BAB I
PENDAHULUAN
I.1 Latar Belakang
Penduduk dunia yang meningkat sangat cepat, terhitung mulai tahun 2005 sebanyak 8.3 milliar merupakan pangsa pasar yang besar bagi bidang perindustrian [1]. Semakin meningkatnya jumlah penduduk, maka jumlah kebutuhan manusia untuk makin meningkatkan kesejahteraan hidupnya juga semakin besar. Ini merupakan peluang yang besar bagi perindustrian. Namun hanya industri yang handal sajalah yang mampu menjawab tantangan ini.
Tingginya kebutuhan manusia mendorong perindustrian untuk makin menigkatkan kinerjanya. Pasalnya tantangan yang dihadapi semakin luas yaitu memproduksi produk dengan jumlah yang besar dan high quality, tetapi dengan biaya produksi yang dapat ditekan dan tingkat pengerjaan yang safety serta mudah.
Perkembangan industri manufaktur tidak terlepas dengan adanya penemuan mesin CNC yang dapat dikontrol secara numerik. Lebih jauh lagi perkembangan terbarunya adalah mesin CNC milling yang dapat digunakan dalam proses rapid prototyping dengan keterlibatan manusia yang kecil [2]. Keterlibatan manusia yang kecil diciptakan agar human error yang terjadi semakin kecil pula. Kemudian berkembang suatu sistem yang mampu menopang usaha ini yang dikenal dengan sistem otomasi. Sistem baru ini tidak hanya unggul dalam segi waktu namun juga memperkecil adanya human error dalam pengerjaan industri. Sistem otomasi lebih menitikberatkan pada kemudahan pengerjaan produksi yang efektif dan efisien yang salah satunya menggunakan interface berupa robot. Robot adalah suatu alat yang diprogram untuk memindahkan benda atau melakukan kerja dengan menggunakan tool(s). Robot memiliki tingkat fleksibilitas yang tinggi, pergerakkannya menyangkut semua ruang pada dimensi. Dengan links dan joints yang dimiliki oleh robot, maka pergerakkan berupa slider, rotary dan jenis aktuator lainnya dapat dilakukan. Hal ini bergantung oleh jumlah DOF (degree of freedom) yang dihasilkan oleh joints-nya [3]. Contohnya saja penggunaan robot pada industri
automobile dalam berbagai proses, misalnya proses pengelasan seperti yang dilakukan pada proses framing di BMW Oxford Plant [4].
Gambar 1. 1 Proses framing dengan menggunakan robot spot welding 160 KUKA [5] Seperti yang telah diungkapkan, tren industri yang mengarah ke robotika ditunjang karena robot lebih fleksibel daripada mesin CNC biasa, selain lebih mudah untuk diprogram, penggunaan robot juga lebih murah. Namun kekurangan robot manufaktur saat ini adalah rendahnya keakuratan dalam menentukan posisi [5].
Untuk mengatasi kekurangan tersebut maka dibuatlah robot dengan ide dasar sistem penginderaan manusia. Manusia memiliki kemampuan untuk merasakan perubahan yang terjadi pada lingkungannya seperti perubahan gaya, intensitas cahaya, temperatur dan sebagainya. Untuk mengakomodasi hal tersebut, diadakan berbagai penelitian dengan menambahkan berbagai macam sensor pada robot (multi sensor) seperti force sensor, vision sensor, position sensor dan sebagainya [6].
Seperti misalnya robot vision dengan prinsip kerja mampu mengingat suatu image (inputan gambar), sehingga pada prakteknya robot ini mampu mengidentifikasi image yang berbeda-beda. Pada robot ini dipasang sebuah kamera yang disebut environmental camera, dimana kamera ini memberikan informasi bentuk serta posisi dimana subjek berada [7].
Dilain pihak penggunaan robot dalam dunia manufaktur biasanya dilakukan secara offline. Pemrograman robot offline ini termasuk simulasi grafis dari manipulator,
tool, dan workpiece. Kemudian disimulasikan juga kinematika dari pergerakkan robot. Contohnya adalah offline programming pada untuk operasi manufaktur dengan menggunakan robot 5 artikulasi atau penggunaan robot 6 artikulasi pada proses welding [12]. Proses dapat dilakukan secara online jika robot dilengkapi dengan sistem pendeteksi gaya yang secara langsung mampu mengukur serta menentukan posisi, besar serta arah gaya.
Gambar 1. 2 Robot dengan 6 derajat kebebasan dan parameternya [12]
Dengan berlandaskan latar belakang di atas, maka dalam penelitian ini kami mencoba untuk mengimplementasikan tren robot yang kini sedang berkembang di dunia dengan mengembangkan suatu sistem pendeteksi gaya multi axis yang dikerjakan oleh robot sehingga dengan adanya sistem ini maka lintasan gerak robot dengan artikulasi 5 derajat kebebasan dapat dibuat.
I.2 Perumusan Masalah
Semakin kompleks dan canggihnya proses manufaktur di Indonesia, bahkan di dunia, memungkin segala prosesnya berlangsung secara otomatis. Ke-otomatisasian ini tentu saja membutuhkan adanya berbagai jenis sensor yang mampu mempermudah proses operasi suatu sistem karena robot tidak sama dengan manusia yang telah dilengkapi oleh indera.
a. Proses Milling
Pada proses milling 5 axis, sering terjadi ketidak-akuratan dan kepresisian yang rendah pada produk yang dihasilkan. Penyebabnya karena :
- Bed tool yang juga ikut bergerak selama mesin beroperasi, dampaknya langsung terhadap momen inersia yang muncul semakin besar. Hal ini tentu saja mengganggu proses pengerjaan pada workpiece, karena terdapat gangguan pergerakkan ke arah lain. Yang secara lagsung dapat mempengaruhi keakuratan pemesinan.
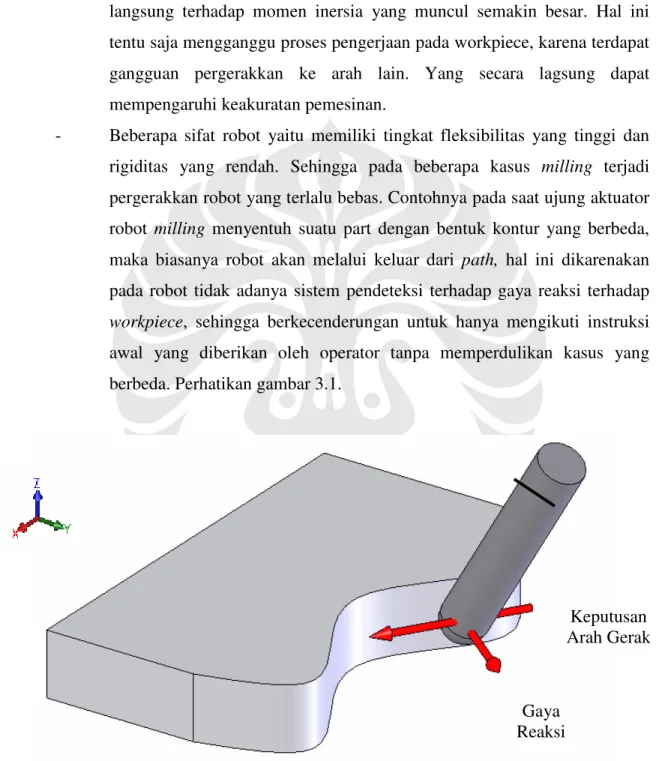
- Beberapa sifat robot yaitu memiliki tingkat fleksibilitas yang tinggi dan rigiditas yang rendah. Sehingga pada beberapa kasus milling terjadi pergerakkan robot yang terlalu bebas. Contohnya pada saat ujung aktuator robot milling menyentuh suatu part dengan bentuk kontur yang berbeda, maka biasanya robot akan melalui keluar dari path, hal ini dikarenakan pada robot tidak adanya sistem pendeteksi terhadap gaya reaksi terhadap workpiece, sehingga berkecenderungan untuk hanya mengikuti instruksi awal yang diberikan oleh operator tanpa memperdulikan kasus yang berbeda. Perhatikan gambar 3.1.
Gambar 1. 3 Sistem pendeteksi gaya mendapatkan parameter besar dan arah gaya reaksi.
Gaya Reaksi
Keputusan Arah Gerak
Parameter tersebut dijadikan inputan pada robot dengan pendeteksi gaya dalam algoritma pengambilan keputusan arah gerak robot seterusnya.
b. Proses Assembly
Pada proses asembli sering terjadi lambatnya proses penggabungan 2 part. Misalnya proses penggabungan suatu part silinder ke dalam part yang berbentuk hole. Untuk sistem robot yang belum menggunakan sistem pendeteksi gaya tentunya proses ini sering menimbulkan tingkat kesalahan yang tinggi karena sistemnya berlangsung secara trial and error. Beberapa masalah yang terjadi pada proses asembli adalah kurang detailnya posisi dari hole sehingga posisi dari hole sulit untuk dideteksi, adanya konflik antara hole dengan part silinder dan adanya kemungkinan part silinder masuk ke dalam hole dengan posisi yang miring (asal masuk).
Pada penelitian ini, kami mencoba memberikan solusi berupa penyediaan data berupa besarnya gaya reaksi dan torsi. Sehingga dengan tersedianya data ini maka setiap kali proses ini mengalami konflik maka robot dengan sendirinya mencari jalan keluarnya sendiri. Prinsip yang diterapkan di sini yaitu robot akan mencari ruang dengan dasar gaya reaksi terhadap hole yang paling kecil. Kemudian PC menganalisa kemungkinan adanya error yang terjadi pada saat pemasangan kemudian menghitung besarnya resultan terkecil.
c. Proses Welding
Pada arc welding, proses penggantian elektrode sering lambat dilakukan. Kasus yang sering terjadi yaitu tidak terdeteksinya elektrode yang habis. Sehingga hal ini sering menimbulkan kecacatan pada produk. Belum lagi proses penggantian elektrode ini dilakukan secara manual sehingga membutuhkan waktu yang lama. Untuk itu dengan sistem pendeteksi gaya yang kami kembangkan maka sistem akan selalu stand by terhadap gaya reaksi yang ditimbulkan oleh proses welding, sehingga setiap kali terdeteksi gaya reaksi yang kecil maka akan terbaca sebagai makin menipisnya elektrode. Selanjutnya secara otomatis, sistem pendeteksi ini akan memberikan masukan data berupa perlunya penggantian elektrode dan hal ini dapat dilakukan secara cepat tanpa bantuan operator.
depht of cut
Cutting Force Cutting Force
Force Detector Force Detector
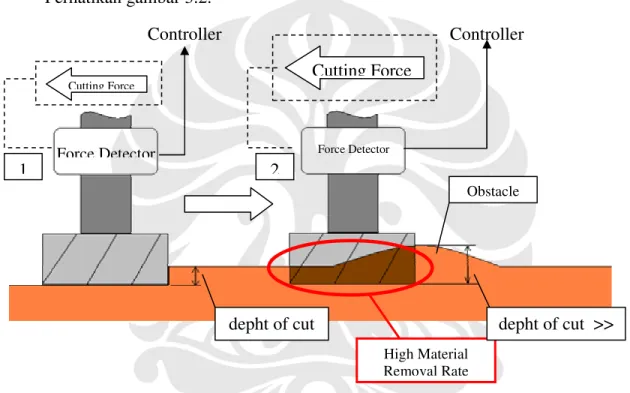
Obstacle Controller Controller 1 2 High Material Removal Rate depht of cut >> Pada proses grinding, robot belum mampu untuk mendeteksi adanya load yang berbeda-beda pada workpiece. Sehingga sering terjadi proses pemakanan yang tidak akurat.
Untuk mengatasi masalah ini maka diperlukan adanya sistem yang mengatur besarnya kecilnya gaya yang dikenakan pada workpiece sesuai dengan load yang ada. Sehingga pada saat grinder mengerjakan permukaan yang kasar (load besar) maka secara otomatis gaya yang diberikan juga besar, sedangkan jika grinder
mengerjakan permukaan yang sudah halus, maka gaya yang diberikan juga kecil. Perhatikan gambar 3.2.
Gambar 1. 4 Sistematisasi Force Detector pada Proses Grinding
Sebelumnya telah dilakukan penelitian untuk mengembangkan sistem pendeteksi gaya multi aksis ini, namun dari segi keakuratan pendeteksian gaya, sistem ini tidak dapat mendeteksi gaya yang datang secara linear antara sumbu x, y dan sumbu z. Disamping itu spesifikasi sistem ini tidak sesuai dengan spesifikasi yang dimiliki oleh robot move master.
Gambar 1. 5 Sistem Pendeteksi Gaya Multi Aksis Penelitian Sebelumnya[25]
Gambar 1. 6 Explode View Sistem Pendeteksi Gaya Multi Aksis pada Penelitian Sebeluimnya[25]
Dengan melihat banyaknya masalah yang dihadapi menyangkut dengan sangat dibutuhkannya sistem pendeteksi gaya, maka pada penelitian ini kami akan mengembangkan suatu sistem pendeteksi gaya multi axis yang difokuskan pada robot artikulasi 5 derajat kebebasan.
Pendeteksi gaya ini akan di pasang pada robot artikulasi untuk aplikasi invers kinematics, self calibration, serta aplikasi-aplikasi lain. Pendeteksi gaya yang kami buat menggunakan strain gage yang di letakkan pada ketiga axis X, Y, dan Z terhadap end-effector.
I.3 Tujuan Penelitian
Ada beberapa tujuan dari penelitian ini, yaitu :
1. Optimasi Sistem Pendeteksi Gaya Multi Aksis pada Penelitian Sebelumnya
dengan aplikasi prinsip DFMAD (Design for Manufacturing and Assembly Disassembly).
2. Mengembangkan suatu sistem human interface software yang dapat memberikan
keluaran data berupa gaya resultan (Fresultan), , dan (sudut rotasi) terhadap
inputan data berupa Fx, Fy dan Fz. Software antarmuka ini mampu memproses inputan data berupa besar gaya dari tiga buah axis menjadi output berupa besar gaya resultan dan arah gayanya dengan tampilan interaktif dan realtime.
3. Sebagai alat pendeteksi gaya pada robot artikulasi 5 derajat kebebasan yaitu robot
Move Master EX untuk membantu penelitian selanjutnya mengenai invers kinematics, self calibration, serta penelitian lainnya yang membutuhkan pendeteksi gaya.
I.4 Pembatasan Masalah
Dengan melihat banyaknya permasalahan yang berhubungan dengan aplikasi sistem pendeteksi gaya, maka pada penelitian ini pembatasan masalah adalah pada pengembangan suatu sistem pendeteksi gaya multi axis yang difokuskan pada robot artikulasi 5 derajat kebebasan.
Pendeteksi gaya ini akan digunakan pada robot artikulasi untuk aplikasi dan penelitian mengenai pembuatan lintasan pengikut kontur, invers kinematics, self calibration, serta aplikasi-aplikasi lain. Sebagai komponen utama dalam pendeteksi gaya digunakan strain gage, sementara itu sumbu pembacaan gaya ditetapkan tiga buah, yakni sumbu arah x, y dan z realatif terhadap end effector, agar alat dapat mendefinisi besar dan arah gaya dalam suatu ruang 3 dimensi.
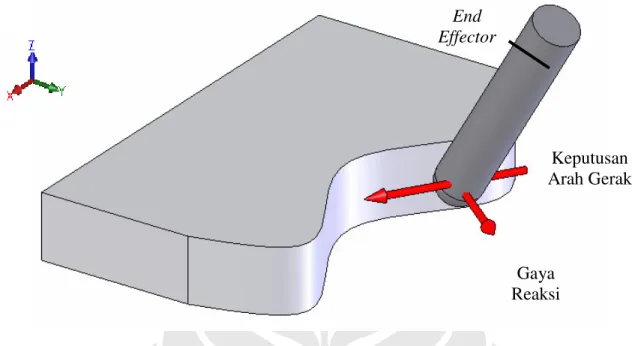
Gambar 1. 7 Sistem pendeteksi gaya pada aplikasi pengikut kontur. Detektor gaya mendapatkan parameter besar dan arah gaya reaksi. Parameter tersebut dijadikan inputan pada algoritma robot untuk pengambilan keputusan arah gerak robot seterusnya
agar end effector dapat tetap menyentuh objek.
I.5 Metodologi Penelitian
I.5.1 Studi Literatur
Studi literatur yang dilakukan dalam penelitian ini dibagi menjadi beberapa bagian. Bagian yang pertama adalah studi literatur sebagai penunjang desain yang meliputi studi mengenai statika struktur dari alat, material teknik, pemilihan bahan dan proses. Bagian kedua adalah bagian manufacturing yang memerlukan studi literatur lebih lanjut mengenai proses produksi. Bagian ketiga adalah studi literatur yang menunjang dalam data aquisition meliputi studi literatur dalam program visual C++ serta untuk pembangunan peranti lunak antarmuka, sumber literatur yang digunakan adalah tutorial mengenai User Manual dan Software Development Kit yang disediakan produsen penyedia peranti keras untuk akuisisi data, yakni Data Translation.
I.5.2 Perancangan Alat
Perancangan alat meliputi perancangan mekanika alat ditujukan untuk memperoleh kemampuan pendeteksian gaya oleh lima arah sumbu, yakni sumbu x,
Gaya Reaksi Keputusan Arah Gerak End Effector
y,xy+,xy- dan z relatif terhadap end effector. Gaya yang diterima alat akan memberikan rangsangan kepada lima sumbu, dimana besarnya gaya pada masing-masing sumbu dipengaruhi oleh besar dan arah gaya tersebut relatif terhadap masing-masing sumbu. Fokus lain dalam perancangan mekanika alat adalah dalam penerapan prinsip Design for Manufacturability, Assembly and Dissasembly (DFMAD); serta kesesuaian spesifikasi alat dengan robot artikulasi 5 derajat kebebasan yang ada di Departemen Teknik Mesin FTUI. Proses perancangan dibantu dengan menggunakan peranti lunak CAD (Computer Aided Design).
Perancangan sistem strain gage bertujuan untuk memperoleh pembacaan gaya yang optimal, dengan resolusi yang baik, sementara itu perancangan peranti lunak antarmuka bertujuan untuk memberikan informasi besar dan arah gaya secara efisien dan realtime.
I.5.3 Evaluasi dan Simulasi
Pada tahap ini rancangan dari alat pendeteksi gaya dievaluasi dan disimulasikan dengan bantuan peranti lunak CAD dan CAE (Computer Aided Engineering) untuk lebih memastikan proses perancangan awal sebelum siap untuk dimanufaktur.
I.5.4 Manufaktur Alat
Pada tahap ini komponen alat diproduksi sesuai dengan spesifikasi desain yang telah ditentukan sebelumnya. Kemudian dilakukan proses perakitan, penyusunan strain gage, pengkondisian sinyal dan pembangunan peranti lunak antarmuka.
I.5.5 Kalibrasi Pengukuran
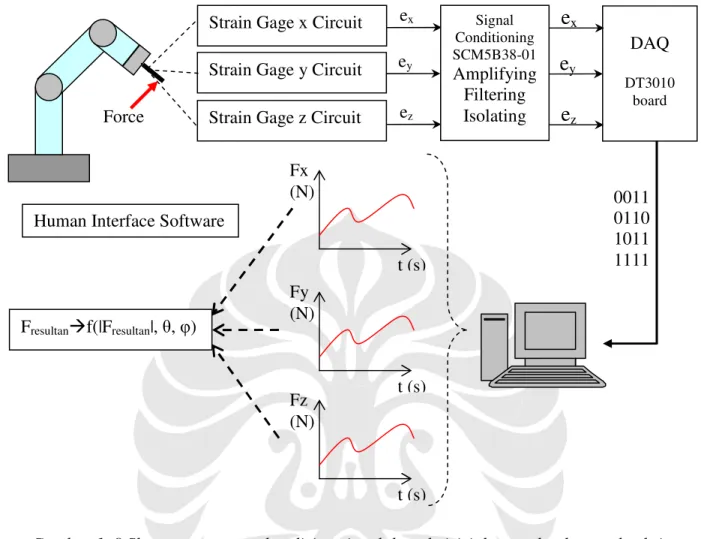
Proses kalibrasi bertujuan untuk mendapatkan persamaan yang tepat untuk mengkonversi besaran tegangan yang diperoleh dari proses akuisisi data menjadi besaran gaya yang bersatuan Newton atau kgf. Dengan proses kalibrasi ini juga dievaluasi performa dari alat diuji apakah sudah dapat berkerja sesuai dengan yang diinginkan atau belum. Berikut ini adalah skema set up dari alat .
Gambar 1. 8Skema proses pengkondisian sinyal dan akuisisi data pada alat pendeteksi gaya multiaxis
I.6 Sistematika Penulisan
Penulisan diawali dengan proses pengevaluasian desain sebelumnya. Desain dibagi menjadi tiga bagian yatu bagian base atau bagian dasar, bagian penerima gaya yang berupa stick dan bagian terakhir adalah bagian sensor. Kemudian dibuat beberapa desain alternatif yang dharapkan dapat mengoptimisasi desain sebelumnya, baik optimasi dari segi desain komponen penerima gaya, optimasi proses pemesinan, pemilihan material yang efektif sehingga berat total alat tidak melebihi kapasitas yang mampu diangkat oleh arm robot, serta pemilihan konfigurasi strain gage yang sesuai dan tepat. Langkah selanjutnya adalah pemilihan desain yang terbaik yang untuk selanjutnya akan dimanufaktur. Kemudian desain yang terpilih akan didesain lebih detail di bagian
ey
DAQ DT3010
board Strain Gage y Circuit
ez Strain Gage z Circuit
ex
e
ye
ze
x Fx (N) t (s) Fy (N) t (s) Fz (N) t (s) 0011 0110 1011 1111 Fresultan f(|Fresultan|, , ) ForceStrain Gage x Circuit Signal Conditioning SCM5B38-01 Amplifying Filtering Isolating
peletakkan sensor. Secara umum proses perancangan alat terdiri dari beberapa bagian yaitu perancangan mekanika, dan sensor strain gage. Pada proses perancangan mekanika, penjelasan real desain dipengaruhi oleh perhitungan gaya normal, gaya geser maupun bending moment yang terjadi pada komponen sensor, serta kemudahan manufaktur dan assembly yang juga menjadi bahan pertimbangan mekanika sistem. Sifat distribusi tegangan dan regangan pada benda pejal dijadikan dasar perancangan untuk memperoleh lokasi peletakan strain gage yang tepat ; bentuk; dimensi; dan material alat yang paling optimal. Penulisan selanjutnya akan menjelaskan mengenai sistem kerja strain gage sebagai sensor dalam alat ini; rangkaian jembatan Wheatstone; metode pemasangan strain gage; dan lain-lain. Pemilihan jenis konfigurasi jembatan Wheatstone akan dijelaskan secara detail pada bagian perancangan sistem sensor, hal ini sangat penting karena konfigurasi dapat mempengaruhi resolusi pengukuran dan kemampuan untuk mengkompensasi gangguan seperti kehadiran jenis pembebanan lain, suhu lingkungan, dan pemuaian material peletakan strain gage. Pada proses akhir perancangan alat akan diberikan prediksi keluaran tegangan terhadap besar beban secara teoritis. Hasil prediksi secara teoritis ini akan dijadikan bandingan terhadap hasil keluaran tegangan terhadap besar beban secara eksperimen.
Sistematika penulisan selanjutnya adalah pembahasan mengenai proses kalibrasi yang bertujuan memperoleh persamaan konversi besaran tegangan menjadi besaran gaya berdasarkan data-data eksperimen. Seperti yang telah dijelaskan sebelumnya, data-data eksperimen ini akan dibandingkan dengan data prediksi teoritis sebagai dasar analisa.
Penutup dalam penulisan ini adalah Bab Kesimpulan dan Saran Penelitian Lebih Lanjut, pada bab ini akan dijelaskan mengenai kesimpulan spesifikasi sistem pendeteksi gaya multi aksis dan saran-saran yang dapat dijadikan referensi kembali untuk perbaikan sistem.
![Gambar 1. 1 Proses framing dengan menggunakan robot spot welding 160 KUKA [5]](https://thumb-ap.123doks.com/thumbv2/123dok/4879414.3472447/2.918.272.699.171.455/gambar-proses-framing-dengan-menggunakan-robot-welding-kuka.webp)
![Gambar 1. 2 Robot dengan 6 derajat kebebasan dan parameternya [12]](https://thumb-ap.123doks.com/thumbv2/123dok/4879414.3472447/3.918.139.765.310.660/gambar-robot-derajat-kebebasan-parameternya.webp)
![Gambar 1. 6 Explode View Sistem Pendeteksi Gaya Multi Aksis pada Penelitian Sebeluimnya[25]](https://thumb-ap.123doks.com/thumbv2/123dok/4879414.3472447/7.918.205.747.100.726/gambar-explode-sistem-pendeteksi-multi-aksis-penelitian-sebeluimnya.webp)