan metode Moving Average……… ... 41
6.2.2.2 Peramalan metode Regresi Linear ... 42
vii
6.2.4 Menentukan Jumlah Safety Stock ………... ... 46
6.2.5 Menentukan Reorder Point ….. ... 46
BAB VII ANALISIS HASIL 7.1 Analisis Hasil Pengolahan Data ... 47
7.1.1 Analisis Menentukan Kebutuhan Bahan Baku ... 47
7.1.2 Analisis Persediaan Pengaman (safety stock) ... 47
7.1.3 Analisis Reorder Point ………. 48
BAB VIII KESIMPULAN DAN SARAN 8.1 Kesimpulan ... 49
8.2 Saran ... 49
DAFTAR PUSTAKA ... 50
LAMPIRAN ……… 51
x
Gambar 1.3 Area Sortasi ... 9
Gambar 1.4 Area Sterilizer ... 9
Gambar 1.5 Area Hoisting Crane ... 10
Gambar 1.6 Area Autofeeder ... 11
Gambar 1.7 Area Digester ... 11
Gambar 1.8 Area Mesin Press ... 12
Gambar 1.9 Area Depericarper ... 12
Gambar 1.10 Area Stasiun Klarifikasi ... 13
Gambar 1.11 Area Sludge Separator ... 13
Gambar 1.12 Area Pengolahan ………... 14
Gambar 1.13 Alur Proses Pengolahan ……… 15
Gambar 2.1 Sepatu Safety ………... 19
Gambar 2.2 Helm Safety ………. 20
Gambar 2.3 Sarung Tangan Safety ………. 20
Gambar 2.4 Kacamata Safety ……….. 21
Gambar 2.5 Ear Plug Safety ……… 21
Gambar 2.6 Masker Safety ……….. 22
Gambar 2.7 Alat Pemadam Api ……….. 22
Gambar 5.1 Diagram Alir Penelitian ... 37
xi
DAFTAR TABEL
Tabel 6.1 Data TBS Tahun 2019... 38
Tabel 6.2 Biaya Pembelian Bahan Baku ... 39
Tabel 6.3 Biaya Pemesanan Bahan Baku ... 39
Tabel 6.4 Biaya Penyimpanan Bahan Baku ... 39
Tabel 6.5 Perhitungan Persediaan 12 Periode 2020 ... 40
Tabel 6.6 Hasil Peramalan Moving Average ... 41
Tabel 6.7 Hasil Peramalan Regresi Linear ... 42
Tabel 6.8 Kesalahan Peramalan ... 43
Tabel 6.9 Perhitungan Peta Moving Range... 44
1 BAB 1 PENDAHULUAN 1.1 Sejarah Umum Perusahaan
PT. Berkat Sawit Sukamaju merupakan perusahaan yang bergerak di sektor perkebunan dan produksi Crude palm oil (CPO) kelapa sawit .
PT.Berkat Sawit Sukamaju memulai produksi CPO pada tahun 2017 ,dalam memenuhi kebutuhan produksinya PT.Berkat Sawit Sukamaju mengambil bahan baku Tandan Buah Segar (TBS) dari kebun sendiri serta membeli TBS dari perkebunan milik masyarakat sekitar wilayah pabrik Berkat Sawit Sukamaju.
PT.Berkat Sawit Sukamaju didirikan dengan maksud untuk turut serta dalam melaksanakan dan menunjang kebijaksanaan program pemerintah di bidang ekonomi dan pembangunan nasional pada umumnya serta subsektor perkebunan pada khususnya dengan tujuan memupuk keuntungan berdasarkan prinsip-prinsip perusahaan yang sehat. PT.Berkat Sawit Sukamaju hanya mengelola satu jenis komuditi yaitu Pabrik Pengolahan Kelapa sawit, yang mengolah perkebunan Plasma kelapa sawit seluas 6.200 ha . PT.Berkat Sawit Sukamaju hanya memiliki 1 (satu) pabrik Kelapa Sawit Yang berkapasitas 30 TON TBS/JM , yang mana mengelola TBS menjadi Crude Palm Oil (CPO) dan Kernel/Inti,yang mana inti/kernel ini langsung dijual baik untuk kebutuhan dalam negeri maupun dijual ke luar negeri.
Hingga saat ini PT.Berkat Sawit Sukamaju terus melakukan perubahan dan peningkatan produktivitas dan kualitas untuk menjadi perusahaan agrobisnis dan agroindustri yang tangguh dan berkarakter global. Oleh karena itu, kualitas SDM (Sumber Daya Manusia) PT. Berkat Sawit Sukamaju harus senantiasa di tingkatkan agar dapat meningkatkan prestasi dan mampu bersaing dengan perusahaan lainnya.
1.2 Lokasi Perusahaan, Lokasi Pabrik / Industri / Perusahaan dan Luas Lahan
PT. Berkat Sawit Sukamaju yang berlokasi di Desa Sukamaju Kecamatan Babat Supat Kabupaten Musi Banyuasin, Provinsi Sumatera Selatan. Dengan luas HGU adalah 6.210 Ha yang mana dilakukan penanaman oleh petani plasma seluas 3.105 Ha.
(Peta lokasi perusahaan PT. Berkat Sawit Sukamaju)
1.3 Waktu Kerja
Ada beberapa jenis sistem jam kerja yang diterapkan oleh PT.Berkat Sawit Sukamaju, yaitu sistem kerja shift dan sistem kerja non shift. Sistem kerja shift biasanya diperuntukkan karyawan yang bekerja di bagian produksi seperti QC, operator-operator mesin, dan lain lain. Sistem ini diterapkan karena mengingat waktu produksi yang cukup panjang.
Sehingga jam kerja terbagi menjadi shift pagi, shift siang, dan shift malam.
Shift pagi mulai dari jam 07.00-15.00, shift siang mulai pukul 15.00- 23.00. Sedangkan untuk yang non shift, jam kerja 7 jam sehari dan 40 jam 1 minggu.
a. kantor palembang
Hari senin sampai dengan hari jum’at mulai dari jam 08.00 – 17.00 dan istirahat jam 12.00 – 14.00
Hari sabtu mulai jam 08.00 – 13.00
b. Kebun atau Lapangan diatur oleh manajemen perusahaan, sesuai ketentuan dan aturan yang berlaku.
Waktu kerja standar yang ditetapkan oleh Departemen Tenaga Kerja adalah 40 jam kerja dalam seminggu. (PT.Berkat Sawit Sukamaju)
1.4 Visi dan Misi Perusahaan VISI
Menjadi perusahaan agribisnis dan agroindustri yang tangguh dan berkarakter global.
Misi Perusahaan
1. Menjalankan usaha agribisnis perkebunan dengan komoditas kelapa sawit 2. Mengembangkan usaha berbasis bisnis inti yang mengarah ke integrasi
vertikal.
3. Menggunakan teknologi budidaya dan proses yang efisien dan akrab dengan lingkungan untuk menghasilkan produk berstandar, baik untuk pasar domestik maupun internasional.
4. Memperhatikan kepentingan shareholders dan stakeholders, khususnya, pekerja, mitra petani, pemasok, dan mitra usaha untuk bersama-sama mewujudkan daya saing guna menumbuhkembangkan perusahaan .
(PT.Berkat Sawit Sukamaju) 1.5 Struktur Organisasi
Struktur organisasi adalah suatu susunan dan hubungan kerja antara tiap bagian dan posisi yang ada pada suatu organisasi dalam menjalankan
kegiatan operasional untuk mencapai tujuan, struktur organisasi menggambarkan dengan jelas pemisah kegiatan pekerja antara satu dengan yang lain dan bagaimana hubungan aktifitas dan fungsi dibatasi.
Struktur dibentuk dalam sebuah organisasi dengan tujuan agar posisi setiap anggota organisasi dapat di pertanggung jawabkan, mengenai hak dan kewajiban nya.Struktur di bentuk agar organisasi berjalan rapi, karena terdapat perintah, siapa yang diberi wewenang tanggung jawab dan siapa yang berwenang bertanggung jawab.
STRUKTUR ORGANISASI PT.BERKAT SAWIT SUKAMAJU
Sumber : PT. Berkat Sawit Sukamaju
MANAJER
ASISTEN SDM
& UMUM
Krani Kepala, Paramedis dan
kepala satpam
-Krani -Waka. Satpam
Satpam Petugas paramubhakti ASISTEN
KEUANGAN
Krani Kepala keuangan dan Kepala Gudang
Krani
Petugas Gudang
ASISTEN TEKNIK
Mandor Besar Teknik
-Mandor -krani
Mekanik Tukang Juru
ASISTEN PENGOLAH
AN Mandor
Besar Pengolahan
-Mandor -Krani
Operator Juru petugas
Kepala Laboratoriu
m
-Krani -Waka Lab
Analis Juru Petugas ASISTEN KEPALA
TEKNIK PENGOLAHAN
Gambar 1.1 Struktur Organisasi
1.6 Organisasi Perusahaan
Struktur dibentuk dalam sebuah organisasi dengan tujuan agar posisi setiap anggota organisasi dapat dipertanggung jawabkan, mengenai hak dan kewajibannya.Struktur di bentuk agar organisasi berjalan rapi, karena terdapat struktur komando, siapa yang berwenang dan siapa yang diberi wewenang dalam hal ini.
1.7 Bentuk-Bentuk Organisasi
Organisasi P2K3 (Panitia Pelaksana Keselamatan Kesehatan Kerja) organisasi ini sudah terdapat di PT.Berkat Sawit Sukamaju Organisasi ini merupakan organisasi yang bergerak di bidang panitia pelaksana keselamatan dan kesehatan kerja yang mengatur dan mengkordinir karyawan lain agar bisa menjalankan keselamatan dan kesehatan kerja agar dalam menjalankan atau melaksanakan pekerjaan tidak terjadi hal – hal yang tidak dinginkan atau kecelakan dalam bekerja, dan kalaupun terjadi kecelakan tersebut bisa cepat di tangani agar tidak menimbulkan korban jiwa akibat kecelakan kerja tersebut.
1.8 Pembagian tugas dan ruangan
Pembagian pekerjaan pada PT.Berkat Sawit Sukamaju. dibagi menurut Fungsi yang telah ditetapkan. Setiap departemen diberikan tugas dan tanggung jawab sesuai dengan dasar kualifikasinya. Setiap depatemen juga di berikan target agar setiap pekerjaan yang di berikan akan dilakukan secara maksimal dan mampu mendongrak keuntungan bagi perusahaan.
Adapun tugas dan tanggung jawab serta wewenang di PT.Berkat Sawit Sukamaju, Sejati sebagai berikut :
1. Executive Director
a. Memerintah (to govern) organisasi dengan menetapkan kebijakan-kebijakan dan tujuan-tujuan luas dari perusahaan tersebut.
b. Memilih, mengangkat, mendukung, dan menilai kinerja dewan eksekutif.
c. Memastikan keberadaan dan kecukupan sumber keuangan.
d. Mengesahkan anggaran tahunan.
e. Bertanggung jawab atas kinerja perusahaan kepada para anggota pemegang saham.
f. Menentukan gaji dan kompensasi mereka sendiri.
2. General Manager
a. Melaksanakan Peraturan Perusahaan sesuai arahan dari Pimpinan Perusahaan.
b. Menyusun laporan kegitatan Perusaan dalam semua bidang secara rutin.
c. Menemtukan kriteria produk yang baik untuk tiap tiap tahapan yang disesuaikan dengan objektif Perusahaan.
3. Manager Kebun
a. Melaksanakan Peraturan Perusahaan sesuai arahan dari General Manager.
b. Bertanggung jawab terhadap teknis kerja operasional Askep dan Asistant.
c. Menentukan kerja operasional berdasarkan program kerja yang disususn sebelum mengikuti budget tahunan.
d. Melakukan pengawasan kerja atau operasional Askep dan Asistant.
4. ASKEP (Asistant Kepala )
a. Membantu Manager menyusun perencanaan kerja, melakukan evaluasi, analisa, mengorganisasikan, mengendalikan, mengkoordinasikan, mengatur dan mengawasi kegiatan operasional sehingga dapat menghasilkan produksi dengan kwalitas dan kwantitas yang bagus dan pembinaan secara efesien dan efektif sesuai dengan objektivitas perusahaan.
5. Asistant Kebun
1. Mengatur dan mengawasi kegiatan operasional perkebunan, sehingga dapat menghasilkan produk dengan kwalitas, kwantitas dan pembiayaan yang efesien dan efektif sesuai dengan objektif kebijaksanaan manejemen. (PT.Berkat Sawit Sukamaju)
1.9 Bahan Baku Serta utilitas
Setiap bahan baku yang akan digunakan dipersiapkan secara cermat.
Mulai dari proses tanam, panen, hingga proses pengolahan dan penyimpanan. Bahan baku tersebut harus mengikuti prosedur pengawasan mutu dan tingkat higienis berdasarkan standar yang berlaku seperti SOP (Standard Operation Procedurs ), GMP (Good Manufacturing Practises).
1. Bahan Baku
Bahan baku utama yang digunakan dalam proses pembuatan CPO (Crude Palm Oil) adalah:
a. Kelapa Sawit.
Kelapa Sawit merupakan bahan utama dalam pembuatan CPO (Crude Palm Oil).CPO tidak akan jadi jika tidak ada kelapa sawit oleh karena itu kelapa sawit menjadi bahan baku utama dalam pembuatan CPO.
b. Air
Fungsi air disini merupakan satu tahap ketika kelapa sawit tersebut dimasuk dalam proses perebusan
2 . Utilitas
Selain mesin dan peralatan yang digunakan dalam melakukan kegiatan proses produksi sehari-hari, digunakan juga sarana pendukung operasi pabrik (utilitas) yaitu : segala kelengkapan yang berhubugan dengan jalannya produksi dan kebutuhan yang diperlukan.
Unit-unit pendukung pada PT.Berkat Sawit Sukamaju, dapat dikategorikan sebagai berikut :
a. Pembangkit listrik, yang diperoleh dari jaringan PLN dan Set Generator bertenaga Turbin tenaga listrik ini digunakan sebagai : 1. Penerangan lingkungan pabrik
2. Penggerak mesin dan peralatan produksi.
b. Mesin air, yang digunakan untuk memompa air dari sungai ke dalam tangki penampungan air. Kebutuhan air ini digunakan sebagai :
1. Keperluan service peralatan dan karyawan di pabrik 2. Keperluan seluruh bagian-bagian pabrik
c. Bengkel (Work Shop), digunakan untuk membantu kelancaran proses produksi.fungsi Bengkel (Work Shop) digunakan untuk mendukung dan membantu kelancaran proses produksi : Bengkel (Work Shop) dipergunakan sebagai :
a. Untuk memperbaiki mesin atau peralatan yang rusak
b. Tempat penyimpanan mesin dan peralatan yang baru (stock) dan yang rusak untuk diperbaiki.
d. Tempat istirahat karyawan, yang dipergunakan sebagai : tempat pelayanan oleh perusahaan untuk memungkinkan para karyawan diransang untuk produktif, yang meliputi :
1. Ruang istirahat karyawan 2. Ruang makan
3. Musholla 4. Koperasi 1.10 Tahapan Dari Produksi
Dalam proses produksi CPO PT.Berkat Sawit Sukamaju Sejati ada beberapa tahap yang di kerjakan sebelum dimulai proses produksi, agar produk yang dihasilkan mempunyai kualitas yang bermutu baik sempurna :
a. Jembatan timbangan
Alat ini berfungsi untuk menimbang TBS dari afdeling yang diangkut truk. Untuk memperoleh Netto TBS, ditimbang terlebih dahulu berat brutto nya, yaitu berat truk dengan berat TBS. Kemudian TBS dikeluarkan dari truk dan dituangkan di loading ramp. Setelah itu truk kosong ditimbang untuk mengetahui berat tarra setelah itu berat netto dari TBS yaitu selisih antara berat brutto dengan berat tarra.
Gambar 1.2 Jembatan timbangan
b. Sortasi dan Loading Ramp
Sortasi dan loading ramp adalah tempat penampungan Tandan Buah Segar (TBS), dan pengisian TBS ke lori-lori,disamping itu juga sebagai tempat untuk menyortir TBS yang diterima apakah sesuai dengan yang telah ditentukan,serta berfungsi untuk mengurangi kotoran-kotoran seperti sampah,kelopak, dan lain-lain agar jangan terikut ke dalam lori. Lori adalah merupakan Keranjang untuk tempat TBS yang akan direbus dan sesudah direbus
Gambar 1.3 Kreteria Sortasi TBS
c. Proses perebusan (strelizer)
Adapun Tujuan dari perebusan ini adalah untuk mematikan enzim- enzim yang terdapat dalam buah dan untuk mempermudah proses selanjutnya. Sedangkan lama proses perebusan ini berlangsung berkisar 85- 90 menit dengan system 3 (tiga) puncak (triplepeak) dan tekanan 3Kg/cm2. Puncak pertama tekanan sampai 1,5 Kg/cm2, puncak kedua tekanan sampai 2,0 Kg/cm2
dan puncak ketiga tekanan sampai 2,8– 3,0 Kg/cm2
Gambar 1.4Strelizer (Perebusan)
d. Hoisting Crane (alat angkat)
Proses selanjutnya setelah perebusan maka lori-lori yang berisi Tandan Buah Segar (TBS) dikeluarkan dari dalam tempat perebusan dengan mempergunakan Cap stand, lalu lori yang berisi buah rebus tersebut diangkat dengan menggunakan Hoisting Crane kemudian dituangkan kedalam Stasiun Penebah dan di proses ke fruit hopper
Gambar 1.5 Alat Angkat ( Hoisting crane )
e. Autofeeder (stasiun penebah)
Proses selanjutnya adalah Buah rebusan yang dituangkan kemudian dimasukan kedalam Striper Drum untuk dibanting.Proses yang berlangsung didalam Stripper Drum yang dengan 23-25 rpm. Didalam proses pembantingan, berondolan akan terlepas dari tandan,melalui kisi-kisi yang ditampung oleh ulir pengantar dan diteruskan ke Fruit Elevator,Distributing Conveyor.Tandan kosong akan keluar dari ujung Drum dan ditampung oleh Empty Bunch Conveyor untuk diantarke Incenerator yang selanjutnya akan dibakar untuk dijadikan sebagai pupuk atau langsung diangkut dengan menggunakan truk yang selanjutnya akan diambil untuk pupuk tanaman.
Gambar 1.6 Autofeeder (Stasiun Penebah)
f. Digester (pelumat buah)
Adapun proses berikut nya setelah proses pemisahan tandan dengan berondolan atau daging buah,selanjutnya adalah berondolan yang masuk ke dalam digester diaduk sedemikian rupa untuk dilumatkan sehingga sebagian besar daging buah akan terlepas dari biji.Proses pengadukan dan pelumatan berondolan dapat berlangsung dengan baik apabila Disgester berisi penuh atau minimal 1/4 dari volume digester. Dalam proses pelumatan brondolan ini juga diperlukan temperature digester yang harus stabil,yaitu harus selalu lebih dari 90oCelcius.
Gambar 1.7 Digester (pelumat buah)
g. Mesin press
Alat ini berfungsi untuk mengekstraksi minyak dari buah. Buah diaduk oleh digester dengan cara menekan atau memeras buah, dalam hal ini perlu juga diperhatikan bahwa nut pecah perlu di minimalkan supaya proses kernel bisa di tekan. Hidraulik press bekerja pada tekanan 40-60 Bar, tapi yang umum dipakai 50 Bar, untuk ampere screw press di pertahankan 35 A, putaran screw
press 10 – 12 rpm. Kapasitas olah terpasang screw press 12,5 namun actual biasanya berkisar 80 % dari kapasitas terpasang yaitu 10 ton/jam. As pada screw press digerakan oleh motor dengan daya 30 Hp, tegangan 380/415 volt, arus 37 A dan putaran 1420 RPM (merek Elektrim). Screw press dapat dilihat seperti gambar 2.b.8 diatas
Gambar: 1.8 Mesin press
h. Depericarper (PemisahAmpas danBiji)
Proses ini dilakukan di depericarper. Depericarper adalah alat untuk memisahkan ampas dengan biji, serabut ampas masuk kedalam Fibre Cyclone, selanjutnya diteruskan ke Boiler dengan alat pengantar yang disebut Fibre Shell Conveyor untuk dijadikan sebagai bahan bakar Boiler.
Sedangkan biji masuk ke drum pemoles yang disebut Polishing Drum untuk membersihkan sisa- sisa serabut yang masih melekat pada biji.
Gambar 1.9 Depericarper (Pemisah Ampas dan Biji)
i. Stasiun Klarifikasi
Minyak yang ditampung di Crude Oil Tank dipompa ke dalam klarifikasi yang selanjutnya akan dimasukan kedalam Vertical Continous Tank (VCT) guna untuk memisahkan Sludge dengan minyak. Temperatur VCT berkisar antara 90o
C s/d 1000o
C, Minyak akan berada pada lapisan atas, selanjutnya akan dialirkan ke Oil Tank, sedangkan Sludge yang masih mengandung minyak lanjut ketahap selanjutnya.
Gambar 1.10 Stasiun Klarifikasi
j. Sludge Sepator
Sludge yang berasal dari Sludge Tank masih mengandung minyak, dalam hal ini Sludge Sepator berfungsi mengutip minyak,air dan kotoran,maka minyak yang biji nya lebih kecil akan terlemparke dalam Bowl dan selanjutnya dialirkan ke Clude Oil Tank,dan dialirkan ulangke VCT. Cairan yang berat jenisnya lebih besar dari minyak terdorong ke bagian dinding Bowl dan keluar melalui Nozzle dan dialirkan ke Sludge Pit.
Gambar 1.11 Sludge Sepator
k. Pengolahan Biji/Inti sawit
Nut yang berasal dari Drum jatuh dan ditampung oleh Nut Conveyor untuk diteruskanke nut hopper. Selanjutnya nut masukke Ripple dan di Ripple Millini Nut dipecah. Biji dan nut yang dipecah yang masih bercampur ditampung dalam Cracked Mixtere Conveyordandi teruskan ke Cake Mixture Elevator untuk dibawa ke Sparting Coloum Idan II ( LDTS I dan LTDS II).LTDS I berfungsi memisahkan abu-abu serabut halus serta cangkang dan batuan yang ikut terolah,sedangkan di LTDS II produksi diambil dari pangkal bawah kolom.Inti pecah dan cangkang kasar yang dikeluarkan dari cabang tengah kolom diteruskan ke Clay Bath.Inti yang dihasilkan tadi diteruskan ke Kernel Silo untuk dikeringkan dan cangkang digunakan sebagai bahan bakar Boiler.
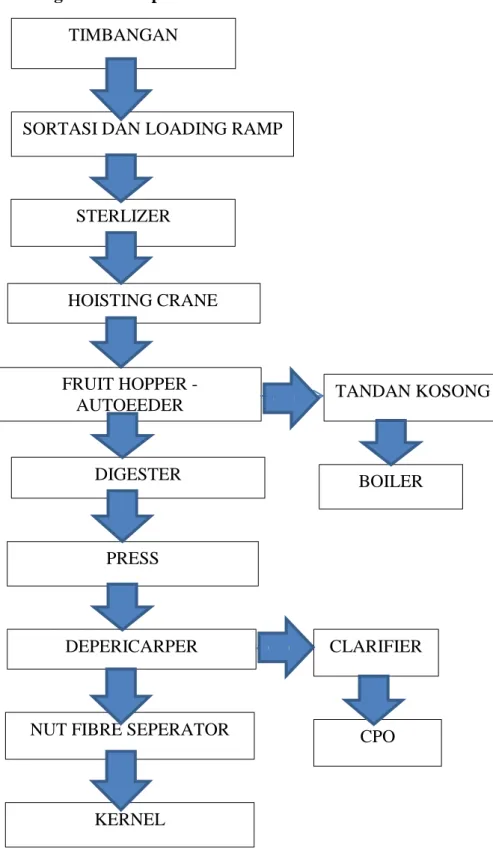
1.11 Alur Proses Pengolahan kelapa sawit
Gambar 1.12 flowchart Tahapan produksi TIMBANGAN
SORTASI DAN LOADING RAMP
STERLIZER
HOISTING CRANE
FRUIT HOPPER - AUTOEEDER
DIGESTER
PRESS
DEPERICARPER
NUT FIBRE SEPERATOR
KERNEL
TANDAN KOSONG
BOILER
CLARIFIER
CPO
BAB II
KESEHATAN DAN KESELAMATAN KERJA (K3)
2.1 Pengertian Kesehatan dan Keselamatan Kerja
Menurut Mangkunegara kesehatan dan keselamatan kerja adalah suatu pemikiran dan upaya untuk menjamin keutuhan dan kesempurnaan baik jasmaniah maupun rohaniah tenaga kerja pada khususnya dan manusia pada umumnya, hasil karya dan budaya untuk menuju masyarakat adil dan makmur.
Menurut Suma’mur keselamatan kerja merupakan rangkaian usaha untuk menciptakan suasana kerja yang aman dan tentram bagi para karyawan yang bekerja diperusahaan yang bersangkutan.
Menurut Simanjuntak keselamatan kerja adalah kondisi keselamatan yang bebas dari resiko kecelakaan dan kerusakan dimana kita bekerja yang mencakup tentang kondisi bangunan, kondisi mesin, peralatan keselamatan, dan kondisi pekerja.
Mathias dan Jackson menyatakan bahwa keselamatan kerja adalah merujujuk pada perlindungan terhadap kesejahteraan fisik seseorang terhadap cidera terkait dengan , pekerjaan. Kesehatan adalah merujuk pada kondisi umum fisik, mental dan stabilitas, emosi secara umum.
Menurut Ridley, Jhon yang dikutip oleh Boby shiantosia mengartikan kesehatan dan keselamatan kerja adalah suatu kondisi maupun bagi masyarakat dan lingkungan sekitar pabrik atau tempat kerja tersebut.
Jackson menjelaskan bahwa keselamatan kerja menunjukan kepada kondisi fisiologis, fisikal, dan pisikologis tenaga kerja yang diakibatkan oleh lingkungan kerja yang disediakan oleh perusahaan.
Menurut Mangkunegara bahwa indikator penyebab keselamatan dan kesehatan kerja :
a. Keadaan tempat lingkungan kerja, yang meliputi :
1. Penyusunan dan penyimpanan barang barang yang berbahaya bagi orang atau benda sekitarnya yang kurang diperhitungkan keamanan nya.
2. Ruang kerja yang terlalu padat dan sesak.
3. Pembuang kotoran dan limbah yang tidak pada tempatnya.
b. Pemakaian peralatan kerja yang meliputi :
1. Pengaman peralatan kerja yang sudah using atau rusak.
2. Penggunaan mesin, alat elektronik tanpa pengaman yang baik pengaturan penerangan.
2.2 Tujuan Penerapan Kesehatan dan Keselamatan Kerja
Secara umum, kecelakaan kerja selalu diartikan sebagai kejadian yang tidak dapat diduga. Kecelakaan kerja dapat terjadi karena kondisi yang tidak membawa keselamatan kerja, atau perbuatan yang tidak selamat.
Kecelakaan kerja dapat didefinisikan sebagai setiap perbuatan atau kondisi tidak selamat yang dapat mengakitbatkan kecelakaan. Berdasarkan definisi kecelakaan kerja lahir nya keselamatan dan kesehatan kerja yang mengatakan bahwa cara menanggulangi kecelakaan kerja adalah dengan meniadakan unsur penyebab kecelakaan dan atau mengadakan pengawasan yang ketat.
Keselamatan dan kesehatan kerja pada dasar nya mencari dan mengungkapkan kelemahan yang memungkinkan kelemahan yang memungkinkan terjadi nya kecelakaan. Fungsi ini dapat dilakukan dengan dua cara, yaitu mengungkapkan sebab akibat suatu kecelakaan yang meneliti apakah pengendalian secara cermat dilakukan atau tidak.
Menurut Mangkunegara bahwa tujuan dan kesehatan dan keselamatan kerja adalah
1. Agar setiap pegawainya mendapat jaminan keselamatan dan kesehatan kerja baik secara fisik, social, dan pisikologis.
2. Agar setiap perlengkapan dan peralatan kerja digunakan sebaik baik nya selektif mungkin.
3. Agar semua hasil produksi deipelihara keamanan nya.
4. Agar adanya jaminan atas pemeliharaan dan peningkatan kesehatan gizi pegawai.
5. Agar meningkatkan kegairahan pegawai, keserasian kerja, dan partisipasi kerja.
6. Agar terhindar dari gangguan kesehatan yang disebabkan oleh lingkungan atau kondisi kerja.
7. Agar setiap pegawai merasa aman, nyaman, dan terlindungi dalam bekerja.
2.3 Alat-Alat Proteksi Diri
Untuk mengurangi resiko terjadinya kecelakaan kerja, maka para pekerja perlu dilengkapi dengan alat-alat perlindungan diri. Hal ini sesuai dengan peraturan perundang-undangan nomor 1 tahun 1970 tentang keselamatan dan kesehatan kerja yang mewajibkan kepada pemimpin perusahaan untuk menyediakan secara cuma-cuma semua alat perlindungan diri pada tenaga kerja yang berada dibawah pimpinannya dan menyediakan bagi setiap orang lain yang memasuki tempat kerja tersebut, disertai dengan pentujuk-petunjuk yang diperlukan menurut ketentuan pegawai pengawas.
Beberapa alat proteksi diri yang bisa digunakan antara lain alat pemadam kebakaran yang diletakan disetiap sudut-sudut ruangan yang berpotensi sangat mudah terbakar, membuat pintu darurat disetiap tempat untuk menyelamatkan diri pada saat terjadi sesuatu hal yang tidak diinginkan contohnya kebakaran atau lain-lain serta pakaian safety bagi karyawan yang bekerja dibagian lapangan atau gudang, meyediakan kotak P3K apabila terjadi sesuatu hal pada pegawai yang mengalami kecelakaan kerja serta menyediakan asuransi jiwa atau jaminan kesehatan kepada seluruh pegawai.
2.5 Penerapan Di perusahaan
Keselamatan dan kesehatan kerja sangat di butuhkan dan diperlukan oleh PT.Berkat Sawit Sukamaju. Untuk itu dilakukan usaha- usaha dan disediakan fasilitas untuk karyawan yang dapat menjamin keselamatan dan kesehatan kerja serta mengurangi resiko kecelakaan atau pun penyakit-penyakit akibat kerja bagi karyawan.
PT Berkat Sawit Sukamaju Sejati telah melakukan usaha-usaha keselamatan dan kesehatan kerja sebagai berikut :
1. Menyediakan alat-alat proteksi untuk mengurangi resiko terjadinya kecelakaan kerja.
2. Mengikut sertakan seluruh karyawannya untuk mengikuti pelatihan K3.
3. Menyiapkan alat-alat P3K atau sebagainya bila mana jika karyawan membutuhkan pertolongan pertama.
4. Menyediakan karyawan tempat beristirahat atau menghilangkan rasa letih pada saat jam istirahat.
5. Menyediakan alat pemadam kebakaran berupa tabung kebakaran atau pun semacamnya.
6. Serta menjaga kebersihan dilingkungan area kerja.
Dari uraian sebelumnya, dapat dikatakan bahwa untuk masalah keselamatan dan kesehatan kerja di PT Berkat Sawit Sukamaju Sejati tidak ada masalah dan sangat menjamin para karyawan bila mana ada kecelakaan saat sedang bekerja. Aspek-aspek perlindungan diri dan jaminan terhadap keselamatan dan kesehatan kerja bagi seluruh karyawan sudah terpenuhi.
2.6 Alat-Alat Proteksi Diri Di Perusahaan
1. Sepatu Safety
Gambar 2.1 Sepatu Safety
(Keterangan : Berfungsi untuk melindungi kaki dari hantaman benda-benda keras)
2. Helm Safety
Gambar 2.2 Helm Safety
(Keterangan : Berfungsi untuk melindungi kepala dari hantaman benda-benda keras)
3. Sarung Tangan Safety
Gambar 2.3 Sarung Tangan Safety
(Keterangan : Melindungi tangan dari gesekan benda-benda tajam dan sebagainya).
4. Kaca Mata Safety
Gambar 2.4 Kaca Mata Safety
(Keterangan : Melindungi mata dari gram-gram yang memungkinkan dapat terkena mata)
5. Ear Plug Safety
Gambar 2.5 Air Plug Safety
(Keterangan : Melindungi telinga dari suara bising di lokasi kerja)
6. Masker Safety
Gambar 2.6 Masker Safety
7. Alat Pemadam Api
Gambar 2.7 Alat Pemadam Kebakaran
(Keterangan : Sebagai alat pemadam kebakaran pada saat terjadi nya kebakaran di lingkungan kerja, yang diakibatkan kelalaian pegawai atau pun akibat
kesalahan teknis).
BAB III TUGAS KHUSUS
3.1 Latar Belakang Masalah
Perusahaan pada umumnya adalah suatu bentuk badan usaha yang bertujuan untuk mendapatkan keuntungan yang sebesar-besarnya, adapun cara yang digunakan antara lain yaitu dengan menekankan biaya produksi yang seminimal mungkin. Upaya yang dilakukan perusahaan untuk meminimalisirkan biaya pengeluaran tersebut adalah dengan cara mengalokasikan biaya-biaya produksi dengan tepat dan mampu meminimalkan biaya-biaya yang seharusnya tidak perlu untuk dikeluarkan.
Untuk mencapai tujuan tersebut di diperlukan rencana produksi (planning production) yang benar-benar baik guna untuk meminimasi biaya-biaya pengeluaran yang tidak penting. Yaitu dengan cara pengendalian persediaan bahan baku, barang jadi ataupun barang setengah jadi. Persediaan bahan baku merupakan masalah yang sangat sering dialami oleh perusahaan khususnya di dalam bidang produksi yang seringkali mengakibatkan beberapa kerugian seperti kekurangan bahan baku saat proses produksi sedang berjalan yang dapat mengakibatkan terhentinya proses produksi yang sedang berlangsung hal ini pun pastinya berdampak pada kerugian perusahaan tersebut karena terhambatnya produk yang akan dikirim kepasaran. Selain itu kelebihan persediaan bahan baku juga dapat berdampak pada pemborosan biaya seperti meningkatnya biaya simpan, otomatis pula modal yang ditanamkan akan semakin besar, dan juga dapat berdampak pada kerusakan barang karena mungkin lamanya waktu penyimpanan. Efek yang dapat timbul bisa juga berdampak pada penilaian konsumen, hilangnya kepercayaan konsumen terhadap perusahaan, karena tidak dapat memenuhi permintaan konsumen yang berarti hilang pula kesempatan untuk mendapatkan keuntungan.
PT. Berkat Sawit Sukamaju Sejati adalah perusahaan yang bergerak dibidang produksi, khususnya dalam produksi CPO ( Crude Palm Oil )
untuk kebutuhan rumah tangga ataupun kebutuhan perindustrian lain-nya.
Bahan baku yang dipergunakan untuk proses pengolahan produksi CPO tersebut diperoleh dengan cara panen dikebun milik perusahaan sendiri ataupun dari perkebunan milik masyarakat sekita area pabrik.
Berdasarkan hal tersebut maka penulis menarik judul penelitian : Perencanaan Penyediaan Bahan Baku Kelapa Sawit dengan Menggunakan Metode “Q” bertujuan untuk memperlancar dan merencanakan persediaan bahan baku yang tepat dan juga untuk meminimalisir pengeluaran yang kurang penting yang dapat-berdampak-pada-pemborosan- dalam_suatu_perusahaan.
3.2 Rumusan Masalah
Berdasarkan latar belakang yang ada diatas tersebut, maka rumusan masalah pada penelitian ini adalah , Bagaimana menentukan jumlah ekonomis pemesanan bahan baku, menentukan Safety Stock, dan titik Reorder Point Pemesanan bahan baku?
3.1 Tujuan Kerja Praktik
Adapun tujuan dari pelaksanaan kerja praktik tersebut adalah sebagai berikut:
1. Tujuan umum ;
Kegiatan Kerja praktik lapangan ini dilaksanakan dengan tujuan mendapatkan dan ingin mengetahui suatu mekanisme alur proses .
2. Tujuan Khusus
a. Menentukan jumlah bahan baku yang paling ekonomis (Lot Order Economic) dengan Metode Q
b. Menentukan jumlah Safety Stock.
c. Menentukan tingkat Reodrer Point 3.4 Ruang Lingkup dan Batasan Masalah
Agar pembahasan yang dilakukan lebih ter-arah dan sesuai dengan yang diharapkan, maka perlu adanya pembatasan terhadap permasalahan yaitu hanya pada bagian perencanaan persediaan bahan baku, dan agar pemecahan masalah dalam penelitian ini menjadi mudah serta tidak mengalami
penyimpangan dari tujuan yang telah ditetapkan maka diperlukan batasan- batasan serta asumsi seperti dibawah ini :
1. Penelitian khususnya dilakukan di PT. Berkat Sawit Sukamaju.
2. Pengamatan dilakukan pada persediaan bahan baku.
3. Metode yang digunakan dalam pengendalian persediaan ini adalah dengan menggunakan metode Q.
4. Perhitungan meliputi tahap penentuan besarnya jumlah/kuantitas bahan utama, penentuan safety stock dan reorder point.
Adapun asumsi-asumsi yang digunakan antara lain:
1. Setiap pemesanan yang diminta oleh pabrik kebun selalu menyediakan.
2. Biaya-biaya yang digunakan diasumsikan tetap selama periode penelitian antara lain :
Biaya operasional.
3. Tingkat pelayanan diperusahaan 95%
4. Sarana dan fasilitas yang ada diperusahaan dianggap cukup mampu untuk melaksanakan system perencanaan dan pengendalian bahan baku yang diusulkan.
3.5 Sistematika Penulisan Laporan
Bertujuan untuk mempermudah pembuatan dan penyusunan serta mempermudah bagi si pembaca laporan ini, maka penulis menyusunnya dalam sistematika dengan format tertentu.
Penulisan laporan ini yang berjudul “Perencanaan Persediaan Bahan baku Kelapa Sawit dengan Metode Q (Studi Kasus : PT.Berkat Sawit Sukamaju)
BAB I PENDAHULUAN
Bab ini menguraikan mengenai sejarah singkat perusahaan, visi, misi dan makna perusahaan, tata nilai, lokasi dan gambaran perusahaan, sumber daya manusia (tenaga kerja), struktur organisasi dan manajemen perusahaan serta proses produksi.
BAB II KESELAMATAN DAN KESEHATAN KERJA
Bab ini menguraikan mengenai pengertian keselamatan dan kesehatan kerja (K3), identifikasi bahaya dan penerapan keselamatan dan kesehatan kerja (K3) pada PT.Berkat Sawit Sukamaju.
BAB III TUGAS KHUSUS
Bab ini menguraikan mengenai latar belakang, rumusan masalah, batasan masalah, tujuan kerja praktik, metode penulisan dan sistematika penulisan.
BAB IV TINJAUAN PUSTAKA
Bab ini menguraikan tentang teori-teori yang berhubungan langsung dengan topik masalah dalam penelitian landasan teori diuraikan juga tentang teknik atau metode yang digunakan dalam pemecahan masalah.
BAB V METODE KERJA PRAKTIK
Metode kerja praktik berupa langkah-langkah pemecahan masalah yang diterapkan dalam kerja praktik bentuk metode disesuaikan dengan topik masalah kerja praktik yang dibahas dan teknik pemecahan masalah yang digunakan.
BAB VI PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini menguraikan tentang data-data yang digunakan dalam penelitian dan hasil pengolahan data dilakukan dan ditampilkan hasil-hasil pengujian yang dilakukan agar validasi hasil penelitian dapat diterima.
BAB VII ANALISIS HASIL
Bab ini analisis penelitian dilakukan dengan membandingkan hasil penelitian dengan kondisi aktual dari masalah yang ada atau dengan hasil- hasil penelitian sebelumnya dan melibatkan analisis sensitivitas atau analisis hasil skenario.
BAB VIII SIMPULAN DAN SARAN 8.1 Simpulan
Simpulan berisi pokok hasil kerja praktik dan uraian singkat hasil analisis yang dilakukan.
8.2 Saran
Saran berisi tentang tindak lanjut penerapan dari hasil kerja praktik diuraikan juga kemungkinan hal-hal yang diperlukan disiapkan dalam implementasi hasil kerja praktik dalam saran diuraikan juga kemungkinan hal-hal yang perlu dikembangkan dalam kerja praktik lebih lanjut.
BAB IV
LANDASAN TEORI
4.1 Pengertian, Fungsi, Serta Alasan Diadakannya Persediaan.
Pada bab kali ini penulis ingin memberikan pengertian,fungsi,serta alasan diadakan penelitian tentang persediaan bahan baku kelapa sawit pada PT.Berkat Sawit Sukamaju.
4.1.1 Pengertian Persediaan
Persediaan (Inventory), merupakan aktiva perusahaan yang menempati posisi yang cukup penting dalam suatu perusahaan, baik itu perusahaan dagang maupun perusahaan industri (manufaktur), apalagi perusahaan yang bergerak dibidang konstruksi, hampir 50% dana perusahaan akan tertanam dalam Persediaan yaitu untuk membeli bahan- bahan bangunan.
Persediaan secara umum adalah pos-pos aktiva yang dimiliki oleh perusahaan untuk dijual dalam operasi bisnis normal, atau barang yang akan digunakan atau dikonsumsi dalam membuat barang yang akan dijual.
Persediaan (Inventory) dalam konteks produksi dapat diartikan sebagai sumber daya menganggur (idle resource). Sumber daya menganggur ini belum digunakan karena menunggu proses lebih lanjut. Yang dimaksud dalam proses lebih lanjut adalah berupa kegiatan pada sistem manufaktur, kegiatan pemasaran pada sistem distribusi atau kegiatan konsumsi seperti pada sistem rumah tangga.( Ginting. 2007. Manajemen Produksi dan Operasi. Edisi revisi. Jakarta).
Setiap perusahaan yang melakukan kegiatan produksi pasti memerlukan Persediaan bahan baku baik itu perusahaan besar maupun perusahaan kecil sekalipun. Dengan tersedianya bahan baku maka diharapkan proses produksi yang berjalan akan terus memasok Persediaan yang sebelum nya telah di gunakan dig anti dengan Persediaan yang baru digunakan untuk memenuhi kebutuhan dan permintaan konsumen dalam waktu yang cukup panjang sekalipun dengan adanya Persediaan bahan
baku yang cukup digudang dapat mengurangi kekurangan bahan baku yang apabila suatu saat dibutuhkan ataupun dalam kondisi yang mendesak karena tersedianya bahan baku yang cukup hal inilah dapat memperlancar kegiatan produksi di suatu perusahaan. Keterlambatan jadwal pemenuhan produk yang dipesan konsumen dapat merugikan perusahaan.
Beberapa pendapat mengenai pengertian dari Persediaan adalah :
a. Persediaan adalah bagian utama dari modal kerja, merupakan aktiva yang pada setiap saat mengalami perubahan.( Gitosudarmo. 2002. Pengantar Teknik Industri Edisi 2)
b. Persediaan adalah segala sesuatu atau sumber daya-sumber daya organisasi yang disimpan dalam antisipasinya terhadap pemenuhan permintaan baik internal maupun eksternal.( Handoko, 2008.Pengendalian Persediaan Bahan Baku,Jurnal Kalibrasi.)
c. Inventory atau peresediaan barang sebagai elemen utama dari modal kerja merupakan aktiva yang selalu dalam keadaan berputar, dimana secara terus-menerus mengalami perubahan.(Bambang Riyanto, 2001.Pengantar Teknik Industri Edisi 2.)
4.1.2 Alasan Diadakannya Persediaan
Semua perusahaan yang melaksanakan proses produksi pada prinsipnya akan menyelenggarakan persediaan bahan baku untuk kelangsungan proses produksi dalam perusahaan tersebut. Beberapa hal yang menyebabkan suatu perusahaan harus menyelengarakan Persediaan bahan baku, adalah: (Agud Ahyari, 2003.Perencanaan dan Pengendalian bahan baku.)
Pada dasarnya diadakan-nya Persediaan dimaksudkan untuk membantu kelancaran proses produksi, melayani kebutuhan perusahaan akan bahan- bahan atau barang jadi dari waktu ke waktu.
a. Bahan yang akan digunakan untuk pelaksanaan proses produksi perusahaan tersebut tidak dapat dibeli atau didatangkan secara satu persatu melainkan dalam jumlah per unit atau jumlah yang cukup banyak sesuai
dengan yang diperlukan oleh perusahaan serta pada saat barang tersebut akan dipergunakan untuk proses produksi perusahaan tersebut. Bahan baku tersebut umumnya akan dibeli dalam jumlah tertentu, dimana jumlah tertentu ini akan dipergunakan untuk melancarkan proses produksi Persediaan dalam waktu yang terbatas atau kata lain waktu yang telah ditetapkan karena setelah bahan baku dalam Persediaan habis kemudian akan digantikan dengan Persediaan bahan baku yang baru hal ini akan terus menerus dilakukan oleh setiap perusahaan guna untuk mencegah terjadinya kekurangan pemasokan apabila permintaan konsumen yang melonjak. Dan dengan keadaan semacam ini bahan baku yang sudah di beli oleh perusahaan tetapi belum dipergunakan untuk proses produksi akan masuk sebagai Persediaan bahan baku dalam perusahaan tersebut.
b. Dan bila perusahaan tidak mempunyai Persediaan bahan baku otomatis untuk melakukan proses produksi akan menjadi terhambat faktor-faktor yang juga mempengaruhi tidak tersedianya bahan baku ini mungkin dikarenakan dengan keterlambatan pengiriman bahan yang di minta oleh perusahaan dan sulitnya bahan baku yang didapat dan naiknya harga bahan baku membuat perusahaan berfikir untuk menentukan berapa unit bahan yang akan mereka pesan dan yang membuat proses produksi perusahaan menjadi terganggu. Ketiadaan bahan baku tersebut akan berdampak pada terhentinya plaksanaan proses produksi pengadaan bahan baku, dengan cara ersebut akan berdampak konsekuensi bertambah tingginya harga beli bahan baku yang dipergunakan oleh perusahaan. keadaan tersebut pastinya akan berdampak pada pendapatan perusahaan yang berkurang dan kerugian.
c. Untuk menghindari kekurangan bahan baku tersebut, suatu perusahaan haruslah dapat menyediakan bahan baku dengan dalam Stock maupun jumlah yang besar perusahaan harus mengambil cara tersebut meskipun menyediakan Persediaan bahan baku dalam jumlah yang cukup banyak dapat berdampak terjadinya biaya Persediaan bahan yang semakin meningkat. Besarnya Persediaan biaya bahan baku yang semakin besar
berarti akan mengurangi keuntungan perusahaan. disamping itu, resiko kerusakan bahan baku yang terjadi karena lamanya waktu menunggu (Lead Time) akan membuat bahan baku bisa menjadi kurang baik dan rusak kualitas nya pun akan menurun.
4.1.3 Fungsi Persediaan
Fungsi Persediaan menurut Handoko, antara lain : a. Fungsi Decoupling
Persediaan decoupling ini memungkinkan perusahaan dapat memenuhi permintaan langganan tanpa tergantung pada supplier.
b. Fungsi Economic Lot Sizing
Tujuan dari fungsi ini adalah pengumpulan Persediaan agar perusahaan dapat berproduksi serta menggunakan seluruh sumber daya yang ada dalam jumlah yang cukup dengan tujuan agar dapat menguranginya biaya perunit produk.
c. Fungsi Antisipasi
Perusahaan sering menghadapi ketidakpastian jangka waktu pengiriman dan permintaan akan barang barang selama periode pemesanan kembali, sehingga memerlukan kuantitas Persediaan ekstra. Persediaan antisipasi ini penting agar proses produksi tidak terganggu. Sehubungan dengan hal tersebut perusahaan sebaiknya mengadakan seaseonal inventory (Persediaan musiman).
Fungsi utama Persediaan yaitu sebagai penyangga, penghubung antara proses produksi dan distribusi untuk memperoleh efisiensi. Fungsi lain Persediaan yaitu sebagai stabilisator harga terhadap flaktuasi permintaan. (Ginting ,2007. Manajemen Produksi dan Operasi Edisi revisi Jakarta.)
4.2.1 Pengertian Pengendalian Persediaan
Pengendalian Persediaan adalah merupakan usaha-usaha yang dilakukan oleh suatu perusahaan termasuk keputusan-keputusan yang
diambil sehingga kebutuhan akan bahan untuk keperluan proses produksi dapat terpenuhi secara optimal dengan resiko yang sekecil mungkin.
Persediaan yang terlalu besar (over stock) merupakan pemborosan karena menyebabkan terlalu tingginya beban-beban biaya guna penyimpanan dan pemeliharaan selama penyimpanan di gudang. Disamping itu juga Persediaan yang terlalu besar berarti terlalu besar juga barang modal yang menganggur dan tidak berputar. Begitu juga sebaliknya kekurangan Persediaan (out of stock) dapat menganggu kelancaran proses produksi sehingga ketepatan waktu pengiriman sebagaimana telah ditetapkan oleh pelanggan tidak terpenuhi yang ada sehingga pelanggan lari ke perusahaan lain. Singkatnya pengendalian Persediaan merupakan usaha-usaha Persediaan bahan-bahan yang diperlukan untuk proses produksi sehingga dapat berjalan lancar tidak terjadi kekurangan bahan serta dapat diperoleh biaya Persediaan yang sekecil-kecilnya.
Pengendalian Persediaan merupakan fungsi managerial yang sangat penting bagi perusahaan, karena perusahaan fisik pada perusahaan akan melibatkan inventasi yang sangat besar pada pos aktiva lancar.
Pelaksanaan fungsi ini akan berhubungan dengan seluruh bagian yang bertujuan agar usaha penjualan dapat intensif serta produk dan penggunaan sumber daya dapat maksimal. (Arman Hakim Nasution & Yudha Prastyawan,-2008. Manajemen Produksi dan Operasi Edisi revisi jakarta.) 4.2.2 Tujuan Pengendalian Persediaan
Pengendalian Persediaan pada divisi yang berbeda memiliki tujuan yang berbeda pula. Adapun tujuan pengendalian Persediaan adalah Pada dasarnya pengendalian Persediaan dimaksudkan untuk membantu kelancaran proses produksi, melayani kebutuhan perusahaan akan bahan-bahan atau barang jadi dari waktu ke waktu. Sedangkan tujuan dari pengendalian Persediaan adalah sebagai berikut:
a. Menjaga agar jangan sampai perusahaan kehabisan bahan-bahan sehingga menyebabkan terhenti atau terganggunya proses produksi.
b. Menjaga agar keadaan Persediaan tidak terlalu besar atau berlebihan sehingga biaya-biaya yang timbul dari Persediaan tidak besar pula.
c. Selain untuk memenuhi permintaan pelanggan, Persediaan juga diperlukan apabila biaya untuk mencari barang/bahan penggantian atau biaya kehabisan bahan atau barang (stock out) relatif besar.
d. Pemasaran ingin melayani konsumen secepat mungkin sehingga mengingatkan Persediaan dalam jumlah banyak.
e. Produksi ingin beroperasi secara efisien, hal ini mengimplikasikan order produksi yang tinggi akan menghasilkan Persediaan yang besar (untuk
mengurangi setup mesin). Di samping itu juga produk menginginkan Persediaan bahan baku, setengah jadi atau komponen yang cukup sehingga proses produksi tidak terganggu karena kurangnya bahan.
f. Pembelian (Purchasing), dalam rangka efisiensi, juga menginginkan persamaan produksi yang besar dalam jumlah sedikit daripada pesanan yang kecil dalam jumlah yang banyak. Pembelian juga ingin ada Persediaan sebagai pembatas kenaikan harga dan kekurangan produk.
g. Keuangan (Finance) menginginkan minimisasi semua bentuk investasi
Persediaan karena biaya investasi dan efek negative yang terjadi pada perhitungan pengembalian asset (return of asset) perusahaan.
h. Personalia (Personel and industrial relationship) menginginkan adanya Persediaan untuk mengantisipasi flaktuasi kebutuhan tenaga kerja.
i. Rekayasa (Egineering) menginginkan Persediaan minimal untuk mengantisipasi jika_terjadi_perubahan_rekayasa/engineering (Ginting,2007. Perencanaan dan Pengendalian bahan baku)
4.2.3 Model Pengendalian Persediaan
Untuk menentukan kebijaksanaan Persediaan yg optimum, dibutuhkan informasi parameter-parameter berikut : (Arman Hakim Nasution & Yudha Prastyawan, 2008. Manajemen Produksi dan Operasi Edisi revisi Jakarta)
a.Kebutuhan
b.Biaya-biaya Persediaan c.Lead time
Dalam model Persediaan deterministik parameter-parameter yang berpengaruh terhadap system Persediaan dapat diketahui dengan pasti. Rata-rata kebutuhan dan biaya-biaya Persediaan diasumsi diketahui dengan pasti. Lamanya lead time juga diasumsikan selalu tetap. Karena semua parameter bersifat deterministic maka tidak dimungkinkan adanya kekurangan Persediaan. Dalam dunia nyata, akan sangat jarang ditemukan situasi dimana seluruh parameter dapat diketahui dengan pasti. Karena itu, akan lebih masuk akal jika digunakan model- model probabilistik yang mempertimbangkan ketidakpastian pada parameter- parameternya. Namun, model deterministik terkadang merupakan pendekatan yang sangat baik, atau paling tidak merupakan lamgkah awal yang baik untuk menggambarkan fenomena Persediaan.
Model Q ini merupakan dasar dari berbagai pengembangan metode- metode Persediaan. Pada metode ini pula Persediaan dengan jumlah pemesanan tetap dan jarak waktu pemesanan selalu berubah-ubah. Pada metode ini pemesanan kembali dilakukan pada saat dimana Persediaan mencapai suatu titik pemesanan kembali (reorder point) dengan memperhitungkan kebutuhan yang berfluktuasi selama waktu ancang-ancang (lead time), Persediaan untuk meredam fluktuasi selama lead time disebut Persediaan keamanan (safety stock).
Beberapa hal yang perlu diperhatikan pada metode model Q ini adalah : (Agus Ahyari, 2003. Perencanaan dan Persediaan Bahan Baku)
a. Lot Order Economic adalah jumlah pembelian yang ekonomis untuk dilaksanakan pada setiap kali pesan. Dapat diformulasikan dengan rumus dibawah ini :
Q = ………...(4.1) Keterangan :
Q: Lot Order Economic S: Biaya Setup
D: Permintaan per periode (Demand)
H: Biaya Penyimpanan
b. Setelah mendapatkan Lot Order Economic maka dilanjutkan untuk mengetahui frekuensi pengirimannya dengan rumus yang telah ditetapkan.
Fn =
...(4.2) Fn = Frekuensi pemesanan/12 Bulan
c. Persediaan keamanan (safety stock) adalah jumlah bahan sebagai Persediaan cadangan jika perusahaan berproduksi melebihi rencana yang telah ditetapkan.
Dengan rumus :
Ss = (pemakaian maksimum – pemakaian rata-rata) Lead time…..(4.3) d. Menentukan saat pemesanan kembali (reorder point) dengan rumus :
ROP = (demand bulanan x lead time) + SS……….…………...(4.4)
BAB V
METODE KERJA PRAKTIK 5.1 Rencana kerja praktik,Tempat dan Waktu kerja
Kerja praktik yang dilakukan oleh penulis merupakan kerja praktik yang bersifat deskriftif, yaitu kerja praktik yang memberikan suatu gambaran secara detail maupun terperinci khususnya pada para pembaca dan mengungkapkan keadaan lokasi yang sebenar-benarnya secara mendasar mengenai system perencanaan persediaan bahan baku yang ada di suatu perusahaan tersebut. Tempat dan waktu kerja praktik dilaksanakan di PT Berkat Sawit Sukamaju yang di laksanakan dari tanggal 08 September – 08 Oktober 2019,di Desa Sukamaju Kecamatan Babat Supat Kabupaten Musi Banyuasin Sumatra Selatan.
Berikut merupakan Bar Chart rencana kegiatan yang akan dilakukan selama melaksanakan kegiatan kerja praktek di lingkungan PT. Berkat Sawit Sukamaju.:
No Aktivitas Kerja Praktek Minggu ke-
I II III IV
1 Pengenalandan Perusahaan dan Karyawan
2
Melaksanakan Kerja praktek dan pengambilan data dari perusahaan
3 Pengolahan data
4 Penyusunan dan Penyelesaian Laporan Kerja Praktik
Sumber :Pengolahan data 2019
5.2 Pengumpulan Data
Jenis dan sumber data dalam penelitian adalah sumber subjek darimana data dapat diperoleh.Adapunjenis-jenis data yang dikumpulkan merupakan data yang bersifat kuantitatif dan data yang dikumpulkan merupakan data yang berasal dari internal,yakni data yang berasal dari suatu perusahaan yang bersangkutan dan merupakan gambaran dari suatu perusahaan tersebut.
5.3 Sumber Data
Sumber data yang berasal dari sumber internal sebagai berikut
a. Data Primer, merupakan data yang diperoleh langsung dari hasil wawancara dengan pihak-pihak yang bersangkutan dalam perusahaan tersebut atau pun data-data terkait adalah, data bahan baku produksi , hasil dari produksi , lead time , pemakaian , pemakaian maksimun , deman harian , deman , biaya penyimpanan , dan juga meliputi biaya setup yang merupakan biaya yang dikeluarkan saat ingin memesan bahan kau seperti biaya telpon ,akses internet, dll.
b. Data Skunder, merupakan data yang diperoleh dari dokumen-dokumen menunjang.Yaitu meliputi sejarah dari perusahaan, lokasi perusahaan, tenaga kerja, dan juga wilayah pemasaran yang dipasarkan oleh perusahaan.
5.4 Metode Pengumpulan Data
Metode pengumpulan data dilakukan dengan terjun langsung ketempat penelitian penulis yaitu merupakan data primer yang diperoleh dari pengamatan dan penelitian dengan pengamatan secara langsung yang dilakukan dilapangan , yaitu bahan baku kelapa sawit . Data skunder adalah data yang diperoler dari literatur-literatur dan juga berupa referensi yang berhubungan dengan masalah yang sedang dibahas ini , yaitu teori-teori yang berkaitan tentang metode Q. Data yang dikumpulkan selama melakukan kerja praktek dan penelitian di PT Berkat Sawit Sukamaju merupakan data input bahan baku utama yaitu : Adapun data yang didapat penulis sebagai berikut:
1. Tahap pengamatan input yaitu saat bahan baku kelapa sawit masuk di PT.Berkat Sawit Sukamaju . mencatat hasil-hasil apa yang sudah didapat dari pengamatan.
2. Mengolah hasil data pengamatan.
3. Menyimpulkan hasil dari pengamatan
5.5 Unit Analisis
Yang menjadi unit analisis penulis adalah bagaimana proses persediaan bahan baku utama kelapa sawit yang ada di PT.Berkat Sawit Sukamaju.
5.6 Teknik Analisis Data
Teknik analisis yang dilakukan oleh penulis ,merupakan system analisis :
1. Melakukan survey pengamatan secara langsung mengenai bagaimana proses persediaan bahan baku yanga ada di PT.Berkat Sawit Sukamaju.
2. Mengidentifikasi jumlah bahan baku yang masuk ke perusaan.
3. Mengidentifikasi adanya kesalahan dalam perencanaan persediaan bahan baku yang akan dilakukan.
4. Menganalisa persediaan bahan baku utama pada PT.Berkat Sawit Sukamaju dengan menggunakan metode Q.
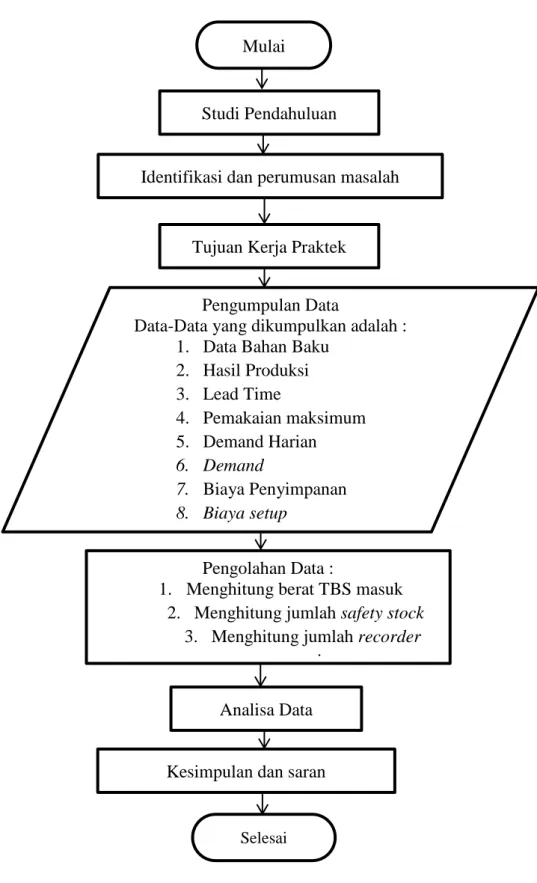
5.7 BaganAlir (flow chart) MetodekerjaPraktik
Gambar di bawah ini merupakan petunjuk alur flow chart berkaitan tentang metodologi kerja praktek, yaitu bagan yang mendescripsikan langkah- langkah atau alur peneitian dari awal hingga akhir.
Mulai
Studi Pendahuluan
Identifikasi dan perumusan masalah
Tujuan Kerja Praktek
Pengumpulan Data
Data-Data yang dikumpulkan adalah : 1. Data Bahan Baku
2. Hasil Produksi 3. Lead Time
4. Pemakaian maksimum 5. Demand Harian 6. Demand
7. Biaya Penyimpanan 8. Biaya setup
Pengolahan Data :
1. Menghitung berat TBS masuk 2. Menghitung jumlah safety stock
3. Menghitung jumlah recorder point
Analisa Data
Kesimpulan dan saran
Selesai
Gambar : 5.1 bagianAlir (flow chart) metode kerja Praktik
BAB VI
PENGUMPULAN DAN PENGOLAHAN DATA
6.1 Pengumpulan Data
Pengumpulan data merupakan suatu kegiatan yang dilakukan untuk mendapatkan data-data yang dibutuhkan untuk suatu penelitian. Data ini akan menjadi input pada tahap pengolahan data. Pengumpulan data merupakan proses yang di ambil dari kegiatan seperti, observasi pengamatan, wawancara kepada pihak-pihak yang bersangkutan, serta dokumentasi dari suatu perusahaan yang bersangkutan.
Adapun data-data yang diperlukan adalah tinjauan umum yang sudah dilakukan oleh peneliti di PT Berkat Sawit Sukamaju Sejatinya sampel data yang diambil itu merupakan data-data seperti, Bahan Baku, proses produksi, lead time, demand harian, demand, data biaya penyimpanan dan juga data biaya setup.
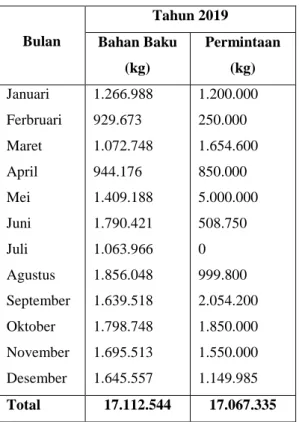
Data Bahan Baku Dan Produksi di PT Berkat Sawit Sukamaju dari bulan Januari sampai Desember 2019.
Tabel 6.1 Data Tandan Buah Segar Tahun 2019
Bulan
Tahun 2019 Bahan Baku
(kg)
Permintaan (kg) Januari
Ferbruari Maret April Mei Juni Juli Agustus September Oktober November Desember
1.266.988 929.673 1.072.748 944.176 1.409.188 1.790.421 1.063.966 1.856.048 1.639.518 1.798.748 1.695.513 1.645.557
1.200.000 250.000 1.654.600 850.000 5.000.000 508.750 0 999.800 2.054.200 1.850.000 1.550.000 1.149.985 Total 17.112.544 17.067.335
Sumber : PT Berkat Sawit Sukamaju
Adapun rincian harga dan ongkos pesan dari item PT Berkat Sawit Sukamaju sebagai berikut.
Tabel 6.2 Biaya Pembelian Bahan Baku No. Bahan Baku Permintaan
(kg)
Harga/kg (Rp)
Total (Rp)
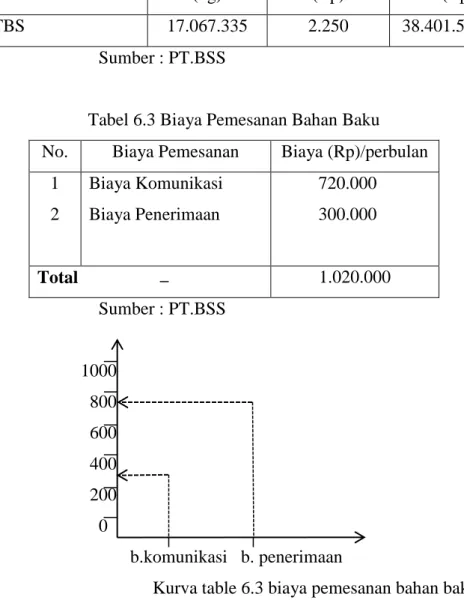
1 TBS 17.067.335 2.250 38.401.503.750
Sumber : PT.BSS
Tabel 6.3 Biaya Pemesanan Bahan Baku No. Biaya Pemesanan Biaya (Rp)/perbulan
1 2
Biaya Komunikasi Biaya Penerimaan
720.000 300.000
Total 1.020.000
Sumber : PT.BSS
1000 800 600 400 200 0
b.komunikasi b. penerimaan
Kurva table 6.3 biaya pemesanan bahan baku
Tabel 6.4 Biaya Penyimpanan Bahan Baku Biaya Penyimpanan Biaya (%) 1
2 3 4 5
Bunga bank Asuransi
Biaya pengamanan Administrasi gudang Biaya listrik
12 0.05 0.02 0.22 0.27
Total 13
Sumber : PT.BSS
12 0.27 0.22 0.05 0.02 0
B.bank Asuransi B.pengamanan Admin.gudang B.listrik Kurva table 6.4 Biaya Penyimpanan Bahan Baku
6.2 Pengolahan Data
Pengolahan data ini kelanjutan dari pengumpulan data yang kemudian dilakukan pengolahan data. Data yang dianggap atau masih mentah perlu ditindak lanjuti dan dilakukan pengolahan sehingga menjadi informasi yang kemudian agar dapat digunakan menjawab tujuan dari penelitian atau kerja praktik yang dilakukan.