2014
J U RU SAN T EK N I K M ESI N
FAK U LTAS T EK N I K
U N I V ERSI TAS H ASAN U DDI N
PROSIDING
SEMINAR NASIONAL
REKAYASA MATERIAL,
SISTEM MANUFAKTUR
DAN ENERGI
PROSIDING SEMINAR NASIONAL
REKAYASA MATERIAL, SISTEM
MANUFAKTUR DAN ENERGI
Makassar-Gowa, 24-25 September, 2014 Kampus II Fakultas Teknik Universitas Hasanuddin,
Jl. Poros Malino No 72, Gowa, Sulawesi Selatan, Indonesia
Editor :
· Rafiuddin Syam, PhD – Hasanuddin University—Indonesia
Prosiding Seminar Nasional Rekayasan Material, Sistem manufaktur dan Energi
Page ii
PROSIDING SEMINAR NASIONAL REKAYASA
MATERIAL, SISTEM MANUFAKTUR DAN ENERGI
ISBN: 978-602-71380-0-1
© 2014 Progam Studi Magister Teknik Mesin, Fakultas Teknik Universitas Hasanuddin
Dilarang keras mengutip, menjiplak atau memfotokopi baik sebagian maupun seluruh isi buku ini serta memperjualbelikannya tanpa mendapat izin tertulis dari Penerbit Progam Studi Magister Teknik Mesin, Fakultas Teknik Universitas Hasanuddin. Permintaan dan pertanyaan tentang reproduksi dan hak kekayaan intelektual dialamatkan ke Rafiuddin Syam, PhD email:[email protected]
Kekayaan intelektual dari setiap jurnal yang ada dalam prosiding ini tetap berada di tangan penulis seperti yang tercantum pada jurnal terebut.
Penerbit oleh :
Progam Studi Magister Teknik Mesin
Fakultas Teknik Universitas Hasanuddin
Jl. P. Kemerdekaan Km 10 Makassar
Sulawesi Selatan, Indonesia 90221
Telp/Fax : (0411) 586015
Email : [email protected]
Tim Editor
Ketua Editor Rafiuddin Syam, PhD
Editorial Board Prof. Satrio Soemantri Brodjonegora-ITB-Indonesia
Prof. Dadang A Suryamiharja– Hasanuddin University-Indonesia
Prof. Dr.Ir. Mursalim-Hasanuddin University-Indonesia
Prof.Ir. Jamasri, M.Eng, PhD—UGM-Indonesia
Prof. Syukri Himran – Hasanuddin University-Indonesia
Prof. Dr.-Ing Nandy Setiadi Djaya Putra-UI-Indonesia
Prof.Dr. Saleh Pallu – Hasanuddin University-Indonesia
Prof. Dr.H.Hammada Abbas – Hasanuddin University-Indonesia
Prof. Effendi Arief– Hasanuddin University-Indonesia
Prof.Dr. Syamsul Arifin– Hasanuddin University-Indonesia
Dr.-Ing Wahyu H Piarah— Hasanuddin University-Indonesia
Dr. Johannes Leonard – Hasanuddin University-Indonesia
Dr. Zahir Zainuddin – Hasanuddin University-Indonesia
Dr.-Ing Ir. Wahyu H. Piarah, MSME--Hasanuddin University-Indonesia
Prof. Dr. Ir. Salama Manjang, MSEE--Hasanuddin University-Indonesia
Prof.Dr. Ir. Jusuf Siahaya, MSME--Hasanuddin University-Indonesia
Editors Dr.Ir. Abdul Hay,MT --Hasanuddin University-Indonesia
Dr.Eng Armin Lawi, MSc--Hasanuddin University-Indonesia
Dr.Ir. Zuryati Djafar, MT--Hasanuddin University-Indonesia
Dr. Jalaluddin, ST,MT--Hasanuddin University-Indonesia
Dr. A. Erwin Ekaputra, ST,MT--Hasanuddin University-Indonesia
Dr. Rustan Taraka, ST, MT--Hasanuddin University-Indonesia
Dr. Adi Tonggiroh, MT--Hasanuddin University-Indonesia
Dr.phil.nat. Sri Widodo, ST. MT. --Hasanuddin University-Indonesia
Dr.Eng. Rudi Djamaluddin, M.Eng--Hasanuddin University-Indonesia
Dr. Eng Nasruddin Junus, MT--Hasanuddin University-Indonesia
Dr. Ir. Johannes Leaonard--Hasanuddin University-Indonesia
Dr. Dipl-Ing Ganding Sitepu--Hasanuddin University-Indonesia
Dr. Ir. Rhiza S. Sajjad, MSEE--Hasanuddin University-Indonesia
Dr. Ir. Ilyas Palentei, MSEE--Hasanuddin University-Indonesia
Dr. Indrabayu, ST,MT.M.Bus.Syst--Hasanuddin University-Indonesia
Dr.Eng Wardi, MEng--Hasanuddin University-Indonesia
Dr.Eng Mukhsan Putra Hatta--Hasanuddin University-Indonesia
Dr.Eng. Ihsan, MT--Hasanuddin University-Indonesia
Dr. Mukti Ali, MT--Hasanuddin University-Indonesia
Dr. Andi Haris Muhammad, MT--Hasanuddin University-Indonesia
Dr. Faisal, M.Eng--Hasanuddin University-Indonesia
Prosiding Seminar Nasional Rekayasan Material, Sistem manufaktur dan Energi
Page vi
Panitia Pelaksana
Pelindung:
·
Rektor Universitas Hasanuddin
Penasihat:
·
Direktur Pascasarjana Unhas
·
Dekan Fakultas Teknik Unhas
Penanggung Jawab:
·
Ketua Jurusan Mesin Unhas
·
Ketua Program Studi Magister Mesin Unhas
Ketua Umum : Rafiuddin Syam, PhD
Wakil Ketua : Jumadil, ST
Anggota:
Arham Hamid, SE
Munawar, ST
Ratnawati, ST
Laode Asman, ST, MT
Mustari, ST, MT
Yunus, ST
Sallolo Suluh, ST, MT
Alfian Djafar, ST
Budi Jaelani, S.Pd
Dedy Harianto, ST, MT
Nurfuadah,ST, MT
Abdul Halik, ST
Sarman, ST
Irdam, ST, MT
Harfan, ST
Muh Syahrul, ST
Muh Alfian, ST
Sulfan Suardi. ST
Kamaruddin, ST
Noeryadin, ST
Jamaluddin, ST
Doddy Suanggana, ST, MT
Karel Tikupadang, ST
Secretariat Journal Room, Faculty of Engineering, Hsanuddin University
email:[email protected]
DAFTAR ISI
HALAMAN JUDUL i
KATA PENGANTAR iii
SAMBUTAN DEKAN FAKULTAS TEKNIK UNHAS iv
TIM EDITOR v
PANITIA PELAKSANA vi
DAFTAR ISI vii
REKAYASA MATERIAL
01. Penerapan Metode Elemen Hingga dalam Analisis Pengaruh Persentase Filler terhadap Getaran Balok Komposit Serbuk Kayu Jati dan Bayam
OlehM. Ahadyat Z dan Hammada Abbas
I-1
02. Analisa Eksperimen Daerah Penyekatan Pada Proses Karburasi Setempat Terhadap Nilai Kekerasan Baja Karbon
OlehAndri Yono dan Johannes Leonard
I-9 03. Distribusi Kekerasan Baja Karbon Rendah Setelah Pack Carburizing
Pack Carburizing dengan Variasi Media Carburizing dan Media Pendingin
OlehDewa Ngakan Ketut Putra Negara dan Dewa Made Krishna Muku
I-17
04. Pengaruh Pendinginan Air Mengalir Pada Proses Kuens Terhadap Kekuatan Tarik, Kekerasan dan Struktur Mikro Baja AISI 1045
OlehEnos Tambing dan Johannes Leonard
I-21 05. Efek Tekanan Kompaksi Dan Temperatur Sinter Terhadap Nilai Induksi Magnetik Hasil Metalurgi
Serbuk
OlehHairul Arsyad
I-29
06. Pengaruh Parameter Pemotongan (Feeding, Cutting Speed, Depth of Cut) Terhadap Konsumsi Energi Pada Permesinan Bubut
OlehHamka Munir, Johannes Leonard dan Rafiuddin Syam
I-33
07. Pengaruh Putaran dan Temperatur Terhadap Kekuatan Sambungan Las HasilFriction Welding Antara Baja AISI 1045 dengan Baja Tahan Karat AISI 316L
OlehHoppy Istiawan, Abdul Hay Muchsin dan Hammada Abbas
I-38
08. Efek Perlakuan Forging danTemperatur Anil terhadap Kekerasan dan Frekuensi Natural pada Bilah Perunggu 80%Cu-20%Sn
OlehI Ketut Gede Sugita dan Istri Putri Kusuma Kencanawati
I-44
09. Analisis Kekuatan Impact Dan Mode Patahan Komposit Serat Tapis Kelapa
OlehI Made Astika dan I Gusti Komang Dwijana I-48
10. Pengembangan Metode Prediksi Propertis Material Berdasarkan Model Elemen Hingga Indentor Ganda (Dual Indenter) Sebagai Dasar Evaluasi Deformasi Sambungan Las Titik
OlehI Nyoman Budiarsa
I-52
11. Sifat Tarik Komposit Epoxy Berpenguat Serat Sisal Pada Fraksi Volume Yang Berbeda
Oleh I Putu Lokantara dan I Wayan Surata I-57 12. Analisis Kekuatan Struktur Komposit Benang Rami Hand SpinningDengan Matriks Thermoplastic High
Density Polyethylene (HDPE)
OlehLies Banowati, Aulia Lazuardi Muhammad, Bambang K. Hadi dan Rochim Suratman
I-60
13. Metode Elemen Hingga untuk Analisis Eksperimental dan Numerik Pengaruh Variasi Arah Serat terhadap Getaran Balok Komposit Serat Abaca dan Ijuk Bermatriks Epoksi
OlehNanang Endriatno dan Hammada Abbas
Sekretariat:
Kampus Unhas Tamalanrea Gedung POMD Lantai 3, Ruang Program Studi Magister Mesin, Fakultas Teknik Unhas
Jl P. Kemerdekaan Km 10 Makassar, Sulawesi Selatan
Homepage :siaka.unhas.ac.id/snmme
Pengembangan Metode Prediksi Propertis Material
Berdasarkan Model Elemen Hingga Indentor Ganda
(Dual Indenter) Sebagai Dasar Evaluasi Deformasi
Sambungan Las Titik
I Nyoman Budiarsa
Jurusan Teknik Mesin. Universitas Udayana Bali. Indonesia
Abstrak—Dalam proses karakterisasi sifat material, parameter bahan elastis-plastik dan parameter fraktur (fracture parameters) bahan dapat dengan mudah ditentukan saat spesimen standar tersedia. Namun untuk permasalahan hasil sambungan las titik (spot welding), pengujian standar tidak berlaku untuk mengkarakterisasi HAZ dan nugget karena struktur yang kompleks dan ukuran kecil. Dalam rangka hal tersebut, pada penelitian ini model elemen hingga (Finite Element) indentor tajam (Vickers indentation) dan indentor tumpul (Spherical indentation) dikembangkan. Pengaruh beberapa parameter pemodelan kunci seperti sensitivitas mesh, ukuran sampel dan kondisi batas (boundary conditions) dievaluasi. Tiga metode pemodelan inverse yaitu analisis dimensi, 3D mapping dan dual indenter chart approach telah diusulkan. Validitas dan akurasi dari masing-masing pendekatan dalam memprediksi sifat material secara sistematis dievaluasi dengan menggunakan kurva indentasi numerik yang berpotensi digunakan untuk mengkarakterisasi sifat material berbasis metode indentor ganda (dual indenter). Konsep dan metode yang dikembangkan ini sangat berguna digunakan untuk menguji welding zones yang berbeda dan parameter material, dimana hasil prediksi yang diperoleh akan digunakan untuk mensimulasikan deformasi sambungan las titik (spot welding) pada kondisi beban yang kompleks.
Kata Kunci---Model elemen hingga, Vickers, Spherical indentation, Dual indenter
I. PENDAHULUAN
Proses penyambungan pada alas titik (Spot welding) melibatkan proses termal, metalurgi dan mekanik proses, yang menghasilkan struktur campuran baik sifat maupun fasenya. Ada tiga wilayah utama yang berbeda yang dihasilkan yaitu: bahan dasar, nugget dan daerah keterpengaruhan panas (HAZ). Nugget hasil las terdiri dari fase martensit dan bainitik [1]. Sedangkan daerah di sekitar nugget yang mengalami keterpengaruhan panas (HAZ), memiliki mikrostruktur yang terdiri dari martensit, bainit, ferit dan perlit. Nugget ini jauh lebih sulit daripada bahan dasar karena efek pendinginan, sedangkan HAZ memiliki gradien sifat mekanik struktur campuran dengan kekuatan menurun dari struktur nugget ke logam induk. Dalam banyak kasus, kegagalan las titik cenderung terjadi di sekitar daerah las, khususnya di sekitar zona yang terkena panas (HAZ)[2]. Banyak penelitian telah
dilakukan untuk meningkatkan pemahaman di tempat sambungan las sebagai interaksi antara fenomena listrik, termal, metalurgi dan mekanik. Suatu bidang penelitian yang masih aktif adalah pada prediksi dimensi tempat sambungan las dengan mensimulasikan proses pengelasan dengan pemodelan elemen hingga[3]. Bidang penelitian aktif lain
yaitu pada studi mikrostruktur. Model mikro harus
mempertimbangkan sifat termo-fisik bahan dalam rangka untuk menggambarkan transformasi fasa selama pemanasan
dan pendinginan tahap. Penelitian dan pengembangan
diperlukan untuk menghasilkan beberapa model yang mampu menggambarkan pembentukan simultan serta memungkinkan untuk memprediksi perkembangan mikro dan transformasi selama proses pengelasan spot, dan juga untuk mengetahui karakteristik dan perilaku bahan, berkaitan dengan kondisi beban yang diterapkan pada las titik
II. EKSPERIMENTAL
Dua spesimen dengan bahan dan ketebalan yang berbeda (Stainless steel dan Mild steel) digunakan dalam penelitian ini. Komposisi kimia dari dua baja logam induk seperti yang tercantum dalam Tabel.1.
TABEL1.Komposisi kimia material spot welding test
Concen-tration
C Cr Ni Mn Si P S
Stainless Steel G304
<0.08% 17.5-20% 8-11% <2% <1% <0.045% <0.03%
Mild steel
0.14% 0.01% 0.01% 0.32% 0.03% 0.2% 0.05%
Prosiding Seminar Nasional Rekayasan Material, Sistem manufaktur dan Energi
Rekayasa Material I-53 dapat diperoleh dan disimpan. Spesimen dilakukan uji tarik
dengan beban awal sekitar 50 N, dijepit dengan dua gasket untuk menghindari lentur selama pengujian. Uji tarik dilakukan pada loading rate 5 mm / menit. Untuk pengujian kekerasan
Sampel Baja batang elips padat dengan diameter5 mm dan
panjang 90 mm dan memiliki dudukan di tepi. Dua bahan
utama yang digunakan dalam penelitian ini mencakup
Stainless steel dan spesimen Mild steel. Sampel uji kekerasan
disiapkan sebagai disk dengan diameter5 mm, sampel yang
disajikan dalam bentuk arah melintang (transverse direction)
dan arah panjang (length direction). Spesimen dipersiapkan
dalam resin menggunakan termoseting (Bakelite) dan
dibersihkan (polishing) sebelum dilakukan pengujian
kekerasan. Uji kekerasan Vickers dilakukan dengan
menggunakan Duramin-1 Struers hardness Vickers. Mesin uji Duramin-1 Struers hardness Vickers menggunakan metode pembebanan langsung dengan berbagai beban dari 490.3 mN sampai 19.61 N. indentor memiliki bentuk piramida yang tepat
dengan dasar persegi dan sudut 136oantar sisi muka yang
berlawanan.
III. MODELNUMERIK DANHASIL
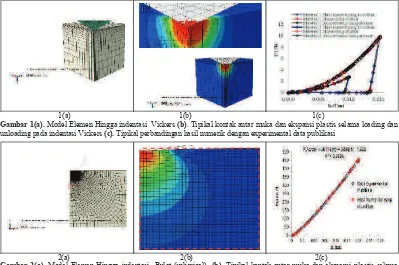
Model elemen hingga indentasi Vickers dirancang dengan menggunakan piranti komersial ABAQUS komersial. Dalam penelitian ini indentor Vickers disimulasikan berbentuk
piramida dengan dasar persegi dan sudut 136oantara sisi muka
yang berlawanan sepertiGambar 1(a). Hanya seperempat dari
indentor dan bahan kolom disimulasikan sebagai akibat dari
bangun indentor memiliki bentuk geometri simetris (symmetric
geometry). Ukuran sampel dibuat lebih dari 10 kali
dibandingkan kedalaman indentasi maksimal, yang cukup besar untuk menghindari efek ukuran sampel atau efek batas[4] Bagian dasar model dipertahankan tetap untuk semua derajat kebebasan (degree of freedom) dan memiliki bentuk simetris tetap dalam arah y dan x.
1(a) 1(b) 1(c)
Gambar 1(a).Model Elemen Hingga indentasi Vickers(b). Tipikal kontak antar muka dan ekspansi plastis selama loading dan
unloading pada indentasi Vickers(c).Tipikal perbandingan hasil numerik dengan experimental data publikasi
2(a) 2(b) 2(c)
Gambar 2(a).Model Elemen Hingga indentasi Bulat (spherical) (b). Tipikal kontak antar muka dan ekspansi plastis selama loading dan unloading pada indentasi Bulat (c).tipikal perbandingan antara Gaya (force)-hasil kedalaman indentasi (h) hasil simulasi model FE sesuai dengan solusi analisis dengan data properties materials yang dikenal untuk indentasi bahan elastis linear
Jenis elemen yang digunakan adalah C3D8R (reduced
integration element used in stress/ displacement analysis).
Kontak didefinisikan pada antar muka(interface) indentor dan
spesimen (Gbr.1(b)) dengan koefisien gesekan 0.2. Model FE
(finite element) uji indentasi Vickers diverifikasi dengan membandingkan hasil numerik dari penelitian ini dengan
beberapa model dari hasil eksperimen yang telah
dipublikasikan. Hasil ditunjukkan padaGambar 1(c).Bahan
properti dalam model FE diadopsi dari data yang digunakan oleh [5], dan kemudian kurva P-h diprediksi dibandingkan
dengan data numerik dan eksperimental yang telah
[image:9.612.107.506.298.563.2] [image:9.612.105.506.299.413.2]Gambar 2(a). menunjukkan model FE Indentasi bulat (spherical). Model 2-D simetris aksial digunakan untuk memodelkan keadaan simetri dari indentor bola. Indentor tersebut diasumsikan kaku (rigid) jauh lebih solid dibandingkan dengan bahan indentor indentasi. Elemen penyusunnya adalah simetris: CAX4R dan CAX3 (4-node
bilinear asymmetric quadrilateral and 3-node linear
asymmetric triangle element). Pergerakan indentor
disimulasikan dengan menggusur busur kaku (rigid body) sepanjang sumbu Z. Dalam model ini, ukuran sampel dapat diubah untuk memastikan bahwa sampel jauh lebih besar daripada daerah radius / kontak indentor selama indentasi berlangsung, untuk menghindari potensi ukuran sampel dan efek batas [4]. Ketebalan dan lebar dari model yang digunakan adalah 3mm di kedua sisi. Inti model dipertahankan tetap dalam semua tingkat kebebasan (Degree Of Freedom) dan
dibatasi oleh garis sentral simetris. Gambar 2(b).
menunjukkan grafik ekspansi wilayah plastic selama indentasi
bulat (spherical indentation) berlangsung. Gambar 2(c)
menunjukkan tipikal perbandingan antara Gaya (force)-hasil kedalaman indentasi (h) hasil simulasi model FE sesuai dengan solusi analisis dengan data properties materials yang
dikenal untuk indentasi bahan elastis linear. Seperti
ditunjukkan dalam gambar, hasil FE menunjukkan
kesepakatan yang baik dengan solusi analitis (analytical
solution). Sampel material dasar (stainless steel dan mild
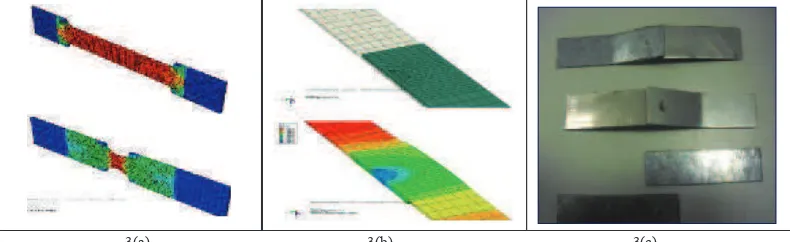
steel ) dilakukan sebagai dog bone spesimen dan dengan
bentuk berlekuk (notched shape) Gambar 3(a). Uji tarik
dilakukan dengan memuat spesimen dalam mesin dan mengencangkan pemegangan dengan pra-beban 200 N, dengan menggunakan tampilan digital pre-load di set ke nilai nol. Informasi tentang jenis spesimen bentuk dan materi diberikan kepada mesin melalui unit kontrol komputer dan kecepatan dilakukan pada tingkat 5mm / min. Hasil percobaan uji kekuatan tarik digunakan untuk mendapatkan kurva tegangan-regangan untuk mendapatkan parameter bahan (yield stress, eksponen pengerasan regang, dan koefisien kekuatan). Perbandingan kurva gaya-perpindahan dari hasil eksperimen dan pemodelan FE digunakan untuk memvalidasi hasil pemodelan FE. Sebuah model simetris FE untuk sambungan las dua buah lembaran plat telah ditetapkan seperti
yang ditunjukkan padaGambar 3(b) yang akan digunakan
dalam pemodelan deformasi tarik geser Gambar 3(c)dan
dampak deformasnya. Sifat material yang digunakan dalam model ini akan diprediksi oleh model terbalik FE. Sebuah tipe unsur C3D8R (a reduced-integration element used in
stress/displacement analysis) digunakan. Karena simetri
perpindahan y-arah pada bagian tengah (permukaan bawah) telah diset nol. Sisi kiri dari spesimen itu tetap (Ux, y, z) = 0
dan perpindahan (Ux) = L diterapkan pada akhir bergerak. Z
perpindahan pada bagian pertengahan ditetapkan ke nol. Dimensi dari zona las didasarkan pada data mikrohardness
eksperimen dan observasi langsung. Semua zona ini
diasumsikan memiliki properti elasto-plastik.
3(a) 3(b) 3(c)
Gambar 3(a).Model Elemen Hingga tensile test material dasar dalam bentuk dogbone dan notched shapesampel test (b). Tipikal model simetris FE untuk sambungan las dua buah lembaran plat dengan spot welding (c). Spesimen hasil pengujian sambungan las titik dengan variasi perbedaan bahan dasar (kombinasi stailess steel dan mild steel)
IV. METODE PREDIKSI SIFAT MATERIAL BERDASARKAN
VICKERS DAN SPHERICAL INDENTASI
4.1.Kurva Curvature Indentasi
Kurva P-h untuk kedua indentasi yaitu Vickers dan Spherical memiliki hubungan berikut:
C = P/ h2………..… (1)
Dimana P dan beban dan kedalaman indentasi pada kurva beban masing-masing. Cv adalah koefisien curvature dengan kelengkungan untuk Vickers Indentasi dan indentor bola
ditunjuk sebagai Cs dan Curvature adalah fungsi dari
hubungan antara yield stress dan koefisien pengerasan kerja.
Hal ini akan memberikan hubungan yang potensial
memungkinkan prediksi parameter material dari indentasi
test kontinyu. Pada tahap pertama, model FE secara
sistematik dikembangkan untuk membentuk ruang simulasi meliputi berbagai potensi sifat material. Pada tahap
berikutnya, kurva beban yang digunakan untuk
mengembangkan ruang simulasi. Data kemudian akan
[image:10.612.109.504.371.492.2]Prosiding Seminar Nasional Rekayasan Material, Sistem manufaktur dan Energi
Rekayasa Material I-55 adalah analisis dimensi normal di mana hubungan tersebut
dinormalisasi dari analisis berdimensi yang diterapkan. Dalam pendekatan ketiga, hubungan antara kelengkungan untuk
kedua Vickers dan spherical dikembangkan kemudian
digunakan grafik untuk memprediksi semua bahan set dengan kelengkungan yang sama. Hubungan ini digunakan untuk
memprediksi set materi memiliki curvature indentasi
sebenarnya
4.2.Pendekatan 3D- Mapping
Dalam pendekatan pemetaan 3D, data curvature diplotkan terhadap material propertis, yang persamaannya telah dikembangkan berdasarkan linear fitting atau nonlinear fitting, yang akan memberikan persamaan antara curvature (Cv,Cs) pengerasan kerja (n) dan yield stress (!y). Variasi curvature (Cv,Cs) terhadap n untuk Vickers indentor yang
digambarkan oleh surface plot seperti Gambar 4. Data
diperoleh secara numerik melalui analisis elemen hingga indentasi meliputi domain dari 100 sampai 300 MPa dan n bervariasi antara 0.01-0.5 Ini jelas menunjukkan bahwa koefisien curvature meningkat dengan meningkatnya n tetapi dengan gradien yang berbeda untuk daerah yang berbeda. Evaluasi dilakukan pada surface plot 3D pada proses loading kurva curvature dan sifat material, pendekatan ini dimulai dengan menetapkan nilai curvature dan sifat material sebagai pemetaan 3D linier fitting plane. Untuk setiap nilai curvature, ada sebuah susunan dari set properti material. Data ini diambil
dan diplot seperti padaGambar 4. Properti materi ditetapkan
pada titik persimpangan antara data untuk Vickers dan indentasi Spherical akan mewakili sifat material yang benar. Ketepatan pendekatan telah dinilai menggunakan rentang nilai awal. Evaluasi akurasi pada pendekatan menggunakan bagan 3D mapping yang dilaksanakan dengan mengambil input data terpilih dengan mengacak dan mewakili ruang sampel. Input data yang dipilih dengan 2 variasi nilai (n), yaitu n = 0.15 dan n = 0.28 (kisaran n = 0.01- 0.30) dan !y = 100, 140, 190 dan 300 MPa. Ketepatan studi pada pendekatan pemetaan 3D-Linier diketahui bahwa nilai rata-rata prediksi pembeda (n) terhadap n-input sebagai n = 0.056 - 0.069 dan rata-rata error akurasi adalah 0.1% baik prediksi (n) dari Vickers Indentasi maupun pada Indentasi bulat (spherical).
Gambar4.Tipikal surface mapping (non linier) yang memplot data loading curvature dan sifat material (materials properties)
Hal ini menunjukkan prediktor yang dipilih secara signifikan dapat diterima dalam batas tingkat kepercayaan kurang dari 0.5%. Sedangkan pada studi Akurasi pada pendekatan menggunakan pemetaan 3D-Non Linier (parabola) diketahui bahwa nilai rata-rata prediksi pembeda (n) terhadap n-input sebagai n = 0.059 - 0.061 dan error akurasi rata-rata adalah 0.22% baik prediksi (n) dari Vickers Indentasi dan Indentasi bulat. Hal ini menunjukkan prediktor yang dipilih secara signifikan dapat diterima dalam batas tingkat kepercayaan kurang dari 0.5%. Dengan Membandingkan dua pendekatan bagan pemetaan 3D, diketahui memiliki rata-rata kesalahan lebih kecil dibandingkan dengan prediksi menggunakan pemetaan 3D linear. Yaitu 0.1% dibandingkan dengan menggunakan non linear (parabola) 0.22%. Evaluasi ini menunjukkan bahwa pendekatan pemetaan 3D dapat berfungsi menilai prediktor koefisien pengerasan regang (n) dari kedua prediksi (n) dari Vickers Indentasi dan Indentasi bulat
4.3 Analisis Dimensional dan hasil
Dalam analisis dimensional, hubungan antara curvature vs sifat material dikembangkan berdasarkan analisis dimensional. untuk mempelajari mekanika kontak untuk diinstrumentasi indentasi normal. Pada Indentasi yang terjadi pada elasto
plastic umumnya mengikuti hukum power (power law)
dimana beban P dapat ditulis sebagai :[5]
P = P (h, E, v, Ei, vi, !y, n) (2)
Dimana E = modulus Young indentor, dan v = Poisson rasio. Dengan menggabungkan efek elastisitas sebuah indentor elastis dan elasto plastik solid dapat ditulis :
P = P(h, E*,!y, n) (3) Dimana
E*= (4)
Sebagai alternative persamaan (3) dapat di tulis sebagai
P = P (h, E*,!y ,!r) (5)
Dengan mengaplikasikan theorem dalam analisa dimensi
persamaan (3) menjadi
P = (6)
Kemudian menjadi
C = (7)
Dimana 1 adalah fungsi dimensionless. Sehingga loading
curvature C dapat ditulis sebagai:
C = (8)
terhadap !y atau !r. Dengan simulasi diketahui hubungan antara normalisasi Cv Vs properties bahan dan hubungan antara normalisasi Cs Vs sifat bahan (pengerasan regangan eksponen (n) dan Yield stress (!y). Hal ini jelas menunjukkan bahwa semua data. curve fitting telah dilakukan dengan iterasi hubungan antara beban curvature indentasi dan bahan properti (!y, n) sebagai persamaan berikut.
Cv = !y¾ . 374.14. e3.197 n (9)
Demikian pula untuk Spherical indentation
Cs = !y¾ . 8011.9e1.984 n (10)
Dengan hubungan tersebut, untuk setiap kombinasi Cv dan
Cs, dapat di tentukan berbagai data material seperti yang
ditunjukkan pada Gambar 5. Titik persimpangan akan
mewakili sifat material diprediksi. Dalam hal ini, untuk = 150 MPa, n = 0.2, Cv = 30647.664 dan Cs = 515752. Dan hasil prediksi adalah !y = 149 MPa, n '= 0.209. Studi Akurasi hasil dilakukan untuk beberapa nilai propertis masukan, hasilnya
tercantum padaTabel 2. Kesalahan rata-rata akurasi adalah
= 0.065196 dan n /n = -0.06296, yang jauh lebih baik
[image:12.612.315.503.162.287.2]daripada akurasi pendekatan pemetaan 3D mapping
Gambar 5 Tipikal proses prediksi parameter material berdasarkan interseksi antara kurva properties dual indentor pada Vickers dan indentasi spherical (!y=120 MPa, n = 0.2).
TABEL2.Akurasi studi hasil dari inverse FE modeling pada indentor ganda (dual indenters) Vickers dan indentasi Spherical
Material Properties Value of Curvature Prediksi Beda dengan input Akurasi ( Error )
!y N Cs Cv !y n " !y "n "!y/ !y "n/n 100 0.10 303841.6 15725.8 102 0.09 -2 0.01 -0.020 0.100 100 0.20 387159.4 22631.7 105 0.19 -5 0.01 -0.050 0.050 100 0.30 495483.9 32535.1 111 0.29 -11 0.01 -0.110 0.033 200 0.10 526000.0 27710.0 202 0.10 -2 0.00 -0.010 0.000 200 0.20 629700.0 37670.0 195 0.20 5 0.00 0.025 0.000 200 0.30 754700.0 50610.0 195 0.30 5 0.00 0.025 0.000 290 0.10 689200.0 37340.0 275 0.12 15 -0.02 0.052 -0.200 290 0.20 803900.0 48850.0 265 0.22 25 -0.02 0.086 -0.100 290 0.30 936500.0 63490.0 255 0.31 35 -0.01 0.121 -0.033
V. KESIMPULAN
FE model indentor tajam (Vickers) dan indentor tumpul (indentor Bulat) dikembangkan. Pengaruh beberapa parameter pemodelan kunci seperti sensitivitas mesh, ukuran sampel dan kondisi batas dinilai. Tiga metode pemodelan terbalik terbalik yaitu analisis dimensi, pemetaan 3D dan pendekatan grafik
dual indentor telah diusulkan dan validitas dan akurasi
masing-masing pendekatan dalam memprediksi sifat material secara sistematis dievaluasi dengan menggunakan kurva indentasi numerik. Di bagian eksperimental, tes geser tarik telah melakukan di tempat sambungan las dari bahan yang berbeda. Metode yang dikembangkan telah meletakkan dasar yang baik terhadap tujuan akhir dari penelitian ini dalam membangun efek parameter pengelasan pada sifat statis dan dinamis las titik (spot welding) sistem bahan yang berbeda. Pada tahap berikutnya, pendekatan inverse prediksi properti yang akan diperluas untuk uji kekerasan konvensional untuk mengkarakterisasi sifat dari zona struktur yang berbeda dalam
sambungan las dari sistem bahan yang berbeda(dissimilar
materials welding). Sifat diprediksi kemudian akan digunakan dalam model numerik dengan properties bahan realistis untuk
mensimulasikan deformasi las titik dalam kondisi pembebanan yang berbeda
DAFTARPUSTAKA
[1] Ni K., and Sankaran M.,Strain-based probabilistic fatigue life prediction of spot-welded joints, International Journal of fatigue, vol 26, 7, 2004. 763-772
[2] Mukhopadhyay M., Bhattacharya S., and Ray K.K, Strength assessment of spot-welded sheets of interstitial free steels, Mat. processing technology, vol 209, iss 4, 2009,1995-2007
[3] Emmanuel H., Lamouroux J., Detailed model of spot welded
joints to simulate the failure of car assemblies,Interactive
Design and manufacturing, vol.1, No.1, 2007, 33-40
[4] Taljat B., Zacharia T. and Kosel F. New analytical procedure to determine stress-strain curve from spherical indentation data, Int. J. of Solids and Structures, Vol. 35(33), 1998,pp. 4411-4426
[image:12.612.111.503.339.470.2]!"
#
$
%&'($!')%*+%*,-+
$ .!
+-/+**/0%
1.23.$!
0%+-34243 23.$!
*/)/*
+
8
42 9!:
0
8
! 2! .$23
-8
$34 .!
0
8
$! 42
*
)
8
)
*
8
0
*
8
-
;
*
8
.2!4 92.2
2 429.$23
'3<"5=43>
><?#4
"=@ ><
7>" ><>4@
%AB%*B)%%A
>
C>>5>
>
!@75=2#
4>>D4
=@+0444B4 B43B4B43
>>">
3>;2E)%<444B4 B4
4>3>;2E*-<
444@)%*)5
>
+
;
*
8
&
;
*
8
6
;
*
8
/
;
*
8
:3$G$.
.##
:3$
.249
.##
:3$ 4 3
.##
<=@
>>@**B)%*%
>
33
@ 55=3<
C
<=@4>
@)%%****->
5 5=4 <
9H C<
4>>>"=@I
><>@%AB)0B)%%/
! " ) #
) # ** )) ## ++
! ! !! ! !
, # # $ - #
' ( * " *
' ( *
Finite Element model FE Model Simulation
FE Simulate Database
Input
FE Model Training Processing
Output
Convergence
Indentation test
Inverse FE Model
Yes No
" #
$ $ $ %
'
(
' (
& $ $ $ %
'
(
' (
Experiment curve
" # " #
$ $" $ $#
1
)
2 -3
Tensile Shear test
# # )$ " #
$ 4 " - %
0 100 200 300 400 500 600 700 800
0.000 0.005 0.010 0.015 0.020 0.025
P
(
N
)
h (mm)
# # )$ "
0 50 100 150 200 250 300 350 400 450 500
0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08
F o rc e, N h, mm
Data Ekperimental Publikasi
Numerikal hasil yang diusulkan
' ( ) * ! + ! ,- + + ' ( $ . / 0 1 $&!!2 .'/ 0 1 $34 !!2 . / 0 1 $ &!!$
0 100 200 300 400 500 600 700 800
0.000 0.010 0.020
P ( N ) h (mm) Analytical FEM R = 0.50 mm
0 100 200 300 400 500 600 700 800
0.000 0.010 0.020
P ( N ) h (mm) Analytical FEM R = 0.79 mm
0 100 200 300 400 500 600 700 800 900 1000
0.000 0.010 0.020
P (N ) h (mm) Analytical FEM R = 1.25 mm
(a) (b) ( c)
(a) (b) (c)
0 300 600 900 1200 1500
0.00 0.05 0.10
P
(N
)
h(mm)
R= 0.50 mm
0 300 600 900 1200 1500
0.00 0.05 0.10
P
(N
)
h(mm)
R= 0.79 mm
0 300 600 900 1200 1500
0.00 0.05 0.10
P
(N
)
h(mm)
R= 1.25 mm
+ ( * ! (
+ ' ' .! + 5
6 1 %& 7 1 $ /
5
)$
"
0 200 400 600 800 1000 1200 1400
0 0.02 0.04 0.06 0.08 0.1 0.12
P
(N
)
h(mm)
n=0.03, y= 200 MPa n=0.03, y= 300 MPa n=0.03, y= 500 MPa n=0.03, y= 600 MPa n=0.03, y= 700 MPa
(a). Pengaruh yield stress (y) pada kurva p-h
Spherical indentation. (b). Pengaruh work hardening coefficient (n) padaKurva p-h Spherical indentation.
0 200 400 600 800 1000 1200 1400 1600
0 0.02 0.04 0.06 0.08 0.1 0.12
P
(N
)
h(mm)
y= 600 MPa, n=0.01 y= 600 MPa, n=0.03 y= 600 MPa, n=0.05 y= 600 MPa, n=0.10 y= 600 MPa, n=0.20
(
+
+ *
(
+
"
) * " $ %4
# * 'σ (
,- ! ( 8 +
0 10 20 30 40 50 60 70 80 90 100
0.00 0.01 0.02 0.03 0.04 0.05
P
(N
)
h(mm)
Tipical Force Indentation Vs Depth Curve Vickers Indentation (E=200 Gpa, y= 350 Mpa, n =0.05). Tipical Force Indentation Vs Depth Curve Vickers
Indentation (E=200 Gpa, y= 350 Mpa, n =0.05).
2
# $
5 "
9 : * + ;
#
#
)
$
#
$
5 "
%
0 10 20 30 40 50 60 70 80 90 100
0.00 0.01 0.02 0.03 0.04 0.05
P
(N
)
h(mm)
# # ) $
Tipikal kurva (P-h) pada Vickers indentasi dengan variasi mesh sizes (E=200 GPa, y=308 MPa, n=0.05).
0 20 40 60 80 100 120
0 0.01 0.02 0.03 0.04 0.05 0.06
P
(N
)
h(mm)
2169 4139 9066
$ # $ * # $ $
5 " ' 6788& 9 6 :88 68 8;(
0 20 40 60 80 100 120 140 160
0 0.01 0.02 0.03 0.04 0.05 0.06
P (N ) h(mm) = 0.10 = 0.20 = 0.30
' ( ! + ' ( < !
* + . 5 -1 3 = 7 6 1 & 7 1 $ 2 5 -1 $# = 7 6 1 #" 7 1 $ #/
0 2 4 6 8 10 12
0.000 0.005 0.010 0.015
P
, N
h, Um Material 1, This work numerical results Material 1, Published numerical results Material 1, Published experimental data Material 2, This work numerical results Material 2, Published numerical results Material 2, Published experimental data
5
5 "
Tipikal data yang memperlihatkan perunahan Kurva P-h dengan variasi parameter material propertis berbeda(a) . P-h curves with different σy.
0 20 40 60 80 100 120 140 160 180
0 0.02 0.04 0.06
P
(N
)
h (mm)
n=0.03, y= 700 MPa n=0.03, y= 600 MPa n=0.03, y= 500 MPa n=0.03, y= 300 MPa n=0.03, y= 200 MPa
0 50 100 150 200 250
0 0.02 0.04 0.06
P
(N
)
h(mm)
y= 600 MPa, n=0.20 y= 600 MPa, n=0.10 y= 600 MPa, n=0.05 y= 600 MPa, n=0.03 y= 600 MPa, n=0.01
(c) . P-h curves with different n.
0 10000 20000 30000 40000 50000 60000 70000 3
n=0.03, y= 700 MPa n=0.03, y= 600 MPa n=0.03, y= 500 MPa n=0.03, y= 300 MPa n=0.03, y= 200 MPa
0 10000 20000 30000 40000 50000 60000 70000 80000 90000 3
y= 600 MPa, n=0.20 y= 600 MPa, n=0.10 y= 600 MPa, n=0.05 y= 600 MPa, n=0.03 y= 600 MPa, n=0.01
(b) Curvature value for P-h curves in (a)
(d). Curvature value for P-h curves in (c)
# * $ $
0 0.1 0.2 0.3
0 100 200 300 400 500 600 700 800 900 1000
n
y ( MPa )
4 # ') $ " ( #
$ # # # * 0 100 200 300 400 500 600 100 200 300 400 500 600 700800 900 0.05 0.10 0.15 0.20 0.25 0.30 H V
Yield str
ess (MP
a)
n
) * " $
%5
#
*
'
σ
(
0 2000 4000 6000 8000 10000 12000 14000 16000 18000 200000 2 4 6 8 10 12
F or c e, N Displacement, mm CS-0.10 %C CS-0.54 %C CS-0.85 %C
) * " $ $
# ; $$ # $$ "
0.0 2.0e+5 4.0e+5 6.0e+5 8.0e+5 1.0e+6 1.2e+6 100 120 140 160 180 0.1 0.2 0.3 0.4 C s Sy n $% $ $ $ $ $ $% $" $& $ $3 % "
1 ) $
)* & )& )* % ) % 0 2e+4 4e+4 6e+4 8e+4 1e+5 100 120 140 160 180 0.1 0.2 0.3 0.4 C v SY n
%> 9 !
%>? 9 !
$ " $ $ " $" ; $$ #$$ "
0 2e+4 4e+4 6e+4 8e+4 1e+5 100 120 140 160 180 0.1 0.2 0.3 0.4 C v Sy n 0.0 2.0e+5 4.0e+5 6.0e+5 8.0e+5 1.0e+6 1.2e+6 120 140 160 180 0.1 0.2 0.3 0.4 C s Sy n $ $" $ $ $ $" $ $# % "
1 ) $
)* & )* % ) & ) % ) # )* #
Cs= y¾. 8011.9 e 1.984 n
Cv= y¾. 374.14. e 3.197 n
% $ 2 # $ 5 "
)$ " ## ; + " " $$ #
$
0"" " 5 " )$ " $$ 5 " " **
- $ 0"" " ' <( " ** - $ 0"" " ' <(
3 3 = =
$ & # " 3&
$ & - &$& %- %$ # - $"33- 4$33 - $& %-$ & " # " 3&
$&%#- %$3# - % $& "- $ %4- $%##- 4$ &%-$ & 4 # " 3&
#$4"4- $ & - "$ %"- &$4- 4$ #4- $ &4-$ & % # " 3&
&$ 4#- $ - $%"3-@ $3 "- %$"- $ "%-@ $ # 4" 4 &#
&$3"4- $4"4- $ &%-@ $%4 - %$&4 - $ #%-@ $ # " 4" 4 &#
&$ %&- $"%&- #$ 4&- &$&&%- $3&%- 4$#%%-$ # 4 4" 4 &#
"$&4 - $34 - $%4#- "$&- $3- $ 4 -$ # % 4" 4 &#
%$ 33- %$33 - $%" - $ - &$44"- $ "
-$
#
$ $ %5 %4 #
# $ ##
% " &
3) 8 ?8<3 3) 8 @A<3 3) 8 B@<3
-< !
'
(
$ $ & $ $ & $ $ & $%
3) 8 ?8<3 3) 8 @A<3 3) 8 B@<3
-< !
Sample
Experiment FE Model Accuracy Study Hardness Properties Hardness Properties Different ( Exp-FE model) Accuracy (Error %) HV HR Sy n HV HR Sy n HV HR Sy n
HV/ HV
HR/ HR
Sy / Sy
n/ n
CS-0.10%C
124.77353.211 126.55 0.25123.107 55.209127.7540.26 1.67 -2.00 -1.20 -0.01 0.01 -0.04 -0.010-0.040 CS-0.54%C
216.59577.085 345.90 0.14219.724 78.784340.8800.14 -3.13 -1.70 5.02 0.00 -0.01 -0.02 0.015 0.008 CS-0.85%C
275.15891.200 527.45 0.14266.889 86.747528.1500.14 8.27 4.45 -0.70 0.00 0.03 0.05 -0.001-0.014
,
$
FE model indentor tajam (Vickers) dan indentor tumpul (Spherical) telah dikembangkan dan divalidasi. Pengaruh beberapa parameter pemodelan kunci seperti sensitivitas mesh, ukuran sampel dan kondisi batas dievaluasi
Metode yang dikembangkan telah meletakkan dasar yang baik terhadap tujuan akhir dari penelitian ini dalam membangun efek parameter pengelasan pada sifat statis dan dinamis las titik (spot welding) sistem bahan yang berbeda.
Pendekatan inverse prediksi properti yang akan diperluas untuk uji kekerasan konvensional untuk mengkarakterisasi sifat dari zona struktur yang berbeda dalam sambungan las dari sistem bahan yang berbeda(dissimilar materials welding). Sifat diprediksi kemudian akan digunakan dalam model numerik dengan properties bahan realistis untuk mensimulasikan deformasi las titik dalam kondisi pembebanan yang berbeda